Перекрестная ссылка на родственную заявку
[0001] Настоящая заявка испрашивает приоритет и преимущество по предварительной заявке на патент США №62/684 446, поданной 13 июня 2018 г., которая включена в настоящий документ посредством ссылки в полном объеме.
Область техники, к которой относится изобретение
[0002] Настоящее описание относится в целом к металлургии и, в частности, к производству металла.
Уровень техники
[0003] Если в настоящем документе не указано иное, материалы, описанные в этом разделе, не являются предшествующим уровнем техники по отношению к формуле изобретения в настоящей заявке и не считаются предшествующим уровнем техники из-за включения в этот раздел.
[0004] В существующих способах обработки могут использовать очиститель, содержащий вязкие материалы (например, жидкие очистители, смазочные материалы, охладители, средства для предварительной обработки и т.п. или любая их комбинация), наносимые на изделие из прокатного материала (например, металлическое изделие) на этапах обработки и/или после этапов обработки, для выполнения которых требуется применение вязкого материала (например, очистка, смазка, охлаждение, предварительная обработка и т.п. или любая их комбинация). В некоторых случаях изделие из прокатного материала не является полностью плоским (то есть плоскостным) и может иметь криволинейную форму поперечного сечения по своей ширине и/или длине. Кроме того, поверхность изделия из прокатного материала может иметь неровности, включая выступы, углубления или любые другие характеристики неплоской поверхности. Таким образом, при применении, например, жидкого охладителя для регулирования температуры металлического изделия последующее полное удаление жидкого охладителя с помощью жесткого и/или неплотно прилегающего уплотнения является неэффективным или непрактичным.
Раскрытие сущности изобретения
[0005] Подразумевается, что термин «вариант осуществления» и подобные термины относятся в широком смысле ко всему объекту настоящего изобретения и приведенной ниже формулы изобретения. Следует понимать, что утверждения, содержащие эти термины, не ограничивают объект изобретения, описанный в настоящем документе, или значение или объем приведенной ниже формулы изобретения. Варианты осуществления настоящего изобретения, рассмотренные в настоящем документе, определяются приведенной ниже формулой изобретения, а не этой сущностью изобретения. Данное описание сущности изобретения представляет собой общий обзор различных аспектов изобретения и вводит некоторые из концепций, которые дополнительно описаны ниже в разделе «Подробное описание сущности изобретения». Данное описание сущности изобретения не предназначено для указания ключевых или существенных признаков заявляемого объекта изобретения, а также его не следует использовать отдельно для определения объема заявляемого объекта изобретения. Данный объект изобретения следует рассматривать со ссылкой на соответствующие части полного описания данного изобретения, любые или все графические материалы и каждый пункт формулы изобретения.
[0006] В настоящем документе описана система для удаления вязкого материала с поверхности изделия из материала, содержащая: гибкое уплотнение, которое может перемещаться в направлении, по существу перпендикулярном поверхности, вдоль ширины гибкого уплотнения между первым положением и по меньшей мере одним вторым положение, причем гибкое уплотнение выполнено с возможностью контакта с поверхностью вдоль ширины гибкого уплотнения; и смещающий механизм, выполненный с возможностью перемещения выбранных частей гибкого уплотнения вдоль ширины гибкого уплотнения для плотного прилегания гибкого уплотнения к поверхности по всей ширине поверхности. В некоторых примерах система дополнительно содержит изделие из материала, причем изделие из материала представляет собой по меньшей мере одно из изделия из подвижного материала или металлического изделия. Кроме того, гибкое уплотнение может перемещаться в направлении, перпендикулярном изделию из материала, вдоль ширины гибкого уплотнения между первым положением и множеством других переменных положений.
[0007] В некоторых примерах смещающий механизм представляет собой статический смещающий механизм или подвижный смещающий механизм, при этом подвижный смещающий механизм содержит множество частей, которые перемещаются независимо друг от друга или перемещаются согласованно друг с другом. В некоторых аспектах статический смещающий механизм может представлять собой изогнутую балку, при этом выпуклая сторона изогнутой балки содержит опору для уплотнения, причем уплотнение может быть прижато к изделию из материала путем размещения изогнутой балки рядом с изделием из материала. В некоторых неограничивающих примерах подвижный смещающий механизм содержит множество приводов, множество пружин или заполняемую камеру (например, камеру, заполняемую газом, жидкостью, гелем или любой подходящей текучей средой, любой их комбинацией) или любой подходящий смещающий механизм. В некоторых случаях система дополнительно содержит множество крепежных устройств, причем отдельное крепежное устройство может быть прикреплено к отдельному смещающему механизму (например, отдельному приводу или отдельной пружине). Необязательно к заполняемой камере может быть прикреплено множество крепежных устройств. В некоторых примерах множество приводов могут быть пневматическими приводами, электрическими приводами, гидравлическими приводами, механическими приводами, магнитными приводами, термическими приводами, любой их комбинацией или другими подходящими приводами. В некоторых случаях множество крепежных устройств могут представлять собой зажимы, защелки, штифты, пряжки, любую их комбинацию или любое другое подходящее крепежное устройство.
[0008] В некоторых неограничивающих примерах смещающий механизм может проходить по меньшей мере к первой части гибкого уплотнения за пределы по меньшей мере второй части гибкого уплотнения. Гибкое уплотнение может иметь ширину, достаточную для того, чтобы проходить по меньшей мере частично по ширине изделия из материала, и в некоторых случаях гибкое уплотнение может проходить полностью по всей ширине изделия из материала.
[0009] В некоторых неограничивающих примерах уплотнение дополнительно содержит контактную кромку, крепежную кромку и основную часть, причем основная часть расположена между контактирующей кромкой и крепежной кромкой, а крепежная кромка расположена напротив контактирующей кромки. В некоторых случаях основная часть, контактирующая кромка и крепежная кромка могут иметь любую подходящую форму поперечного сечения, включая, помимо прочего, форму линии, прямоугольника, квадрата, треугольника, круга, эллипса, лезвия ножа или греческой заглавной буквы омега. В некоторых аспектах уплотнение представляет собой гибкое уплотнение, которое обладает такой степенью гибкости, что контактирующая кромка плотно прилегает к рельефу поверхности изделия из материала и/или любой форме поперечного сечения изделия из материала, которая может возникнуть во время обработки.
[0010] В настоящем документе также описан способ удаления вязкого материала с изделия из материала, включающий установку уплотнения на смещающий механизм для обеспечения уплотнения, установленного на смещающем механизме, размещение уплотнения, установленного на смещающем механизме, рядом с изделием из материала, причем контактирующая кромка уплотнения контактирует с изделием из материала, и приложение давления со стороны смещающего механизма таким образом, что уплотнение сохраняет контакт с изделием из материала. В некоторых примерах уплотнение размещается рядом с областью, содержащей вязкий материал, нанесенный на изделие из материала, и изделие из материала проходит через уплотнение. В некоторых случаях смещающий механизм может позволить уплотнению плотно прилегать к форме поперечного сечения изделия из материала и/или рельефу поверхности металлического изделия. В некоторых случаях вязкий материал, нанесенный на изделие из материала, не может пройти через уплотнение.
Краткое описание чертежей
[0011] В описании приведена ссылка на следующие прилагаемые фигуры, причем использование одинаковых ссылочных позиций на разных фигурах предназначено для иллюстрации одинаковых или аналогичных компонентов.
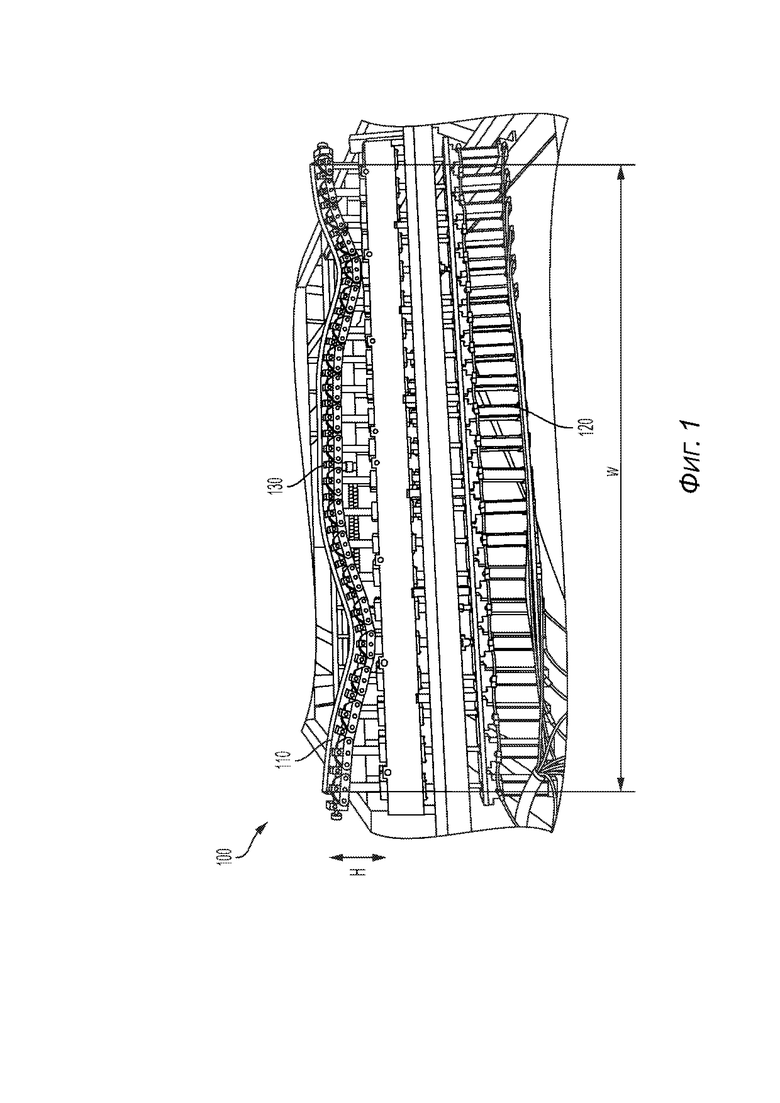
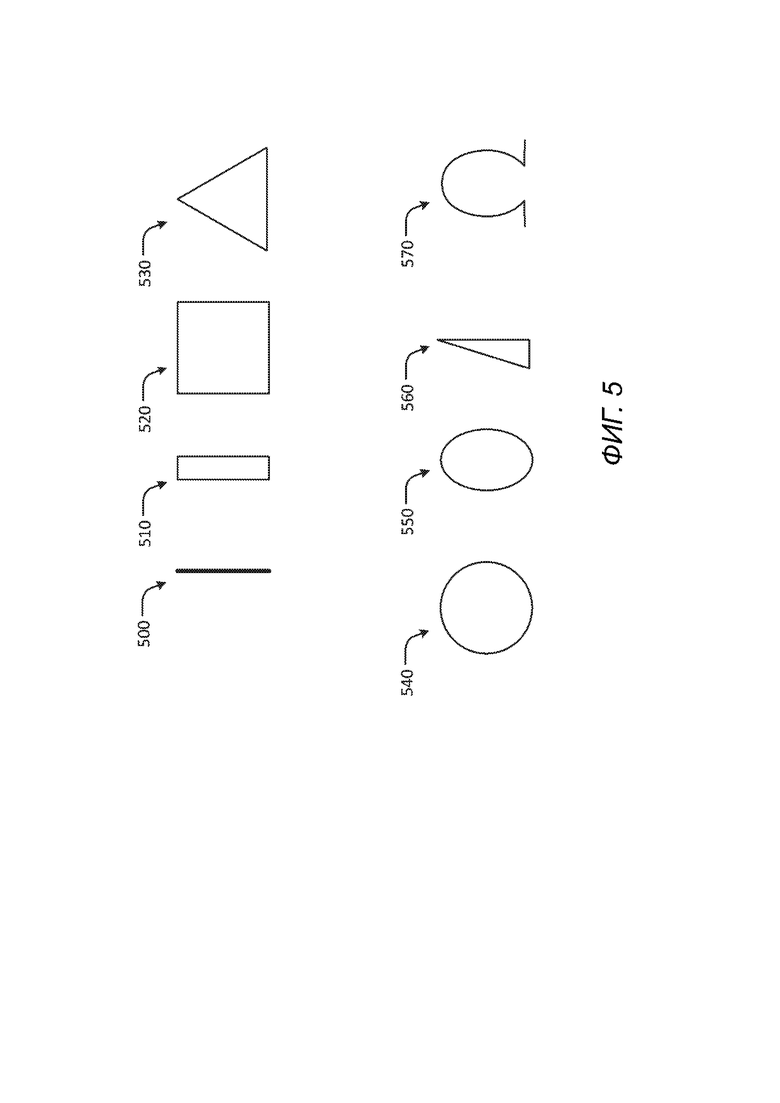
[0012] На фиг. 1 схематично представлена система удаления вязкого материала в соответствии с некоторыми аспектами настоящего изобретения.
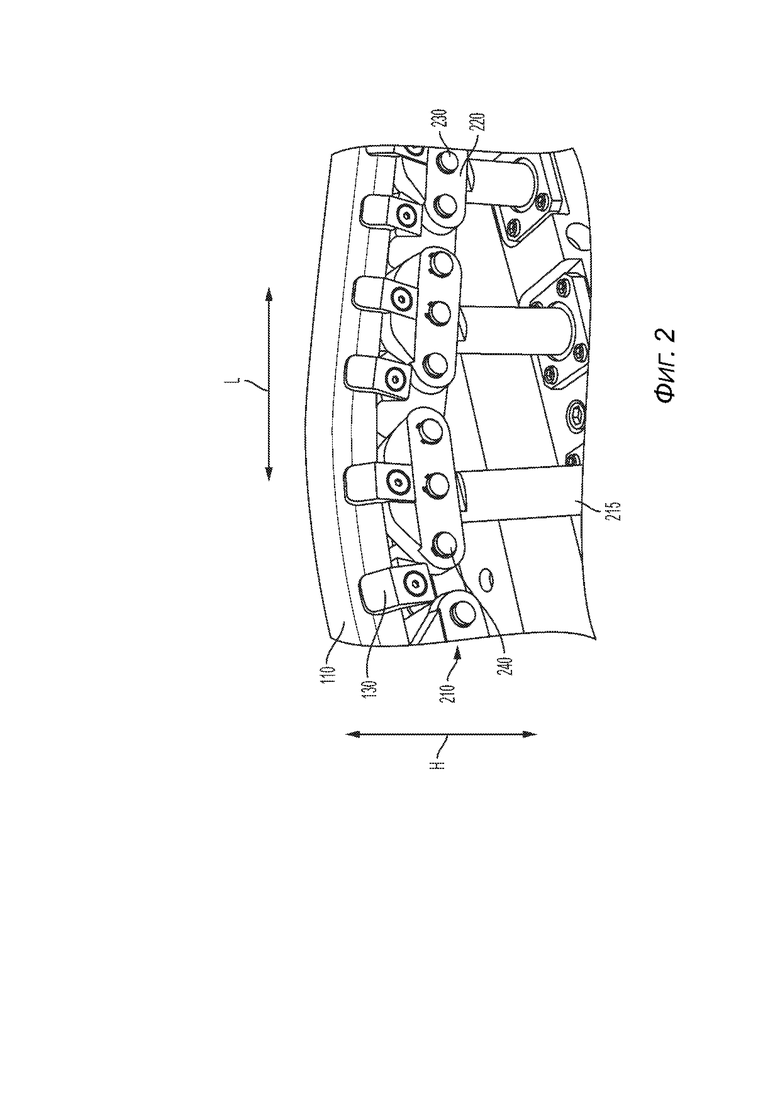
[0013] На фиг. 2 схематично представлен вид крупным планом части системы удаления вязкого материала в соответствии с некоторыми аспектами настоящего изобретения.
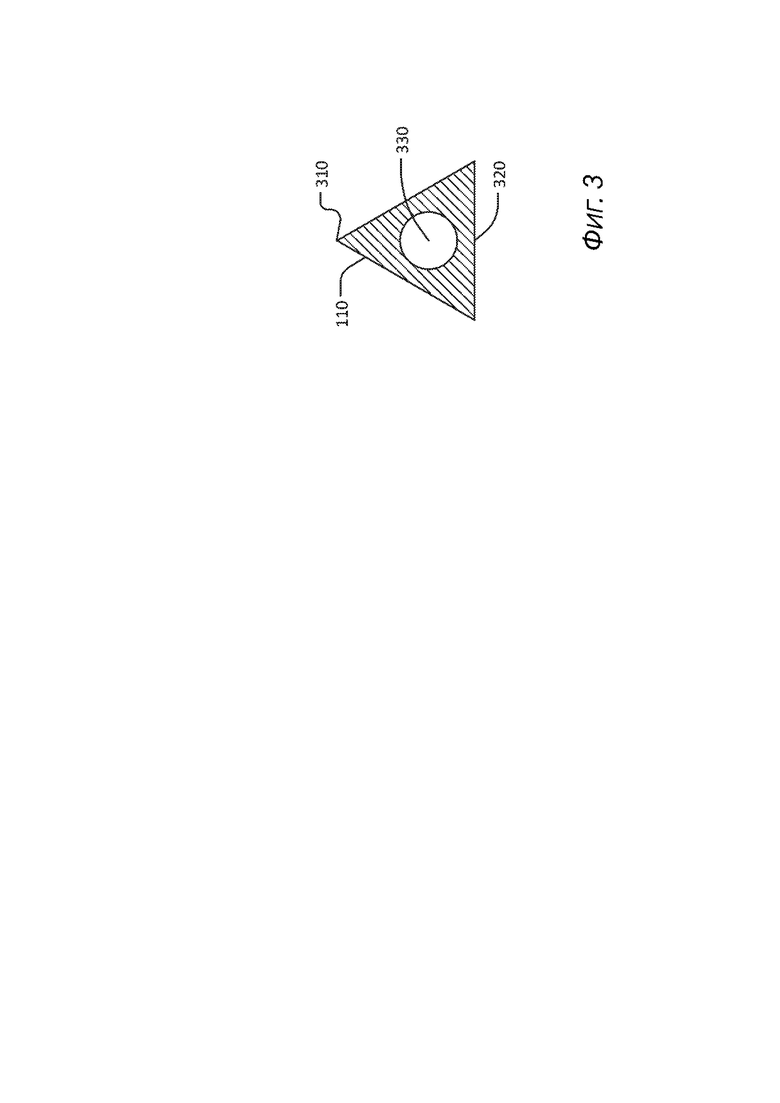
[0014] На фиг. 3 представлен схематический вид в поперечном разрезе уплотнения в соответствии с некоторыми аспектами настоящего изобретения.
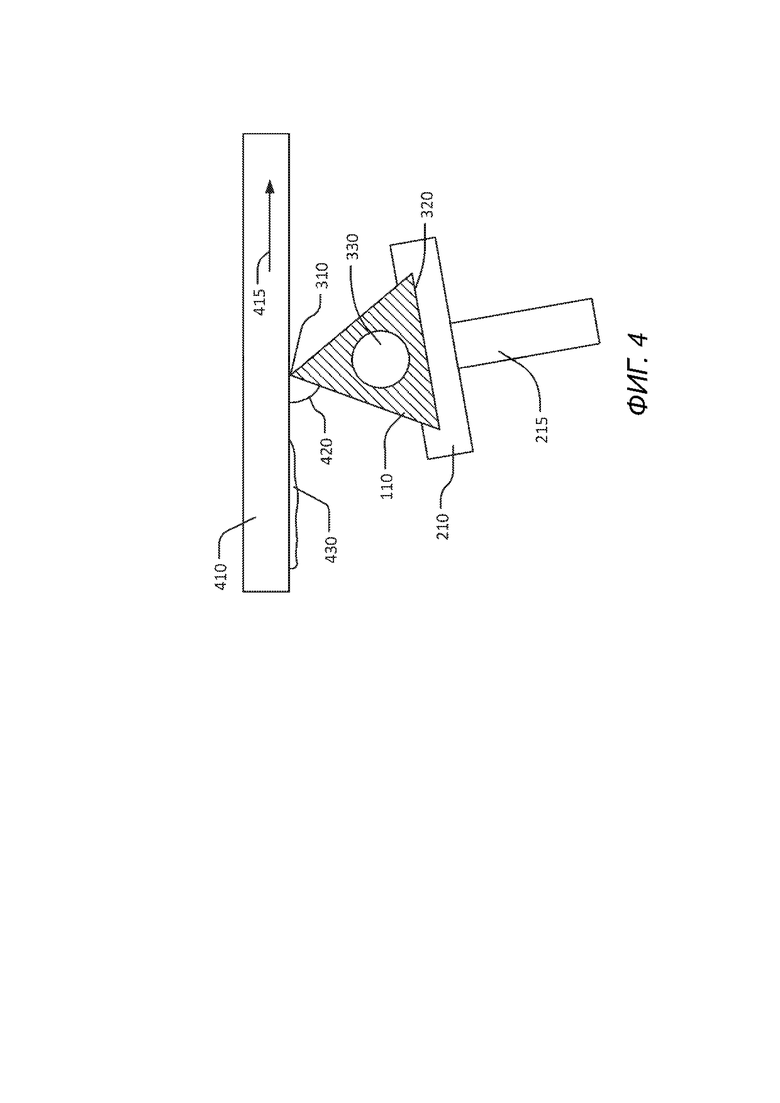
[0015] На фиг. 4 представлен схематический вид в поперечном разрезе уплотнения, показанного на фиг. 3, контактирующего с изделием из материала, в соответствии с некоторыми аспектами настоящего изобретения.
[0016] На фиг. 5 показаны схематические виды в поперечном разрезе иллюстративных уплотнений в соответствии с некоторыми аспектами настоящего изобретения.
Осуществление изобретения
[0017] Некоторые аспекты и признаки настоящего изобретения относятся к прокатным станам для прокатки металлического изделия в режиме горячей прокатки, режиме холодной прокатки, режиме теплой прокатки или любой их комбинации. Дополнительные аспекты и признаки настоящего изобретения относятся к системам и способам охлаждения металлических изделий и/или рабочих валков, задействованных в горячей прокатке, холодной прокатке или теплой прокатке. Другие дополнительные аспекты настоящего изобретения относятся к системам и способам удаления вязких материалов (например, охладителей, очистителей, средств для предварительной обработки, смазочных материалов и т.п. или любой их комбинации), наносимых на металлическое изделие, без повреждения поверхности металлического изделия.
[0018] Термины «изобретение», «указанное изобретение», «это изобретение» и «настоящее изобретение», используемые в настоящем документе, предназначены для обозначения в широком смысле всего объекта данной патентной заявки и приведенной ниже формулы изобретения. Следует понимать, что утверждения, содержащие эти термины, не ограничивают объект изобретения, описанный в настоящем документе, или значение или объем приведенной ниже патентной формулы изобретения.
[0019] Используемые в настоящем документе формы единственного числа включают ссылки на формы в единственном и множественном числе, если контекст явно не указывает иное.
[0020] Используемое в настоящем документе значение «комнатной температуры» может включать температуру от около 15°C до около 30°C, например, около 15°C, около 16°C, около 17°C, около 18°C, около 19°C, около 20°C, около 21°C, около 22°С, около 23°С, около 24°C, около 25°C, около 26°C, около 27°C, около 28°C, около 29°C или около 30°С.
[0021] Используемое в настоящем документе изделие «плита» обычно имеет толщину от около 4 миллиметров (мм) до около 100 мм. Например, плита может относиться к алюминиевому изделию, толщина которого составляет около 4 мм, около 5 мм, около 10 мм, около 15 мм, около 20 мм, около 25 мм, около 30 мм, около 35 мм, около 40 мм, около 45 мм, около 50 мм, около 55 мм, около 60 мм, около 65 мм, около 70 мм, около 75 мм, около 80 мм, около 85 мм, около 90 мм, около 95 мм или около 100 мм.
[0022] Используемый в настоящем документе термин «лист» обычно относится к алюминиевому изделию, толщина которого составляет от около 0,2 мм до менее около 4 мм. Например, толщина листа может составлять менее 4 мм, менее 3 мм, менее 2 мм, менее 1 мм, менее 0,5 мм, менее 0,3 мм или менее 0,25 мм.
[0023] Используемый в настоящем документе термин «фольга» обозначает толщину сплава в диапазоне вплоть до около 0,2 мм (т.е. 200 микрон (мкм)). Например, толщина фольги может составлять вплоть до 10 мкм, 20 мкм, 30 мкм, 40 мкм, 50 мкм, 60 мкм, 70 мкм, 80 мкм, 90 мкм, 100 мкм, 110 мкм, 120 мкм, 130 мкм, 140 мкм, 150 мкм, 160 мкм, 170 мкм, 180 мкм, 190 мкм или 200 мкм.
[0024] В некоторых неограничивающих примерах прокатный стан может содержать по меньшей мере одну рабочую клеть, а в некоторых примерах прокатный стан может содержать множество клетей. Например, прокатный стан может содержать две клети, три клети, четыре клети, пять клетей, шесть клетей или любое другое количество клетей по мере необходимости или по желанию. Каждая клеть может содержать пару рабочих валков, выровненных по вертикали. В некоторых случаях каждая клеть содержит пару опорных валков, которые поддерживают пару рабочих валков. В некоторых примерах каждая клеть также содержит пару промежуточных валков. Во время прокатки металлического изделия металлическое изделие пропускают через межвалковый зазор, образованный между рабочими валками. Прокатка металлического изделия уменьшает толщину металлического изделия до требуемой толщины и придает металлическому изделию определенные свойства в зависимости от состава металлического изделия. В зависимости от требуемых свойств или других факторов, касающихся конечного металлического продукта, прокатный стан может работать в режиме горячей прокатки, режиме холодной прокатки, режиме теплой прокатки или любой их комбинации.
[0025] Горячая прокатка обычно происходит при температурах выше температуры рекристаллизации металла. Например, в некоторых случаях, когда металлическое изделие представляет собой алюминий или алюминиевый сплав, горячая прокатка может происходить при температуре выше чем около 250°C, например от около 250°C до около 550°C. В других примерах могут использоваться другие различные температуры для горячей прокатки.
[0026] В отличие от горячей прокатки, холодная прокатка обычно происходит при температурах ниже температуры рекристаллизации металла. Например, в некоторых случаях, когда металлическое изделие представляет собой алюминий или алюминиевый сплав, холодная прокатка может происходить при температуре менее чем около 200°C, например от около 20°C до около 200°C. В других примерах можно использовать другие различные температуры для холодной прокатки.
[0027] В некоторых случаях прокатка металлического изделия может быть выполнена с помощью процесса теплой прокатки, который происходит при температуре ниже температуры рекристаллизации металла, но выше температуры холодной прокатки. Например, в некоторых случаях, когда металлическое изделие представляет собой алюминий или алюминиевый сплав, теплая прокатка может происходить при температуре от около 200°C до около 250°C. В других примерах можно использовать другие различные температуры для теплой прокатки.
[0028] В некоторых примерах прокатный стан содержит систему охлаждения металлических изделий, которая выполнена с возможностью нанесения охладителя на внешнюю поверхность металлического изделия для регулирования температуры металлического изделия. В некоторых неограничивающих примерах охладитель представляет собой воду, масло, гель или любой подходящий теплоноситель. В некоторых случаях охладитель представляет собой органический теплоноситель, теплоноситель на основе силиконовой жидкости или теплоноситель на основе гликоля (например, этилен гликоля, пропиленгликоля, любого другого полиалкиленгликоля или любой их комбинации) и т.п. Хотя настоящее изобретение предоставлено в контексте жидких охладителей, описанные в настоящем документе системы и способы можно использовать для любых вязких материалов, включая охладители, очистители, средства для предварительной обработки, смазочные материалы (например, гели, золь-гели и определенные типы стекла) и т.п.
[0029] В некоторых примерах система охлаждения металлического изделия выполнена с возможностью снижения температуры металлического изделия во время обработки. В различных примерах система охлаждения металлических изделий содержит насадку для охлаждения металлических изделий, которая выполнена с возможностью нанесения охладителя по меньшей мере на одну поверхность металлического изделия для регулирования температуры металлического изделия. В некоторых примерах система охлаждения металлических изделий также содержит систему удаления вязкого материала для удаления охладителя или другого вязкого материала (например, средства для предварительной обработки, очистителя, смазочного материала и т.д.) с требуемой области на металлическом изделии (т.е. осушение металлического изделия) и/или для удержания охладителя или другого вязкого материала в требуемой области на металлическом изделии. В различных примерах, в зависимости от конфигурации прокатного стана, могут использовать любое количество насадок для охлаждения валков и систем удаления вязкого материала. Система охлаждения металлических изделий может быть обеспечена в различных местах внутри прокатного стана, например под металлическим изделием, над металлическим изделием, рядом с металлическим изделием в вертикальном прокатном стане, их комбинациях или любом подходящем месте, где требуется охлаждение и необходимо удалить охладитель или другой вязкий материал до того, как металлическое изделие попадет в следующую рабочую клеть или другое технологическое оборудование. В некоторых неограничивающих примерах металлическое изделие может представлять собой металлический рулон, металлическую полосу, металлическую плиту, металлический лист, металлическую фольгу, металлическую заготовку, металлический слиток и т.п.
[0030] В некоторых дополнительных примерах прокатный стан содержит систему очистки, которая выполнена с возможностью нанесения очистителя на внешнюю поверхность металлического изделия для удаления загрязнений, которые могут скапливаться на металлическом изделии. В некоторых примерах система очистки выполнена с возможностью нанесения растворителей, очищающих средств, поверхностно-активных веществ, кислот, оснований, любого другого подходящего средства для очистки поверхности или любой их комбинации по меньшей мере на первую поверхность металлического изделия во время обработки. В различных примерах система очистки металлических изделий содержит насадку для очистки металлических изделий, которая выполнена с возможностью нанесения очистителя по меньшей мере на одну поверхность металлического изделия для удаления масел и/или мусора с поверхности металлического изделия. В некоторых примерах система очистки металлических изделий также содержит очиститель и/или систему удаления загрязнений для удаления очистителя и/или загрязнений с требуемой области на металлическом изделии (то есть осушки и/или протирания металлического изделия) и/или для удержания очистителя и/или загрязнений в требуемой области металлического изделия. В различных примерах, в зависимости от конфигурации прокатного стана, могут использовать любое количество насадок для очистки валков и систем очистки и/или удаления загрязнений. Система очистки металлических изделий может быть обеспечена в различных местах прокатного стана, например, под металлическим изделием, над металлическим изделием, рядом с металлическим изделием на вертикальном прокатном стане, их комбинациях или любом подходящем месте, где требуется очистка и необходимо удалить очиститель и/или загрязнения до того, как металлическое изделие попадет в следующую рабочую клеть или другое технологическое оборудование.
[0031] Аналогичным образом, в некоторых дополнительных примерах прокатный стан содержит систему предварительной обработки, которая выполнена с возможностью нанесения средства для предварительной обработки на внешнюю поверхность металлического изделия для подготовки внешней поверхности металлического изделия к определенной последовательной обработке. В некоторых примерах система предварительной обработки выполнена с возможностью нанесения активаторов адгезии, ингибиторов коррозии, эстетических пленок или любого другого подходящего агента для предварительной обработки поверхности по меньшей мере на первую поверхность металлического изделия во время обработки. В различных примерах система предварительной обработки металлических изделий содержит насадку для предварительной обработки металлических изделий, которая выполнена с возможностью нанесения средства для предварительной обработки по меньшей мере на одну поверхность металлического изделия. В некоторых примерах система предварительной обработки металлических изделий также содержит систему удаления для удаления любых излишков средства для предварительной обработки с требуемой области на металлическом изделии (то есть осушки металлического изделия) и/или для удерживания средства для предварительной обработки в требуемой области на металлическом изделии. В различных примерах, в зависимости от конфигурации прокатного стана, могут использовать любое количество насадок для предварительной обработки валков и систем удаления излишков средства для предварительной обработки. Система предварительной обработки металлических изделий может быть обеспечена в различных местах прокатного стана, например под металлическим изделием, над металлическим изделием, рядом с металлическим изделием на вертикальном прокатном стане, их комбинациях или любом подходящем месте, где требуется предварительная обработка и необходимо удалить излишки средства для предварительной обработки до того, как металлическое изделие попадет в следующую рабочую клеть или другое технологическое оборудование.
[0032] В определенных аспектах металлическое изделие может быть преимущественно плоским металлическим изделием. Тем не менее, на определенных этапах обработки, выполняемых при повышенных температурах (например, горячая прокатка, теплая прокатка, холодная прокатка, солюционизация, отжиг и/или гомогенизация), металлическое изделие или части металлического изделия могут стать неплоскими. В некоторых примерах металлическое изделие могут нагревать до температур, которые могут обеспечить получение мягкого металла (например, нагретые до температур, близких к температуре ликвидуса металлического изделия). Нагревание металлического изделия может обеспечить получение металлического изделия, обладающего неплоской формой поперечного сечения (например, изогнутой формы вдоль ширины металлического изделия). Такая неплоская форма поперечного сечения может возникать, например, в результате прохождения технологических линий, обеспечивающих большее натяжение вдоль центра металлического изделия, чем вдоль первого края и/или второго края металлического изделия при перемещении металлического изделия от первой рабочей клети ко второй рабочей клети. Таким образом, на технологической линии, где металлическое изделие удерживают по существу горизонтально, центр металлического изделия может быть выше в вертикальном направлении, чем первый край и/или второй край металлического изделия. Аналогичным образом, в некоторых других примерах, на производственных линиях, обеспечивающих более высокое натяжение вдоль первого края и/или второго края, чем вдоль центра металлического изделия при перемещении металлического изделия от первой рабочей клети ко второй рабочей клети, центр металлического изделия может провисать и быть ниже в вертикальном направлении, чем первый край и/или второй край металлического изделия. В некоторых случаях натяжение на технологической линии может изменяться, обеспечивая переменную высоту по вертикали вдоль ширины металлического изделия, обрабатываемого на технологической линии, при этом металлическое изделие удерживается по существу горизонтально и перемещается в направлении вдоль длины металлического изделия. Такая переменная высота по вертикали может обеспечить динамический горизонтальный профиль по всей ширине металлического изделия. Например, при перемещении металлического изделия по горизонтальной технологической линии профиль ширины металлического изделия в определенной точке обработки (например, точке, в которой наносят охладитель) может постоянно меняться.
[0033] В некоторых случаях охлаждение металлического изделия после этапов обработки, на которых требуется нагревание металлического изделия, может обеспечить неплоскую форму поперечного сечения и/или неровности поверхности по меньшей мере в той части металлического изделия, на которую могут нанести охладитель. Неровности поверхности могут обеспечивать рельеф поверхности, состоящий из различных возвышений по поверхности (например, выступов и впадин). Неплоская форма поперечного сечения и/или неровности поверхности могут создавать проблемы при равномерном удалении охладителя с металлического изделия.
[0034] В некоторых дополнительных примерах система охлаждения валков может быть обеспечена по меньшей мере в одной рабочей клети и может быть выполнена с возможностью снижения температуры валка во время обработки. В некоторых примерах валок может быть рабочим валком, опорным валком и т.п. В некоторых случаях рабочий валок может быть выполнен из нержавеющей стали, стали или из любого подходящего материала. В различных примерах система охлаждения валков содержит насадку для охлаждения валка, которая выполнена с возможностью нанесения охладителя по меньшей мере на одну поверхность валка для регулирования температуры валка. В некоторых примерах система охлаждения валков также содержит систему удаления вязкого материала для удаления охладителя с требуемой области и/или для удержания охладителя в требуемой области на валке. В различных примерах, в зависимости от конфигурации прокатного стана, могут использовать любое количество систем охлаждения валков. Система охлаждения валков может быть обеспечена в различных местах прокатного стана, например, на рабочей клети, перед первой рабочей клетью, за последней рабочей клетью, между рабочими клетями и т.д. В некоторых неограничивающих примерах система охлаждения металлических изделий и система охлаждения валков могут представлять собой раздельные или комбинированные системы.
[0035] Как описано в настоящем документе, система удаления вязкого материала для удаления жидкого охладителя с металлического изделия и/или валка может содержать уплотнение и смещающий механизм. В некоторых неограничивающих примерах уплотнение может представлять собой гибкое уплотнение. Например, уплотнитель может представлять собой полимерное уплотнение. Приводимые в качестве примера полимеры для использования в полимерном уплотнении включают, например, синтетический каучук (стирол-бутадиен), натуральный каучук, эластомеры, целлюлозу и т.п. или любые их комбинации. В некоторых примерах уплотнение может представлять собой уплотнение из поликремния, уплотнение из ткани или уплотнение, изготовленное из любого подходящего материала, который не повредит металлическое изделие и/или валок при контакте с металлическим изделием и/или валком. Уплотнение может обладать достаточной гибкостью, так что уплотнение может плотно прилегать или преимущественно плотно прилегать к любой неплоской форме поперечного сечения и/или неровностям поверхности (например, рельефу), как описано выше. В некоторых примерах уплотнение может плотно прилегать к любой неплоской форме поперечного сечения и/или неровностям поверхности за счет приложения силы посредством по меньшей мере одного смещающего механизма для перемещения уплотнения к металлическому изделию.
[0036] Эти иллюстративные примеры приведены для ознакомления читателя с обсуждаемым в настоящем документе общим объектом изобретения и не предназначены для ограничения объема описанных концепций. В следующих разделах описаны различные дополнительные признаки и примеры со ссылкой на графические материалы, в которых одинаковые ссылочные позиции обозначают одинаковые элементы, а описания направлений используются для описания иллюстративных вариантов осуществления, но, как и иллюстративные варианты осуществления, не должны использоваться для ограничения настоящего изобретения. Элементы, представленные на иллюстрациях, могут быть изображены не в масштабе.
[0037] На фиг. 1 схематично представлена описанная в настоящем документе система 100 удаления вязкого материала. Систему 100 удаления вязкого материала могут использовать для удаления вязкого материала (например, охладителя, очистителя, смазочного материала, средства для предварительной обработки и т.п.) с материала, обработанного валками (например, металлического изделия, полимерной пленки или любого подходящего материала, обработанного валками, для которого требуется нанесение, необязательное удержание и удаление вязкого материала), и/или удержания вязкого материала в требуемой области на металлическом изделии. В некоторых примерах металлическое изделие представляет собой алюминий, алюминиевые сплавы, магний, материалы на основе магния, титан, материалы на основе титана, медь, материалы на основе меди, сталь, материалы на основе стали, бронзу, материалы на основе бронзы, латунь, материалы на основе латуни, композиты, листы, используемые в композитах, или любой другой подходящий металл или комбинацию материалов. Изделие может содержать монолитные материалы, а также немонолитные материалы, такие как соединенные прокаткой материалы, склеенные валиком, плакированные материалы, композитные материалы (такие как, помимо прочего, материалы, содержащие углеродное волокно) или различные другие материалы. В некоторых примерах металлическое изделие представляет собой металлический рулон, металлическую полосу, металлическую плиту, металлический лист, металлическую заготовку, металлический слиток и т.п. В некоторых случаях описанные в настоящем документе системы и способы могут использовать с неметаллическим изделием. Как показано на фиг. 1, система 100 удаления вязкого материала содержит гибкое уплотнение 110 с шириной W, содержащее смещающий механизм. Смещающий механизм может представлять собой любой требуемый смещающий механизм, например множество приводов 120, приведенных в примере на фиг. 1. Уплотнение 110 может прикрепляться к множеству приводов 120 с помощью любого подходящего крепежного устройства, включая, помимо прочего, скобу, штифт, фиксатор или зажим 130. В других примерах смещающий механизм может представлять собой множество пружин, заполняемую камеру, описанную ниже, изогнутую балку, описанную ниже, или любой другой смещающий механизм, который позволяет высоте уплотнения по вертикали изменяться в направлении высоты Н вдоль ширины W уплотнения 110. Уплотнение 110 может быть гибким и обладать такой степенью гибкости, что уплотнение 110 может плотно прилегать к любой неплоской форме поперечного сечения и/или неровностям поверхности металлического изделия. Уплотнение 110 может быть выполнено из любого подходящего материала. Например, уплотнение 110 может представлять собой полимерное уплотнение. Полимеры для использования в полимерном уплотнении включают, например, синтетический каучук (стирол-бутадиен), натуральный каучук, эластомеры, целлюлозу и т.п. или любые их комбинации. В некоторых примерах уплотнение может представлять собой уплотнение из поликремния, уплотнение из ткани или уплотнение, изготовленное из любого подходящего материала, который не повредит металлическое изделие и/или рабочий валок (например, в некоторых аспектах, в которых систему удаления вязкого материала используют для удаления вязкого материала с рабочего валка).
[0038] Множество приводов 120 может включать в себя пневматические приводы, электрические приводы, гидравлические приводы, механические приводы, магнитные приводы, термические приводы или другой подходящий привод. В некоторых случаях множество приводов 120 могут быть прикреплены к уплотнению 110 любым подходящим способом, в том числе с помощью множества крепежных устройств 210 (см. фиг. 2). В некоторых неограничивающих примерах каждое крепежное устройство 210 может содержать крепежный рычаг 215, поворотное основание 220, поворотный штифт 230 и зажим 130. В некоторых случаях каждое крепежное устройство 210 может быть прикреплено к крепежному рычагу 215 с помощью поворотного штифта 230, таким образом позволяя поворотному основанию 220 поворачиваться вокруг поворотного штифта 230. Каждое крепежное устройство 210 может быть прикреплено к последующему крепежному устройству 210 с помощью лигатурного штифта 240, таким образом позволяя каждому крепежному устройству 210 поворачиваться относительно каждого последующего крепежного устройства 210. Последовательность крепежных устройств 210, прикрепленных к множеству приводов 120, может обеспечивать (i) вполне достаточное давление для контакта с металлическим изделием и (ii) вполне достаточную гибкость для плотного прилегания к любым неплоским формам поперечного сечения и/или неровностям поверхности, возникающим в металлическом изделии при обработке. В некоторых аспектах вполне достаточное давление представляет собой силу, прикладываемую множеством приводов 120 таким образом, что уплотнение 110 может оказывать давление на металлическое изделие. Например, множество приводов 120 могут прикладывать давление в диапазоне от около 276 кПа (40 фунтов на квадратный дюйм (фунт/кв. дюйм)) до около 827 кПа (120 фунтов/кв. дюйм), или вплоть до максимального давления воздуха, доступного на производственном оборудовании. Например, множество приводов 120 может прикладывать давление, составляющее около 2,76 бара, 2,83 бара, 2,9 бара, 2,97 бара, 3,03 бара, 3,1 бара, 3,17 бара, 3,24 бара, 3,31 бара, 3,38 бара, 3,45 бара, 3,52 бара, 3,59 бара, 3,65 бара, 3,72 бара, 3,8 бара, 3,86 бара, 3,93 бара, 4 бар, бара, 4,06 бара, 4,14 бара, 4,21 бара, 4,28 бара, 4,34 бара, 4,41 бара, 4,48 бара, 4,55 бара, 4,62 бара, 4,69 бара, 4,76 бара, 4,83 бара, 4,9 бара, 4,96 бара, 5,03 бара, 5,1 бара, 5,17 бара, 5,24 бара, 5,3 бара, 5,38 бара, 5,45 бара, 5,52 бара, 5,59 бара, 5,65 бара, 5,72 бара, 5,79 бара, 5,86 бара, 5,93 бара, 6 бар, 6,07 бара, 6,14 бара, 6,21 бара, 6,27 бара, 6,34 бара, 6,41 бара, 6,48 бара, 6,55 бара, 6,62 бара, 6,69 бара, 6,76 бара, 6,83 бара, 6,9 бара, 6,96 бара, 7,03 бара, 7,1 бара, 7,17 бара, 7,24 бара, 7,3 бара, 7,38 бара, 7,45 бара, 7,52 бара, 7,58 бара, 7,65 бара, 7,72 бара, 7,79 бара, 7,86 бара, 7,93 бара, 8 бар, 8,07 бара, 8,14 бара, 8,21 бара, 8,27 бара (40 фунтов/кв. дюйм, 41 фунт/кв. дюйм, 42 фунта/кв. дюйм, 43 фунта/кв. дюйм, 44 фунта/кв. дюйм, 45 фунтов/кв. дюйм, 46 фунтов/кв. дюйм, 47 фунтов/кв. дюйм, 48 фунтов/кв. дюйм, 49 фунтов/кв. дюйм, 50 фунтов/кв. дюйм, 51 фунт/кв. дюйм, 52 фунта/кв. дюйм, 53 фунта/кв. дюйм, 54 фунта/кв. дюйм, 55 фунтов/кв. дюйм, 56 фунтов/кв. дюйм, 57 фунтов/кв. дюйм, 58 фунтов/кв. дюйм, 59 фунтов/кв. дюйм, 60 фунтов/кв. дюйм, 61 фунт/кв. дюйм, 62 фунта/кв. дюйм, 63 фунта/кв. дюйм, 64 фунта/кв. дюйм, 65 фунтов/кв. дюйм, 66 фунтов/кв. дюйм, 67 фунтов/кв. дюйм, 68 фунтов/кв. дюйм, 69 фунтов/кв. дюйм, 70 фунтов/кв. дюйм, 71 фунт/кв. дюйм, 72 фунта/кв. дюйм, 73 фунта/кв. дюйм, 74 фунта/кв. дюйм, 75 фунтов/кв. дюйм, 76 фунтов/кв. дюйм, 77 фунтов/кв. дюйм, 78 фунтов/кв. дюйм, 79 фунтов/кв. дюйм, 80 фунтов на кв. фунт/кв. дюйм, 81 фунт/кв. дюйм, 82 фунта/кв. дюйм, 83 фунта/кв. дюйм, 84 фунта/кв. дюйм, 85 фунтов/кв. дюйм, 86 фунт/кв. дюйм, 87 фунт/кв. дюйм, 88 фунтов/кв. дюйм, 89 фунтов/кв. дюйм, 90 фунтов/кв. дюйм, 91 фунт/кв. дюйм, 92 фунта/кв. дюйм, 93 фунта/кв. дюйм, 94 фунт/кв. дюйм, 95 фунтов/кв. дюйм, 96 фунтов/кв. дюйм, 97 фунтов/кв. дюйм, 98 фунт/кв. дюйм, 99 фунт/кв. дюйм, 100 фунт/кв. дюйм, 101 фунт/кв. дюйм, 102 фунта/кв. дюйм, 103 фунта/кв. дюйм, 104 фунта/кв. дюйм, 105 фунтов/кв. дюйм, 106 фунтов/кв. дюйм, 107 фунтов/кв. дюйм, 108 фунтов/кв. дюйм, 109 фунтов/кв. дюйм, 110 фунтов/кв. дюйм, 111 фунтов/кв. дюйм, 112 фунтов/кв. дюйм, 113 фунтов/кв. дюйм, 114 фунтов/кв. дюйм, 115 фунтов/кв. дюйм, 116 фунтов/кв. дюйм, 117 фунтов/кв. дюйм, 118 фунтов/кв. дюйм, 119 фунтов/кв. дюйм, 120 фунтов/кв. дюйм) или больше или любое промежуточное значение.
[0039] В некоторых случаях давление воздуха, прикладываемое к множеству приводов 120, может обеспечивать рабочее давление, прикладываемое уплотнением 110 к металлическому изделию. В некоторых примерах рабочее давление может составлять от около 0. 23 Н-м (2 фунтов-сил на погонный дюйм (фунт/дюйм)) ширины W уплотнения 110 до около 5.6 Н-м (50 фунтов/дюйм). Например, рабочее давление может составлять около 2 фунтов/дюйм, 4 фунтов/дюйм, 6 фунтов/дюйм, 8 фунтов/дюйм, 10 фунтов/дюйм, 12 фунтов/дюйм, 14 фунтов/дюйм, 16 фунтов/дюйм, 18 фунтов/дюйм, 20 фунтов/дюйм, 22 фунтов/дюйм, 24 фунтов/дюйм, 26 фунтов/дюйм, 28 фунтов/дюйм, 30 фунтов/дюйм, 32 фунтов/дюйм, 34 фунтов/дюйм, 36 фунтов/дюйм, 38 фунтов/дюйм, 40 фунтов/дюйм, 42 фунтов/дюйм, 44 фунтов/дюйм, 46 фунтов/дюйм, 48 фунтов/дюйм, 50 фунтов/дюйм, более 50 фунтов/дюйм или любое промежуточное значение. В некоторых аспектах приложение рабочего давления может позволить уплотнению 110 сохранять контакт с металлическим изделием по всей его ширине W без деформации уплотнения 110 (например, приложение слишком высокого рабочего давления может загнать уплотнение 110 в металлическое изделие, таким образом деформируя уплотнение 110 и создавая области, в которых уплотнение 110 теряет контакт с металлическим изделием и вязкий материал может проходить под низом или вокруг уплотнения 110).
[0040] На фиг. 3 схематично представлен один пример уплотнения 110, описанного в настоящем документе. В некоторых случаях уплотнение 110 может иметь треугольную форму (хотя это и не обязательно), при этом одна кромка может быть контактирующей кромкой 310, а другая кромка может быть крепежной кромкой 320. Например, крепежная кромка 320 может удерживаться зажимом 130 (см. фиг. 1). В некоторых случаях зажим 130 может удерживать уплотнение 110 таким образом, что уплотнение 110 может перемещаться в поперечном направлении L вдоль ширины W уплотнения 110, одновременно не имея возможности выйти из зажима 130 по существу в вертикальном направлении, как в примере, показанном на фиг. 4 (например, со ссылкой на фиг. 2, уплотнение 110 может скользить из стороны в сторону в поперечном направлении L внутри каждого зажима 130, не выходя вертикально из каждого зажима 130). В некоторых неограничивающих примерах уплотнение 110 может быть полым, содержащим полость 330 в центре поперечного сечения уплотнения 110. В некоторых аспектах полость 330 может позволить уплотнению 110 сжиматься при контакте с металлическим изделием. Если уплотнение 110 может сжиматься, это может дополнительно позволить уплотнению 110 входить в неровности и дефекты или плотно прилегать к неровностям и дефектам на поверхности металлического изделия, поскольку эластичность уплотнения 110 заставляет уплотнение 110 возвращаться в свое несжатое состояние, дополнительно загоняя контактирующую кромку 310 в поверхность металлического изделия. В некоторых случаях уплотнение 110 является сплошным и не содержит полость.
[0041] Находясь в первом положении, показанном в примере на фиг. 4, контактирующая кромка 310 уплотнения 110 контактирует с металлическим изделием 410. Уплотнение 110, крепежное устройство 210 и крепежный рычаг 215 расположены таким образом, что угол 420 между металлическим изделием 410 и передней гранью уплотнения 110 составляет от около 15° до около 90°. Например, угол 420 может представлять собой угол, составляющий около 15°, 16°, 17°, 18°, 19°, 20°, 21°, 22°, 23°, 24°, 25°, 26°, 27°, 28°, 29°, 30°, 31°, 32°, 33°, 34°, 35°, 36°, 37°, 38°, 39°, 40°, 41°, 42°, 43°, 44°, 45°, 46°, 47°, 48°, 49°, 50°, 51°, 52°, 53°, 54°, 55°, 56°, 57°, 58°, 59°, 60°, 61°, 62°, 63°, 64°, 65°, 66°, 67°, 68°, 69°, 70°, 71°, 72°, 73°, 74°, 75°, 76°, 77°, 78°, 79°, 80°, 81°, 82°, 83°, 84°, 85°, 86°, 87°, 88°, 89° или 90° или имеет любое промежуточное значение. В некоторых дополнительных примерах угол 420 может изменяться в зависимости от формы уплотнения 110 и может быть очевиден специалисту в данной области техники. Например, уплотнение 110, имеющее форму лезвия ножа, может входить в контакт с металлическим изделием 410 под углом 420, который составляет от около 0° до около 90° (например, 0°, 1°, 2°, 3°, 4°, 5°, 6°, 7°, 8°, 9°, 10°, 11°, 12°, 13°, 14°, 15°, 16°, 17°, 18°, 19°, 20°, 21°, 22°, 23°, 24°, 25°, 26°, 27°, 28°, 29°, 30°, 31°, 32°, 33°, 34°, 35°, 36°, 37°, 38°, 39°, 40°, 41°, 42°, 43°, 44°, 45°, 46°, 47°, 48°, 49°, 50°, 51°, 52°, 53°, 54°, 55°, 56°, 57°, 58°, 59°, 60°, 61°, 62°, 63°, 64°, 65°, 66°, 67°, 68°, 69°, 70°, 71°, 72°, 73°, 74°, 75°, 76°, 77°, 78°, 79°, 80°, 81°, 82°, 83°, 84°, 85°, 86°, 87°, 88°, 89°, 90° или имеет любое промежуточное значение). В других дополнительных примерах уплотнение 110, имеющее круглую форму поперечного сечения и круглую контактирующую кромку, может входить в контакт с металлическим изделием 410 под любым подходящим углом 420 таким образом, что крепежное устройство 210 не контактирует с металлическим изделием 410.
[0042] В некоторых неограничивающих примерах металлическое изделие 410 может проходить через уплотнение 110 в направлении 415 на этапе обработки, как описано выше. Давление может прилагаться множеством приводов 120 таким образом, что уплотнение 110 может оставаться в постоянном контакте с металлическим изделием 410 по всей ширине металлического изделия 410, даже в тех областях, в которых металлическое изделие 410 изогнуто или имеет неровности. Множество приводов 120 могут прилагать давление вдоль ширины W уплотнения 110 таким образом, что уплотнение 110 может перемещаться во множество вторых положений (т.е. каждый отдельный привод может перемещать часть уплотнения 110, прикрепленную к этому отдельному приводу, в отдельное второе положение, см. фиг. 1), заставляющих уплотнение 110 плотно прилегать к форме металлического изделия 410 по всей ширине металлического изделия 410. Как описано выше, каждый зажим 130 выполнен с возможностью допускать перемещение уплотнения 110 в поперечном направлении L (см. фиг. 2) вдоль ширины W уплотнения 110 (например, каждый зажим 130 захватывает уплотнение 110 достаточно свободно, чтобы допускать скольжение уплотнения 110 из стороны в сторону, не выходя по вертикали из каждого зажима 130). Возможность перемещения уплотнения 110 в поперечном направлении L дополнительно позволяет уплотнителю 110 перемещаться в направлении И по высоте во множество вторых положений без напряжения уплотнения 110 вдоль ширины W уплотнения 110. Таким образом, вертикальное положение уплотнения 110 может изменяться по всей ширине W уплотнения 110, как в примере на фиг. 1. В некоторых неограничивающих примерах множество приводов 120 может заставить уплотнение 110 плотно прилегать к изогнутой форме, вогнутой форме, выпуклой форме, синусоидальной форме или любой подходящей форме, которую металлическое изделие 410 может принимать во время обработки. В некоторых примерах принудительное приведение уплотнения 110 в плотное прилегание к форме металлического изделия 410 может предотвратить пропускание любого вязкого материала 430, нанесенного на металлическое изделие 410, через уплотнение 110, таким образом обеспечивая удаление вязкого материала 430 с металлического изделия 410.
[0043] В некоторых примерах вместо множества приводов смещающий механизм может представлять собой заполняемую камеру. Заполняемая камера может быть заполнена любой подходящей текучей средой (например, водой, воздухом, гелем и т.п. или любой их комбинацией). Уплотнение 110 может быть установлено на заполняемой камере с помощью любого подходящего крепежного устройства. Заполняемая камера может быть заполнена для приложения давления таким образом, что уплотнение может оставаться в постоянном контакте с металлическим изделием 410, плотно прилегая к форме металлического изделия 410 по всей ширине металлического изделия 410. В некоторых примерах заполняемая камера может действовать в качестве уплотнения, приводя в контакт контактирующую кромку заполняемой камеры с металлическим изделием 410. В некоторых аспектах заполняемая камера может сжиматься при контакте с металлическим изделием 410. Возможность сжатия заполняемой камеры может дополнительно позволить заполняемой камере входить в неровности и дефекты или плотно прилегать к неровностям и дефектам на поверхности металлического изделия 410, поскольку эластичность заполняемой камеры заставляет заполняемую камеру возвращаться в несжатое состояние, дополнительно загоняя контактирующую кромку заполняемой камеры в поверхность металлического изделия 410.
[0044] В других примерах смещающий механизм может представлять собой изогнутую балку. Уплотнение 110 может быть установлено на изогнутой балке с помощью любого подходящего крепежного устройства. Изогнутая балка может быть размещена рядом с металлическим изделием 410 таким образом, что уплотнение 110 прижимается к металлическому изделию 410 и может оставаться в постоянном контакте с металлическим изделием 410 во время обработки.
[0045] Смещающий механизм не ограничен примерами, описанными выше, а может быть любой конструкцией, которая позволяет уплотнению плотно прилегать к неплоскому металлическому изделию или металлическому изделию с неровностями поверхности по меньшей мере на части ширины металлического изделия.
[0046] Уплотнение 110 может иметь любую подходящую форму поперечного сечения. Как показано на фиг. 5, некоторые неограничивающие примеры формы уплотнения включают форму линии 500, прямоугольника 510, квадрата 520, треугольника 530, круга 540, эллипса 550, лезвия ножа 560 или греческой заглавной буквы омега 570.
[0047] Система 100 удаления вязкого материала может быть компактной системой по сравнению с существующими системами охлаждения и удержания охладителя. В некоторых неограничивающих примерах система 100 удаления вязкого материала может быть расположена в любом требуемом положении рядом с металлическим изделием таким образом, что охладитель (или, например, любой вязкий материал, нанесенный на металлическое изделие во время обработки валков) может быть удален. В некоторых примерах система 100 удаления вязкого материала может быть расположена рядом с любым валком в прокатном стане или может быть расположена перед или за любым валком в прокатном стане. В некоторых аспектах система 100 удаления вязкого материала может быть расположена рядом с любым валком, требующим охлаждения с помощью жидкого охладителя. Система 100 удаления вязкого материала может быть размещена рядом с верхним рабочим валком, нижним рабочим валком, верхним опорным валком, нижним опорным валком, первым рабочим валком в вертикальном прокатном стане, вторым рабочим валком в вертикальном прокатном стане, первым опорным валком в вертикальном прокатном стане, вторым опорным валком в вертикальном прокатном стане или любым валком, требующим охлаждения с помощью жидкого охладителя (или, например, нанесения любого вязкого материала, который может потребоваться для валка).
[0048] Любую приводимую ниже ссылку на серию примеров следует понимать как ссылку на каждый из этих примеров по отдельности (например, «Примеры 1-4» следует понимать как «Примеры 1, 2, 3 или 4»).
[0049] Пример 1 представляет собой систему для удаления вязкого материала с поверхности изделия из материала, содержащую: гибкое уплотнение, которое может перемещаться в направлении, по существу перпендикулярном поверхности, вдоль ширины гибкого уплотнения между первым положением и по меньшей мере одним вторым положение, при этом гибкое уплотнение выполнено с возможностью контакта с поверхностью вдаль ширины гибкого уплотнения; и смещающий механизм, выполненный с возможностью перемещения выбранных частей гибкого уплотнения вдоль ширины гибкого уплотнения для плотного прилегания гибкого уплотнения поверхности по всей ширине поверхности.
[0050] Пример 2 представляет собой систему из любого предшествующего или последующего примера, дополнительно содержащую изделие из материала, при этом изделие из материала представляет собой по меньшей мере одно из изделия из подвижного материала или металлического изделия.
[0051] Пример 3 представляет собой систему из любого предшествующего или последующего примера, в которой гибкое уплотнение может перемещаться в направлении, перпендикулярном изделию из материала, вдоль ширины гибкого уплотнения между первым положением и множеством других переменных положений.
[0052] Пример 4 представляет собой систему из любого предшествующего или последующего примера, в которой смещающий механизм представляет собой статический смещающий механизм или подвижный смещающий механизм.
[0053] Пример 5 представляет собой систему из любого предшествующего или последующего примера, в которой подвижный смещающий механизм содержит множество частей, которые перемещаются независимо друг от друга или перемещаются согласованно друг с другом.
[0054] Пример 6 представляет собой систему из любого предшествующего или последующего примера, в которой статический смещающий механизм содержит изогнутую балку, при этом выпуклая сторона изогнутой балки содержит опору для гибкого уплотнения, при этом гибкое уплотнение прижимается к изделию из материала путем размещения изогнутой балки рядом с изделием из материала.
[0055] Пример 7 представляет собой систему из любого предшествующего или последующего примера, в которой подвижный смещающий механизм содержит по меньшей мере одно из: множества приводов; множества пружин; или заполняемой камеры, заполняемой текучей средой.
[0056] Пример 8 представляет собой систему из любого предшествующего или последующего примера, дополнительно содержащую множество крепежных устройств, при этом отдельное крепежное устройство из множества крепежных устройств прикреплено к отдельному приводу или подмножеству из множества приводов или отдельное крепежное устройство прикреплено к отдельной пружине или подмножеству из множества пружин, или множество крепежных устройств прикреплено к заполняемой камере.
[0057] Пример 9 представляет собой систему из любого предшествующего или последующего примера, в которой множество крепежных устройств содержит по меньшей мере одно из зажимов, защелок, штифтов или пряжек.
[0058] Пример 10 представляет собой систему из любого предшествующего или последующего примера, в которой множество приводов содержит по меньшей мере одно из пневматических приводов, электрических приводов, гидравлических приводов, механических приводов, магнитных приводов или термических приводов.
[0059] Пример 11 представляет собой систему из любого предшествующего или последующего примера, в которой смещающий механизм выполнен с возможностью расположения гибкого уплотнения таким образом, что высота первой части гибкого уплотнения отличается от высоты второй части гибкого уплотнения.
[0060] Пример 12 представляет собой систему из любого предшествующего или последующего примера, в которой гибкое уплотнение выполнено с возможностью прохождения по меньшей мере частично по ширине изделия из материала.
[0061] Пример 13 представляет собой систему из любого предшествующего или последующего примера, в которой гибкое уплотнение выполнено с возможностью прохождения полностью по всей ширине изделия из материала.
[0062] Пример 14 представляет собой систему из любого предшествующего или последующего примера, в которой гибкое уплотнение дополнительно содержит: основную часть; контактирующую кромку; и крепежную кромку, при этом крепежная кромка расположена напротив контактирующей кромки поперек основной части.
[0063] Пример 15 представляет собой систему из любого предшествующего или последующего примера, в которой основная часть, контактирующая кромка и крепежная кромка определяют форму поперечного сечения, которую выбирают из группы, состоящей из формы линии, прямоугольника, квадрата, треугольника, круга, эллипса, лезвия ножа, греческой заглавной буквы омега или любых их комбинаций.
[0064] Пример 16 представляет собой систему из любого предшествующего или последующего примера, в которой гибкое уплотнение обладает такой степенью гибкости, что контактирующая кромка плотно прилегает к изогнутой форме поперечного сечения изделия из материала и рельефу поверхности изделия из материала во время обработки.
[0065] Пример 17 представляет собой способ удаления вязкого материала с изделия из материала, включающий: установку уплотнения на смещающий механизм; размещение уплотнения, установленного на смещающем механизме, рядом с изделием из материала таким образом, что контактирующая кромка уплотнения контактирует с изделием из материала; и приложение давления смещающим механизмом таким образом, что уплотнение сохраняет контакт с изделием из материала по всей ширине уплотнения.
[0066] Пример 18 представляет собой способ из любого предшествующего или последующего примера, в котором размещение уплотнения, установленного на смещающем механизме рядом с изделием из материала, дополнительно включает размещение уплотнения, установленного на смещающем механизме, рядом с областью на изделии из материала, содержащей вязкий материал, нанесенный на изделие из материала.
[0067] Пример 19 представляет собой способ из любого предшествующего или последующего примера, дополнительно включающий пропускание изделия из материала через уплотнение, установленное на смещающем механизме, и контакт изделия из материала.
[0068] Пример 20 представляет собой способ из любого предшествующего или последующего примера, в котором приложение давления смещающим механизмом дополнительно включает в себя обеспечение плотного прилегания уплотнения к форме поперечного сечения изделия из материала и рельефу поверхности изделия из материала по всей ширине уплотнения.
[0069] Пример 21 представляет собой способ из любого предшествующего или последующего примера, дополнительно включающий использование смещающего механизма для размещения уплотнения таким образом, что высота первой части уплотнения отличается от высоты второй части уплотнения.
[0070] Пример 22 представляет собой способ из любого предшествующего примера, в котором вязкий материал, нанесенный на изделие из материала, не может проходить через уплотнение.
[0071] Вышеприведенное описание вариантов осуществления, включая проиллюстрированные варианты осуществления, представлено только с целью иллюстрации и описания и не предназначено для того, чтобы быть исчерпывающим или чтобы ограничивать точные описанные формы. Для специалистов в данной области техники будут очевидны их многочисленные модификации, адаптации и варианты применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВА И СПОСОБЫ УДЕРЖИВАНИЯ ВЯЗКИХ МАТЕРИАЛОВ В ПРОКАТНОМ ПРОИЗВОДСТВЕ | 2019 |
|
RU2730826C1 |
| СИСТЕМЫ И СПОСОБЫ ОХЛАЖДЕНИЯ ВАЛКА ПРИ ОБРАБОТКЕ МЕТАЛЛОВ | 2019 |
|
RU2729794C1 |
| МЕТАЛЛИЧЕСКИЕ ЛИСТЫ И ПЛАСТИНЫ С ТЕКСТУРИРОВАННЫМИ ПОВЕРХНОСТЯМИ, УМЕНЬШАЮЩИМИ ТРЕНИЕ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2506188C2 |
| МНОГОСЛОЙНЫЕ КОМПОЗИТНЫЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2752490C2 |
| ГИБКАЯ ТРУБА С ПЕРЕМЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЙ ТЕРМООБРАБОТКОЙ | 2012 |
|
RU2582326C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ КОМПОЗИЦИИ В СИСТЕМУ НАНЕСЕНИЯ ПОД ДАВЛЕНИЕМ | 2020 |
|
RU2833929C2 |
| ВОЛОКНИСТЫЕ МАТЕРИАЛЫ И КОМПОЗИТЫ | 2017 |
|
RU2671359C9 |
| КОМПОЗИТНОЕ МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2317208C2 |
| НЕТКАНЫЙ КОМПОЗИТНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ПЕРФОРИРОВАННУЮ ЭЛАСТИЧНУЮ ПЛЕНКУ | 2007 |
|
RU2439223C2 |
| АЛЮМИНИЕВЫЙ СПЛАВ ДЛЯ КОНТЕЙНЕРОВ, ПОЛУЧАЕМЫХ УДАРНЫМ ВЫДАВЛИВАНИЕМ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2016 |
|
RU2736632C1 |
Группа изобретений относится к системам и способам удаления вязких материалов, наносимых на металлическое изделие, без повреждения поверхности металлического изделия. Система для удаления вязкого материала (430) с поверхности изделия (410) содержит гибкое уплотнение (110), являющееся перемещаемым в направлении (Н), по существу перпендикулярном поверхности изделия (410), вдоль ширины (W) гибкого уплотнения между первым положением и по меньшей мере одним вторым положением. При этом гибкое уплотнение выполнено с возможностью контакта с поверхностью изделия (410) вдоль ширины (W) гибкого уплотнения. Также система содержит смещающий механизм (120), выполненный с возможностью перемещения выбранных частей гибкого уплотнения (110) в указанном направлении (Н) для плотного прилегания гибкого уплотнения вдоль его ширины (W) к поверхности изделия (410), имеющего по его ширине неплоскую форму поперечного сечения и/или неровности поверхности. Техническим результатом является обеспечение эффективной обработки поверхности изделия. 2 н. и 20 з.п. ф-лы, 5 ил.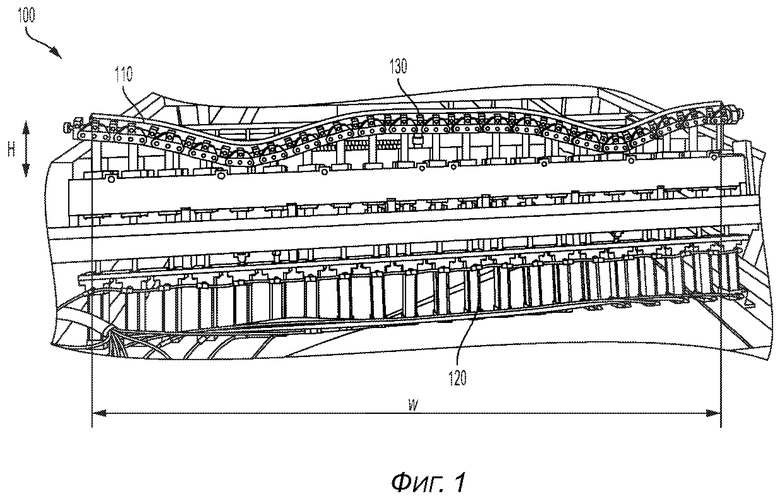
1. Система для удаления вязкого материала (430) с поверхности изделия (410), содержащая:
гибкое уплотнение (110), являющееся перемещаемым в направлении (Н), по существу перпендикулярном поверхности изделия (410), вдоль ширины (W) гибкого уплотнения между первым положением и по меньшей мере одним вторым положением, при этом гибкое уплотнение выполнено с возможностью контакта с поверхностью изделия (410) вдоль ширины (W) гибкого уплотнения;
и смещающий механизм (120), выполненный с возможностью перемещения выбранных частей гибкого уплотнения (110) в указанном направлении (Н) для плотного прилегания гибкого уплотнения вдоль его ширины (W) к поверхности изделия (410), имеющего по его ширине неплоскую форму поперечного сечения и/или неровности поверхности.
2. Система по п. 1, в которой изделие представляет собой металлическое изделие.
3. Система по п. 1 или 2, отличающаяся тем, что гибкое уплотнение является перемещаемым между первым положением и множеством других переменных положений.
4. Система по любому из пп. 1-3, отличающаяся тем, что смещающий механизм представляет собой статический смещающий механизм или подвижный смещающий механизм.
5. Система по п. 4, отличающаяся тем, что подвижный смещающий механизм содержит множество частей, которые перемещаются независимо друг от друга или перемещаются согласованно друг с другом.
6. Система по п. 4, отличающаяся тем, что статический смещающий механизм содержит изогнутую балку, при этом выпуклая сторона изогнутой балки содержит опору для гибкого уплотнения, и при этом смещающий механизм выполнен с возможностью прижимания гибкого уплотнения к изделию путем размещения изогнутой балки рядом с изделием.
7. Система по любому из пп. 4, 5, отличающаяся тем, что подвижный смещающий механизм содержит по меньшей мере одно из следующего:
множество приводов;
множество пружин
или заполняемую камеру, заполняемую текучей средой.
8. Система по п. 7, дополнительно содержащая множество крепежных устройств, при этом отдельное крепежное устройство из множества крепежных устройств прикреплено по меньшей мере к одному приводу из множества приводов, по меньшей мере к одной пружине из множества пружин или заполняемой камере.
9. Система по пп. 7, 8, отличающаяся тем, что множество приводов содержит по меньшей мере одно из пневматических приводов, электрических приводов, гидравлических приводов, механических приводов, магнитных приводов или термических приводов.
10. Система по п. 8, отличающаяся тем, что множество крепежных устройств содержит по меньшей мере одно из зажимов, защелок, штифтов или пряжек.
11. Система по п. 1, отличающаяся тем, что смещающий механизм выполнен с возможностью расположения гибкого уплотнения таким образом, что высота первой части гибкого уплотнения отличается от высоты второй части гибкого уплотнения.
12. Система по п. 1, отличающаяся тем, что гибкое уплотнение выполнено с возможностью прохождения по меньшей мере частично по ширине изделия.
13. Система по любому из пп. 1-12, отличающаяся тем, что гибкое уплотнение выполнено с возможностью прохождения полностью по всей ширине изделия.
14. Система по п. 1, отличающаяся тем, что гибкое уплотнение дополнительно содержит:
основную часть;
контактирующую кромку
и крепежную кромку, при этом крепежная кромка расположена напротив контактирующей кромки поперек основной части.
15. Система по п. 14, отличающаяся тем, что основная часть, контактирующая кромка и крепежная кромка определяют форму поперечного сечения, которую выбирают из группы, состоящей из формы линии, прямоугольника, квадрата, треугольника, круга, эллипса, лезвия ножа, греческой заглавной буквы омега или любых их комбинаций.
16. Система по любому из пп. 14, 15, отличающаяся тем, что гибкое уплотнение обладает такой степенью гибкости, что контактирующая кромка выполнена с возможностью плотного прилегания к изогнутой форме поперечного сечения изделия и рельефу поверхности изделия во время обработки.
17. Способ удаления вязкого материала с изделия с применением системы по любому из пп. 1-16, включающий:
установку уплотнения (110) на смещающий механизм (120);
размещение уплотнения, установленного на смещающем механизме, рядом с изделием таким образом, чтобы контактирующая кромка (310) уплотнения контактировала с изделием;
и приложение давления смещающим механизмом таким образом, что уплотнение сохраняет контакт с изделием по ширине уплотнения.
18. Способ по п. 17, отличающийся тем, что размещение уплотнения, установленного на смещающем механизме, рядом с изделием дополнительно включает размещение уплотнения, установленного на смещающем механизме, рядом с областью на изделии, содержащей вязкий материал, нанесенный на изделие.
19. Способ по п. 17 или 18, дополнительно включающий пропускание изделия через уплотнение, установленное на смещающем механизме.
20. Способ по любому из пп. 17-19, дополнительно включающий применение смещающего механизма для размещения уплотнения таким образом, что высота первой части уплотнения отличается от высоты второй части уплотнения.
21. Способ по любому из пп. 17-20, отличающийся тем, что приложение давления смещающим механизмом дополнительно включает обеспечение плотного прилегания уплотнения к форме поперечного сечения изделия и рельефу поверхности изделия по всей ширине уплотнения.
22. Способ по любому из пп. 18-21, отличающийся тем, что вязкий материал, нанесенный на изделие, не может проходить через уплотнение.
| WO 2018060581 A1, 05.04.2018 | |||
| US 2009255782 А1, 15.10.2009 | |||
| Линейные статистические сополимерыВиНилАцЕТАТА,АКРилОВОй КиСлОТы,диМЕ-ТилВиНилэТиНилМЕТил-TPET-буТилпЕРОКСи-дА и МЕТАКРилОилАзОТСОдЕРжАщЕгО KPA-СиТЕля для пОлучЕНия САМОСТРуКТуРиРу-ющиХСя СТРуКТуРНО-ОКРАшЕННыХ СВязую-щиХ МАТЕРиАлОВ | 1979 |
|
SU794023A1 |
| УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2011 |
|
RU2510791C1 |

