ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Настоящая заявка испрашивает приоритет на основании предварительной заявки на патент США № 62/684443, поданной 13 июня 2018 года, которая в полном объеме включена в настоящее описание посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение в целом относится к металлургии и более конкретно к производству металлов.
УРОВЕНЬ ТЕХНИКИ
[0003] Если в настоящем документе не указано иное, материалы, описанные в этом разделе, не являются известным уровнем техники в отношении формулы изобретения в данной заявке, и не признаются в качестве известного уровня техники при включении в этот раздел.
[0004] В существующих системах и способах охлаждения валков можно использовать коллектор нанесения охлаждающего средства для подачи охлаждающего средства к рабочему валку и дополнительно использовать отдельный очиститель для удержания охлаждающего средства, нанесенного на рабочий валок и/или продукт из прокатанного металла (например, металлическое изделие) во время и/или после стадий обработки, осуществляемых при повышенных температурах (например, горячей прокатки, холодной прокатки и/или теплой прокатки). Согласно некоторым аспектам существующие системы и способы охлаждения валков могут приводить к взаимному загрязнению различных процессов (например, охлаждающее средство может загрязнять смазочный материал, средство очистки может загрязнять средство для предварительной обработки и т. д.). Согласно другим аспектам очиститель находится в постоянном контакте с поверхностью валка, что создает риск скопления отходов, которые могут повредить рабочий валок и/или поверхность металлического изделия. Кроме того, для удаления после охлаждения охлаждающего средства с рабочего валка и/или металлического изделия можно использовать вакуумную систему. Вакуумирование нелокализованного охлаждающего средства может быть неэффективным при удалении охлаждающего средства с рабочего валка и/или металлического изделия, особенно при остановке и/или изменении направления обработки.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0005] Подразумевается, что термин «вариант реализации» и подобные термины относятся в широком смысле ко всему объекту настоящего изобретения и приведенной ниже формулы изобретения. Следует понимать, что утверждения, содержащие такие термины, не ограничивают объект изобретения, описанный в настоящем документе, или не ограничивают смысл или объем приведенной ниже формулы изобретения. Варианты реализации настоящего изобретения, описанные в данном документе, определяются приведенной ниже формулой изобретения, а не данным кратким описанием. Данное краткое описание представляет собой обобщенный обзор различных аспектов настоящего изобретения и вводит некоторые из идей, которые дополнительно описаны ниже в разделе Подробное описание изобретения. Данное краткое описание не предназначено для определения ключевых или существенных признаков заявленного объекта, также как и не предназначено для самостоятельного применения для определения объема заявленного объекта изобретения. Такой объект следует рассматривать с учетом соответствующих частей всего описания настоящего изобретения, всех графических материалов и каждого пункта формулы изобретения.
[0006] В настоящем документе описана система для удержания вязкого материала, нанесенного на поверхность, содержащая корпус, устройство для доставки вязкого материала, множество уплотнений, способных перемещаться между первым положением и вторым положением, при этом контактная кромка каждого уплотнения из множества уплотнений находится в контакте с поверхностью в первом положении и отделена от поверхности посредством зазора во втором положении, при этом указанная поверхность переносит вязкий материал к по меньшей мере одному уплотнению из множества уплотнений, и множество устройств для доставки газа, при этом каждое из такого множества устройств для доставки газа выполнено с возможностью подачи газа к контактной кромке по меньшей мере одного уплотнения из множества уплотнений для перемещения по меньшей мере одного уплотнения между первым и вторым положениями, в котором контактная кромка по меньшей мере одного уплотнения отделена от поверхности посредством зазора, и при этом, когда каждое из множества уплотнений находится во втором положении, газ, подаваемый с помощью множества устройств для доставки газа, препятствует выходу вязкого материала из корпуса, действуя в качестве бесконтактного уплотнения. В некоторых случаях вязкий материал может представлять собой жидкость, гель, золь-гель, стекло или любую их комбинацию (например, средство очистки, смазочный материал, средство для обработки, средство для предварительной обработки, эстетическое покрытие, охлаждающее средство или любую их комбинацию). Согласно некоторым аспектам поверхность представляет собой движущуюся поверхностью (например, валок или обработанный валком технический материал). Согласно некоторым аспектам движущаяся поверхность переносит вязкий материал к по меньшей мере одному уплотнению из множества уплотнений. В некоторых неограничивающих примерах валок может представлять собой рабочий валок, опорный валок или промежуточный валок, и обработанный валком технический материал может представлять собой металл, полимер, композитный материал или любую их комбинацию.
[0007] В некоторых примерах корпус содержит верхнюю сторону, нижнюю сторону, первую сторону, вторую сторону, расположенную напротив первой стороны, заднюю сторону и торцевую сторону, расположенную напротив задней стороны, при этом торцевая сторона обращена к по меньшей мере валку, и верхняя сторона, нижняя сторона, первая сторона, вторая сторона и задняя сторона могут представлять собой сплошные панели. В некоторых случаях задняя сторона может дополнительно содержать вентиляционное отверстие, а торцевая сторона может быть открытой. В некоторых неограничивающих примерах, когда поверхность представляет собой обработанный валком технический материал, торцевая сторона имеет форму, по меньшей мере частично соответствующую по существу плоской поверхности. Таким образом, форма торцевой поверхности определяется торцевой кромкой верхней стороны, торцевой кромкой нижней стороны, торцевой кромкой первой стороны и торцевой кромкой второй стороны (например, торцевая кромка верхней стороны и торцевая кромка нижней стороны могут быть прямыми и параллельными, а торцевая кромка первой стороны и торцевая кромка второй стороны являются прямыми). В некоторых дополнительных неограничивающих примерах, когда поверхность представляет собой валок, торцевая кромка первой стороны и торцевая кромка второй стороны могут быть изогнуты таким образом, чтобы соответствовать изогнутости валка. В некоторых случаях торцевая сторона может иметь форму, по меньшей мере частично соответствующую примерно множеству круглых валков (например, торцевая кромка верхней стороны и торцевая кромка нижней стороны могут быть прямыми и параллельными, а торцевая кромка первой стороны и торцевая кромка второй стороны могут иметь форму, соответствующую изогнутости по меньшей мере первого валка, изогнутости второго валка и зоне зазора). Согласно некоторым аспектам пересечение нижней стороны и задней стороны может образовать дренажное устройство.
[0008] В некоторых неограничивающих примерах устройство для доставки вязкого материала может быть расположено внутри корпуса (например, установлено через вентиляционное отверстие или установлено через отверстие, расположенное на первой стороне, второй стороне, верхней стороне или нижней стороне корпуса). Устройство для доставки вязкого материала может дополнительно содержать входное отверстие для вязкого материала, расположенное на первой стороне, второй стороне, верхней стороне или нижней стороне, и выходное отверстие для вязкого материала, расположенное напротив входного отверстия для вязкого материала. В некоторых случаях устройство для доставки вязкого материала дополнительно содержит множество сопел, направленных к торцевой стороне корпуса. Кроме того, такая система может включать щетку для удаления отходов, которая может представлять собой статическую щетку или подвижную щетку (например, вращающуюся щетку, щетку, двигающуюся взад и вперед, или вибрирующую щетку).
[0009] В некоторых неограничивающих примерах множество уплотнений включает верхнее уплотнение, прикрепленное к торцевой кромке верхней стороны, нижнее уплотнение, прикрепленное к торцевой кромке нижней стороны, первое боковое уплотнение, прикрепленное к торцевой кромке первой стороны и второе боковое уплотнение, прикрепленное к торцевой кромке второй стороны. В некоторых примерах каждое уплотнение из множества уплотнений поддерживают в первом положении путем размещения предложенной системы рядом с по меньшей мере поверхностью. Согласно некоторым аспектам, когда каждое уплотнение из множества уплотнений находится в первом положении, каждое уплотнение находится между углом, который является по существу параллельным по меньшей мере указанной поверхности и по существу перпендикулярным к по меньшей мере указанной поверхности. В некоторых примерах каждое устройство для доставки газа из множества устройств для доставки газа выполнено с возможностью подачи газа со скоростью, достаточной для перемещения каждого уплотнения из множества уплотнений во второе положение. Согласно некоторым аспектам каждое устройство для доставки газа из множества устройств для доставки газа выполнено с возможностью подачи газа со скоростью, достаточной для предотвращения прохождения вязкого материала через зазор, когда каждое уплотнение из множества уплотнений находится во втором положении. В некоторых случаях, когда в отсутствие подаваемого газа каждое уплотнение из множества уплотнений находится в первом положении, вязкий материал способен протекать на по меньшей мере одно из уплотнений из множества уплотнений, в корпус, через корпус и в дренажное устройство. В некоторых дополнительных примерах устройство для сбора может быть расположено на выходе из дренажного устройства (например, канал, вакуумный стержень или сливное устройство).
[0010] В некоторых неограничивающих примерах уплотнение может представлять собой гибкое уплотнение (например, полимерное уплотнение, поликремниевое уплотнение или тканевое уплотнение). В некоторых случаях уплотнение может быть жестким. В некоторых дополнительных примерах каждое устройство для доставки газа из множества устройств для доставки газа представляет собой устройство для принудительной доставки газа (например, воздушный нож).
[0011] В настоящем документе также описан способ удержания вязкого материала, нанесенного на по меньшей мере одну поверхность, путем применения системы, описанной выше, включающий перемещение корпуса, прилегающего к поверхности, подачу вязкого материала к поверхности; и подачу газа из множества устройств для доставки газа к контактной кромке каждого уплотнения из множества уплотнений для перемещения каждого уплотнения из множества уплотнений во второе положение, в котором контактная кромка каждого уплотнения из множества уплотнений отделена от поверхности посредством зазора, при этом скорость газа является достаточной для предотвращения прохождения вязкого материала на поверхности через зазор. Согласно некоторым аспектам перемещение корпуса, прилегающего к поверхности, включает перемещение каждого уплотнения из множества уплотнений в первое положение для приведения в контакт с одной поверхностью, и при этом каждое уплотнение из множества уплотнений представляет собой гибкое уплотнение или жесткое уплотнение. В некоторых неограничивающих примерах перемещение множества уплотнений в первое положение для приведения в контакт с поверхностью дополнительно включает смещение каждого уплотнения из множества уплотнений в направлении к поверхности.
[0012] В некоторых случаях подачу газа посредством множества устройств для доставки газа выполняют с помощью множества систем принудительной доставки газа (например, с помощью воздушных ножей). Согласно некоторым аспектам подача газа вынуждает каждое уплотнение из множества уплотнений перемещаться во второе положение. В некоторых дополнительных примерах способы, описанные в настоящем документе, могут включать удаление вязкого материала с поверхности. Например, подача газа для предотвращения прохождения вязкого материала через каждый зазор может обеспечить протекание вязкого материала на по меньшей мере одно из уплотнений из множества уплотнений и в корпус. Кроме того, отключение каждого устройства для доставки газа из множества устройств для доставки газа для перемещения каждого уплотнения из множества уплотнений в первое положение может обеспечить протекание вязкого материала, например, по поверхности нижнего краевого уплотнения и в корпус. Затем вязкий материал может проходить через корпус и в дренажное устройство, при этом указанное дренажное устройство дополнительно содержит устройство для сбора, которое может представлять собой канал, вакуумный стержень или сливное устройство.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0013] В описании настоящего изобретения сделана ссылка на следующие прилагаемые фигуры, при этом применение на разных фигурах одинаковых позиционных обозначений предназначено для иллюстрации одинаковых или аналогичных компонентов.
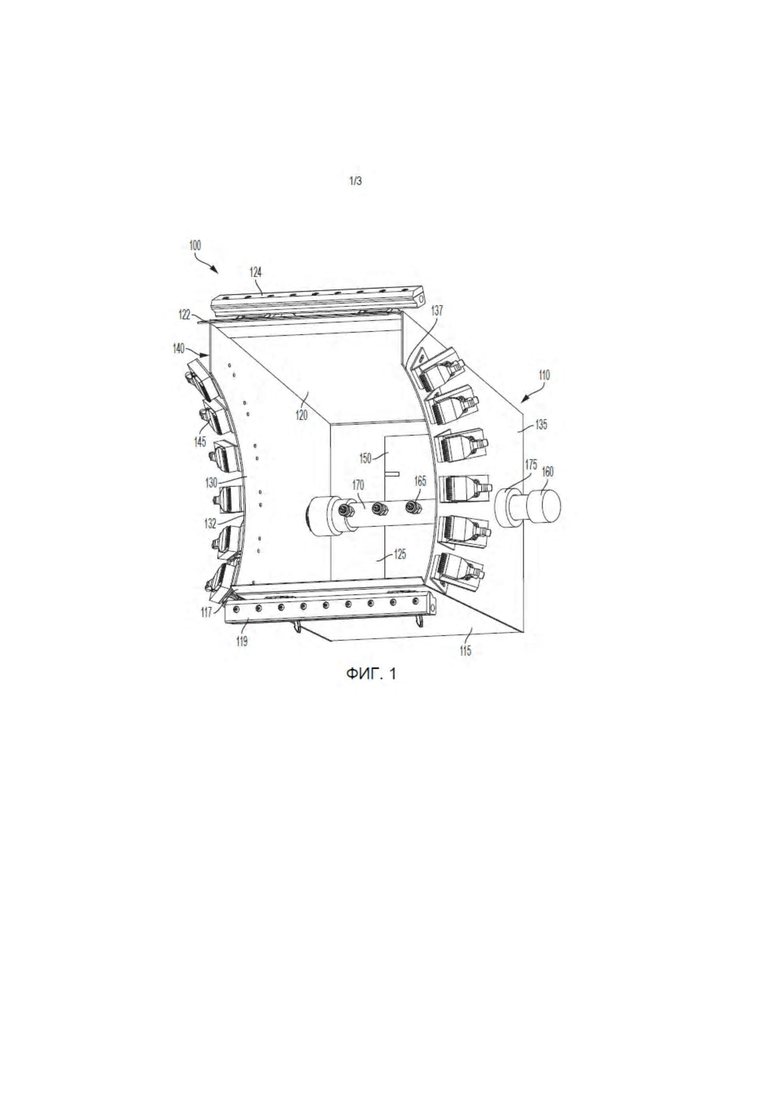
[0014] Фиг. 1 представляет собой вид в перспективе системы удержания охлаждающего средства согласно некоторым аспектам настоящего изобретения.
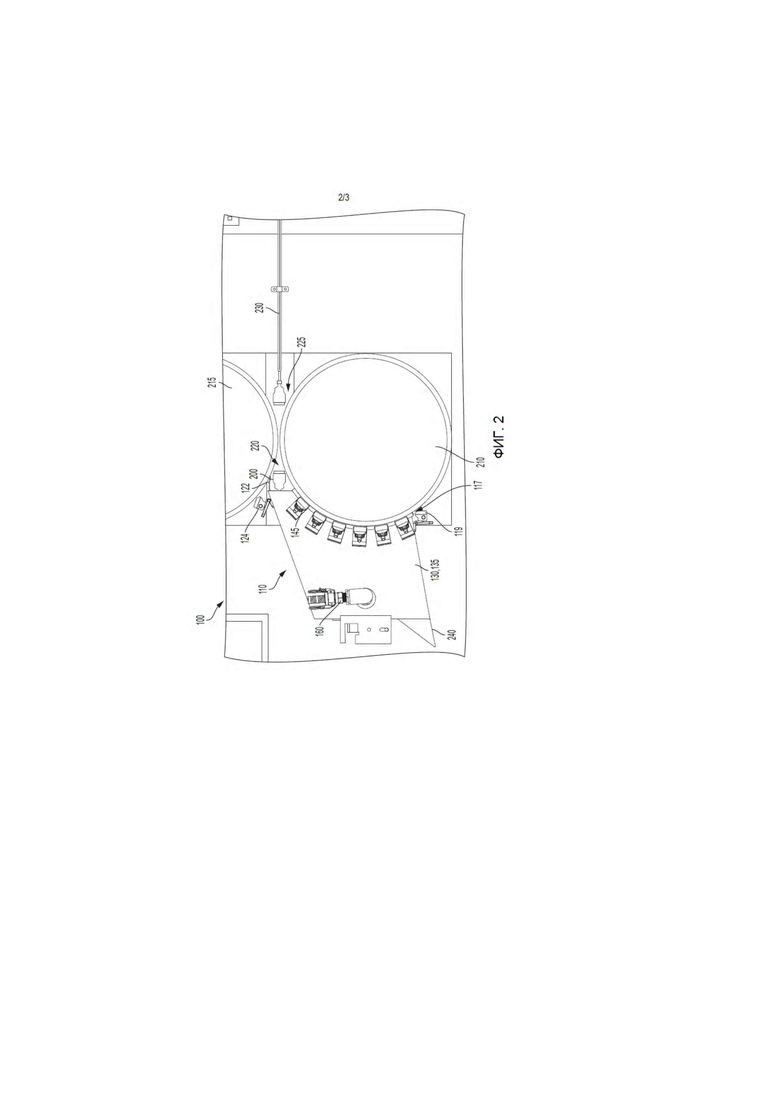
[0015] Фиг. 2 представляет собой вид в перспективе системы удержания охлаждающего средства, расположенной рядом с рабочим валком, согласно некоторым аспектам настоящего изобретения.
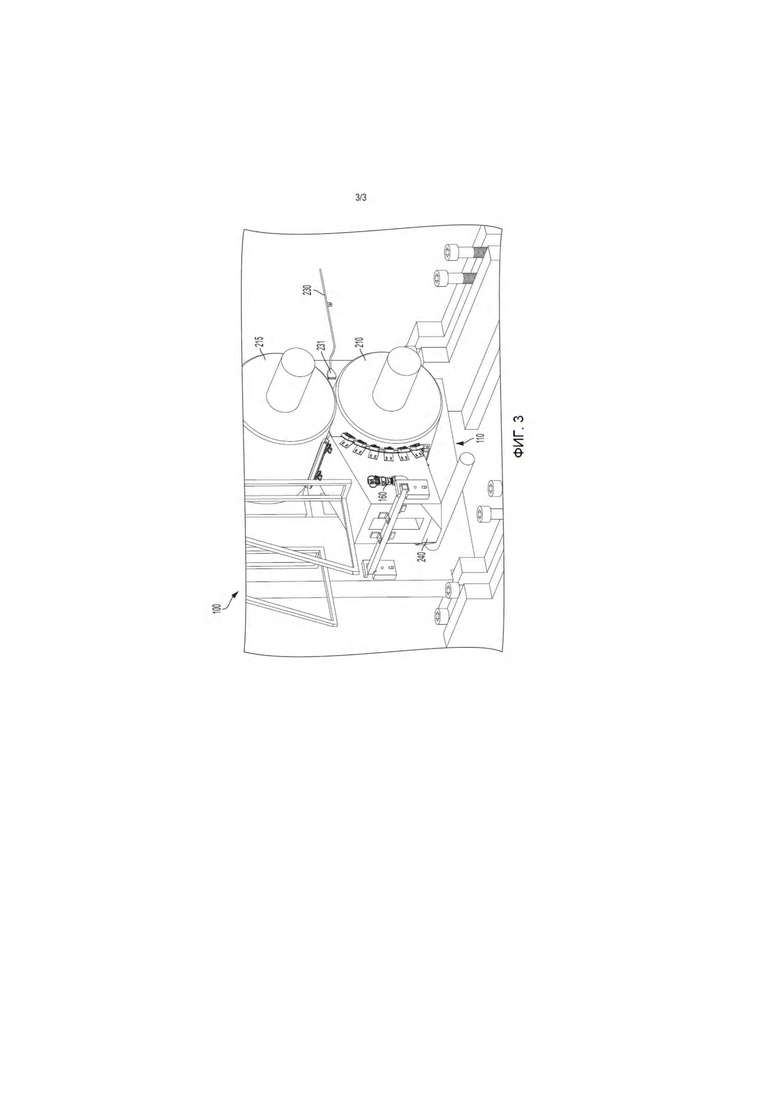
[0016] Фиг. 3 представляет собой вид в перспективе системы удержания охлаждающего средства, расположенной рядом с рабочим валком, согласно некоторым аспектам настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0017] Некоторые аспекты и особенности настоящего изобретения относятся к нанесению, удержанию и/или удалению вязкого материала. Согласно определенным аспектам вязкий материал наносят на поверхность, удерживают на поверхности и/или удаляют с поверхности технического материала (например, металлического изделия, такого как металлическая полоса, обрабатываемая валком), рабочего валка, обрабатывающего технический материал, или любого подходящего движущегося изделия, требующего нанесения, удержания и/или удаления вязкого материала как часть обработки движущегося изделия. Дополнительные аспекты и особенности настоящего изобретения относятся к прокатным станам для прокатки металлического изделия в режиме горячей прокатки, режиме холодной прокатки, режиме теплой прокатки или любой их комбинации. Дополнительные аспекты и особенности настоящего изобретения относятся к системам и способам охлаждения валков, участвующих в горячей прокатке, холодной прокатке или теплой прокатке, и/или металлического изделия, подвергаемого прокатке. Еще дополнительные аспекты настоящего изобретения относятся к системам и способам для удержания охлаждающего средства, нанесенного на валки и/или металлическое изделие, без повреждения поверхности металлического изделия.
[0018] Подразумевают, что в настоящем документе термины «изобретение», «данное изобретение», «такое изобретение» и «настоящее изобретение» относятся в широком смысле ко всему объекту настоящей заявки на патент и приведенной ниже формулы изобретения. Следует понимать, что утверждения, содержащие такие термины, не ограничивают объект изобретения, описанный в настоящем документе, или не ограничивают смысл или объем приведенной ниже формулы изобретения.
[0019] В настоящем документе существительные в единственном числе включают существительные в единственном и во множественном числе, если контекст явно не указывает на иное.
[0020] В настоящем документе обозначение «комнатная температура» может включать температуру от примерно 15°C до примерно 30°C, например, примерно 15°C, примерно 16°C, примерно 17°C, примерно 18°C, примерно 19°C, примерно 20°C, примерно 21°C, примерно 22°C, примерно 23°C, примерно 24°C, примерно 25°C, примерно 26°C, примерно 27°C, примерно 28°C, примерно 29°C или примерно 30°C.
[0021] В некоторых неограничивающих примерах прокатный стан может содержать по меньшей мере одну рабочую клеть, а в некоторых примерах прокатный стан может содержать несколько клетей. Например, прокатный стан может содержать две клети, три клети, четыре клети, пять клетей, шесть клетей или любое другое количество клетей, при необходимости или по желанию. Каждая клеть может содержать пару вертикально ориентированных рабочих валков. В некоторых случаях каждая клеть содержит пару опорных валков, поддерживающих пару рабочих валков. В некоторых примерах каждая клеть также содержит пару промежуточных валков. Валки могут быть выполнены из нержавеющей стали, стали или любого подходящего материала. Во время прокатки металлического изделия металлическое изделие пропускают через межвалковый зазор, образованный между рабочими валками. При прокатке металлического изделия толщину металлического изделия уменьшают до требуемой толщины и придают металлическому изделию особые свойства в зависимости от состава металлического изделия. В зависимости от требуемых свойств или других соображений в отношении конечного металлического продукта прокатный стан может работать в режиме горячей прокатки, режиме холодной прокатки, режиме теплой прокатки или любой их комбинации.
[0022] В некоторых примерах металлическое изделие представляет собой алюминий, алюминиевый сплав, магний, материал на основе магния, титан, материал на основе титана, медь, материал на основе меди, сталь, материал на основе стали, бронзу, материал на основе бронзы, латунь, материал на основе латуни, композитный материал, лист, применяемый в композитных материалах, или любой другой подходящий металл или комбинацию материалов. Такое изделие может включать монолитные материалы, а также немонолитные материалы, такие как материалы, соединенные прокаткой, плакированные материалы, композитные материалы (такие как, но не ограничиваясь ими, материалы, содержащие углеродные волокна) или различные другие материалы. В некоторых примерах металлическое изделие представляет собой металлическую катушку, металлическую полосу, металлическую пластину, металлический лист, металлическую заготовку, слиток металла или т.п. В некоторых случаях описанные в настоящем документе системы и способы можно использовать с неметаллическим изделием.
[0023] В общем случае горячая прокатка происходит при температурах выше температуры рекристаллизации металла. Например, в некоторых случаях, когда металлическое изделие представляет собой алюминий или алюминиевый сплав, горячая прокатка может происходить при температуре, более примерно 250°C, например, от примерно 250°C до примерно 550°C. В других примерах для горячей прокатки можно применять различные другие температуры.
[0024] В отличие от горячей прокатки холодная прокатка в общем случае происходит при температурах ниже температуры рекристаллизации металла. Например, в некоторых случаях, когда металлическое изделие представляет собой алюминий или алюминиевый сплав, холодная прокатка может происходить при температуре менее примерно 200°C, например от примерно 20°C до примерно 200°C. В других примерах для холодной прокатки можно применять различные другие температуры.
[0025] В некоторых случаях металлическое изделие можно прокатывать посредством процесса теплой прокатки, который происходит при температуре ниже температуры рекристаллизации металла, но выше температуры холодной прокатки. Например, в некоторых случаях, когда металлическое изделие представляет собой алюминий или алюминиевый сплав, теплая прокатка может происходить при температуре от примерно 200°C до примерно 250°C. В других примерах для теплой прокатки можно применять различные другие температуры.
[0026] В некоторых примерах прокатный стан имеет систему охлаждения валков, содержащую устройство для доставки охлаждающего средства и систему удержания охлаждающего средства, прилегающую к рабочему валку и/или опорному валку. В некоторых примерах система охлаждения валков выполнена с возможностью уменьшения температуры рабочих валков и/или опорных валков во время обработки. В различных примерах устройство для доставки охлаждающего средства выполнено с возможностью нанесения охлаждающего средства на по меньшей мере одну поверхность рабочих валков и/или опорных валков для регулирования температуры рабочих валков и/или опорных валков. В некоторых примерах система удержания охлаждающего средства выполнена с возможностью удержания охлаждающего средства в требуемой области на рабочем валке и/или опорном валке, и удаления охлаждающего средства или сушки рабочего валка и/или опорного валка. В некоторых случаях система удержания охлаждающего средства помогает предотвратить или минимизировать контакт охлаждающего средства с металлическим изделием. В различных примерах в зависимости от конфигурации прокатного стана можно использовать любое количество устройств для доставки охлаждающего средства и систем удержания охлаждающего средства. Систему охлаждения валков можно установить в различных местах внутри прокатного стана, например, у верхнего рабочего валка, нижнего рабочего валка, верхнего опорного валка, нижнего опорного валка, их комбинации или в любом подходящем месте, где требуется охлаждение.
[0027] Хотя данное описание предоставлено применительно к жидким охлаждающим средствам, системы и способы, описанные в настоящем документе, можно использовать для любых вязких материалов, в том числе охлаждающих средств, чистящих средств, средств обработки, средств предварительной обработки, эстетических покрытий, смазочных материалов (например, гелей, золь-гелей и некоторых стекол) и т. д., или любой их комбинации.
[0028] В некоторых неограничивающих примерах система охлаждения валков может содержать корпус, систему доставки охлаждающего средства, охлаждающее средство и систему удержания охлаждающего средства. Предложенная система охлаждения может представлять собой компактную систему охлаждения по сравнению с обычными системами охлаждения валков, что, таким образом, позволяет установить ее в любой требуемой точке в прокатном стане, включая переоснащение существующих прокатных станов с применением предложенной системы охлаждения.
[0029] В некоторых примерах корпус описанной системы охлаждения может дополнительно содержать множество уплотнений и множество устройств для доставки газа. Множество уплотнений могут представлять собой гибкие уплотнения или жесткие уплотнения. В случае гибких уплотнений множество уплотнений может представлять собой множество полимерных уплотнений. Полимеры для применения в полимерном уплотнении включают, например, синтетический каучук (стиролбутадиеновый), натуральный каучук, эластомеры, целлюлозу или т.п. или любые их комбинации. В некоторых примерах уплотнение может представлять собой поликремниевое уплотнение, щетку, тканевое уплотнение или уплотнение, выполненное из любого подходящего материала, который не повредит рабочий валок при приведении в контакт с рабочим валком, или, например, при применении для охлаждения металлического изделия не повредит металлическое изделие при приведении в контакт с металлическим изделием. В некоторых случаях уплотнения могут представлять собой жесткие уплотнения, выполненные из любого подходящего материала, который не повредит рабочий валок и/или опорный валок при приведении в контакт с рабочим валком и/или опорным валком. В некоторых неограничивающих примерах множество систем доставки газа представляет собой множество систем принудительной доставки газа. В некоторых случаях множество систем принудительной доставки газа представляет собой множество воздушных ножей.
[0030] Согласно некоторым аспектам система охлаждения валков может быть расположена рядом с вращающимся валком. В некоторых случаях вращающийся валок (например, рабочий валок и/или опорный валок) вращается в определенном направлении таким образом, что он переносит охлаждающее средство к по меньшей мере одному уплотнению из множества уплотнений.
[0031] В некоторых примерах прокатный стан дополнительно или альтернативно содержит систему охлаждения металлического изделия, выполненную с возможностью нанесения охлаждающего средства на наружную поверхность металлического изделия для регулирования температуры металлического изделия. В некоторых неограничивающих примерах охлаждающее средство представляет собой воду, масло, гель или любую подходящую теплопередающую среду. В некоторых случаях охлаждающее средство представляет собой органическую теплопередающую среду, теплопередающую среду на основе силиконовой жидкости или теплопередающую среду на основе гликоля (например, этиленгликоль, пропиленгликоль, любой другой полиалкиленгликоль или любую их комбинацию) или т.п.
[0032] В некоторых случаях прокатный стан содержит одну или более систем, которые позволяют одновременно наносить различные вязкие материалы, например, на металлическое изделие и рабочий валок. В некоторых неограничивающих примерах можно одновременно использовать систему охлаждения валков и систему смазки металлического изделия. В таких ситуациях жидкое охлаждающее средство, нанесенное с помощью системы охлаждения валков, и жидкий смазочный материал, нанесенный с помощью системы смазки металлического изделия, не должны подвергаться взаимному загрязнению, что дополнительно требует изолирования жидкого охлаждающего средства от жидкого смазочного материала. В некоторых неограничивающих примерах система охлаждения валков может содержать жидкое охлаждающее средство для валка, а система смазки металлического изделия может содержать жидкий смазочный материал для металлического изделия, что, таким образом, позволяет изолировать жидкое охлаждающее средство от жидкого смазочного материала.
[0033] В некоторых примерах, в том числе во множестве уплотнений и множестве устройств для доставки газа, можно ограничить периметр, в котором может содержаться вязкий материал, такой как охлаждающее средство. Вкратце, как будет подробно объяснено ниже, множество уплотнений и множество устройств для доставки газа могут создать бесконтактное уплотнение, когда газ, распространяющийся между уплотнением и, например, поверхностью рабочего валка и/или опорного валка, может удерживать вязкие материалы и/или отходы в требуемом положении (то есть вязкие материалы и/или отходы не могут пройти через такое уплотнение). В некоторых неограничивающих примерах создание указанного бесконтактного уплотнения может обеспечить удержание вязкого материала и/или отходов без угрозы застревания отходов между уплотнением и рабочим валком и/или опорным валком и повреждения рабочего валка и/или опорного валка и/или уплотнения. Согласно некоторым аспектам множество уплотнений и множество устройств для доставки газа могут быть выполнены с возможностью ограничения зоны удержания. Зона удержания также может быть выполнена с возможностью отведения любых вязких материалов и/или содержащихся в ней отходов от рабочего валка и/или опорного валка в корпус. В некоторых случаях корпус может быть выполнен с возможностью выгрузки вязких материалов и/или отходов из системы охлаждения валков. В некоторых неограничивающих примерах вязкие материалы (например, охлаждающее средство) можно очистить, подвергнуть переработке и/или повторно использовать.
[0034] Указанные иллюстративные примеры приведены для ознакомления читателя с общим объектом изобретения, обсуждаемым в настоящем документе, и не предназначены для ограничения объема предложенных идей. В следующих разделах описаны различные дополнительные особенности и примеры со ссылкой на чертежи, на которых одинаковые цифры обозначают одинаковые элементы, при этом для описания иллюстративных вариантов реализации используют направленные описания, но, подобно иллюстративным вариантам реализации, они не должны использоваться для ограничения настоящего изобретения. Элементы, включенные в иллюстрации в настоящем документе, могут быть изображены без соблюдения масштаба.
[0035] Фиг. 1 представляет собой вид в перспективе системы 100 удержания вязкого материала, описанной в настоящем документе. Систему 100 удержания вязкого материала можно использовать для охлаждения одного или нескольких валков и можно выполнить с возможностью удержания любого жидкого охлаждающего средства, нанесенного на один или более валков, и/или можно выполнить с возможностью удержания загрязняющих веществ и отходов, накапливающийся на валке во время охлаждения (например, отходов, вращающихся вокруг валка во время охлаждения при применении газообразного охлаждающего средства, и/или отходов, поднимающихся с валка во время охлаждения при применении жидкого охлаждающего средства). Например, система 100 удержания вязкого материала может быть выполнена с возможностью предотвращения или минимизации контакта охлаждающего средства, нанесенного на один или более валков, с металлическим изделием, проходящим через рабочую клеть. Система 100 удержания вязкого материала включает корпус 110, который может содержать нижнюю сторону 115, верхнюю сторону 120, заднюю сторону 125, первую сторону 130 и вторую сторону 135. В некоторых неограничивающих примерах первая сторона 130 и вторая сторона 135 могут иметь такую форму, чтобы корпус 110 мог соответствовать форме валка (например, рабочего валка), подвергаемого охлаждению с применением системы 100 удержания вязкого материала. В некоторых дополнительных неограничивающих примерах первая сторона 130 и вторая сторона 135 могут иметь такую форму, чтобы корпус 110 мог соответствовать форме пары валков (например, рабочего валка и опорного валка). В еще других неограничивающих примерах первая сторона 130 и вторая сторона 135 могут иметь такую форму, чтобы корпус 110 мог соответствовать форме по существу плоского материального изделия (например, металлического изделия, полимерной пленки или любого подходящего изделия, требующего нанесения, удержания и удаления вязкого материала), при этом систему 100 удержания вязкого материала можно использовать для охлаждения материального изделия вместо одного или более валков или наряду с одним или более валками. Согласно некоторым аспектам торцевая сторона 140 корпуса 110 может представлять собой отверстие, ограниченное нижней стороной 115, верхней стороной 120, первой стороной 130 и второй стороной 135. В некоторых примерах по меньшей мере часть торцевой стороны 140 может иметь выпуклую форму, ограниченную нижней стороной 115, верхней стороной 120, первой стороной 130 и/или второй стороной 135 таким образом, чтобы торцевая сторона 140 корпуса 110 могла соответствовать валку и/или паре валков.
[0036] Как показано на фиг. 1, корпус 110 системы 100 удержания вязкого материала может дополнительно содержать множество гибких уплотнений, расположенных около торцевой стороны 140 корпуса 110, при этом корпус 110 может дополнительно содержать множество устройств для доставки газа, расположенных рядом с множеством гибких уплотнений. Например, нижняя сторона 115 может содержать нижнее краевое уплотнение 117, а верхняя сторона 120 может содержать верхнее краевое уплотнение 122. Нижняя сторона 115 и верхняя сторона 120 могут дополнительно содержать нижнее краевое устройство 119 для доставки газа и верхнее краевое устройство 124 для доставки газа, соответственно. Нижнее краевое уплотнение 117 и верхнее краевое уплотнение 122 могут быть гибкими или жесткими и выполнены из любого подходящего материала. Например, нижнее краевое уплотнение 117 и верхнее краевое уплотнение 122 могут представлять собой полимерное уплотнение. Типичные полимеры для применения в полимерном уплотнении включают, например, синтетический каучук (стиролбутадиеновый), натуральный каучук, эластомеры, целлюлозу или т.п. или любые их комбинации. В некоторых примерах уплотнение может представлять собой поликремниевое уплотнение, щетку, тканевое уплотнение или уплотнение, выполненное из любого подходящего материала, который не повредит валок или пару валков.
[0037] Корпус 110 также может иметь первое боковое краевое уплотнение 132, прикрепленное к торцевой кромке первой стороны 130, и второе боковое краевое уплотнение 137, прикрепленное к торцевой кромке второй стороны 135. Первая сторона 130 и вторая сторона 135 могут дополнительно содержать множество устройств 145 для доставки газа, расположенных рядом с первым боковым краевым уплотнением 132 и вторым боковым краевым уплотнением 137. В некоторых неограничивающих примерах первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 представляют собой гибкие уплотнения, которые могут соответствовать форме первой стороны 130 и форме второй стороны 135, так что первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 могут также соответствовать валку.
[0038] В некоторых неограничивающих примерах по меньшей мере первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 могут представлять собой щетку. В некоторых случаях одно или более уплотнений, выбранных из нижнего краевого уплотнения 117, верхнего краевого уплотнения 122, первого бокового краевого уплотнения 132 и второго бокового краевого уплотнения 137, могут представлять собой щетку. Таким образом, когда система 100 удержания вязкого материала находится в первом положении, щетки, создающие нижнее краевое уплотнение 117, верхнее краевое уплотнение 122, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137, могут находиться в контакте с рабочим валком посредством множества щетинок. В некоторых примерах множество щетинок может представлять собой любой подходящий материал, который не повредит рабочий валок и/или опорный валок. Например, щетинки могут представлять собой полимерные щетинки. Типичные полимеры для применения в полимерных щетинках включают, например, синтетический каучук (стиролбутадиеновый), натуральный каучук, эластомеры, целлюлозу или т.п. или любые их комбинации. В некоторых примерах щетинки могут представлять собой поликремниевые щетинки, тканевые щетинки или щетинки, выполненные из любого подходящего материала, который не повредит валок и/или материальное изделие при приведении в контакт с валком и/или материальным изделием.
[0039] Задняя сторона 125 может содержать вентиляционное отверстие 150, которое позволяет осуществлять очистку корпуса 110, вставить устройства для нанесения охлаждающего средства, вставить щетки для очистки валков, обеспечить доступ для технического обслуживания и т.п. Система 100 удержания вязкого материала может дополнительно содержать устройство 160 для доставки вязкого материала. Устройство 160 для доставки вязкого материала может содержать по меньшей мере одно сопло 165 и еще дополнительно может содержать множество сопел 165. Устройство 160 для доставки вязкого материала можно расположить внутри корпуса 110 любым подходящим способом, включая пропускание устройства 160 для доставки вязкого материала через входное отверстие 170, расположенное на первой стороне 130, и, при необходимости, через выходное отверстие 175, расположенное на второй стороне 135. При необходимости, устройство 160 для доставки вязкого материала можно установить в корпус 110 через вентиляционное отверстие 150, расположенное на задней стороне 125.
[0040] Система 100 удержания вязкого материала может быть расположена рядом с валком (например, рабочим валом, опорным валом и/или промежуточным валком), парой валков (например, рабочим валком и опорным валком), как показано на фиг. 2, или рядом с металлическим изделием или т.п. Система 100 удержания вязкого материала может быть расположена рядом с рабочим валком 210 таким образом, чтобы нижнее краевое уплотнение 117, верхнее краевое уплотнение 122, первое боковое краевое уплотнение 132 (см. фиг. 1) и второе боковое краевое уплотнение 137 (см. фиг. 1) находились в первом положении. Находясь в первом положении, нижнее краевое уплотнение 117, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 каждое находятся в контакте с рабочим валком 210, при этом верхнее краевое уплотнение 122 находится в контакте с опорным валком 215. В некоторых неограничивающих примерах нижнее краевое уплотнение 117, верхнее краевое уплотнение 122, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 ограничивают зону удержания, как описано выше.
[0041] В некоторых неограничивающих примерах нижнее краевое уплотнение 117, верхнее краевое уплотнение 122, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 имеют достаточную упругость, так что, когда система 100 удержания вязкого материала расположена рядом с валком, парой валков или металлическим изделием и т.п., эластичность нижнего краевого уплотнения 117, верхнего краевого уплотнения 122, первого бокового краевого уплотнения 132 и второго бокового краевого уплотнения 137 позволяет поддерживать нижнее краевое уплотнение 117, верхнее краевое уплотнение 122, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 в контакте с валком, парой валков или металлическим изделием или т.п. (то есть с поверхностью). Например, систему 100 удержания вязкого материала можно переместить в определенное положение таким образом, чтобы нижнее краевое уплотнение 117, верхнее краевое уплотнение 122, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 находились в контакте с поверхностью. Затем систему 100 удержания вязкого материала можно дальше двигать по направлению к поверхности, что приводит к сгибанию нижнего краевого уплотнения 117, верхнего краевого уплотнения 122, первого бокового краевого уплотнения 132 и второго бокового краевого уплотнения 137 при контакте с указанной поверхностью. Затем благодаря эластичности нижнего краевого уплотнения 117, верхнего краевого уплотнения 122, первого бокового краевого уплотнения 132 и второго бокового краевого уплотнения 137 происходит дальнейшее смещение нижнего краевого уплотнения 117, верхнего краевого уплотнения 122, первого бокового краевого уплотнения 132 и второго бокового краевого уплотнения 137 при контакте с поверхностью, что позволяет вернуть нижнее краевое уплотнение 117, верхнее краевое уплотнение 122, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 в разогнутую конфигурацию.
[0042] Дополнительно или альтернативно, нижнее краевое уплотнение 117, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 могут смещаться при приведении в контакт с рабочим валком 210 с помощью подпружиненного устройства, привода, натяжного приспособления или любого подходящего подвижного поджимающего механизма. Верхнее краевое уплотнение 122 может быть смещено при приведении в контакт с опорным валком 215 с помощью подпружиненного устройства, привода, натяжного приспособления или любого подходящего подвижного поджимающего механизма. Один или более поджимающих механизмов могут быть выполнены с возможностью приложения давления к нижнему краевому уплотнению 117, первому боковому краевому уплотнению 132 и второму боковому краевому уплотнению 137, что вынуждает нижнее краевое уплотнение 117, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 вступать в контакт с рабочим валком 210. Один или более поджимающих механизмов могут быть выполнены с возможностью приложения давления к верхнему краевому уплотнению 122 для приведения в контакт с опорным валком 215. В некоторых случаях верхнее краевое уплотнение 122 находится в контакте с рабочим валком 210, а не с опорным валком 215. Приложение давления от поджимающего механизма можно регулировать вручную (например, с помощью винтов с накатанной головкой), регулировать с помощью компьютера (например, используя сервоуправляемый привод), или не регулировать (например, давление можно применять, но не регулировать). В некоторых неограничивающих примерах поджимающий механизм может поддерживать нижнее краевое уплотнение 117, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 в контакте с рабочим валком 210, поскольку рабочий валок 210 может со временем уменьшаться в диаметре. В некоторых неограничивающих примерах поджимающий механизм может поддерживать верхнее краевое уплотнение 122 в контакте с опорным валком 215, поскольку опорный валок 215 может со временем уменьшаться в диаметре.
[0043] Нижнее краевое уплотнение 117, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 могут перемещаться во второе положение, в котором нижнее краевое уплотнение 117, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 не находятся в контакте с рабочим валком 210. Аналогично, верхнее краевое уплотнение 122 может перемещаться во второе положение, в котором верхнее краевое уплотнение 122 не находится в контакте с опорным валком 215. В частности, контактная продольная кромка нижнего краевого уплотнения 117, первого бокового краевого уплотнения 132 и второго бокового краевого уплотнения 137 отделены от рабочего валка 210 посредством зазора, и верхнее краевое уплотнение 122 отделено от опорного валка 215 посредством зазора. Нижнее краевое устройство 119 для доставки газа, верхнее краевое устройство 124 для доставки газа и множество устройств 145 для доставки газа, которые могут представлять собой воздушный нож или другое устройство для принудительной доставки газа, могут быть выполнены с возможностью подачи потока газа к контактной продольной кромке нижнего краевого уплотнения 117, верхнего краевого уплотнения 122, первого бокового краевого уплотнения 132 и второго бокового краевого уплотнения 137. Подача потока газа из нижнего краевого устройства 119 для доставки газа, верхнего краевого устройства 124 для доставки газа и множества устройств 145 для доставки газа позволяет перемещать нижнее краевое уплотнение 117, верхнее краевое уплотнение 122, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 из первого положения во второе положение, создавая зазор между рабочим валком 210 и нижним краевым уплотнением 117, первым боковым краевым уплотнением 132 и вторым боковым краевым уплотнением 137, и зазор между верхним краевым уплотнением 122 и опорным валком 215. Зазор может иметь любые подходящие размеры, такие как ширина от примерно 0,1 миллиметра (мм) до 3,0 мм или более. Например, зазор может составлять примерно 0,1 мм, примерно 0,15 мм, примерно 0,2 мм, примерно 0,25 мм, примерно 0,3 мм, примерно 0,35 мм, примерно 0,4 мм, примерно 0,45 мм, примерно 0,5 мм, примерно 0,55 мм, примерно 0,6 мм, примерно 0,65 мм, примерно 0,7 мм, примерно 0,75 мм, примерно 0,8 мм, примерно 0,85 мм, примерно 0,9 мм, примерно 0,95 мм, примерно 1,0 мм, примерно 1,1 мм, примерно 1,2, примерно 1,3 мм, примерно 1,4 мм, примерно 1,5 мм, примерно 1,6 мм, примерно 1,7 мм, примерно 1,8 мм, примерно 1,9 мм, примерно 2,0 мм, примерно 2,1 мм, примерно 2,2, примерно 2,3 мм, примерно 2,4 мм, примерно 2,5 мм, примерно 2,6 мм, примерно 2,7 мм, примерно 2,8 мм, примерно 2,9 мм, или примерно 3,0 мм или любое значение в промежутке между перечисленными значениями.
[0044] Потоки газа от нижнего краевого устройства 119 для доставки газа, верхнего краевого устройства 124 для доставки газа и множества устройств 145 для доставки газа направлены в определенном направлении таким образом, что газ концентрируется в месте, в котором нижнее краевое уплотнение 117, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 находятся в контакте с рабочим валком 210 посредством контактной продольной кромки, а верхнее краевое уплотнение 122 находится в контакте с опорным валком 215 посредством контактной продольной кромки. Сила, прилагаемая при подаче потоков газа, может перемещать нижнее краевое уплотнение 117, верхнее краевое уплотнение 122, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 во второе положение, создавая, тем самым, зазор между рабочим валком 210 и нижним краевым уплотнением 117, первым боковым краевым уплотнением 132 и вторым боковым краевым уплотнением 137, и зазор между верхним краевым уплотнением 122 и опорным валком 215.
[0045] Потоки газа могут распространяться с любой подходящей скоростью через зазор между нижним краевым уплотнением 117, первым боковым краевым уплотнением 132 и вторым боковым краевым уплотнением 137 и рабочим валком 210, а также через зазор между верхним краевым уплотнением 122 и опорным валком 215. Скорость может определяться расходом газовых потоков и размером зазора между нижним краевым уплотнением 117, первым боковым краевым уплотнением 132 и вторым боковым краевым уплотнением 137 и рабочим валком 210, а также размером зазора между верхним краевым уплотнением 122 и опорным валком 215. Размер зазора между нижним краевым уплотнением 117, первым боковым краевым уплотнением 132 и вторым боковым краевым уплотнением 137 и рабочим валком 210, а также размер зазора между верхним краевым уплотнением 122 и опорным валком 215 может определяться давлением, приложенным поджимающим механизмом. Давление, приложенное поджимающим механизмом, может представлять собой любое давление, при котором нижнее краевое уплотнение 117, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 не повреждают рабочий валок 210, когда нижнее краевое уплотнение 117, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 находятся в первом положении или когда отключают потоки газа и нижнее краевое уплотнение 117, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 перемещаются из второго положения в первое положение. Аналогично, давление, приложенное поджимающим механизмом, может представлять собой любое давление, при котором верхнее краевое уплотнение 122 не повреждает опорный валок 215, когда верхнее краевое уплотнение 122 находится в первом положении или когда отключают потоки газа и верхнее краевое уплотнение 122 перемещается из второго положения в первое положение. Скорость потоков газа может быть достаточной для поддержания любого вязкого материала, такого как жидкое охлаждающее средство, в определенном положении на поверхности рабочего валка 210 и опорного валка 215, при котором жидкое охлаждающее средство не может войти в зазоры, созданные на рабочем валке 210, или в зазор, созданный на опорном валке 215. В некоторых других примерах вязкий материал, такой как жидкое охлаждающее средство, не может перемещаться через зазор между нижним краевым уплотнением 117, первым боковым краевым уплотнением 132 и вторым боковым краевым уплотнением 137 и рабочим валком 210 и/или через зазор между верхним краевым уплотнением 122 и опорным валком 215, когда уплотнения находятся во втором положении (т.е., таким образом, вязкий материал не может перемещаться через зазоры на металлическое изделие при прохождении через рабочий валок 210 и/или опорный валок 215).
[0046] При необходимости, вспомогательное устройство 200 для доставки газа может быть расположено рядом с наружной поверхностью первой стороны 130 и/или рядом с наружной поверхностью второй стороны 135 корпуса 110 (см. фиг. 2). Вспомогательное устройство 200 для доставки газа может быть расположено таким образом, чтобы газ поступал в зону 220 зазора между системой 100 удержания вязкого материала, рабочим валком 210 и опорным валком 215. Вспомогательное устройство 200 для доставки газа может быть выполнено с возможностью подачи газа от наружной кромки рабочего валка 210 и опорного валка 215 к продольному центру рабочего валка 210 и опорного валка 215, так что любую жидкость в зоне 220 зазора можно удержать в пределах зоны 220 зазора и, в конечном счете, локализовать с помощью системы 100 удержания вязкого материала. При необходимости, противоположно направленная система 230 доставки газа может быть расположена в зоне 225 зазора на стороне рабочего валка 210 и опорного валка 215 напротив зоны 220 зазора между системой 100 удержания вязкого материала, рабочим валком 210 и опорным валком 215. Противоположно направленная система 230 доставки газа может быть также расположена приблизительно у продольного центра рабочего валка 210 и опорного валка 215. Противоположно направленная система 230 доставки газа может быть выполнена с возможностью подачи газа в направлении от продольного центра рабочего валка 210 и опорного валка 215 к наружным кромкам рабочего валка 210 и опорного валка 215 (например, газ подают таким образом, чтобы любой вязкий материал, пытающийся пройти между рабочим валком 210 и опорным валком 215, был вынужден вернуться в зону 220 зазора между системой 100 удержания вязкого материала, рабочим валком 210 и опорным валком 215 и удерживался посредством системы 100 удержания вязкого материала и вспомогательного устройства 200 для доставки газа, расположенного рядом с наружной поверхностью первой стороны 130 и/или рядом с наружной поверхностью второй стороны 135 корпуса 110). Подача газа из противоположно направленной системы 230 доставки газа может предотвратить прохождение любых вязких материалов и/или отходов между рабочим валком 210 и опорным валком 215 и последующее их осаждение на металлическое изделие, подвергаемое прокатке.
[0047] При необходимости, система 100 удержания вязкого материала, описанная в настоящем документе, может дополнительно содержать щетку для удаления отходов для удаления загрязнений и отходов, которые могут прилипать к валку (например, рабочему валку, опорному валку и/или промежуточному валку). Щетка для удаления отходов может быть расположена внутри корпуса 110 рядом с устройством 160 для доставки вязкого материала таким образом, чтобы указанная щетка могла находиться в контакте с рабочим валком 210 и/или с опорным валком 215, когда система 100 удержания вязкого материала находится в контакте с рабочим валком 210 и/или опорным валком 215. Щетка для удаления отходов может представлять собой статическую щетку или подвижную щетку (например, вращающуюся щетку, щетку, двигающуюся взад и вперед, или вибрирующую щетку).
[0048] Статическую щетку для удаления отходов можно расположить внутри корпуса 110 таким образом, что, когда система 100 удержания вязкого материала находится в первом положении, статическая щетка для удаления отходов находится в контакте с рабочим валком 210 посредством множество щетинок. Таким образом, когда рабочий валок 210 вращается, статическая щетка для удаления отходов может удалять любые отходы, проходящие через множество щетинок. В других примерах подвижную щетку для удаления отходов можно установить внутри корпуса 110 таким образом, что, когда система 100 удержания вязкого материала находится в первом положении, подвижная щетка для удаления отходов находится в контакте с рабочим валком 210 посредством множества щетинок. Кроме того, например, при применении вращающейся щетки, в корпус 110 может быть дополнительно установлен приводной механизм для зацепления вращающейся щетки. В некоторых примерах множество щетинок, количество которых достаточно для удаления отходов, прилипающих к валку, может представлять собой любой подходящий материал, который не повредит рабочий валок 210 и/или опорный валок 215. Например, щетинки могут представлять собой полимерные щетинки. Типичные полимеры для применения в полимерных щетинках включают, например, синтетический каучук (стиролбутадиеновый), натуральный каучук, эластомеры, целлюлозу или т.п. или любые их комбинации. В некоторых примерах щетинки могут представлять собой поликремниевые щетинки, тканевые щетинки или щетинки, выполненные из любого подходящего материала, который не повредит валок и/или материальное изделие при приведении в контакт с валком и/или материальным изделием. В некоторых неограничивающих примерах щетка для удаления отходов может удалять загрязнения и/или отходы с рабочего валка 210 и проталкивать загрязнения и/или отходы в систему 100 удержания вязкого материала. Затем загрязнения и/или отходы могут быть впоследствии удалены из системы 100 удержания вязкого материала путем пропускания через дренажное устройство 240 и/или удаления через вентиляционное отверстие 150.
[0049] В некоторых неограничивающих примерах корпус 110 может быть выполнен с возможностью выгрузки любого собранного вязкого материала и/или отходов через дренажное устройство 240, показанное на фиг. 2. Дренажное устройство 240 позволяет выгружать любой собранный вязкий материал и/или отходы в вакуумную систему, канал для сбора, сливное устройство или любое подходящее устройство для сбора. В некоторых случаях собранный вязкий материал и/или отходы можно отфильтровать, подвергнуть переработке и/или рециркулировать через систему.
[0050] В некоторых неограничивающих примерах при отключении множества устройств для доставки газа множество уплотнений могут возвращаться в первое положение, в котором указанное множество уплотнений находится в контакте с валком посредством контактной продольной кромки каждого уплотнения из множества уплотнений. Приведение в контакт множества уплотнений с валком может способствовать обеспечению удаления любого вязкого материала на валке. Например, в некоторых случаях вязкий материал (например, охлаждающее средство) можно подавать на валок и удерживать с помощью верхнего краевого уплотнения 122, первого бокового краевого уплотнения 132 и второго бокового краевого уплотнения 137 корпуса 110. Затем вязкий материал может стекать вниз по поверхности валка и далее может стекать вниз по поверхности контактной продольной кромки нижнего краевого уплотнения 117. Нижнее краевое уплотнение 117 может направлять охлаждающее средство в корпус 110, а корпус 110 может направлять вязкий материал в дренажное устройство 240. Согласно некоторым аспектам дренажное устройство 240 может быть соединено с поддоном сборника, системой вакуумного извлечения (например, вакуумным стержнем, вакуумной линией), сливным устройством или любым подходящим устройством для сбора вязкого материала. Затем вязкий материал можно подвергнуть переработке и/или рециркулировать, при желании.
[0051] Система 100 удержания вязкого материала может представлять собой компактную систему по сравнению с существующими системами охлаждения и удержания охлаждающего средства. Благодаря своему уменьшенному размеру система 100 удержания вязкого материала может быть переоборудована с применением прокатных станов, которые в противном случае не имели бы пространства, достаточного для размещения традиционной системы нанесения и/или удержания вязкого материала. В некоторых примерах систему 100 удержания вязкого материала можно расположить рядом с любым валком или парой валков в прокатном стане. Согласно некоторым аспектам систему 100 удержания вязкого материала можно расположить рядом с любым валком, требующим удержания нанесенного вязкого материала. Систему 100 удержания вязкого материала можно разместить рядом с верхним рабочим валком, нижним рабочим валком, верхним опорным валком, нижним опорным валком, первым рабочим валком в вертикальной прокатном стане, вторым рабочим валком в вертикальной прокатном стане, первым опорном валком в вертикальном прокатном стане, вторым опорном валком в вертикальном прокатном стане или любым валком, требующим охлаждения с применением жидкого охлаждающего средства, или любой их подходящей комбинацией. В некоторых примерах вязкий материал можно подавать с помощью обычной системы подачи вязкого материала, при этом компактная система, описанная в настоящем документе, снабжается вязкими материалами через питающие линии и не требует резервуара для хранения, что, таким образом, позволяет сохранить компактность системы 100 удержания вязкого материала. Согласно некоторым аспектам подача вязких материалов через питающие линии позволяет адаптировать систему 100 удержания вязких материалов для применений, включающих смазывание валков, очистку валков, охлаждение обработанных валками технических материалов, смазку обработанных валками технических материалов, очистку обработанных валками технических материалов, предварительную обработку обработанных валками технических материалов или любой подходящий процесс, требующий нанесения, удержания и удаления вязкого материала.
[0052] На фиг. 3 схематично показан вид в перспективе системы 100 удержания вязкого материала, расположенной рядом с рабочим валком 210 и опорным валком 215. Также изображена противоположно направленная система 230 доставки газа, установленная таким образом, чтобы выходной газовый манифольд 231 был расположен в продольном центре рабочего валка 210 и опорного валка 215. Систему 100 удержания вязкого материала можно расположить таким образом, чтобы нижнее краевое уплотнение 117, первое боковое краевое уплотнение 132 и второе боковое краевое уплотнение 137 (см. фиг. 1) находились в контакте с рабочим валком 210, а верхнее краевое уплотнение 122 (см. фиг. 1) находилось в контакте с опорным валком 215. Устройство 160 для доставки вязкого материала можно соединить с внешней системой подачи вязкого материала, что, таким образом, позволяет разместить систему 100 удержания вязкого материала рядом с любым валком и/или парой валков, требующих нанесения, удержания и удаления вязкого материала (например, система 100 удержания вязкого материала не содержит емкостей для хранения вязкого материала, образующих большую систему). Кроме того, дренажное устройство 240 может быть прикреплено к любому подходящему внешнему устройству для сбора вязкого материала (например, каналу, вакуумному стержню, вакуумной линии или сливному устройству). Применение внешнего устройства для сбора вязкого материала дополнительно обеспечивает компактную систему, что позволяет разместить систему 100 удержания вязкого материала рядом с любым валком и/или парой валков, требующих нанесения, удержания и удаления вязкого материала.
[0053] Далее любую ссылку на ряд примеров следует понимать как раздельную ссылку на каждый из перечисленных примеров (например, «Примеры 1-4» следует понимать как «Примеры 1, 2, 3 или 4»).
[0054] Пример 1 представляет собой систему для удержания вязкого материала, нанесенного на поверхность, содержащую: корпус; устройство для доставки вязкого материала; множество уплотнений, выполненных с возможностью перемещаться между первым положением и вторым положением, при этом контактная кромка каждого уплотнения из множества уплотнений находится в контакте с поверхностью в первом положении и отделена от поверхности посредством зазора во втором положении, при этом указанная поверхность переносит вязкий материал к по меньшей мере одному уплотнению из множества уплотнений; и множество устройств для доставки газа, при этом каждое из множества устройств для доставки газа выполнено с возможностью подачи газа к контактной кромке по меньшей мере одного уплотнения из множества уплотнений для перемещения по меньшей мере одного уплотнения из первого положения во второе положение, в котором контактная кромка по меньшей мере одного уплотнения отделена от поверхности посредством зазора, и при этом, когда каждое из множества уплотнений находится во втором положении, газ, подаваемый с помощью множества устройств для доставки газа, препятствует выходу вязкого материала из корпуса, действуя в качестве бесконтактного уплотнения.
[0055] Пример 2 представляет собой систему согласно любому предшествующему или последующему примеру, в которой вязкий материал содержит жидкость, гель, золь-гель, стекло или любую их комбинацию.
[0056] Пример 3 представляет собой систему согласно любому предшествующему или последующему примеру, в которой вязкий материал дополнительно содержит средство очистки, смазочный материал, средство для обработки, средство для предварительной обработки, эстетическое покрытие, охлаждающее средство или любую их комбинацию.
[0057] Пример 4 представляет собой систему согласно любому предшествующему или последующему примеру, в которой поверхность включает движущуюся поверхность.
[0058] Пример 5 представляет собой систему согласно любому предшествующему или последующему примеру, в которой движущаяся поверхность включает валок или обработанный валком технический материал.
[0059] Пример 6 представляет собой систему согласно любому предшествующему или последующему примеру, в которой валок включает рабочий валок, опорный валок или промежуточный валок.
[0060] Пример 7 представляет собой систему согласно любому предшествующему или последующему примеру, в которой обработанный валком технический материал содержит металлическую полосу, полимер, композитный материал или любую их комбинацию.
[0061] Пример 8 представляет собой систему согласно любому предшествующему или последующему примеру, в которой корпус содержит верхнюю сторону, нижнюю сторону, первую сторону, вторую сторону, расположенную напротив первой стороны, заднюю сторону и торцевую сторону, расположенную напротив задней стороны, и при этом указанная торцевая сторона обращена к поверхности.
[0062] Пример 9 представляет собой систему согласно любому предшествующему или последующему примеру, в которой верхняя сторона, нижняя сторона, первая сторона, вторая сторона и задняя сторона представляют собой сплошные панели.
[0063] Пример 10 представляет собой систему согласно любому предшествующему или последующему примеру, в которой задняя сторона дополнительно содержит вентиляционное отверстие.
[0064] Пример 11 представляет собой систему согласно любому предшествующему или последующему примеру, в которой торцевая сторона является открытой.
[0065] Пример 12 представляет собой систему согласно любому предшествующему или последующему примеру, в которой, когда поверхность представляет собой обработанный валком технический материал, торцевая сторона имеет форму, по меньшей мере частично соответствующую по существу плоской поверхности.
[0066] Пример 13 представляет собой систему согласно любому предшествующему или последующему примеру, в которой форма торцевой поверхности определяется торцевой кромкой верхней стороны, торцевой кромкой нижней стороны, торцевой кромкой первой стороны и торцевой кромкой второй стороны.
[0067] Пример 14 представляет собой систему согласно любому предшествующему или последующему примеру, в которой торцевая кромка верхней стороны и торцевая кромка нижней стороны являются прямыми.
[0068] Пример 15 представляет собой систему согласно любому предшествующему или последующему примеру, в которой торцевая кромка верхней стороны и торцевая кромка нижней стороны параллельны.
[0069] Пример 16 представляет собой систему согласно любому предшествующему или последующему примеру, в которой торцевая кромка первой стороны и торцевая кромка второй стороны являются прямыми.
[0070] Пример 17 представляет собой систему согласно любому предшествующему или последующему примеру, в которой торцевая кромка первой стороны и торцевая кромка второй стороны параллельны.
[0071] Пример 18 представляет собой систему согласно любому предшествующему или последующему примеру, в которой, когда поверхность представляет собой валок, торцевая кромка первой стороны и торцевая кромка второй стороны изогнуты таким образом, чтобы соответствовать изогнутости валка.
[0072] Пример 19 представляет собой систему согласно любому предшествующему или последующему примеру, в которой торцевая сторона имеет форму, по меньшей мере частично соответствующую примерно множеству круглых валков.
[0073] Пример 20 представляет собой систему согласно любому предшествующему или последующему примеру, в которой торцевая кромка верхней стороны и торцевая кромка нижней стороны являются прямыми.
[0074] Пример 21 представляет собой систему согласно любому предшествующему или последующему примеру, в которой торцевая кромка верхней стороны и торцевая кромка нижней стороны параллельны.
[0075] Пример 22 представляет собой систему согласно любому предшествующему или последующему примеру, в которой торцевая кромка первой стороны и торцевая кромка второй стороны имеют форму, соответствующую изогнутости по меньшей мере первого валка, изогнутости второго валка и зоне зазора.
[0076] Пример 23 представляет собой систему согласно любому предшествующему или последующему примеру, в которой пересечение нижней стороны и задней стороны образует дренажное устройство.
[0077] Пример 24 представляет собой систему согласно любому предшествующему или последующему примеру, в которой устройство для доставки вязкого материала расположено внутри корпуса.
[0078] Пример 25 представляет собой систему согласно любому предшествующему или последующему примеру, в которой устройство для доставки вязкого материала установлено через вентиляционное отверстие.
[0079] Пример 26 представляет собой систему согласно любому предшествующему или последующему примеру, в которой устройство для доставки вязкого материала установлено через отверстие, расположенное на первой стороне, второй стороне, верхней стороне или нижней стороне корпуса.
[0080] Пример 27 представляет собой систему согласно любому предшествующему или последующему примеру, в которой устройство для доставки вязкого материала дополнительно содержит: входное отверстие для вязкого материала, расположенное на первой стороне, второй стороне, верхней стороне или нижней стороне; и выходное отверстие для вязкого материала, расположенное напротив входного отверстия для вязкого материала.
[0081] Пример 28 представляет собой систему согласно любому предшествующему или последующему примеру, в которой устройство для доставки вязкого материала дополнительно содержит множество сопел.
[0082] Пример 29 представляет собой систему согласно любому предшествующему или последующему примеру, в которой каждое из множества сопел направлено к торцевой стороне корпуса.
[0083] Пример 30 представляет собой систему согласно любому предшествующему или последующему примеру, дополнительно содержащую щетку для удаления отходов.
[0084] Пример 31 представляет собой систему согласно любому предшествующему или последующему примеру, в которой щетка для удаления отходов представляет собой статическую щетку или подвижную щетку.
[0085] Пример 32 представляет собой систему согласно любому предшествующему или последующему примеру, в которой подвижная щетка включает вращающуюся щетку, щетку, двигающуюся взад и вперед, или вибрирующую щетку.
[0086] Пример 33 представляет собой систему согласно любому предшествующему или последующему примеру, в которой множество уплотнений включает верхнее уплотнение, прикрепленное к торцевой кромке верхней стороны, нижнее уплотнение, прикрепленное к торцевой кромке нижней стороны, первое боковое уплотнение, прикрепленное к торцевой кромке первой стороны, и второе боковое уплотнение, прикрепленное к торцевой кромке второй стороны.
[0087] Пример 34 представляет собой систему согласно любому предшествующему или последующему примеру, в которой, когда каждое уплотнение из множества уплотнений находится в первом положении, каждое уплотнение находится между углом, который является по существу параллельным и по существу перпендикулярным к поверхности.
[0088] Пример 35 представляет собой систему согласно любому предшествующему или последующему примеру, в которой каждое устройство для доставки газа из множества устройств для доставки газа выполнено с возможностью подачи газа со скоростью, достаточной для перемещения каждого уплотнения из множества уплотнений во второе положение.
[0089] Пример 36 представляет собой систему согласно любому предшествующему или последующему примеру, в которой каждое устройство для доставки газа из множества устройств для доставки газа выполнено с возможностью подачи газа со скоростью, достаточной для предотвращения прохождения вязкого материала через зазор, когда каждое уплотнение из множества уплотнений находится во втором положении.
[0090] Пример 37 представляет собой систему согласно любому предшествующему или последующему примеру, в которой, когда в отсутствие подаваемого газа каждое уплотнение из множества уплотнений находится в первом положении, вязкий материал способен протекать на по меньшей мере одно из уплотнений из множества уплотнений, в корпус, через корпус и в дренажное устройство.
[0091] Пример 38 представляет собой систему согласно любому предшествующему или последующему примеру, дополнительно содержащую устройство для сбора, при этом указанное устройство для сбора расположено на выходе из дренажного устройства.
[0092] Пример 39 представляет собой систему согласно любому предшествующему или последующему примеру, в которой устройство для сбора представляет собой канал, вакуумный стержень или сливное устройство.
[0093] Пример 40 представляет собой систему согласно любому предшествующему или последующему примеру, в которой каждое уплотнение из множества уплотнений представляет собой гибкой уплотнение.
[0094] Пример 41 представляет собой систему согласно любому предшествующему или последующему примеру, в которой гибкое уплотнение включает полимерное уплотнение, поликремниевое уплотнение или тканевое уплотнение.
[0095] Пример 42 представляет собой систему согласно любому предшествующему или последующему примеру, в которой каждое уплотнение из множества уплотнений является жестким.
[0096] Пример 43 представляет собой систему согласно любому предшествующему или последующему примеру, в которой каждое устройство для доставки газа из множества устройств для доставки газа представляет собой устройство для принудительной доставки газа.
[0097] Пример 44 представляет собой систему согласно любому предшествующему или последующему примеру, в которой устройство для принудительной доставки газа представляет собой воздушный нож.
[0098] Пример 45 представляет собой способ удержания вязкого материала, нанесенного на по меньшей мере одну поверхность, путем применения системы согласно любому предшествующему или последующему примеру, включающий: перемещение корпуса, прилегающего к по меньшей мере одной поверхности; подачу вязкого материала к по меньшей мере одной поверхности; и подачу газа из множества устройств для доставки газа к контактной кромке каждого уплотнения из множества уплотнений для перемещения каждого уплотнения из множества уплотнений во второе положение, в котором контактная кромка каждого уплотнения из множества уплотнений отделена от по меньшей мере одной поверхности посредством зазора, при этом скорость газа является достаточной для предотвращения прохождения вязкого материала на по меньшей мере одной поверхности через зазор.
[0099] Пример 46 представляет собой способ согласно любому предшествующему или последующему примеру, в котором перемещение корпуса, прилегающего к по меньшей мере одной поверхности, включает перемещение каждого уплотнения из множества уплотнений в первое положение для приведения в контакт с по меньшей мере одной поверхностью, и при этом каждое уплотнение из множества уплотнений представляет собой гибкое уплотнение.
[00100] Пример 47 представляет собой способ согласно любому предшествующему или последующему примеру, в котором перемещение корпуса, прилегающего к по меньшей мере одной поверхности, включает перемещение каждого уплотнения из множества уплотнений в первое положение для приведения в контакт с по меньшей мере одной поверхностью, и при этом каждое уплотнение из множества уплотнений представляет собой жесткое уплотнение.
[00101] Пример 48 представляет собой способ согласно любому предшествующему или последующему примеру, в котором перемещение множества уплотнений в первое положение для приведения в контакт с по меньшей мере одной поверхностью дополнительно включает смещение каждого уплотнения из множества уплотнений в направлении к по меньшей мере одной поверхности.
[00102] Пример 49 представляет собой способ согласно любому предшествующему или последующему примеру, в котором подачу газа посредством множества устройств для доставки газа выполняют с помощью множества систем принудительной доставки газа.
[00103] Пример 50 представляет собой способ согласно любому предшествующему или последующему примеру, в котором подачу газа с помощью множества устройств для принудительной доставки газа выполняют с помощью множества воздушных ножей.
[00104] Пример 51 представляет собой способ согласно любому предшествующему или последующему примеру, в котором подача газа вынуждает каждое уплотнение из множества уплотнений перемещаться во второе положение.
[00105] Пример 52 представляет собой способ согласно любому предшествующему или последующему примеру, дополнительно включающий удаление вязкого материала с по меньшей мере одной поверхности, при этом указанная поверхность представляет собой движущуюся поверхностью, и при этом движущаяся поверхность переносит вязкий материал к по меньшей мере одному уплотнению из множества уплотнений.
[00106] Пример 53 представляет собой способ согласно любому предшествующему или последующему примеру, в котором подача газа для предотвращения прохождения вязкого материала через каждый зазор обеспечивает протекание вязкого материала на по меньшей мере одно из каждого уплотнения из множества уплотнений и в корпус.
[00107] Пример 54 представляет собой способ согласно любому предшествующему или последующему примеру, дополнительно включающий отключение каждого устройства для доставки газа из множества устройств для доставки газа для перемещения каждого уплотнения из множества уплотнений в первое положение, в котором вязкий материал может протекать в корпус по поверхности уплотнения нижней стороны корпуса.
[00108] Пример 55 представляет собой способ согласно любому предшествующему примеру, в котором вязкий материал проходит через корпус и в дренажное устройство, и при этом указанное дренажное устройство дополнительно содержит устройство для сбора, представляющее собой канал, вакуумный стержень или сливное устройство.
[00109] Приведенное выше описание вариантов реализации, в том числе проиллюстрированных вариантов реализации, было представлено только с целью иллюстрации и описания и не предназначено для того, чтобы быть исчерпывающим или ограничивающим описанные точные формы. Специалистам в данной области техники будут очевидны многочисленные модификации, адаптации и их применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВА И СПОСОБЫ УДЕРЖИВАНИЯ ВЯЗКИХ МАТЕРИАЛОВ В ПРОКАТНОМ ПРОИЗВОДСТВЕ | 2019 |
|
RU2730826C1 |
| СИСТЕМЫ И СПОСОБЫ УДАЛЕНИЯ ВЯЗКИХ МАТЕРИАЛОВ ПРИ ОБРАБОТКЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2019 |
|
RU2761304C1 |
| МАТРИЦА ДЛЯ МЯГКИХ ГЕЛЕВЫХ КАПСУЛ С НЕСКОЛЬКИМИ НАПОЛНИТЕЛЯМИ/ОТДЕЛЕНИЯМИ | 2017 |
|
RU2760374C2 |
| УСТРОЙСТВО И СПОСОБ СОЗДАНИЯ ИЗОЛИРОВАННОГО ПОЛЯ ЛОКАЛИЗАЦИИ ТЕКУЧЕЙ СРЕДЫ ДЛЯ ДОСТАВКИ ТЕРАПЕВТИЧЕСКИХ ПРЕПАРАТОВ К НЕРВУ | 2018 |
|
RU2798134C2 |
| СИСТЕМЫ И СПОСОБЫ УПРАВЛЕНИЯ ТЕКСТУРИРОВАНИЕМ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ ПРИ ПРОКАТКЕ С МАЛЫМ ДАВЛЕНИЕМ | 2018 |
|
RU2741438C1 |
| СИСТЕМЫ И СПОСОБЫ ДЛЯ УПРАВЛЕНИЯ ПЛАНШЕТНОСТЬЮ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ С ПРИМЕНЕНИЕМ ПРОКАТКИ ПОД НИЗКИМ ДАВЛЕНИЕМ | 2018 |
|
RU2741942C1 |
| ДОЗАТОР СЕМЯН С ПЕРЕПАДОМ ВОЗДУШНОГО ДАВЛЕНИЯ | 2012 |
|
RU2632957C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОКЛАДОК ИЗ ПЕНЫ С ИСПОЛЬЗОВАНИЕМ ГИБКОЙ КАМЕРЫ ДЛЯ ПЕРЕМЕШИВАНИЯ ПЕНЫ | 1997 |
|
RU2194656C2 |
| СПОСОБ ФОРМИРОВАНИЯ ВПИТЫВАЮЩЕЙ СТРУКТУРЫ | 2014 |
|
RU2640182C2 |
| КОМПОЗИТНОЕ МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2317208C2 |
Изобретение относится к области прокатки и предназначено для удержания вязкого материала, наносимого в процессе охлаждения и смазки валков и прокатываемого материала. Устройство содержит корпус; устройство для доставки вязкого материала; множество уплотнений, выполненных с возможностью перемещения между первым положением и вторым положением, причем контактная кромка каждого уплотнения из множества уплотнений находится в контакте с указанной поверхностью в первом положении и отделена от указанной поверхности посредством зазора во втором положении, при этом указанная поверхность переносит вязкий материал к по меньшей мере одному уплотнению из множества уплотнений; и множество устройств для доставки газа, при этом каждое из множества устройств для доставки газа выполнено с возможностью подачи газа к контактной кромке по меньшей мере одного уплотнения из множества уплотнений для перемещения по меньшей мере одного уплотнения из первого положения во второе положение, при этом контактная кромка по меньшей мере одного уплотнения отделена от поверхности посредством зазора, при этом, когда каждое из множества уплотнений находится во втором положении, газ, подаваемый с помощью множества устройств для доставки газа, обеспечивает сохранение вязкого материала внутри корпуса, действуя в качестве бесконтактного уплотнения между корпусом и поверхностью. Изобретение обеспечивает возможность смазки и очистки валков и заготовки в процессе прокатки без скопления отходов, которые могут повредить рабочий валок и/или поверхность металлического изделия. 2 н. и 53 з.п. ф-лы, 3 ил.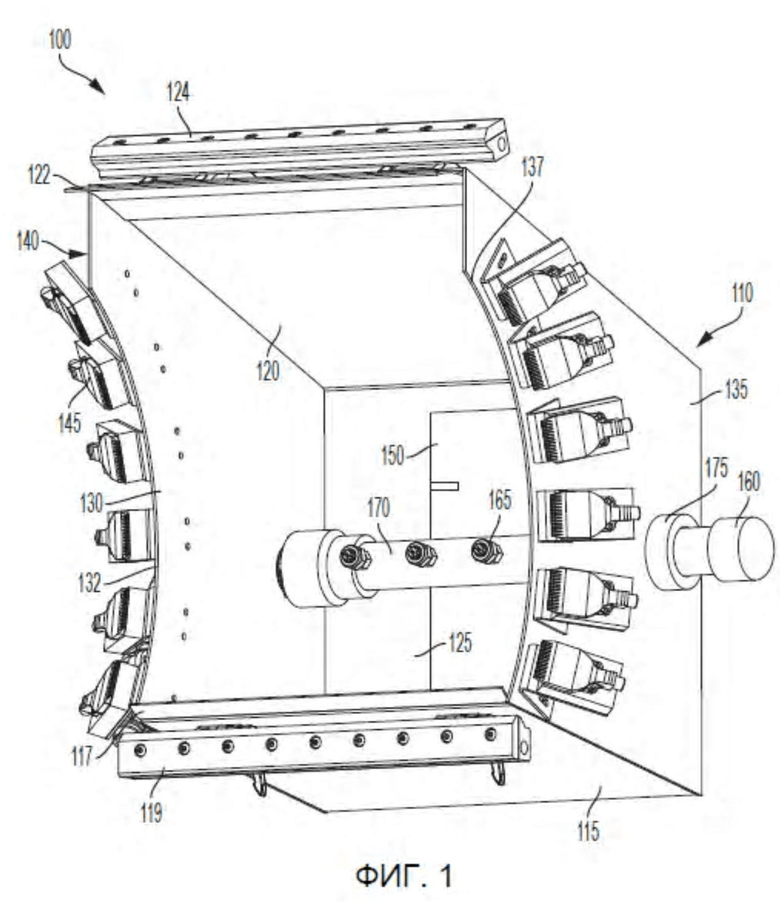
1. Система для удержания вязкого материала, нанесенного на поверхность по меньшей мере одного из валков для прокатки металла и/или прокатанного металла, содержащая: корпус; устройство для доставки вязкого материала; вязкий материал; множество уплотнений, выполненных с возможностью перемещения между первым положением и вторым положением, причем контактная кромка каждого уплотнения из множества уплотнений находится в контакте с указанной поверхностью в первом положении и отделена от указанной поверхности посредством зазора во втором положении, при этом указанная поверхность переносит вязкий материал к по меньшей мере одному уплотнению из множества уплотнений; и множество устройств для доставки газа, при этом каждое из множества устройств для доставки газа выполнено с возможностью подачи газа к контактной кромке по меньшей мере одного уплотнения из множества уплотнений для перемещения по меньшей мере одного уплотнения из первого положения во второе положение, при этом контактная кромка по меньшей мере одного уплотнения отделена от поверхности посредством зазора, при этом, когда каждое из множества уплотнений находится во втором положении, газ, подаваемый с помощью множества устройств для доставки газа, обеспечивает сохранение вязкого материала внутри корпуса, действуя в качестве бесконтактного уплотнения между корпусом и поверхностью.
2. Система по п. 1, в которой вязкий материал содержит жидкость, гель, золь-гель, стекло или любую их комбинацию.
3. Система по п. 1 или 2, в которой вязкий материал содержит средство очистки, смазочный материал, средство для обработки, средство для предварительной обработки, эстетическое покрытие, охлаждающее средство или любую их комбинацию.
4. Система по п. 1, в которой упомянутая поверхность выполнена в виде движущейся поверхности.
5. Система по п. 4, в которой движущаяся поверхность является поверхностью валка или обработанного валком металлического материала.
6. Система по любому из пп. 1-5, в которой валки являются рабочими валками, опорными валками или промежуточными валками.
7. Система по любому из пп. 1-5, в которой обработанный валком металлический материал является металлической полосой, композитным материалом или их комбинацией.
8. Система по п. 1, в которой корпус содержит верхнюю сторону, нижнюю сторону, первую сторону, вторую сторону, расположенную напротив первой стороны, заднюю сторону и торцевую сторону, расположенную напротив задней стороны, причем торцевая сторона обращена к указанной поверхности.
9. Система по любому из пп. 1-8, в которой верхняя сторона, нижняя сторона, первая сторона, вторая сторона и задняя сторона представляют собой сплошные панели.
10. Система по любому из пп. 1-9, в которой задняя сторона дополнительно содержит вентиляционное отверстие.
11. Система по любому из пп. 1-8, в которой торцевая сторона является открытой.
12. Система по любому из пп. 1-8, в которой, когда поверхность представляет собой поверхность обработанного валком металлического материала, торцевая сторона имеет форму, по меньшей мере частично соответствующую по существу плоской поверхности.
13. Система по любому из пп. 1-12, в которой форма торцевой поверхности определяется торцевой кромкой верхней стороны, торцевой кромкой нижней стороны, торцевой кромкой первой стороны и торцевой кромкой второй стороны.
14. Система по любому из пп. 1-13, в которой торцевая кромка верхней стороны и торцевая кромка нижней стороны являются прямыми.
15. Система по любому из пп. 1-14, в которой торцевая кромка верхней стороны и торцевая кромка нижней стороны параллельны.
16. Система по любому из пп. 1-13, в которой торцевая кромка первой стороны и торцевая кромка второй стороны являются прямыми.
17. Система по любому из пп. 1-16, в которой торцевая кромка первой стороны и торцевая кромка второй стороны параллельны.
18. Система по любому из пп. 1-8, в которой, когда поверхность представляет собой поверхность валка, торцевая кромка первой стороны и торцевая кромка второй стороны изогнуты таким образом, чтобы соответствовать изогнутости валка.
19. Система по любому из пп. 1-18, в которой торцевая сторона имеет форму, по меньшей мере частично соответствующую круглым валкам.
20. Система по любому из пп. 1-19, в которой торцевая кромка верхней стороны и торцевая кромка нижней стороны являются прямыми.
21. Система по любому из пп. 1-20, в которой торцевая кромка верхней стороны и торцевая кромка нижней стороны параллельны.
22. Система по любому из пп. 1-18, в которой торцевая кромка первой стороны и торцевая кромка второй стороны имеют форму, соответствующую изогнутости по меньшей мере первого валка, изогнутости второго валка и зоне зазора.
23. Система по любому из пп. 1-8, в которой пересечение нижней стороны и задней стороны образует дренажное устройство.
24. Система по п. 1, в которой устройство для доставки вязкого материала расположено внутри корпуса.
25. Система по любому из пп. 1-24, в которой устройство для доставки вязкого материала установлено через вентиляционное отверстие.
26. Система по любому из пп. 1-24, в которой устройство для доставки вязкого материала установлено через отверстие, расположенное на первой стороне, второй стороне, верхней стороне или нижней стороне корпуса.
27. Система по любому из пп. 1-24, в которой устройство для доставки вязкого материала также содержит: входное отверстие для вязкого материала, расположенное на первой стороне, второй стороне, верхней стороне или нижней стороне; и выходное отверстие для вязкого материала, расположенное напротив входного отверстия для вязкого материала.
28. Система по любому из пп. 1-24, в которой устройство для доставки вязкого материала содержит множество сопел.
29. Система по любому из пп. 1-28, в которой каждое из множества сопел направлено к торцевой стороне корпуса.
30. Система по п. 1, которая дополнительно содержит щетку для удаления отходов.
31. Система по любому из пп. 1-30, в которой щетка для удаления отходов представляет собой статическую щетку или подвижную щетку.
32. Система по любому из пп. 1-31, в которой подвижная щетка включает вращающуюся щетку, щетку, двигающуюся взад и вперед, или вибрирующую щетку.
33. Система по п. 1, в которой множество уплотнений включает верхнее уплотнение, прикрепленное к торцевой кромке верхней стороны, нижнее уплотнение, прикрепленное к торцевой кромке нижней стороны, первое боковое уплотнение, прикрепленное к торцевой кромке первой стороны, и второе боковое уплотнение, прикрепленное к торцевой кромке второй стороны.
34. Система по п. 1, в которой, когда каждое уплотнение из множества уплотнений находится в первом положении, каждое уплотнение находится между углом, который является по существу параллельным, и углом, по существу перпендикулярным к поверхности.
35. Система по п. 1, в которой каждое устройство для доставки газа из множества устройств для доставки газа выполнено с возможностью подачи газа со скоростью, достаточной для перемещения каждого уплотнения из множества уплотнений во второе положение.
36. Система по любому из пп. 1-35, в которой каждое устройство для доставки газа из множества устройств для доставки газа выполнено с возможностью подачи газа со скоростью, достаточной для предотвращения прохождения вязкого материала через зазор, когда каждое уплотнение из множества уплотнений находится во втором положении.
37. Система по любому из пп. 1-34, в которой, когда в отсутствие подаваемого газа каждое уплотнение из множества уплотнений находится в первом положении, вязкий материал способен протекать на по меньшей мере одно из уплотнений из множества уплотнений, в корпус через корпус и в дренажное устройство.
38. Система по любому из пп. 1-37, которая содержит устройство для сбора, причем указанное устройство для сбора расположено на выходе из дренажного устройства.
39. Система по любому из пп. 1-38, в которой устройство для сбора представляет собой канал, вакуумный стержень или сливное устройство.
40. Система по п. 1, в которой каждое уплотнение из множества уплотнений представляет собой гибкое уплотнение.
41. Система по любому из пп. 1-40, в которой гибкое уплотнение включает полимерное уплотнение, поликремниевое уплотнение или тканевое уплотнение.
42. Система по п. 1, в которой каждое уплотнение из множества уплотнений является жестким.
43. Система по п. 1, в которой каждое устройство для доставки газа из множества устройств для доставки газа представляет собой устройство для принудительной доставки газа.
44. Система по любому из пп. 1-43, в которой устройство для принудительной доставки газа представляет собой воздушный нож.
45. Способ удержания вязкого материала, нанесенного на поверхность по меньшей мере одного из валков для прокатки металла и/или прокатанного металла с помощью системы по любому из пп. 1-44, включающий: перемещение корпуса, прилегающего к по меньшей мере одной поверхности, подачу вязкого материала к по меньшей мере одной поверхности и подачу газа из множества устройств для доставки газа к контактной кромке каждого уплотнения из множества уплотнений для перемещения каждого уплотнения из множества уплотнений во второе положение, в котором контактная кромка каждого уплотнения из множества уплотнений отделена от по меньшей мере одной поверхности посредством зазора, причем подачу газа осуществляют со скоростью, достаточной для предотвращения прохождения вязкого материала на по меньшей мере одной поверхности через зазор.
46. Способ по п. 45, в котором перемещение корпуса, прилегающего к по меньшей мере одной поверхности, включает перемещение каждого уплотнения из множества уплотнений в первое положение для приведения в контакт с по меньшей мере одной поверхностью, причем каждое уплотнение из множества уплотнений представляет собой гибкое уплотнение.
47. Способ по п. 45, в котором перемещение корпуса, прилегающего к по меньшей мере одной поверхности, включает перемещение каждого уплотнения из множества уплотнений в первое положение для приведения в контакт с по меньшей мере одной поверхностью, причем каждое уплотнение из множества уплотнений представляет собой жесткое уплотнение.
48. Способ по любому из пп. 45-47, в котором перемещение множества уплотнений в первое положение для приведения в контакт с по меньшей мере одной поверхностью включает смещение каждого уплотнения из множества уплотнений в направлении к по меньшей мере одной поверхности.
49. Способ по п. 45, в котором подачу газа посредством множества устройств для доставки газа выполняют с помощью множества систем принудительной доставки газа.
50. Способ по любому из пп. 45-49, в котором подачу газа с помощью множества устройств для принудительной доставки газа выполняют с помощью множества воздушных ножей.
51. Способ по п. 45, в котором подачу газа осуществляют с обеспечением перемещения каждого уплотнения из множества уплотнений во второе положение.
52. Способ по п. 45, который включает удаление вязкого материала с по меньшей мере одной поверхности, причем по меньшей мере одна поверхность представляет собой движущуюся поверхность, при этом указанная движущаяся поверхность переносит вязкий материал к по меньшей мере одному уплотнению из множества уплотнений.
53. Способ по любому из пп. 45-52, в котором при подаче газа для предотвращения прохождения вязкого материала через каждый зазор обеспечивают протекание вязкого материала на по меньшей мере одно из каждого уплотнения из множества уплотнений и в корпус.
54. Способ по п. 45, который включает отключение каждого устройства для доставки газа из множества устройств для доставки газа для перемещения каждого уплотнения из множества уплотнений в первое положение с возможностью протекания вязкого материала в корпус по поверхности уплотнения нижней стороны корпуса.
55. Способ по любому из пп. 45-54, в котором вязкий материал протекает через корпус и в дренажное устройство, причем указанное дренажное устройство содержит устройство для сбора, представляющее собой канал, вакуумный стержень или сливное устройство.
| ПРУТКОВЫЙ КАТОКf-! '-^ 1- f-' .--i 1/^ О u д СiV. .. л- —г \J 11^- ^.j Г1ППnAfClb;-;i.-":"X;;.i':LtHA БИБ;и1ОТЕНА | 0 |
|
SU313516A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2010 |
|
RU2483817C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И/ИЛИ СМАЗКИ ВАЛКОВ, И/ИЛИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2005 |
|
RU2330737C1 |
| Устройство для охлаждения валков | 1978 |
|
SU749472A1 |

