Область техники
Настоящее изобретение относится к области техники, представляющей отрасли промышленности, связанные с выравниванием, шлифованием и полированием металлических поверхностей, и может найти применение, помимо прочего, в таких сферах, как, например, стоматология, медицинская, автомобильная и авиационная промышленность.
Объект изобретения
Объект настоящего изобретения относится к способу выравнивания и полирования металлических поверхностей, характеризующемуся применением переноса ионов, в котором используются свободные твердые тела, содержащие сульфоновые кислоты, в качестве электролитов, а также к свободным твердым телам, содержащим сульфоновые кислоты, для осуществления данного способа. Применение указанных свободных твердых тел, содержащих сульфоновые кислоты, обеспечивает выраженные преимущества и отличительные характеристики, что означает существенную новизну по сравнению с известным уровнем техники.
Уровень техники
Известны системы, разработанные для полирования металлов, которые характеризуются применением твердых частиц, не закрепленных на какой-либо основе, то есть свободных твердых тел, которые оказывают механическое абразивное воздействие на обрабатываемую поверхность за счет трения, возникающего при взаимном перемещении указанных частиц и этой поверхности. Указанные частицы должны иметь твердость более высокую, чем твердость обрабатываемого материала.
Системы, основанные на механическом абразивном истирании, имеют недостаток в виде неравномерности обработки поверхности ввиду того, что эффект абразивного действия связан с давлением, возникающим между обрабатываемой поверхностью и абразивными частицами. Это означает, что выступающие участки поверхности металлической детали испытывают более сильное абразивное воздействие, чем участки более закрытые. Обычно это приводит к избыточному закруглению острых углов и кромок на обрабатываемых деталях и является серьезным препятствием при применении механических абразивных систем на металлических деталях, требующих соблюдения размерной точности или остроты кромок.
Кроме того, системы, основанные на механическом абразивном действии, вызывают определенные деформации металлической поверхности, величина которых зависит от размеров абразивных частиц. В ходе такого процесса металлические поверхности загрязняются включениями, возникающими в результате действия частиц. Такие изменения в составе металла поверхности часто ухудшают его характеристики, например, снижают химическую стойкость, прочность на разрыв или износоустойчивость.
Существуют также системы полирования металлов, характеризующиеся пропусканием электрического тока через металл, погруженный в жидкий электролит. Такие системы электрохимического полирования обеспечивают в итоге металлические поверхности, не содержащие посторонних включений.
Однако системы электрохимического полирования производят выравнивающий эффект на поверхности с шероховатостью величиной порядка микрон. Для традиционных промышленных систем электрохимического полирования часто заявляют снижение шероховатости в пределах от 50 до 60% от ее изначального уровня. Во многих сферах применения такой уровень выравнивания недостаточен.
Кроме того, системы электрохимического полирования, ввиду внутренне присущих им особенностей функционирования, склонны обнажать подповерхностную кристаллическую структуру металла или образующихся солей или оксидов металла. Это повышает вероятность образования уступов, раковин и прочих аналогичных дефектов в структуре металла. Поэтому системы электрохимического полирования часто применяют для металлов и сплавов, которые благодаря своим химическим свойствам могут естественным образом преодолевать эти ограничения, например, для алюминия. Однако их нельзя применять для многих других металлов и сплавов, которые не позволяют исключить эти недостатки.
Некоторые из проблем, связанные с применением систем полирования металлов на основе механического истирания и систем электрохимического полирования, были решены путем применения свободных твердых тел для полирования металлических поверхностей посредством переноса ионов. Настоящему заявителю принадлежит патент ES2604830A1, который относится к «способу выравнивания и полирования металлов за счет переноса ионов посредством свободных твердых тел…». Указанные свободные твердые тела могут переносить ионы и состоят из множества пористых частиц, способных удерживать в себе заданное количество жидкости, и жидкого электролита, удерживаемого в частицах и в предпочтительном варианте представляющего собой водный раствор HF с концентрацией в пределах от 1 до 10%. Однако указанный электролит не обеспечивает удовлетворительных результатов применительно ко многим металлам, таким как, например, железо и его сплавы.
Задача настоящего изобретения состоит в разработке усовершенствованного сухого электролита для применения в способе выравнивания и полирования металлов за счет переноса ионов посредством свободных твердых тел.
Краткое описание изобретения
Применение сульфоновых кислот в свободных твердых телах или частицах для полирования металлических поверхностей посредством переноса ионов является новым в области полирования металлов и обладает преимуществами и характеристиками, описываемыми далее по тексту.
Сухой электролит содержит множество пористых частиц, способных удерживать в себе заданное количество жидкости, и заданное количество электропроводящей жидкости.
Настоящее изобретение относится, в частности, к сухим электролитам, которые содержат пористые частицы, способные удерживать заданное количество жидкости, и заданное количество электропроводящей жидкости, содержащей по меньшей мере одну сульфоновую кислоту.
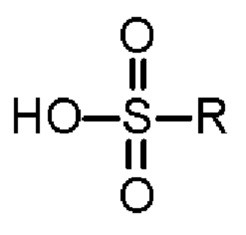
В данном изобретении электропроводящая жидкость содержит по меньшей мере одну сульфоновую кислоту. Сульфоновые кислоты представлены общей формулой RSO3H, где R может быть любым органическим заместителем, как алифатическим, так и ароматическим, какой-либо другой функциональной группой или атомом галогена. Общая структура сульфоновой кислоты имеет следующий вид:
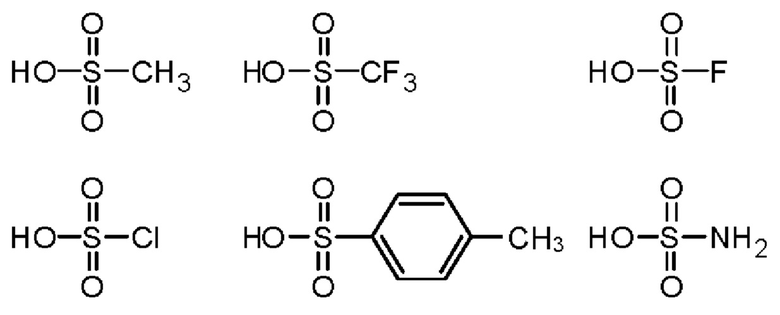
Предпочтительно, используют сульфоновые кислоты, обладающие высокой растворимостью в воде или другом выбранном растворителе. Кроме того, предпочтительно, чтобы эти сульфоновые кислоты давали растворимые соли с соответствующими металлами. Например, можно использовать (включая, но без ограничения ими) такие сульфоновые кислоты, как метансульфоновая кислота CH3SO3H, трифторметансульфоновая кислота CF3SO3H, фторсульфоновая кислота FSO3H, хлорсульфоновая кислота ClSO3H, паратолуолсульфоновая кислота 4-CH3C6H4SO3H и сульфаминовая кислота NH2SO3H, структурные формулы которых имеют следующий вид:
Сульфоновые кислоты можно использовать в чистом виде, если они являются жидкостями при рабочих температурах, или в виде растворов. Оптимальную концентрацию сульфоновой кислоты следует определять эмпирически, поскольку эта концентрация зависит от конкретной выбранной сульфоновой кислоты, используемого растворителя, а также параметров обрабатываемой детали, таких как тип металла, величина полной поверхности и форма детали. В случае растворов предпочтительными вариантами растворителя являются вода или полярный растворитель, так как они обеспечивают требуемые условия электропроводности и растворимости. Предпочтительно в качестве растворителя выбирают воду. В данном способе активность показали концентрации сульфоновой кислоты в электропроводящей жидкости в пределах от 1 до 70%. Предпочтительно концентрации составляют от 2 до 40%. Эти концентрации относятся к конечной концентрации электропроводящей жидкости в сухом электролите, вне зависимости оттого, как эти сухие электролиты были получены.
Сульфоновые кислоты являются сильными кислотами, и обращение с ними в жидком состоянии или в виде растворов, как в случае их применения в классических способах электрохимического полирования, влечет множество связанных с этим рисков. В жидком состоянии или в виде растворов эти сульфоновые кислоты способны оказывать нежелательное агрессивное воздействие на поверхности металлов. Поэтому после использования сульфоновых кислот в классических способах электрохимического полирования часто требуется проведение дополнительной стадии нейтрализации.
Однако в ситуациях, когда сульфоновые кислоты заключены внутри пористых частиц, обращение с ними становится легче и безопаснее, а риски нежелательных агрессивных воздействий на металлические поверхности исключаются. Кроме того, ввиду того, что эти кислоты заключены внутри частиц, их действие становится направленным и фокусируется исключительно на выступах и пиках, определяющих шероховатость поверхности, оказывая таким образом более сильный эффект там, где он необходим. Помимо этого, быстрое перемещение частиц относительно поверхности металлической детали существенно сокращает время контакта частицы с металлом, что способствует локализованному воздействию на поверхность.
Сульфоновые кислоты с органическими остатками, включая (без целей ограничения) такие как, например, метансульфоновая кислота, трифторметансульфоновая кислота и паратолуолсульфоновая кислота, являются гораздо менее полярными, чем обычные неорганические кислоты. Поэтому пониженная локализованная полярность этих сульфоновых кислот облегчает их движение через неполярную смолу. То есть сульфоновая кислота, содержащая органический остаток с наименьшими размерами, а именно метансульфоновая кислота, будет иметь преимущество за счет этого эффекта, поскольку будет испытывать меньше пространственных затруднений.
Помимо этого, в электропроводящую жидкость могут быть добавлены и другие химические соединения, например, комплексообразователи. Они могут захватывать образующиеся под действием кислоты ионы металлов и повышать возможность удаления оксидов и солей металлов с поверхности.
Комплексообразователи, содержащие более одной функциональной группы, известны как хелатирующие агенты. При использовании хелатирующих агентов, таких как лимонная кислота, ЭДТА (этилендиаминтетрауксусная кислота) или фосфонаты, эффекты захвата и переноса ионов металла были бы еще более выраженными. Указанные агенты могли бы иметь более высокое сродство, то есть более сильную связь с образующимися на поверхности ионами металлов, и способствовать более эффективному переносу указанных ионов к частицам сухого электролита.
В предпочтительном варианте реализации комплексообразующим хелатирующим агентом является простой полиэфир.
Простой полиэфир определяют как соединение, содержащее в своей структуре более одной эфирной группы (С-О-С), при этом не исключая, что помимо этого он может содержать и другие функциональные группы, такие как сложноэфирные, кислотные, амино-, амидо- и прочие группы.
Было установлено, что добавление простых полиэфиров в состав жидкости, содержащейся в частицах, повышает скорость переноса ионов металлов и, следовательно, повышает скорость процесса полирования.
В еще более предпочтительном варианте реализации простым полиэфиром является линейный алифатический полиэфир. В группе простых полиэфиров особое место занимают краун-эфиры и алкилполиэфиры. Алкилполиэфиры могут иметь различную структуру, например, линейную, звездчатую, разветвленную или гребневидную. Авторы настоящего изобретения установили, что для процесса электрохимического полирования наилучшие результаты достигаются при применении линейных простых алкилполиэфиров, поскольку они более активны при образовании комплексов с ионами металлов.
Внутри категории линейных алкилполиэфирных хелатирующих комплексообразователей выделяется полиэтиленгликоль (PEG), имеющий также названия поли(окси-1,2-этандиил), поли(этиленоксид), полиоксиэтилен, полиэтиленоксид и торговые марки, такие как Carbowax (Карбовокс) или Macrogol (Макрогол).
Внутри категории линейных алкилполиэфирных хелатирующих комплексообразователей также выделяется полипропиленгликоль (PPG).
Далее по тексту представлены структурные формулы PEG и PPG, в которых R может представлять собой любой радикал или функциональную группу, предпочтительнее Н или СН3. Число "n", означающее количество повторений повторяющегося звена в молекуле, являются существенным фактором. Комплексы металлов с простыми полиэфирами принимают главным образом тетраэдрическую или октаэдрическую конформацию, и это говорит о том, что ион металла в таком комплексе окружен четырьмя или шестью атомами кислорода, соответственно. Поэтому оптимальное количество повторений должно быть в районе n=6, так как в этом случае будут охвачены обе указанные возможности.

В случае PEG предпочтительными являются молекулярные веса от 200 до 500 Да. В частности, наиболее предпочтительным является PEG 300.
Добавление этих полимеров (PEG и PPG) в электропроводящую жидкость, используемую при приготовлении сухих электролитов, содержащих сульфоновые кислоты, приводит к тому, что процессы электрохимического полирования протекают с более высокими скоростями и дают впечатляющие конечные результаты. Этот эффект, абсолютно не очевидный, связан с наложением ряда факторов, а именно, эти полимеры растворимы в фазе, в которой они контактируют с сульфоновыми кислотами, они обладают способностью образовывать комплексы с удаляемыми ионами металлов, они действуют как агенты межфазового переноса между жидкостью, удерживаемой в частицах, и гелеобразной фазой самих частиц, они стабильны при тех значениях напряжения и силы тока, которые применимы для данного процесса, и помимо всего этого, они еще и биологически безопасны.
Конкретное количество электропроводящей жидкости, используемой для пропитки пористых частиц, должно быть достаточно высоким, чтобы обеспечить измеримый уровень электропроводности для тока, протекающего через сухой электролит. Кроме того, это количество должно быть ниже точки насыщения, характерной для пористой частицы, чтобы в электролите не наблюдалось следов и выделений свободной жидкости, поскольку это «сухой электролит». Предпочтительно количество электропроводящей жидкости должно быть близко к точке насыщения пористой частицы, но всегда оставаться ниже нее. Это количество следует определять эмпирически, поскольку оно зависит от конкретной взятой сульфоновой кислоты, типа смолы, температуры, используемого растворителя и концентрации раствора. Например, для частиц материала AMBERLITE 252RFH со способностью удержания воды в пределах от 52 до 58% оптимальное количество электропроводящей жидкости, содержащей 32%-ный раствор метансульфоновой кислоты в воде, будет варьироваться в пределах от 35 до 50% относительно абсолютного сухого веса смолы.
Используемые пористые частицы в предпочтительном варианте должны состоять из материала на основе сульфополимера, то есть полимера, несущего в своей молекулярной структуре присоединенные активные функциональные группы сульфоновой кислоты (RSO3H или RSO3). Предпочтительно пористые частицы сульфополимера представляют собой частицы на основе сополимера стирола и дивинилбензола. В частности, пористые частицы могут представлять собой ионообменные смолы, включая (без целей ограничения), такие как, например, смола AMBERLITE 252RFH, имеющая ионообменную емкость 1,7 экв./л, плотность 1,24 г/мл, диаметр гранул в пределах от 0,6 до 0,8 мм и водоудерживающую способность в пределах от 52 до 58%.
Интересен кооперативный эффект между сульфокислотными группами, присоединенными к полимерной цепи, и сульфоновыми кислотами, содержащимися в электропроводящей жидкости. Было установлено, и это не было очевидным, что наличие сходной химической структуры у этих групп, хоть находящихся в разном состоянии, способствует перемещению ионов металла из электропроводящей жидкости в полимерную матрицу. Непосредственное химическое окружение ионов металла в растворе (связанных в комплексы сульфогруппами, находящимися в растворе) и в полимере (связанных в комплексы сульфогруппами, присоединенными к полимерной цепи) является сходным. Поэтому разница в энергетических уровнях между этими состояниями очень мала, что позволяет предположить низкую энергию, требуемую для перехода из одного состояния в другое, что приводит к более высокой скорости перехода из жидкой фазы в твердую. Эта особенность оказывает двойной положительный эффект на весь процесс - с одной стороны, это ускоряет процесс сам по себе, и с другой стороны, это повышает общую ионообменную емкость смолы, выступающей в качестве приемника для ионов металла, что продлевает полезный срок службы сухого электролита.
Таким образом, сумма этих различных и неочевидных эффектов, связанных с применением сульфоновых кислот в сухих электролитах для полирования металлических поверхностей посредством переноса ионов, позволяет достигать более быстрых процессов и получать впечатляющие результаты, одновременно повышая полезный срок службы сухого электролита.
Сухой электролит, содержащий сульфоновую кислоту, также является объектом данного изобретения.
Иллюстративные варианты реализации
Ниже представлены (без каких-либо целей ограничения) некоторые варианты реализации изобретения.
Пример 1
Сухой электролит готовили путем смешивания до однородности 1,5 кг ионообменной смолы AMBERLITE 252RFH с 550 мл 4%-ного раствора метансульфоновой кислоты в воде. Этот сухой электролит использовали для полирования детали из сплава железа, имеющего следующий состав (%): С (0,17-0,23), Si (0,40), Mn (0,65-0,95), V (0,025), S (0,050), Cr (0,35-0,70), Ni (0,40-0,70), Mo (0,15-0,55), Cu (0,35), Al (0,050) и площадь поверхности 5 см2. Использовали противоэлектрод, представляющий собой титановую сетку с иридиевым покрытием. Применяли электрический ток в виде положительной волны тока 50 Гц с напряжением 20 В, что обеспечивало силу тока 0,1 А. Обрабатываемую деталь перемещали вверх-вниз с частотой примерно 4 Гц, а контейнер с сухим электролитом подвергали вибрации. Через 5 минут такой обработки поверхность металла приобретала впечатляющие внешние свойства.
Пример 2
Сухой электролит готовили путем смешивания до однородности 5,3 кг ионообменной смолы AMBERLITE 252RFH с 1950 мл 32%-ного раствора метансульфоновой кислоты в воде. Этот сухой электролит использовали для полирования детали из сплава железа, имеющего такой же состав, что и в предыдущем примере, с площадью поверхности 36 см2. Использовали противоэлектрод, представляющий собой титановую сетку с иридиевым покрытием. Применяли электрический ток в виде положительной волны тока 50 Гц с напряжением 30 В. Обрабатываемую деталь перемещали вверх-вниз с частотой примерно 4 Гц, а контейнер с сухим электролитом подвергали вибрации. Через 10 минут такого процесса поверхность металла приобретала впечатляющие внешние свойства.
Пример 3
Готовили раствор из 550 мл 70%-ной метансульфоновой кислоты, 160 мл PEG и 3000 мл деионизированной воды. Для получения сухого электролита в полученный раствор добавляли 6,7 кг ионообменной смолы AMBERLITE 252RFH, и смесь перемешивали до однородности. Этот сухой электролит использовали для полирования детали из углеродистой стали с общей поверхностью 36 см2. В качестве противоэлектрода брали титановую сетку с иридиевым покрытием. Использовали электрический ток в виде положительной волны тока 50 Гц с напряжением 30 В. Обрабатываемую деталь перемещали вверх-вниз с частотой примерно 4 Гц, а контейнер с сухим электролитом подвергали вибрации. Через 5 минут проведения такого процесса поверхность металла приобретала впечатляющие внешние свойства.
При соблюдении всех этих инструкций предполагается, что специалист в данной области сможет воспроизвести эти результаты без каких-либо затруднений.
Изобретение относится к области техники, представляющей отрасли промышленности, связанные с выравниванием, шлифованием и полированием металлических поверхностей. Сухой электролит для полирования металлических поверхностей посредством переноса ионов содержит пористые частицы, удерживающие в себе электропроводящую жидкость. Электропроводящая жидкость в сухом электролите содержит по меньшей мере сульфоновую кислоту. Обеспечивается улучшение эффективности полирования металлов за счет направленного действия кислоты на выступы и пики, определяющие шероховатость, а также повышается скорость процесса полирования. 2 н. и 11 з.п. ф-лы, 3 пр.
1. Применение сухих электролитов для полирования металлических поверхностей посредством переноса ионов, где указанный сухой электролит содержит пористые частицы, удерживающие в себе электропроводящую жидкость, характеризующееся тем, что электропроводящая жидкость в сухом электролите содержит по меньшей мере сульфоновую кислоту.
2. Применение сухих электролитов для полирования металлических поверхностей посредством переноса ионов по п. 1, характеризующееся тем, что пористые частицы сухого электролита содержат сульфополимер.
3. Применение сухих электролитов для полирования металлических поверхностей посредством переноса ионов по п. 2, характеризующееся тем, что пористые частицы сухого электролита содержат ионообменные смолы на основе сополимера полистирола с дивинилбензолом.
4. Применение сухих электролитов для полирования металлических поверхностей посредством переноса ионов по любому из предыдущих пунктов, характеризующееся тем, что электропроводящая жидкость в сухом электролите содержит метансульфоновую кислоту.
5. Применение сухих электролитов для полирования металлических поверхностей посредством переноса ионов по пп. 1 и 4, характеризующееся тем, что концентрация сульфоновой кислоты относительно растворителя варьируется в пределах от 1 до 70%.
6. Применение сухих электролитов для полирования металлических поверхностей посредством переноса ионов по любому из предыдущих пунктов, характеризующееся тем, что электропроводящая жидкость в сухом электролите содержит комплексообразователь.
7. Применение сухих электролитов для полирования металлических поверхностей посредством переноса ионов по п. 6, характеризующееся тем, что комплексообразователь содержит простой полиэфир.
8. Применение сухих электролитов для полирования металлических поверхностей посредством переноса ионов по п. 7, характеризующееся тем, что простой полиэфир представляет собой линейный алкильный полиэфир.
9. Применение сухих электролитов для полирования металлических поверхностей посредством переноса ионов по п. 8, характеризующееся тем, что простой полиэфир представляет собой полиэтиленгликоль.
10. Применение сухих электролитов для полирования металлических поверхностей посредством переноса ионов по п. 9, характеризующееся тем, что полиэтиленгликоль имеет молекулярный вес, варьирующийся в пределах от 200 до 500 Дальтон.
11. Применение сухих электролитов для полирования металлических поверхностей посредством переноса ионов по п. 8, характеризующееся тем, что простой полиэфир представляет собой полипропиленгликоль.
12. Применение сухих электролитов для полирования металлических поверхностей посредством переноса ионов по любому из предыдущих пунктов, характеризующееся тем, что электропроводящая жидкость в сухом электролите содержит хелатирующий агент.
13. Сухой электролит для полирования металлических поверхностей посредством переноса ионов, где указанный сухой электролит содержит пористые частицы, удерживающие в себе электропроводящую жидкость, характеризующийся тем, что содержит сульфоновую кислоту в качестве электропроводящей жидкости по любому из предыдущих пунктов.
| РАБОТА С РАЗЛИЧНЫМИ ТАЙМЕРАМИ В СИСТЕМЕ БЕСПРОВОДНОЙ СВЯЗИ | 2013 |
|
RU2604830C1 |
| JP 2017214615 A, 07.12.2017 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| СПОСОБ СТРУЙНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2012 |
|
RU2521940C2 |

