Область техники, к которой относится изобретение
Настоящее изобретение в общем случае относится к сплавам, в том числе сплавам, полученным в результате объединения двух материалов алюминиевых сплавов, которые могут представлять собой материалы для вторичного использования, использующиеся при изготовлении алюминиевых контейнеров при использовании технологического процесса, известного под наименованием прессования в результате ударного выдавливания. Говоря более конкретно, настоящее изобретение относится к способам, аппаратуре и композициям сплавов, использующимся при изготовлении рондолей, применяющихся при изготовлении контейнеров и других изделий при использовании прессования в результате ударного выдавливания.
Уровень техники
Прессование в результате ударного выдавливания представляет собой технологический процесс, использующийся для изготовления металлических контейнеров и других изделий, характеризующихся уникальными профилями. Продукты обычно изготавливают из размягченной металлической рондоли, содержащей сталь, магний, медь, алюминий, олово или свинец. Контейнер формуют внутри ограничивающей матрицы штампа из холодной рондоли, которая находится в контакте с пуансоном штампа. Усилие от пуансона штампа деформирует металлическую рондоль с обхватыванием ее внутренней стороной пуансона штампа и нахождением в соприкосновении с матрицей штампа ее внешней поверхности. После формовки первоначального профиля контейнер или другую аппаратуру удаляют с пуансона штампа при использовании контрпуансона-выталкивателя, а для формовки устройства с приданием предпочтительного профиля используют другую инструментальную оснастку для изготовления горловины и профилирования. Традиционные контейнеры, прессованные в результате ударного выдавливания, включают контейнеры для аэрозолей и другие емкости, работающие под давлением, которые требуют наличия высокой прочности и, таким образом, использования более толстолистовых и тяжелых материалов в сопоставлении с тем, что имеет место для традиционных алюминиевых контейнеров для напитков. Вследствие наличия данных требований к толщине и прочности данных контейнеров стоимость изготовления контейнеров может оказаться значительной в сопоставлении с тем, что имеет место для обыкновенных или тянутых и утоненных металлических контейнеров для напитков, в которых в общем случае используется алюминий 3104. При обыкновенном технологическом процессе прессования в результате ударного выдавливания используют почти что чистый или «первичный» алюминий вследствие его уникальных физических характеристик, который обычно обозначают как алюминий «1070» или «1050», и который образован из, по меньшей мере, приблизительно 99,5% чистого алюминия.
Вследствие сложности создания сложных профилей при использовании мягких металлов, таких как алюминий, для функционирования технологического процесса прессования в результате ударного выдавливания должны иметь место критически важные металлургические характеристики. Сюда включается нижеследующее, но без ограничения только этим: использование очень чистых мягких алюминиевых сплавов, которые обычно содержат, по меньшей мере, приблизительно 99% чистого первичного алюминия. Вследствие наличия данного требования использование материалов для вторичного использования, например, алюминиевых сплавов 3104, 3105 или алюминиевого лома 3004, было невозможным в связи с применением в технологическом процессе прессования в результате ударного выдавливания контейнеров для аэрозоля и напитков.
Таким образом, имеет место значительная потребность в отыскании легкого по массе и, тем не менее, прочного алюминиевого сплава для формовки контейнеров и других подходящих для использования изделий, прессованных в результате ударного выдавливания, и в использовании алюминиевого лома от других технологических процессов изготовления в целях достижения выгоды для окружающей среды и экономии ценных натуральных ресурсов.
Раскрытие сущности изобретения
В соответствии с этим, настоящее изобретение предусматривает новые систему, устройство и способы для использования материалов алюминиевого лома, включающих алюминиевый сплав серии 3ХХХ, такой как алюминий 3104, 3004, 3003, 3013, 3103 и 3105, в комбинации с другими металлическими материалами для создания уникального и нового алюминиевого сплава. Могли бы быть использованы и другие комбинации из металлических алюминиев до тех пор, пока получающийся в результате алюминий будет попадать в пределы диапазонов алюминия для вторичного использования, обсуждающегося ниже. Новый сплав может быть использован в технологическом процессе прессования в результате ударного выдавливания для формовки различных профилированных контейнеров и других изделий.
Несмотря на общем случае наличие в настоящем документе обозначения термином «контейнеры» необходимо понимать то, что настоящие технологический процесс и композиции сплавов могут быть использованы в технологическом процессе прессования в результате ударного выдавливания для формовки любого представителя, выбираемого из широкого спектра профилированных контейнеров или других изделий изготовления. Контейнеры удерживают материал, который может представлять собой жидкость, твердое вещество, газ или их комбинацию. Как это важно отметить, контейнеры в соответствии с использованием в настоящем документе не позволяют рассеиваться жидкости, твердому веществу или газу. Например, теплозащитный экран не будет представлять собой контейнер в соответствии с использованием в настоящем документе, поскольку теплозащитный экран использовался бы для рассеивания тепла, а не для удерживания тепла. В некоторых вариантах осуществления контейнер может быть контейнером для напитков или контейнером для аэрозолей. В некоторых вариантах осуществления контейнер может быть адаптирован для приема торцевой крышки. Торцевая крышка может быть прикреплена к одной стороне контейнера, что в результате приводит к получению замкнутого контейнера, который способен удерживать давление, доходящее вплоть до приблизительно 100 фунт/дюйм2 (689 кПа) или более.
Термин «относительно чистый», «чистый» или «первосортный» алюминиевый сплав относится к материалу алюминиевого сплава, который не является материалом для вторичного использования. Первосортные, чистые или относительно чистые материалы могут включать металлический лом, в том числе, например, материал, остающийся после вырубки рондолей из сляба. В некоторых вариантах осуществления первосортный алюминиевый сплав может представлять собой материал Р1020А, алюминиевый сплав 1050 или алюминиевый сплав 1070.
Таким образом, в одном варианте осуществления настоящего изобретения новый сплав предлагается в первоначальной форме металлической рондоли для формовки металлического контейнера в технологическом процессе прессования в результате ударного выдавливания. Сплав в одном варианте осуществления характеризуется композицией, содержащей алюминий для вторичного использования 3105 или 3104 и относительно чистый алюминий 1070, в целях получения нового сплава для вторичного использования. В одном варианте осуществления алюминиевый сплав для вторичного использования, в котором используются приблизительно 40% сплава 3104, смешивают со сплавом 1070, и который включает следующую далее композицию:
приблизительно 98,47% алюминия,
приблизительно 0,15% Si;
приблизительно 0,31% Fe;
приблизительно 0,09% Cu;
приблизительно 0,41% Mn;
приблизительно 0,49% Mg;
приблизительно 0,05% Zn;
приблизительно 0,02% Cr; и
приблизительно 0,01% Ti.
В соответствии с представлением в таблицах, формуле изобретения и подробном описании изобретения, приведенным ниже, в настоящем документе предлагаются и предусматриваются различные композиции алюминиевых сплавов. В целях достижения удовлетворительных результатов для каждого сплава количество каждого компонента, то есть, Si, Fe, Cu и тому подобного, может варьироваться приблизительно на 15%. Кроме того, в соответствии с пониманием специалистов в соответствующей области техники отсутствует необходимость того, чтобы новые композиции сплавов, описанные в настоящем документе и использованные в технологическом процессе прессования в результате ударного выдавливания, были бы образованы полностью или отчасти из компонентов и сплавов для вторичного использования. Вместо этого, сплавы могут быть получены и смешаны с учетом исходных материалов, которые прежде не были использованы или воплощены в прежних продуктах или технологических процессах. Подобным образом, для получения нового сплава может быть использована и комбинация из материалов для вторичного использования.
В еще одном аспекте настоящего изобретения может быть предложен новый технологический процесс изготовления для получения уникальных сплавов, который включает нижеследующее, но не ограничивается только этим: смешивание материалов различного лома с другими первичными сплавами для создания уникального сплава, конкретно адаптированного для использования в технологическом процессе прессования в результате ударного выдавливания.
В еще одном аспекте настоящего изобретения для использования совместно с новыми сплавами предусматривается специфическая инструментальная оснастка, такая как инструментальная оснастка для изготовления горловины и другие устройства, широко известные в сфере деятельности, связанной с изготовлением контейнеров, что используется в связи с технологическим процессом прессования в результате ударного выдавливания. В настоящем изобретении также предусматриваются и дополнительные новые методики изготовления, связанные с использованием новых составов сплавов.
В еще одном другом аспекте настоящего изобретения предлагаются отчетливо профилированные контейнер или другое изделие, которые образованы из одного или нескольких новых сплавов, представленных и описанных в настоящем документе. Несмотря на то, что данные контейнеры являются наиболее хорошо подходящими для использования в качестве контейнеров для аэрозолей и других типов емкостей, работающих под давлением, композиции и технологические процессы, описанные в настоящем документе, могут быть использованы для изготовления любого типа профилированного металлического контейнера.
Один аспект настоящего изобретения представляет собой алюминиевый сплав, использующийся в рондоли для технологического процесса прессования в результате ударного выдавливания в целях формовки металлического контейнера. Контейнер может принимать торцевую крышку с образованием замкнутой емкости, способной сохранять давление. Состав алюминиевого сплава включает, по меньшей мере, приблизительно 97,56% (масс.) Al, по меньшей мере, приблизительно 0,08% (масс.) Si, по меньшей мере, приблизительно 0,22% (масс.) Fe, по меньшей мере, приблизительно 0,04% (масс.) Mn, по меньшей мере, приблизительно 0,02% (масс.) Mg и, самое большее, приблизительно 0,15% (масс.) совокупных примесей.
Еще один аспект настоящего изобретения представляет собой способ производства контейнера. Способ включает прессование в результате ударного выдавливания рондоли в целях формовки контейнера, адаптированного для приема торцевой крышки и сохранения давления в контейнере. Рондоль содержит алюминиевый сплав, характеризующийся композицией, включающей, по меньшей мере, приблизительно 97,56% (масс.) Al, по меньшей мере, приблизительно 0,08% (масс.) Si, по меньшей мере, приблизительно 0,22% (масс.) Fe, по меньшей мере, приблизительно 0,04% (масс.) Mn, по меньшей мере, приблизительно 0,02% (масс.) Mg и, самое большее, приблизительно 0,15% (масс.) совокупных примесей.
Еще один аспект настоящего изобретения представляет собой контейнер, изготовленный при использовании технологического процесса прессования в результате ударного выдавливания, и который образован из нового алюминиевого сплава, полученного, по меньшей мере, частично при использовании материала лома для вторичного использования. Контейнер включает корпус, который имеет диаметр в диапазоне от приблизительно 0,86 дюйма (21,8 мм) до приблизительно 3 дюймов (76,2 мм), высоту в диапазоне от приблизительно 2,3 дюйма (58,4 мм) до приблизительно 8,5 дюйма (216 мм) и толщину стенки в диапазоне от приблизительно 0,003 дюйма (0,0762 мм) до приблизительно 0,16 дюйма (4,06 мм). Материал контейнера содержит, по меньшей мере, приблизительно 97,56% (масс.) Al, по меньшей мере, приблизительно 0,08% (масс.) Si, по меньшей мере, приблизительно 0,22% (масс.) Fe, по меньшей мере, приблизительно 0,04% (масс.) Mn, по меньшей мере, приблизительно 0,02% (масс.) Mg и, самое большее, приблизительно 0,15% (масс.) совокупных примесей.
Еще один аспект настоящего изобретения представляет собой металлический контейнер, адаптированный для приема торцевой крышки, который формуют в технологическом процессе прессования в результате ударного выдавливания из рондоли, изготовленной, по меньшей мере, частично из алюминиевого сплава для вторичного использования.
В различных вариантах осуществления настоящего изобретения предлагаются легкие по массе контейнеры, включающие содержимое для вторичного использования. Может быть реализовано, по меньшей мере, одно из следующих далее преимуществ: соотношение между прочностью и массой; разрывающие внутренние давления; деформирующие давления; сопротивление вдавливанию; сопротивление царапанию или задирному изнашиванию; и/или уменьшение массы и уровня содержания металла. Также предусматриваются и другие преимущества. Кроме того, аспекты и признаки настоящего изобретения придают контейнерам увеличенное сопротивление обратному отжигу, делающее возможным использование облицовочных материалов, характеризующихся увеличенной температурой отверждения. В различных вариантах осуществления предусматривается сплав для производства контейнеров, прессованных в результате ударного выдавливания и характеризующихся увеличенным сопротивлением обратному отжигу, что в результате приводит к получению улучшенных эксплуатационных характеристик контейнера, и позволяет применять покрытия, требующие использования увеличенных температур отверждения. Также предусматриваются и разработки контейнеров и разработки инструментальной оснастки для производства таких контейнеров.
В различных вариантах осуществления настоящего изобретения предлагается алюминиевая рондоль и соответствующий контейнер, прессованный в результате ударного выдавливания и содержащий материал для вторичного использования. Содержимое для вторичного использования может быть содержимым после промышленного изготовления или после использования продукции, использование чего улучшает совокупную эффективность продукта и технологического процесса. Значительная часть известного лома, такого как производственные отходы от технологических процессов изготовления гильз, характеризуется большей концентрацией легирующих элементов, чем основной сплав 1070, использующийся в настоящее время. Данные легирующие элементы несмотря на обеспечение получения различных стоимостных и экологических преимуществ модифицируют металлургические характеристики алюминия. Например, включение данных элементов увеличивает интервал температур затвердевания. Таким образом, имеют место проблемы, связанные с разливкой. По мере увеличения предела текучести и уменьшения пластичности возникают вопросы, например, в отношении прокатки полосы. Как это известно, изменяются характеристики рекристаллизации, что делает необходимыми потенциальные изменения термомеханической обработки (обработок), включая нижеследующее, но не ограничиваясь только этим: температуры прокатки, степени обжатия при прокатке, температуры отжига, технологический процесс отжига и/или времена отжига. Увеличенные предельная прочность при растяжении и предел текучести увеличивают тоннажные нагрузки при вырубке рондолей.
В дополнение к этому, шероховатость поверхности и смазка рондолей настоящего изобретения представляют собой критически важный момент вследствие модифицированных металлургических характеристик. В связи с рондолями настоящего изобретения тоннажные нагрузки на прессы для выдавливания обычно являются увеличенными. В различных вариантах осуществления увеличенная прочность материала настоящего изобретения делает возможным удовлетворение стандартным техническим требованиям к эксплуатационным характеристикам контейнеров при значительно уменьшенных массах и/или толщинах стенок контейнеров.
Таким образом, в одном аспекте настоящего изобретения предлагается способ изготовления рондоли, использующейся в технологическом процессе прессования в результате ударного выдавливания, из материала лома для вторичного использования, включающий:
получение металлического лома, содержащего, по меньшей мере, одного представителя, выбираемого из алюминиевых сплавов 3104, 3004, 3003, 3013, 3103 и 3105;
смешивание упомянутого, по меньшей мере, одного представителя, выбираемого из упомянутого алюминиевого сплава 3104, упомянутого алюминиевого сплава 3004, упомянутого алюминиевого сплава 3003, упомянутого алюминиевого сплава 3013, упомянутого алюминиевого сплава 3103 и упомянутого алюминиевого сплава 3104, с относительно чистым алюминиевым сплавом в целях создания алюминиевого сплава для вторичного использования;
добавление материала борида титана к упомянутому алюминиевому сплаву для вторичного использования;
формовку рондоли, содержащей упомянутый алюминиевый сплав для вторичного использования, после нагревания;
деформирование упомянутой рондоли, образованной из упомянутого алюминиевого сплава для вторичного использования, с приданием предпочтительного профиля в технологическом процессе прессования в результате ударного выдавливания для получения профилированного контейнера.
Сущность изобретения как не предполагается, так и не должна восприниматься как представляющая полные пределы и объем настоящего раскрытия изобретения. Настоящее раскрытие изобретения представляется при различных уровнях детализации в изложении сущности изобретения, а также на прилагающихся чертежах и в подробном описании изобретения, и не предполагается какого-либо ограничения в отношении объема настоящего раскрытия изобретения в результате либо включения, либо невключения элементов, компонентов и тому подобного в данное изложение сущности изобретения. Дополнительные аспекты настоящего раскрытия изобретения станут более очевидными исходя из подробного описания изобретения, в частности, взятого совместно с чертежами.
Данные и другие преимущества станут очевидными после ознакомления с раскрытием изобретения (изобретений), содержащимся в настоящем документе. Описанные выше варианты осуществления, цели и конфигурации не являются ни полными, ни исчерпывающими. Как это должно быть понятным, возможными являются и другие варианты осуществления изобретения, использующие, индивидуально или в комбинации, один или несколько признаков, представленных выше или подробно описанных ниже. Кроме того, сущность изобретения как не предполагается, так и не должна восприниматься как представляющая полные пределы и объем настоящего раскрытия изобретения. Настоящее изобретение представляется при различных уровнях детализации в изложении сущности изобретения, а также на прилагающихся чертежах и в подробном описании изобретения, и не предполагается какого-либо ограничения в отношении объема настоящего изобретения в результате либо включения, либо невключения элементов, компонентов и тому подобного в данное изложение сущности изобретения. Дополнительные аспекты настоящего изобретения станут более очевидными исходя из подробного описания изобретения, в частности, взятого совместно с чертежами.
Краткое описание чертежей
На фиг. 1 иллюстрируется способ изготовления алюминиевой рондоли из алюминиевого вторсырья;
на фиг. 2 иллюстрируется способ прессования в результате ударного выдавливания, предназначенный для использования в отношении материала алюминия для вторичного использования;
на фиг. 3 иллюстрируется технологический процесс непрерывного отжига;
на фиг. 4 иллюстрируется сопоставление составов для материала 1 и материала 2;
на фиг. 5 иллюстрируются головка пуансона штампа и матрица штампа для прессования;
на фиг. 6 иллюстрируется сопротивление деформирующему давлению для контейнеров, изготовленных при использовании материала 1 и материала 2;
на фиг. 7 иллюстрируются сопротивления разрывающим внутренним давлениям для материала 1 и материала 2;
на фиг. 8 иллюстрируются массы контейнеров для образца материала 1 и образца материала 2;
на фиг. 9А иллюстрируется банка, имеющая горловину, где материал для банки, имеющей горловину, представляет собой сплав 1070; и
на фиг. 9В иллюстрируется неудачная попытка прессования банки в результате ударного выдавливания, где материал представляет собой сплав Re60.
Подробное описание изобретения
Настоящее изобретение демонстрирует значительные выгоды по всему широкому спектру предпринятых попыток. Намерение заявителя заключается именно в том, чтобы данное описание изобретения и формула изобретения, прилагающаяся к нему, согласовывались бы с широтой соответствия объему и сущности раскрываемого изобретения несмотря на то, что могло бы иметь вид ограничивающей формулировки, определяемой требованиями соотнесения с конкретными раскрытыми примерами. Для ознакомления специалистов в соответствующей области техники, наиболее тесно связанных с настоящим изобретением, в настоящем документе описывается один предпочтительный вариант осуществления способа, который иллюстрирует наилучший режим, предусматриваемый в настоящее время для воплощения изобретения на практике, в результате и при использовании обращения к прилагающимся чертежам, которые образуют часть описания изобретения. Пример способа описывается подробно без осуществления попытки описания всех различных форм и модификаций, в которых изобретение могло бы быть воплощено. Как таковые, варианты осуществления, описанные в настоящем документе, являются иллюстративными и, как это должно стать очевидным для специалистов в соответствующей области техники, могут быть модифицированы многочисленными путями в пределах объема и сущности изобретения.
Контейнеры, изготовленные из сплавов настоящего изобретения, удовлетворяют требованиям к разрыванию под воздействием внутреннего давления, предъявляемым в предписаниях на юрисдикционной территории, при одновременной демонстрации достаточной податливости для формовки при использовании прессования в результате ударного выдавливания. Как это неожиданно оказалось, контейнеры настоящего изобретения могут быть облегченными по массе (то есть, толщина стенок и днища может быть уменьшенной) и все еще могут удовлетворять требованиям к разрыванию под воздействием внутреннего давления, когда банки, изготовленные из обыкновенных материалов (то есть, материалов 1070 или 1050), не могут позволить этого добиться. Облегчение контейнеров по массе является выгодным как с финансовой, так и с экологической точек зрения.
Несмотря на представление в следующем далее тексте подробного описания многочисленных различных вариантов осуществления необходимо понимать то, что юридически значимый объем описания определяется словами формулы изобретения, представленной в конце данного раскрытия изобретения. Подробное описание изобретения должно восприниматься только в качестве примера и не описывает каждый возможный вариант осуществления, поскольку описание каждого возможного варианта осуществления было бы непрактичным, если не невозможным. При использовании либо современной технологии, либо технологии, разработанной после даты подачи заявки на данный патент, могли бы быть воплощены многочисленные альтернативные варианты осуществления, которые все еще попадают в пределы объема формулы изобретения.
В тех случаях, когда любой термин, приведенный в формуле изобретения в конце данного патента, упоминается в данном патенте по варианту, согласующемуся с одним значением, это делается только ради ясности, а не в целях введения читателя в заблуждение, и не предполагается того, что такой термин формулы изобретения был бы ограничен подразумеваемым или другим образом данным единственным значением. Как это можно было бы сказать в заключение, если только элемент формулы изобретения не будет определен в результате приведения слова «означает» и функции без приведения какой-либо структуры, не должно подразумеваться того, что объем какого-либо элемента формулы изобретения будет интерпретироваться на основании применения документа 35 U. S. C. § 112, sixth paragraph.
Состав
В соответствии с представлением в прилагающихся таблицах и тексте разнообразные алюминиевые сплавы идентифицируются числовыми показателями, такими как 1070 или 3104. В соответствии с пониманием специалистов в соответствующей области техники алюминий обозначается по своим основным соответствующим легирующим элементам, обычно в виде компоновки из четырех цифровых разрядов. Первая из данных четырех цифр соответствует группе алюминиевых сплавов, совместно содержащих основной легирующий элемент, таким образом, как 2ХХХ для меди, 3ХХХ для марганца, 4ХХХ для кремния и тому подобное. Таким образом, любые ссылки на различные алюминиевые сплавы согласуются с обозначениями, использующимися повсеместно в алюминиевой промышленности и промышленности изготовления контейнеров.
Если теперь обратиться к следующим далее таблицам, фигурам и фотографиям, то новый алюминиевый сплав для вторичного использования предлагается для использования в металлической рондоли, использующейся в технологическом процессе прессования в результате ударного выдавливания для изготовления профилированных металлических контейнеров и другой аппаратуры. В определенных случаях детали, которые не являются необходимыми для понимания изобретения, или которые делают другие детали затруднительными для восприятия, могут быть опущены для данных чертежей, фотографий и реестров. Само собой разумеется, как это необходимо понимать, изобретение не ограничивается конкретными вариантами осуществления, проиллюстрированными на чертежах.
Во множестве реестров и примеров, представленных ниже, для идентифицирования конкретного сплава может быть использован термин «ReAl» или «RE» и тому подобное. Термин «ReAl» или «RE» представляет собой просто идентификатор металла, содержащего комбинацию из более, чем одного алюминиевого сплава. В некоторых вариантах осуществления, по меньшей мере, один представитель, выбираемый из материалов сплавов, может иметь своим происхождением материалы для вторичного использования, такие как лом от контейнеров или торцевых крышек. В некоторых случаях алюминиевый сплав 3104, широко известный на современном уровне техники, объединяют с другим материалом, обычно материалом Р1020А, алюминиевым сплавом 1070 или алюминиевым сплавом 1050. Число и процентная величина, использующиеся после «ReAl», идентифицируют уровень процентного содержания сплава для вторичного использования или вторичного сплава, который объединяют с первосортным алюминиевым сплавом или алюминиевым сплавом не для вторичного использования в целях получения нового сплава, использующегося в технологическом процессе прессования в результате ударного выдавливания. Как это должны понимать специалисты в соответствующей области техники, без отклонения от изобретения оба материала могут быть материалами для вторичного использования. Например, обозначения ReAl 3104 30% или RE 3104 - 30 идентифицируют то, что были объединены 30% (масс.) сплава 3104 с вплоть до приблизительно 70% (масс.) относительно чистого алюминиевого сплава 1070 для получения нового сплава, характеризующегося металлургической композицией из Si, Fe, Cu и тому подобного, что представляется в реестрах. Другие реестры относятся к числу «3105» и уровню процентного содержания данного сплава, представленного в заданном сплаве, таким образом, как 20% или 40%. Подобно сплаву 3104 термин «3105» представляет алюминиевый сплав, хорошо известный для специалистов в соответствующей области техники, а 20% или 40% отражают количество данного сплава, который смешивают с алюминиевым сплавом 1070 для получения нового сплава, который используется в металлической рондоли и в технологическом процессе прессования в результате ударного выдавливания для изготовления контейнера, такого как банка для аэрозоля. Хотя это и не предлагается в приведенном ниже реестре, в технологическом процессе создания новых сплавов возможным также является и использование материала лома или алюминиевых слитков, не являющихся ломом. Кроме того, в композиции алюминиевого сплава может быть использован алюминий, изготовленный прежде. Например, прежде изготовленный материал ReAl 3104 30% может быть объединен с первосортным алюминием, вторичным материалом и/или легирующей примесью для получения другого алюминиевого сплава для вторичного использования, например, ReAl 3104 40%, или большего количества того же самого алюминиевого сплава для вторичного использования, например, ReAl 3104 30%.
От приблизительно 40% (масс.) до приблизительно 90% (масс.) первосортного алюминия могут быть объединены с от приблизительно 10% (масс.) до приблизительно 60% (масс.) вторичного материала, который может быть материалом для вторичного использования. Кроме того, первосортный алюминий также может быть материалом для вторичного использования или может иметь своим происхождением материалы лома. При производстве подходящей для использования новой композиции сплава также могут быть добавлены и другие материалы сплавов, в дополнение к двум первичным материалам сплава.
В представленной ниже таблице 1 идентифицируется один пример различных составов сплавов, указанных в настоящем документе. Данные значения согласуются с документом International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys (revised in January 2015), а также могут согласовываться с более ранними версиями данного документа International Designation. Ниже представлены обозначения из США (если только не будет утверждаться другого), но специалисты в соответствующих областях техники должны понимать приемлемость также и обозначений с других юрисдикционных территорий. Все значения% (масс.), перечисленные в таблице, представляют собой максимальные и приблизительные значения. В таблице 1 также указан и канадский состав (Р1020А), однако он следует из документа International Designations and Chemical Composition Limits for Unalloyed Aluminum (March 2007).
Таблица 1
Примеси могут включать Ni, Ag, B, Bi, Ga, Li, Pb, Sn, V, Hg, Cd или Zr или их комбинации.
Для приведенных ниже значений количество композиции имеет в своей основе композиции алюминиевых сплавов, представленные в таблице 1. Специалисты в соответствующей области техники должны понимать то, как рассчитывать композицию сплава при использовании различных комбинаций легирующего материала без проведения излишних экспериментов. Кроме того, без отклонения от изобретения для подобных легирующих материалов на других юрисдикционных территориях могут быть использованы другие наименования при легировании. Для получения составов, представленных в приведенных ниже примерах таблиц, без отклонения от изобретения с составом (составами) алюминиевого сплава и/или материалами лома алюминиевого сплава может быть объединен прежде изготовленный материал алюминиевого сплава. Для достижения составов, представленных ниже, могут быть добавлены компоненты. Только в порядке примера можно сказать то, что, если комбинация из, по меньшей мере, двух легирующих материалов не удовлетворяет композиции по магнию, магний может быть добавлен в виде элемента или в форме сплава для увеличения количества магния в конечной композиции. Та же самая теория относится и к другим материалам, перечисленным в таблицах, представленных ниже.
В таблице 2 представлен общий диапазон составов сплавов при объединении сплавов Р1020А, АА1050 или АА1070 со сплавами АА3104, АА3004, АА3105, АА3003 или АА3103.
Таблица 2
1070 в комбинации
В представленных ниже таблицах иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава 1070 и где, самое большее, приблизительно 60% (масс.) второго материала используются в композиции алюминиевого сплава. По меньшей мере, один материал может представлять собой материал для вторичного использования, или оба материала могут быть чистыми материалами или материалами не для вторичного использования. В композиции сплава также могут присутствовать и примеси. Примеси могут включать нерастворимые элементы, такие как металлические элементы или следовые элементы, не указанные при регистрации для легирующих материалов. Совокупное количество примесей не должно превышать 0,15% (масс.). Количество примесей в композиции может оказывать воздействие на максимальное количество алюминия в композиции, которое может представлять собой остаток композиции.
В таблице 3 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава 1070 и где, самое большее, приблизительно 60% (масс.) второго материала - материала 3104 - используются в композиции алюминиевого сплава. По меньшей мере, один из материалов может представлять собой материал для вторичного использования. В таблице 3А иллюстрируются конкретные композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 3
Таблица 3А
В случае добавления борида титана к композиции, содержащей материалы 1070 и 3104, количество бора в композиции может не продемонстрировать четко выраженного увеличения. В некоторых вариантах осуществления количество бора в композиции может увеличиться на менее, чем приблизительно 0,0006% (масс.). Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения.
В таблице 4 иллюстрируется средняя твердость (НВ) для четырех образцов, изготовленных из комбинации из материалов 1070 и 3104, как до отжига, так и после отжига. В таблице 4 также иллюстрируется твердость материала 1070, не объединенного с какими-либо другими материалами. Образцы имели размеры приблизительно 45 × 5,5 мм (А) или приблизительно 53 × 6,5 мм (В).
Таблица 4
В таблице 5 иллюстрируются механические свойства для образцов различных комбинаций из материалов 1070 и 3104. Размеры образцов для механического испытания составляли приблизительно 5,5 мм × 6,5 мм. В таблице 6 представлены давление выпучивания и давление разрывания для образцов различных комбинаций из материалов 1070 и 3104.
Таблица 5
(2” (50,8 мм))
Таблица 6
В таблице 7 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава 1070 и где, самое большее, приблизительно 60% (масс.) второго материала - алюминиевого сплава 3105 - используются в композиции алюминиевого сплава. По меньшей мере, один из материалов алюминиевых сплавов может представлять собой материал для вторичного использования. В таблице 7А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 7
Таблица 7А
В случае добавления борида титана к композиции, содержащей материалы 1070 и 3105, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения. В таблице 8 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава 1070 и где, самое большее, приблизительно 60% (масс.) второго материала - материала 3004 - используются в композиции алюминиевого сплава. По меньшей мере, один из материалов может представлять собой материал для вторичного использования. В таблице 8А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 8
Таблица 8А
В случае добавления борида титана к композиции, содержащей материалы 1070 и 3004, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения. В таблице 9 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава 1070 и где, самое большее, приблизительно 60% (масс.) второго материала - алюминиевого сплава 3003 - используются в композиции алюминиевого сплава. По меньшей мере, один алюминиевый сплав может представлять собой материал для вторичного использования. В таблице 9А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 9
Таблица 9А
В случае добавления борида титана к композиции, содержащей материалы 1070 и 3003, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения.
В таблице 10 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава 1070 и где, самое большее, приблизительно 60% (масс.) второго материала - алюминиевого сплава 3103 - используются в композиции алюминиевого сплава. По меньшей мере, один из материалов алюминиевого сплава может представлять собой материал для вторичного использования. В таблице 10А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 10
Таблица 10А
В случае добавления борида титана к композиции, содержащей материалы 1070 и 3103, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения.
1050 в комбинации
В представленных ниже таблицах иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава 1050 и где, самое большее, приблизительно 60% (масс.) второго материала используются в композиции алюминиевого сплава. По меньшей мере, один материал может представлять собой материал для вторичного использования, или оба материала могут быть чистыми материалами или материалами не для вторичного использования. В композиции сплава также могут присутствовать и примеси. Примеси могут включать нерастворимые элементы, такие как металлические элементы или следовые элементы, не указанные при регистрации для легирующих материалов. Совокупное количество примесей не должно превышать 0,15% (масс.). Количество примесей в композиции может оказывать воздействие на максимальное количество алюминия в композиции, которое может представлять собой остаток композиции.
В таблице 11 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава 1050 и где, самое большее, приблизительно 60% (масс.) второго материала - алюминиевого сплава 3104 - используются в композиции алюминиевого сплава. По меньшей мере, один материал может представлять собой материал для вторичного использования. В таблице 11А иллюстрируются конкретные композиции алюминиевого сплава при различных уровнях процентного содержания. В композиции сплава также могут присутствовать и примеси. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 11
Таблица 11А
В случае добавления борида титана к композиции, содержащей материалы 1050 и 3104, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения. В таблице 12 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава 1050 и где, самое большее, приблизительно 60% (масс.) второго материала - алюминиевого сплава 3105 - используются в композиции алюминиевого сплава. По меньшей мере, один материал алюминиевого сплава может представлять собой материал для вторичного использования. В таблице 12А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 12
Таблица 12А
В случае добавления борида титана к композиции, содержащей материалы 1050 и 3105, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения.
В таблице 13 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава 1050 и где, самое большее, приблизительно 60% (масс.) второго материала - алюминиевого сплава 3004 - используются в композиции алюминиевого сплава. По меньшей мере, один материал алюминиевого сплава может представлять собой материал для вторичного использования. В таблице 13А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 13
Таблица 13А
В случае добавления борида титана к композиции, содержащей материалы 1050 и 3004, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения. В таблице 14 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава 1050 и где, самое большее, приблизительно 60% (масс.) второго материала - алюминиевого сплава 3103 - используются в композиции алюминиевого сплава. По меньшей мере, один материал алюминиевого сплава может представлять собой материал для вторичного использования. В таблице 14А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 14
Таблица 14А
В случае добавления борида титана к композиции, содержащей материалы 1050 и 3103, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения. В таблице 15 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 30% (масс.) алюминиевого сплава 1050 и где, самое большее, приблизительно 70% (масс.) второго материала - алюминиевого сплава 3003 - используются в композиции алюминиевого сплава. По меньшей мере, один материал алюминиевого сплава может представлять собой материал для вторичного использования. В таблице 15А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 15
Таблица 15А
В случае добавления борида титана к композиции, содержащей материалы 1050 и 3003, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения.
Р1020А в комбинации
В представленных ниже таблицах иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава Р1020 и где, самое большее, приблизительно 60% (масс.) второго материала используются в композиции алюминиевого сплава. По меньшей мере, один материал может представлять собой материал для вторичного использования, или оба материала могут быть чистыми материалами или материалами не для вторичного использования. В композиции сплава также могут присутствовать и примеси. Примеси могут включать нерастворимые элементы, такие как металлические элементы или следовые элементы, не указанные при регистрации для легирующих материалов. Совокупное количество примесей не должно превышать 0,15% (масс.). Количество примесей в композиции может оказывать воздействие на максимальное количество алюминия в композиции, которое может представлять собой остаток композиции.
В таблице 16 иллюстрируются конкретные композиции алюминиевого сплава при различных уровнях процентного содержания, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава Р1020А и где, самое большее, приблизительно 60% (масс.) второго материала - алюминиевого сплава 3104 - используются в композиции алюминиевого сплава. В таблице 16А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 16
Таблица 16А
В случае добавления борида титана к композиции, содержащей материалы Р1020А и 3104, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения. В таблице 17 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава Р1020А и где, самое большее, приблизительно 60% (масс.) второго материала - алюминиевого сплава 3105 - используются в композиции алюминиевого сплава. По меньшей мере, один материал алюминиевого сплава может представлять собой материал для вторичного использования. В таблице 17А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 17
Таблица 17А
В случае добавления борида титана к композиции, содержащей материалы Р1020А и 3105, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения. В таблице 18 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава Р1020А и где, самое большее, приблизительно 60% (масс.) второго материала - алюминиевого сплава 3004 - используются в композиции алюминиевого сплава. По меньшей мере, один материал алюминиевого сплава может представлять собой материал для вторичного использования. В таблице 18А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 18
Таблица 18А
В случае добавления борида титана к композиции, содержащей материалы Р1020 и 3004, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения. В таблице 19 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава Р1020А и где, самое большее, приблизительно 60% (масс.) второго материала - алюминиевого сплава 3103 - используются в композиции алюминиевого сплава. По меньшей мере, один материал алюминиевого сплава может представлять собой материал для вторичного использования. В таблице 19А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 19
Таблица 19А
В случае добавления борида титана к композиции, содержащей материалы Р1020А и 3103, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения. В таблице 20 иллюстрируются диапазоны составов алюминиевого сплава, где, по меньшей мере, приблизительно 40% (масс.) алюминиевого сплава Р1020А и где, самое большее, приблизительно 60% (масс.) второго материала - алюминиевого сплава 3003 - используются в композиции алюминиевого сплава. По меньшей мере, один материал алюминиевого сплава может представлять собой материал для вторичного использования. В таблице 20А иллюстрируются композиции алюминиевого сплава при различных уровнях процентного содержания. Все значения, перечисленные в таблице, являются приблизительными значениями, и состав будет достигнут в случае количества компонента, составляющего перечисленное количество +/- приблизительно 10% от него.
Таблица 20
Таблица 20А
В случае добавления борида титана к композиции, содержащей материалы Р1020А и 3003, количество бора в композиции может не продемонстрировать четко выраженного увеличения. Количество титана в композиции также может не продемонстрировать четко выраженного увеличения, хотя и могло бы иметь место увеличение приблизительно на величину в диапазоне 0,003 - 0,0055% (масс.). Даже при отсутствии измеримого воздействия на композицию может иметь место воздействие на свойства алюминия в соответствии с представленным ниже обсуждением изобретения.
Лом от способа изготовления
Композиции настоящего изобретения также могут быть получены и при использовании лома от прежде изготовленного алюминия для вторичного использования (то есть, алюминия, полученного при использовании настоящего изобретения). Композиции материалов, использующих лом от прежде изготовленного алюминия для вторичного использования, будут коррелировать с композициями самого алюминиевого лома для вторичного использования (то есть, композициями, представленными в таблицах 2 - 3 и 7 - 20А). Могут быть добавлены дополнительные первосортные алюминии, алюминии для вторичного использования и/или легирующие примеси для увеличения количества композиции таким образом, чтобы состав в результате приводил бы к получению одному из составов, представленных в таблицах 2 - 3, 7 - 20А.
Композиции из материалов не для вторичного использования
Как это также необходимо понимать, композиции, представленные в одной из таблиц 2 - 3, 7 - 20А, могут быть получены при использовании материалов не для вторичного использования. Таким образом, возможным является получение композиции, представленной в таблицах 3 и 3А, в результате объединения первосортного алюминиевого сплава 1070 и первосортного алюминиевого сплава 3104 без отклонения от изобретения.
В еще одном аспекте изобретения композиции изобретения могут быть получены в результате объединения первосортного алюминия с отдельными легирующими элементами (то есть, Si, Mg, Fe и тому подобным).
Способ изготовления
На фиг. 1 иллюстрируется способ изготовления сплава из алюминия для вторичного использования 100. Алюминий для вторичного использования подвергают переработке для изготовления рондолей, которые могут быть использованы в технологическом процессе прессования в результате ударного выдавливания. После формовки рондолей рондоли подвергают переработке в целях изготовления контейнера в соответствии с представлением на фиг. 2, что более подробно обсуждается ниже.
Как это важно отметить, рондоль не представляет собой заготовку или листовой материал, как это должны понимать специалисты в соответствующей области техники. Говоря более конкретно, рондоль характеризуется цилиндрическим профилем и формуется в результате вырубки, в то время как листовой материал или заготовка представляют собой плоскостной материал, обычно прямоугольный.
Один аспект настоящего изобретения представляет собой способ изготовления нового легированного материала в результате объединения, по меньшей мере, двух материалов сплавов. В некоторых вариантах осуществления, по меньшей мере, один материал, использующийся для получения нового материала сплава, может представлять собой алюминиевый сплав для вторичного использования. В некоторых вариантах осуществления новый состав алюминиевого сплава может содержать алюминиевый лом для вторичного использования и чистый алюминий, которые расплавляют и разливают совместно друг с другом в технологическом процессе формовки новой рондоли из алюминия для вторичного использования. В некоторых вариантах осуществления новый состав алюминиевого сплава может содержать, по меньшей мере, один алюминиевый сплав и прежде полученный материал алюминиевого сплава. Материалы алюминиевых сплавов могут быть материалами для вторичного использования. Для корректирования композиции может быть включена легирующая примесь. В то время, как представленное ниже обсуждение изобретения относится к материалу алюминия для вторичного использования, специалисты в соответствующей области техники должны понимать то, что было бы возможным объединение двух первосортных сплавов для достижения получения новой композиции сплава настоящего изобретения. Подобным образом специалисты в соответствующей области техники также должны понимать то, что для достижения получения новой композиции сплава настоящего изобретения можно использовать, по меньшей мере, два материала сплавов для вторичного использования.
Подходящие для использования материалы алюминия для вторичного использования или первосортного алюминия могут включать множество сплавов 3ХХХ, в особенности 3005, 3104, 3105, 3103, 3013 и 3003. Для достижения целевого химического состава в меньших количествах могут быть использованы и другие сплавы. Лом сплава 3104 может иметь источником своего происхождения предприятия по изготовлению банок для напитков. Источником происхождения для сплава 3005 может быть автомобильная промышленность. Чистый алюминий может включать алюминиевый сплав Р1020А, 1070 или 1050. В качестве источника происхождения для легирующего элемента материала ReAl может быть использован широкий спектр источников происхождения алюминиевого лома.
Плавка
Лом, материалы алюминиевых сплавов, первосортный алюминий, алюминиевый лом для вторичного использования или их комбинации расплавляют для облегчения смешивания с расплавленным материалом второго алюминия (например, ломом, первосортным алюминием, алюминием для вторичного использования или их комбинациями) 102 в соответствии с вариантами осуществления настоящего изобретения для конкретного материала легирующей композиции (при обращении, соответственно, к таблицам 2 - 3, 7 - 20А). Материалы алюминия могут представлять собой бруски, алюминий в форме гильз, лом или другие профили. В некоторых вариантах осуществления может быть использован аппарат для переплавки в целях превращения алюминиевого лома в виде материала для вторичного использования или первосортного материала в твердые слиток или чушку. Аппараты для переплавки используют печь с косвенным нагреванием. Алюминиевый лом для вторичного использования может содержать алюминиевый сплав 3005, 3104, 3105, 3003, 3013 или 3103. В случае непосредственного вхождения пламени печи в контакт с алюминием небольшое количество поверхностного алюминия будет окисляться. В случае большой площади удельной поверхности, такой как для брусков уплотненного лома, количество окислившегося материала и потери при плавке могут оказаться большими, чем то, что имеет место при демонстрации брусками лома маленькой площади удельной поверхности. Поэтому плавильные печи, в которых используются косвенные способы нагревания материалов, являются предпочтительными в сопоставлении с соответствующими печами, в которых используется непосредственное воздействие пламени, хотя, как это должно быть понятным, могут быть использованы и способы с непосредственным воздействием пламени.
Говоря более конкретно, плавка может иметь место в нескольких типах печей. Например, может быть использована отражательная печь 112, которая является обычной в способе производства обыкновенных рондолей, прессованных в результате ударного выдавливания. Алюминий может быть подвергнут непосредственному воздействию пламени. При плавке уплотненных брусков из тонкого алюминия потери при плавке, вероятно, могут оказаться большими. Поэтому отражательная печь 112 не является предпочтительной в способе производства рондолей из материала ReAl вследствие высоких потерь при плавке.
В некоторых вариантах осуществления для плавки материала (материалов) алюминия также может быть использована и индукционная печь 103.
В общем случае предпочтительной является печь, в которой используют косвенный способ нагревания материалов. Печи, в которых используют косвенный способ нагревания материалов, включают нижеследующее, но не ограничиваются только этим: печи с боковым горном и вращающиеся печи. Таким образом, в качестве печи может быть использована печь с боковым горном 110. Печи с боковым горном вмещают алюминий, и газовые горелки передают тепло расплавленному металлу. После этого расплавленный металл используется для расплавления лома. Печи с боковым горном также имеют крыльчатку, которая обеспечивает циркуляцию ванны расплавленного металла через боковой горн. Алюминиевый лом подают в боковой горн с таким расходом, чтобы материал в значительной степени расплавлялся бы до его попадания в ходе циркуляции на участок печи с боковым горном, где возможным является непосредственное воздействие пламени. Использование печи с боковым горном 110 представляет собой один предпочтительный способ плавки металлического лома для производства материала ReAl.
В альтернативном варианте, может быть использована вращающаяся печь 104. Вращающаяся печь 104 подобна бетоносмесителю. Алюминиевый лом переваливается в одном углу вращающегося цилиндра. Пламя направляется в сторону от данной области и нагревает огнеупорную футеровку. Горячая футеровка вращается и вступает в контакт с алюминием и передает энергию алюминию. Вращающаяся печь 104 представляет собой один предпочтительный способ плавления лома для производства материала ReAl. В случае использования вращающейся печи 104 или печи с боковым горном 110 лом, покидающий вращающуюся печь 104 или печь с боковым горном 110, может быть расплавлен и разлит в виде слитков, чушек или болванок 106 в ходе операции, отдельной производства рондолей. Данные слитки, чушки или болванки могут быть расплавлены во второй отражательной печи 108 при минимальных потерях при плавке, поскольку площадь удельной поверхности является относительно маленькой.
В случае предпочтительности способов с непосредственным воздействием пламени может быть использована печь с непосредственным воздействием пламени.
В случае реального возникновения повышенных потерь при плавке во время технологического процесса плавки дросс должен быть удален из ванны металла.
После плавки измеряют количество компонентов композиции. В случае приемлемости количеств компонентов технологический процесс может быть продолжен до разливки. В случае неприемлемости данных количеств состав может быть откорректирован в результате добавления дополнительного количества алюминиевого сплава или в результате добавления, по меньшей мере, одной легирующей примеси для корректирования композиции. Подходящие для использования легирующие примеси включают Mg, Si, Fe, Cu, Mn, Zn, Cr или Ti и сплавы, содержащие данные элементы. Приемлемый состав может соответствовать составам, представленным в приведенных выше таблицах, содержащих различные составы.
К расплаву могут быть добавлены борид алюминия-титана или борид титана (Ti-бор). Ti-бор может содержать приблизительно 4 - 6% (масс.) Ti, в некоторых вариантах осуществления приблизительно 5% (масс.) Ti, и приблизительно 0,5 - 2% (масс.) В, в некоторых вариантах осуществления приблизительно 1% (масс.) В, в случае подачи вплоть до приблизительно 1,1 кг/метрическая тонна Ti-бор. В некоторых вариантах осуществления Ti-бор 114 может быть добавлен к расплавленной смеси из алюминиевых сплавов. В некоторых вариантах осуществления расплав, содержащий Ti-бор, может быть дегазирован 115. Ti-бор может содержать от приблизительно 4,5% (масс.) до приблизительно 5,5% (масс.) Ti и от приблизительно 0,7% (масс.) до приблизительно 1,3% (масс.) В. Другие материалы могут быть включены в Ti-бор в количестве, не превышающем приблизительно 0,7% (масс.). Ti-бор может быть добавлен до литейной машины в результате непрерывной подачи алюминия совместно с дисперсией борида титана. В альтернативном варианте, Ti-бор может быть добавлен к сплаву алюминиевого лома в то время, пока он находится в печи. Ti-бор может измельчать зернистую структуру материала ReAl во время переработки. Концентрация Ti-бор может находиться в диапазоне от приблизительно 0,5 кг/метрическая тонна до приблизительно 1,3 кг/метрическая тонна. В некоторых вариантах осуществления концентрация Ti-бор может составлять приблизительно 0,6 кг/метрическая тонна.
Как это можно полагать без желания связывать себя теорией, Ti-бор содействует измельчению зерен алюминиевого сплава во время зародышеобразования и затвердевания алюминиевого сплава. В случае затвердевания металлов металл потребует наличия поверхности, на которой произойдет зародышеобразование. Сразу после образования зародышей твердого вещества они начнут расти. В случае наличия очень маленького количества зародышей в расплаве получающиеся в результате зерна могут стать большими, поскольку зерна растут без создания этому препятствий от их соседних зерен.
Расплав, содержащий маленькое количество зародышеобразователей, может начать затвердевать от стенок литейной формы и примесей, плавающих в жидком металле, что в результате приводит к получению крупнозернистой структуры непосредственно после разливки, характеризующейся недостаточной пластичностью. Уменьшенная пластичность может оказать отрицательное воздействие на способность алюминиевого сплава подвергаться прокатке (горячей или холодной). Также большие зерна непосредственно после разливки в результате приводят к получению больших частиц второй фазы, которые также уменьшают пластичность металла. По мере затвердевания металла растворенные элементы могут подвергаться ликвации с образованием межзеренных карманов жидкости, которые становятся обогащенными по растворенному компоненту, что приводит к формированию данных частиц или интерметаллических соединений.
Сплав Ti-бор может быть добавлен к расплаву в целях формирования мелких частиц TiB2 в расплаве. В случае начала затвердевания расплава данные частицы могут исполнять функцию зародышеобразователей, на которых может начаться затвердевание, и с которых могут расти зерна. Однако, вследствие присутствия множества центров зародышеобразования и роста зерна могут сталкиваться друг с другом, ограничивая собственный рост. Размер интерметаллических соединений может уменьшиться, и они могут стать более тонко распределенными в матрице металла. Таким образом, основная цель измельчения зерен при использовании Ti-бор может заключаться в уменьшении размера зерен непосредственно после разливки.
Более мелкий «размер зерен непосредственно после разливки» в результате приводит к получению более мелкого размера интерметаллических соединений. В случае очень мелкого размера зерен непосредственно после разливки (менее, чем приблизительно 10 мкм) и их хорошего диспергирования может быть уменьшен рост зерен во время горячей прокатки и отжига.
Разливка
После технологического процесса плавки проводят разливку расплавленного сплава. В технологическом процессе разливки обеспечивают затвердевание расплавленного сплава в виде непрерывного сляба, имеющего любой подходящий для использования размер, при использовании одной из нескольких методик разливки. В некоторых вариантах осуществления настоящего изобретения отлитые слябы имеют ширину в диапазоне приблизительно 6 - 19 дюймов (152,4 - 482,6 мм). В некоторых вариантах осуществления ширина сляба может находиться в диапазоне приблизительно 8,5 - 9,5 дюйма (215,9 - 241,3 мм). В некоторых вариантах осуществления ширина отливки может находиться в диапазоне приблизительно 10 - 14 дюймов (254,0 - 355,6 мм). Толщина сляба может находиться в диапазоне приблизительно 0,75 - 1,5 дюйма (19,1 - 38,1 мм). В некоторых вариантах осуществления толщина может находиться в диапазоне приблизительно 0,85 - 1,3 дюйма (24,6 - 33,0 мм). Скорость разливки должна находиться в диапазоне от приблизительно 0,4 до приблизительно 1,1 метрическая тонна/час/дюйм ширины (от приблизительно 0,0157 до приблизительно 0,0433 метрическая тонна/час/мм ширины). В некоторых вариантах осуществления скорость разливки может находиться в диапазоне приблизительно 0,5 - 1,03 метрическая тонна/час/дюйм ширины (приблизительно 0,0197 - 0,0406 метрическая тонна/час/мм ширины). В некоторых вариантах осуществления скорость разливки может находиться в диапазоне приблизительно 0,5 - 0,8 метрическая тонна/час/дюйм ширины (приблизительно 0,0197 - 0,0315 метрическая тонна/час/мм ширины). В некоторых вариантах осуществления скорость разливки может составлять приблизительно 0,62 метрическая тонна/час/дюйм ширины (0,0244 метрическая тонна/час/мм ширины).
Могут быть использованы различные способы разливки, которые могут быть выбраны из колесно-ленточной литейной машины 118, литейной машины Хэзлета 116 и/или литейной машины с траковым кристаллизатором 122. В случае использования колесно-ленточной литейной машины 118 расплавленный алюминий во время затвердевания может быть удержан между колесом с ребордой и толстой металлической лентой. Лента оборачивается вокруг колеса на приблизительно 180°. Как колесо, так и ленту охлаждают водой на обратной стороне для оптимизирования и контролирования отвода тепла. Данный технологический процесс с колесно-ленточной литейной машиной широко используется в технологическом процессе изготовления рондолей из материалов 1070 и 1050. Однако, толстая стальная лента является негибкой и неспособной прогибаться и сохранять контакт со слябом, который подвергается усадке вследствие затвердевания. Данный эффект усиливается в случае сплавов ReAl, поскольку затвердевание происходит в большем температурном интервале (от приблизительно 480°С до приблизительно 685°С) в сопоставлении с тем, что имеет место для более чистых сплавов 1050 и 170 (обычно от приблизительно 645°С до приблизительно 655°С).
В альтернативном варианте, может быть использована литейная машина Хэзлета 116. В случае использования литейной машины Хэзлета 116 расплавленный алюминий во время затвердевания может быть удержан между двумя гибкими стальными лентами. Стальные блоки кристаллизатора могут быть установлены в цепочку, формируя стороны литейной формы. Параллельные ленты могут иметь легкий наклон сверху вниз для обеспечения возможности подачи расплавленного алюминия в систему самотеком. На обратной стороне обеих лент разбрызгивают воду под высоким давлением для оптимизирования и контролирования отвода тепла. Данная вода под высоким давлением также прогибает ленту при сохранении ее контакта с затвердевающим сжимающимся слябом. Данное прогибание ленты делает возможным производство при использовании литейной машины Хэзлета 116 широкого спектра алюминиевых (и других) сплавов. Технологический процесс с литейной машиной Хэзлета широко используется для производства алюминиевого штрипса строительного назначения и может быть использован для производства рондолей, прессованных в результате ударного выдавливания.
В альтернативном варианте, может быть использована литейная машина с траковым кристаллизатором 122. В случае использования литейной машины с траковым кристаллизатором 122 расплавленный алюминий во время затвердевания будет удерживаться между последовательностями установленных в цепочку стальными блоками, которые формируют стороны литейной формы. Блоки охлаждают водой для оптимизирования и контролирования отвода тепла.
На компоненты литейной машины, которые находятся в контакте со слябом, может быть нанесена порошкообразная смазка. Говоря более конкретно, по мере надобности могут быть нанесены порошкообразные графит или диоксид кремния. Во время и после проведения технологического процесса разливки важным является контролирование температуры. В ходе разливки вне зависимости от использованного технологического процесса разливки скорость охлаждения и температурный профиль сляба во время затвердевания должны тщательно контролироваться. Колесно-ленточная литейная машина 118 уменьшает расход охлаждающей воды для достижения этого. В случае использования литейной машины Хэзлета 116 в целях точного модифицирования температуры могут быть использованы водный поток для общего контролирования и газовый поток поверх сляба. Поблизости от литейной машины необходимо контролировать условия окружающей среды, в особенности воздушный поток. Данное контролирование воздушного потока имеет в особенности критическое значение при использовании для модифицирования температуры сляба газового потока.
Тщательно контролировать также необходимо и температуру сляба на выходе из литейной машины. В некоторых вариантах осуществления температура сляба на выходе при прохождении сляба через литейную машину Хэзлета 116 может составлять более, чем приблизительно 520°С, однако, максимальная температура любой части сляба, выходящего из литейной машины, может составлять менее, чем приблизительно 582°С. В некоторых вариантах осуществления температура сляба на выходе может находиться в диапазоне от приблизительно 430°С до приблизительно 490°С, что может зависеть от композиции алюминиевого сплава.
Прокатка/прокатывание
После разливки толщину отливающегося сляба уменьшают от значения в диапазоне от приблизительно 0,75 дюйма (19,1 мм) до приблизительно 1,5 дюйма (38,1 мм) до указанной толщины в диапазоне от приблизительно 0,15 дюйма (3,81 мм) до приблизительно 0,55 дюйма (14,0 мм) в результате проведения горячей прокатки на стане горячей прокатки 124/126 и холодной прокатки на стане холодной прокатки 130/132 для производства катаного штрипса. Горячая и холодная прокатки требуются для достижения надлежащей толщины, а также для достижения желательных физических металлургических свойств, таких как зернистая структура, что в результате приводит к получению требуемых механических свойств рондоли. Относительное обжатие по толщине, произведенное на стане горячей прокатки 124/126 и на стане холодной прокатки 130/132, оказывает значительное воздействие на металлургическую зернистую структуру конечного продукта таким образом, который определяет то, будут ли зерна равноосными и однородными по размеру. Толщина частично прокатанного штрипса на выходе со стана горячей прокатки 124/126 может варьироваться. В некоторых вариантах осуществления толщина частично прокатанного штрипса после горячей прокатки на стане горячей прокатки 124/126 находится в диапазоне от приблизительно 0,23 дюйма (5,84 мм) до приблизительно 0,71 дюйма (18,0 мм). В целях достижения указанной толщины катаного штрипса, которая находится в диапазоне от приблизительно 0,15 дюйма (3,81 мм) до приблизительно 0,55 дюйма (14,0 мм) отлитый сляб проходит между двумя вращающимися в противоположных направлениях валками с зазором, меньшим, чем толщина на входе в валки, при одновременном нахождении отливающегося сляба все еще при высокой температуре в диапазоне от приблизительно 350°С до приблизительно 550°С. В некоторых вариантах осуществления температура может находиться в диапазоне от приблизительно 420°С до приблизительно 550°С. В некоторых вариантах осуществления температура может находиться в диапазоне от приблизительно 520°С до приблизительно 550°С. В некоторых вариантах осуществления температура штрипса, покидающего горячую прокатку, может находиться в диапазоне от приблизительно 350°С до приблизительно 430°С. Прокатные станы могут иметь две широко использующиеся конфигурации. Например, для горячей прокатки или холодной прокатки могут быть использованы двух- или четырехвалковые прокатные станы. Также могут быть использованы прокатные станы и с другим количеством валков. Кроме того, может быть использовано несколько прокатных станов. Наиболее широко распространенным является двухвалковый прокатный стан, который включает только два вращающихся в противоположных направлениях валка, которые находятся в контакте со слябом/штрипсом. В некоторых вариантах осуществления может быть использован групповой прокатный стан. В некоторых вариантах осуществления для получения желательной толщины используют два прокатных стана. Усовершенствованную конструкцию необязательно представляет собой четырехвалковый прокатный стан, в котором двум вращающимся в противоположных направлениях валкам, представляющим собой рабочие валки, содействуют более крупные валки. Необязательно могут быть использованы и дополнительные станы горячей прокатки 126.
Во время горячей прокатки на стане горячей прокатки 124/126 материал сплава может подвергаться динамическим рекристаллизации и/или возврату. Данные рекристаллизация и/или возврат представляют собой технологический процесс самоотжига, который становится возможным под воздействием тепла в отлитом слябе. Температуры, при которых динамические рекристаллизация и/или возврат могут иметь место, варьируются в зависимости от уровня содержания сплава и поэтому могут различаться для сплавов 1050/1070 и ReAl. В большинстве случаев температура для динамических рекристаллизации и/или возврата находится в диапазоне от приблизительно 350°С до приблизительно 550°С для материала ReAl.
После горячей прокатки на стане горячей прокатки 124/126 частично прокатанный штрипс погружают в закалочную ванну 128. Закалочная ванна 128 содержит текучую среду, например, воду, уменьшает температуру частично прокатанного штрипса до температуры, близкой к температуре окружающей среды, (например, в диапазоне приблизительно 25 - 50°С, в некоторых вариантах осуществления в диапазоне приблизительно 45 - 50°С). После закалки частично прокатанный штрипс подвергают холодной прокатке на стане холодной прокатки 130/132. Частично прокатанный штрипс может иметь температуру, составляющую менее, чем приблизительно 95°С, в некоторых вариантах осуществления приблизительно температуру окружающей среды, и проходит между двумя вращающимися в противоположных направлениях валками с зазором, меньшим, чем толщина на входе в валки. Обычно для получения желательной толщины могут быть использованы два прокатных стана. Однако, может быть использовано и другое количество прокатных станов. При температуре окружающей среды катаный штрипс не подвергается рекристаллизации. Холодная прокатка на стане холодной прокатки 130/132 может иметь двухвалковую и четырехвалковую конфигурации. Четырехвалковая конфигурация может демонстрировать лучшее контролирование толщины и поэтому в значительной степени является предпочтительной во время холодной прокатки при получении конечной толщины. Необязательно могут быть использованы и дополнительные станы холодной прокатки 132. В альтернативном варианте, могут быть использованы, по меньшей мере, один стан холодной прокатки, обычно один или два прокатных стана, и слябы в рамках рециркуляции могут быть отправлены на стан холодной прокатки 130/132 в целях достижения указанной толщины катаного штрипса. Рабочая температура во время холодной прокатки 130/132 может находиться в диапазоне от приблизительно 20°С до приблизительно 95°С.
Относительные величины степени обжатия по толщине, произведенные на стане горячей прокатки 124/126 или на стане холодной прокатки 130/132, оказывают большое воздействие на кинетику возврата и рекристаллизации во время отжига. Оптимальное соотношение варьируется в зависимости от уровня содержания сплава, способности подвергаться прокатке на прокатном стане и толщины конечного штрипса.
Внутреннее трение в катаном штрипсе вызывает увеличение температуры во время холодной прокатки на стане холодной прокатки 130/132, что делает катаный штрипс теплым. Поэтому катаные штрипсы могут быть подвергнуты охлаждению под воздействием окружающей среды 134 при температуре, находящейся в диапазоне от приблизительно 15°С до приблизительно 50°С, предпочтительно составляющей приблизительно 25°С, на протяжении периода времени, составляющего, по меньшей мере, приблизительно 4 часа, в некоторых вариантах осуществления, находящегося в диапазоне от приблизительно 4 часов до приблизительно 8 часов, после холодной прокатки на стане холодной прокатки 130/132. В альтернативном варианте, охлажденный катаный штрипс может быть выдержан при хранении для обеспечения его возвращения к температуре окружающей среды. В некоторых вариантах осуществления катаные штрипсы могут быть скручены в рулон для хранения.
Отжиг
Катаные слябы необязательно могут быть подвергнуты отжигу до формовки рондолей. Однако, существуют и выгоды от непроведения отжига катаных слябов до формовки рондолей, поскольку при формовке рондолей может оказаться выгодным наличие более жесткой структуры во время проведения последующих операций (то есть, вырубки).
Формовка рондолей
После этого охлажденные катаные слябы подвергают вырубке 136. Охлажденные рулоны могут быть раскручены и поданы в комплектный штамп, установленный в прессе. Комплектный штамп вырубает или вырезает круглые рондоли из катаного сляба, хотя, как это необходимо понимать, в зависимости от профиля матрицы штампа и/или желательного готового продукта может быть использован любой профиль рондоли, такой как треугольный, овальный, круглый, квадратный, ромбовидный, прямоугольный, пятиугольный и тому подобный. Инструментальная оснастка для вырубки может быть модифицирована в целях контролирования появления задиров. Как это можно сказать в порядке примера, инструментальная оснастка может быть модифицирована таким образом, чтобы фаска вставки матрицы штампа находилась бы в диапазоне от приблизительно 0,039 дюйма (0,991 мм) на приблизительно 25° до приблизительно 0,050 дюйма (1,27 мм) на 29°. Толщина вырубленных рондолей находится в диапазоне от приблизительно 0,15 дюйма (3,81 мм) до приблизительно 0,55 дюйма (14,0 мм). Диаметр или ширина прессованной рондоли может находиться в диапазоне от приблизительно 0,8 (20,3 мм) до приблизительно 3,5 (88,9 мм), в некоторых вариантах осуществления от приблизительно 0,85 дюйма (21,6 мм) до приблизительно 3 дюймов (76,2 мм), в некоторых вариантах осуществления для облегчения формовки из рондоли в технологическом процессе прессования в результате ударного выдавливания контейнера, способного принимать торцевую крышку и удерживать давление. Диаметр рондоли может быть выбран в зависимости от диаметра конечного продукта. В некоторых вариантах осуществления рондоль может представлять собой цилиндр. Кроме того, толщина рондоли должна быть достаточной, поскольку данная толщина будет оказывать воздействие на высоту контейнера. Например, в случае использования тонкой рондоли, то есть, при менее, чем приблизительно 3 мм, высота готового продукта не будет достаточной, поскольку не будет иметься достаточного количества материала для получения требуемой высоты.
Отжиг
Вырубленные рондоли необязательно нагревают для рекристаллизации зерен, которые в идеальном случае формируют гомогенную структуру из равноосных зерен. Отжиг может иметь место в виде отжига в камерной печи 138 и/или непрерывного отжига 140. Как это можно сказать только в порядке примера, в таблице 21 представляются предел текучести, предел прочности при растяжении и относительное удлинение для образцов, содержащих материалы 1070 и 3104, в сопоставлении с образцами материала 1070.
Таблица 21
При проведении для вырубленных рондолей отжига в камерной печи 138 вырубленные рондоли могут быть загружены с неплотной упаковкой в удерживающее устройство, такое как проволочная корзина. Несколько удерживающих приспособлений могут быть установлены внутри печи в стопку друг с другом. Дверцу в печь закрывают, и рондоли могут быть нагреты до целевой температуры и выдержаны на протяжении указанного периода времени. Целевая температура печи предпочтительно находится в диапазоне от приблизительно 470°С до приблизительно 600°С при периоде времени в диапазоне от приблизительно 5 до приблизительно 9 часов, хотя время и температура отжига обнаруживают сильное взаимодействие и подвержены воздействию уровня содержания сплава в рондолях. В некоторых вариантах осуществления температура печи может находиться в диапазоне от приблизительно 470°С до приблизительно 550°С. Печь может быть выключена, и рондолям может быть предоставлена возможность медленно охлаждаться в печи. Вследствие большой массы вырубленных рондолей в печи может иметь место значительная несогласованность температуры рондолей. Упакованные рондоли во внешних областях упаковки достигают большей температуры быстрее. Центральные рондоли нагреваются медленнее и никогда не достигают максимальной температуры, достигаемой периферийными рондолями. Кроме того, воздушное высушивание рондолей может сделать возможным образование оксидов. В целях предотвращения или уменьшения образования оксидов в печи может быть организована циркуляция инертного газа при одновременном выдерживании печи при ее температуре и/или при одновременном охлаждении печи. В альтернативном варианте, в инертной атмосфере или в вакууме может иметь место отжиг в камерной печи 138.
В альтернативном варианте, вырубленные рондоли могут быть подвергнуты непрерывному отжигу 140. При проведении для вырубленных рондолей непрерывного отжига 140 рондоли неплотно распределяют на сетчатой металлической ленте, транспортируемой через многозонную печь. Вырубленные рондоли быстро нагревают до пиковой температуры металла, а после этого быстро охлаждают. Операция непрерывного отжига может быть проведена на воздухе. Пиковая температура металла находится в диапазоне от приблизительно 450°С до приблизительно 570°С. Пиковая температура металла оказывает воздействие на конечные металлургические характеристики. На пиковую температуру для оптимальных металлургических характеристик оказывает воздействие уровень содержания сплава. Непрерывный отжиг 140 представляет собой предпочтительный технологический процесс для производства рондолей из материала ReAl. Непрерывный отжиг 140 обеспечивает получение двух выгодных результатов в сопоставлении с отжигом в камерной печи. Во-первых, более короткое время нахождения при повышенной температуре уменьшает степень образования оксидов на поверхности рондоли. Однако, оксиды алюминия вызывают озабоченность, а оксиды магния вызывают большую озабоченность вследствие своей чрезвычайно абразивной природы. Увеличенное количество оксидов магния на поверхности вырубленных рондолей может привести к избыточному царапанию в технологическом процессе прессования в результате ударного выдавливания. По завершении продолжительных прогонов данные царапины представляют собой неприемлемый дефект качества. Во-вторых, точно контролируемый и равномерный термический цикл, включающий быстрое нагревание, ограниченное время нахождения при повышенной температуре и быстрое охлаждение при непрерывном отжиге 140, в результате приводит к получению улучшенной или более однородной металлургической зернистой структуры таким образом, что зерна являются равноосными и имеют однородный размер. Это, в свою очередь, приводит к производству прессованных в результате ударного выдавливания контейнеров, характеризующихся увеличенной прочностью. Увеличенная прочность делает возможным для контейнеров, прессованных в результате ударного выдавливания, наличие дополнительного потенциала легкости по массе. На фиг. 3 иллюстрируются температурные кривые технологического процесса непрерывного отжига.
Отжиг рондолей после вырубки является важным по нескольким причинам. Во-первых, любое окисление рондолей, произведенных во время отжига, может быть уменьшено или устранено во время стадии окончательной отделки (в случае проведения таковой). Во-вторых, отжиг подготавливает рондоли для технологического процесса прессования в результате ударного выдавливания в целях изготовления контейнера, который способен принимать торцевую крышку и удерживать внутреннее давление. Таким образом, критическое значение имеет проведение отжига не только на уровне рондоли, но также и его проведение после вырубки.
Окончательная отделка
Необязательно поверхность вырубленных рондолей может быть подвергнута окончательной отделке в результате придания шероховатости поверхности вырубленных рондолей. Для окончательной отделки вырубленных рондолей могут быть использованы различные способы. В одном варианте осуществления может быть использован технологический процесс с поворотным барабаном 142. В барабане или другом контейнере размещают большое количество вырубленных рондолей и барабан вращают и/или подвергают воздействию вибрации. При падении рондолей на другие рондоли на одной или обеих рондолях могут формироваться вмятины. При вибрационной обработке в поворотном барабане рондоли подскакивают, в конечном счете, ударяясь друг о друга и придавая поверхности шероховатость. Цель придания поверхности шероховатости заключается в увеличении большой площади удельной поверхности вырубленной рондоли и создании выемок для удерживания смазки. Большие лицевые поверхности вырубленных рондолей также могут быть подвергнуты окончательной отделке наряду с поверхностями резки.
В еще одном варианте осуществления может быть использован технологический процесс дробеструйной окончательной отделки 144. В технологическом процессе дробеструйной окончательной отделки 144 большое количество рондолей размещают в замкнутом барабане и подвергают воздействию алюминиевой дроби или других материалов. Дробь формирует маленькие вдавливания на поверхностях рондолей. Рондоли слегка переваливаются таким образом, чтобы алюминиевая дробь вступала бы в контакт со всеми поверхностями рондоли.
Дробеструйная обработка 144 представляет собой предпочтительный технологический процесс для производства рондолей из материала ReAl, и агрессивная дробеструйная обработка, как это было продемонстрировано, является наиболее эффективной при удалении поверхностных оксидов с рондолей. Данное удаление поверхностных рондолей имеет в особенности критическое значение при удалении приставших оксидов магния, которые вызывают появление царапин на контейнерах, прессованных в результате ударного выдавливания, в случае их неудаления с рондолей.
В результате проведения операции окончательной отделки толщина рондоли существенно не уменьшается. Таким образом, толщина рондоли является приблизительно той же самой, что и толщина рондоли до проведения окончательной отделки.
Изготовление контейнеров
На фиг. 2 иллюстрируется способ изготовления металлического контейнера 200 при использовании рондоли, изготовленной из материала лома для вторичного использования, как это проиллюстрировано на фиг. 1.
Технологический процесс смазки рондоли 202 может быть использован тогда, когда рондоли подвергают обработке в поворотном барабане совместно с порошкообразной смазкой. Может быть применена любая подходящая для использования смазка, такая как продукт Sapilub GR8. Обычно при расчете на приблизительно 100 кг рондолей используют приблизительно 100 г смазки. Обработка в поворотном барабане для смазки совместно с рондолями стимулирует попадание смазки на рондоли. В случае придания рондолям шероховатости обработка в поворотном барабане для рондолей совместно со смазками будет стимулировать попадание смазки во вдавливания, созданные во время операции окончательной отделки.
Прессование в результате ударного выдавливания
После технологического процесса нанесения смазки на рондоли 202 смазанные рондоли подвергают воздействию технологического процесса прессования в результате ударного выдавливания 204. Говоря более конкретно, смазанные рондоли размещают в матрице штампа, характеризующейся точным профилем. В некоторых вариантах осуществления матрица штампа может быть изготовлена из цементированного карбида. Смазанная рондоль подвергается удару от стального пуансона штампа, также характеризующегося точным профилем, и алюминий выдавливают назад из матрицы штампа. Профили инструментальной оснастки определяют толщину стенки прессованного трубчатого участка контейнера. Несмотря на то, что данный технологический процесс в общем случае известен под наименованием обратного прессования, как это должны понимать специалисты в соответствующей области техники, также могли бы быть использованы и технологический процесс прямого прессования или комбинации из обратного и прямого прессования.
В некоторых вариантах осуществления рондоль, использующаяся при прессовании в результате ударного выдавливания, может представлять собой диск. Диаметр диска может быть слегка меньшим, чем диаметр готового продукта, обычно на величину в пределах приблизительно половины одного мм. Материал контейнера (за вычетом крышки) имеет своим происхождением рондоль. Говоря другими словами, имеет место сохранение объема материала во время перехода от рондоли к контейнеру при минимальной потере и при отсутствии прироста материала.
Получающийся в результате продукт может представлять собой контейнер. Контейнер может быть контейнером для напитка, контейнером для аэрозоля или любым другим типом контейнера, который может принимать торцевую крышку и способен сохранять внутреннее давление, доходящее вплоть до приблизительно 18 бар. Контейнер для напитка может характеризоваться высотой в диапазоне от приблизительно 1,8 дюйма (45,7 мм) до приблизительно 11 дюймов (279 мм), в некоторых вариантах осуществления от приблизительно 3,9 дюйма (99,1 мм) до приблизительно 9,8 дюйма (249 мм), соотношением ширина/длина (которое может быть различным) или диаметром в диапазоне от приблизительно 1,5 дюйма (38,1мм) до приблизительно 4,3 дюйма (109 мм), в некоторых вариантах осуществления от приблизительно 1,9 дюйма (48,3 мм) до приблизительно 3,8 дюйма (96,5 мм), и толщиной стенки в диапазоне от приблизительно 0,003 дюйма (0,0762 мм) до приблизительно 0,08 дюйма (2,03 мм), в некоторых вариантах осуществления от приблизительно 0,003 дюйма (0,0762 мм) до приблизительно 0,04 дюйма (1,02 мм). Контейнер для аэрозоля может характеризоваться высотой в диапазоне от приблизительно 2,3 дюйма (58,4 мм) до приблизительно 9,5 дюйма (241 мм), соотношением ширина/длина (которое может быть различным) или диаметром в диапазоне от приблизительно 0,86 дюйма (21,8 мм) до приблизительно 3 дюймов (76,2 мм).
Как это важно отметить, успех прессования в результате ударного выдавливания для рондоли будет зависеть от композиции алюминиевого сплава и способа, использующегося для переработки рондоли в первом случае. Не все сплавы являются подходящими для использования при прессовании в результате ударного выдавливания. В случае содержания в сплаве чрезмерно большого количества железа или марганца он будет подверженным растрескиванию во время прессования в результате ударного выдавливания. Магний увеличивает деформационное упрочнение материала, что делает возможными облегчение материала по массе (то есть, утонение) и сохранение им достаточной прочности для удовлетворения определенным требованиям, например, прочности при разрывании под воздействием внутреннего давления. Таким образом, в случае несодержания сплавом достаточного количества магния сплав может оказаться неподходящим для использования при прессовании в результате ударного выдавливания. Таким образом, состав сплава имеет критически важное значение для успеха прессования в результате ударного выдавливания. Кроме того, на успех технологического процесса прессования в результате ударного выдавливания могут оказывать воздействие технологический процесс изготовления материала и способ формовки рондоли. Таким образом, технологический процесс разливки, технологический процесс отжига, технологический процесс прокатки и тому подобное могут оказывать воздействие на то, может или нет рондоль быть использована в технологическом процессе прессования в результате ударного выдавливания. Кроме того, прессование в результате ударного выдавливания отличается от штамповки. Штамповка представляет собой технологический процесс, при котором формовке подвергают тонкий лист при использовании матрицы штампа и пуансона штампа в результате приложения напряжений растяжения и/или сжатия в плоскости листа. Однако, получающиеся в результате напряжения могут быть ориентированы во всех направлениях, сквозная деформация в направлении толщины в общем случае ограничивается значением в диапазоне от - 40% относительной продольной деформации до + 100% относительной продольной деформации. Деформации по толщине при прессовании в результате ударного выдавливания могут составлять - 80% или более. Прессование в результате ударного выдавливания также отличается от технологического процесса, известного под наименованием гибки. Гибка представляет собой технологический процесс, при котором обрабатываемой заготовке придают радиус или последовательность из радиусов. Прессование в результате ударного выдавливания также отличается и от обтягивания, которое представляет собой технологический процесс, при котором прикладываются напряжения растяжения в плоскости тонкого листа, что в результате приводит к получению трехмерных деформаций. Деформация по толщине в общем случае ограничивается величиной, составляющей приблизительно - 40% относительной продольной деформации. Прессование в результате ударного выдавливания также отличается и от технологического процесса, известного под наименованием вытяжки. Вытяжка представляет собой технологический процесс формовки тонких металлических продуктов, таких как гильзы, раструбы, коробки, трубчатые профили и раковинообразные детали. Комбинация из матрицы штампа и пуансона штампа воздействует на внешние участки тонкой заготовки напряжениями сжатия, что в результате приводит к получению положительной деформации в направлении толщины. То есть, материал на внешнем участке заготовки становится более толстым. Большинство операций вытяжки начинается с плоской заготовки или листа из металла, а не с рондоли. Таким образом, для технологического процесса вытяжки исходный металл представляет собой материал тонкого листа. Материал подвергают вытяжке в результате продавливания или проталкивания плоской металлической заготовки в охватывающую матрицу штампа при одновременном растяжении заготовки в соответствии с профилем поверх охватываемой матрицы штампа или пуансона штампа.
Прессование в результате ударного выдавливания представляет собой другое. В общем случае для прессования существуют три различных металлургических технологических процесса формовки - прямое прессование, обратное прессование и комбинация из обратного и прямого прессования. В каждом технологическом процессе прессования используют термин «рондоль» для описания исходного профиля металлического куска до технологического процесса прессования в результате ударного выдавливания. В технологическом процессе прямого прессования рондоли могут представлять собой короткие цилиндры, маленькие диски, толстые шайбы, короткие длины трубчатых конструкций или маленькие гильзы. Размеры рондоли будут оказывать воздействие на конечные размеры и свойства продукта, прессованного в результате ударного выдавливания. При обратном прессовании используют сплошную рондоль в закрытой нижней матрице штампа таким образом, чтобы участок рондоли перетекал бы назад поверх опускающегося ударяющего пуансона штампа. Обратное прессование может быть использовано для изготовления контейнеров, таких как банки. Кроме того, при прессовании в результате ударного выдавливания напряжение прикладывается к обрабатываемой заготовке параллельно толщине рондоли. При других способах, например, гибке, штамповке и вытяжке, напряжение прикладывают в плоскости листа, которая располагается в плоскости, перпендикулярной толщине (при этом толщина представляет собой наименьший размер).
Как это можно сказать в заключение, невозможно преуменьшить то, что толщина рондоли будет определять высоту готового продукта. Таким образом, материал тонкого листа, то есть, материал, имеющий толщину, составляющую менее, чем приблизительно 0,079 дюйма (2,01 мм), не стал бы использоваться в технологическом процессе прессования в результате ударного выдавливания, поскольку конечная высота контейнера не могла бы иметь диаметр, составляющий, по меньшей мере, приблизительно 0,86 дюйма (21,8 мм), при высоте, составляющей, по меньшей мере, приблизительно 2,3 дюйма (58,4 мм), и толщине, составляющей, по меньшей мере, приблизительно 0,003 дюйма (0,0762 мм), и, таким образом, был бы непрактичным или неподходящим для использования в отношении его предполагаемого назначения.
В некоторых вариантах осуществления контейнеры могут быть облегчены по массе в технологическом процессе прессования в результате ударного выдавливания. Облегчение по массе будет уменьшать толщины боковых стенок и днища и может быть задано в технологическом процессе прессования в результате ударного выдавливания. Контейнеры, которые были облегчены по массе, могут иметь толщину боковой стенки или толщину днища, которые уменьшаются на приблизительно 5 - 40%, в некоторых вариантах осуществления приблизительно 15%, в сопоставлении с контейнерами, которые не были облегчены по массе.
Утонение стенки
Необязательно может быть проведено утонение стенки 206. Контейнер может быть перепущен между пуансоном штампа и протяжной матрицей штампа с отрицательным зазором. Утонение стенки 206 делает стенку трубки тоньше. Увеличенная прочность сплава ReAl увеличивает прогибание для матрицы штампа. Поэтому для достижения желательной толщины стенки требуется меньшая матрица штампа. Данный необязательный технологический процесс оптимизирует распределение материала и сохраняет удлиненные трубки прямыми.
Необязательно после прессования в результате ударного выдавливания 204 или утонения стенки 206 в отношении днища контейнера может быть проведена формовка купола 208. Полный купол или участок купола могут быть сформованы либо в конце хода утонения, либо в гратоснимателе.
После формовки купола контейнер подвергают крацеванию 210 для удаления поверхностных изъянов. Вращающийся контейнер подвергают крацеванию при использовании двигающейся взад и вперед металлической или пластиковой, обычно найлоновой, щетки. Кроме того, крацевание 210 необязательно может быть проведено при проведении в отношении контейнера утонения стенки 206 и/или формовки купола 208.
Необязательно контейнер может быть промыт 212 в каустическом растворе для удаления смазок и других инородных частиц. Промывочный раствор каустической промывки 212 может содержать гидроксид натрия или, в альтернативном варианте, гидроксид калия или другие подобные химические вещества, известные для специалистов в соответствующей области техники.
Покрытия
На внутреннюю поверхность контейнера может быть нанесено покрытие, обычно при использовании сопла форсунки 214а. В одном варианте осуществления покрытие может иметь эпоксидную основу. Покрытие может быть нанесено при использовании любого подходящего для использования способа, включающего нижеследующее, но не ограничивающегося только этим: распыление, окрашивание, нанесение кистью, окунание и тому подобное. Покрытие может быть подвергнуто тепловому отверждению 214b при температуре в диапазоне от приблизительно 200 до приблизительно 250°С на протяжении периода времени от приблизительно 5 до приблизительно 15 минут.
На внешнюю поверхность контейнера может быть нанесено покрытие основы 216а. Покрытие основы может быть белым или непигментированным покрытием основы или может иметь другую окраску. Покрытие может быть нанесено при использовании любого подходящего для использования способа, включающего нижеследующее, но не ограничивающегося только этим: нанесение валиком, распыление, окрашивание, нанесение кистью, окунание и тому подобное. Покрытие может быть подвергнуто тепловому отверждению 216b при температуре в диапазоне от приблизительно 110 до приблизительно 180°С на протяжении периода времени от приблизительно 5 до приблизительно 15 минут.
На контейнер с нанесенным покрытием основы также могут быть нанесены и типографские краски для декоративной печати 218а. Типографская краска для декоративной печати может быть нанесена при использовании любого подходящего для использования способа, включающего нижеследующее, но не ограничивающегося только этим: распыление, окрашивание, нанесение кистью, окунание, печать и тому подобное. Типографские краски для декоративной печати подвергают тепловому отверждению 218b при температуре в диапазоне от приблизительно 120 до приблизительно 180°С на протяжении периода времени от приблизительно 5 до приблизительно 15 минут.
На трубку наносят непигментированный покровный лак 220а. Лак может быть нанесен при использовании любого подходящего для использования способа, включающего нижеследующее, но не ограничивающегося только этим: распыление, окрашивание, нанесение кистью, окунание и тому подобное. Лак подвергают тепловому отверждению 220b при температуре в диапазоне от приблизительно 150 до приблизительно 200°С на протяжении периода времени от приблизительно 5 до приблизительно 15 минут.
Необязательно одно или несколько покрытий могут быть отверждены при использовании любого другого подходящего для использования способа, известного для специалистов в соответствующей области техники, в том числе при использовании ультрафиолетового излучения или излучения электронного пучка.
Формовка купола
Необязательно после нанесения покрытия в отношении днища контейнера может быть проведена или совершена формовка купола 222. Формовка купола 222 может быть совершена на данной ступени для обеспечения распространения декорирования на поверхность, на которой контейнер стоит. Одно преимущество двухступенчатой операции формовки купола (до снятия грата 230 и до изготовления горловины 224) заключается в том, что покрытие основы распространяется на поверхность, на которой конечная банка стоит. Однако, данный способ может в результате приводить и к достижению большей степени растрескивания внутреннего покрытия. Данный вопрос может быть разрешен в результате уменьшения конечной глубины купола до изготовления горловины.
Изготовление горловины и профилирование
В ходе нескольких последовательных операций диаметр отверстия контейнера может быть уменьшен при использовании технологического процесса, называемого изготовлением горловины 224. Количество стадий уменьшения зависит от уменьшения диаметра контейнера и профиля горловины. Для материала сплава ReAl в общем случае предусматривается большее количество стадий изготовления горловины. Кроме того, по мере изменения уровня содержания сплава могут ожидаться определенные модифицирования. Например, одно модифицирование в некоторых случаях требует изменения направляющих для центра при изготовлении горловины. При работе с легкими по массе контейнерами, содержащими материал ReAl, которые являются утоненными поблизости от верха, должны быть установлены укрупненные направляющие для центра.
Состав материала, использующегося для изготовления контейнера, может оказывать воздействие на стадию изготовления горловины. На фиг. 9А иллюстрируется банка, имеющая горловину, для сплава 1070. На фиг. 9В иллюстрируется неудачная попытка прессования в результате ударного выдавливания для материала сплава Re60 при изготовлении контейнера. На фиг. 9А хорошо изготовили горловину, в то время как для фигуры 9В не произошло прессования в результате ударного выдавливания, и изготовить горловину было невозможно.
Необязательно корпус контейнера может быть профилированным 226. Профилирование 226 может иметь место на различных ступенях. Сплав ReAl может потребовать наличия дополнительных ступеней профилирования в сопоставлении с тем, что имеет место в традиционном способе прессования в результате ударного выдавливания. Подобно изготовлению горловины при профилировании контейнеров, содержащих материал ReAl, должны быть использованы уменьшенные стадии.
Тиснение
Необязательно инструментальная оснастка может перемещаться и перпендикулярно оси контейнера и производить тиснение профилей в контейнере 228. Усилие, прикладываемое во время тиснения 228, может быть большим при использовании материала ReAl, чем при использовании традиционного материала прессования в результате ударного выдавливания, что представляет собой результат большей прочности непосредственно после формовки по отношению к сплавам P1020A, 1070 или 1050.
Снятие грата и загибание кромки
Течение металла при изготовлении горловины 224 может создавать неравномерную механически упрочненную кромку. Поэтому до загибания кромки для кромки проводят снятие грата 230. Вследствие различий в анизотропии материал ReAl во время изготовления горловины 224 утолщается с различным контуром. Поэтому для высоких степеней обжатия при изготовлении горловины и высокого уровня содержания сплава возможной может оказаться необходимость проведения дополнительных операций снятия грата.
Открытую кромку контейнера загибают 232 на саму себя в целях создания установочной поверхности для клапана аэрозольной упаковки. В случае бутылок для напитков загибание кромки может обеспечить прием торцевой крышки. Торцевую крышку используют для закрытия контейнера. Торцевая крышка также может включать область, которая может быть открыта для получения доступа к содержимому контейнера и дозированной подачи текучей среды, находящейся внутри контейнера. В качестве крышки у контейнера для аэрозоля может быть использован сборный узел клапана аэрозольной упаковки. Таким образом, контейнер также может включать и торцевую крышку.
Необязательно небольшое количество материала может быть подвергнуто машинной обработке, идя от верха загнутой кромки, что известно под наименованием фрезерования входного отверстия 234. Фрезерование входного отверстия 234 может потребоваться для установки определенных клапанов аэрозольной упаковки.
Инспектирование и упаковывание
В отношении контейнеров необязательно могут быть проведены инспектирования 236. Стадии инспектирования могут включать испытания при использовании съемочной камеры, манометрическое испытание или другое подходящее для использования испытание.
Контейнеры могут быть упакованы. Необязательно контейнеры могут быть собраны в пачку 238. При собирании в пачку 238 контейнеры могут быть скомпонованы в группы. Размер группы может варьироваться, и в некоторых вариантах осуществления размер группы обычно составляет приблизительно 100 контейнеров. Размер группы может зависеть от диаметра контейнеров. Группы могут быть собраны в пачки при использовании обвязки пластмассовой лентой или других подобных известных технологических процессов. Специальное соображение для контейнеров, содержащих материал ReAl, заключается в том, что необходимо контролировать натяжение обязывающей ленты в целях предотвращения «образования вмятин в полу от высоких каблуков» в областях воздействия на пачку высокого давления в зоне ее контакта с лентой.
В одном альтернативном способе упаковывания контейнеры укладывают навалом на поддоны 240 подобно контейнерам для напитков.
Готовый продукт
Один аспект изобретения заключается в контейнере, изготовленном из алюминиевого сплава изобретения. Алюминиевый сплав представляет собой комбинацию из, по меньшей мере, двух алюминиевых сплавов. В некоторых вариантах осуществления, по меньшей мере, один из алюминиевых сплавов может представлять собой материал для вторичного использования. Композиции контейнера подробно обсуждаются выше, в том числе в таблицах 2 - 3, 7 - 20А. Выше более подробно также обсуждаются и способы изготовления контейнера.
Контейнер может быть изготовлен из рондоли при использовании технологического процесса прессования в результате ударного выдавливания. В некоторых вариантах осуществления готовый продукт может быть адаптирован для приема торцевой крышки.
Контейнер может быть контейнером для напитка, контейнером для аэрозоля или другим типом замкнутой емкости, способной принимать торцевую крышку и удерживать внутреннее давление, доходящее вплоть до 18 бар. Контейнер может характеризоваться высотой в диапазоне от приблизительно 2,3 дюйма (58,4 мм) до приблизительно 11 дюймов (279 мм), соотношением ширина/длина (которые могут представлять собой различные размеры) или диаметром в диапазоне от приблизительно 1,9 дюйма (48,3 мм) до приблизительно 3,74 дюйма (95,0 мм) и толщиной стенки в диапазоне от приблизительно 0,003 дюйма (0,0762 мм) до приблизительно 0,16 дюйма (4,06 мм). Контейнер для напитка может характеризоваться высотой в диапазоне от приблизительно 1,8 дюйма (45,7 мм) до приблизительно 9,8 дюйма (249 мм), соотношением ширина/длина (которые могут представлять собой различные размеры) или диаметром в диапазоне от приблизительно 1,5 дюйма (38,1мм) до приблизительно 4,3 дюйма (109 мм) и толщиной стенки в диапазоне от приблизительно 0,0003 дюйма (0,00762 мм) до приблизительно 0,04 дюйма (1,02 мм). Контейнер для напитка может удерживать внутреннее давление, доходящее вплоть до приблизительно 7,6 бара после закрытия контейнера. Контейнер для аэрозоля может характеризоваться высотой в диапазоне от приблизительно 2,3 дюйма (58,4 мм) до приблизительно 9,5 дюйма (241 мм), соотношением ширина/длина (которые могут представлять собой различные размеры) или диаметром в диапазоне от приблизительно 0,86 дюйма (21,8 мм) до приблизительно 3 дюймов (76,2 мм) и толщиной стенки в диапазоне от приблизительно 0,0003 дюйма (0,00762 мм) до приблизительно 0,08 дюйма (2,03 мм). Контейнер для аэрозоля может удерживать внутреннее давление, доходящее вплоть до приблизительно 18 бар после закрытия контейнера.
Контейнер может быть подвергнут окончательной отделке в результате нанесения фирменного знака или декорирования внешней поверхности контейнера. Подходящие для использования способы печати включают офсетную печать, лазерную печать и тому подобное.
На внутреннюю поверхность бутылки обычно может быть нанесено покрытие при использовании форсунки. В одном варианте осуществления покрытие может иметь эпоксидную основу. Покрытие может быть нанесено при использовании любого подходящего для использования способа, включающего нижеследующее, но не ограничивающегося только этим: распыление, окрашивание, нанесение кистью, окунание и тому подобное. Покрытие может быть подвергнуто тепловому отверждению при температуре в диапазоне от приблизительно 392°F (200°C) до приблизительно 482°F (250°С) на протяжении периода времени в диапазоне от приблизительно 5 до приблизительно 15 минут.
На внешнюю поверхность металлической бутылки в общем случае может быть нанесено покрытие основы. Покрытие основы может быть белым или непигментированным покрытием основы. Покрытие может быть нанесено при использовании любого подходящего для использования способа, включающего нижеследующее, но не ограничивающегося только этим: распыление, окрашивание, нанесение кистью, окунание и тому подобное. Покрытие может быть подвергнуто тепловому отверждению при температуре в диапазоне от приблизительно 230°F (110°C) до приблизительно 356°F (180°С) на протяжении периода времени от приблизительно 5 до приблизительно 15 минут.
На металлическую бутылку с нанесенным покрытием основы также могут быть нанесены типографские краски для декоративной печати в целях представления наименований торговых марок, логотипов, рисунков, информации о продукте и/или других предпочтительных фирменных знаков. Типографская краска для декоративной печати может быть нанесена при использовании любого подходящего для использования способа, включающего нижеследующее, но не ограничивающегося только этим: распыление, окрашивание, нанесение кистью, окунание, печать и тому подобное. Необязательно металлическая бутылка может быть декорирована при использовании литографии или других технологических процессов для печати, таких как офсетная печать, офсетная печать без увлажнения, глубокая печать, металлография, трафаретная печать, тампонная печать и краскоструйная печать. Типографские краски для декоративной печати могут быть типографскими красками не на льномасляной основе или любой другой подходящей для использования типографской краской, в том числе термохромными типографскими красками. Типографские краски для декоративной печати могут быть подвергнуты тепловому отверждению при температуре в диапазоне от приблизительно 248°F (120°C) до приблизительно 356°F (180°С) на протяжении периода времени от приблизительно 5 до приблизительно 15 минут.
На металлическую бутылку может быть нанесен непигментированный покровный лак. Лак может быть нанесен при использовании любого подходящего для использования способа, включающего нижеследующее, но не ограничивающегося только этим: распыление, окрашивание, нанесение кистью, окунание и тому подобное. Лак может быть подвергнут тепловому отверждению при температуре в диапазоне от приблизительно 302°F (150°C) до приблизительно 392°F (200°С) на протяжении периода времени от приблизительно 5 до приблизительно 15 минут. Покрытия могут защитить металл участка корпуса от контакта с инструментальной оснасткой, корродирования и/или защитить содержимое металлической бутылки.
Необязательно одно или несколько покрытий могут быть отверждены при использовании любого другого подходящего для использования способа, известного для специалистов в соответствующей области техники, в том числе при использовании ультрафиолетового излучения или излучения электронного пучка.
Механические свойства
Контейнеры и рондоли, изготовленные в соответствии с настоящим изобретением, обладают измеримыми свойствами. Например, твердость (НВ) материала до отжига (стадия до прессования в результате ударного выдавливания) может находиться в диапазоне приблизительно от 40 до 70. Твердость материала после отжига (стадия до прессования в результате ударного выдавливания) может находиться в диапазоне приблизительно от 19 до 41.
Предел текучести материала для образца с размером в диапазоне приблизительно 5,5 - 6,5 мм может находиться в диапазоне приблизительно от 3 кфунт/дюйм2 (20,7 МПа) до 8 кфунт/дюйм2 (55,2 МПа). Предел прочности при растяжении может находиться в диапазоне приблизительно 14 - 21 кфунт/дюйм2 (96,5 - 145 МПа) для образцов, которые имеют размеры в диапазоне приблизительно 5,5 - 6,5 мм, и относительное удлинение в процентах (2’’ (50,8 мм)) может находиться в диапазоне приблизительно 30 - 42.
Контейнеры, изготовленные в соответствии с настоящим изобретением, будь то облегченные по массе или нет, могут характеризоваться разрывающим внутренним давлением, составляющим более, чем приблизительно 205 фунт/дюйм2 (изб.) (1410 кПа (изб.)). В некоторых вариантах осуществления разрывающее внутреннее давление может составлять, по меньшей мере, приблизительно 208 фунт/дюйм2 (изб.) (1430 кПа (изб.)), по меньшей мере, приблизительно 240 фунт/дюйм2 (изб.) (1650 кПа (изб.)), по меньшей мере, приблизительно 260 фунт/дюйм2 (изб.) (1790 кПа (изб.)), по меньшей мере, приблизительно 270 фунт/дюйм2 (изб.) (1860 кПа (изб.)) или, по меньшей мере, приблизительно 313 фунт/дюйм2 (изб.) (2160 кПа (изб.)). Минимальное критическое давление потери устойчивости для контейнера настоящего изобретения может составлять более, чем приблизительно 160 фунт/дюйм2 (изб.) (1100 кПа (изб.)). В некоторых вариантах осуществления минимальное критическое давление потери устойчивости может составлять, по меньшей мере, приблизительно 160 фунт/дюйм2 (изб.) (1100 кПа (изб.)), по меньшей мере, приблизительно 174 фунт/дюйм2 (изб.) (1200 кПа (изб.)), по меньшей мере, приблизительно 180 фунт/дюйм2 (изб.) (1240 кПа (изб.)), по меньшей мере, приблизительно 203 фунт/дюйм2 (изб.) (1400 кПа (изб.)), по меньшей мере, приблизительно 217 фунт/дюйм2 (изб.) (1500 кПа (изб.)) или, по меньшей мере, приблизительно 261 фунт/дюйм2 (изб.) (1800 кПа (изб.)). В некоторых вариантах осуществления разрывающее внутреннее давление или критическое давление потери устойчивости могут удовлетворять требованиям, предъявляемым на юрисдикционной территории. Как это можно сказать в порядке примера, в некоторых вариантах осуществления разрывающее внутреннее давление или критическое давление потери устойчивости, которым должен противостоять контейнер, могут быть установлены органами государственного регулирования и контроля, такими как Министерство транспорта в Соединенных Штатах Америки или Европейский аэрозольный фонд в Европе. Контейнеры, изготовленные в соответствии с настоящим изобретением, будь то облегченные по массе или нет, могут удовлетворять требованиям, предъявляемым государственными органами. Кроме того, критическое давление потери устойчивости и разрывающее внутреннее давление, установленные на юрисдикционной территории, могут иметь в своей основе рейтинг контейнера вне зависимости от сплава.
Примеры
Рондоли, содержащие материал ReAl 3104 25%, подвергали испытанию при использовании двух материалов. В материале 1 использовали вторичные слитки для переплавки (ВСП), произведенные из брикетированного медного лома. Образцы материала 1 изготавливали на предприятии компании Ball Advanced Aluminum Technology в Шербруке из Канады и в Виргинии. Материал 2 представлял собой расплавленный брикетированный лом. Образцы материала 2 изготавливали в компании Copal, S. A. S. во Франции. На фиг. 4 иллюстрируется сопоставление материала 1 и материала 2. Материал 1 является намного более близким к 18%-ному уровню содержания материала 3104 из медного лома вследствие значительной потери магния в сопоставлении с заливаемой композицией материала 2. Тип переработки для плавления брикетированного медного лома 3104 может оказывать воздействие на конечный химический состав материала ReAl.
Окончательная отделка образцов материала 1 заключалась в дробеструйной обработке. Окончательная отделка для образцов материала 2 заключалась в обработке в поворотном барабане.
В таблице 22 иллюстрируется твердость рондоли для эталонного материала 1050, материала 1 и материала 2 после окончательной отделки.
Таблица 22
Вследствие окончательной отделки значения, представленные в таблице 22, могут быть большими, чем соответствующие значения, измеренные после технологического процесса отжига. Материал 1 характеризовался твердостью, которая была приблизительно на 35% большей, чем у эталонного материала 1050, в то время как материал 2 характеризовался твердостью, которая была приблизительно на 43% большей, чем у материала 1050.
Использующаяся смазка представляла собой продукт Sapilub GR8. В таблице 23 иллюстрируются параметры смазки и масса смазки в отношении приблизительно 100 кг рондолей для эталонного материала 1050, материала 1 и материала 2. Как это необходимо отметить, материал смазки для эталонного материала 1050 (GTTX) отличался от смазки, использующейся для рондолей, содержащих материал 1 и материал 2 (GR8).
Таблица 23
Технологический процесс смазки осуществляли в работающем автономном режиме поворотном барабане для всех рондолей. Различие доли смазки обуславливается типом поверхностной обработки (поверхность, подвергнутая обработке в поворотном барабане требует меньшего количества смазки, чем поверхность, подвергнутая дробеструйной обработке).
Использующаяся моноблочная матрица штампа представляла собой стандартный продукт GJ15 - 1000HV из спеченного карбида. Головка пуансона штампа представляла собой продукт Bohler S600 - 680HV. Профиль матрицы штампа был коническим.
Трубки подвергали крацеванию для выявления потенциальных видимых бороздок и царапин. Лак для внутренних поверхностей на контейнерах представлял собой продукт PPG HOBA 7940-301/B (эпоксидно-фенольный материал). Установка для нанесения эпоксидно-фенольного лака для внутренних поверхностей PPG 7940 была стандартной. Температура и время отверждения составляли приблизительно 250°С на протяжении приблизительно 8 минут 30 секунд. После нанесения лака для внутренних поверхностей не возникало каких-либо проблем с пористостью.
На контейнеры наносили белое покрытие основы, характеризующееся наличием блеска. На контейнеры также добавляли отпечатанный рисунок.
Пример 1
В примере 1 использовали материал 1 и материал 2 в отношении рондолей, которые имели диаметр, составляющий приблизительно 44,65 мм, и высоту, составляющую приблизительно 5,5 мм. Масса материала рондоли составляла приблизительно 23,25 г. Конечные размеры контейнера после переработки, но до снятия грата составляли приблизительно 150 мм +/- приблизительно 10 мм по высоте на приблизительно 45,14 мм по диаметру. Толщина конечного контейнера составляла приблизительно 0,28 мм +/- приблизительно 0,03 мм. Конечная масса контейнера составляла приблизительно 23,22 г. Использовали стандартную инструментальную оснастку для изготовления горловины.
Рондоли, содержащие материал 1, имеют тенденцию к демонстрации в общем случае лучших эксплуатационных характеристик без возникновения как бороздок, так и царапин как на внешней поверхности, так и на внутренней поверхности трубок. Рондоли, содержащие материал 2, являются более восприимчивыми к царапинам или более абразивными по отношению к поверхности головки пуансона штампа. После использования рондолей, содержащих материал 2, головка пуансона штампа требовала замены вследствие своей изношенности. Для удовлетворения параметрам контейнера может потребоваться более крупный пуансон штампа.
Пример 2
В примере 2 использовали материал 1 и материал 2 в отношении рондолей, которые имели диаметр, составляющий приблизительно 44,65 мм, и высоту, составляющую приблизительно 5,0 мм. Масса материала рондоли составляла приблизительно 21,14 г. Конечные размеры контейнера после переработки, но до снятия грата составляли приблизительно 150 мм +/- приблизительно 10 мм по высоте на приблизительно 45,14 мм по диаметру. Толщина конечного контейнера составляла приблизительно 0,24 мм +/- приблизительно 0,03 мм. Конечная масса контейнера составляла приблизительно 20,65 г. Использовали ловитель, характеризующийся увеличенным диаметром. Диаметр ловителя составлял приблизительно 0,1 мм.
Вследствие использования совершенно новой матрицы штампа пресса и головки пуансона штампа имело место почти что отсутствие эксцентричности в толщинах стенок (< приблизительно 0,02 мм). И на этот раз рондоли, содержащие материал 1, по-видимому, демонстрируют лучшие эксплуатационные характеристики, чем рондоли, содержащие материал 2. Действительно, подобно результатам из эксперимента 1 почти что никаких царапин не виднелось ни на внутренней поверхности, ни на внешней поверхности контейнеров, содержащих материал 1. В случае использования рондолей, содержащих материал 2, царапины появлялись после 6 - 7ku время от времени на внешней поверхности контейнера и в основном на внутренней стороне контейнера. В дополнение к этому, головка пуансона штампа была значительно изношенной. На фиг. 5 иллюстрируется стальная головка пуансона штампа и матрица штампа пресса из спеченного карбида. Поверхность головки пуансона штампа после прессования всех рондолей, содержащих материал 1, не имела на себе каких-либо бороздок. Матрица штампа пресса из спеченного карбида была значительно поврежденной по всему периметру. Производительности технологических линий пресса для обоих экспериментов были установлены на приблизительно 175 цикл/мин, и оба эксперимента проводили без больших остановок.
В таблице 24 иллюстрируется усилие прессования для образцов, изготовленных при использовании параметров, обсуждавшихся в эксперименте 1 для материалов 1 и 2 и эксперименте 2 для материалов 1 и 2. Также продемонстрирован и эталонный материал 1050. Значения в таблице являются приблизительными.
Таблица 24
Отсутствовало какое-либо значительное увеличение мощности при прессовании при переходе от образца к образцу вне зависимости от материала или исходных размеров рондолей. Значения намного уступают безопасному пределу для размера конечного контейнера.
В таблице 25 иллюстрируются параметры трубки для материалов 1 и 2 при использовании размеров рондолей из эксперимента 1 и параметры трубки для материалов 1 и 2 при использовании размеров рондолей из эксперимента 2. Значения в таблице являются приблизительными.
Таблица 25
Как это иллюстрируется в таблице 25, толщина днища находилась внутри допустимых пределов для каждого материала за исключением материала 2, эксперимента 2. Допустимые пределы толщины стенки внизу и допустимые пределы толщины стенки вверху не достигались ни для одного материала из эксперимента 2.
В таблице 26 иллюстрируются глубина выпучивания (мм) и пористость (мА), что представляет собой меру целостности внутреннего покрытия. Значения в таблице являются приблизительными.
Таблица 26
Для трубок, имеющих размеры для параметров из эксперимента 1 и эксперимента 2, надлежащим образом изготавливали горловины при использовании рондолей, содержащих как материал 1, так и материал 2. Для работы с легкими по массе банками, профилем при изготовлении горловины и всеми размерными параметрами, выдерживаемыми в пределах технических требований, требовались новые ловители. Толщина в кратере (от приблизительно 0,45 мм до приблизительно 0,48 мм при наличии белого покрытия основы) до загибания кромки была достаточно большой. Кроме того, длина снятия грата при изготовлении горловины была удовлетворительной на уровне приблизительно 2,4 мм.
Рондоли, изготовленные как из материала 1, так и из материала 2, создавали пористость после выпучивания на станции изготовления горловины. После уменьшения глубины выпучивания уровень пористости возвращался к нормальному. Кроме того, уменьшение глубины выпучивания во второй раз при использовании материала 2 способствовало разрешению вопросов с пористостью.
Что касается сопротивления давлению, то результаты являются исключительно впечатляющими даже для легких по массе банок. Как это ни удивительно, но рондоли, содержащие материал 1, характеризуются большим сопротивлением давлению (приблизительно + 2 бара) даже при демонстрации ими меньших уровня процентного содержания магния и процентного уровня содержания железа, чем рондоли, содержащие материал 2. Хотя причина этого и неясна, это может оказаться следствием непрерывного отжига, проведенного для материала 1 в сопоставлении с отжигом в камерной печи. На фиг. 6 иллюстрируется сопротивление первому деформирующему давлению для банок, в то время как на фиг. 7 иллюстрируется разрывающее внутреннее давление для банок. На фиг. 8 иллюстрируются массы контейнеров и композиции сплавов.
Пример 3
В примере 3 иллюстрируются эксплуатационные характеристики по давлению для банок, содержащих приблизительно 0, 20, 40 и 60% (масс.) материала АА 3104, при этом остаток представляет собой материал АА1070. На ней также демонстрируются результаты по давлению для 20%-ного сплава с более тонкими (оптимизированными) стенками. Разрывающее внутреннее давление может быть установлено предписаниями для юрисдикционной территории. Как это можно сказать в порядке примера, в Соединенных Штатах минимальное разрывающее внутреннее давление может быть установлено Министерством транспорта (240 фунт/дюйм2 (изб.) (1650 кПа (изб.))). На других юрисдикционных территориях минимальное разрывающее внутреннее давление может составлять приблизительно 208 фунт/дюйм2 (изб.) (1430 кПа (изб.)).
Размер рондоли для данного эксперимента составлял приблизительно 44,65 мм в диаметре и приблизительно 5,5 мм в высоту. Рондоли подвергались окончательной отделке в результате дробеструйной обработки и характеризовались коническим профилем. Рондоли подвергали прессованию, после этого изготавливали горловину, что в результате приводило к получению размера банки, составляющего приблизительно 45 мм в диаметре и приблизительно 150 мм в высоту. Горловины у банок изготавливали при использовании стандартного технологического процесса изготовления горловины. Лак для внутренних поверхностей представлял собой эпоксидно-фенольный материал, а покрытие основы было непигментированным и полуматовым со следующим далее нанесением блестящего покровного лака.
В таблице 27 представляются параметры трубки после прессования. Значения в таблице являются приблизительными.
Таблица 27
В приведенной выше таблице 6 представляются результаты измерения давления в барах после воздействия первого деформирующего давления и разрывающего внутреннего давления.
В соответствии с представленным выше обсуждением изобретения на фигурах 9А и 9В иллюстрируется, соответственно, банка, подвергнутая изготовлению горловины, для сплава 1070 и сплава Re60. На фиг. 9А хорошо изготовили горловину, в то время как для фигуры 9В прессование было невозможно.
В рамках вышеизложенного описания изобретения были обсуждены и использованы определенные диапазоны. Специалисты в соответствующей области техники должны понимать то, что подходящим для использования был бы любой поддиапазон в рамках заявленного диапазона, как и любое число в пределах данного широкого диапазона без отклонения от изобретения.
Вышеизложенное описание настоящего изобретения было представлено для целей иллюстрирования и описания. Кроме того, описание изобретения не предполагает ограничения изобретения формой, раскрытой в настоящем документе. Следовательно, вариации и модификации, соразмерные с представленным выше изложением изобретения и навыками или знаниями в соответствующей области техники, попадают в объем настоящего изобретения. Вариант осуществления, описанный выше в настоящем документе, дополнительно предназначен для разъяснения наилучшего режима, известного для реализации на практике изобретения и для предоставления специалистам в соответствующей области техники возможности использования изобретения в таком или других вариантах осуществления и при наличии различных модификаций, требуемых для конкретных областей применения или вариантов использования настоящего изобретения. Как это предполагается, прилагающаяся формула изобретения должна быть воспринята как включающая альтернативные варианты осуществления в степени, допустимой на предшествующем уровне техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУЧАЕМАЯ ПРЕССОВАНИЕМ УДАРНЫМ ВЫДАВЛИВАНИЕМ АЛЮМИНИЕВАЯ БУТЫЛКА С РЕЗЬБОЙ НА ГОРЛЫШКЕ, ИЗГОТАВЛИВАЕМАЯ ИЗ РЕЦИКЛИРОВАННОГО АЛЮМИНИЯ И УСИЛЕННЫХ СПЛАВОВ | 2014 |
|
RU2642231C2 |
| КОНТЕЙНЕРЫ, ИЗГОТОВЛЕННЫЕ ИЗ ПЕРЕРАБОТАННОГО АЛЮМИНИЕВОГО ЛОМА МЕТОДОМ УДАРНОГО ПРЕССОВАНИЯ | 2012 |
|
RU2593799C2 |
| ВЫСОКОПРОЧНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 6XXX И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2691081C1 |
| Сплав на основе алюминия и аэрозольный баллон из этого сплава | 2019 |
|
RU2718370C1 |
| ТИТАНОВЫЙ СПЛАВ, ИЗГОТОВЛЕННЫЕ ИЗ НЕГО ДЕТАЛИ И СПОСОБ ПРИМЕНЕНИЯ | 2015 |
|
RU2669959C2 |
| ВЫСОКОПРОЧНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 7XXX И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2717434C2 |
| УСОВЕРШЕНСТВОВАННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ СЕРИИ 6ХХХ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2013 |
|
RU2662758C2 |
| ВЫСОКОПРОЧНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 6XXX И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2720277C2 |
| КОМПОЗИЦИИ ДЛЯ ПОКРЫТИЯ, СОДЕРЖАЩИЕ ГИДРОКСИФЕНИЛ-ФУНКЦИОНАЛЬНЫЙ ПОЛИМЕР И ЛАТЕКСНЫЙ ПОЛИМЕР | 2018 |
|
RU2796008C2 |
| ПРОДУКТЫ ИЗ АЛЮМИНИЕВОГО СПЛАВА С ФУНКЦИОНАЛЬНЫМ ГРАДИЕНТОМ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2818786C1 |
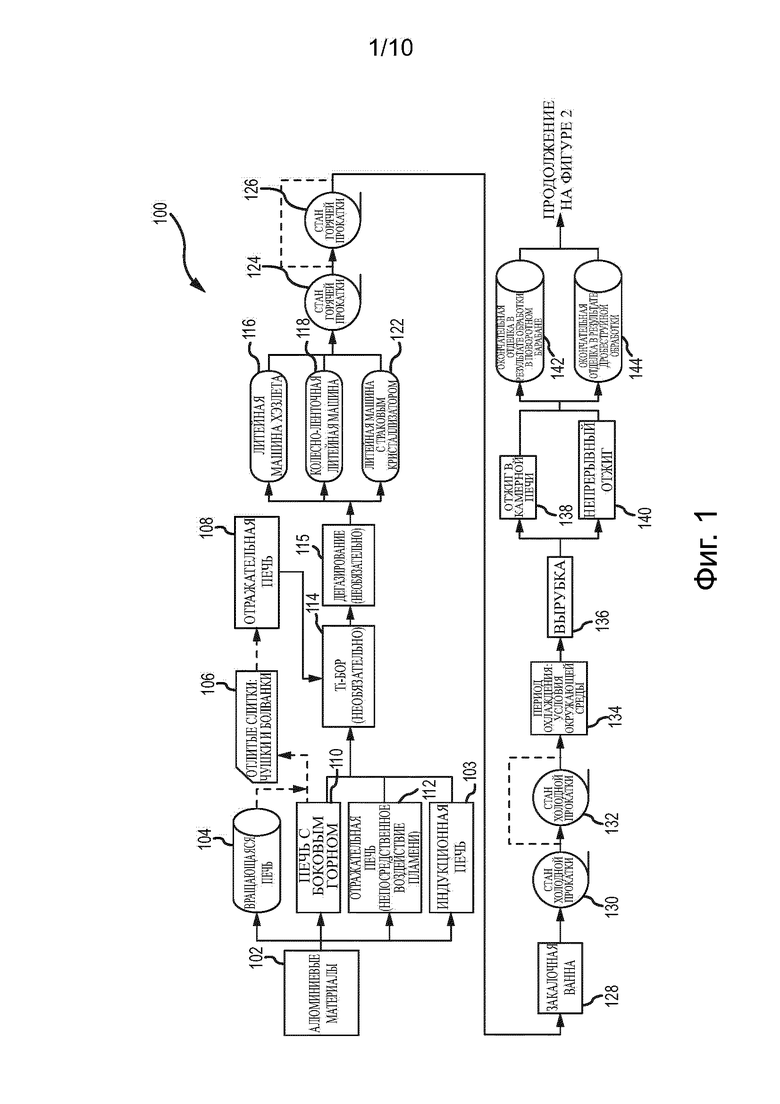
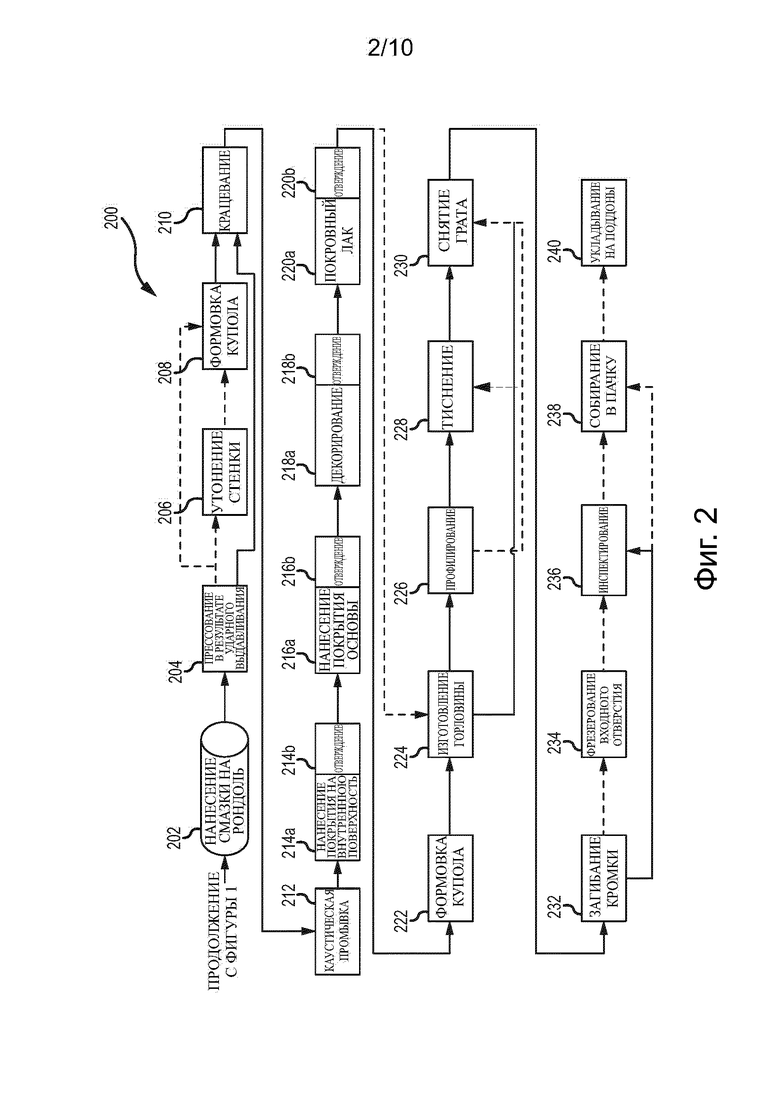

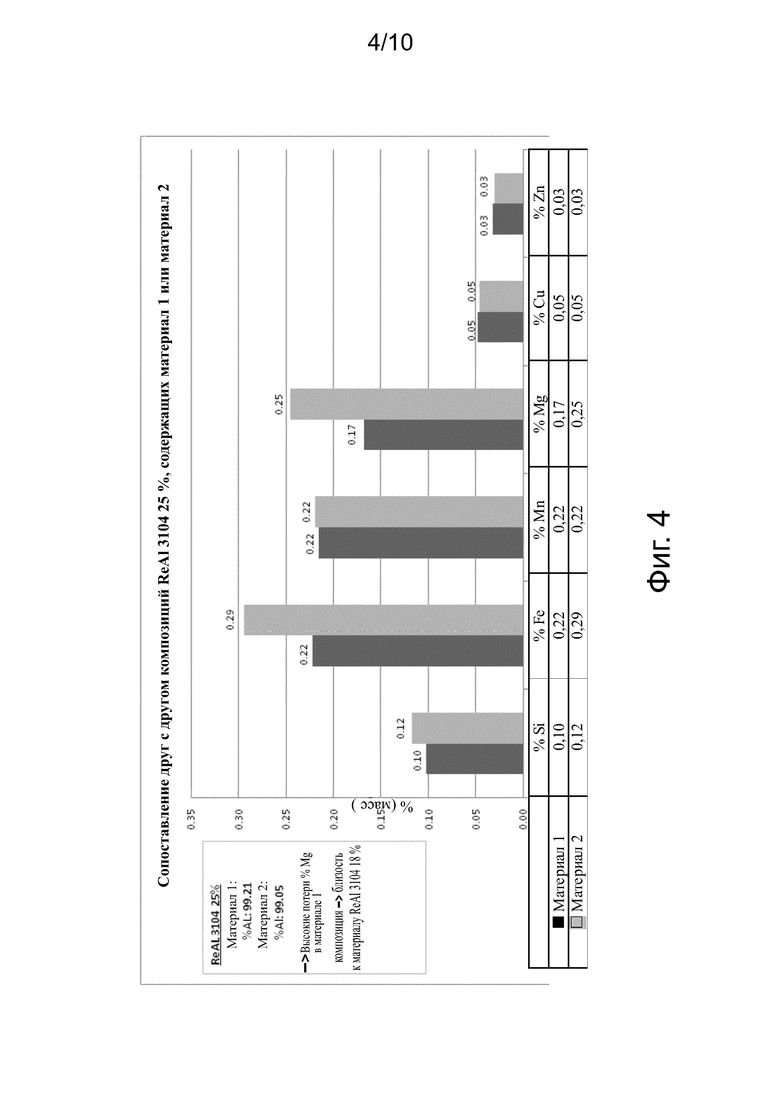

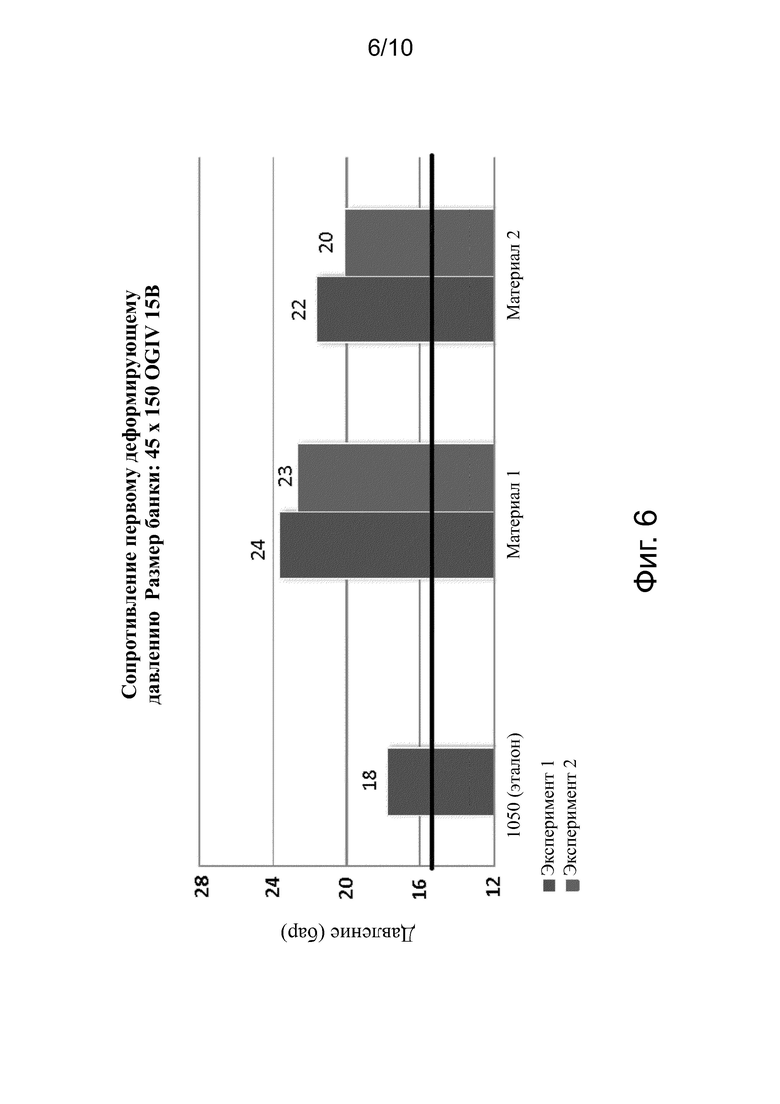


Изобретение относится к алюминиевым сплавам, предназначенным для использования в технологическом процессе изготовления ударным выдавливанием профилированных контейнеров. Алюминиевый сплав для изготовления рондоли для ударного выдавливания металлического контейнера, выполненного с возможностью приема торцевой крышки, содержит от 40 до 90 % мас. первого алюминиевого слава и от 10 до 60 % мас. второго алюминиевого сплава, причем первый алюминиевый сплав выбран из группы, состоящей из AA1050, AA1070 или P1020A, а второй алюминиевый сплав выбран из группы, состоящей из AA3104, AA3004, AA3105, AA3003 или AA3103, причем по меньшей мере один из первого алюминиевого или второго алюминиевого сплава не является материалом для вторичного использования, а состав алюминиевого сплава содержит, мас.%: по меньшей мере 97,56 Al, по меньшей мере 0,07 Si, по меньшей мере 0,22 Fe, по меньшей мере 0,04 Mn, по меньшей мере 0,02 Mg, самое большее 0,15 примесей и остальное - по меньшей мере один из Cu, Zn, Cr или Ti. Способ производства контейнера из алюминиевого сплава посредством ударного выдавливания из рондоли, полученной из материала лома для вторичного использования, включает обеспечение рондоли, материал которой содержит алюминиевый сплав, образованный объединением первого алюминиевого сплава и второго алюминиевого сплава, при этом первый алюминиевый сплав выбран из группы, состоящей из алюминиевого сплава для вторичного использования, первосортного алюминиевого сплава и комбинации из указанных сплавов, отжиг рондоли, придание отожженной рондоли шероховатости и ударное выдавливания шероховатой рондоли для образования контейнера, при этом критическое давление потери устойчивости для контейнера составляет по меньшей мере 160 фунт/дюйм2. Изобретение направлено на улучшение эксплуатационных характеристик контейнеров. 3 н. и 17 з.п. ф-лы, 9 ил., 45 табл., 3 пр.
1. Алюминиевый сплав для изготовления рондоли для ударного выдавливания для образования металлического контейнера, выполненного с возможностью приема торцевой крышки, при этом алюминиевый сплав содержит от 40 до 90 % мас. первого алюминиевого слава и от 10 до 60 % мас. второго алюминиевого сплава, причем первый алюминиевый сплав выбран из группы, состоящей из AA1050, AA1070 или P1020A, а второй алюминиевый сплав выбран из группы, состоящей из AA3104, AA3004, AA3105, AA3003 или AA3103, причем по меньшей мере один из первого алюминиевого или второго алюминиевого сплава не является материалом для вторичного использования, при этом состав алюминиевого сплава содержит:
по меньшей мере 97,56 % мас. Al;
по меньшей мере 0,07 % мас. Si;
по меньшей мере 0,22 % мас. Fe;
по меньшей мере 0,04 % мас. Mn;
по меньшей мере 0,02 % мас. Mg;
самое большее 0,15 % мас. примесей и
остальное - по меньшей мере один из Cu, Zn, Cr или Ti,
при этом критическое давление потери устойчивости для контейнера, образованного из указанного алюминиевого сплава, составляет по меньшей мере 160 фунт/дюйм2.
2. Алюминиевый сплав по п. 1, в котором алюминиевый сплав также содержит
самое большее 99,5% мас. Al;
самое большее 0,46% мас. Si;
самое большее 0,92% мас. Mn;и
самое большее 0,74% мас. Mg.
3. Алюминиевый сплав по п. 1, который также содержит борид титана, причем борид титана изменяет зернистую структуру алюминиевого сплава, включающего борид титана, в сопоставлении с алюминиевым сплавом, в составе которого отсутствует борид титана.
4. Способ производства контейнера из алюминиевого сплава посредством ударного выдавливания из рондоли, полученной из материала лома для вторичного использования, включающий:
обеспечение рондоли, материал которой содержит алюминиевый сплав, образованный объединением первого алюминиевого сплава и второго алюминиевого сплава, при этом первый алюминиевый сплав выбран из группы, состоящей из алюминиевого сплава для вторичного использования, первосортного алюминиевого сплава и комбинации из указанных сплавов, при этом состав алюминиевого сплава содержит:
по меньшей мере 97,56% мас. Al;
по меньшей мере 0,07% мас. Si;
по меньшей мере 0,22% мас. Fe;
по меньшей мере 0,04% мас. Mn;
по меньшей мере 0,02% мас. Mg;
самое большее 0,15% мас. примесей и
остальное по меньшей мере один из Cu, Zn, Cr и Ti,
отжиг рондоли для получения отожженной рондоли,
придание отожженной рондоли шероховатости для получения шероховатой рондоли и
ударное выдавливания шероховатой рондоли для образования контейнера,
при этом критическое давление потери устойчивости для контейнера составляет по меньшей мере 160 фунт/дюйм2.
5. Способ по п. 4, который также содержит формирование рондоли, включающее:
обеспечение материала алюминиевого лома, образованного из сплава, содержащего по меньшей мере 98,5% мас. алюминия,
добавление относительно чистого алюминиевого сплава к упомянутого материалу алюминиевого лома,
плавку упомянутого относительно чистого алюминиевого сплава совместно с упомянутым материалом алюминиевого лома в печи с непрямым нагревом для получения нового сплава для вторичного использования,
разливку упомянутого нового сплава для вторичного использования в литейной машине для образования сляба из алюминиевого сплава, имеющего предварительно определенную толщину,
горячую прокатку упомянутого сляба из алюминиевого сплава для уменьшения толщины и получения горячекатаной полосы,
закалку горячекатаной полосы в водном растворе для уменьшения температуры горячекатаной полосы и образования полосы из сплава,
холодную прокатку полосы из сплава для дополнительного уменьшения предварительно определенной толщины и
операцию вырубки полосы из сплава для образования рондолей, выполненных из алюминиевого сплава для вторичного использования.
6. Способ по п. 4, который также включает добавление к указанному составу предварительно определенного количества борида титана.
7. Способ по п. 6, в котором борид титана добавляют к составу после плавки и до разливки.
8. Способ по п. 5, в котором плавку проводят по меньшей мере в одной печи, выбранной из печи с боковым горном и вращающейся печи во избежание непосредственного воздействия пламени на упомянутый новый сплав для вторичного использования.
9. Способ по п. 5, в котором разливку проводят по меньшей мере в одной литейной машине, выбранной из колесно-ленточной машины и двухленточной литейной машины.
10. Способ по п. 5, в котором горячую прокатку и холодную прокатку сляба алюминиевого сплава проводят между двух вращающихся в противоположных направлениях валков, установленных с зазором между собой, который является меньшим, чем толщина сляба алюминиевого сплава.
11. Способ по п. 5, в котором указанная вырубка включает подачу полосы из сплава в комплектный штамп, установленный в прессе.
12. Способ по п. 5, в котором осуществляют окончательную отделку, включающую по меньшей мере одну операцию, выбранную из воздействия на упомянутые рондоли из алюминиевого сплава для вторичного использования алюминиевой дробью и обработку упомянутых рондолей из алюминиевого сплава для вторичного использования во вращающемся поворотном барабане.
13. Способ по п. 5, который также включает после окончательной отделки нанесение смазки на упомянутые рондоли из алюминиевого сплава для вторичного использования.
14. Способ по п. 5, который также включает формовку металлического контейнера из упомянутых рондолей из алюминиевого сплава для вторичного использования.
15. Контейнер из алюминиевого сплава, содержащий:
корпус контейнера, имеющий диаметр в диапазоне от 0,86 дюйма (21,8 мм) до 3 дюймов (76,2 мм), высоту в диапазоне от 2,3 дюйма (58,4 мм) до 8,5 дюйма (216 мм) и толщину стенки в диапазоне от 0,003 дюйма (0,0762 мм) до 0,16 дюйма (4,06 мм), при этом материал контейнера содержит алюминиевый сплав, образованный объединением первого алюминиевого сплава и второго алюминиевого сплава, при этом первый алюминиевый сплав выбран из группы, состоящей из первого алюминиевого сплава для вторичного использования, первосортного алюминиевого сплава и комбинации из указанных сплавов, при этом состав алюминиевого сплава содержит:
по меньшей мере 97,56% мас. Al;
по меньшей мере 0,07% мас. Si;
по меньшей мере 0,22% мас. Fe;
по меньшей мере 0,04% мас. Mn;
по меньшей мере 0,02% мас. Mg;
самое большее 0,15% мас. примесей и
остальное по меньшей мере один из Cu, Zn, Cr и Ti,
при этом критическое давление потери устойчивости для контейнера составляет по меньшей мере 160 фунт/дюйм2.
16. Контейнер по п. 15, который также содержит торцевую крышку.
17. Контейнер по п. 15, в котором материал контейнера содержит:
0,07–0,2% мас. Si;
0,22–0,38% мас. Fe;
0–0,13% мас. Cu;
0,11–0,61% мас. Mn;
0,13–0,73% мас. Mg;
0,02–0,07% мас. Zn;
0–0,03% мас. Ti;
0–0,15% мас. примесей и
остальное Al.
18. Контейнер по п. 15, в котором материал контейнера содержит:
0,1% мас. Si;
0,25% мас. Fe;
0,21% мас. Mn;
0,25% мас. Mg;
0,03% мас. Ti;
0 – 0,15% мас. примесей и
остальное Al.
19. Контейнер по п. 15, который является облегченным по массе.
20. Контейнер по п. 15, в котором разрывающее внутреннее давление для контейнера составляет более чем 208 фунт/дюйм2 (изб.) (1430 кПа (изб.), при этом минимальное критическое давление потери устойчивости составляет более чем 174 фунт/дюйм2 (изб.) (1200 кПа (изб.)).
| US 2013068352 A1, 21.03.2013 | |||
| US 2014298641 A1, 09.10.2014 | |||
| КОНТЕЙНЕРЫ, ИЗГОТОВЛЕННЫЕ ИЗ ПЕРЕРАБОТАННОГО АЛЮМИНИЕВОГО ЛОМА МЕТОДОМ УДАРНОГО ПРЕССОВАНИЯ | 2012 |
|
RU2593799C2 |
| Способ изготовления заготовки в виде полосы из алюминиевого сплава для производства изделий глубокой вытяжкой и вытяжкой с утонением стенок | 1983 |
|
SU1426458A3 |

