ПЕРЕКРЕСТНАЯ ССЫЛКА НА СВЯЗАННЫЕ ПАТЕНТНЫЕ ЗАЯВКИ
Настоящая патентная заявка испрашивает приоритет предварительной патентной заявки США №62/092359, озаглавленной как «Стальные композиции, способы их получения и их применение в производстве гильз патрона кольцевого воспламенения», поданной 16 декабря 2014 г., содержание которой включено в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение в целом относится к стальным композициям, способам получения этих композиций, а также к использованию этих композиций для производства гильз боеприпасов кольцевого воспламенения.
ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
[0002] В большинстве случаев гильзы боеприпасов кольцевого воспламенения являются в достаточной степени прочными для того, чтобы выдержать давления, создаваемые воспламенением боезаряда, будучи при этом в достаточной степени эластичными для того, чтобы обеспечить их извлечение из патронника или ствола стреляющего устройства после выстрела. Латунь традиционно использовалась для этого типа боеприпасов. Ее физические свойства позволяют изготавливать корпуса гильз патрона кольцевого воспламенения, которые удовлетворяют требованиям упругости и прочности. Латунь является стойкой к коррозии, формуемой и чрезвычайно эластичной. Таким образом, использование латуни практически не создает проблем при извлечении гильзы из огнестрельного оружия после выстрела. Латунь упрочняется обработкой до такой степени, которая обеспечивает соответствующую прочность для того, чтобы выдержать взрывную силу порохового заряда с минимальными повреждениями боковых стенок гильзы. Она является относительно мягкой, и поэтому может формоваться с минимальным износом инструмента при производстве. Таким образом, было показано, что латунь является предпочтительным материалом для изготовления гильз боеприпасов патрона кольцевого воспламенения. Однако одним недостатком латуни является ее стоимость; латунь обычно является дорогой, и ее цена, как известно, колеблется в значительной степени.
[0003] При разработке менее дорогого металла в качестве альтернативы рассматривалась сталь как замена для латуни. Выгодным является то, что растрескивание от коррозии под напряжением и реакция с воспламенителями и порохами не являются проблемами при использовании стали. Хотя одним недостатком является то, что сталь не обладает тем же самым упругим восстановлением, что и латунь. В результате существуют проблемы экстракции, связанные с удалением стальных гильз из патронника или ствола огнестрельного оружия после выстрела. Например, при использовании низкоуглеродистых сталей, таких как C1008/1010, проблемы экстракции могут быть серьезными благодаря тому, что упругость низкоуглеродистой стали является намного меньшей по сравнению с упругостью латуни.
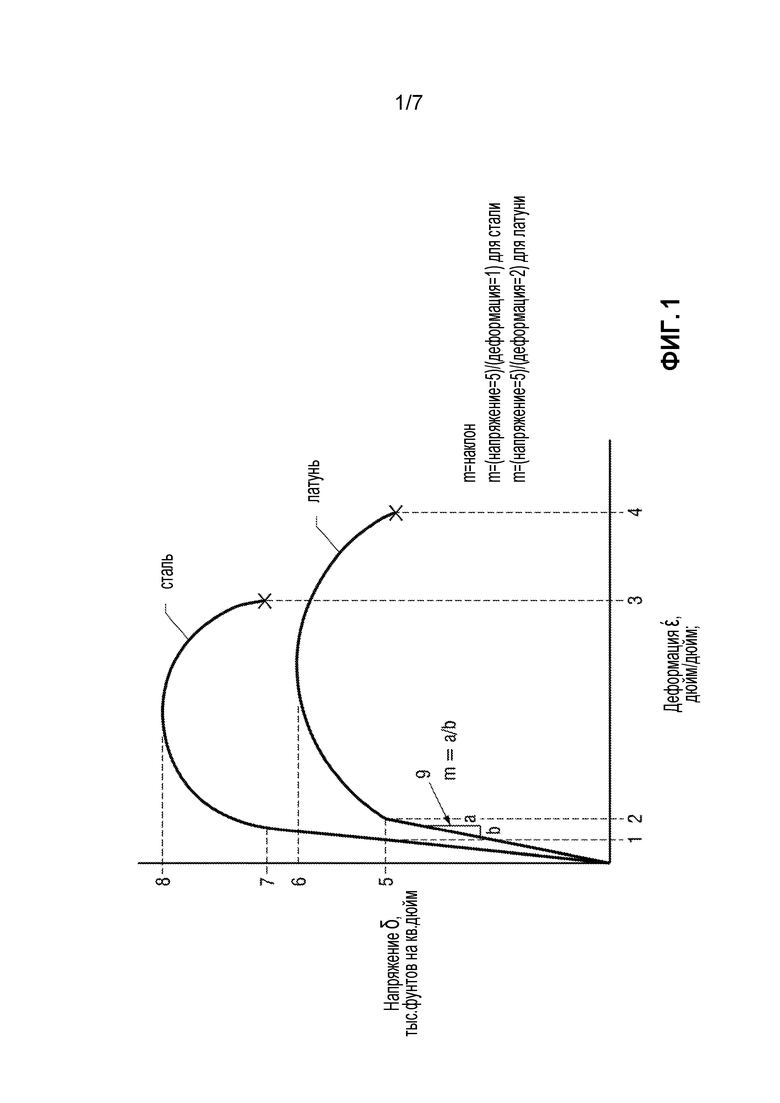
[0004] Фиг. 1 представляет собой график диаграмм напряжений для латуни и стали и показывает упругую деформацию для стали 1, упругую деформацию для латуни 2, полную деформацию при разрушении для стали 3, полную деформацию при разрушении для латуни 4, предел текучести для латуни 5, прочность при растяжении для латуни 6, предел текучести для стали 7, прочность при растяжении для стали 8, а также наклон 9. Модуль Юнга, например упругое восстановление для латуни и стали могут быть определены на основе наклона каждой из диаграмм напряжений в области упругих деформаций. Наклон кривой для латуни равен половине наклона для стали, как показано на Фиг. 1. Модуль Юнга для латуни равен приблизительно 15×106 фунт на кв.дюйм, в то время как для стали он равен приблизительно от 29×106 до 30×106 фунт на кв.дюйм. На Фиг. 1 наклон 9 вычисляется как напряжение, деленное на деформацию, в области упругих деформаций. Упругая деформация стали 1 и упругая деформация латуни 2 показаны на Фиг. 1. Упругое восстановление для латуни является вдвое большим, чем упругое восстановление стали. Таким образом, латунь имеет почти вдвое большую упругость, чем сталь для эквивалентного уровня напряжения. В результате латунная гильза при выстреле будет расширяться в диаметре благодаря внутреннему давлению, и по существу запечатает внутренний диаметр патронника. После выстрела латунная гильза будет «сжиматься» в диаметре таким образом, что ее диаметр станет меньше, чем внутренний диаметр патронника, и, следовательно, гильза сможет быть легко удалена из патронника.
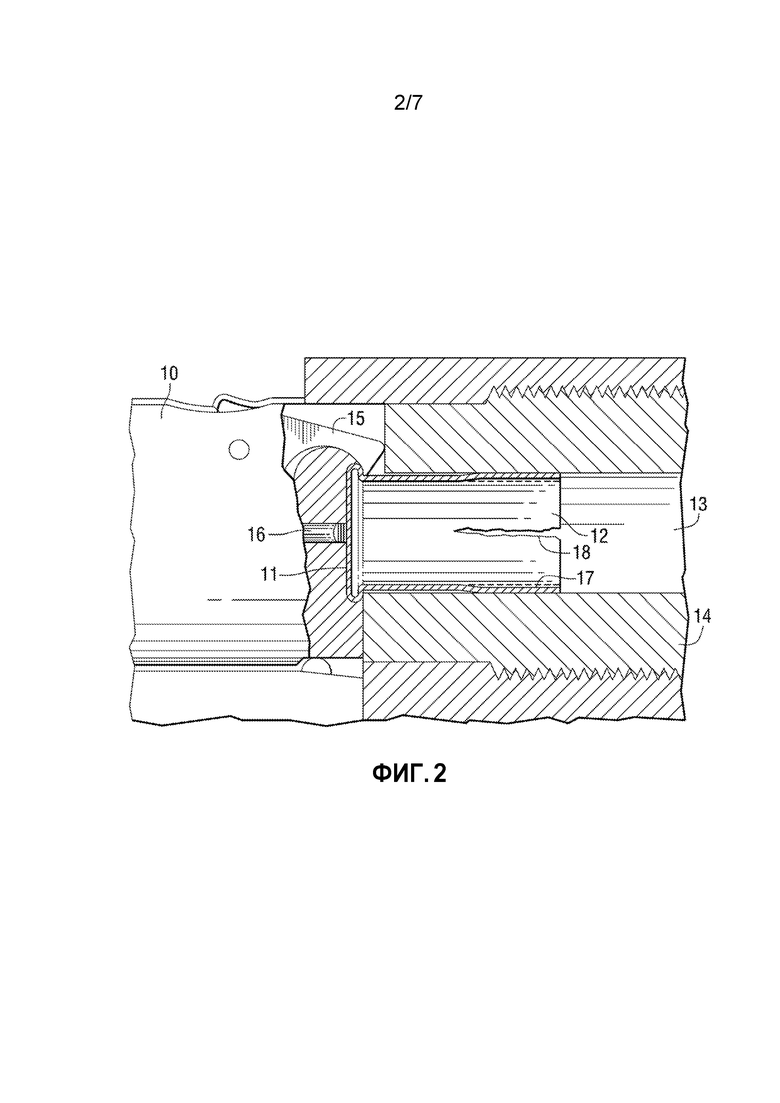
[0005] Фиг. 2 представляет собой схему, показывающую часть стреляющего устройства, включающую дно 11 гильзы и боковую стенку 12 гильзы, установленные внутри патронника 13 ствола 14 стреляющего устройства, а также экстрактор 15 для использования при извлечении гильзы 11,12 из патронника 13 после выстрела стреляющего устройства. Кроме того, Фиг. 2 изображает затвор 10, боек 16 и боковую стенку 17, запирающую патронник.
[0006] Поскольку упругость и упругое восстановление стали являются значительно меньшими, чем у латуни, диаметр типичной гильзы из низкоуглеродистой стали будет увеличиваться и запечатывать патронник при выстреле стреляющего устройства; однако после выстрела диаметр гильзы из низкоуглеродистой стали будет сокращаться меньше, например, только вполовину от сокращения латуни, потому что (как показано на Фиг. 1) латунь имеет почти вдвое большую упругость, чем сталь. Величина уменьшения диаметра стальной гильзы может быть недостаточной для того, чтобы позволить легко извлечь гильзу из патронника после выстрела. В результате гильза может застрять в патроннике ствола стреляющего устройства.
[0007] Дополнительно к этому, как показано на Фиг. 2, один или более разрывов 18 боковой стенки (изображен в увеличенном виде) могут произойти при использовании низкоуглеродистой стали благодаря тому, что этот материал, даже после формования и упрочнения, не является в достаточной степени прочным или пластичным для того, чтобы выдержать внутренний взрыв в гильзе при выстреле устройства. Без привязки к какой-либо конкретной теории считается, что для того, чтобы сталь упруго восстанавливалась в той же самой степени, что и латунь, сталь должна иметь в два раза более высокий предел текучести, чем латунь, в вытянутой боковой стенке гильзы (после механического упрочнения при формовании). Однако весьма вероятно, что менее чем в два раза более высокого предела текучести (в боковых стенках гильзы) было бы достаточно для обеспечения приемлемого извлечения после выстрела.
[0008] Альтернативно более высокоуглеродистые стали могут использоваться для того, чтобы увеличить прочность гильзы с тем, чтобы преодолеть вышеупомянутые проблемы; однако при этом можно ожидать проблем, относящихся к формованию, и повышенного износа инструмента, и кроме того сталь может оказаться слишком твердой для того, чтобы боек мог деформировать ободок гильзы. Как правило, гильзы патрона кольцевого воспламенения имеют ободки, которые способны деформироваться бойком в качестве механизма воспламенения инициирующего взрывчатого вещества, которое содержится внутри корпуса гильзы.
[0009] Термообработка стальных корпусов гильз, которые уже были сформованы, может уменьшить износ инструмента и увеличить прочность. Американский патент № 2373921 (Snell) и американский патент № 2698268 (Lyon) раскрывают один способ формования стальных корпусов гильз, требующий термической обработки или стадии отжига после формования корпуса. Однако термическая обработка партии мелких деталей, как в случае боеприпасов патрона кольцевого воспламенения, не приводит к однородным результатам для всех деталей. В отличие от вышеупомянутых патентов стальная гильза патрона кольцевого воспламенения по настоящему изобретению не требует никаких дополнительных обработок после формования корпуса. В дополнение к этому, вышеупомянутые патенты не рассматривают использование стальных корпусов, сформированных с помощью предложенных способов, для использования в боеприпасах патрона кольцевого воспламенения, а вместо этого применяются к производству боеприпасов центрального воспламенения.
[0010] Таким образом, в данной области техники существует потребность в конструировании и разработке металла или металлического сплава для использования в производстве гильз боеприпасов кольцевого воспламенения, который являлся бы заменой для типичного латунного материала, который известен в данной области техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0011] Настоящее изобретение в целом относится к стальным композициям и способам обработки этих стальных композиций для производства гильзы патронов кольцевого воспламенения со стальным корпусом. В одном аспекте изобретение предлагает стальную композицию для гильз боеприпасов кольцевого воспламенения. Эта композиция включает в себя от приблизительно 0,03 до приблизительно 0,18 мас.% углерода, от приблизительно 0,15 до приблизительно 1,60 мас.% кремния, от приблизительно 0,60 до приблизительно 2,50 мас.% марганца, от больше чем 0 до приблизительно 0,025 мас.% фосфора, от больше чем 0 до приблизительно 0,025 мас.% серы и от приблизительно 0,02 до приблизительно 0,08 мас.% алюминия по общей массе композиции.
[0012] Эта композиция может дополнительно включать в себя один или более металлических элементов, выбираемых из группы, состоящей из кобальта, ниобия, хрома, меди, молибдена, никеля, титана, ванадия, циркония, а также их смеси и сплавов. Один или более металлических элементов, присутствующих в композиции, может составлять обычно не более чем приблизительно 0,22 мас.% по общей массе композиции.
[0013] В некоторых вариантах осуществления композиция может включать в себя от приблизительно 0,05 до приблизительно 0,13 мас.% углерода, от приблизительно 0,15 до приблизительно 0,50 мас.% кремния, от приблизительно 0,70 до приблизительно 2,50 мас.% марганца, приблизительно 0,025 мас.% фосфора, приблизительно 0,025 мас.% серы, от приблизительно 0,02 до приблизительно 0,08 мас.% алюминия и меньше чем приблизительно 0,22 мас.% вышеупомянутых одного или более металлических элементов по общей массе композиции.
[0014] В некоторых других вариантах осуществления композиция может включать в себя от приблизительно 0,16 до приблизительно 0,18 мас.% углерода, от приблизительно 1,25 до приблизительно 1,55 мас.% кремния, от приблизительно 1,9 до приблизительно 2,1 мас.% марганца, приблизительно 0,02 мас.% фосфора, приблизительно 0,02 мас.% серы, от приблизительно 0,025 до приблизительно 0,055 мас.% алюминия, меньше чем приблизительно 0,06 мас.% меди, меньше чем приблизительно 0,04 мас.% никеля, меньше чем приблизительно 0,06 мас.% хрома и меньше чем приблизительно 0,02 мас.% молибдена по общей массе композиции.
[0015] В некоторых других вариантах осуществления композиция может включать в себя от приблизительно 0,126 до приблизительно 0,154 мас.% углерода, от приблизительно 0,395 до приблизительно 0,605 мас.% кремния, от приблизительно 1,75 до приблизительно 1,95 мас.% марганца, приблизительно 0,02 мас.% фосфора, приблизительно 0,005 мас.% серы, от приблизительно 0,02 до приблизительно 0,06 мас.% алюминия, меньше чем приблизительно 0,06 мас.% меди, меньше чем приблизительно 0,04 мас.% никеля, меньше чем приблизительно 0,06 мас.% хрома и меньше чем приблизительно 0,02 мас.% молибдена по общей массе композиции.
[0016] В другом аспекте изобретение предлагает способ обработки стальной композиции для гильзы патрона кольцевого воспламенения. Этот способ включает в себя получение стальной композиции, имеющей первоначальную толщину, холодную прокатку стальной композиции для того, чтобы уменьшить первоначальную толщину по меньшей мере на 70% и произвести холоднокатаную стальную композицию, имеющую промежуточную толщину, выполнение первого отжига и последующее охлаждение стальной композиции с промежуточной толщиной для того, чтобы произвести отожженную промежуточную стальную композицию, холодную прокатку отожженной промежуточной стальной композиции до толщины, которая уменьшена на величину от приблизительно 20% до приблизительно 35% по сравнению с промежуточной толщиной промежуточной стальной композиции, с тем, чтобы произвести стальную композицию, имеющую окончательную толщину, выполнение второго отжига и последующее охлаждение стальной композиции, имеющей окончательную толщину, с тем, чтобы произвести окончательную композицию отожженной стали, имеющую окончательную толщину, а также непрерывное плакирование окончательного материала отожженной стали, имеющего окончательную толщину.
[0017] В некоторых вариантах осуществления стадии первого и второго отжига проводятся как периодический процесс. В других вариантах осуществления стадии первого и второго отжига проводятся как непрерывный процесс.
[0018] В некоторых вариантах осуществления стадия непрерывного плакирования может выполняться перед стадией второй холодной прокатки. Эта стадия непрерывного плакирования может выполняться в дополнение или вместо стадии непрерывного плакирования, выполняемой после стадии второго отжига и охлаждения. Непрерывное плакирование может включать в себя покрытие цинком, латунью или их комбинациями и сплавами.
[0019] Полученная стальная композиция может иметь первоначальную толщину приблизительно 0,090 дюймов. Кроме того, полученная стальная композиция может иметь форму, выбираемую из горячего проката, протравленного и смазанного горячего проката, а также двухфазного холодного проката. Полученная стальная композиция может быть по меньшей мере частично обжата таким образом, что обжатие на стадии первой холодной прокатки может быть модифицировано или исключено. В некоторых вариантах осуществления полученная стальная композиция является промежуточной холоднокатаной композицией. В других вариантах осуществления полученная стальная композиция является двухфазной холоднокатаной композицией. В этих вариантах осуществления стадия первоначального отжига и охлаждения выполняется перед стадией первой холодной прокатки.
[0020] Способ формирования гильзы патрона кольцевого воспламенения может выбираться из процесса формования чашки, вытяжки и высадки, а также процесса последовательной штамповки и высадки.
[0021] В другом аспекте изобретение предлагает способ обработки стальной композиции для гильзы патрона кольцевого воспламенения. Этот способ включает в себя получение стальной композиции, имеющей первоначальную толщину, холодную прокатку стальной композиции для того, чтобы произвести стальную композицию, имеющую окончательную толщину, отжиг и последующее охлаждение стальной композиции, имеющей окончательную толщину, для того, чтобы произвести окончательную отожженную стальную композицию, имеющую окончательную толщину, а также непрерывное плакирование окончательной композиции отожженной стали, имеющей окончательную толщину.
[0022] Гильза патрона кольцевого воспламенения может включать в себя корпус, состоящий из описанной выше стальной композиции, имеющий первый конец и второй конец, ободок гильзы, сформированный на первом конце корпуса, метательный снаряд, запрессованный во второй конец стального корпуса, инициирующее вещество, содержащееся внутри ободка гильзы, а также метательный заряд, содержащийся внутри корпуса.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0023] Фиг. 1 представляет собой график, показывающий кривую напряжения/деформации для латуни и для стали.
[0024] Фиг. 2 представляет собой схему, показывающую гильзу боеприпаса кольцевого воспламенения в патроннике стреляющего устройства.
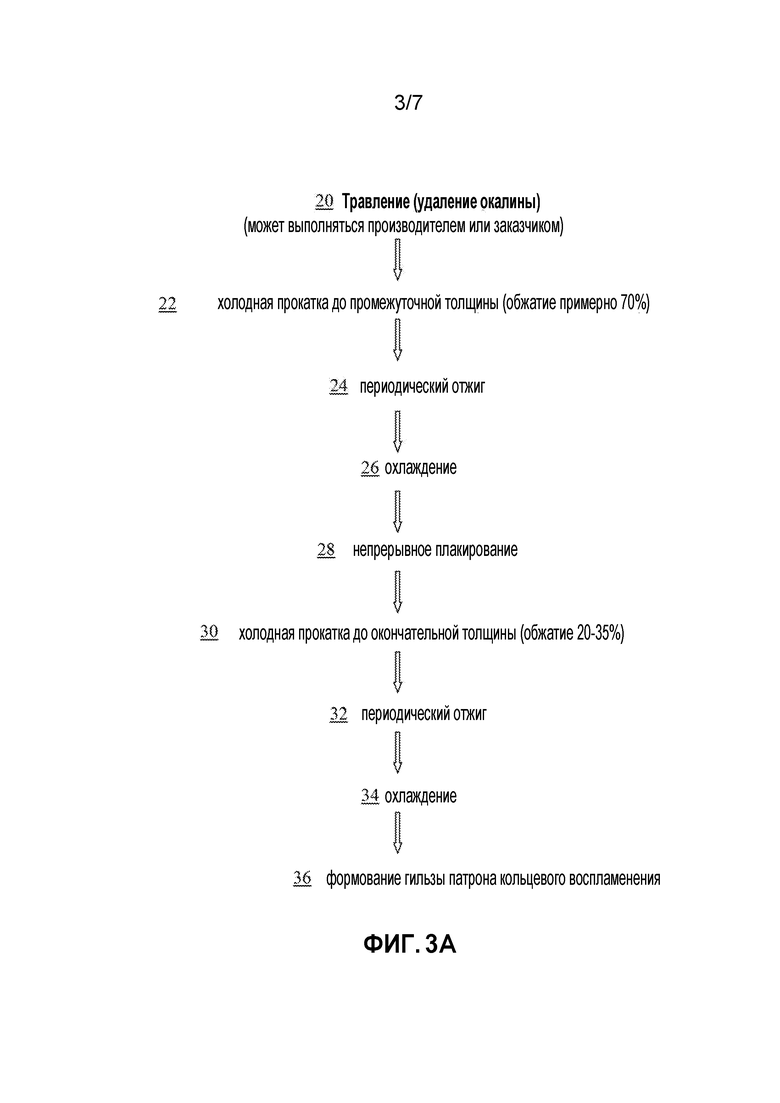
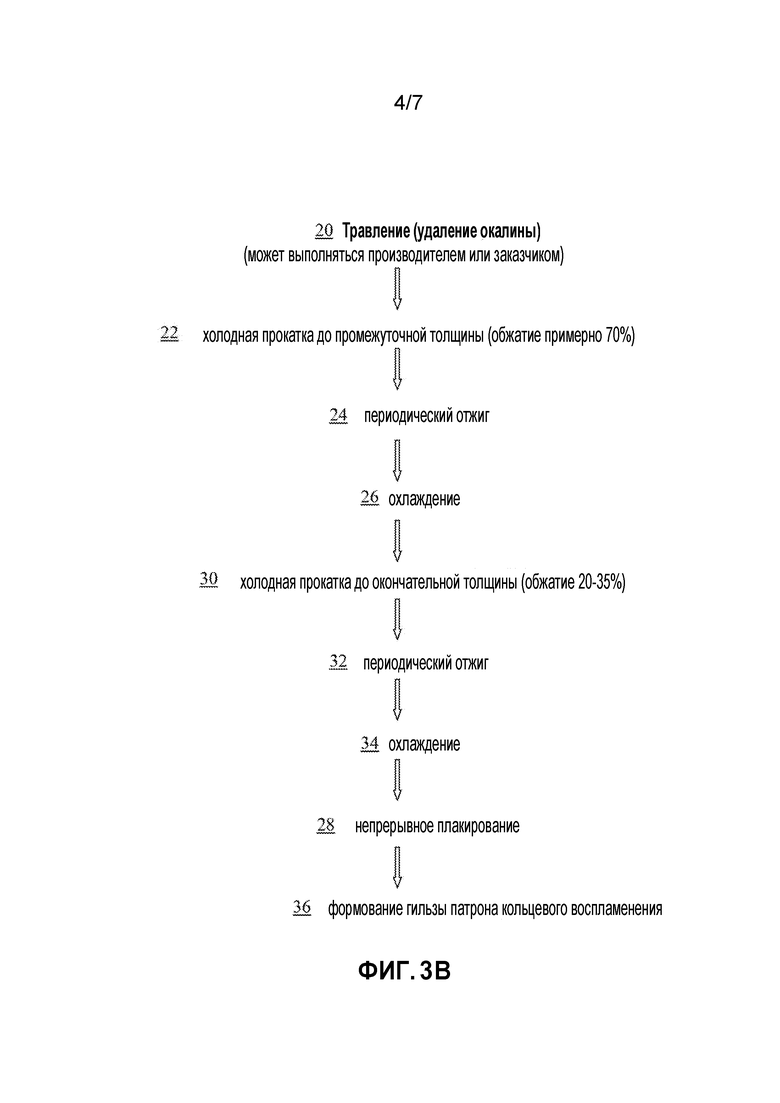
[0025] Фиг. 3A, 3B и 3C в целом показывают периодический процесс в соответствии с настоящим изобретением, который используется для обработки стали и формования ее в корпус гильзы патрона кольцевого воспламенения.
[0026] Фиг. 4 представляет собой технологическую схему для непрерывного процесса #1 и непрерывного процесса #2 в соответствии с настоящим изобретением, которые используются для обработки стали и формования ее в корпус гильзы патрона кольцевого воспламенения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0027] Гильзы патрона кольцевого воспламенения являются общеизвестными в данной области техники, и они обычно состоят из латуни и производятся обычными способами, используемыми для обработки гильз. Эти способы включают в себя способ формования чашки, вытяжки и высадки, или, альтернативно, способ последовательной штамповки и высадки. Настоящее изобретение предлагает стальные композиции в качестве замены для латуни при изготовлении гильз боеприпасов кольцевого воспламенения, и в частности для использования в стреляющих устройствах
калибра .22. Настоящее изобретение также предлагает способы обработки, например, отжига, стальных композиций таким образом, чтобы производимые из них гильзы патрона кольцевого воспламенения демонстрировали одно или более из следующих свойств:
[0028] - относительную мягкость ободка гильзы, так, чтобы боек деформировал материал в достаточной степени для того, чтобы воспламенить инициирующее взрывчатое вещество при выстреле стреляющего устройства;
[0029] - упрочнение до уровня, примерно вдвое выше, чем у типичной латуни (который может быть несколько меньше в отжигаемом партиями продукте), чтобы достичь достаточного упругого восстановления для предотвращения проблем, связанных с извлечением гильзы из патронника в стволе стреляющего устройства;
[0030] - достаточную формуемость для того, чтобы произвести гильзу; и
[0031] - достаточную прочность и пластичность для того, чтобы уменьшить или исключить разрушение боковых стенок гильзы, например, расколов, при выстреле стреляющего устройства.
[0032] Стальные композиции, произведенные в соответствии с настоящим изобретением, могут варьироваться, и могут зависеть от конкретного производителя стали и количества используемых компонентов сплава. В некоторых вариантах осуществления стальные композиции включают в себя от приблизительно 0,03 до приблизительно 0,18 мас.% углерода, от приблизительно 0,15 до приблизительно 1,60 мас.% кремния, от приблизительно 0,60 до приблизительно 2,50 мас.% марганца, от больше чем 0 до приблизительно 0,025 мас.% фосфора, от больше чем 0 до приблизительно 0,025 мас.% серы и от приблизительно 0,02 до приблизительно 0,08 мас.% алюминия по общей массе композиции. В дополнение к этому, композиции могут включать в себя один или более металлических элементов, выбираемых из группы, состоящей из кобальта, ниобия, хрома, меди, молибдена, никеля, титана, ванадия, циркония, а также их смесей и сплавов. В некоторых вариантах осуществления, когда один или более из этих металлических элементов присутствуют в композициях, один или более металлических элементов обычно составляют не более чем приблизительно 0,22 мас.% по общей массе композиции.
[0033] В некоторых вариантах осуществления композиция может включать в себя от приблизительно 0,05 до приблизительно 0,13мас.% углерода, от приблизительно 0,15 до приблизительно 0,50 мас.% кремния, от приблизительно 0,70 до приблизительно 2,50 мас.% марганца, приблизительно 0,025 мас.% фосфора, приблизительно 0,025 мас.% серы, от приблизительно 0,02 до приблизительно 0,08 мас.% алюминия и меньше чем приблизительно 0,22 мас.% вышеупомянутых одного или более металлических элементов по общей массе композиции.
[0034] В некоторых других вариантах осуществления композиция может включать в себя от приблизительно 0,16 до приблизительно 0,18 мас.% углерода, от приблизительно 1,25 до приблизительно 1,55 мас.% кремния, от приблизительно 1,9 до приблизительно 2,1 мас.% марганца, приблизительно 0,02 мас.% фосфора, приблизительно 0,02 мас.% серы, от приблизительно 0,025 до приблизительно 0,055 мас.% алюминия, меньше чем приблизительно 0,06 мас.% меди, меньше чем приблизительно 0,04 мас.% никеля, меньше чем приблизительно 0,06 мас.% хрома и меньше чем приблизительно 0,02 мас.% молибдена по общей массе композиции.
[0035] В некоторых других вариантах осуществления композиция может включать в себя от приблизительно 0,126 до приблизительно 0,154 мас.% углерода, от приблизительно 0,395 до приблизительно 0,605 мас.% кремния, от приблизительно 1,75 до приблизительно 1,95 мас.% марганца, приблизительно 0,02 мас.% фосфора, приблизительно 0,005 мас.% серы, от приблизительно 0,02 до приблизительно 0,06 мас.% алюминия, меньше чем приблизительно 0,06 мас.% меди, меньше чем приблизительно 0,04 мас.% никеля, меньше чем приблизительно 0,06 мас.% хрома и меньше чем приблизительно 0,02 мас.% молибдена по общей массе композиции.
[0036] В соответствии с настоящим изобретением стальные композиции подвергаются различным стадиям обработки для того, чтобы обеспечить стальные материалы, которые являются подходящими для использования при формовании гильз боеприпасов кольцевого воспламенения. Стальные композиции могут быть получены самостоятельно или от их производителя в различных формах, которые известны в данной области техники. Например, стальная композиция может быть получена в горячекатаном состоянии, либо как черная полоса (с неповрежденной окалиной; при этом травление или удаление окалины выполняется, например, заказчиком) или в протравленном и смазанном состоянии. Сталь в горячекатаном состоянии обрабатывается на стане горячей прокатки полосы, что может привести к следующим начальным механическим свойствам, например: минимальному пределу текучести приблизительно 80 тысяч фунтов на кв.дюйм, минимальной прочности при растяжении приблизительно 95 тысяч фунтов на кв.дюйм, и приблизительно 10%-му минимальному удлинению при 2 дюймах. Альтернативно сталь, полученная от производителя, может иметь предел текучести приблизительно 110 тысяч фунтов на кв.дюйм, прочность при растяжении приблизительно 113 тысяч фунтов на кв.дюйм, и приблизительно 16%-ое удлинение при 2 дюймах. Эти стали обычно используются в горячекатаном состоянии, и таким образом механические свойства в состоянии после поставки являются желательными для конечного пользователя, например, заказчика. В некоторых вариантах осуществления может не быть никаких гарантируемых или указываемых производителем горячего проката свойств, поскольку конечный пользователь будет формировать окончательные свойства в ходе своей собственной обработки, которая включает в себя холодную прокатку и отжиг. Как правило, конечный пользователь может задавать общие параметры горячей прокатки, относящиеся к финишной температуре и температуре охлаждения, такие как «высокая финишная температура» и «низкая температура охлаждения». В других вариантах осуществления сталь может быть получена от производителя в промежуточном состоянии вместо горячекатаного. В этих вариантах осуществления сталь может поставляться либо как холоднокатаная (лист из низкоуглеродистой стали максимальной твердости), либо как обычная отожженная, либо как двухфазная отожженная (или другая структура высокой прочности). Сталь промежуточного сорта может использоваться для того, чтобы сократить стадии обработки (чтобы вписаться в последовательную схему обработки), или для того, чтобы использовать промежуточные свойства. Двухфазные промежуточные стали могут иметь различные механические свойства. В некоторых вариантах осуществления двухфазная сталь может иметь предел текучести приблизительно 130,8 тысяч фунтов на кв.дюйм, прочность при растяжении приблизительно 165,9 тысяч фунтов на кв.дюйм и удлинение приблизительно 10,6% при 2 дюймах, или предел текучести приблизительно 154 тысяч фунтов на кв.дюйм, прочность при растяжении приблизительно 182 тысяч фунтов на кв.дюйм и удлинение приблизительно 9,9% при 2 дюймах. В любом случае сталь, полученная от производителя, обрабатывается затем до окончательного отожженного продукта для использования его в производстве гильз боеприпасов кольцевого воспламенения.
[0037] Эта обработка стали включает в себя отжиг, который может быть проведен путем использования периодического процесса или непрерывного процесса. Сталь, полученная от производителя и подлежащая обработке, может иметь начальные типичные механические свойства, как было упомянуто выше, и предварительно обрабатывается путем удалением окалины и обрезки до такой ширины, которая позволяет провести последующую обработку. Фиг. 3A, 3B и 3C представляют собой схемы, которые показывают типичные стадии, выполняемые в процессе отжига стальной композиции в периодическом процессе. Стадии процесса, показанные на Фиг. 3A и Фиг. 3B, предполагают, что полученная от производителя стальная композиция не была обработана. Таким образом, стальная композиция имеет форму необработанного горячего проката или горячего валка в травленом и смазанном состоянии. Однако допустимо и понятно, что полученная от производителя стальная композиция могла быть в некоторой степени обработана, и поэтому может иметь форму частично обработанного проката. В этой ситуации, в которой частичная обработка была сделана производителем полученного проката, может быть уместно модифицировать или исключить одну стадию в процессах, как показано на Фиг. 3A и 3B. Например, процессы, показанные на Фиг. 3A и 3B, начинаются с травления (удаления окалины) 20 проката. Если прокат получается в протравленном состоянии, эта начальная стадия может быть пропущена или исключена. Кроме того, следующей стадией, показанной на Фиг. 3A и 3B, является холодная прокатка 22 стальной композиции до промежуточной толщины, которая составляет обжатие приблизительно на 70% от начальной толщины стальной композиции. Если стальная композиция, полученная от производителя, например первоначальная стальная композиция, была уже частично обработана, может получиться так, что уже не нужно выполнять холодную прокатку с обжатием 70%. Таким образом, эта начальная стадия 22 холодной прокатки может быть модифицирована или даже устранена для того, чтобы приспособиться к свойствам и степени обработки полученного стального проката. В одном варианте осуществления полученный стальной прокат может иметь форму двухфазного холодного проката, который частично обрабатывается таким образом, что стадия холодной прокатки может быть выполнена для того, чтобы уменьшить толщину приблизительно как минимум на 30% (вместо приблизительно 70%, как показано на Фиг. 3A и 3B). Кроме того, для полученного стального проката, который имеет двухфазную форму, может быть уместно выполнить отжиг, например, отжиг в периодическом процессе, перед начальной стадией холодной прокатки. Эта ситуация, включающая полученный двухфазный холодный прокат, показана на Фиг. 3C, который описывается позже в настоящем документе.
[0038] В соответствии с Фиг. 3A и 3B, после начальной стадии 22 холодной прокатки стальная композиция, имеющая промежуточную толщину, подвергается первоначальному или первому отжигу 24 в периодическом процессе и последующему охлаждению 26. На Фиг. 3A, после этих стадий 24, 26 отжига в периодическом процессе и охлаждения выполняется непрерывное плакирование 28. Однако на Фиг. 3B непрерывное плакирование 28 не проводится до конца процесса, например, после процессов второго или окончательного отжига 32 в периодическом процессе и охлаждения 34. Допустимо и понятно, что непрерывное плакирование 28 может проводиться в соответствии с любым из процессов, показанных на Фиг. 3A и 3B, и дополнительно к этому непрерывное плакирование 28 может быть проведено в соответствии с обоими процессами, показанными на Фиг. 3A и 3B. Таким образом, непрерывное плакирование 28 может быть проведено после процессов первоначального или первого отжига 24 в периодическом процессе и последующего охлаждения 26, а также после процессов окончательного или второго отжига 32 в периодическом процессе и последующего охлаждения 34. Непрерывное плакирование 28 включает в себя нанесение или осаждение композиции покрытия на материал для того, чтобы сформировать на нем слой или покрытие. Это покрытие может включать в себя элементарный цинк или цинковый сплав, элементарную латунь или латунный сплав, или другое защитное покрытие.
[0039] После первого отжига в периодическом процессе и охлаждения 24, 26 (и опционально плакирования 28) стальная композиция подвергается второму процессу 30 холодной прокатки, который уменьшает толщину на дополнительные 20-35% для того, чтобы получить окончательную толщину, после чего выполняются второй или окончательный отжиг 32 в периодическом процессе и охлаждение 34 для производства гильз патронов кольцевого воспламенения 36 в соответствии с обычными методиками.
[0040] В некоторых вариантах осуществления отжиг в периодическом процессе состоит из нагревания стали до температуры приблизительно 500°F в течение приблизительно 0,5 час. Затем температура увеличивается до температуры приблизительно 1250°F в течение 8,5 час, после чего температура увеличивается до температуры приблизительно 1300°F в течение 1,5 час, и эта температура удерживается в течение приблизительно 6,0 час. Затем сталь охлаждается до температуры окружающей среды и покрывается металлом. После непрерывного плакирования сталь дополнительно обрабатывается с помощью холодной прокатки до окончательной толщины, которая обеспечивает от приблизительно 20 до приблизительно 35% дополнительного обжатия. Без привязки к какой-либо конкретной теории, было найдено, что ограничение дополнительного обжатия диапазоном от приблизительно 20 до приблизительно 35% дает сталь с физическими свойствами, которые отличаются от типичных для этого сорта стали. Сталь, имеющая окончательную толщину, отжигается в периодическом процессе, охлаждается, а затем формуется в гильзы патрона кольцевого воспламенения.
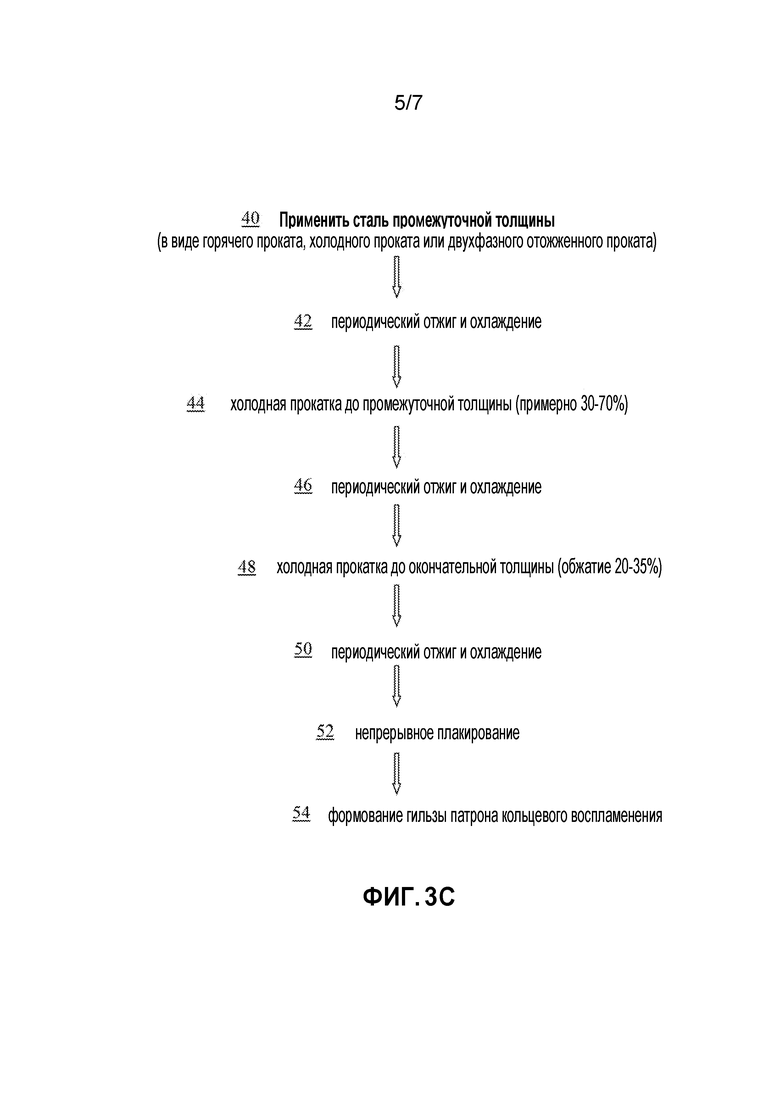
[0041] Периодический процесс, описанный на Фиг. 3C, показывает типичные стадии обработки для использования стали 40 промежуточной толщины, в холоднокатаном состоянии или в двухфазном отожженном состоянии. Фиг. 3C включает в себя первоначальный или первый отжиг в периодическом процессе и охлаждение 42, после которых следует холодная прокатка 44 до промежуточной толщины (приблизительно 30-70% от начальной толщины), а затем другой или второй отжиг в периодическом процессе и охлаждение 46. После этого проводится вторая холодная прокатка 48 для того, чтобы обеспечить окончательную толщину (дополнительное обжатие приблизительно на 20-35%), после чего выполняются другой или окончательный отжиг в периодическом процессе и охлаждение 50. Как показано на Фиг. 3C, непрерывное плакирование 52 окончательно отожженной стальной композиции выполняется таким образом, чтобы стальная композиция стала подходящей для использования при формовании гильзы 54 патрона кольцевого воспламенения. На Фиг. 3C непрерывное плакирование показано как последняя стадия перед формованием гильзы. Однако, как показано на Фиг. 3A, другой выбор состоит в том, чтобы выполнять непрерывное плакирование 52 после второго отжига 46 в периодическом процессе, затем холодную прокатку 48 до окончательной толщины, а затем окончательный отжиг 50 в периодическом процессе.
[0042] Процессы, используемые для формования гильзы патрона кольцевого воспламенения, могут включать в себя обычные устройства и способы, известные в данной области техники, такие как, не ограничиваясь этим, процесс формования чашки, вытяжки и высадки, а также процесс последовательной штамповки и высадки.
[0043] Следует отметить, что для процессов, показанных на Фиг. 3A, 3B и 3C, обработка может также включать в себя прокатку напрямую до окончательного размера без промежуточного отжига. При таком подходе проблемой может стать склонность к фестонообразованию. При прямой прокатке из горячей полосы высокая степень обжатия (например, в диапазоне от приблизительно 85 до приблизительно 88%) может способствовать минимизации фестонообразования в зависимости от химического состава. Эта альтернатива также является применимой к Фиг. 4, которая описывается ниже.
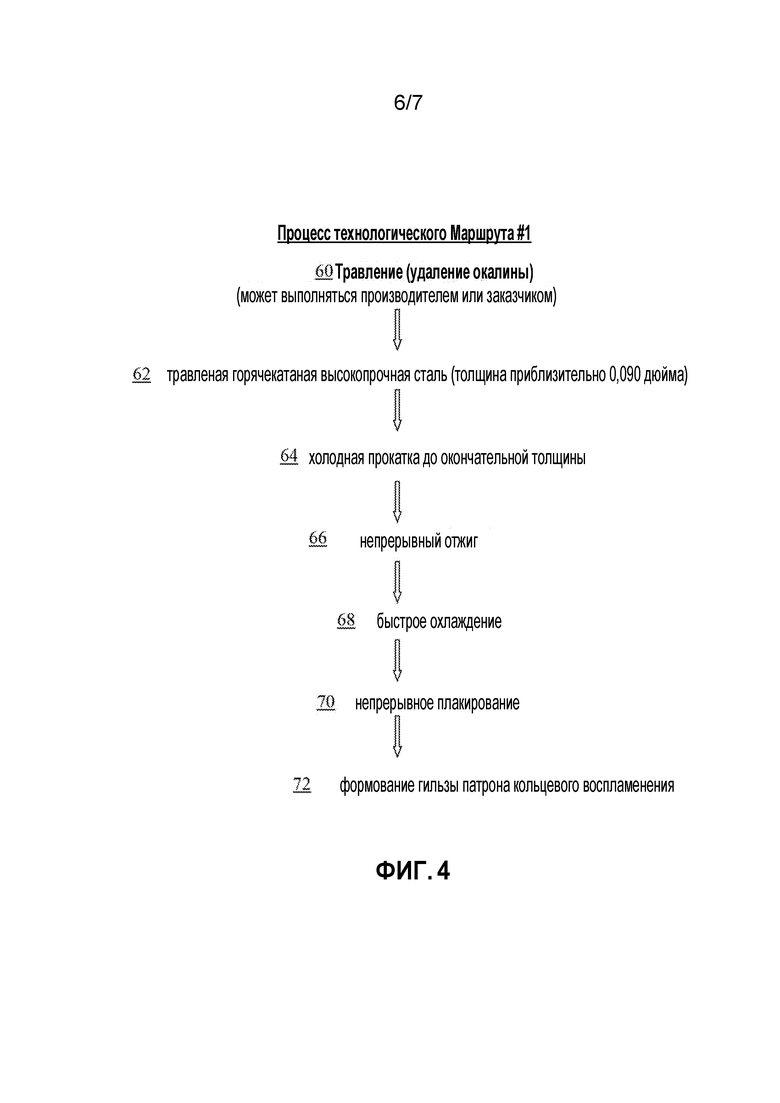
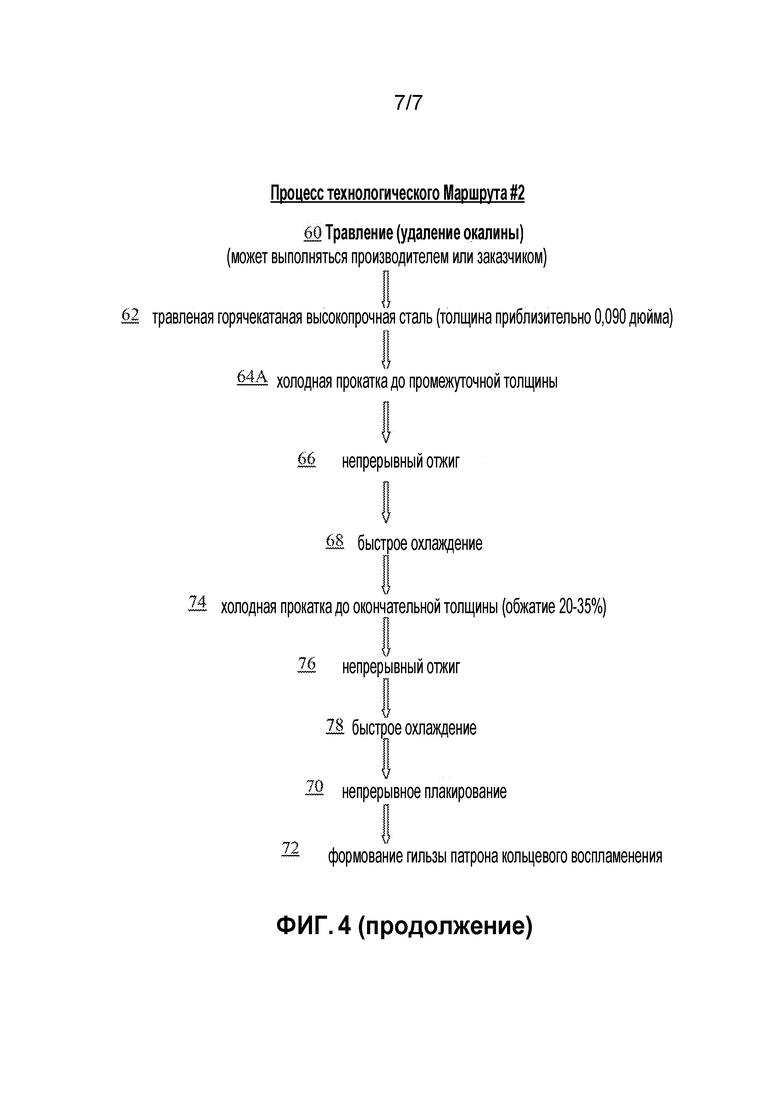
[0044] Фиг. 4 представляет собой схему, показывающую стадии, которые могут быть проведены при непрерывной обработке, например, отжиге, стальной композиции. Фиг. 4 показывает технологические маршруты Процесса #1 и Процесса #2. Как показано на Фиг. 4, маршрут Процесса #1 включает в себя начало с использованием горячекатаной высокопрочной стали, имеющей толщину приблизительно 0,090 дюймов. Если горячий прокат получается не в протравленном состоянии, травление или удаление окалины 60 проводятся для того, чтобы произвести протравленный горячий прокат 62 (как показано на Фиг. 4 в качестве начальной стадии). Протравленный горячий прокат 62 подвергается холодной прокатке 64 до окончательного размера или толщины, а затем выполняются непрерывный отжиг 66 и последующее быстрое охлаждение 68, после чего выполняется непрерывное плакирование 70 цинком, латунью или другим защитным покрытием. Получаемая обработанная стальная композиция используется затем для производства гильз 72 патрона кольцевого воспламенения, формуемых с использованием обычных методик. Кроме того, как показано на Фиг. 4, маршрут Процесса #2 включает в себя начало с использованием протравленной горячекатаной высокопрочной стали 60, 62, имеющей толщину приблизительно 0,090 дюймов, как показано в маршруте Процесса #1. Кроме того, маршрут Процесса #2 включает в себя холодную прокатку 64A до промежуточной толщины с последующим промежуточным непрерывным отжигом 66 и быстрым охлаждением 68, после чего выполняется дополнительная холодная прокатка 74 до окончательной толщины, которая предусматривает обжатие на приблизительно 20-35%, а затем непрерывный отжиг 76 и быстрое охлаждение 78 с последующим непрерывным плакированием 70 цинком, латунью или другим защитным покрытием. Получаемая обработанная стальная композиция используется затем для производства гильз 72 патрона кольцевого воспламенения, формуемых с использованием обычных методик.
[0045] В маршруте Процесса #1 температура непрерывного отжига обычно составляет приблизительно 1775°F. Последующее охлаждение занимает приблизительно 1-2 мин и выполняется до приблизительно комнатной температуры, прежде чем смотать полосу в рулон на выходной стороне печи непрерывного отжига. Для стальной композиции, описанной в параграфе [0033] настоящего документа, непрерывная отожженная структура, произведенная с помощью маршрута Процесса #1 (показанного на Фиг. 4), может состоять из очень мелкозернистого феррита (приблизительно #12-14 по ASTM), остаточных частиц карбида, содержащих небольшие количества V и Cb, и небольшого объема фракции мартенсита в областях, формирующихся в результате частичной аустенизации при высокой температуре (и быстром охлаждении при непрерывном отжиге). Комбинация упрочнения твердым раствором за счет высоких содержаний Mn и Si, очень мелкого размера зерна, эффекта дисперсионного твердения за счет частиц карбида, а также присутствия мартенситной второй фазы способствует производству стали с очень высоким коэффициентом механического упрочнения, и при этом с относительно низким пределом текучести (сопоставимым с обычной низкоуглеродистой сталью 1008/1010). Типичные свойства при растяжении этой стали, холоднокатаной и термически обработанной как описано выше, являются следующими:
Предел текучести - 40-50 тысяч фунтов на кв.дюйм
Прочность при растяжении - 80-100 тысяч фунтов на кв.дюйм (обычно 88-95 тысяч фунтов на кв.дюйм)
Удлинение - 20-30%
[0046] Тот факт, что прочность при растяжении почти вдвое выше предела текучести, указывает высокие характеристики деформационного упрочнения этого материала. Отожженная латунь обычно показывает тот же самый эффект, и ее прочность при растяжении приблизительно в 2-2,5 раза больше, чем ее предел текучести. Этот материал, когда он плотно покрывает боковую стенку гильзы, будет создавать высокий предел текучести, необходимый для достаточного упругого восстановления (успешного извлечения), а также достаточно высокую прочность для того, чтобы предотвратить расколы боковой стенки.
[0047] В маршруте Процесса #2 сталь непрерывно отжигается в диапазоне температур от приблизительно 1400 до приблизительно 1775°F для того, чтобы размягчить ее перед окончательной холодной прокаткой. Окончательный отжиг является тем же самым, что и для маршрута Процесса #1, то есть содержит непрерывный отжиг при температуре приблизительно 1775°F и быстрое охлаждение до приблизительно комнатной температуры (1-2 мин) и сматывание в рулон на выходной стороне печи. Маршрут процесса #2 может производить структуру, фактически идентичную структуре, производимой в маршруте Процесса #1, но приводит к некоторым преимуществам, которые описываются дополнительно. Сталь, обработанная в маршруте Процесса #1, обычно показывает существенную степень фестонообразования или плоскостной анизотропии (благодаря предпочтительной кристаллической ориентации). Фестонообразование может приводить к легкой неравномерности толщины вокруг окружности гильзы. За счет использования стадии промежуточного отжига и окончательного уменьшения толщины в маршруте Процесса #2 эта тенденция фестонообразования может быть уменьшена или минимизирована. В дополнение к этому, эта стадия может также иметь тенденцию удерживать предел текучести ближе к нижней границе диапазона из-за очень легкого огрубления размера ферритного зерна. Даже при том, что оба маршрута #1 и #2 являются эффективными для производства стали, которая хорошо функционирует в гильзах патрона кольцевого воспламенения, сталь, обработанная с помощью маршрута Процесса #2, может иметь тенденцию к более стабильному формованию благодаря минимизированному фестонообразованию и немного меньшей вариации толщины вокруг окружности гильзы.
[0048] В некоторых вариантах осуществления настоящее изобретение предлагает обработку высокопрочной низколегированной стали, которая включает в себя непрерывный отжиг при высоких температурах для производства двухфазной стали. В некоторых других вариантах осуществления настоящее изобретение предлагает обработку нержавеющей стали сорта 409 или 410, которая включает в себя периодическую обработку при пониженных температурах. Применение этих материалов является выгодным в том плане, что после обработки стали нет необходимости в каком-либо коррозионностойком покрытии.
[0049] Обработанная сталь может быть произведена с минимальными свойствами фестонообразования, например, аналогично обработке латуни. Без привязки к какой-либо конкретной теории считается, что это позволяет обеспечить более легкое производство и большую однородность стенок гильзы. Кроме того, может произойти огрубление размера зерна, что приведет к более низкому пределу текучести, например для того, чтобы облегчить кольцевое воспламенение, а также к немного более высокому коэффициенту деформационного упрочения, когда сталь будет сформована в гильзу.
[0050] Сталь может быть предварительно покрыта металлом для коррозионной стойкости с тем, чтобы обеспечить дополнительную смазку для процесса вытягивания и минимизировать износ инструментов. Могут использоваться как латунное покрытие, так и цинковое покрытие с особо чистым хроматом (для дополнительной защиты от «белой ржавчины» при покрытии цинком). Также могут использоваться другие типы металлического покрытия, такие как медь, кадмий, никель, никель-цинк или любые другие, которые могут обеспечить смазку и являются достаточно вытягиваемыми для формования. Однако некоторые из них могут быть непозволительно дорогими.
[0051] В некоторых вариантах осуществления сталь может покрываться металлом перед формованием для того, чтобы обеспечить дополнительную смазку и уменьшить износ инструмента. Альтернативно сталь может покрываться металлом для коррозионной стойкости после формования корпусов боеприпасов.
[0052] Специалисту в данной области техники будет понятно, что спецификации процесса отжига, включая интервалы времени и температуры, могут изменяться в зависимости от типа используемого оборудования, а также других факторов. Могут использоваться альтернативные параметры отжига, которые достигают того же самого результата.
ПРИМЕРЫ
Тестирование механических свойств для латуни и стали
[0053] Механические свойства стенки существующей гильзы боеприпаса, сделанной из латуни, были определены для того, чтобы идентифицировать свойства, которыми должна обладать стальная композиция, чтобы соответствовать или близко приблизиться к упругому восстановлению латуни. Гильзы патрона кольцевого воспламенения в основном вытягиваются и выглаживаются, причем на окончательных стадиях формования выполняется главным образом выглаживание. Поскольку было в принципе невозможно взять образец стенки гильзы и измерить его свойства при растяжении, был необходим способ для их аппроксимации. Выглаживание наиболее близко напоминает холодную прокатку (для самого простого процесса механической обработки). Сечения стенок гильзы были измерены для определения их толщины, а затем отожженные латунные полосы были подвергнуты холодной прокатке до той же самой толщины (стенки латунных гильз после вытягивания и выглаживания имели толщину от приблизительно 0,012 дюйма до 0,008 дюйма от основания гильзы до ее открытого конца, и поэтому та же самая толщина использовалась для прокатки полос). Поскольку латунь, используемая для гильз патрона кольцевого воспламенения, обычно имеет толщину приблизительно 0,020 дюйма в зависимости от производителя, покрытые латунью полосы и полосы из низкоуглеродистой стали первоначально прокатывались из материала толщиной приблизительно 0,020 дюйма. Все латунные полосы и базовые полосы из низкоуглеродистой стали были в обычно используемом отожженном состоянии (латунь была получена напрямую от изготовителя гильз, а сталь представляла собой стандартную низкоуглеродистую отожженную сталь 1008/1010).
[0054] Испытания на разрыв были выполнены на холоднокатаных латуни и полосах из низкоуглеродистой стали для того, чтобы определить предел текучести, прочность при растяжении и удлинение. Результаты сравнения свойств латуни со свойствами низкоуглеродистой стали использовались для того, чтобы разработать специальные высокопрочные стали, имеющие следующие составы: от приблизительно 0,03 до приблизительно 0,18 мас.% углерода, от приблизительно 0,15 до приблизительно 1,60 мас.% кремния, от приблизительно 0,60 до приблизительно 2,50 мас.% марганца, от больше чем 0 до приблизительно 0,025 мас.% фосфора, от больше чем 0 до приблизительно 0,025 мас.% серы и от приблизительно 0,02 до приблизительно 0,08 мас.% алюминия, а также меньше чем приблизительно 0,22 мас.% одного или более металлических элементов по общей массе композиции.
[0055] После обработки вариантов высокопрочных сталей были взяты образцы в виде полосы и подвергнуты холодной прокатке до тех же самых или приблизительных толщин, что и латунь и низкоуглеродистая сталь для целей сравнения. Результаты экспериментов холодной прокатки показаны ниже в Таблице 1. Показаны только пределы текучести (в тысячах фунтов на кв.дюйм), потому именно они использовались для того, чтобы определить упругое восстановление.
Таблица 1
*Фактическая толщина составила 0,0134 дюйма
**Фактическая толщина составила 0,0094 дюйма
***Фактическая толщина составила 0,01275 дюйма
**** Прокатный стан не смог достичь толщины 0,008 дюйма
[0056] Таблица 1 показывает, что предел текучести в латунных боковых стенках составил от приблизительно 79 до приблизительно 90 тысяч фунтов на кв.дюйм, в то время как предел текучести обычной низкоуглеродистой стали был примерно тем же самым. Благодаря разнице в модуле упругости между латунью и сталью, это означает, что низкоуглеродистая сталь «сжималась» бы назад в два раза меньше, чем латунь, и именно поэтому возникают проблемы с извлечением, когда обыкновенная низкоуглеродистая сталь используется для изготовления гильз. Однако непрерывно отожженная высокопрочная сталь, как показано в Таблице 1, деформационно упрочняется до диапазона от приблизительно 135 до приблизительно 142 тысяч фунтов на кв.дюйм. Даже при том, что это немного меньше, чем двукратное значение для латуни, тестовые стрельбы из гильз, сделанных из этой стали, проведенные у изготовителя, не показали проблем с извлечением в нескольких типах оружия, включая револьверы и полуавтоматические пистолеты. Одним объективным способом, используемым изготовителем для тестирования извлечения, является отстрел шести гильз в револьвере, а затем измерение фактической силы, которая требуется для того, чтобы «вытолкнуть» все шесть гильз, используя стержень ручного экстрактора. Это было сделано с некоторыми гильзами, изготовленными из непрерывно отожженной стали. Сначала была отстреляна латунь для получения базовых результатов, и в этом отстреливании трех полных зарядов оружия результаты составили в среднем 2,2 фунт-сила (пустое оружие выталкивалось с усилием приблизительно 1,5 фунт-сила). Для стальных гильз усилие при извлечении составило в среднем менее чем 2 фунт-сила, и не было никаких осечек или расколов боковых стенок. Хотя было несколько осечек в некоторых из других типов оружия. Таким образом, в револьверных тестах гильзы из непрерывно отожженной стали показали себя так же хорошо, как и латунь. Осечки могут происходить потому, что предел текучести латуни значительно меньше, чем у стали. Таким образом, боек деформирует сталь в меньшей степени, чем латунь, и передает меньше деформации инициирующему взрывчатому веществу. Для того, чтобы минимизировать этот эффект, инициирующая смесь может быть слегка модифицирована для повышения ее чувствительности к деформации, или сталь может быть сделана немного более тонкой для того, чтобы обеспечить большую деформацию. Эти гильзы патрона кольцевого воспламенения были изготовлены с помощью способа формования чашки, вытяжки и высадки, а также с помощью способа последовательной штамповки и высадки, и были покрыты цинком.
[0057] Результаты, показанные в Таблице 1 для непрерывно отожженной высокопрочной стали и для огневых испытаний с гильзами, изготовленными из этой стали, были получены путем термической обработки стали в соответствии с Фиг. 4, маршрут Процесса #2. Эта сталь имеет следующий состав: от приблизительно 0,05 до приблизительно 0,10 мас.% углерода, от приблизительно 0,20 до приблизительно 0,50 мас.% кремния, меньше чем приблизительно 0,07 мас.% хрома, от приблизительно 0,70 до приблизительно 1,45 мас.% марганца, от приблизительно 0,05 до приблизительно 0,14 мас.% ванадия, меньше чем приблизительно 0,05 мас.% никеля, меньше чем приблизительно 0,02 мас.% фосфора, от приблизительно 0,04 до приблизительно 0,12 мас.% ниобия, меньше чем приблизительно 0,03 мас.% молибдена, меньше чем приблизительно 0,016 мас.% серы, от приблизительно 0,02 до приблизительно 0,08 мас.% алюминия по общей массе стали.
[0058] Таблица 1 показывает, что высокопрочная периодически отожженная сталь #1, упрочненная до уровней от приблизительно 115 тысяч фунтов на кв.дюйм до приблизительно 144 тысяч фунтов на кв.дюйм, аналогична непрерывно отожженной высокопрочной стали. Предел текучести также был близок к пределу текучести непрерывно отожженной стали и составил приблизительно 44 тысяч фунтов на кв.дюйм. Гильзы патрона кольцевого воспламенения были успешно произведены из этой стали на заводе по производству патронов кольцевого воспламенения и отстреляны. Тот же самый револьверный тест, который обсуждался выше, использовался также и с этими гильзами. Для некоторых из этих гильз были отмечены значительные расколы боковой стенки. При проверке выяснилось, что эти трещины произошли от царапин штампа, причем все вокруг верхушек гильз. Следует отметить, что эта сталь была поставлена в тестовых количествах и не была покрыта металлом. Когда эти расколы не мешали экстрактору выталкивать стреляные гильзы, были измерены уровни усилия извлечения приблизительно 2,2 фунт-сила. Таким образом, уровень прочности боковых стенок гильз, сделанных из этой стали, является достаточным для того, чтобы обеспечить хорошее извлечение. Ожидается, что плакирование приведет к намного лучшей смазке в вытяжных штампах, и это должно устранить образование царапин при штамповке. Смазка, обычно используемая для латуни, вероятно, была не оптимальной для непокрытой стали. При этом тестировании было также несколько осечек. Приведенное ранее обсуждение этого также применимо и к этому материалу. Эти гильзы были изготовлены с помощью способа формования чашки, вытяжки и высадки.
[0059] Результаты, показанные в Таблице 1 для периодически отожженной высокопрочной стали и для огневых испытаний с гильзами, изготовленными из этой стали, были получены путем термической обработки стали в соответствии с Фиг. 3C. Эта сталь имеет следующий состав: от приблизительно 0,16 до приблизительно 0,18 мас.% углерода, от приблизительно 1,25 до приблизительно 1,55 мас.% кремния, от приблизительно 1,9 до приблизительно 2,1 мас.% марганца, приблизительно 0,02 мас.% фосфора, приблизительно 0,02 мас.% серы, от приблизительно 0,025 до приблизительно 0,055 мас.% алюминия, меньше чем приблизительно 0,06 мас.% меди, меньше чем приблизительно 0,04 мас.% никеля, меньше чем приблизительно 0,06 мас.% хрома и меньше чем приблизительно 0,02 мас.% молибдена по общей массе стали.
[0060] Таблица 1 показывает, что высокопрочная периодически отожженная сталь #2, упрочняется до уровней от приблизительно 86 тысяч фунтов на кв.дюйм до 106 тысяч фунтов на кв.дюйм, ниже чем для высокопрочной периодически отожженной стали #1 и высокопрочной непрерывно отожженной стали. Однако следует отметить, что самый высокий уровень здесь был для материала с толщиной 0,010 дюйма, а не 0,008 дюйма; и имеющийся прокатный стан не смог достичь толщины 0,008 дюйма. Экстраполирование данных дает текучесть при толщине 0,008 дюйма, составляющую приблизительно 115-120 тысяч фунтов на кв.дюйм. Кроме того, частью причин для низких значений является низкий уровень кремния для высокопрочной периодически отожженной стали #2. Эта химия использовалась для того, чтобы получить более низкое значение с тем, чтобы попытаться определить самый низкий предел текучести, возможный для производства гильз, которые извлекались бы приемлемым образом, а также уменьшить тенденцию к осечкам (благодаря более низкому пределу текучести в состоянии после отжига). Гильзы патрона кольцевого воспламенения были успешно произведены из этой стали, хотя присутствовало небольшое количество фестонообразования. Огневые испытания с этой высокопрочной периодически отожженной сталью #2 проводились одновременно с огневыми испытаниями для описанного выше высокопрочного материала #1. Базовое значение для огневых испытаний латунных гильз составило 2,2 фунт-сила для 3 полных зарядов оружия. Результаты для высокопрочной периодически отожженной стали #2 составили в среднем 2,46 фунт-сила, и при этом не было никаких осечек, так что этот материал показал себя (прекрасной) заменой для латуни. Таким образом, было определено, что предел текучести, необходимый для боковых стенок гильзы патрона кольцевого воспламенения для обеспечения хорошего извлечения, может быть значительно более низким, чем двукратное значение предела текучести латуни, но эти уровни могут быть достигнуты только со специально выбранными и обработанными сталями. Эти гильзы были изготовлены с помощью способа формования чашки, вытягивания и высаживания.
[0061] Результаты, показанные в Таблице 1 для периодически отожженной высокопрочной стали #2 и для огневых испытаний с гильзами, сделанными из этой стали, были получены путем обработки стали в соответствии с Фиг. 3C. Эта сталь имеет следующий состав: от приблизительно 0,126 до приблизительно 0,154 мас.% углерода, от приблизительно 0,395 до приблизительно 0,605 мас.% кремния, от приблизительно 1,75 до приблизительно 1,95 мас.% марганца, приблизительно 0,02 мас.% фосфора, приблизительно 0,005 мас.% серы, от приблизительно 0,02 до приблизительно 0,06 мас.% алюминия, меньше чем приблизительно 0,06 мас.% меди, меньше чем приблизительно 0,04 мас.% никеля, меньше чем приблизительно 0,06 мас.% хрома и меньше чем приблизительно 0,02 мас.% молибдена по общей массе стали.
[0062] В то время как были подробно описаны конкретные варианты осуществления настоящего изобретения, специалистам в данной области техники будет понятно, что могут быть разработаны различные модификации и альтернативы этих деталей в свете общего описания настоящего изобретения. Соответственно, конкретные раскрытые варианты осуществления являются всего лишь иллюстративными, а не ограничивающими область охвата настоящего изобретения, которая определяется приложенной формулой изобретения, а также любыми и всеми ее эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ТЕНЕВОЙ МАСКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2109839C1 |
| СТАЛЬ | 2012 |
|
RU2502821C1 |
| ОБРАБОТКА СПЛАВОВ ТИТАН-АЛЮМИНИЙ-ВАНАДИЙ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ С ЕЕ ПОМОЩЬЮ | 2004 |
|
RU2339731C2 |
| АЛЮМИНИЕВЫЙ СПЛАВ ДЛЯ КОНТЕЙНЕРОВ, ПОЛУЧАЕМЫХ УДАРНЫМ ВЫДАВЛИВАНИЕМ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2016 |
|
RU2736632C1 |
| Способ получения биметаллических лент для электротехнических устройств | 1989 |
|
SU1703335A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ НЕОРИЕНТИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2003 |
|
RU2318883C2 |
| САМОЗАКАЛИВАЕМЫЕ УДАРОПРОЧНЫЕ СТАЛЬНЫЕ СПЛАВЫ, СПОСОБЫ ИЗГОТОВЛЕНИЯ СПЛАВОВ И ИЗДЕЛИЯ, ВКЛЮЧАЮЩИЕ СПЛАВЫ | 2012 |
|
RU2612105C2 |
| СТАЛЬНАЯ ПОЛОСА С ХОРОШИМИ ХАРАКТЕРИСТИКАМИ ДЕФОРМИРУЕМОСТИ, А ТАКЖЕ СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2216600C2 |
| Способ изготовления биметаллических лент | 1984 |
|
SU1191232A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ЗЕРНОМ, ОРИЕНТИРОВАННЫМ В ПЛОСКОСТЯХ (110) [001], С ИСПОЛЬЗОВАНИЕМ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 2002 |
|
RU2285058C2 |
Изобретение относится к области металлургии. Для повышения прочности и пластичности, а также обеспечения достаточной формуемости получают стальную композицию, содержащую мас.%:С от 0,03 до 0,18, Si от 0,15 до 1,6, Mn от 0,6 до 2,5, P до 0,025,S до 0,025, Al от 0,2 до способам производства этих композиций, а также к использованию этих композиций для производства гильз боеприпасов кольцевого воспламенения. Стальные композиции для использования в гильзах патрона кольцевого воспламенения обрабатывают посредством стадий холодной прокатки и отжига для обеспечения подходящих физических свойств. 3 н. и 11 з.п. ф-лы, 1 табл., 4 ил.
1. Стальная композиция для гильзы патрона кольцевого воспламенения, содержащая:
от приблизительно 0,03 до приблизительно 0,18 мас.% углерода;
от приблизительно 0,15 до приблизительно 1,60 мас.% кремния;
от приблизительно 0,60 до приблизительно 2,50 мас.% марганца;
от больше чем 0 до приблизительно 0,025 мас.% фосфора;
от больше чем 0 до приблизительно 0,025 мас.% серы; и
от приблизительно 0,02 до приблизительно 0,08 мас.% алюминия по общей массе композиции.
2. Композиция по п. 1, дополнительно содержащая один или более металлических элементов, выбираемых из группы, состоящей из кобальта, ниобия, хрома, меди, молибдена, никеля, титана, ванадия, циркония, а также их смесей и сплавов.
3. Композиция по п. 2, в которой один или более металлических элементов, присутствующих в композиции, составляют обычно не более чем приблизительно 0,22 мас.% по общей массе композиции.
4. Композиция по п. 1, в которой:
углерод составляет от приблизительно 0,05 до приблизительно 0,13 мас.%;
кремний составляет от приблизительно 0,15 до приблизительно 0,50 мас.%;
марганец составляет от приблизительно 0,70 до приблизительно 2,50 мас.%;
фосфор составляет приблизительно 0,025 мас.%;
сера составляет приблизительно 0,025 мас.%;
алюминий составляет от приблизительно 0,02 до приблизительно 0,08 мас.%; и
один или более металлических элементов составляют обычно меньше чем приблизительно 0,22 мас.%,
по общей массе композиции.
5. Композиция по п. 2, в которой:
углерод составляет от приблизительно 0,16 до приблизительно 0,18 мас.%;
кремний составляет от приблизительно 1,25 до приблизительно 1,55 мас.%;
марганец составляет от приблизительно 1,9 до приблизительно 2,1 мас.%;
фосфор составляет приблизительно 0,02 мас.%;
сера составляет приблизительно 0,02 мас.%;
алюминий присутствует в количестве от приблизительно 0,025 до приблизительно 0,055 мас.%;
медь присутствует в количестве меньше чем приблизительно 0,06 мас.%;
никель присутствует в количестве меньше чем приблизительно 0,04 мас.%;
хром присутствует в количестве меньше чем приблизительно 0,06 мас.%; и
молибден присутствует в количестве меньше чем приблизительно 0,02 мас.% по общей массе композиции.
6. Композиция по п. 2, в которой:
углерод составляет от приблизительно 0,126 до приблизительно 0,154 мас.%;
кремний составляет от приблизительно 0,395 до приблизительно 0,605 мас.%;
марганец составляет от приблизительно 1,75 до приблизительно 1,95 мас.%;
фосфор составляет приблизительно 0,02 мас.%;
сера составляет приблизительно 0,005 мас.%;
алюминий присутствует в количестве от приблизительно 0,02 до приблизительно 0,06 мас.%;
медь присутствует в количестве меньше чем приблизительно 0,06 мас.%;
никель присутствует в количестве меньше чем приблизительно 0,04 мас.%;
хром присутствует в количестве меньше чем приблизительно 0,06 мас.%; и
молибден присутствует в количестве меньше чем приблизительно 0,02 мас.% по общей массе композиции.
7. Способ обработки cтальной композиции для гильзы патрона кольцевого воспламенения, содержащий:
получение стальной композиции, имеющей первоначальную толщину;
холодную прокатку стальной композиции для того, чтобы уменьшить первоначальную толщину по меньшей мере на 70% для того, чтобы произвести холоднокатаную стальную композицию, имеющую промежуточную толщину;
выполнение первого отжига и последующего охлаждения стальной композиции с промежуточной толщиной для того, чтобы произвести отожженную промежуточную стальную композицию;
холодную прокатку отожженной промежуточной стальной композиции до толщины, уменьшенной на величину от приблизительно 20% до приблизительно 35% от промежуточной толщины промежуточной стальной композиции, для того, чтобы произвести стальную композицию, имеющую окончательную толщину;
выполнение второго отжига и последующего охлаждения стальной композиции, имеющей окончательную толщину, для того, чтобы произвести окончательную композицию отожженной стали, имеющую окончательную толщину;
непрерывное плакирование окончательной композиции отожженной стали, имеющей окончательную толщину.
8. Способ по п. 7, в котором первый и второй отжиг проводятся как периодический процесс.
9. Способ по п. 7, в котором первый и второй отжиг проводятся как непрерывный процесс.
10. Способ по п. 7, в котором непрерывное плакирование выполняется перед второй стадией холодной прокатки.
11. Способ по п. 10, в котором непрерывное плакирование, выполняемое перед второй стадией холодной прокатки, является дополнением к непрерывному плакированию, выполняемому после второго отжига.
12. Способ по п. 7, в котором непрерывное плакирование может включать в себя осаждение элемента, выбираемого из группы, состоящей из цинка, латуни, а также их комбинаций и сплавов.
13. Способ обработки cтальной композиции для гильзы патрона кольцевого воспламенения, содержащий:
получение стальной композиции, имеющей первоначальную толщину;
холодную прокатку стальной композиции для того, чтобы уменьшить первоначальную толщину по меньшей мере на 70% для того, чтобы произвести холоднокатаную стальную композицию, имеющую промежуточную толщину;
выполнение первого отжига и последующего охлаждения стальной композиции с промежуточной толщиной для того, чтобы произвести отожженную промежуточную стальную композицию;
непрерывное плакирование отожженной промежуточной стальной композиции с промежуточной толщиной для получения отожженной промежуточной стальной композиции;
холодную прокатку плакированной отожженной промежуточной стальной композиции до толщины, уменьшенной на величину от приблизительно 20% до приблизительно 35% от промежуточной толщины промежуточной стальной композиции, для того, чтобы произвести стальную композицию, имеющую окончательную толщину;
выполнение второго отжига и последующего охлаждения стальной композиции, имеющей окончательную толщину, для того, чтобы произвести окончательную композицию отожженной стали, имеющую окончательную толщину.
14. Способ обработки cтальной композиции для гильзы патрона кольцевого воспламенения, содержащий:
получение стальной композиции, имеющей первоначальную толщину;
холодную прокатку стальной композиции для того, чтобы произвести стальную композицию, имеющую окончательную толщину;
отжиг и последующее охлаждение стальной композиции, имеющей окончательную толщину, для того, чтобы произвести окончательную композицию отожженной стали, имеющую окончательную толщину; и
непрерывное плакирование окончательно отожженного стального материала, имеющего окончательную толщину.
| US 20090038718 A1, 12.02.2009 | |||
| ГИЛЬЗА ДЛЯ МЕТАТЕЛЬНОГО ЗАРЯДА | 2002 |
|
RU2229091C2 |
| СТАЛЬ | 2012 |
|
RU2502821C1 |
| ГИЛЬЗА ДЛЯ МЕТАТЕЛЬНОГО ЗАРЯДА | 2010 |
|
RU2440550C1 |
| ГИЛЬЗА ДЛЯ МЕТАТЕЛЬНОГО ЗАРЯДА | 2009 |
|
RU2397433C1 |

