ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[1] Настоящая заявка испрашивает приоритет по предварительной заявке США № 62/535,345, поданной 21 июля 2017 года и озаглавленной «СИСТЕМЫ И СПОСОБЫ УПРАВЛЕНИЯ ТЕКСТУРИРОВАНИЕМ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ С ПРИМЕНЕНИЕМ ПРОКАТКИ ПОД НИЗКИМ ДАВЛЕНИЕМ» (SYSTEMS AND METHODS FOR CONTROLLING SURFACE TEXTURING OF A METAL SUBSTRATE WITH LOW PRESSURE ROLLING); предварительной заявке США № 62/535,341, поданной 21 июля 2017 года и озаглавленной «МИКРОТЕКСТУРИРОВАНИЕ ПОВЕРХНОСТЕЙ С ПРИМЕНЕНИЕМ ПРОКАТКИ ПОД НИЗКИМ ДАВЛЕНИЕМ» (MICRO-TEXTURED SURFACES VIA LOW PRESSURE ROLLING); предварительной заявке США № 62/535,349, поданной 21 июля 2017 года и озаглавленной «СИСТЕМЫ И СПОСОБЫ УПРАВЛЕНИЯ ПЛАНШЕТНОСТЬЮ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ С ПРИМЕНЕНИЕМ ПРОКАТКИ ПОД НИЗКИМ ДАВЛЕНИЕМ» (SYSTEMS AND METHODS FOR CONTROLLING FLATNESS OF A METAL SUBSTRATE WITH LOW PRESSURE ROLLING); предварительной заявке США № 62/551,296, поданной 29 августа 2017 г. и озаглавленной «СИСТЕМЫ И СПОСОБЫ УПРАВЛЕНИЯ ТЕКСТУРИРОВАНИЕМ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ С ПРИМЕНЕНИЕМ ПРОКАТКИ ПОД НИЗКИМ ДАВЛЕНИЕМ» (SYSTEMS AND METHODS FOR CONTROLLING SURFACE TEXTURING OF A METAL SUBSTRATE WITH LOW PRESSURE ROLLING); предварительной заявке США № 62/551,292, поданной 29 августа 2017 года и озаглавленной «МИКРОТЕКСТУРИРОВАНИЕ ПОВЕРХНОСТЕЙ С ПРИМЕНЕНИЕМ ПРОКАТКИ ПОД НИЗКИМ ДАВЛЕНИЕМ» (MICRO-TEXTURED SURFACES VIA LOW PRESSURE ROLLING); и предварительной заявке США № 62/551,298, поданной 29 августа 2017 г. и озаглавленной «СИСТЕМЫ И СПОСОБЫ УПРАВЛЕНИЯ ПЛАНШЕТНОСТЬЮ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ С ПРИМЕНЕНИЕМ ПРОКАТКИ ПОД НИЗКИМ ДАВЛЕНИЕМ» (SYSTEMS AND METHODS FOR CONTROLLING FLATNESS OF A METAL SUBSTRATE WITH LOW PRESSURE ROLLING), которые в полном объеме включены в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[2] Настоящая заявка относится к системам и способам управления планшетностью металлической подложки с применением прокатки под низким давлением в чистовой линии.
УРОВЕНЬ ТЕХНИКИ
[3] Прокатка металла может быть использована для формования металлических полос (например, плит, листов, фольги, слябов и т. д.) (далее в данном документе «металлических подложек») из заготовки, такой как слитки или более толстые металлические полосы. Важной характеристикой металлической подложки является планшетность подложки или способность подложки к плоскому прилеганию при ее размещении на ровной поверхности без приложения внешних нагрузок. Непланшетность или отклонения от планшетности вызваны внутренними напряжениями в металлической подложке и могут иметь различные формы, такие как краевые волны, центральные волны, коробление, карманы у кромки и т. д. Металлические подложки с недостаточной планшетностью плохо поддаются обработке на высоких скоростях, они могут вызвать проблемы с управлением направлением перемещения во время обработки, их трудно обрезать и/или разрезать, и, как правило, они могут быть непригодными для различных процессов заказчика или процессов последующей обработки. В настоящее время металлические листы расплющивают при выполнении чистовых операций от рулона к рулону с использованием установок для выравнивания листов с управлением натяжением. Однако оборудование, требуемое для выравнивания листов с управлением натяжением, как правило, не позволяет сделать чистовую линию компактной.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[4] Термины «изобретение», «указанное изобретение», «это изобретение» и «настоящее изобретение», используемые в данной заявке, предназначены для широкого толкования всего объекта данной заявки и приведенной ниже формулы изобретения. Следует понимать, что утверждения, содержащие эти термины, не ограничивают объект, описанный в данном документе, или не ограничивают смысл или объем приведенной ниже формулы изобретения. Варианты осуществления изобретения, охватываемые этой заявкой, определяются приведенной ниже формулой изобретения, а не данным раскрытием сущности изобретения. Данное раскрытие сущности изобретения представляет собой общий обзор различных вариантов осуществления настоящего изобретения и представляет некоторые концепции, которые также описаны в приведенном ниже разделе «Осуществление изобретения». Данное раскрытие сущности изобретения не предназначено для определения ключевых или существенных признаков заявленного объекта и не предназначено для его отдельного использования для определения объема заявленного объекта. Для полного понимания объекта следует ознакомиться с соответствующими частями полного описания данной заявки, любыми или всеми чертежами и каждым пунктом формулы изобретения.
[5] Некоторые аспекты и признаки настоящего раскрытия относятся к способу нанесения текстуры на подложке. В некоторых примерах подложка может представлять собой металлическую подложку (например, металлический лист или лист из металлического сплава) или неметаллическую подложку. Например, подложка может включать алюминий, алюминиевые сплавы, сталь, материалы на основе стали, магний, материалы на основе магния, медь, материалы на основе меди, композитные материалы, листы, используемые в композитных материалах, или любой другой подходящий металл, неметалл или комбинацию материалов.
[6] В некоторых аспектах подложка представляет собой металлическую подложку. Хотя нижеследующее описание предоставлено со ссылкой на металлическую подложку, понятно, что данное описание применимо к различным другим типам металлических или неметаллических подложек. В соответствии с различными примерами способ управления планшетностью металлической подложки включает направление металлической подложки в рабочую клеть чистовой линии между парой вертикально-выровненных рабочих валков. Способ включает приложение посредством первого рабочего валка из пары рабочих валков множества локализованных давлений рабочего валка к металлической подложке по ширине металлической подложки. Приложение каждого локализованного давления рабочего валка выполняют посредством соответствующей зоны управления планшетностью первого рабочего валка, а приложением давления рабочего валка посредством каждой зоны управления планшетностью управляют с помощью соответствующего исполнительного механизма. Способ включает измерение фактического профиля планшетности металлической подложки с помощью устройства для измерения планшетности. В некоторых примерах способ включает сравнение с помощью контроллера фактического профиля планшетности с требуемым профилем планшетности и регулировку с помощью контроллера по меньшей мере одного из исполнительных механизмов. Исполнительные механизмы регулируют таким образом, что локализованные давления рабочего валка изменяют фактический профиль планшетности для достижения требуемого профиля планшетности, а общая толщина и длина металлической подложки остаются по существу постоянными, когда металлическая подложка выходит из рабочей клети. По сравнению с обычным управлением планшетностью на прокатном стане в случае применения раскрытого способа не происходит значительного изменения общего номинального калибра полосы в ходе осуществления этой операции и лишь локализованные области, которые подвергали более сильному относительно входного натяжению, очень незначительно уменьшаются. Локализованное изменение толщины, необходимое для корректировки планшетности, составляет небольшую долю процента от номинальной толщины, как правило, менее 0,2%, и является меньшим, чем изменение толщины, вызванное выполнением типовых операций выравнивания растяжением.
[7] Согласно различным примерам система управления планшетностью содержит рабочую клеть чистовой линии, множество исполнительных механизмов, устройство для измерения планшетности и контроллер. Рабочая клеть содержит пару вертикально-выровненных рабочих валков. Первый рабочий валок из пары рабочих валков содержит множество зон управления планшетностью по ширине первого рабочего валка, причем каждая зона управления планшетностью выполнена с возможностью приложения локализованного давления рабочего валка к соответствующей области на металлической подложке. Каждый исполнительный механизм из множества исполнительных механизмов соответствует одной из множества зон управления планшетностью и выполнен с возможностью обеспечения приложения соответствующей зоной управления планшетностью локализованного давления рабочего валка. Устройство для измерения планшетности выполнено с возможностью измерения фактического профиля планшетности металлической подложки. Контроллер выполнен с возможностью регулировки множества исполнительных механизмов таким образом, что локализованные давления рабочего валка изменяют фактический профиль планшетности для достижения требуемого профиля планшетности, в то время как общая толщина и длина металлической подложки остаются по существу постоянными, когда металлическая подложка выходит из рабочей клети. Как отмечено выше, разница между обычным управлением планшетностью на прокатном стане и раскрытым способом заключается в том, что общий номинальный калибр полосы в ходе осуществления этой операции значительно не изменяется. А очень незначительно уменьшаются только локализованные области, которые подвергали более сильному относительно входного натяжению. Локализованное изменение толщины, необходимое для корректировки планшетности, составляет небольшую долю процента от номинальной толщины, как правило, менее 0,2%. Оно является меньшим, чем изменение толщины, вызванное выполнением типовых операций выравнивания растяжением.
[8] Различные варианты реализации, описанные в настоящем раскрытии, могут включать дополнительные системы, способы, признаки и преимущества, которые не обязательно раскрыты явным образом в данном документе, но будут очевидными для специалиста в данной области техники при ознакомлении с нижеследующим подробным описанием и прилагаемыми чертежами. Предполагается, что все такие системы, способы, признаки и преимущества включены в настоящее раскрытие и защищены прилагаемой формулой изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[9] Признаки и компоненты на следующих фигурах представлены для того, чтобы подчеркнуть общие принципы настоящего раскрытия. Соответствующие признаки и компоненты на всех чертежах могут быть определены путем сопоставления номеров позиций для согласованности и ясности.
[10] На ФИГ. 1 представлена схема чистовой линии, содержащей рабочую клеть и систему управления планшетностью, согласно аспектам настоящего раскрытия.
[11] На ФИГ. 2 представлено схематическое изображение с торца рабочей клети, показанной на ФИГ. 1.
[12] На ФИГ. 3 представлено другое схематическое изображение рабочей клети, показанной на ФИГ. 1.
[13] На ФИГ. 4А представлен пример профиля планшетности металлической подложки.
[14] На ФИГ. 4B представлен график, иллюстрирующий профиль деформации металлической подложки, показанной на ФИГ. 4A.
[15] На ФИГ. 5А представлен другой пример профиля планшетности металлической подложки.
[16] На ФИГ. 5B представлен график, иллюстрирующий профиль деформации металлической подложки, показанной на ФИГ. 5A.
[17] На ФИГ. 6 представлена схема многоклетевой чистовой линии, содержащей одну или более рабочих клетей и систему управления планшетностью, согласно аспектам настоящего раскрытия.
[18] На ФИГ. 7 представлена схема чистовой линии согласно аспектам настоящего раскрытия.
[19] На ФИГ. 8 представлена схема чистовой линии согласно аспектам настоящего раскрытия.
[20] На ФИГ. 9 представлена схема чистовой линии согласно аспектам настоящего раскрытия.
[21] На ФИГ. 10 представлена схема чистовой линии согласно аспектам настоящего раскрытия.
[22] На ФИГ. 11 представлено схематическое изображение с торца рабочей клети, показанной на ФИГ. 10.
[23] На ФИГ. 12 представлена схема чистовой линии согласно аспектам настоящего раскрытия.
[24] На ФИГ. 13 представлено схематическое изображение с торца рабочей клети, показанной на ФИГ. 12.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[25] Объект изобретения согласно примерам настоящего изобретения конкретно описан в данном документе в соответствии с установленными требованиями, но данное описание не обязательно предназначено для ограничения объема формулы изобретения. Заявленный объект изобретения может быть осуществлен другими способами, может включать различные элементы или этапы и может быть использован в сочетании с другими существующими технологиями или технологиями, которые будут разработаны в будущем. Настоящее описание не следует трактовать как подразумевающее какой-либо конкретный порядок или расположение среди различных этапов или элементов, или между ними, за исключением случаев, когда порядок отдельных этапов или расположение элементов описаны явным образом.
[26] Некоторые аспекты и признаки настоящего раскрытия относятся к способу нанесения текстуры на подложку. В некоторых примерах подложка может представлять собой металлическую подложку (например, металлический лист или лист из металлического сплава) или неметаллическую подложку. Например, подложка может включать алюминий, алюминиевые сплавы, сталь, материалы на основе стали, магний, материалы на основе магния, медь, материалы на основе меди, композитные материалы, листы, используемые в композитных материалах, или любой другой подходящий металл, неметалл или комбинацию материалов.
[27] В некоторых аспектах подложка представляет собой металлическую подложку. Хотя нижеследующее описание предоставлено со ссылкой на металлическую подложку, понятно, что данное описание применимо к различным другим типам металлических или неметаллических подложек.
[28] Раскрыты системы управления планшетностью для управления профилем планшетности металлической подложки, обрабатываемой в чистовой линии.
[29] Чистовая линия включает по меньшей мере одну рабочую клеть с парой вертикально-выровненных рабочих валков. Во время обработки металлическую подложку подают между рабочими валками в направлении обработки. Каждый рабочий валок имеет ширину, которая проходит поперек направления обработки. Каждый рабочий валок имеет определенную степень жесткости, вследствие чего функционирование исполнительных механизмов системы управления планшетностью может приводить к локализованному изгибу рабочего валка по его ширине при приложении усилия к локализованным областям рабочего валка. Эти области локализованного изгиба являются зонами управления планшетностью рабочего валка и каждый рабочий валок по его ширине включает множество зон управления планшетностью. Локализованный изгиб в зонах управления планшетностью приводит к тому, что рабочий валок оказывает локализованное давление рабочего валка, значение которого можно изменять по поверхности металлической подложки для управления планшетностью металлической подложки. Другими словами, каждый рабочий валок имеет определенную степень жесткости, вследствие чего рабочий валок можно изгибать, придавать ему форму или иным образом произвольно деформировать с помощью исполнительных механизмов, чтобы в конечном итоге придать требуемый профиль планшетности (например, по существу плоский, изогнутый, волнистый и т. д.) металлической подложке при ее выходе из рабочей клети.
[30] Усилие, прикладываемое к рабочим валкам каждым исполнительным механизмом, представляет собой такое усилие, что средняя нагрузка, прикладываемая рабочим валком по ширине металлической подложки (т.е. среднее давление, прикладываемое каждой зоной управления планшетностью рабочего валка), близка к пределу текучести металлической подложки или ниже него. Предел текучести металлической подложки соответствует значению прочности или давлению, при котором пластическая деформация происходит в части толщины или калибра металлической подложки (например, значению прочности или давлению, которое может вызвать по существу постоянное изменение в части толщины или калибра металлической подложки). При приложении усилия к рабочим валкам рабочие валки могут передавать среднее давление рабочего валка металлической подложке, близкое к пределу текучести металлической подложки или меньшее него, когда металлическая подложка проходит между рабочими валками. Поскольку среднее давление рабочего валка, передаваемое рабочими валками металлической подложке, ниже предела текучести металлической подложки, толщина металлической подложки может оставаться по существу постоянной (например, по существу не происходит уменьшение толщины металлической подложки). Таким же образом, длина металлической подложки может оставаться по существу постоянной.
[31] В некоторых примерах, в то время как среднее давление рабочего валка ниже предела текучести металлической подложки, отдельные зоны управления планшетностью могут прикладывать усилия, которые вызывают приложение рабочим валком локализованного давления рабочего валка, которое выше предела текучести металлической подложки в локализованных областях на поверхности металлической подложки. Поскольку в этих локализованных областях давление рабочего валка превышает предел текучести металлической подложки, рабочий валок может создавать локализованные области пластической деформации на поверхности металлической подложки и создавать локализованное удлинение участка, в то время как остальная часть металлической подложки остается недеформированной (например, рабочий валок вызывает пластическую деформацию в конкретном месте на поверхности металлической подложки, в то время как толщина и длина металлической подложки вдоль остальной части металлической подложки остаются по существу постоянными). Например, в одной зоне управления планшетностью может быть приложено давление рабочего валка, которое значительно ниже предела текучести, а в другой зоне управления планшетностью может быть приложено давление рабочего валка, которое выше предела текучести, но среднее давление рабочего валка меньше предела текучести металлической подложки. В некоторых примерах давление рабочего валка, приложенное в одной зоне управления планшетностью, превышает предел текучести, в результате чего на участках металлической подложки в локализованных областях происходит локальное удлинение участка, но давление рабочего валка является недостаточным для того, чтобы привести к существенному уменьшению толщины металлической подложки в локализованных областях. В качестве примера, рабочие валки могут прикладывать давление рабочего валка к металлической подложке, в результате чего толщина металлической подложки, выходящей из рабочей клети, уменьшается менее чем приблизительно на 1,0%. Например, уменьшение толщины металлической подложки, выходящей из рабочей клети, может составить от приблизительно 0,0% до приблизительно 1,0%. В качестве одного примера, толщина металлической подложки может быть уменьшена менее чем приблизительно на 0,2%. В качестве другого примера, толщина металлической подложки может быть уменьшена менее чем приблизительно на 0,1%.
[32] В некоторых примерах среднее давление рабочего валка, прикладываемое рабочими валками, является таким, что длина металлической подложки остается по существу постоянной (например, по существу отсутствует удлинение или увеличение длины металлической подложки), когда металлическая подложка проходит через зазор между парой рабочих валков. В качестве примера, приложение рабочими валками давления рабочего валка к металлической подложке может привести к увеличению длины металлической подложки на величину от приблизительно 0,0% до приблизительно 1,0%. Например, длина металлической подложки может увеличиваться менее чем приблизительно на 0,5%, когда металлическая подложка проходит через указанный зазор. В качестве примера, длина металлической подложки может увеличиваться менее чем приблизительно на 0,2% или приблизительно на 0,1%.
[33] Система управления планшетностью содержит контроллер, одно или более устройств для измерения планшетности и множество исполнительных механизмов. Устройство для измерения планшетности может представлять собой любое устройство, выполненное с возможностью измерения профиля планшетности металлической подложки по ее ширине. Многозонный валок для измерения планшетности является одним не предполагающим ограничения примером пригодного устройства для измерения планшетности, хотя могут быть использованы устройства и датчики различных других типов. Одно или более устройств для измерения планшетности измеряют профиль планшетности металлической подложки в различных местоположениях в пределах чистовой линии по отношению к рабочей клети чистовой линии. Например, в некоторых случаях одно или более устройств для измерения планшетности измеряют профиль планшетности до того, как металлическая подложка войдет в рабочую клеть. В других случаях одно или более устройств для измерения планшетности измеряют профиль планшетности после того, как металлическая подложка выйдет из рабочей клети. Контроллер связан с устройством для измерения планшетности и множеством исполнительных механизмов. Контроллер принимает данные измеренного профиля планшетности от одного или более устройств для измерения планшетности и регулирует один или более из множества исполнительных механизмов таким образом, чтобы профиль планшетности металлической подложки достиг требуемого профиля планшетности (который может быть задан, введен пользователем или получен на основе моделирования).
[34] В различных примерах чистовая линия выполнена таким образом, чтобы обеспечить требуемый профиль планшетности металлической подложки и нанести текстуру на поверхность металлической подложки. В некоторых примерах, в которых чистовая линия содержит одну рабочую клеть, поверхность каждого рабочего валка может иметь шероховатость, близкую к шероховатости поверхности металлической подложки, для обеспечения требуемого профиля планшетности и однородного рельефа поверхности металлической подложки. В других примерах чистовая линия может содержать более одной рабочей клети, например, две или более рабочих клетей. В таких случаях первая рабочая клеть и вторая рабочая клеть могут быть по существу аналогичными, за исключением поверхностей рабочих валков. Например, рабочие валки первой рабочей клети могут иметь относительно гладкую наружную поверхность, благодаря чему первая клеть может одновременно обеспечивать требуемый профиль планшетности и может сглаживать рельеф металлической подложки (т.е. обеспечивая шероховатость поверхности ниже приблизительно 0,4-0,6 мкм). Рабочие валки второй рабочей клети могут иметь текстурированную поверхность, благодаря чему эти рабочие валки могут выдавливать различные текстуры, элементы или узоры на поверхности металлической подложки без уменьшения общей толщины металлической подложки. В дополнительных или альтернативных примерах множество рабочих валков могут отштамповывать различные текстуры, элементы или узоры на поверхности металлической подложки с сохранением толщины металлической подложки (например, множество рабочих валков могут не уменьшать толщину металлической подложки при выдавливании текстур, элементов или узоров), что в некоторых случаях можно назвать текстурированием с нулевым уменьшением.
[35] На ФИГ. 1 представлен пример чистовой линии 100 согласно аспектам настоящего раскрытия. Чистовая линия 100 содержит рабочую клеть 102. В некоторых примерах чистовая линия 100 содержит более одной рабочей клети 102 (см., например, ФИГ. 6). В дополнение к рабочей клети 102 чистовая линия 100 может содержать различные другие установки для обработки и может иметь различные конфигурации линии (которые относятся к установкам для обработки, а также к порядку станций обработки). Например, конфигурация чистовой линии 100 может включать рабочую клеть 102 и установку для продольной резки. Чистовая линия 100 может иметь различные другие конфигурации линии.
[36] Рабочая клеть 102 содержит пару вертикально-выровненных рабочих валков 104A-B. В различных примерах рабочая клеть 102 содержит более одной пары вертикально-выровненных рабочих валков 104A-B (см. ФИГ. 8 и 9). Например, в некоторых случаях рабочая клеть 102 содержит две пары рабочих валков 104A-B, три пары рабочих валков 104A-B, четыре пары рабочих валков 104A-B или любое другое требуемое количество рабочих валков 104A-B. Между рабочими валками 104A-B образован зазор 106, который позволяет вводить металлическую подложку 108 во время обработки металлической подложки 108, как подробно описано ниже. В других примерах подложка может представлять собой различные другие металлические или неметаллические подложки. Во время обработки рабочие валки 104A-B выполнены с возможностью их приведения в контакт и приложения давления рабочих валков, соответственно, к верхней поверхности 110 и нижней поверхности 112 металлической подложки 108, когда металлическая подложка 108 проходит через зазор 106 в направлении 101 обработки. В различных примерах рабочие валки 104A-B обрабатывают металлическую подложку 108 таким образом, что натяжение составляет от приблизительно 2 до 45 МПа, что, как правило, меньше (и часто намного меньше) предела текучести материала. В качестве одного не предполагающего ограничения примера в некоторых случаях натяжение может составлять около 15 МПа.
[37] Рабочие валки 104A-B, как правило, имеют цилиндрическую форму и могут приводиться в движение двигателем или другим подходящим устройством для приведения в движение рабочих валков 104A-B и обеспечения поворота рабочих валков 104A-B. Каждый рабочий валок 104A-B имеет наружную поверхность 114, которая контактирует с поверхностями 110 и 112 металлической подложки 108 во время ее обработки. В некоторых примерах наружная поверхность 114 одного или обоих рабочих валков 104A-B имеет такую же шероховатость, как входящая полоса, или является более гладкой, чем входящая полоса (т.е. имеет шероховатость поверхности ниже приблизительно 0,4-0,6 мкм), в результате чего во время обработки наружная поверхность (-и) 114 рабочих валков 104A-B сглаживает рельеф поверхностей 110 и/или 112 металлической подложки 108. В других примерах наружная поверхность (-и) 114 рабочих валков 104A-B имеет одну или более текстур, которые по меньшей мере частично переносятся на одну или обе поверхности 110 и 112 металлической подложки 108, когда металлическая подложка 108 проходит через зазор 106. В некоторых примерах текстура на наружной поверхности (-ях) 114 рабочих валков 104A-B совпадает или максимально приближена к шероховатости поверхностей 110 и/или 112 металлической подложки 108 для обеспечения однородного рельефа поверхности металлической подложки 108. Шероховатость поверхности может быть выражена количественно с использованием способов оптической интерферометрии или других подходящих способов. В некоторых примерах текстурированный лист может иметь шероховатость поверхности от приблизительно 0,4 мкм до приблизительно 6,0 мкм. В некоторых примерах текстурированный лист может иметь шероховатость поверхности от приблизительно 0,7 мкм до приблизительно 1,3 мкм. В различных примерах один или оба рабочих валка 104A-B могут быть текстурированы с помощью различных технологий текстурирования, включая, без ограничения, электроразрядное текстурирование (EDT), текстурирование электроосаждением, текстурирование электронным лучом (EBT), текстурирование лазерным лучом, покрытие способом электроплавки и различные другие подходящие технологии.
[38] Каждый из валков и блоков 104A-B, 119A-B, 116A-B валков (промежуточные валки 119A-B и исполнительные механизмы 116A-B подробно описаны ниже) имеет определенную степень жесткости (или гибкости). Свойства жесткости указанных элементов 104A-B, 119A-B, 116A-B как правило можно описать с помощью следующего уравнения (1):

[39] В вышеприведенном уравнении (1) L представляет собой длину валка, а C представляет собой коэффициент, который изменяется в зависимости от приложенной нагрузки. Е представляет собой модуль упругости валков, а I представляет собой момент инерции для площади валков и блоков 104А-В, 119А-В, 116А-В валков. Блок валков представляет собой комбинацию рабочих валков 104A-B и промежуточных валков 119A-B. Момент инерции I для площади валков (или Iблока для блока валков) как правило можно описать с помощью следующего уравнения (2):

[40] В приведенном выше уравнении (3) IWR представляет собой момент инерции для площади каждого соответствующего рабочего валка 104A-B, AWR представляет собой площадь поперечного сечения каждого соответствующего рабочего валка 104A-B, dWR представляет собой расстояние до центра тяжести валка от оси x в направлении оси y (см. ФИГ. 1). Аналогично, IIMR представляет собой момент инерции для площади каждого соответствующего промежуточного валка 119A-B, AIMR представляет собой площадь поперечного сечения каждого соответствующего промежуточного валка 119A-B, dIMR представляет собой расстояние до центра тяжести валка от осей x и y.
[41] В различных примерах блок валков имеет момент инерции для площади для изгиба вокруг оси x от приблизительно 7,85Е-08 м до приблизительно 0,0105 м4. В некоторых примерах блок валков имеет момент инерции для площади для изгиба вокруг оси x от приблизительно 9,69Е-06 м до приблизительно 1,55E-04 м4. В различных случаях блок валков имеет момент инерции для площади для изгиба вокруг оси x от приблизительно 1,49Е-05 м до приблизительно 1,13E-04 м4.
[42] В некоторых примерах длина указанных валков может составлять от приблизительно 5 мм до приблизительно 3000 мм, хотя в некоторых примерах длина может составлять более 3000 мм. В некоторых примерах жесткость по меньшей мере одного из валков 104A-B, 119A-B, 116A-B могут регулировать путем установки любой из вышеупомянутых переменных или размещения валков в соответствии с другой схемой. В качестве одного не предполагающего ограничения примера, для достижения требуемой жесткости могут изменять диаметр валков 104A-B, 119A-B и/или 116A-B и схему пространственного расположения указанных валков. В различных примерах каждый рабочий валок 104A-B, 119A-B и/или 116A-B может иметь диаметр от приблизительно 0,020 м до приблизительно 0,200 м. В некоторых примерах диаметр составляет от приблизительно 0,030 м до приблизительно 0,060 м. В некоторых примерах диаметр может составлять приблизительно 0,045 м. Как подробно описано ниже, жесткость по меньшей мере одного из валков 104A-B, 119A-B и/или 116A-B ниже заданной величины для обеспечения возможности управления локализованным давлением рабочего валка с помощью блока 104A-B, 119A-B и/или 116A-B валков.
[43] В различных примерах приложение рабочими валками 104A-B давления рабочего валка к металлической подложке 108 позволяет толщине металлической подложки 108 и длине металлической подложки 108 оставаться по существу постоянными (например, по существу не уменьшается общая толщина металлической подложки 108 и по существу не увеличивается длина металлической подложки 108). Например, приложение давления рабочих валков рабочими валками 104A-B может привести к уменьшению толщины металлической подложки 108 на величину от приблизительно 0,0% до приблизительно 1,0%. Например, толщина металлической подложки 108 может уменьшиться менее чем приблизительно на 0,5%, когда металлическая подложка 108 проходит через указанный зазор 106. В качестве примера, толщина металлической подложки 108 может уменьшиться менее чем приблизительно на 0,2% или приблизительно на 0,1%.
[44] В частности, рабочие валки 104A-B прикладывают такое давление рабочего валка, что среднее давление рабочего валка, приложенное по ширине металлической подложки 108, близко к пределу текучести металлической подложки 108 или ниже его, что позволяет не допустить существенного уменьшения толщины металлической подложки 108 (например, уменьшения более чем на 1,0%), когда металлическая подложка 108 проходит через зазор 106. Предел текучести подложки соответствует значению прочности или давлению, при котором пластическая деформация происходит по существу по всей толщине или калибру подложки 108 (например, значению прочности или давлению, которое может вызвать по существу постоянное изменение по существу по всей толщине или калибру подложки 108). Во время обработки, чтобы предотвратить уменьшение толщины металлической подложки, обеспечивают приложение исполнительными механизмами к рабочим валкам 104A-B таких усилий, чтобы рабочие валки 104A-B создавали среднее давление рабочего валка на металлическую подложку 108, близкое к пределу текучести металлической подложки 108 или ниже его, когда металлическая подложка 108 проходит через зазор 106. Поскольку среднее давление рабочего валка, передаваемое рабочими валками 104A-B металлической подложке 108, является близким к пределу текучести металлической подложки 108 или меньшим его, толщина металлической подложки 108 остается по существу постоянной (например, толщина металлической подложки 108 остается по существу постоянной и по существу не происходит уменьшение толщины металлической подложки 108).
[45] Хотя среднее давление рабочего валка, приложенное рабочими валками 104A-B, ниже предела текучести металлической подложки 108, управление локализованным давлением рабочего валка рабочих валков 104A-B может приводить к возникновению локализованных областей на металлической подложке 108, в которых давление рабочего валка, приложенное рабочими валками 104A-B, превышает предел текучести металлической подложки 108, когда металлическая подложка 108 проходит между рабочими валками 104A-B. Поскольку в этих локализованных областях давление рабочего валка превышает предел текучести металлической подложки 108, для улучшения планшетности создают локализованные области частичной пластической деформации для локализованного удлинения участка, в результате чего остальная часть металлической подложки 108 остается недеформированной (например, локализованное давление рабочего валка вызывает пластическую деформацию в конкретном местоположении на металлической подложке 108, в то время как общая толщина металлической подложки 108 остается по существу постоянной на остальной части металлической подложки 108). Таким образом, в некоторых примерах рабочие валки 104A-B могут быть использованы для создания локализованных областей пластической деформации на металлической подложке 108 без изменения общей толщины металлической подложки 108 (например, без уменьшения толщины всей металлической подложки 108).
[46] В некоторых примерах среднее давление рабочего валка, прикладываемое рабочими валками 104A-B, является таким, что длина металлической подложки 108 остается по существу постоянной (например, по существу отсутствует удлинение или увеличение длины металлической подложки 108), когда металлическая подложка 108 проходит через зазор 106. Например, приложение давления рабочих валков к рабочим валкам 104A-B может привести к увеличению длины металлической подложки 108 от приблизительно 0,0% до приблизительно 1,0%. Например, длина металлической подложки 108 может увеличиваться менее чем приблизительно на 0,5%, когда металлическая подложка 108 проходит через указанный зазор 106. В качестве примера, длина металлической подложки 108 может увеличиваться менее чем приблизительно на 0,2% или приблизительно на 0,1%.
[47] Как описано выше, непланшетность или отклонения от планшетности по ширине металлической подложки 108 обусловлены внутренними напряжениями или натяжением в металлической подложке 108. В ходе осуществления обработки в пределах чистовой линии 100 один или оба рабочих валка 104A-B могут прикладывать локализованное давление рабочего валка, превышающее предел текучести металлической подложки 108 в областях высокого натяжения на металлической подложке 108, чтобы вызвать локализованное удлинение участка в областях высокого натяжения (т. е. длина будет увеличиваться только в месте локального деформирования). Локализованное удлинение участка приводит к снижению натяжения в указанных областях, что, в свою очередь, обеспечивает улучшение общей планшетности полосы. Таким образом, при обеспечении локализованного управления давлением рабочего валка чистовая линия 100 по существу выполнена с возможностью поддержания толщины и длины металлической подложки 108, в то же время выборочно прикладывая давление рабочего валка к конкретным областям металлической подложки 108 с высоким натяжением, чтобы создать локализованное удлинение участка, для улучшения планшетности.
[48] Чистовая линия 100 также может содержат систему 120 управления планшетностью. Как показано на ФИГ. 1, система 120 управления планшетностью содержит контроллер 118, устройство 122 для измерения планшетности и множество исполнительных механизмов 116A-B (также известных как «опорные валки»). Количество или расположение исполнительных механизмов 116A-B в конкретной области соответствующего рабочего валка 104A-B не следует рассматривать как ограничивающие настоящее раскрытие. Например, на ФИГ. 1 представлен пример конфигурации двух исполнительных механизмов 116A-B в соответствующей области соответствующего рабочего валка 104A-B. Однако в других примерах для конкретной области соответствующих рабочих валков 104A-B может быть предусмотрен один исполнительный механизм 116A-B или более двух исполнительных механизмов 116A-B.
[49] Контроллер 118 связан с устройством 122 для измерения планшетности и множеством исполнительных механизмов 116A-B. Как описано ниже, контроллер 118 выполнен с возможностью (на основании различных данных датчика, считываемых с устройства 122 для измерения планшетности) регулировки одного или более из множества исполнительных механизмов 116A-B таким образом, чтобы достичь требуемого профиля планшетности металлической подложки 108.
[50] Устройство 122 для измерения планшетности измеряет фактический профиль планшетности металлической подложки 108 при ее обработке. В показанном примере устройство 122 для измерения планшетности представляет собой многозонный валок для измерения планшетности. Однако в других примерах устройство 122 для измерения планшетности может представлять собой одно или более различных подходящих устройств или датчиков. Расположение устройства 122 для измерения планшетности относительно рабочей клети 102 не следует рассматривать как ограничивающее настоящее раскрытие. Например, в некоторых примерах устройство 122 для измерения планшетности находится раньше по ходу движения относительно рабочей клети 102, в результате чего фактический профиль планшетности металлической подложки 108 измеряют до введения металлической подложки 108 в рабочую клеть 102. В других примерах устройство 122 для измерения планшетности находится дальше по ходу движения относительно рабочей клети 102, в результате чего фактический профиль планшетности металлической подложки 108 измеряют после выхода металлической подложки 108 из рабочей клети 102.
[51] Множество исполнительных механизмов 116A-B предусмотрено для передачи локализованных усилий на соответствующие рабочие валки 104A-B, в некоторых случаях, соответственно, через промежуточные валки 119A-B. Как показано на ФИГ. 1, промежуточные валки 119А поддерживают рабочий валок 104А, а промежуточные валки 119В поддерживают рабочий валок 104В. Хотя два промежуточных валка 119А показаны с рабочим валком 104А, а два промежуточных валка 119В показаны с рабочим валком 104В, количество промежуточных валков 119А-В не следует рассматривать как ограничение настоящего раскрытия. В некоторых примерах промежуточные валки 119A-B выполнены с возможностью предотвращения отделения рабочих валков 104A-B, когда металлическая подложка 108 проходит через зазор 106. Кроме того, промежуточные валки 119A-B выполнены с возможностью передачи локализованных усилий на соответствующие рабочие валки 104A-B от соответствующих исполнительных механизмов 116A-B. В некоторых примерах промежуточные валки имеют диаметр и жесткость, равные или превышающие диаметр и жесткость рабочих валков 104A-B, хотя это и не обязательно. Таким образом, рабочие валки 104A-B прикладывают локализованное давление рабочего валка к металлической подложке 108 в каждой зоне управления планшетностью для локального удлинения металлической подложки 108. Хотя на фигуре показаны промежуточные валки 119A-B, в некоторых примерах промежуточные валки 119A-B могут быть исключены из чистовой линии 100 и исполнительные механизмы 116A-B могут непосредственно или опосредованно передавать усилия, соответственно, на рабочие валки 104A-B (см., например, ФИГ. 7 и 8).
[52] В различных примерах исполнительные механизмы 116А предусмотрены для передачи усилий на рабочий валок 104А, а исполнительные механизмы 116В предусмотрены для передачи усилий на рабочий валок 104В. Количество и конфигурацию исполнительных механизмов 116A-B не следует рассматривать как ограничивающие настоящее раскрытие, поскольку количество и конфигурация исполнительных механизмов 116A-B при необходимости могут быть изменены. В различных примерах исполнительные механизмы 116A-B выровнены по существу перпендикулярно направлению 101 обработки. В некоторых примерах каждый исполнительный механизм 116A-B имеет профиль с коронкой или скошенной кромкой по ширине соответствующего исполнительного механизма 116A-B, причем коронка как правило образована за счет разницы в диаметре между осевой линией и краями исполнительного механизма (например, исполнительный механизм имеет бочкообразный профиль). Коронка или скошенная кромка может иметь высоту от приблизительно 0 до приблизительно 50 мкм. В одном не предполагающем ограничения примере коронка имеет высоту приблизительно 30 мкм. В другом не предполагающем ограничения примере коронка имеет высоту приблизительно 20 мкм. В некоторых примерах коронка исполнительных механизмов 116A-B также может быть выполнена с возможностью управления усилием, прикладываемым, соответственно, к рабочим валкам 104A-B. В некоторых примерах исполнительными механизмами 116A-B по отдельности управляют с помощью контроллера 118. В других примерах двумя или более исполнительными механизмами 116A-B могут управлять совместно.
[53] Как показано на ФИГ. 2, каждый исполнительный механизм 116A-B соответствует конкретной области (т.е. зоне управления планшетностью) соответствующих рабочих валков 104A-B, которая, в свою очередь, соответствует конкретной области металлической подложки 108. Поскольку каждым исполнительным механизмом 116A-B управляют отдельно, может быть ддостигнут требуемый профиль планшетности металлической подложки 108. Например, как показано на ФИГ. 3 (на которой показаны только исполнительные механизмы 116А, рабочий валок 104А и металлическая подложка 108), различные исполнительные механизмы 116А могут прикладывать разные усилия к рабочему валку 104А, чтобы вызвать изгиб, изменение формы или другую деформацию рабочего валка 104А. В различных примерах разницу в давлении рабочего валка от зоны к зоне сводят к минимуму. В некоторых случаях оба рабочих валка 104A-B включают зоны управления планшетностью; в других случаях только один из рабочих валков 104A-B включает зоны управления планшетностью. В некоторых аспектах плотность размещения исполнительных механизмов 116A-B или количество исполнительных механизмов, действующих на конкретный участок рабочих валков 104A-B, могут быть разными вдоль рабочих валков 104A-B. Например, в некоторых случаях количество исполнительных механизмов 116A-B в краевых областях рабочих валков 104A-B может отличаться от количества исполнительных механизмов 116A-B в центральной области рабочих валков 104A-B. В некоторых примерах характеристики исполнительных механизмов 116A-B можно регулировать или управлять ними в зависимости от требуемого расположения конкретных исполнительных механизмов 116A-B по ширине рабочих валков. В качестве одного не предполагающего ограничения примера, коронка или скошенная кромка исполнительных механизмов 116A-B вблизи краев рабочих валков может отличаться от коронки или скошенной кромки исполнительных механизмов 116A-B, направленных к центру рабочих валков. В других аспектах диаметр, ширину, расстояние и т.д. можно регулировать или управлять ними таким образом, что конкретная характеристика исполнительных механизмов 116A-B может быть одинаковой или различной в зависимости от местоположения. В некоторых аспектах исполнительные механизмы, имеющие отличные характеристики в краевых областях рабочих валков по сравнению с исполнительными механизмами в центральных областях рабочих валков, также могут обеспечивать равномерное приложение давления или другие требуемые профили давления при осуществлении текстурирования. Например, в некоторых случаях исполнительными механизмами можно управлять для целевого изменения планшетности и/или текстуры металлической подложки 108. В качестве некоторых примеров, исполнительными механизмами 116A-B можно управлять для целевого создания краевой волны, создания более тонкого края и т.д. Могут быть созданы и различные другие профили.
[54] При изгибании или деформировании различных областей рабочего валка 104А в ходе обработки металлической подложки 108 в некоторых областях металлической подложки 108 может иметь место понижение давления рабочего валка, при котором по существу отсутствует уменьшение натяжения, в то время как в других областях металлической подложки повышается давление рабочего валка, при котором происходит уменьшение натяжения.
[55] В качестве одного не предполагающего ограничения примера со ссылкой на ФИГ. 4A и 4B, металлическая подложка 108 может иметь области повышенного натяжения 401 в краевых областях металлической подложки 108. В этом примере исполнительные механизмы 116А и/или 116В могут обеспечивать приложение рабочими валками 104А и/или 104В повышенного локализованного давления рабочего валка в краевых областях (для уменьшения натяжения в соответствующих областях металлической подложки 108) рабочего валка (-ов) и/или пониженного локализованного давления рабочего валка в центральной области (таким образом, что в соответствующих областях металлической подложки 108 по существу не происходит уменьшение натяжения) рабочего валка (-ов). На ФИГ. 4B схематично показано остаточное напряжение (МПа) в зависимости от сдвига (м) металлической подложки 108, показанной на ФИГ. 4A.
[56] Другой не предполагающий ограничения пример показан на ФИГ. 5А и 5В. В этом примере металлическая подложка 108 имеет очень локализованные области повышенного натяжения 401 в краевых областях металлической подложки 108. В ходе осуществления обработки исполнительные механизмы 116А и/или 116В могут обеспечивать приложение рабочими валками 104А и/или 104В повышенного локализованного давления рабочего валка в краевых областях рабочего валка (-ов) (для уменьшения натяжения в соответствующих областях металлической подложки 108) и/или пониженного локализованного давления рабочего валка в центральной области рабочего валка (-ов) (таким образом, что в соответствующих областях металлической подложки 108 по существу не происходит уменьшение натяжения). На ФИГ. 5B схематично показано остаточное напряжение (МПа) в зависимости от сдвига (м) металлической подложки 108, показанной на ФИГ. 5A.
[57] Возвращаясь к ФИГ. 1, отметим, что в некоторых случаях при осуществлении текстурирования верхний рабочий валок 104A могут приводить в движение, как правило, в направлении, обозначенном стрелкой 103, а нижний рабочий валок 104B могут приводить в движение, как правило, в направлении, обозначенном стрелкой 105. В таких примерах приводят в движение рабочие валки, расположенные как вблизи верхней поверхности 110, так и вблизи нижней поверхности 112 металлической подложки 108. Однако в других примерах могут приводить в движение только одну сторона клети 102/только один из рабочих валков 104A-B и приведение в движение, обозначенное стрелкой 103, или приведение в движение, обозначенное стрелкой 105, может быть исключено. В таких примерах в ходе осуществления текстурирования исполнительные механизмы с одной стороны могут быть зафиксированы и/или могут вообще отсутствовать, таким образом один из рабочих валков 104A-B не приводят в движение (т.е. приведение в движение на металлической подложке происходит только с одной стороны металлической подложки). Например, в некоторых случаях нижние исполнительные механизмы 116B могут быть зафиксированы таким образом, что нижний рабочий валок 104B будет зафиксирован (и не будет приводится в движение в направлении, указанном стрелкой 105). В других примерах нижние исполнительные механизмы 116B могут отсутствовать, таким образом нижний рабочий валок 104B зафиксирован.
[58] На ФИГ. 6 представлен пример чистовой линии 600 согласно аспектам настоящего раскрытия. По сравнению с чистовой линией 100 чистовая линия 600 содержит две рабочие клети 102A-B. В этом примере рабочая клеть 102А содержит рабочие валки 104А-В, которые имеют гладкую наружную поверхность для одновременного расплющивания и сглаживания металлической подложки 108. Рабочая клеть 102B содержит рабочие валки 104A-B, один или оба из которых имеют текстуру на наружной поверхности, которую наносят на металлическую подложку 108. В этом примере рабочая клеть 102A расположена раньше по ходу движения относительно рабочей клети 102B. Как отмечено выше, возможны различные другие варианты реализации и конфигурации.
[59] В различных примерах способ управления планшетностью металлической подложки 108 с помощью чистовой линии 100 (или чистовой линии 600) включает направление металлической подложки 108 между рабочими валками 104A-B рабочей клети 102 чистовой линии 100. Устройство 122 для измерения планшетности системы 120 управления планшетностью измеряет фактический профиль планшетности металлической подложки 108. В некоторых примерах устройство 122 для измерения планшетности измеряет фактический профиль планшетности раньше по ходу движения относительно рабочей клети 102. В других примерах устройство 122 для измерения планшетности измеряет фактический профиль планшетности дальше по ходу движения относительно рабочей клети 102.
[60] Контроллер 118 системы 120 управления планшетностью принимает данные измерения от устройства 122 для измерения планшетности и сравнивает фактический профиль планшетности с требуемым профилем планшетности. В некоторых примерах требуемый профиль планшетности может быть задан или введен оператором чистовой линии 100 или может быть основан на моделировании. Требуемый профиль планшетности может представлять собой любой произвольный профиль планшетности металлической подложки 108, включая, без ограничений, по существу плоский, изогнутый или выпуклый, волнистый и т. д.
[61] На основании сравнения фактического профиля планшетности с требуемым профилем планшетности контроллер 118 может отрегулировать по меньшей мере один из исполнительных механизмов 116A-B, чтобы отрегулировать усилие, прикладываемое исполнительными механизмами 116A-B по меньшей мере к одному из рабочих валков 104A-B. Как описано выше, каждый исполнительный механизм 116A-B соответствует конкретной зоне управления планшетностью по ширине соответствующих рабочих валков 104A-B. При регулировке одного или более исполнительных механизмов локализованные усилия, прикладываемые исполнительными механизмами 116A-B к рабочим валкам 104A-B, обеспечивают приложение некоторыми зонами управления планшетностью рабочих валков 104A-B к одной области металлической подложки 108 давления рабочего валка, отличного от давления рабочего валка, прикладываемого другой зоной управления планшетностью к другой области металлической подложки 108. Таким образом, исполнительные механизмы 116A-B обеспечивают приложение рабочими валками 104A-B локализованного давления рабочего валка таким образом, что фактический профиль планшетности можно регулировать для достижения требуемого профиля планшетности.
[62] В различных примерах, как также было упомянуто выше, исполнительные механизмы 116A-B обеспечивают приложение локализованного давления рабочего валка по меньшей мере одним из рабочих валков 104A-B таким образом, что среднее давление рабочего валка, прикладываемое по ширине металлической подложки, меньше предела текучести подожки. В некоторых примерах рабочие валки 104A-B прикладывают локализованное давление рабочего валка к металлической подложке 108 таким образом, что толщина металлической подложки 108 остается по существу постоянной. В некоторых случаях толщина металлической подложки 108 уменьшается менее чем приблизительно на 1%. В некоторых случаях рабочие валки 104A-B прикладывают локализованное давление рабочего валка к металлической подложке 108 таким образом, что длина металлической подложки 108 остается по существу постоянной. В различных случаях длина металлической подложки 108 увеличивается менее чем приблизительно на 1%. В различных примерах исполнительные механизмы 116A-B обеспечивают приложение рабочими валками 104A-B локализованного давления рабочего валка, которое превышает предел текучести металлической подложки 108 в определенных областях металлической подложки, чтобы вызвать локальное удлинение участка, которое приводит к уменьшению натяжения в указанных конкретных областях и увеличению планшетности по ширине металлической подложки 108.
[63] В некоторых примерах способ включает нанесение текстуры на одной или более поверхностях металлической подложки. В некоторых примерах одна клеть 102 включает рабочие валки 104A-B с шероховатостью поверхности, близкой к шероховатости металлической подложки 108, благодаря чему подложка 108 имеет требуемый профиль планшетности и однородный рельеф поверхности при выходе из клети 102. В других примерах чистовая линия представляет собой двухклетевую систему с гладкими рабочими валками 104A-B в первой клети 102 и текстурированными рабочими валками 104A-B во второй клети 102. Первая клеть 102 одновременно делает лист плоским и сглаживает рельеф металлической подложки 108 с использованием работающей при низком давлении клети 102 с регулируемым профилем нагрузки с гладкими рабочими валками 104A-B. Затем вторая клеть 102 с текстурированными рабочими валками 104A-B может быть использована для текстурирования металлической подложки 108 с использованием преимущества рельефа гладкой поверхности, обеспеченной первой клетью 102.
[64] В различных других примерах чистовая линия может содержать одну клеть 102, две клети 102 или более двух клетей 102. В качестве одного не предполагающего ограничения примера, чистовая линия может содержать шесть клетей 102. В некоторых примерах первая клеть 102 может быть использована для улучшения планшетности металлической подложки 108 за счет использования рабочих валков 104A-B с такой же или меньшей шероховатостью поверхности по сравнению с шероховатостью поверхности вводимой металлической подложки 108. Последующие клети (например, клети со второй по 6) могут быть использованы для нанесения текстуры поверхности с использованием текстурированных рабочих валков 104A-B. Могут быть применены различные другие конфигурации чистовой линии.
[65] На ФИГ. 7 представлен пример рабочей клети 702. По сравнению с рабочими клетями 102, рабочая клеть 702 содержит исполнительные механизмы 116A-B, непосредственно контактирующие с рабочими валками 104A-B. В примере, показанном на ФИГ. 7, два исполнительных механизма 116A контактируют с рабочим валком 104A, а два исполнительных механизма 116B контактируют с рабочим валком 104B, хотя может быть применено любое требуемое количество исполнительных механизмов 116A-B и/или рабочих валков 104A-B.
[66] На ФИГ. 8 представлен пример рабочей клети 802. По сравнению с рабочими клетями 102 рабочая клеть 802 содержит две пары рабочих валков 104A-B (и, таким образом, всего четыре рабочих валка 104A-B). Аналогично рабочей клети 702 рабочая клеть 802 содержит исполнительные механизмы 116A-В, непосредственно контактирующие с рабочими валками 104A-B. В примере, показанном на ФИГ. 8, три исполнительных механизма 116A контактируют с двумя рабочими валками 104A (два исполнительных механизма 116A на рабочий валок 104A), а три исполнительных механизма 116B контактируют с двумя рабочими валками 104B (два исполнительных механизма 116B на рабочий валок 104B), хотя может быть применено любое требуемое количество исполнительных механизмов 116A-B и/или рабочих валков 104A-B.
[67] На ФИГ. 9 представлен пример рабочей клети 902. По сравнению с рабочими клетями 102 рабочая клеть 902 содержит две пары рабочих валков 104A-B (и, таким образом, всего четыре рабочих валка 104A-B). В примере, показанном на ФИГ. 9, рабочая клеть 902 содержит восемь исполнительных механизмов 116A-B, шесть промежуточных валков 119A-B и четыре рабочих валка 104A-B, хотя может быть применено любое требуемое количество рабочих валков 104A-B, промежуточных валков 119A-B и/или исполнительных механизмов 116A-В.
[68] В некоторых примерах одна сторона рабочей клети может быть зафиксирована, таким образом приводят в движение только одну сторону клети (т.е. клеть приводят в движение только в направлении 103 или только в направлении 105). В таких примерах вертикальное положение нижнего рабочего валка 104B является постоянным, фиксированным и/или его не перемещают по вертикали по отношению к металлической подложке.
[69] В некоторых аспектах, в которых исполнительные механизмы включены как на верхней, так и на нижней сторонах клети, одна сторона рабочей клети может быть зафиксирована путем управления одним набором исполнительных механизмов таким образом, что их не приводят в движение. Например, в некоторых случаях нижние исполнительные механизмы 116B могут быть зафиксированы таким образом, что нижний рабочий валок 104B не будут приводить в движение в направлении 105. В других примерах нижние исполнительные механизмы 116B могут отсутствовать, таким образом нижний рабочий валок 104B будет зафиксирован. В других примерах для фиксации одной стороны клети могут быть использованы различные другие механизмы. Например, на ФИГ. 10 и 11 представлен дополнительный пример рабочей клети, в которой одна сторона зафиксирована, а на ФИГ. 12 и 13 представлен еще один пример рабочей клети, в которой одна сторона зафиксирована. Могут быть использованы различные другие подходящие механизмы и/или конфигурации валков для фиксации одной стороны рабочей клети с одновременным обеспечением необходимой поддержки зафиксированной стороны рабочей клети.
[70] На ФИГ. 10 и 11 представлен другой пример рабочей клети 1002. Рабочая клеть 1002 по существу аналогична рабочей клети 102 за исключением того, что рабочая клеть 1002 содержит зафиксированные опорные валки 1021 вместо нижних исполнительных механизмов 116B. В этом примере зафиксированные опорные валки 1021 не приводят в движение по вертикали и, таким образом, рабочую клеть 1002 приводят в движение только в направлении 103. В некоторых случаях опорные валки 1021 при необходимости поддерживают на клети 1023 или другой подходящей опоре. В некоторых случаях клеть 1023 поддерживает каждый опорный валок 1021 в одном или более местоположениях вдоль опорного валка 1021. В примере, показанном на ФИГ. 10 и 11, применены три опорных валка 1021; однако в других примерах может быть применено любое требуемое количество опорных валков 1021. В этих примерах, поскольку опорные валки 1021 зафиксированы в вертикальном положении, нижний рабочий валок 104B зафиксирован, т.е. нижний рабочий валок 104B является закрепленным, фиксированным и/или не перемещаемым по вертикали по отношению к металлической подложке. В таких примерах приведение в движение в клети 1002 во время текстурирования происходит только с одной стороны клети 1002 (т.е. приведение в движение происходит только с верхней стороны клети, а именно верхнего рабочего валка 104А).
[71] На ФИГ. 12 и 13 представлен другой пример рабочей клети 1202. Рабочая клеть 1202 по существу аналогична рабочей клети 102 за исключением того, что промежуточные валки и исполнительные механизмы исключены и диаметр нижнего рабочего валка 104В больше диаметра верхнего рабочего валка 104А. В этом примере рабочую клеть 1202 приводят в движение только в направлении 103. В некоторых аспектах нижний рабочий валок 104B большего диаметра обеспечивает необходимую опору для приведения в движение, что позволяет обеспечить в ходе текстурирования требуемый профиль металлической подложки 108. Следует понимать, что в других примерах с нижним рабочим валком 104B могут быть применены промежуточные валки и/или различные другие опорные валки. В дополнительных примерах нижний рабочий валок 104B может иметь диаметр, аналогичный диаметру верхнего рабочего валка 104A, а рабочая клеть также содержит любое требуемое количество промежуточных валков и/или опорных валков для обеспечения необходимой опоры для нижнего рабочего валка 104B, когда одна из сторон зафиксирована.
[72] Ниже представлен набор приведенных в качестве примера вариантов осуществления, включающий по меньшей мере некоторые из них, которые явным образом перечислены как «ПК» (примеры комбинаций), представляющие дополнительное описание множества типов вариантов осуществления в соответствии с концепциями, описанными в данном документе. Эти примеры не следует рассматривать как взаимоисключающие, исчерпывающие или ограничивающие; и настоящее изобретение не ограничивается этими приведенными в качестве примера вариантами осуществления, а скорее охватывает все возможные изменения и вариации в пределах объема опубликованной формулы изобретения и ее эквивалентов.
[73] ПК 1. Способ управления планшетностью подложки, включающий: направление подложки в рабочую клеть чистовой линии между парой вертикально-выровненных рабочих валков рабочей клети; приложение первым рабочим валком из пары вертикально-выровненных рабочих валков множества локализованных давлений к подложке по ширине подложки, причем каждое из множества локализованных давлений прикладывают соответствующей зоной управления планшетностью первого рабочего валка, при этом локализованным давлением, прикладываемым в каждой зоне управления планшетностью, управляют с помощью соответствующего исполнительного механизма; измерение фактического профиля планшетности подложки с помощью устройства для измерения планшетности; сравнение с помощью контроллера фактического профиля планшетности с требуемым профилем планшетности; и регулировку с помощью контроллера исполнительных механизмов таким образом, что обеспечена возможность изменения множеством локализованных давлений фактического профиля планшетности подложки для достижения требуемого профиля планшетности, в то время как общая толщина и длина подложки остаются по существу постоянными, когда подложка входит в рабочую клеть и выходит из нее.
[74] ПК 2. Способ по любому из предшествующих или последующих примеров, согласно которому общая толщина подложки уменьшается на величину от приблизительно 0,0% до приблизительно 1,0%.
[75] ПК 3. Способ по любому из предшествующих или последующих примеров, согласно которому среднее из множества локализованных давлений, прикладываемых первым рабочим валком к подложке, меньше предела текучести подложки.
[76] ПК 4. Способ по любому из предшествующих или последующих примеров, согласно которому регулировка исполнительных механизмов включает регулировку по меньшей мере одного исполнительного механизма таким образом, что локализованное давление в зоне управления планшетностью, соответствующей по меньшей мере одному исполнительному механизму, превышает предел текучести подложки.
[77] ПК 5. Способ по любому из предшествующих или последующих примеров, согласно которому регулировка исполнительных механизмов включает регулировку другого исполнительного механизма, отличного от указанного по меньшей мере одного исполнительного механизма, таким образом, что локализованное давление в зоне управления планшетностью, соответствующей другому исполнительному механизму, меньше предела текучести подложки.
[78] ПК 6. Способ по любому из предшествующих или последующих примеров, согласно которому регулировка исполнительных механизмов включает уменьшение разницы в нагрузке между зонами управления планшетностью.
[79] ПК 7. Способ по любому из предшествующих или последующих примеров, согласно которому устройство для измерения планшетности представляет собой многозонный валок для измерения планшетности.
[80] ПК 8. Способ по любому из предшествующих или последующих примеров, согласно которому блок валков имеет момент инерции для площади для изгиба вокруг оси x от приблизительно 7,9*10-8 m4 до приблизительно 0,01 м4.
[81] ПК 9. Способ по любому из предшествующих или последующих примеров, согласно которому блок валков имеет момент инерции для площади для изгиба вокруг оси x от приблизительно 9,7*10-6 m4 до приблизительно 1,6*10-4 m4.
[82] ПК 10. Способ по любому из предшествующих или последующих примеров, согласно которому блок валков имеет момент инерции для площади для изгиба вокруг оси x от приблизительно 1,5*10-5 m4 до приблизительно 1,1*10-4 m4.
[83] ПК 11. Способ по любому из предшествующих или последующих примеров, согласно которому первый рабочий валок имеет наружную поверхность, причем приложение множества локализованных давлений включает вступление в контакт наружной поверхности первого рабочего валка с поверхностью подложки.
[84] ПК 12. Способ по любому из предшествующих или последующих примеров, согласно которому наружная поверхность первого рабочего валка является гладкой, причем регулировка исполнительных механизмов таким образом, которую осуществляют таким образом, что фактический профиль планшетности достигает требуемого профиля планшетности, также включает сглаживание рельефа поверхности подложки.
[85] ПК 13. Способ по любому из предшествующих или последующих примеров, согласно которому рабочая клеть представляет собой первую рабочую клеть, а пара вертикально-выровненных рабочих валков представляет собой первую пару вертикально-выровненных рабочих валков, причем способ также включает: направление подложки во вторую рабочую клеть чистовой линии между второй парой вертикально-выровненных рабочих валков; и приложение к подложке с помощью первого рабочего валка из второй пары вертикально-выровненных рабочих валков множества локализованных давлений по ширине подложки, причем приложение каждого локализованного давления осуществляют посредством соответствующей зоны управления планшетностью первого рабочего валка из второй пары вертикально-выровненных рабочих валков, причем нагрузкой, прикладываемой каждой зоной управления планшетностью, управляют с помощью соответствующего исполнительного механизма, причем наружная поверхность первого рабочего валка из второй пары вертикально-выровненных рабочих валков имеет текстуру, при этом приложение множества локализованных давлений первым рабочим валком из второй пары вертикально-выровненных рабочих валков включает текстурирование поверхности подложки таким образом, что общая толщина и длина подложки остаются по существу постоянными, когда подложка выходит из второй рабочей клети.
[86] ПК 14. Способ по любому из предшествующих или последующих примеров, согласно которому наружная поверхность первого рабочего валка имеет текстуру, причем регулировка исполнительных механизмов, которую осуществляют таким образом, что фактический профиль планшетности достигает требуемого профиля планшетности, также включает нанесение текстуры на поверхности подложки.
[87] ПК 15. Способ по любому из предшествующих или последующих примеров, согласно которому поверхность подложки является шероховатой, причем наружная поверхность первого рабочего валка имеет приблизительно такую же шероховатость поверхности, причем шероховатость поверхности составляет от приблизительно 0,4 мкм до приблизительно 6,0 мкм.
[88] ПК 16. Способ по любому из предшествующих или последующих примеров, согласно которому шероховатость поверхности составляет от приблизительно 0,7 мкм до приблизительно 1,3 мкм.
[89] ПК 17. Способ по любому из предшествующих или последующих примеров, согласно которому измерение фактического профиля планшетности включает определение областей на подложке с остаточным напряжением при растяжении и областей на подложке с остаточным напряжением при сжатии, причем регулировка исполнительных механизмов включает увеличение локализованных давлений в зонах управления планшетностью, соответствующих областям остаточного напряжения при растяжении.
[90] ПК 18. Способ по любому из предшествующих или последующих примеров, согласно которому увеличение локализованных давлений в зонах управления планшетностью, соответствующих областям остаточного напряжения при растяжении, включает приложение локализованных давлений, которые вызывают локализованное удлинение на величину от приблизительно 0,0% до приблизительно 1,0%.
[91] ПК 19. Способ по любому из предшествующих или последующих примеров, согласно которому увеличение локализованных давлений в зонах управления планшетностью, соответствующих областям остаточного напряжения при растяжении, включает приложение локализованных давлений, которые вызывают локализованное удлинение на величину от приблизительно 0,0% до приблизительно 0,2%.
[92] ПК 20. Способ по любому из предшествующих или последующих примеров, согласно которому увеличение локализованных давлений в зонах управления планшетностью, соответствующих областям остаточного напряжения при растяжении, включает приложение локализованных давлений, которые вызывают локализованное удлинение приблизительно на 0,1%.
[93] ПК 21. Система управления планшетностью, содержащая: рабочую клеть чистовой линии, содержащую пару вертикально-выровненных рабочих валков, причем первый рабочий валок из пары вертикально-выровненных рабочих валков содержит множество зон управления планшетностью по ширине первого рабочего валка, при этом каждая зона управления планшетностью выполнена с возможностью приложения локализованного давления к соответствующей области на подложке; множество исполнительных механизмов, причем каждый исполнительный механизм соответствует одной из множества зон управления планшетностью и выполнен с возможностью обеспечения приложения соответствующей зоной управления планшетностью локализованного давления к соответствующей области на подложке; устройство для измерения планшетности, выполненное с возможностью измерения фактического профиля планшетности подложки; и контроллер, выполненный с возможностью регулировки множества исполнительных механизмов таким образом, что обеспечена возможность изменения указанными локализованными давлениями фактического профиля планшетности для достижения требуемого профиля планшетности, в то время как общая толщина и длина подложки остаются по существу постоянными, когда подложка выходит из рабочей клети.
[94] ПК 22. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой обеспечена возможность управления каждым исполнительным механизмом отдельно с помощью контроллера.
[95] ПК 23. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой обеспечена возможность управления множеством исполнительных механизмов одновременно с помощью контроллера.
[96] ПК 24. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой среднее значение локализованных давлений, прикладываемых первым рабочим валком к подложке, меньше предела текучести подложки.
[97] ПК 25. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой контроллер выполнен с возможностью регулировки по меньшей мере одного исполнительного механизма таким образом, что локализованное давление в зоне управления планшетностью, соответствующей по меньшей мере одному исполнительному механизму, превышает предел текучести подложки.
[98] ПК 26. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой контроллер выполнен с возможностью регулировки другого исполнительного механизма, отличного от указанного по меньшей мере одного исполнительного механизма, таким образом, что локализованное давление в зоне управления планшетностью, соответствующей указанному другому исполнительному механизму, меньше предела текучести подложки.
[99] ПК 27. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой контроллер выполнен с возможностью уменьшения разницы в нагрузке между зонами управления планшетностью.
[100] ПК 28. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой устройство для измерения планшетности представляет собой многозонный валок для измерения планшетности.
[101] ПК 29. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой блок валков имеет момент инерции для площади для изгиба вокруг оси x от приблизительно 7,9*10-8 m4 до приблизительно 0,01 м4.
[102] ПК 30. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой блок валков имеет момент инерции для площади для изгиба вокруг оси x от приблизительно 9,7*10-6 m4 до приблизительно 1,6*10-4 m4.
[103] ПК 31. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой блок валков имеет момент инерции для площади для изгиба вокруг оси x от приблизительно 1,5*10-5 m4 до приблизительно 1,1*10-4 m4.
[104] ПК 32. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой первый рабочий валок имеет наружную поверхность, выполненную с возможностью контакта с поверхностью подложки в ходе осуществления обработки.
[105] ПК 33. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой наружная поверхность первого рабочего валка является гладкой и имеет шероховатость поверхности менее приблизительно 0,4-0,6 мкм, причем первый рабочий валок выполнен с возможностью сглаживания рельефа поверхности подложки.
[106] ПК 34. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой рабочая клеть представляет собой первую рабочую клеть, а пара вертикально-выровненных рабочих валков представляет собой первую пару рабочих валков, содержащая: вторую рабочую клеть чистовой линии, содержащую вторую пару вертикально-выровненных рабочих валков, причем первый рабочий валок из второй пары вертикально-выровненных рабочих валков содержит множество зон управления планшетностью по ширине первого рабочего валка из второй пары рабочих валков, причем каждая зона управления планшетностью выполнена с возможностью приложения локализованного давления к соответствующей области на подложке, причем нагрузкой, прикладываемой каждой зоной управления планшетностью первого рабочего валка из второй пары вертикально-выровненных рабочих валков, управляют с помощью соответствующего исполнительного механизма, причем наружная поверхность первого рабочего валка из второй пары вертикально-выровненных рабочих валков имеет текстуру, при этом первый рабочий валок из второй пары рабочих валков выполнен с возможностью текстурирования поверхности подложки таким образом, что общая толщина и длина подложки остаются по существу постоянными, когда подложка выходит из второй рабочей клети.
[107] ПК 35. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой наружная поверхность первого рабочего валка имеет текстуру, при этом первый рабочий валок выполнен с возможностью нанесения текстуры на поверхность подложки.
[108] ПК 36. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой поверхность подложки является шероховатой, причем наружная поверхность первого рабочего валка имеет приблизительно такую же шероховатость поверхности, причем шероховатость поверхности составляет от приблизительно 0,4 мкм до приблизительно 6,0 мкм.
[109] ПК 37. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой шероховатость поверхности составляет от приблизительно 0,7 мкм до приблизительно 1,3 мкм.
[110] ПК 38. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой устройство для измерения планшетности выполнено с возможностью определения областей на подложке с остаточным напряжением при растяжении и областей на подложке с остаточным напряжением при сжатии, причем контроллер выполнен с возможностью регулировки исполнительных механизмов для увеличения локализованных давлений в зонах управления планшетностью, соответствующих областям остаточного напряжения при растяжении.
[111] ПК 39. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой контроллер выполнен с возможностью регулировки исполнительных механизмов таким образом, что локализованные давления в зонах управления планшетностью, соответствующих областям остаточного напряжения при растяжении, вызывают локализованное удлинение на величину от приблизительно 0,0% до приблизительно 1,0%.
[112] ПК 40. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой контроллер выполнен с возможностью регулировки исполнительных механизмов таким образом, что локализованные давления в зонах управления планшетностью, соответствующих областям остаточного напряжения при растяжении, вызывают локализованное удлинение на величину от приблизительно 0,0% до приблизительно 0,2%.
[113] ПК 41. Система управления планшетностью по любому из предшествующих или последующих примеров, в которой контроллер выполнен с возможностью регулировки исполнительных механизмов таким образом, что локализованные давления в зонах управления планшетностью, соответствующих областям остаточного напряжения при растяжении, вызывают локализованное удлинение приблизительно на 0,1%.
[114] ПК 42. Система или способ управления планшетностью согласно любому из предшествующих или последующих примеров комбинаций, в которой или согласно которому приложение множества локализованных давлений к подложке с помощью первого рабочего валка включает фиксацию вертикального положения второго рабочего валка, вертикально-выровненного относительно первого рабочего валка.
[115] Вышеописанные аспекты представляют собой лишь возможные примеры вариантов реализации и изложены исключительно для ясного понимания принципов настоящего раскрытия. В вышеописанный пример (-ы) могут быть внесены многие вариации и изменения без существенного отступления от сущности и принципов настоящего раскрытия. Все такие изменения и вариации включены в объем настоящего изобретения и все возможные формулы изобретения для отдельных аспектов или же комбинаций элементов или этапов включены в настоящее раскрытие. Кроме того, хотя в данном документе, а также в нижеследующей формуле изобретения использованы конкретные термины, они используются исключительно в общем и описательном смысле, а не в целях ограничения описанного изобретения или нижеследующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ УПРАВЛЕНИЯ ТЕКСТУРИРОВАНИЕМ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ ПРИ ПРОКАТКЕ С МАЛЫМ ДАВЛЕНИЕМ | 2018 |
|
RU2741438C1 |
| МИКРОТЕКСТУРИРОВАННЫЕ ПОВЕРХНОСТИ, ПОЛУЧЕННЫЕ ПОСРЕДСТВОМ ПРОКАТКИ НИЗКОГО ДАВЛЕНИЯ | 2018 |
|
RU2746514C1 |
| СИСТЕМА ДЛЯ ЗАКАЛКИ КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ (ВАРИАНТЫ) И СПОСОБ ЗАКАЛКИ КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2019 |
|
RU2766914C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ ДЛЯ АКТИВНЫХ ИСПОЛНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ДЛЯ ВОЗДЕЙСТВИЯ НА ПРОФИЛЬ И ПЛАНШЕТНОСТЬ В ПРОКАТНОЙ КЛЕТИ И ЗНАЧЕНИЙ ПРОФИЛЯ И ПЛАНШЕТНОСТИ ЦЕНТРАЛЬНОЙ ОБЛАСТИ ГОРЯЧЕКАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2019 |
|
RU2775774C1 |
| СИСТЕМЫ И СПОСОБЫ ЗАПРАВКИ МЕТАЛЛИЧЕСКОЙ ОСНОВЫ НА ПРОКАТНОМ СТАНЕ | 2017 |
|
RU2679810C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2016 |
|
RU2690580C2 |
| КАЛИБРУЮЩЕЕ УСТРОЙСТВО МНОГОВАЛКОВОЙ ЛИСТОПРАВИЛЬНОЙ МАШИНЫ И СПОСОБ КАЛИБРОВКИ МНОГОВАЛКОВОЙ ЛИСТОПРАВИЛЬНОЙ МАШИНЫ | 2001 |
|
RU2277026C2 |
| Инструмент профилегибочного стана | 1987 |
|
SU1530284A1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2125495C1 |
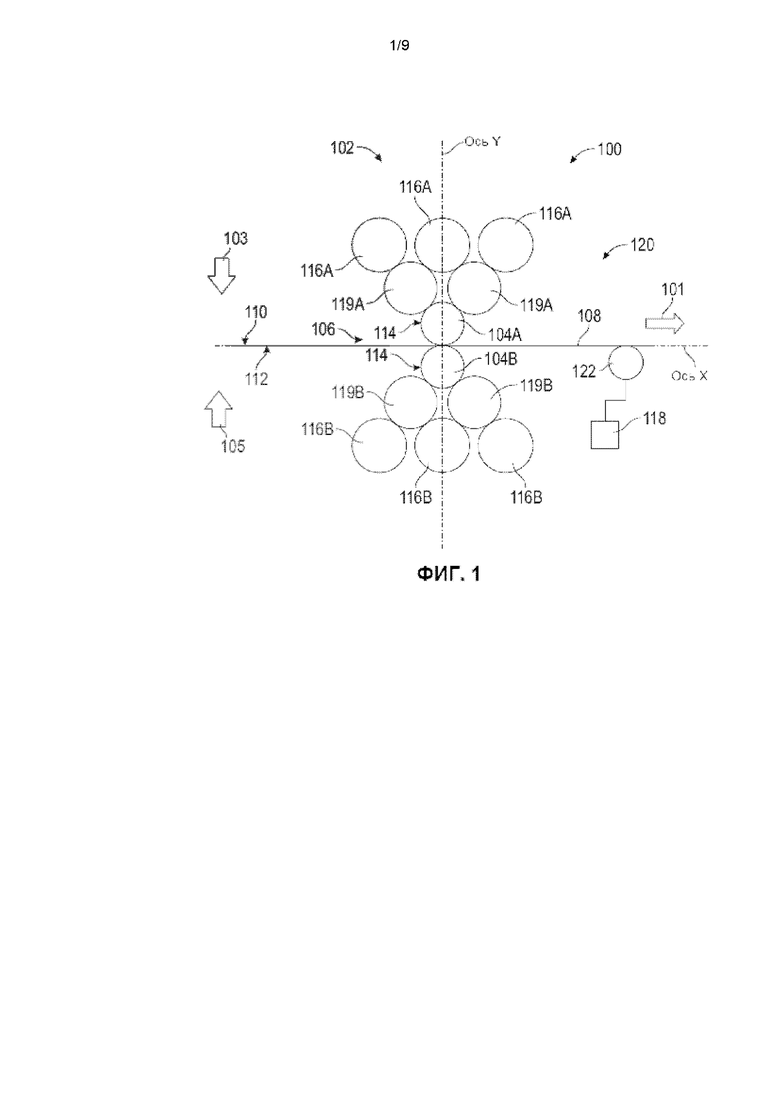

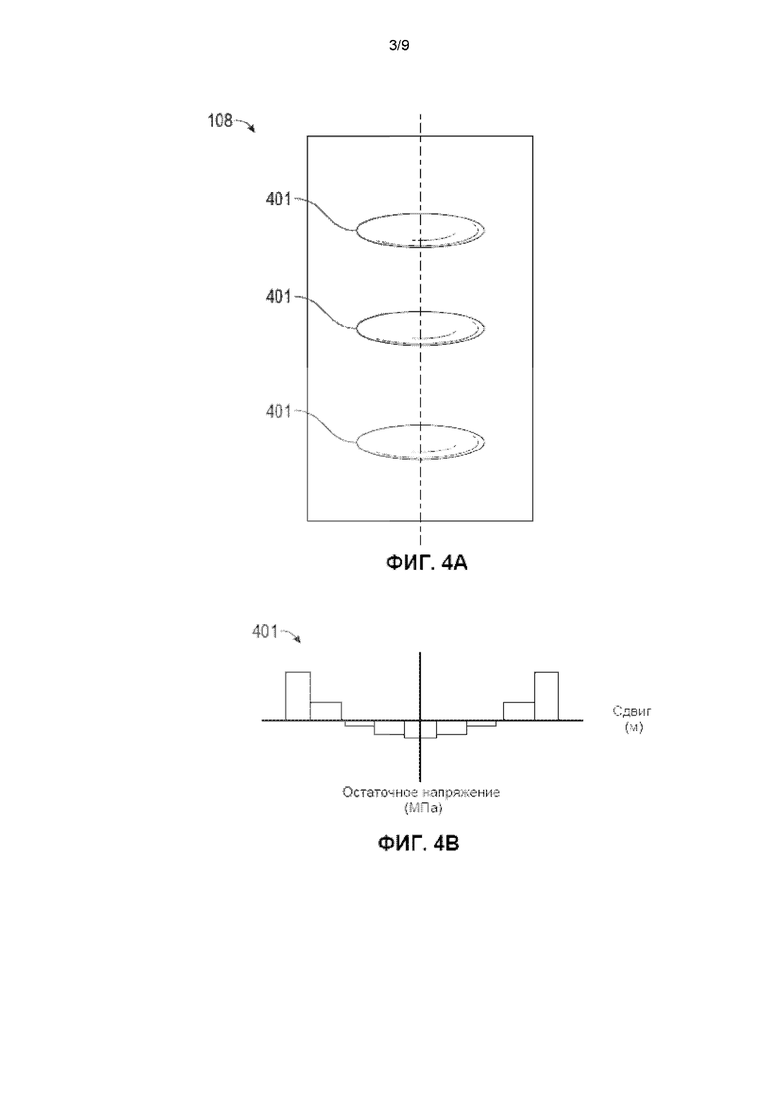
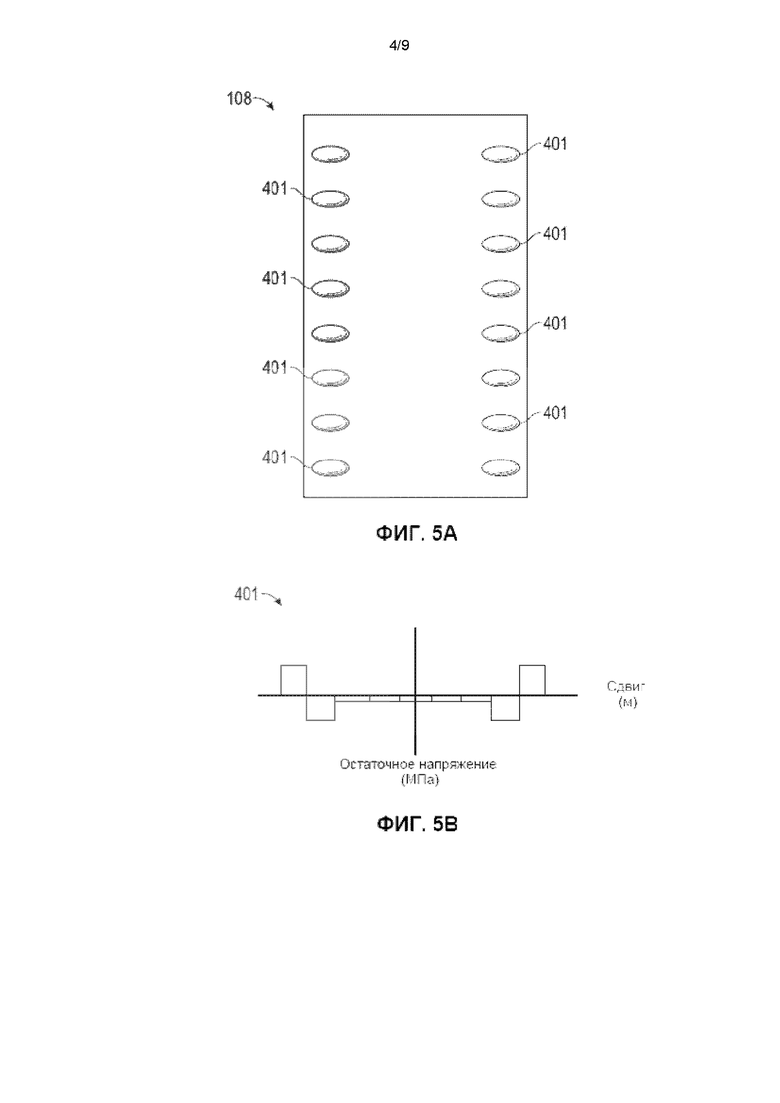
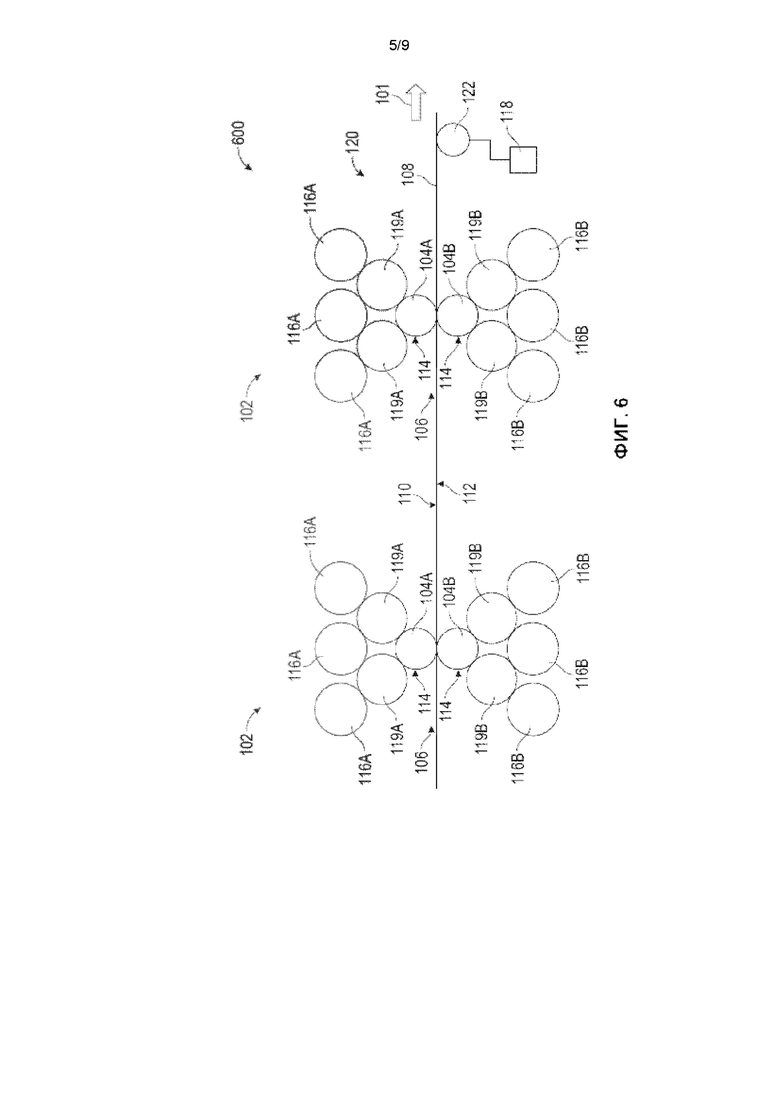
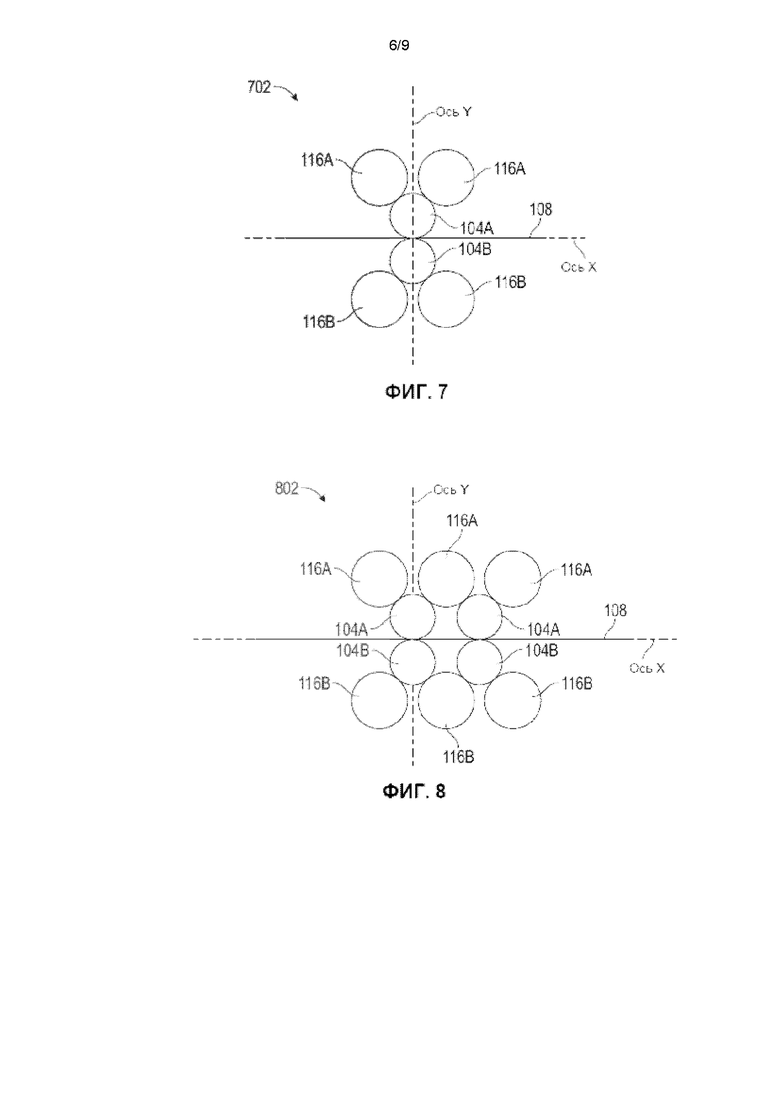
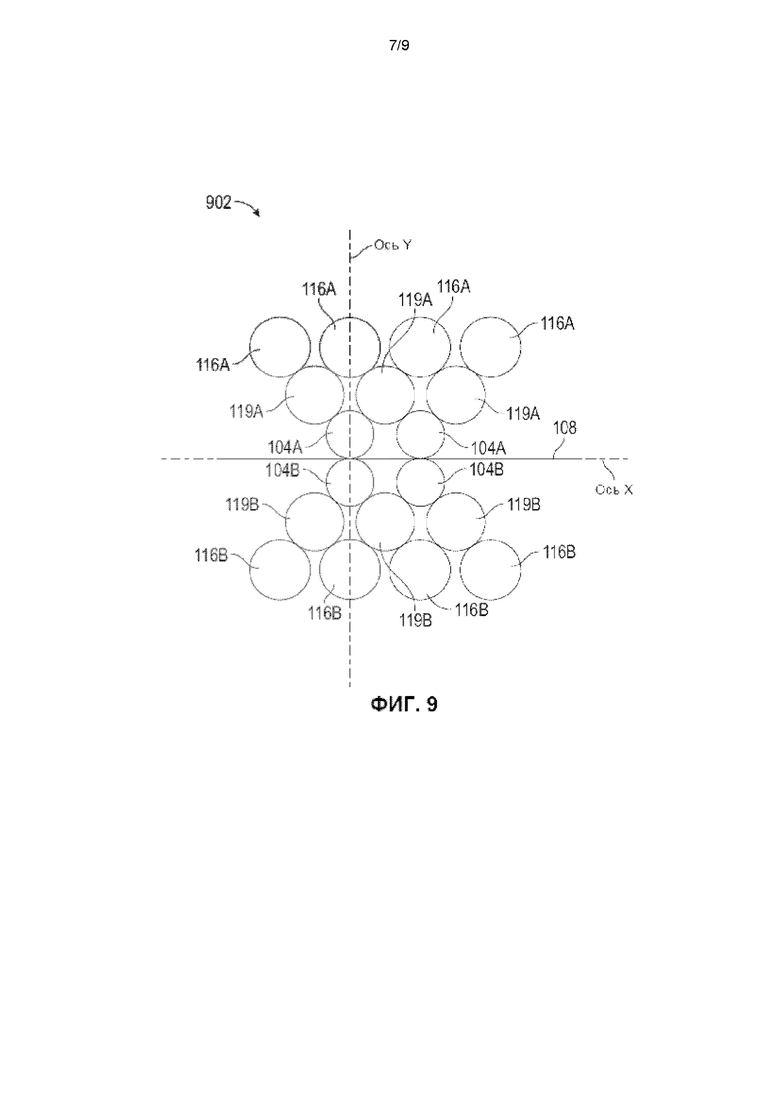
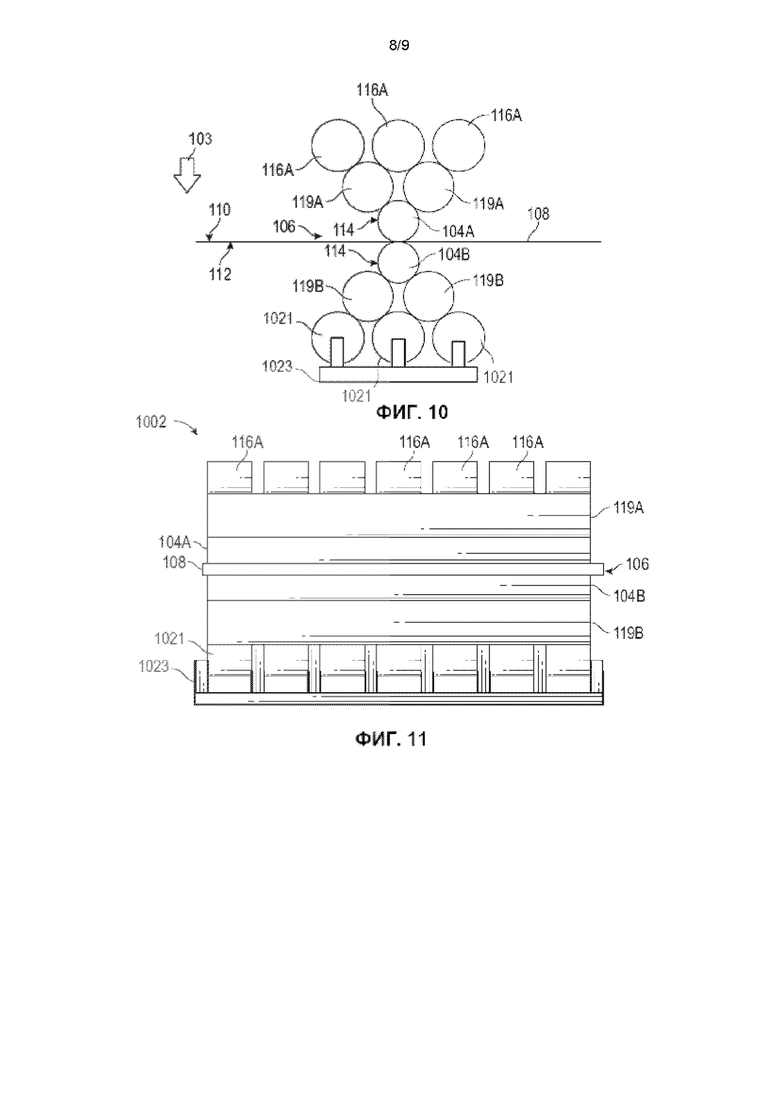
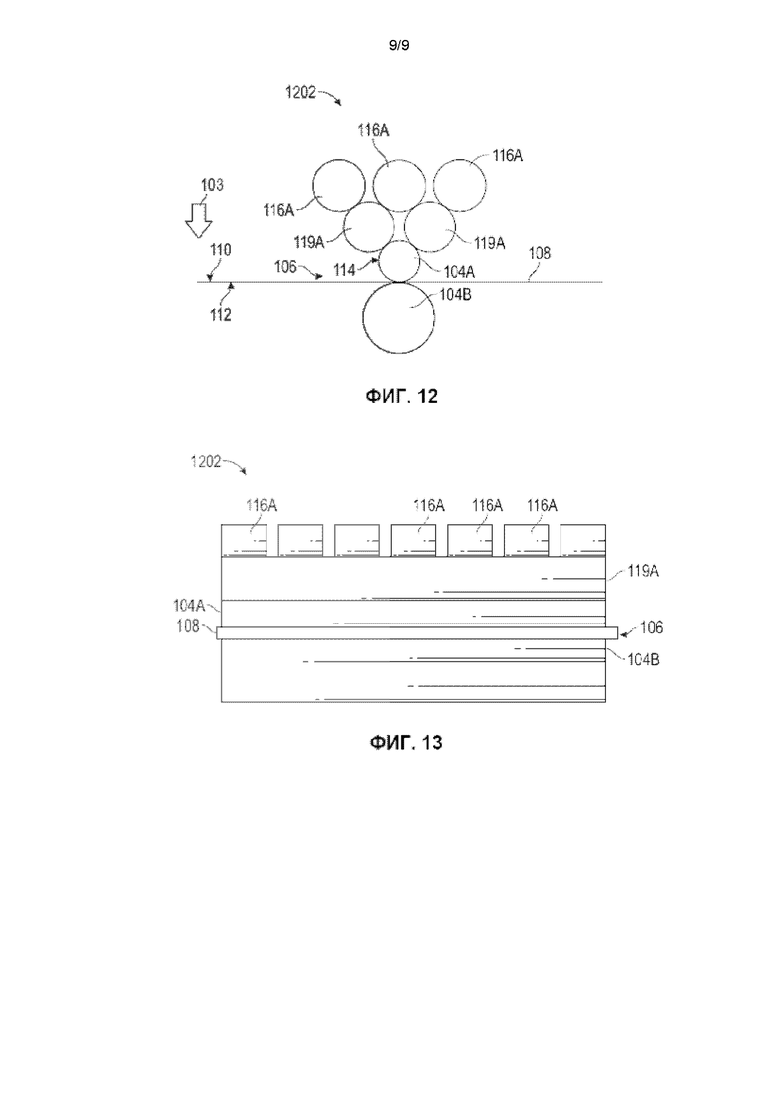
Изобретение относится к системам и способам управления планшетностью металлической подложки с применением прокатки под низким давлением в чистовой линии. Система содержит рабочую клеть чистовой линии, множество исполнительных механизмов, устройство для измерения планшетности и контроллер. Рабочая клеть содержит пару вертикально-выровненных рабочих валков. Первый рабочий валок из пары рабочих валков содержит множество зон управления планшетностью, выполненных с возможностью приложения локализованного давления к соответствующей области на подложке. Каждый исполнительный механизм соответствует одной из множества зон управления планшетностью. Устройство для измерения планшетности выполнено с возможностью измерения фактического профиля планшетности подложки. Контроллер выполнен с возможностью регулировки множества исполнительных механизмов таким образом, что обеспечена возможность изменения указанными локализованными давлениями фактического профиля планшетности для достижения требуемого профиля планшетности на выходе из рабочей клети. Толщина подложки уменьшается на величину от 0,0% до 1,0%, а длина подложки увеличивается на величину от 0,0% до 1,0%, когда подложка выходит из рабочей клети. 2 н. и 15 з.п. ф-лы, 13 ил.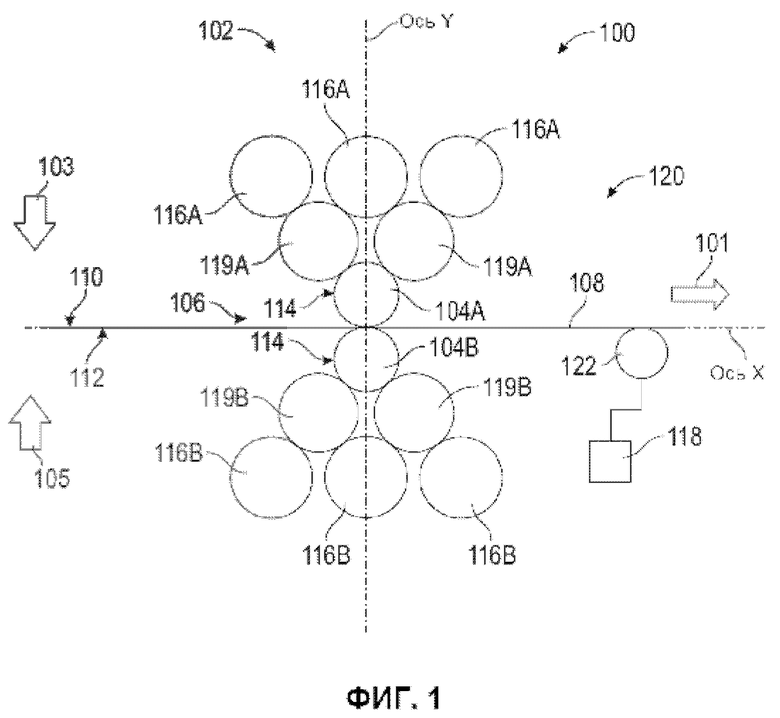
1. Способ управления планшетностью подложки, включающий:
направление подложки в рабочую клеть (102) чистовой линии между парой вертикально-выровненных рабочих валков (104А-В) рабочей клети (102);
приложение, первым рабочим валком (104А) из пары вертикально-выровненных рабочих валков (104А-В), множества локализованных давлений к подложке по ширине подложки, причем каждое из множества локализованных давлений прикладывают соответствующей зоной управления планшетностью первого рабочего валка (104А), при этом локализованным давлением, прикладываемым каждой зоной управления планшетностью, управляют с помощью соответствующего исполнительного механизма (116А-В);
измерение фактического профиля планшетности подложки с помощью устройства (122) для измерения планшетности;
сравнение с помощью контроллера (118) фактического профиля планшетности с требуемым профилем планшетности;
и регулировку с помощью контроллера (118) исполнительных механизмов (116А-В) таким образом, что посредством множества локализованных давлений изменяют фактический профиль планшетности подложки для достижения требуемого профиля планшетности, в то время как толщина подложки уменьшается на величину от 0,0% до 1,0%, а длина подложки увеличивается на величину от 0,0% до 1,0%, когда подложка входит в рабочую клеть (102) и выходит из нее,
причем приложение множества локализованных давлений включает вступление в контакт наружной поверхности (114) первого рабочего валка (104А) с поверхностью подложки, причем наружная поверхность (114) первого рабочего валка (104А) имеет текстуру, при этом регулировка исполнительных механизмов (116А-В), которую осуществляют таким образом, что фактический профиль планшетности достигает требуемого профиля планшетности, также включает нанесение текстуры на поверхность (110, 112) подложки.
2. Способ по п.1, согласно которому среднее из множества локализованных давлений, прикладываемых первым рабочим валком (104А) к подложке, меньше предела текучести подложки.
3. Способ по п.1, согласно которому регулировка исполнительных механизмов (116А-В) включает регулировку по меньшей мере одного исполнительного механизма таким образом, что локализованное давление в зоне управления планшетностью, соответствующей указанному по меньшей мере одному исполнительному механизму, превышает предел текучести подложки.
4. Способ по п.3, согласно которому регулировка исполнительных механизмов (116А-В) включает регулировку другого исполнительного механизма, отличного от указанного по меньшей мере одного исполнительного механизма, таким образом, что локализованное давление в зоне управления планшетностью, соответствующей другому исполнительному механизму, меньше предела текучести подложки.
5. Способ по п.1, согласно которому приложение множества локализованных давлений к подложке с помощью первого рабочего валка (104А) включает фиксацию вертикального положения второго рабочего валка (104В), вертикально-выровненного относительно первого рабочего валка (104А).
6. Способ по п.1, согласно которому регулировка исполнительных механизмов (116А-В), которую осуществляют таким образом, что фактический профиль планшетности достигает требуемого профиля планшетности, также включает сглаживание рельефа поверхности подложки.
7. Способ по п.1, согласно которому измерение фактического профиля планшетности включает определение областей на подложке с остаточным напряжением при растяжении и областей на подложке с остаточным напряжением при сжатии, причем регулировка исполнительных механизмов (116А-В) включает увеличение локализованных давлений в зонах управления планшетностью, соответствующих областям остаточного напряжения при растяжении.
8. Способ по п.7, согласно которому увеличение локализованных давлений в зонах управления планшетностью, соответствующих областям остаточного напряжения при растяжении, включает приложение локализованных давлений, которые вызывают локализованное удлинение на величину от приблизительно 0,0% до приблизительно 1,0%.
9. Система управления планшетностью, содержащая:
рабочую клеть (102) чистовой линии, содержащую пару вертикально-выровненных рабочих валков (104А-В), причем первый рабочий валок (104А) из пары вертикально-выровненных рабочих валков (104А-В) содержит множество зон управления планшетностью по ширине первого рабочего валка (104А), при этом каждая зона управления планшетностью выполнена с возможностью приложения локализованного давления к соответствующей области на подложке;
множество исполнительных механизмов (116А-В), причем каждый исполнительный механизм соответствует одной из множества зон управления планшетностью и выполнен с возможностью обеспечения приложения, посредством соответствующей зоны управления планшетностью, локализованного давления к соответствующей области на подложке;
устройство (122) для измерения планшетности, выполненное с возможностью измерения фактического профиля планшетности подложки;
и контроллер (118), выполненный с возможностью регулировки множества исполнительных механизмов (116А-В) таким образом, что обеспечена возможность изменения, посредством указанных локализованных давлений, фактического профиля планшетности для достижения требуемого профиля планшетности, в то время как толщина подложки уменьшается на величину от 0,0% до 1,0%, а длина подложки увеличивается на величину от 0,0% до 1,0%, когда подложка выходит из рабочей клети (102),
при этом первый рабочий валок (104А) имеет наружную поверхность (114), выполненную с возможностью контакта с поверхностью подложки при обработке, причем наружная поверхность (114) первого рабочего валка (104А) имеет текстуру, при этом первый рабочий валок (104А) выполнен с возможностью нанесения текстуры на поверхность подложки.
10. Система управления планшетностью по п.9, в которой обеспечена возможность управления каждым исполнительным механизмом отдельно с помощью контроллера (118).
11. Система управления планшетностью по п.9, в которой среднее значение локализованных давлений, прикладываемых первым рабочим валком (104А) к подложке, меньше предела текучести подложки.
12. Система управления планшетностью по п.9, в которой контроллер (118) выполнен с возможностью регулировки по меньшей мере одного исполнительного механизма таким образом, что локализованное давление в зоне управления планшетностью, соответствующей указанному по меньшей мере одному исполнительному механизму, превышает предел текучести подложки.
13. Система управления планшетностью по п.12, в которой контроллер (118) выполнен с возможностью регулировки другого исполнительного механизма, отличного от указанного по меньшей мере одного исполнительного механизма, таким образом, что локализованное давление в зоне управления планшетностью, соответствующей указанному другому исполнительному механизму, меньше предела текучести подложки.
14. Система управления планшетностью по п.9, в которой контроллер (118) выполнен с возможностью уменьшения разницы в нагрузке между зонами управления планшетностью.
15. Система управления планшетностью по п.9, в которой наружная поверхность (114) первого рабочего валка (104А) имеет шероховатость поверхности менее приблизительно 0,4-0,6 мкм, при этом первый рабочий валок (104А) выполнен с возможностью сглаживания рельефа поверхности подложки.
16. Система управления планшетностью по п.9, в которой устройство (122) для измерения планшетности выполнено с возможностью определения областей на подложке с остаточным напряжением при растяжении и областей на подложке с остаточным напряжением при сжатии, причем контроллер (118) выполнен с возможностью регулировки исполнительных механизмов (116А-В) для увеличения локализованных давлений в зонах управления планшетностью, соответствующих областям остаточного напряжения при растяжении.
17. Система управления планшетностью по п.16, в которой контроллер (118) выполнен с возможностью регулировки исполнительных механизмов (116А-В) таким образом, что локализованные давления в зонах управления планшетностью, соответствующих областям остаточного напряжения при растяжении, вызывают локализованное удлинение на величину от приблизительно 0,0% до приблизительно 1,0%.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ И/ИЛИ ВНУТРЕННИХ НАПРЯЖЕНИЙ В ПОЛОСЕ ИЛИ ФОЛЬГЕ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ПРИ ХОЛОДНОЙ ПРОКАТКЕ В МНОГОВАЛКОВОЙ КЛЕТИ, В ЧАСТНОСТИ В ДВАДЦАТИВАЛКОВОМ СТАНЕ СЕНДЦИМИРА | 2005 |
|
RU2333811C2 |
| СПОСОБ ПОЛУЧЕНИЯ АДДУКТА МЕЛАМИНА С КИСЛОТОЙ | 2005 |
|
RU2292341C1 |
| Способ автоматического регулирования толщины прокатываемой полосы в непрерывной группе клетей листового стана горячей прокатки | 1977 |
|
SU733754A1 |

