ОБЪЕКТ ИЗОБРЕТЕНИЯ
Настоящее изобретение, как сформулировано в названии данного описания, относится к способу выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых тел, а также к электропроводящим твердым телам, служащим для осуществления указанного способа с, обеспечением преимуществ и характеристик новизны, которые будут подробно описаны ниже и которые означают существенное улучшение по сравнению с тем, что известно в настоящее время в своей области применения.
Конкретно, объект настоящего изобретения относится к способу выглаживания и полирования металлических деталей, например, зубных протезов, основанному на переносе ионов посредством свободных твердых тел малого размера, то есть частиц, которые отличаются главным образом тем, что указанные тела являются электропроводящими и помещены вместе в газовую среду, причем металлические детали расположены так, что они соединены с положительным полюсом источника питания, например, с генератором постоянного тока и, предпочтительно, двигаются, а множество твердых тел (частиц) расположены так, что они электрически контактируют с отрицательным полюсом источника питания, причем указанные твердые тела являются вторым отличительным признаком изобретения и состоят из частиц, способных удерживать внутри себя некоторое количество жидкого электролита, так что они имеют электрическую проводимость, которая превращает их в электропроводящие частицы.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение применяется в промышленности, занимающейся выглаживанием и полированием металлических деталей, например, зубных протезов из нержавеющей стали, в особенности, включая метод электрополирования с помощью частиц.
УРОВЕНЬ ТЕХНИКИ
Известны различные системы выглаживания и полирования металлов в средах со свободными твердыми телами (частицами).
Так, уже давно применяют разнообразные устройства, в которых механическое истирание происходит за счет использования частиц, не закрепленных на какой-либо опоре, имеющих разную геометрию и размеры и более твердых, чем обрабатываемый материал.
Указанные устройства вызывают трение частиц на обрабатываемых деталях за счет относительного перемещения деталей и частиц.
Эти устройства состоят, например, из вращающихся резервуаров (барабанов), вибрирующих резервуарах или аппаратов для обдувки частицами.
Однако все системы, основанные на непосредственном механическом истирании, как указанные выше, имеют серьезный недостаток в том, что они воздействуют на детали неравномерно, а это означает, что поскольку существует заданная пропорциональность между давлением, оказываемым абразивными средствами (частицами) на детали и количеством эродированного материала, то выступающие участки деталей подвергаются износу и скруглению, которые во многих случаях являются чрезмерными.
Кроме того, общая механическая энергия, которая вводится в действие в указанных системах, во многих случаях является причиной повреждения деталей вследствие ударов и деформаций из-за чрезмерных напряжений.
С другой стороны, системы, основанные на механическом истирании, создают на металлических деталях поверхности, имеющие пластическую деформацию, и при этом они неизбежно закупоривают значительные количества посторонних веществ, обусловливая во многих случаях непригодность обработки из-за загрязнения поверхностных слоев материала.
Также известны системы полирования с помощью гальванической обработки, известной как электрополирование, в которых обрабатываемые металлические детали погружены в жидкий электролит и без твердых частиц в качестве анодов.
Преимущество указанных способов состоит в том, что они создают поверхности, свободные от поверхностных загрязнений, свойственных методам исключительно механического истирания, описанным выше.
Итак, достигаемое выравнивающее влияние на шероховатость порядка более нескольких микрон во многих случаях является недостаточным и поэтому указанные обработки в основном используются в качестве финишных в предшествующих методах механического истирания.
Кроме того, существуют гальванические методы, в которых обрабатываемые металлические детали погружаются в жидкий электролит, содержащий твердые тела (частицы), которые свободно перемещаются внутри этой жидкости.
Электролиты, разработанные для указанных методов, создают более толстые анодные слои, чем в случае гальванических методов без частиц, так что, когда содержащиеся частицы механически взаимодействуют с анодным слоем, происходит эффективное сглаживание шероховатости до одного миллиметра.
Однако как в одном, так и в другом случае гальванические методы, используемые до настоящего времени, нередко приводят к дефектам в форме точечных отверстий или ступенчатых поверхностей, связанным со структурой и кристаллическим составом обрабатываемого металла, поэтому их использование остается, во многих случаях, ограничено деталями, которые из-за их состава (сплава) и технологии формования и обработки давлением эмпирически доказали, что они могут быть обработаны без появления указанных дефектов неприемлемым образом.
В связи с этим задача настоящего изобретения состоит в том, чтобы разработать улучшенный способ выглаживания и полирования металлических деталей, который является эффективным и позволяет избежать недостатков и проблем, описанных выше, причем следует указать, что по меньшей мере заявитель не знает о существовании какого-либо другого аналогичного способа этого типа или изобретения, которое имеет те же характеристики, что и заявленное.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Таким образом, способ выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых тел и электропроводящие твердые тела для осуществления указанного способа, предлагаемого изобретением, сконфигурирован как новинка в своей области применения, поскольку при его реализации вышеупомянутые цели удовлетворительно достигнуты, отличительные детали, делающие это возможным и отличающие его, удобно включены в окончательную формулу изобретения, прилагаемую к данному описанию.
Конкретно, в изобретении, как было указано выше, предлагается, с одной стороны, способ выглаживания и полирования металлических деталей, например металлических деталей для зубных протезов, но не ограниченных ими, основанный на переносе ионов, который осуществляется новым методом с помощью свободных твердых тел (частиц), которые являются электропроводящими в газовой среде и, с другой стороны, указанные твердые тела, которые состоят из частиц, имеющих разные формы, и обладающие пористостью и способностью удерживания некоторого количества жидкого электролита так, чтобы они обладали электропроводностью.
Более конкретно, способ по настоящему изобретению предусматривает следующие этапы:
- соединение обрабатываемых деталей с положительным полюсом (анодом) генератора тока;
- после закрепления обрабатываемых деталей - обработка их трением с множеством частиц, образованных свободными электропроводящими твердыми телами, заряженными отрицательным электрическим зарядом, в газовой атмосфере, например в воздухе.
Трение деталей с частицами может осуществляться, например, посредством потока частиц, приводимых в движение газом или выбрасываемых из центробежного механизма, или с помощью системы щеток, дутьевыми машинами или любым другим подходящим приводным элементом, способным перемещать и прижимать частицы на поверхности детали.
В предпочтительном варианте реализации эти детали вводят в резервуар с множеством частиц, которые находятся в контакте одна с другой и с отрицательным полюсом (катодом) генератора тока. В таком положении детали перемещают относительно множества частиц, например, за счет движения по окружности.
Что касается частиц, образующих такие электропроводящие свободные твердые тела, они имеют разную форму и размер, который подходит для сглаживания шероховатости обрабатываемых деталей и, в любом случае, превышает размер шероховатости, подлежащей устранению.
Кроме того, эти частицы обладают пористостью и способностью удерживать некоторое количество жидкого электролита для обеспечения своей электрической проводимости, что и делает их электропроводящими.
Следует отметить, что количество жидкого электролита, удерживаемого частицами, всегда ниже уровня насыщения так, чтобы наверняка избежать остатка свободной жидкости на поверхности частиц.
Предпочтительно, в состав жидкого электролита для полирования, например, нержавеющих сталей, входит 90-99% Н2O и 10-1% HF.
Таким образом, частицы, когда они трутся о детали, подлежащие полировке, очень точно определяют рельефные области, где удаление металла происходит в ионной форме.
Основное преимущество состоит в том, что, в отличие от способов, содержащих жидкие электролиты со свободными твердыми телами, способ, предлагаемый настоящим изобретением, способен выглаживать и полировать практически любой металлический сплав, не создавая эффектов, вызванных неравномерным воздействием на поверхность.
Как было указано в предыдущих абзацах, нередко при использовании электролитов со свободными твердыми телами, на поверхности обрабатываемых деталей появляются точечные отверстия и ступени, что является отражением внутренних различий по составу и характеристикам между различными участками кристаллической структуры детали.
В способе по настоящему изобретению частицы, заряженные жидким электролитом, обрабатывают массу деталей. В этом способе в устойчивом состоянии в любой момент существует многообразие электрических ситуаций частиц.
Так, в крайнем случае возможна ситуация, когда частицы за счет непосредственного контакта с другими частицами действуют как электрический «мостик» между деталями и катодом.
В этом случае частица, которая контактирует с деталью, выделяет определенное количество жидкого электролита, смачивая область поверхности детали и вызывая электроэрозионный эффект.
Продукты этой электроэрозии (соли) локально существуют в указанной области.
В другом крайнем случае существуют частицы, которые контактируют с поверхностью детали в изолированном состоянии и после максимального времени без контакта с другими частицами.
В этом случае частица, которая контактирует с деталью, поглощает остатки (соли) предыдущих электроэрозионных воздействий, производимых другими частицами.
И, наконец, еще в одном крайнем случае способ будет состоять в том, что при работе с использованием достаточно высоких относительных скоростей перемещения деталь-частица и одновременным приложением достаточного электрического напряжения, окажется максимальной вероятность того, что значительное число частиц воздействует на поверхность деталей изолированно и в то же время обладают достаточным электрическим зарядом, чтобы вызвать эффективную электроэрозию.
Кроме того, между этими тремя крайними случаями существует бесконечное разнообразие промежуточных случаев.
Следовательно, высокая эффективность и точность этого способа объясняется быстрой чередованием контактов частиц с деталями в устойчивом состоянии.
Перенос ионов между анодом и катодом, необходимый для обеспечения стабильности способа, происходит за счет диффузии посредством указанных частиц.
Кроме того, анодно-катодный транспорт в определенной степени может происходить с множеством частиц, что способствует переносу ионов.
Этот способ также определенно показывает соответствующую способность к равномерному выглаживанию и полированию в различных масштабах.
Так, например, для сферических частиц, имеющих диаметры в диапазоне от 0,3 до 0,8 мм и среднюю тангенциальную скорость множества частиц относительно полируемых деталей порядка 1-3 м/с, получен эффект в масштабе мм2, что означает зеркальную поверхность с небольшой шероховатостью в несколько нанометров на каждом квадратном миллиметре открытой поверхности обрабатываемых деталей. Указанные сферические частицы предпочтительно представляют собой сульфированный сополимер стирола и дивинилбензола и имеют микропористую структуру.
В свою очередь, оценивая количество металла, удаленного между участками, находящимися на расстоянии сантиметров один от другого, можно увидеть большую однородность.
Это означает, что способ по настоящему изобретению обладает способностью выравнивать или выравнивать до определенной степени действие большого числа контактов (каждой частицы), несмотря на то, что они (контакты) происходят в очень большом диапазоне обстоятельств.
Также очень важно иметь в виду, что способ по настоящему изобретению позволяет регулировать параметры всех вовлеченных элементов, то есть, напряжения, среднего значения тангенциальной скорости, содержания жидкого электролита, проводимости и химического состава указанного жидкого электролита, процентного соотношения между частицами и окружающим газом.
При таком надлежащем и точном регулировании достигается, в сантиметровом масштабе, ограничение влияния электроэрозии на относительно открытые и выступающие части по сравнению с более скрытыми частями.
На выступающих частях локальная средняя тангенциальная скорость частиц выше, чем на скрытых частях.
И, когда упомянутые параметры должным образом отрегулированы, получается, что среднее число случаев индивидуального контакта (каждой частицы) на выступающих участках ниже среднего числа случаев контакта на скрытых участках, что приводит к снижению электроэрозионного выхода на выступающих участках по сравнению с тем, что достигается в скрытых участках.
Это связано с тем фактом, что для ионного переноса металла деталей сначала каждая область контакта должна быть поляризована до заданного порогового значения, что требует времени, и предлагаемый способ, поскольку это время можно должным образом отрегулировать, позволяет сделать так, что это время, необходимое для поляризации, работает в смысле выравнивания результатов в сантиметровом масштабе.
Низкий выход относительно отдельных контактов на выступающих частях компенсируется большим числом контактов в единицу времени и на единицу поверхности.
Следовательно, описанный способ выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых тел и электропроводящие твердые тела для осуществления указанного способа заключается в инновациях, обладающих неизвестными до сих пор характеристиками для цели, для которой они предназначены, что вместе с их практической полезностью дает им достаточную основу для получения привилегии заявленной эксклюзивности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для того чтобы дополнить описание, которое было сделано, и чтобы помочь лучше понять характеристики изобретения, к этому описанию в качестве его неотъемлемой части прилагается лист с фигурами чертежей, на которых для иллюстрации, а не для ограничения, изображено следующее:
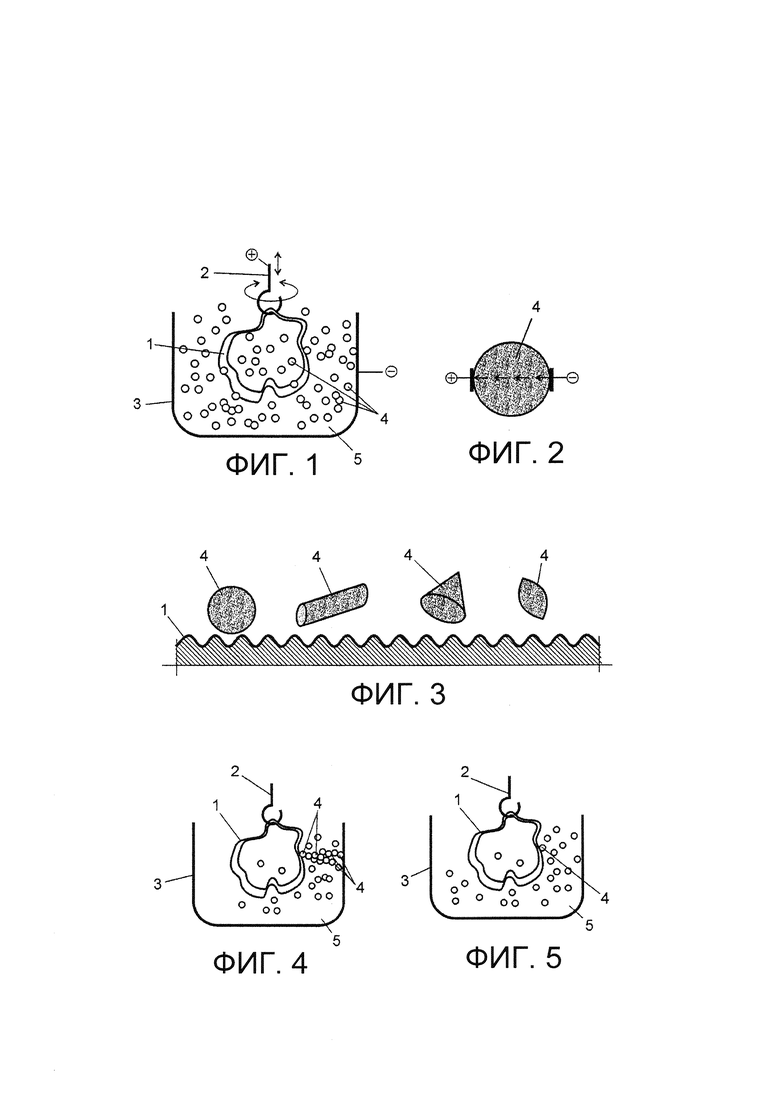
ФИГ. 1 - схематическое изображение основных элементов, вовлеченных в предлагаемый способ выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых частиц, что является объектом настоящего изобретения;
ФИГ. 2 - схематическое изображение частицы, образующей твердые тела, представленные предлагаемым способом, по настоящему изобретению, причем на этом изображении можно видеть пористую структуру и способность удерживать жидкий электролит, который сообщает электропроводность частице;
ФИГ. 3 - схематическое изображение части шероховатой поверхности обрабатываемой детали и несколько примеров возможных форм, которые могут иметь частицы, используемые в предлагаемом способе и, кроме того, можно видеть схематически разницу в размере между ними и размером шероховатости; и наконец
ФИГ. 4 и 5 - эскизы, подобные изображенному на ФИГ. 1, на которых показаны соответствующие моменты способа, где на ФИГ. 4 показан один случай, когда группа частиц образует электрический мост непосредственного контакта между анодом и катодом, а на ФИГ. 5 показан другой случай, когда частицы отдельно чистят поверхность детали.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Из приведенных выше фигур чертежей в соответствии с принятой на них нумерацией видно, как в предпочтительном варианте реализации способа по настоящему изобретению металлические обрабатываемые детали (1) закрепляют с помощью держателя (2), также металлического, состоящего из крючков, зажимов, захватов или других предметов, на подвижном рычаге (не показан) устройства, которое может совершать орбитальное движение вокруг оси и в плоскости и, в то же время, оно может выполнять прямолинейное возвратно-поступательное перемещение в плоскости, перпендикулярной орбите, как показано с помощью стрелок на ФИГ. 1.
Детали (1), закрепленные таким образом, не приводя в указанное орбитальное и линейное возвратно-поступательное движение, вводят сверху в резервуар (3) устройства, который содержит множество электропроводящих частиц (4) и воздух или любой другой газ, заполняющий пространство (5) промежуточной среды, существующей между частицами так, чтобы детали (1) оставались полностью покрытыми этой множеством частиц (4).
Предпочтительно резервуар (3) имеет форму цилиндра с закрытым нижним концом или днищем и открытым верхним концом.
В любом случае держатель (2) соединяют с анодом или положительным полюсом генератора электрического тока (не показан), предусмотренного в устройстве, в то время как резервуар (3) либо непосредственно, поскольку он металлический, либо посредством предусмотренного с этой целью кольца подключают к действующему в качестве катода отрицательному полюсу указанного генератора.
Разумеется, это устройство надежно фиксирует цилиндр, образующий резервуар (3), так, что оно предотвращает смещение резервуара при активации орбитального движения и линейного возвратно-поступательного перемещения держателя (2) деталей (1).
Наконец, следует указать, что амплитуда движения держателя (2), оснащенного указанным рычагом устройства, не показана, а размеры резервуара (3), содержащего частицы (4), таковы, чтобы полностью исключить состояние, при котором обрабатываемые детали (1) или любая проводящая часть держателя (2) непосредственно контактируют со стенками резервуара или, где это предусмотрено, с кольцом, действующим в качестве катода.
Рассматривая ФИГ. 2, можно видеть, что частицы (4), которые образуют свободные электропроводящие твердые тела в способе по настоящему изобретению, являются твердыми телами с пористостью и способностью удерживать некоторое количество жидкого электролита для того, чтобы они имели электропроводность, причем указанное количество жидкого электролита, удерживаемого частицами (4), всегда ниже уровня насыщения, с тем чтобы наверняка избежать наличия свободной жидкости на поверхности частиц.
Предпочтительно, жидкий электролит для полирования, например нержавеющих сталей, содержит 90-99% Н2O и 10 - 1% HF.
С другой стороны, как показано в примерах на ФИГ. 3, частицы (4) представляют собой тела, которые имеют различные форму и размер, подходящий для выглаживания шероховатости обрабатываемых деталей (1) и предпочтительно больше, чем удаляемая с этой поверхности шероховатость.
Наконец, на ФИГ. 4 и 5 показаны два примера крайнего случая способа, с помощью которого достигается выглаживание и полирование деталей (1) посредством контакта между электропроводящими частицами (4) и поверхностью обрабатываемой детали (1). При этом на ФИГ. 4 показан случай, в котором группа частиц (4) образует электрический мост непосредственного контакта между анодом через держатель (2), контактирующий с металлической деталью (1), и катодом, через резервуар (3), а на ФИГ. 5 показан случай, в котором частицы (4) отдельно чистят поверхность детали (1), как это было объяснено в предыдущих абзацах.
Сущность этого изобретения была достаточно раскрыта, также как и способ его реализации, поэтому нет необходимости дополнять далее его объяснение для того, чтобы любой специалист в данной области понимал его масштабы и преимущества, вытекающие из него, и можно указать, что в пределах сущности изобретения оно может быть осуществлено в других вариантах реализации, отличающихся в деталях от того, который указан для примера, и на которое распространяется запрошенная защита, при условии, что основной принцип изобретения не изменен, не заменен или не модифицирован.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИМЕНЕНИЕ HSO В КАЧЕСТВЕ ЭЛЕКТРОЛИТА В ПРОЦЕССАХ СГЛАЖИВАНИЯ И ПОЛИРОВАНИЯ МЕТАЛЛОВ ПУТЕМ ПЕРЕНОСА ИОНОВ С ПОМОЩЬЮ СВОБОДНЫХ ТВЕРДЫХ ТЕЛ | 2019 |
|
RU2750390C1 |
| ПРИМЕНЕНИЕ СУЛЬФОНОВЫХ КИСЛОТ В СУХИХ ЭЛЕКТРОЛИТАХ ДЛЯ ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ПОСРЕДСТВОМ ПЕРЕНОСА ИОНОВ | 2019 |
|
RU2793181C2 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2018 |
|
RU2700226C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА | 2018 |
|
RU2700229C1 |
| СПОСОБ СУХОГО ЛОКАЛЬНОГО ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА И РАБОЧИЙ КОНТЕЙНЕР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2697757C1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОГО ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА И РАБОЧИЙ КОНТЕЙНЕР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2699495C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА И РАБОЧИЙ КОНТЕЙНЕР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694941C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2697759C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2021 |
|
RU2768077C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОПОЛИРОВКИ МНОЖЕСТВА СВОБОДНО ПЕРЕМЕЩАЮЩИХСЯ ДЕТАЛЕЙ ПОСРЕДСТВОМ ТВЕРДЫХ ЭЛЕКТРОЛИТОВ | 2021 |
|
RU2815259C1 |
Изобретение относится к области электролитической обработки металлов и может быть использовано для выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых тел. Способ включает соединение деталей с положительным полюсом генератора тока посредством держателя, связанного с некоторым устройством, и воздействие на них трением с частицами свободных твердых тел, которые являются электропроводящими и введены в резервуар с газообразной средой, заполняющей промежуточное пространство, и которые электрически контактируют с отрицательным полюсом (катодом) генератора тока непосредственно через резервуар или через кольцо, действующее в качестве катода. Твердые тела представляют собой частицы с пористостью и способностью удерживать жидкий электролит ниже уровня насыщения и обладающие электропроводностью. Изобретение позволяет повысить эффективность и точность электрополирования. 2 н. и 9 з.п. ф-лы, 5 ил.
1. Способ выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых тел, включающий соединение обрабатываемых деталей (1) с положительным полюсом (анодом) генератора тока, характеризующийся тем, что включает этап:
- трения детали (1) с множеством частиц (4), состоящих из электропроводящих свободных твердых тел, заряженных отрицательным электрическим зарядом, в газовой среде.
2. Способ выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых тел по п. 1, характеризующийся тем, что включает этап:
- введения деталей (1) в резервуар (3), с трением с множеством частиц (4), находящихся в резервуаре (3) и имеющих электрический контакт с отрицательным полюсом (катодом) генератора тока.
3. Способ выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых тел по п. 2, характеризующийся тем, что электрический контакт частиц (4) с отрицательным полюсом генератора тока осуществляют посредством резервуара (3), действующего в качестве катода, поскольку он непосредственно соединен с указанным отрицательным полюсом генератора.
4. Способ выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых тел по любому из пп. 1-2, характеризующийся тем, что электрический контакт частиц (4) с отрицательным полюсом генератора тока осуществляют посредством установленного в резервуаре (3) кольца, действующего в качестве катода.
5. Способ выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых тел по любому из пп. 1-4, характеризующийся тем, что трение между обрабатываемыми деталями (1) и частицами (4) осуществляют за счет движения указанных деталей (1), обусловленного действием, которое создает устройство, с которым соединен держатель (2), к которому прикреплены детали в резервуаре (3).
6. Способ выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых тел по п. 5, характеризующийся тем, что движение, выполняемое этим устройством, является орбитальным движением вокруг оси и в плоскости, и одновременно прямолинейным возвратно-поступательным движением в плоскости, перпендикулярной орбите.
7. Способ выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых тел по любому из пп. 1-6, характеризующийся тем, что газовая среда, заполняющая промежуточное пространство (5), существующее между частицами (4) в резервуаре (3), является предпочтительно воздухом.
8. Твердые тела для реализации способа выглаживания и полирования металлов посредством переноса ионов с помощью свободных твердых тел по пп. 1-7, характеризующиеся тем, что они состоят из электропроводящих твердых тел, образованных частицами (4) с пористостью и способностью удерживать некоторое количество жидкого электролита для придания частицам электропроводности.
9. Твердые тела по п. 8, характеризующиеся тем, что количество жидкого электролита, удерживаемого частицами (4), всегда ниже уровня насыщения, что исключает наличие свободного жидкого электролита на их поверхности.
10. Твердые тела по любому из пп. 8-9, характеризующиеся тем, что размер частиц (4) превышает размер шероховатости, устраняемой с поверхности обрабатываемых деталей (1).
11. Твердые тела по любому из пп. 8-9, характеризующиеся тем, что жидкий электролит для полирования содержит 90-99% Н2O, 10 - 1% HF.
| JP 2008196047 A, 28.08.2008 | |||
| US 6957511 B1, 25.10.2005 | |||
| US 6739953 B1, 25.05.2004 | |||
| СПОСОБ СТРУЙНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2012 |
|
RU2521940C2 |

