Область техники
Изобретение относится к электротехнической полосовой или листовой стали с по меньшей мере одним предусмотренным на ее плоской стороне термоотверждаемым слоем лака горячей сушки, который содержит основу из эпоксидной смолы, по меньшей мере один отвердитель и по меньшей мере один наполнитель.
Уровень техники
В качестве покрытия электротехнических полосовых или листовых сталей из уровня техники (WO2014/089593A1) известны термоклеевые лаки или лаки горячей сушки, отверждаемые при высокой температуре.
Под термоклеевым лаком горячего отверждения, называемым также лаком горячей сушки, в уровне техники понимается реактивная клеевая система с термоплавким клеем. Такой термоклеевой лак, известный, например, из EP0008811A1, может представлять собой, например, раствор термоотвержаемого, или термореактивного, термоплавкого клея. После удаления растворителя этот термоклей можно с помощью процесса так называемой горячей сушки, т.е. в результате подвода тепла, сначала довести до прилипания, а затем до отверждения.
Однако в случае шихтованных сердечников из электротехнических полосовых или листовых сталей со слоем термоотверждаемого лака горячей сушки на эпоксидной основе недостатком является сниженная формоустойчивость. Так, после окончательной сшивки лака горячей сушки было установлено значительное падение адгезионной прочности и электрического сопротивления изоляции в ходе применения. Возможность устранения этих недостатков с помощью повышенной плотности сшивки в отвержденном слое лака горячей сушки ограничена стабильностью при хранении электротехнических полосовых или листовых сталей с термоотверждаемым лаком горячей сушки.
Сущность изобретения
Поэтому перед изобретением стоит задача, исходя из описанного во введении уровня техники, модифицировать слой лака горячей сушки с основой из эпоксидной смолы таким образом, чтобы, с одной стороны, электротехническая полосовая или листовая сталь с термоотверждаемым и, тем самым, еще способным к упрочнению слоем лака горячей сушки имела высокую стабильность при хранении, а, с другой стороны, чтобы изделия из этой электротехнической полосовой или листовой стали с окончательно сшитым слоем лака горячей сушки могли иметь высокую формоустойчивость.
Задача изобретения решена тем, что наполнитель в слое лака горячей сушки содержит карбонат, сульфат, сульфид, силикат или фосфат металла или любую смесь нескольких из них.
Неожиданно удалось установить, что когда наполнитель в слое лака горячей сушки содержит карбонат, сульфат, сульфид, силикат или фосфат металла или любую смесь нескольких из них, этим можно заметно повысить формоустойчивость сплошного соединения лаком горячей сушки в его окончательно сшитом состоянии. В частности, была установлена повышенная термостабильность, которая даже после сравнительно длительного периода работы может гарантировать повышенное сопротивление расслаиванию сплошного высушенного соединения лаком горячей сушки, например, в шихтованном сердечнике.
Общим для этих преимуществ является то, что не требуется обязательного изменения плотности сшивки сшитого слоя лака горячей сушки, так что согласно изобретению становится также возможным получить сравнительно высокую стабильность при хранении электротехнической полосовой или листовой стали, покрытой термоотверждающимся и, тем самым, способным термоупрочняться или сшиваться, то есть реактивным, лаком горячей сушки. Особенно предпочтительными по сравнению с другими наполнителями оказались карбонат металла и сульфат металла. А именно, по сравнению с другими наполнителями карбонат металла и сульфат металла ведут к улучшению не только стабильности при хранении жидкого лака горячей сушки, но и к прочности отвержденного лака. Это особенно справедливо для карбоната кальция в качестве карбоната металла и сульфата бария в качестве сульфата металла. Кроме того, наполнители по изобретению могут улучшать устойчивость к деформации складированных рулонов из электротехнической листовой стали по изобретению с еще способным к сшивке слоем лака горячей сушки или слоя термоплавкого клеевого лака. Наполнители могут способствовать, например, повышению шероховатости поверхности слоя лака горячей сушки и, таким образом, затруднять самопроизвольное разматывание электротехнической полосовой стали. Вообще говоря, можно отметить, что может быть особенно выгодным, если обе плоские стороны электротехнической полосовой стали содержат слой лака горячей сушки.
Когда термоотверждаемый слой лака горячей сушки содержит 5-25 об.% или 5-20 об.% наполнителя, это может предотвратить возможное повышение толщины слоя при горячем отверждении лака горячей сушки без давления, что можно объяснить пружинящим эффектом во время фазы нагрева слоя лака горячей сушки. Однако наполнители по изобретению настолько снижают жидкотекучесть слоя лака горячей сушки, что до начала химической реакции не может возникнуть никакого пружинящего эффекта, а значит, и повышения толщины слоя лака горячей сушки в сшитом состоянии. При этом предпочтительными могут оказаться уже содержания наполнителя 7-16 об.%.
Предпочтительную композицию можно получить, когда термоотверждающийся слой лака горячей сушки содержит 6-10 об.% отвердителя и 74-85 об.%, например, как остального, эпоксидной смолы в качестве основы. Помимо основы из эпоксидной смолы, в качестве остального в слое лака горячей сушки могут содержаться также возможные примеси.
Для наполнителя в качестве карбоната металла можно отметить, например, карбонат кальция (CaCO3). Так, карбонат кальция может иметь сравнительно высокую стойкость к окислению, что может значительно повысить стабильность лака горячей сушки. Кроме того, структура карбоната кальция в отвержденном лаке горячей сушки может отличаться повышенной прочностью.
Дальнейшему повышению прочности отвержденного лака горячей сушки может способствовать использование в качестве сульфата металла сульфата бария (BaSO4) как наполнителя.
В качестве сульфида металла как наполнителя можно указать, например, сульфид цинка (ZnS). В качестве силиката металла как наполнителя можно назвать, например, силикат магния (MgO3Si) или силикат алюминия. Кроме того, в качестве фосфата металла как наполнителя можно отметить, например, фосфат цинка Zn3(PO4)2. Далее, в качестве смеси как наполнителя можно назвать, например, литопон.
Адгезионную прочность сшитого слоя лака горячей сушки можно еще больше повысить, если наполнитель имеет средний размер частиц от 0,6 до 3 мкм.
Если отвердитель имеет в своей основе дициандиамид, это может способствовать дальнейшему повышению стабильности при хранении слоя лака горячей сушки.
Чтобы облегчить обработку электротехнической полосовой или листовой стали, слой лака горячей сушки может содержать по меньшей мере два отвердителя с разной реакционной способностью по отношению к основе из эпоксидной смолы, например, при комнатной температуре и/или в процессе сушки слоя лака горячей сушки, например, при 180-240°C. Тем самым можно, например, посредством предварительной реакции одного из двух отвердителей, регулировать стабильность при хранении и/или же вязкость слоя лака горячей сушки.
Отличные механические свойства, а также хорошую клейкость можно обеспечить, когда основа из эпоксидной смолы представляет собой бисфенол-A (2,2-бис-(4-гидроксифенил)пропан). Вообще говоря, следует упомянуть, что эпоксидная основа может основываться на простых глицидиловых эфирах многоатомных фенолов, таких как, например, бисфенол-A.
Предпочтительно, электротехническая полосовая или листовая сталь содержит слой термоотверждаемого лака горячей сушки на обеих своих плоских сторонах, чтобы защитить ее от воздействий окружающей среды или чтобы тем самым облегчить ее дальнейшую обработку.
Предпочтительно, электротехническая полосовая или листовая сталь может быть смотана в рулон (катушку) и в этом смотанном состоянии, благодаря наполнителям по изобретению, может обеспечить высокую устойчивость рулона к деформации. Равным образом, например, когда электротехническая полосовая или листовая сталь содержит слой термоотверждаемого лака горячей сушки на обеих своих плоских сторонах.
Изобретение характеризуется, в частности, тем, что карбонат, сульфат, сульфид, силикат или фосфат металла или любая смесь нескольких из них в качестве наполнителя в термоотверждаемом лаке горячей сушки с основой из эпоксидной смолы и отвердителем может применяться для повышения устойчивости к деформации рулона с намотанной электротехнической полосовой или листовой сталью, которая на по меньшей мере одной из своих плоских сторон покрыта лаком горячей сушки.
Кроме того, карбонат, сульфат, сульфид, силикат или фосфат металла или любая смесь нескольких из них в качестве наполнителя в термоотверждаемом лаке горячей сушки с основой из эпоксидной смолы и отвердителем может применяться для повышения термостабильности изготовленного из электротехнической полосовой или листовой стали шихтованного сердечника, причем электротехническая полосовая или листовая сталь на по меньшей мере одной из своих плоских сторон покрыта лаком горячей сушки.
Эти достижимые согласно изобретению технические эффекты могут стать возможными уже при содержании 5-25 об.% или 5-20 об.%, или даже 7-16 об.% карбоната, сульфата, сульфида, силиката или фосфата металла или любой смеси нескольких из них.
Вариант осуществления изобретения
Далее изобретение подробнее объясняется, например, на одном примере осуществления.
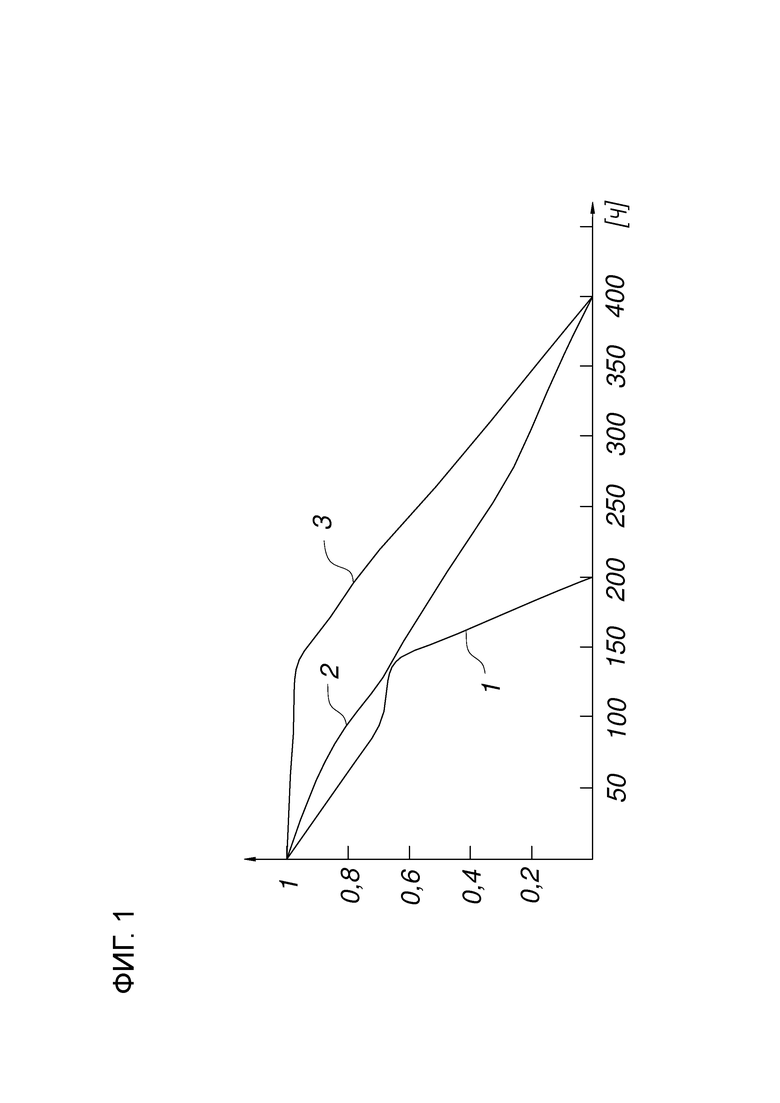
Для доказательства достигнутых эффектов электротехнические полосовые стали покрывали лаком горячей сушки разного состава и эти покрытые лаком электротехнические полосовые стали исследовали на стабильность при хранении и сопротивление расслаиванию через 200 часов работы при 200 градусах Цельсия.
Различные слои лака горячей сушки представлены в таблице 1.
Таблица 1. Перечень исследуемых слоев лака горячей сушки
Все исследованные слои 1, 2 и 3 лака горячей сушки содержат основу из эпоксидной смолы и 6-10 об.% отвердителя, причем слои 2 и 3 лака горячей сушки, в отличие от первого слоя, содержат 5-20 об.% наполнителя с размером частиц от 0,6 до 3 мкм. Предпочтительно, слои 1, 2 и 3 лака горячей сушки содержат 74-85 об.% основы из эпоксидной смолы или, в общем случае, количество основы из эпоксидной смолы рассчитывается как остальное.
Кроме того, в слое лака горячей сушки допустимо использование нескольких отвердителей. Предпочтительно добавлять дополнительный отвердитель, который реагирует быстрее по сравнению с отвердителем дициандиамидом при комнатной температуре и/или в процессе сушки слоя лака горячей сушки, например, при температурах 180-240°C, чтобы посредством предварительной реакции с эпоксидной основой можно было, например, регулировать вязкость слоя лака горячей сушки. Это может также с успехом предотвратить выдавливание слоя лака горячей сушки при сборке пакета из отделяемых от полосовой стали деталей. Для этого в качестве дополнительного отвердителя допустимы, например, амины холодного схватывания (например: AEP (н-аминоэтилпиперазин), циклоалифатический полиамин). Вообще говоря, следует упомянуть также, что наполнители по изобретению могут быть неактивными или активными или, соответственно, функционализированными наполнителями.
Вообще говоря, следует упомянуть, что указанные объемные проценты приведены в расчете на суммарное количество твердых веществ в слое лака горячей сушки, соответственно указанные об.% в сумме составляют 100 об.% от суммарного количества твердых веществ.
На фиг. 1 показаны электротехнические полосовые стали с термоотверждающимися или термореактивными слоями 1, 2, 3 лака горячей сушки, которые хранились в виде рулона, а затем были переработаны в шихтованный сердечник с обжигом слоя 1, 2 или 3 лака горячей сушки. По сравнению с электротехнической полосовой сталью со слоем 1 лака горячей сушки, у электротехнических полосовых сталей со слоями 2 и 3 лака горячей сушки установлена заметно более высокое сопротивление расслаиванию при термическом старении после 200 часов работы при 200 градусах Цельсия, что можно видеть на фиг. 1 в форме нормированной кривой сопротивления расслаиванию.
Кроме того, рулоны из электротехнических полосовых сталей с термоотверждаемыми и, следовательно, еще способными отвердевать слоями 2 и 3 лака горячей сушки, начиная от состояния намотки и вплоть до дальнейшей переработки в шихтованные сердечники, имеют высокую устойчивость к деформации. Эта устойчивость к деформации также заметно выше, чем у рулона из электротехнической полосовой стали с термоотверждаемым и, тем самым, еще способным отвердевать слоем 1 лака горячей сушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМИЧЕСКИ АКТИВИРУЕМОЕ БЫСТРОТВЕРДЕЮЩЕЕ КЛЕЕВОЕ ПОКРЫТИЕ | 2016 |
|
RU2739740C2 |
| БИОЦИДНАЯ ПОРОШКОВАЯ КОМПОЗИЦИЯ | 2017 |
|
RU2700876C2 |
| ВСПУЧИВАЮЩАЯСЯ КОМПОЗИЦИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 2014 |
|
RU2654760C2 |
| ПОКРЫВАЮЩАЯ КОМПОЗИЦИЯ ДЛЯ ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПОКРЫТОЙ АДГЕЗИВОМ ПОВЕРХНОСТЬЮ И ШИХТОВАННЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814180C1 |
| ВСПУЧИВАЮЩАЯСЯ КОМПОЗИЦИЯ ПОКРЫТИЯ | 2014 |
|
RU2664515C2 |
| КОМПОЗИЦИЯ | 2019 |
|
RU2791898C2 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ШИХТОВАННЫЙ СЕРДЕЧНИК И СПОСОБ ПРОИЗВОДСТВА ШИХТОВАННОГО СЕРДЕЧНИКА | 2021 |
|
RU2833380C1 |
| СПОСОБ ПОКРЫТИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2008 |
|
RU2464290C2 |
| ТЕРМОСТОЙКОЕ КЛЕЯЩЕЕ ИЗОЛЯЦИОННОЕ ПОКРЫТИЕ И ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ТАКИМ ПОКРЫТИЕМ, МАГНИТНЫЙ СЕРДЕЧНИК, ГДЕ ИСПОЛЬЗУЕТСЯ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2357994C2 |
| КОМПОЗИЦИЯ ПОКРЫТИЯ ДЛЯ ЭЛЕКТРОТЕХНИЧЕСКОГО СТАЛЬНОГО ЛИСТА, ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ПОВЕРХНОСТНЫМ ПОКРЫТИЕМ ДЛЯ АДГЕЗИИ И ЛАМИНИРОВАННЫЙ СЕРДЕЧНИК | 2021 |
|
RU2830059C1 |
Предлагается рулон и электротехническая полосовая или листовая сталь с по меньшей мере одним предусмотренным на одной из ее плоских сторон термоотверждаемым слоем термоклеевого лака, а именно слоем лака горячей сушки, который содержит основу из эпоксидной смолы, по меньшей мере один отвердитель и по меньшей мере один наполнитель. Для достижения высокой стабильности при хранении и термостабильности предлагается, чтобы наполнитель в слое лака горячей сушки содержал карбонат, сульфат, сульфид, силикат или фосфат металла или любую смесь нескольких из них. 4 н. и 11 з.п. ф-лы, 1 ил., 1 табл.
1. Электротехническая полосовая или листовая сталь с по меньшей мере одним предусмотренным на одной из ее плоских сторон слоем термоотверждаемого термоклеевого лака, а именно слоем лака горячей сушки, который содержит основу из эпоксидной смолы, по меньшей мере один отвердитель и по меньшей мере один наполнитель, отличающаяся тем, что наполнитель слоя лака горячей сушки содержит карбонат, сульфат, сульфид, силикат или фосфат металла или любую смесь нескольких из них.
2. Электротехническая полосовая или листовая сталь по п. 1, отличающаяся тем, что слой термоотверждаемого лака горячего сушки содержит 5-20 об.% или 7-16 об.% наполнителя.
3. Электротехническая полосовая или листовая сталь по п. 2, отличающаяся тем, что слой термоотверждаемого лака горячего сушки содержит:
6-10 об.% отвердителя и
74-85 об.% эпоксидной смолы в качестве основы.
4. Электротехническая полосовая или листовая сталь по пп. 1, 2 или 3, отличающаяся тем, что карбонат металла является карбонатом кальция (CaCO3).
5. Электротехническая полосовая или листовая сталь по пп. 1, 2 или 3, отличающаяся тем, что сульфат металла является сульфатом бария (BaSO4).
6. Электротехническая полосовая или листовая сталь по пп. 1, 2 или 3, отличающаяся тем, что
сульфид металла является сульфидом цинка (ZnS),
силикат металла является силикатом магния (MgO3Si) или силикатом алюминия,
фосфат металла является фосфатом цинка Zn3(PO4)2, или
смесь представляет собой литопон.
7. Электротехническая полосовая или листовая сталь по одному из пп. 1-6, отличающаяся тем, что наполнитель имеет средний размер частиц от 0,6 до 3 мкм.
8. Электротехническая полосовая или листовая сталь по одному из пп. 1-7, отличающаяся тем, что отвердитель имеет в своей основе дициандиамид.
9. Электротехническая полосовая или листовая сталь по одному из пп. 1-8, отличающаяся тем, что слой лака горячей сушки содержит по меньшей мере два отвердителя с разными реакционными способностями по отношению к основе из эпоксидной смолы.
10. Электротехническая полосовая или листовая сталь по одному из пп. 1-9, отличающаяся тем, что основа из эпоксидной смолы является бисфенолом-A.
11. Электротехническая полосовая или листовая сталь по одному из пп. 1-10, отличающаяся тем, что она содержит термоотверждаемый слой лака горячего сушки на обеих плоских сторонах.
12. Рулон с намотанной электротехнической полосовой или листовой сталью по одному из пп. 1-11.
13. Применение карбоната, сульфата, сульфида, силиката или фосфата металла или любой смеси нескольких из них в качестве наполнителя для термоотверждаемого термоклеевого лака, а именно лака горячей сушки, с основой из эпоксидной смолы и с отвердителем для повышения устойчивости к деформации рулона с намотанной электротехнической полосовой или листовой сталью, которая на по меньшей мере одной из своих плоских сторон покрыта лаком горячей сушки.
14. Применение карбоната, сульфата, сульфида, силиката или фосфата металла или любой смеси нескольких из них в качестве наполнителя для термоотверждаемого термоклеевого лака, а именно лака горячей сушки, с основой из эпоксидной смолы и с отвердителем для повышения термостабильности выполненного из электротехнической полосовой или листовой стали шихтованного сердечника, причем электротехническая полосовая или листовая сталь на по меньшей мере одной из своих плоских сторон покрыта лаком горячей сушки.
15. Применение по п. 13 или 14, отличающееся тем, что используется 5-25 об.% или 5-20 об.%, или 7-16 об.% карбоната, сульфата, сульфида, силиката или фосфата металла или любой смеси нескольких из них.
| DE 69611009 T2, 21.06.2001 | |||
| ТЕРМООТВЕРЖДАЕМЫЕ КОМПОЗИЦИИ НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ, СОДЕРЖАЩИЕ НЕАРОМАТИЧЕСКИЕ МОЧЕВИНЫ В КАЧЕСТВЕ УСКОРИТЕЛЕЙ | 2008 |
|
RU2491309C2 |
| КОРРОЗИОННО-ЗАЩИТНАЯ СИСТЕМА ДЛЯ МЕТАЛЛОВ И АНТИКОРРОЗИОННЫЙ ПИГМЕНТ ДЛЯ НЕЕ | 2008 |
|
RU2478675C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2005 |
|
RU2277567C1 |
| ГИБРИДНЫЕ МАТАЛЛОПЛАСТИКОВЫЕ КОНСТРУКЦИОННЫЕ ДЕТАЛИ | 2007 |
|
RU2440387C2 |
| Справочное пособие под ред | |||
| Г.С.КАЦА и Д.В.МИЛЕВСКИ (перевод с англ.) Наполнители для полимерных композиционных материалов, Москва, Химия, 1981. | |||

