ОБЛАСТЬ ТЕХНИКИ
Настоящее раскрытие относится к способу и системе для механической обработки вершины лопаток ротора и статора турбомашины и прежде всего, хотя и не исключительно, касается способа или системы механической обработки вершины для уменьшения отклонения зазоров при вершине лопаток.
УРОВЕНЬ ТЕХНИКИ
При производстве лопаток, например, лопаток ротора и лопаток статора, для осевых турбомашин требуется добиться точных и согласующихся зазоров между вершинами лопаток и соответствующим корпусом или ротором турбомашины, который прилегает к вершине лопатки при работе турбомашины. Уменьшение зазора при вершине может повысить эффективность турбомашины, поскольку газы, проходящие через турбомашину, могут стремиться проходить между аэродинамическими поверхностями лопаток ротора и статора, а не через вершины лопаток. Поэтому желательно минимизировать зазоры при вершине. Однако если зазоры при вершине слишком малы, конец лопатки может тереться о ротор или корпус во время работы турбомашины, что может быть нежелательным.
Чтобы улучшить точность и согласованность зазора при вершине, лопатки обычно изготовлены с длиной, которая больше предполагаемой номинальной длины лопатки. Затем лопатки собирают в ротор или корпус турбомашины, а вершины лопаток механически обрабатывают с использованием ранее предложенного способа механической обработки вершины так, чтобы расстояние при вершине передней кромки диаметрально противоположных лопаток было равно заданному расстоянию.
Заданное расстояние при вершине лопатки может быть определено с учетом ожидаемого осевого положения вершин лопаток внутри собранной турбомашины и диаметра газового тракта турбомашины в ожидаемом осевом положении. Ожидаемое осевое положение может быть определено с учетом номинальных размеров каждого из компонентов турбомашины.
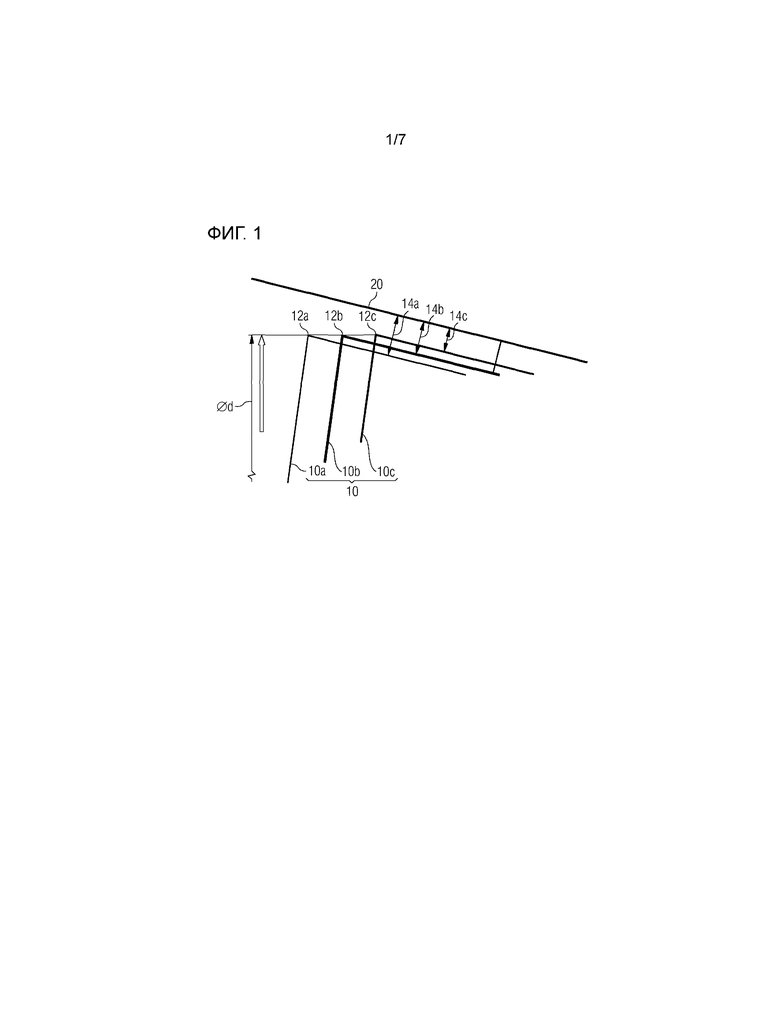
Ссылаясь на фиг.1, из-за производственных допусков, которые применяются к размерам лопатки, например, лопатки 10 ротора, таким как длина хорды, угол закручивания аэродинамической поверхности и т. д., и ротору, с которым связана лопатка, осевое положение передней кромки лопатки может изменяться. На фиг. 1 лопатки ротора показаны в трех различных положениях, первая лопатка 10а показана в максимальном переднем положении, вторая лопатка 10b показана в номинальном положении и третья лопатка 10с показана в максимальном заднем положении.
Как изображено на фиг. 1, с использованием ранее предложенного способа механической обработки вершина 12а, 12b, 12c передней кромки лопатки может быть механически обработана до того же диаметра d независимо от осевого положения лопатки. Следовательно, зазоры 14а, 14b, 14c при вершине, которые созданы между вершинами 12a, 12b, 12c лопатки и корпусом 20, могут изменяться в зависимости от осевого положения передней кромки лопаток 10. Другими словами, зазор при вершине лопаток может зависеть от производственных допусков, применяемых к лопаткам, которые могут влиять на осевое положение передней кромки лопатки при сборке на турбомашину.
Часто требуется, чтобы лопатки турбомашин были восстановлены после периода работы турбомашины. Восстановление лопатки может включать снятие материала с передней кромки лопатки и/или вершиной лопатки. После восстановления лопатки и повторной установки лопатки в турбомашину осевое и/или радиальное положение лопатки может измениться. Следовательно, может возникнуть необходимость повторить процесс механической обработки вершины лопатки. Если положение, например, осевое положение, вершины передней кромки лопатки изменяется во время восстановления, а вершина лопатки затем механически обрабатывается таким образом, чтобы расстояние между диаметрально противоположными вершинами лопатки снова было равно заданному расстоянию, зазор при вершине также будет затронут.
В некоторых случаях, когда материал снимают с лопатки во время восстановления, форма лопатки может выходить за пределы допусков, разрешенных для вновь изготовленных лопаток. Отклонение зазоров при вершине восстановленных лопаток может, следовательно, быть больше, чем для вновь изготовленных лопаток, что может снизить эффективность турбомашин, оснащенных отремонтированными лопатками.
Патент US5704826 раскрывает станок для шлифования лопаток ротора авиационного двигателя, оснащенный устройством ЧПУ типа CNC, а его насадка представляет собой поворотную насадку, обеспеченную по меньшей мере двумя шлифовальными кругами из различных абразивных материалов, при этом каждый из них соединен с насадкой для выбора и последующего позиционирования в контакте с различными лопатками ступени при совместной работе с устройством ЧПУ типа CNC. Станок для шлифования также включает в себя измерительный блок, закрепленный на станине станка, для контроля радиуса лопатки ступени, направляющие для смещения насадки в двух направлениях и оборудование для поворота насадки на угол вокруг своей центральной поперечной оси. Устройство ЧПУ типа CNC регистрировало значения диаметров шлифовального диска и данные фиксированного положения соответствующего профиля шлифовального круга относительно центральной оси.
Патент EP1875986 раскрывает способ для профильного шлифования широких лопаток на высокой скорости, согласно которому используют круг, шлифовальный профиль которого имеет размер ширины, меньший ширины вершины лопаток, подлежащих шлифованию, причем указанный профиль образован прямым участком, за которым следует изогнутый на одном конце участок, на прямом участке которого выполняют прямое шлифование для снятия заусенцев на вершине лопаток, тогда как на изогнутом участке выполняют профильное шлифование вращением шлифовального круга относительно лопаток.
Патент EP2730370 раскрывает способ, включающий снятие части корпуса, обнажая лопатки, подлежащие механической обработке. Шлифовальное устройство устанавливают в области лопатки ротора, подлежащей механической обработке, таким образом, что вершину лопатки механически обрабатывают с использованием шлифовального круга устройства. Область механической обработки отгораживают установкой отгораживающего устройства для предотвращения попадания шлифовальной пыли из отгороженной области. Извлечение всасыванием обеспечивают так, что извлечение извлекает пыль из отгороженной области. Вершину лопатки шлифуют на месте для получения заданной ширины радиального зазора.
Поэтому необходимо, чтобы был обеспечен способ механической обработки вершин лопаток, который повышает точность и согласованность зазоров при вершине лопатки, особенно для восстановленных лопаток.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно объекту настоящего раскрытия обеспечен способ механической обработки, например, шлифования, профиля вершины лопатки для турбомашины (такой как осевая турбомашина), причем этот способ содержит этапы, на которых: соединяют лопатку с компонентом турбомашины; поддерживают компонент на устройстве для механической обработки, причем устройство для механической обработки выполнено с возможностью снимать материал с лопатки согласно траектории резания, определенной внутри системы координат устройства для механической обработки, при этом компонент поддерживают таким образом, чтобы базовая осевая торцевая поверхность компонента совпадала с базовой точкой системы координат устройства для механической обработки; определяют траекторию резания относительно базовой точки системы координат и механически обрабатывают лопатку согласно траектории резания.
Базовая осевая торцевая поверхность может быть перпендикулярна продольной оси компонента. Базовая осевая торцевая поверхность может быть поверхностью примыкания упорного подшипника, к которой упорный подшипник турбомашины примыкает и передает осевую нагрузку, например, между ротором и корпусом турбомашины.
Этот способ может содержать этап, на котором определяют траекторию резания путем смещения участка газового тракта турбомашины на требуемую величину зазора при вершине, например, в направлении, перпендикулярном газовому тракту в этом положении. Газовый тракт может быть определен относительно базовой осевой торцевой поверхности компонента.
С помощью механической обработки профиля вершины лопатки в соответствии со смещением газового тракта турбомашины относительно подходящей базовой точки, зазор при вершине, например, между вершиной лопатки и смежным компонентом турбомашины, например, корпусом, можно контролировать более согласованно.
Траектория резания может продолжаться между ближней точкой резания и дальней точкой резания. Ближняя точка резания может находиться перед передней кромкой лопатки. Дальняя точка резания может находиться после задней кромки лопатки. Выражения "ближняя" и "дальняя" могут относиться к положениям точек относительно потока газа через турбомашину.
Ближняя и дальняя точка резания может быть определена таким образом, чтобы траектория резания могла подходить для механической обработки лопаток по существу по всем требуемым производственным и монтажным допускам. Кроме того, изменение конструкции лопатки для увеличения ширины хорды и/или изменения, например, уменьшения, закручивания аэродинамической поверхности может не требовать переопределения траектории резания.
Этот способ может дополнительно содержать этап, на котором измеряют вершину лопатки в ближней и дальней точках измерения. Ближняя и дальняя точки измерения могут быть определены на траектории резания. Ближняя точка измерения может находиться после передней кромки лопатки. Дальняя точка измерения может находиться перед задней кромкой лопатки.
Ближняя и дальняя точки измерения могут находиться после и перед передней и задней кромками лопатки соответственно при по существу всех производственных допусках лопатки и компонента. Таким образом точки измерения могут быть определены так, чтобы в точках измерения на вершине лопатки можно было расположить щуп для проверки точности профиля вершины лопатки.
Расстояние между передней и задней кромками лопатки и ближней и дальней точками измерения соответственно может быть больше максимального отклонения положения передней и задней кромок, например, в соответствии с производственными и монтажными допусками лопатки, таким образом, что те же точки измерения можно использовать с лопатками с измененной конструкцией, имеющими другую, например, меньшую, длину хорды и/или закручивание аэродинамической поверхности.
Этот способ может дополнительно содержать этап, на котором изготавливают лопатку таким образом, чтобы длина лопатки превышала требуемую конечную длину лопатки, например, ожидаемую конечную длину лопатки после механической обработки вершины лопатки. Дополнительная длина лопатки может быть выполнена так, чтобы возможно было снимать материал по существу по всей длине хорды лопатки для достижения требуемого зазора при вершине лопатки, когда лопатка и/или компонент были изготовлены с любым допустимым производственным допуском.
Лопатка может быть восстановленной лопаткой. Например, способ может содержать этап, на котором снимают лопатку с собранной турбомашины, например, турбомашины, которая ранее была собрана и эксплуатировалась. Этот способ может дополнительно содержать этап, на котором восстанавливают лопатку путем снятия материала с по меньшей мере одной передней кромки и вершины лопатки до соединения лопатки с компонентом турбомашины.
Вершину восстановленной лопатки можно механически обрабатывать с использованием той же траектории резания, что и новую лопатку. Это может устранить необходимость в повторной калибровке устройства для механической обработки. При осуществлении настоящего изобретения зазор при вершине восстановленной лопатки может быть таким же независимо от того, находятся ли размеры восстановленной лопатки в пределах допусков вновь изготовленной лопатки.
Этот способ может содержать этап, на котором по существу восстанавливают лопатку путем снятия материала с по меньшей мере одной передней кромки и вершины лопатки. Способ может дополнительно содержать этап, на котором поддерживают компонент на устройстве для механической обработки, при этом компонент поддерживают таким образом, чтобы базовая осевая торцевая поверхность компонента совпадала с базовой точкой системы координат устройства для механической обработки. Восстановленная лопатка может быть механически обработана по траектории резания, например, той же траектории резания, использованной для механической обработки первоначально изготовленной лопатки.
При использовании способа настоящего изобретения лопатка может быть снята с турбомашины, восстановлена, повторно установлена в турбомашину, а вершина может быть повторно механически обработана по такой же траектории резания для обеспечения такого же зазора при вершине. Поэтому может не потребоваться повторно калибровать или перепрограммировать устройство для механической обработки для достижения такого же зазора при вершине для восстановленной лопатки.
Этот способ может содержать этап, на котором снимают предыдущую лопатку с компонента. Предыдущая лопатка может быть выполнена с положением вершины передней кромки, которое отличается от лопатки, подлежащей механической обработке. Траектория резания, используемая для механической обработки лопатки, может быть такой же, как предыдущая траектория резания, используемая для механической обработки профиля вершины предыдущей лопатки.
Иногда требуется изменить конструкцию лопатки турбомашины и заменить существующие лопатки в ранее собранной турбомашине на лопатки с измененной конструкцией. С применением способа настоящего изобретения вершины лопаток с измененной конструкцией могут быть механически обработаны с использованием такой же траектории резания для достижения таких же зазоров при вершине.
Компонент может содержать ротор турбомашины или корпус турбомашины. Ротор или корпус могут быть выполнены с возможностью быть собранными с другим корпусом и ротором относительно базовой осевой торцевой поверхности.
Например, базовая осевая торцевая поверхность может быть несущей поверхностью ротора, например, поверхность, выполненная с возможностью взаимодействовать с упорным подшипником ротора. Осевое положение ротора относительно корпуса может быть установлено в соответствии с положением базовой осевой торцевой поверхности. Точность зазоров при вершине лопатки может быть дополнительно улучшена путем механической обработки вершин лопаток относительно базовой осевой торцевой поверхности ротора, используемой для позиционирования ротора относительно корпуса.
Способ может дополнительно содержать этап, на котором соединяют множество лопаток с компонентом так, чтобы лопатки были расположены во множестве ступеней, разнесенных аксиально вдоль компонента. Каждая из лопаток может быть механически обработана согласно траектории резания.
Таким образом все лопатки, соединенные с ротором или корпусом турбомашины в каждой из ступеней турбомашины, могут быть механически обработаны относительно базовой осевой торцевой поверхности ротора или корпуса. Это может позволить улучшить зазоры всех лопаток, когда ротор собран в корпусе.
По меньшей мере одна из лопаток может содержать лопатку компрессора, и по меньшей мере одна из лопаток может содержать лопатку турбины.
Компонент может содержать ротор или корпус турбомашины. Способ может дополнительно содержать этап, на котором собирают ротор турбомашины в корпус турбомашины. Ротор и корпус могут быть расположены относительно друг друга в соответствии с положением базовой осевой торцевой поверхности.
Компонент может содержать по меньшей мере одну из следующих частей: ротор компрессора низкого давления, ротор компрессора высокого давления, ротор турбины, корпус компрессора низкого давления, корпус компрессора высокого давления и корпус турбины. Например, компонент может быть узлом ротора компрессора низкого давления и высокого давления. В некоторых конструкциях компонент может быть узлом роторов компрессора низкого давления и/или высокого давления и ротора турбины.
Согласно другому объекту настоящего раскрытия обеспечен способ контроля зазора при вершине турбомашины, причем данный способ содержит этапы, на которых: соединяют множество лопаток с компонентом турбомашины так, чтобы лопатки были расположены во множестве ступеней, разнесенных аксиально вдоль компонента; поддерживают компонент на устройстве для механической обработки, причем устройство для механической обработки выполнено с возможностью снимать материал с лопаток в соответствии с траекторией резания, определенной внутри системы координат устройства для механической обработки, при этом компонент поддерживают таким образом, чтобы базовая осевая торцевая поверхность компонента совпадала с базовой точкой системы координат устройства для механической обработки; определяют траекторию резания относительно базовой точки системы координат; и механически обрабатывают лопатки в соответствии с траекторией резания.
Этот способ может дополнительно содержать этап, на котором определяют траекторию резания путем смещения множества участков газового тракта турбомашины на требуемую величину зазора при вершине. Газовый тракт может быть определен относительно базовой осевой торцевой поверхности компонента. Компонент может содержать ротор или корпус турбомашины.
Согласно другому объекту настоящего раскрытия обеспечена система для механической обработки профиля вершины лопатки для турбомашины, причем эта система содержит: компонент турбомашины, выполненный с возможностью позволять лопатке турбомашины соединяться с компонентом, в котором газовый тракт турбомашины определен относительно базовой осевой торцевой поверхности компонента; и устройство для механической обработки, причем это устройство для механической обработки выполнено с возможностью снимать материал с лопатки в соответствии с траекторией резания, определенной внутри системы координат устройства для механической обработки, устройство для механической обработки содержит поддерживающую конструкцию, выполненную с возможностью поддерживать компонент так, чтобы базовая осевая торцевая поверхность компонента совпадала с базовой точкой системы координат устройства для механической обработки, причем траектория резания определена относительно базовой точки системы координат.
Поддерживающая конструкция устройства для механической обработки может содержать соответствующую осевую торцевую поверхность, выполненную с возможностью примыкать к базовой осевой торцевой поверхности компонента, когда компонент поддерживают поддерживающей конструкцией.
Чтобы избежать ненужного дублирования усилий и повторения текста в описании, определенные признаки описаны относительно только одного или нескольких объектов или вариантов выполнения изобретения. Однако следует понимать, что, когда это технически возможно, признаки, описанные относительно любого объекта или варианта выполнения изобретения, могут также быть использованы с любым другим объектом или вариантом выполнения изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Указанные выше атрибуты, признаки и преимущества данного изобретения и метод их достижения станут более очевидными и понятными (ясными) со следующим далее описанием вариантов выполнения изобретения в совокупности с соответствующими чертежами, в которых:
фигура 1 представляет собой частичный вид поперечного сечения турбомашины, показывающий три лопатки, изготовленные с различными размерами в пределах производственных допусков, примененных к лопаткам, причем вершины лопаток были механически обработаны в соответствии с ранее предложенным способом;
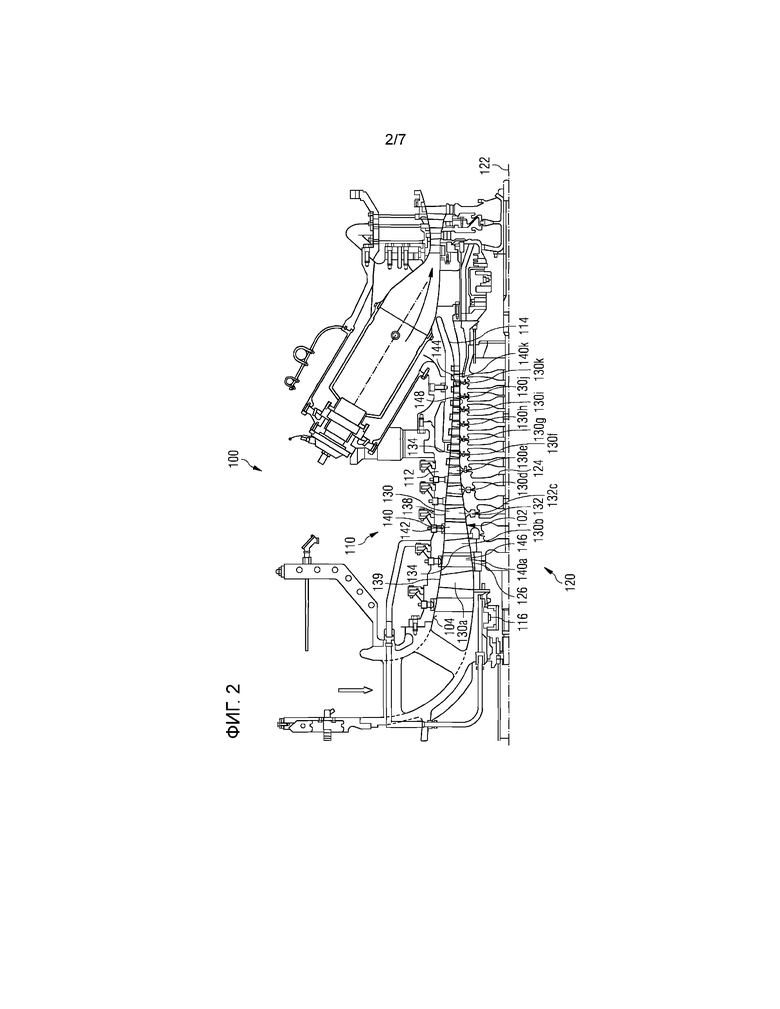
фигура 2 представляет собой вид поперечного сечения ранее предложенной турбомашины;
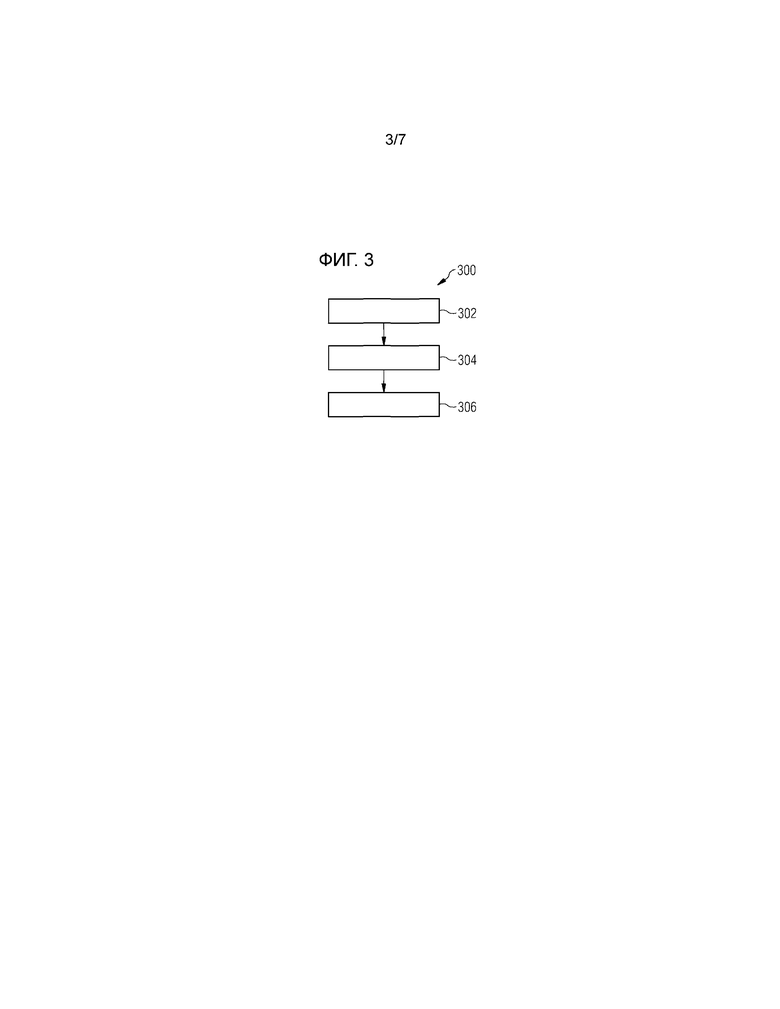
фигура 3 показывает способ механической обработки вершины лопатки или лопасти турбомашины в соответствии с конструкциями настоящего раскрытия;
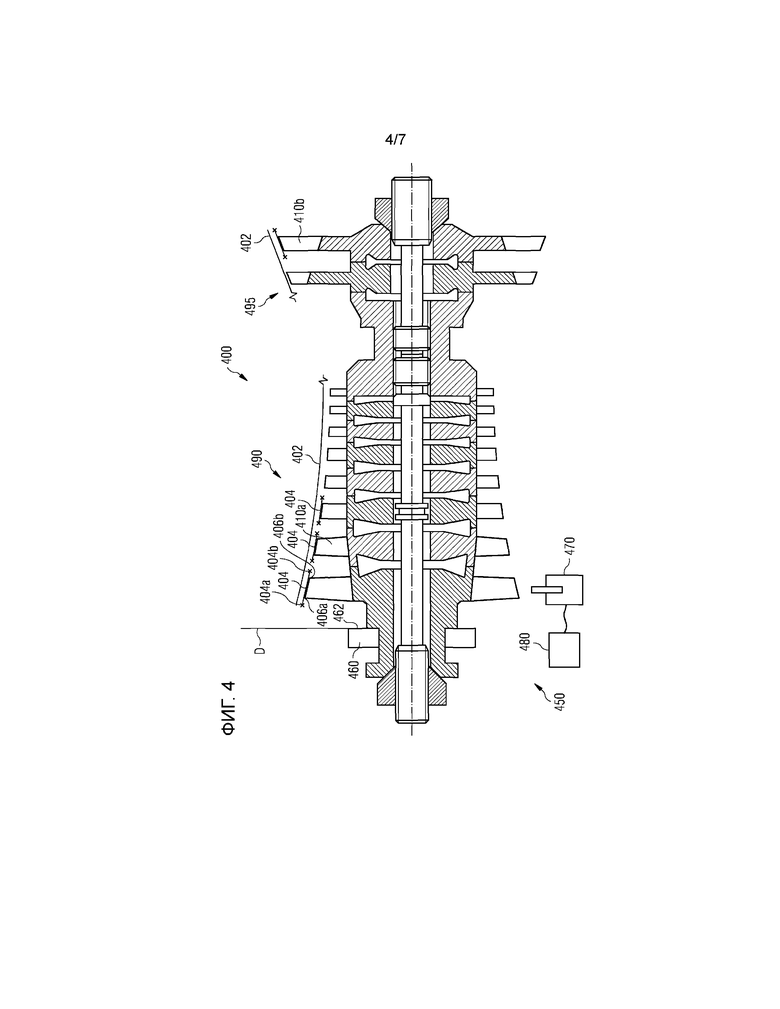
фигура 4 представляет собой вид поперечного сечения ротора для турбомашины и устройства для механической обработки в соответствии с конструкциями настоящего раскрытия, также показаны газовый тракт турбомашины и участки траектории резания, используемые для механической обработки вершин лопаток ротора;
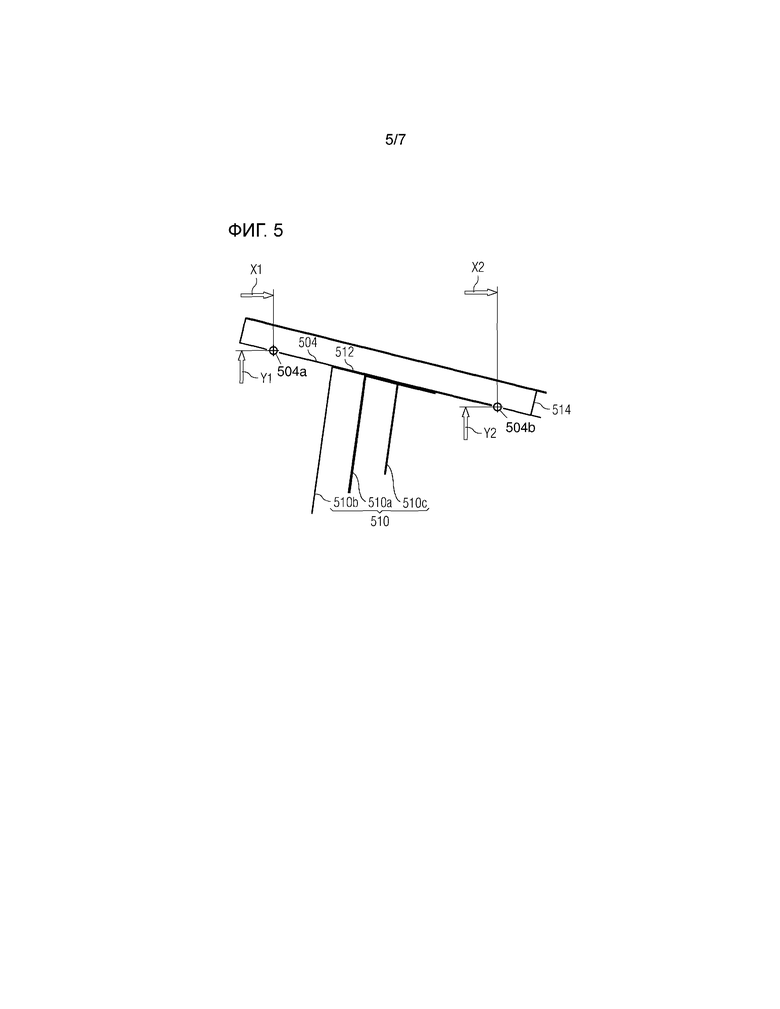
фигура 5 представляет собой частичный вид поперечного сечения турбомашины, показывающий три лопатки, изготовленные с различными размерами в пределах производственных допусков, примененных к лопаткам, причем вершины лопаток были механически обработаны в соответствии со способом согласно настоящему раскрытию;
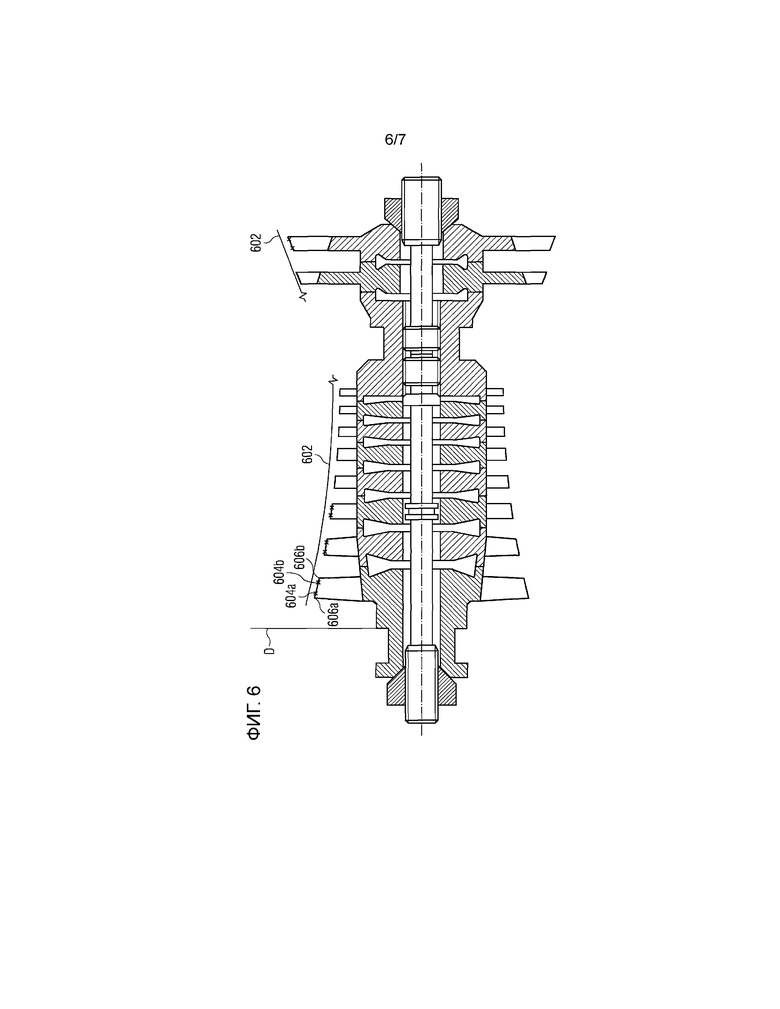
фигура 6 представляет собой вид поперечного сечения ротора турбомашины, также показаны газовый тракт турбомашины и точки измерения, используемые для проверки положения вершины лопаток; и
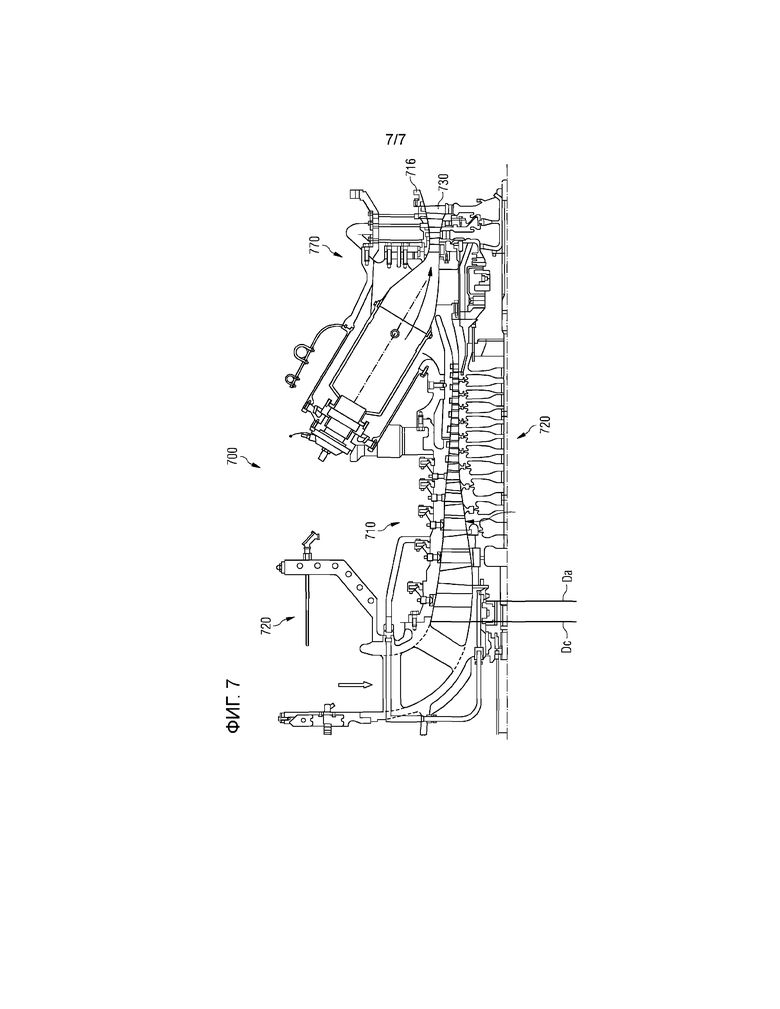
фигура 7 представляет собой вид поперечного сечения ранее предложенной турбомашины;
ПОДРОБНОЕ ОПИСАНИЕ
Ссылаясь на фигуру 2, турбомашина, такая как компрессор 100, содержит корпус 110 в сборе, содержащий корпус 112 низкого давления (LP) и корпус 114 высокого давления (HP), а также ротор 120 в сборе. Ротор 120 в сборе поддерживается внутри корпуса 110 в сборе подшипниками 116 и выполнен с возможностью вращаться вокруг центральной оси 122 ротора.
Ротор 120 в сборе может содержать множество дисков 124. Диски 124 могут поддерживать множество лопаток 130 ротора, расположенных по окружности вокруг ротора 120 в сборе. Турбомашина может содержать одну или более ступеней 130а-130k лопаток 130 ротора, разнесенных аксиально вдоль ротора 120 в сборе.
Каждая лопатка 130 ротора может содержать хвостовик 132 лопатки ротора, выполненный с возможностью соединяться с ротором 120 в сборе, аэродинамическую поверхность 136 лопатки ротора и вершину 138 лопатки ротора, прилегающую к корпусу в сборе, например, к LP и/или HP корпусу 112, 114. Лопатка ротора может дополнительно содержать платформу 134 лопатки ротора. Платформа лопаток ротора может определять участок внутреннего газового тракта 102 турбомашины.
В конструкции, изображенной на фигуре 2, лопатки 130 ротора являются небандажированными лопатками ротора. Таким образом, внешний газовый тракт 104 турбомашины ограничен корпусом 112, 114 на каждой из ступеней 130а-130k лопаток ротора. Зазор 139 при вершине лопатки ротора может быть определен по расстоянию между вершиной 138 лопаток ротора и корпусом 112, 114, например, перпендикулярно вершине лопатки и/или корпусу в этом положении.
Турбомашина 100 дополнительно содержит множество лопаток 140 статора. Лопатки статора могут быть соединены с корпусом 110 в сборе и расположены по окружности вокруг корпусов, чтобы образовывать одну или более ступеней, таких как 140a,140k, лопаток статора. Каждая ступень лопаток статора может быть обеспечена дальней, например, сразу дальней, ступенью лопаток ротора.
Первый конец 142 каждой лопатки статора может быть соединен с корпусом, и аэродинамическая поверхность 146 лопатки статора может продолжаться от первого конца до вершины 148 лопатки статора, прилегающей к ротору 120 в сборе. Ротор 120 в сборе может содержать один или более уплотнительных компонентов 126, расположенных рядом с вершинами 148 лопаток статора. Альтернативно вершины 148 лопаток статора могут быть расположены рядом с диском 124 ротора в сборе. Зазор 149 при вершине лопатки статора может быть определен как расстояние между вершиной лопатки статора и уплотнительным компонентом 126 или диском 124, например, перпендикулярно вершине лопатки, диску и/или уплотнительному компоненту в этом положении.
Лопатки 140 статора могут содержать платформу 144 лопатки статора, а наружный газовый тракт 104 турбомашины на лопатки ступени статора может быть ограничен платформой 144 лопатки статора. Альтернативно лопатка 140 статора может не содержать платформу, а наружный газовый тракт 104 может быть ограничен корпусом 112, 114. В некоторых конструкциях, таких как изображенный на фигуре 2, лопатки 140 статора, обеспеченные в одной или более ступенях 140а-140k, могут содержать платформы 144, а лопатки статора, обеспеченные в одной или более других ступенях, могут не содержать платформы.
Когда турбомашина 100 начинает работать, температура компонентов турбомашины может начать увеличиваться. Компоненты могут нагреваться с разными скоростями. Например, температура лопаток ротора и статора 130, 140 может увеличиваться быстрее, чем температура корпусов 112, 114 и дисков 124. Следовательно, поскольку каждый из компонентов турбомашины нагревается до рабочей температуры, зазоры между вершинами 138, 148 лопаток ротора и статора и корпусом 110 в сборе и ротором 120 в сборе соответственно могут изменяться. Поэтому может быть необходимым, чтобы размер зазоров 139, 149, обеспеченных между вершинами 138, 148 ротора и статора и корпусом 110 в сборе и ротором 120 в сборе соответственно были выполнены с возможностью учитывать относительные изменения в размерах компонентов, поскольку турбомашина нагревается до рабочей температуры.
Кроме того, как изображено на фигуре 1 и описано выше, зазор, который устанавливают при механической обработке профиля вершины лопаток с использованием ранее предложенного способа механической обработки вершины, может изменяться в зависимости от осевого положения вершин 138, 148 лопаток, когда лопатки 132, 140 ротора или статора собирают на роторе 130 или корпусе 112, 114. Следовательно, при использовании ранее предложенного способа это отклонение зазора при вершине можно также учитывать при установке номинального зазора.
Ссылаясь на фигуру 3, в целях повышения точности и согласованности зазоров, обеспечиваемых между вершинами лопатки ротора и корпусом или между вершинами лопатки статора и ротором в сборе, и/или чтобы позволить уменьшить зазор, профили вершины лопаток, например, ступени лопаток ротора или ступени лопаток статора, могут механически обрабатывать с использованием способа 300 в соответствии с конструкциями настоящего раскрытия.
Способ содержит первый этап 302, на котором лопатку, например, лопатку статора или лопатку ротора, соединяют с компонентом турбомашины. Если лопатка является лопаткой статора, то компонент может быть корпусом, таким как корпус LP или HP компрессора, или узлом, содержащим два или более корпусов. Альтернативно, если лопатка является лопаткой ротора, то компонент может быть диском 124 ротора в сборе или узлом, содержащим множество дисков, хотя в некоторых конструкциях компонент может быть ротором 120 в сборе.
Ссылаясь на фигуру 4, для механической обработки вершин лопаток до требуемого профиля вершины может быть обеспечено устройство для механической обработки, такое как управляемое компьютерное устройство 450 для механической обработки, такое как станок с УЧПУ типа CNC.
Устройство 450 для механической обработки может содержать опору 460, какую как тиски, струбцина и/или зажимной патрон, выполненную с возможностью поддерживать компонент на устройстве для механической обработки.
Устройство 450 для механической обработки может дополнительно содержать режущий инструмент 470, который может перемещаться устройством для механической обработки по траектории резания для снятия материала с лопатки. Альтернативно режущий инструмент 470 может оставаться неподвижным, а опора 460 может быть перемещена для перевода компонента относительно режущего инструмента 470. Альтернативно режущий инструмент и опора 460 могут оба перемещаться для достижения требуемого относительного перемещения между режущим инструментом и опорой.
Устройство 450 для механической обработки может дополнительно содержать вычислительное устройство 480, выполненное с возможностью вводить траекторию резания в устройство для механической обработки. Траектория резания может быть сохранена в памяти, связанной с устройством для механической обработки. Например, память может быть обеспечена внутри вычислительного устройства.
Перемещение режущего инструмента 470 и/или опоры 460 устройства для механической обработки можно выполнять относительно системы координат устройства 450 для механической обработки. Опора 460 может определить базовую точку 462 внутри системы координат. Базовая точка 462 может быть определена осевой торцевой поверхностью опоры 460. Базовая точка 462 может соответствовать началу системы координат. Альтернативно базовая точка может быть смещена от начала координат. Когда траектория резания введена в устройство для механической обработки, например, с использованием системы с УЧПУ типа CNC, траектория резания может быть определена внутри системы координат устройства для механической обработки относительно базовой точки 462 или начала координат.
Ссылаясь на фигуру 3, способ может содержать второй этап 304, на котором компонент поддерживают на устройстве для механической обработки, например, с использованием опоры 560, таким образом, чтобы базовая поверхность D компонента, показанная на фигуре 4, совпадала с базовой точкой 462 устройства для механической обработки. Опора 460 устройства для механической обработки может быть выполнена с такой возможностью, чтобы удерживать компонент базовой поверхностью компонента, совпадающей с базовой точкой 462. Например, опора может содержать соответствующую базовую поверхность, которая совпадает с базовой точкой 462, а базовая поверхность компонента может примыкать к соответствующей базовой поверхности, когда компонент поддерживают на устройстве для механической обработки.
Способ содержит третий этап 306, на котором лопатку механически обрабатывают с использованием траектории резания для обеспечения требуемого профиля вершины.
Ссылаясь на фигуру 5, используя способ 300, вершины 512 лопаток 510 обрабатывают в соответствии с траекторией 504 резания, определенной относительно базовой поверхности компонента, с которым соединены лопатки. Таким образом, профиль вершины лопатки может быть одинаковым независимо от того, находится ли лопатка в номинальном положении 510a или в ближнем или дальнем положении 510b, 510c. Другими словами, профиль вершины может быть независимым от осевого положения вершины передней кромки лопатки. Следовательно, как показано на фигуре 4, зазор 514 при вершине может быть независимым от осевого положения передней кромки лопатки. Поэтому на зазор 514 при вершине не влияют производственные допуски лопатки или компонента, которые влияют на положение передней кромки. Кроме того, зазор 514 при вершине не изменяется, если форма лопатки выходит за пределы производственных допусков, например, если материал был снят с передней кромки и/или вершины лопатки во время восстановления лопатки.
На фигуре 5 траектория 504 резания имеет ближнюю точку 504a резания и дальнюю точку 504b резания, каждая из которых имеет осевые и радиальные координаты X1, Y1 и X2, Y2 соответственно. Эти координаты траектории 504 резания получают из осевого положения или расстояния X1, X2 от базовой поверхности D и радиального положения Y1, Y2 от базовой поверхности D или точки на базовой поверхности D или относительно оси 122 вращения узла лопатки или турбомашины. Альтернативно эти координаты траектории 504 резания получают из осевого положения или расстояния X1, X2 и/или радиального положения или расстояния Y1, Y2 от базовой осевой торцевой поверхности компонента.
Ссылаясь на фигуру 4, газовый тракт 402 турбомашины 400 может быть определен относительно базовой поверхности D. Как показано на фигуре 4, базовая поверхность D может быть осевой торцевой поверхностью компонента, расположенной перпендикулярно продольной оси компонента.
Траектория 404 резания или один или более участков траектории резания могут быть определены путем смещения газового 402 тракта или одного или более участков газового тракта на желаемый зазор при вершине. Когда описанный выше способ 300 используют для механической обработки вершин лопаток, таких как лопатки 410a компрессора и/или лопатки 410b турбины, базовая точка 462 устройства для механической обработки может совпадать с базовой поверхностью D на втором этапе 304, и профиль вершины лопаток можно механически обрабатывать с использованием траектории 404 резания. Таким образом профиль вершины лопаток может быть механически обработан с точным и согласованным зазором между вершинами лопатки и газовым трактом независимо от осевого положения вершины передней кромки лопаток.
Требуемый зазор при вершине может соответствовать производственным допускам и/или толщине поверхностного покрытия, нанесенного на корпус и/или ротор в сборе, например в области, прилегающей к вершинам лопатки, когда турбомашина собрана. Кроме того, необходимый зазор при вершине может включить в себя сумму зазоров, выполненных с возможностью учитывать относительные тепловые расширения лопаток, корпусов и ротора в сборе, поскольку турбомашина нагревается до рабочей температуры.
Как изображено на фигуре 4, каждый участок траектории резания 404 для конкретной лопатки может продолжаться между ближней точкой 404а резания и дальней точкой 404b резания. Как изображено, ближняя точка 404а резания может находиться перед передней кромкой 406а ступени лопаток 410а, 410b, а дальняя точка 404b резания может находиться после задней кромки 406b ступени лопаток 410а, 410b относительно потока газов, проходящих через турбомашину. Ближняя и дальняя точки резания могут быть определены точками смещения на газовом тракте турбомашины перед и после лопатки с помощью требуемого зазора при вершине. Траектория резания или участки 404 траектории резания могут быть определены как прямые линии между ближними и дальними точками резания. Альтернативно траектория резания может быть изогнутой линией, продолжающейся между ближней и дальней точками резания. Например, если газовый тракт изогнут, то траектория резания может содержать смещенный участок газового тракта. Ближняя и дальняя точки 404a, 404b резания могут быть определены таким образом, чтобы участки 404 траектории резания были пригодны для механической обработки лопаток 410a, 410b, изготовленных с по существу любым требуемым производственным допуском.
В конструкции, изображенной на фигуре 4, траектория резания содержит множество участков 404 траектории резания. Каждый участок траектории резания продолжается над одиночной ступенью лопаток 410. Другими словами, каждый участок траектории резания выполнен так, что вершины одиночной ступени лопаток обрабатывают путем перемещения режущего инструмента 460 устройства для механической обработки вдоль участка траектории резания. Однако в равной степени предусматривается, что траектория резания может быть выполнена с возможностью определять профиль вершины более чем одной ступени лопаток. Например, профиль резания может продолжаться от ближней точки резания, расположенной перед, до дальней точки резания, расположенной после второй ступени лопаток. В некоторых конструкциях одиночная траектория резания может быть выполнена с возможностью определять профили вершины двух, более чем двух или всех ступеней лопаток турбомашины, например, компрессора и/или турбины турбомашины.
Хотя может потребоваться определять траекторию резания между точками, расположенными перед и после передней и задней кромок вершины лопатки соответственно, после механической обработки вершины лопатки точки, используемые для определения траектории резания, могут не соответствовать положениям на поверхности вершины лопатки, которую была механически обработана. Поэтому может оказаться сложным проверить, что вершины лопаток были точно механически обработаны по траектории резания.
Ссылаясь на фигуру 6, для проверки того, что вершина лопатки была точно механически обработана в соответствии с траекторией резания, могут быть определены ближние и дальние точки 604a, 604b измерения. Ближняя и дальняя точки измерения могут быть определены на траектории резания. Например, ближняя и дальняя точки измерения могут быть определены путем смещения газового тракта 602 или точек на газовом тракте 602 на требуемый зазор при вершине, например, в направлении, перпендикулярном газовому тракту и/или корпусу и/или вершине лопатки в этом положении.
Как изображено на фигуре 6, ближняя точка 604a измерения может быть определена таким образом, что она находится после передней кромки 606a лопаток. В некоторых конструкциях ближняя точка 604а измерения может быть определена таким образом, что она находится после передней кромки лопаток во всех возможных положениях передней кромки, например, в соответствии с производственными допусками, примененными к лопаткам и/или компоненту турбомашины, с которым соединены лопатки. Дальняя точка 604b измерения может быть определена таким образом, что она находится перед задней кромкой 606b лопаток. В некоторых конструкциях дальняя точка 604b измерения может быть определена таким образом, что она находится перед задней кромкой лопаток во всех возможных положениях задней кромки, например, в соответствии с производственными допусками, примененными к лопаткам и/или компоненту турбомашины.
Способ 300 может дополнительно содержать этап измерения, на котором вершину одной или более лопаток измеряют в ближней и дальней точках измерения, например, для проверки того, что ближняя и дальняя точки измерения по существу соответствуют положениям на обрабатываемой поверхности вершины лопатки. Измерение ближней и дальней точки измерения может быть выполнено путем касания зондом устройства для механической обработки обрабатываемой вершины лопатки и определения положения вершины лопатки в системе координат устройства для механической обработки.
Во время работы турбомашины лопатки могут быть повреждены или изношены. Например, частицы в газах, проходящих через турбомашину, могут разрушать или истирать поверхности лопаток и могут делать шероховатыми поверхности лопаток, что может повлиять на производительность турбомашины. Таким образом, после определенного периода эксплуатации турбомашины может потребоваться восстанавливать все изношенные или поврежденные лопатки.
Одна или более лопаток, соединенных с компонентом на первом этапе 302 метода 300 механической обработки профиля вершины лопатки, могут быть восстановленными лопатками. Восстановленные лопатки могут быть обеспечены путем снятия лопатки из ранее собранной турбомашины и восстановления лопатки, например, путем снятия материала с передней кромки и/или вершины лопатки. Траектория 504 резания, изображенная на фигуре 5, может быть выполнена с возможность быть пригодной для механической обработки восстановленных лопаток, размеры которых могут находиться за пределами производственных допусков, примененных к вновь изготовленным лопаткам. Например, ближняя и/или дальняя точка 504a, 504b резания могут быть расположены дополнительно ближе и дальше соответственно, чем это необходимо для механической обработки вершин лопаток, которые были изготовлены в пределах нормальных производственных допусков.
После периода эксплуатации турбомашины может потребоваться восстанавливать лопатки, которые ранее были механически обработаны с использованием способа 300. Лопатки можно восстанавливать, например, путем снятия материала с передней кромки и/или вершины лопатки, и второй и третий этапы 304, 306 способа можно повторять с использованием той же траектории резания, что использовалась ранее для механической обработки того же профиля вершины. Поскольку траекторию резания механически обрабатывают относительно базовой поверхности D компонента, механическая обработка восстановленных лопаток согласно траектории резания может достигать тех же зазоров при вершине, что и у вновь изготовленных лопаток.
В некоторых ситуациях может потребоваться заменить лопатки в пределах одной или более ступеней лопаток лопатками другой конструкции. Например, может быть выполнена альтернативная конструкция лопаток, которая позволит повысить эффективность или мощность турбомашины. Хотя конструкция лопаток может отличаться, газовый тракт турбомашины может быть неизменным. Поэтому может потребоваться механически обрабатывать лопатки с таким же профилем вершины, что и на ранее выполненных лопатках, для достижения по существу таких же зазоров при вершине.
Как описано выше, при использовании ранее предложенных способов механической обработки профиля вершины лопатки заданный диаметр, до которого механически обрабатывают вершину передней кромки лопатки, зависит от ожидаемого осевого положения вершины передней кромки относительно газового тракта. Следовательно, если это положение изменяется, например, если изменяется длина хорды или угол закручивания аэродинамической поверхности лопатки, когда конструкцию лопаток изменяют, может потребоваться изменить заданный диаметр и/или перенастраивать устройство для механической обработки.
Если требуется продолжить производство турбомашин, содержащих ранее выполненные лопатки, а также турбомашин, содержащих лопатки с измененной конструкцией, то, возможно, потребуется часто перенастраивать устройство для механической обработки, например, в тех случаях, когда производство турбомашин чередуется между предыдущей и измененной версией лопаток. Это может снизить скорость производства турбомашин.
В отличие от этого, используя способ 300 в соответствии с настоящим раскрытием, лопатки могут быть заменены лопатками с измененной конструкцией, например, лопатки с измененной конструкцией могут быть соединены с корпусом или ротором в случае необходимости, а второй и третий этапы 304, 306 способа могут быть выполнены с использованием той же траектории резания. Таким образом, вершины лопаток с измененной конструкцией могут быть механически обработаны по тому же профилю вершины, что и предыдущие лопатки, без перенастройки устройства для механической обработки.
При использовании способа 300 траектория резания может быть выполнена с возможностью механически обрабатывать вершины отдельной ступени лопаток выполнением способа 300. В этом случае базовая поверхность может находиться близко, например, быть смежной с положением, в котором лопатки соединены с компонентом. Например, если лопатки являются лопатками ротора, то базовая поверхность может быть обрабатываемой базовой поверхностью диска, с которым соединены лопатки.
Альтернативно, ссылаясь на фигуру 4, траектория 404 резания может быть выполнена с возможностью механически обрабатывать вершины множества ступеней лопаток, таких как 410a, 410b, выполнением способа 300. Как описано выше, траектория 404 резания может быть определена путем смещения множества участков газового тракта. Таким образом, базовая поверхность D может быть использована в качестве опорной для механической обработки вершин лопаток внутри множества ступеней лопаток ротора или статора. Например, как показано на фигуре 4, базовая поверхность D может быть использована в качестве опорной для механической обработки профилей вершины лопаток в четырех ступенях турбомашины. Базовая поверхность D может быть поверхностью, расположенной возле одного конца компонента. Базовая поверхность D может быть расположена на одном конце траектории резания, например, на каждом из участков траектории резания. Альтернативно базовая поверхность может быть поверхностью, расположенной между, например, аксиально между, участками траектории резания.
Как изображено на фигуре 4, в некоторых конструкциях траектория резания может содержать участки газового тракта компрессора 490 и турбины 495 турбомашины, а лопатки, механически обработанные с использованием способа 300, могут содержать по меньшей мере одну лопатку 410а компрессора и по меньшей мере одну лопатку 410b турбины. В других конструкциях вершины лопаток компрессора и лопаток турбины могут быть механически обработаны отдельно, например, выполнением способа 300 более одного раза.
Ссылаясь на фигуру 7, когда ротор 720 в сборе и корпус 710 в сборе турбомашины 700 собирают вместе, ротор 720 в сборе можно позиционировать путем регулировки положения поверхности DR упорного подшипника ротора относительно обрабатывающей базовой поверхности DC LP корпуса 712. В некоторых конструкциях относительные положения ротора 720 в сборе и корпуса 710 в сборе можно регулировать таким образом, чтобы зазор при вершине между ступенью лопаток 730 ротора и корпусом 710 в сборе, например, HP корпусом 716 турбины корпуса в сборе, находился в пределах диапазона пороговых величин. Поэтому может потребоваться определять траектории резания, используемые для механической обработки профилей вершины каждой ступени лопаток ротора и статора относительно поверхности DR упорного подшипника ротора и обрабатывающей базовой поверхности DC корпуса соответственно. Таким образом, может быть повышена точность и согласованность расположения вершин лопаток в каждой из ступеней компрессора 760 и турбины 770 турбомашины 700 относительно смежных компонентов.
В итоге, настоящий способ и система используют фиксированную базовую точку снятого узла лопатки, от которой задают координаты (осевые и радиальные) для передачи траектории реза вершины лопатки, которую, в свою очередь, получают из главного "газового тракта". Фиксированная базовая точка является базовой осевой торцевой поверхностью D компонента 110, 112, 114, 120, 124 и совпадает с базовой точкой 462 системы координат устройства 450 для механической обработки. Узел лопатки представляет собой спаренную лопатку 130, 140 и соответствующий компонент 110, 112, 114, 120, 124. Координаты траектории резания определяют из осевого положения от базовой поверхности D и радиального положения от оси 122 вращения узла лопатки или турбомашины.
Настоящие способ и система используют фиксированную базовую точку и координаты от компонента, для того чтобы обеспечить согласованную механическую обработку вершин лопатки независимо от отклонений во вновь изготовленных или восстановленных лопатках и/или диске ротора. Эти отклонения могут привести к ошибкам или изменению осевого положения вершины передней кромки относительно ее положения в собранном виде внутри конечного двигателя в сборе. Координаты (осевые и радиальные) настоящего способа непосредственно получают из определения (главного) "газового тракта", которое определяет профили ротора и статора для вершин лопатки.
Настоящий способ в равной степени применим к консольным лопаткам внутри узлов статора и лопаток ротора. Настоящие способ и система также очень выгодны для капитальных ремонтов, где длины хорд лопатки могут значительно изменяться из-за эрозии и, следовательно, перемещать положение вершины аксиально. Такие лопатки повторно используют с отремонтированными с помощью сварки вершинами, что требует финишной шлифовки вершины или механической обработки внутри узла по описанному способу.
Настоящие способ и система выгодны там, где необходимо смешивать новые лопатки с восстановленными лопатками, потому что эти два типа лопатки могут иметь различные длины хорды; таким образом, с настоящим способом зазоры при вершине могут быть согласованными независимо от типа лопатки. Например, ссылаясь на фигуру 1, которая может представлять собой окончательный и стандартный узел, вновь изготовленная лопатка может быть представлена лопаткой 10a, имеющей вершину 12a передней кромки, а восстановленная лопатка может быть представлена лопаткой 10c, имеющей вершину 12c передней кромки. Поэтому две лопатки определяют совершенно разные зазоры 14a и 14c при вершине. Зазор при вершине 14a приводит к большей утечке через вершину и неэффективности вершины, а зазор 14c при вершине может вызывать нежелательные трения вершины с корпусом и привести к повреждению. Ссылаясь на фигуру 5, которая может изображать вновь изготовленную лопатку 510b и восстановленную лопатку 510c, после применения настоящего способа зазор 514 при вершине обоих типов лопаток является одинаковым.
Специалистам в данной области техники следует иметь ввиду, что хотя изобретение было описано в качестве примера со ссылкой на один или более образцовых примеров, оно не ограничивается раскрытыми примерами, и что альтернативные примеры могут быть построены без отступления от объема охраны изобретения, как определено прилагаемой формулой изобретения.
Обеспечен способ механической обработки профиля вершины (512) лопатки (130, 140) для турбомашины. Способ содержит этапы, на которых соединяют лопатки (130, 140) с компонентом (110, 112, 114, 120, 124) турбомашины; поддерживают компонент (110, 112, 114, 120, 124) на устройстве (450) для механической обработки, причем устройство (450) для механической обработки выполнено с возможностью снимать материал с лопатки (130, 140) согласно траектории резания, определенной внутри системы координат устройства (450) для механической обработки, при этом компонент (110, 112, 114, 120, 124) поддерживают таким образом, чтобы базовая осевая торцевая поверхность (D) компонента (110, 112, 114, 120, 124) совпадала с базовой точкой (462) системы координат устройства (450) для механической обработки; и механически обрабатывают лопаток (130, 140) согласно траектории резания. Также обеспечена система для механической обработки профиля вершины (512) лопатки (130, 140) для турбомашины. Повышает точность и согласованность зазоров при вершине лопатки, особенно для восстановленных лопаток. 2 н. и 12 з.п. ф-лы, 7 ил.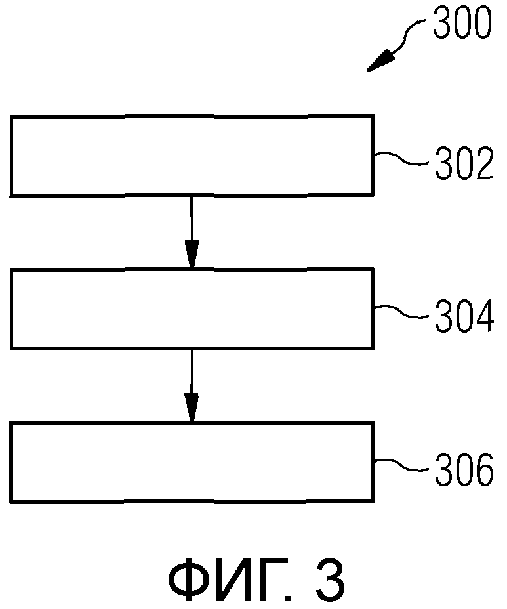
1. Способ механической обработки профиля вершины лопатки (130, 140) для турбомашины (100), причем способ содержит этапы, на которых:
соединяют лопатку (130, 140) с компонентом (110, 112, 114, 120, 124) турбомашины;
поддерживают компонент (110, 112, 114, 120, 124) на устройстве (450) для механической обработки, причем устройство (450) для механической обработки выполнено с возможностью снимать материал с лопатки (130, 140) согласно траектории (404, 504) резания, определенной внутри системы координат устройства (450) для механической обработки, при этом компонент (110, 112, 114, 120, 124) поддерживают таким образом, чтобы базовая осевая торцевая поверхность (D) компонента (110, 112, 114, 120, 124) была выровнена относительно базовой точки (462) системы координат устройства (450) для механической обработки; отличающийся тем, что
определяют траекторию резания относительно базовой точки (462) системы координат;
механически обрабатывают лопатку (130, 140) согласно траектории резания; причем
траекторию резания определяют путем смещения участка газового тракта (402, 602) турбомашины на требуемую величину зазора (514) при вершине, при этом газовый тракт определяют относительно базовой осевой торцевой поверхности (D) компонента (110, 112, 114, 120, 124).
2. Способ по п. 1, в котором траектория резания продолжается между ближней точкой (404a, 504a) резания и дальней точкой (404b, 504b) резания, причем ближняя точка (404a, 504a) резания находится перед передней кромкой (406a, 606a) лопатки (130, 140), а дальняя точка (404b, 504b) резания находится после задней кромки (406b, 606b) лопатки (130, 140).
3. Способ по любому из предыдущих пунктов, причем способ дополнительно содержит этап, на котором измеряют вершину лопатки (130, 140) в ближней и дальней точках (604a, 604b) измерения, при этом ближнюю и дальнюю точки (604a, 604b) измерения определяют на траектории резания, причем ближняя точка (604a) измерения находится после передней кромки (406а, 606a) лопатки (130, 140), а дальняя точка (604b) измерения находится перед задней кромки (406b, 606b) лопатки (130, 140).
4. Способ по любому из предыдущих пунктов, причем способ дополнительно содержит этап, на котором снимают лопатку (130, 140) с собранной турбомашины и восстанавливают лопатку (130, 140) путем снятия материала с по меньшей мере одной передней кромки (406а, 606а) и вершины (512) лопатки (130, 140) до соединения лопатки (130, 140) с компонентом (110, 112, 114, 120, 124) турбомашины.
5. Способ по любому из предыдущих пунктов, причем способ дополнительно содержит этапы, на которых:
последовательно восстанавливают лопатку (130, 140) путем снятия материала с по меньшей мере одной передней кромки (406a, 606a) и вершины (512) лопатки (130, 140);
поддерживают компонент (110, 112, 114, 120, 124) на устройстве (450) для механической обработки, при этом компонент (110, 112, 114, 120, 124) поддерживают таким образом, чтобы базовая осевая торцевая поверхность (D) компонента (110, 112, 114, 120, 124) была выровнена относительно базовой точки (462) системы координат устройства (450) для механической обработки; и
механически обрабатывают восстановленную лопатку (130, 140) согласно траектории резания.
6. Способ по любому из предыдущих пунктов, причем способ содержит этап, на котором:
снимают предыдущую лопатку (130, 140) с компонента (110, 112, 114, 120, 124), при этом предыдущая лопатка (130, 140) выполнена с положением вершины (512) передней кромки (406а, 606a), которое отличается от лопатки (130, 140), подлежащей механической обработке, причем траектория резания, используемая для механической обработки лопатки (130, 140), совпадает с предыдущей траекторией резания, используемой для механической обработки профиля вершины предыдущей лопатки (130, 140).
7. Способ по любому из предыдущих пунктов, причем способ дополнительно содержит этапы, на которых:
соединяют множество лопаток (130, 140) с компонентом (110, 112, 114, 120, 124) таким образом, что лопатки (130, 140) расположены во множестве ступеней, разнесенных аксиально вдоль компонента (110, 112, 114, 120, 124);
механически обрабатывают лопатки (130, 140) согласно траектории резания.
8. Способ по п. 7, в котором по меньшей мере одна из лопаток (130, 140) содержит лопатку (130, 140) компрессора, и по меньшей мере одна из лопаток (130, 140) содержит лопатку (130, 140) турбины.
9. Способ по любому из предыдущих пунктов, причем способ дополнительно содержит этап, на котором собирают ротор турбомашины в корпус турбомашины, при этом ротор и корпус располагают друг относительно друга согласно положению базовой осевой торцевой поверхности (D).
10. Способ по любому из предыдущих пунктов, в котором компонент (110, 112, 114, 120, 124) содержит ротор (120, 124) или корпус (110, 112, 114) турбомашины.
11. Способ по п. 10, в котором ротор или корпус выполнены c возможностью собираться с другим корпусом или ротором турбомашины относительно базовой осевой торцевой поверхности (D).
12. Способ по любому из предыдущих пунктов, в котором компонент содержит по меньшей мере одну из следующих частей: ротор компрессора низкого давления, ротор компрессора высокого давления, ротор турбины, корпус компрессора низкого давления, корпус компрессора высокого давления и корпус турбины.
13. Система для механической обработки профиля вершины (512) лопатки (130, 140) для турбомашины, причем система содержит:
компонент (110, 112, 114, 120, 124) турбомашины, выполненный с возможностью соединения лопатки (130, 140) турбомашины с компонентом (110, 112, 114, 120, 124), при этом газовый тракт турбомашины определен относительно базовой осевой торцевой поверхности (D) компонента (110, 112, 114, 120, 124); и
устройство (450) для механической обработки, причем устройство (450) для механической обработки выполнено с возможностью снимать материал с лопатки (130, 140) согласно траектории резания, определенной внутри системы координат устройства (450) для механической обработки, при этом устройство (450) для механической обработки содержит поддерживающую конструкцию (460), выполненную с возможностью поддерживать компонент (110, 112, 114, 120, 124) таким образом, чтобы базовая осевая торцевая поверхность (D) компонента (110, 112, 114, 120, 124) была выровнена относительно базовой точки (462) системы координат устройства (450) для механической обработки, причем траектория резания определена относительно базовой точки (462) системы координат, при этом траектория резания определена путем смещения участка газового тракта (402, 602) турбомашины на требуемую величину зазора (514) при вершине.
14. Система по п. 13, в которой поддерживающая конструкция содержит соответствующую осевую торцевую поверхность (D), выполненную с возможностью примыкать к базовой осевой торцевой поверхности (D) компонента (110, 112, 114, 120, 124), когда компонент (110, 112, 114, 120, 124) поддерживается поддерживающей конструкцией (460).
| US 5704826 A, 06.01.1998 | |||
| US 4501095 A, 26.02.1985 | |||
| EP 1875986 A1, 09.01.2008 | |||
| Автоматизированный прибор привязки к обратным отвесам | 2019 |
|
RU2730370C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |

