Перекрестная ссылка на родственную заявку
[0001] По данной заявке испрашивается приоритет предварительной заявки на патент США № 62/684,452, поданной 13 июня 2018 года, содержание которой включено в полном объеме в данное описание посредством ссылки.
Область техники, к которой относится изобретение
[0002] Данное изобретение в целом относится к металловедению, а конкретнее, к производству металлов.
Уровень техники
[0003] Если в данном документе не указано иное, материалы, описанные в этом разделе, не относятся к известному уровню техники относительно пунктов формулы изобретения по данной заявке, и не признаются в качестве известного уровня техники при включении в данный раздел.
[0004] В существующих способах производства проката могут быть использованы обтирочные механизмы, содержащие вязкий материал (например, охлаждающее вещество, смазку, средство предварительной обработки, очищающее средство или тому подобное, или любое их сочетание) для нанесения на поверхность (например, поверхность валка (рабочего валка, опорного валка или промежуточного валка) и/или обрабатываемого в процессе прокатки материала (например, металлического изделия, или полимерной пленки)) во время и/или после прохождения технологических этапов, выполняемых при повышенных температурах (например, горячей прокатки, холодной прокатки и/или теплой прокатки). В некоторых случаях, обтирочный механизм находится в постоянном контакте с поверхностью валка, рискуя привести к накапливанию твердых частиц, которые могут повредить валок и/или поверхность обрабатываемого в процессе прокатки материала. Кроме того, после охлаждения для удаления вязких материалов из, например, валка и/или обрабатываемого в процессе прокатки материала может быть использована вакуумная установка. При удалении вязких материалов с валка и/или обрабатываемого в процессе прокатки материала, в частности, при остановке процесса и/или его обратном запуске использование вакуума для удаления несобранных вязких материалов может быть неэффективным.
Раскрытие сущности изобретения
[0005] Подразумевается, что термин «вариант реализации изобретения» и подобные термины относятся в широком смысле ко всему объекту данного изобретения и приведенной ниже формулы изобретения. Следует понимать, что утверждения, содержащие такие термины, не ограничивают объект изобретения, описанный в данном документе, или не ограничивают смысл или объем приведенной ниже формулы изобретения. Варианты реализации изобретения, описанные в данном документе, определяются приведенной ниже формулой изобретения, а не данным описанием сущности изобретения. Данное описание сущности изобретения представляет собой обобщенный обзор различных аспектов настоящего изобретения и вводит некоторые из идей, которые дополнительно описаны ниже в разделе «Подробное описание сущности изобретения». Данное описание сущности изобретения не предназначено для определения ключевых или существенных признаков объекта изобретения, также как и не предназначено для самостоятельного применения для определения объема заявленного объекта изобретения. Такой объект изобретения следует рассматривать с учетом соответствующих частей всего описания по данному изобретению, всех графических материалов и каждого пункта формулы изобретения.
[0006] В данном документе описаны устройства и способы для удерживания вязкого материала (например, охлаждающих веществ, очищающих средств, средств предварительной обработки, смазывающих веществ или тому подобного, или любого их сочетания) на поверхности. Устройства и способы могут содержать уплотнение, перемещаемое между первым положением и вторым положением, при этом контактирующий край уплотнения соприкасается с поверхностью в первом положении и отделен от поверхности зазором во втором положении, и устройство подачи газа, выполненную с возможностью удерживания вязкого материала на стороне уплотнения, когда уплотнение находится во втором положении и отделено от поверхности зазором. Уплотнение может поддерживаться в первом положении с помощью поджимающего механизма, который может представлять собой силу тяжести, пружину, прижимное устройство или исполнительный механизм. Когда уплотнение находится в первом положении, уплотнение может находиться между углами, которые по сути параллельны поверхности и по сути перпендикулярны поверхности. Устройство подачи газа может быть выполнено с возможностью подачи газа со скоростью, достаточной для преодоления действия поджимающего механизма и перемещения уплотнения во второе положение, а также предотвращения прохождения вязкого материала через зазор, когда уплотнение находится во втором положении. В некоторых случаях, когда уплотнение находится в первом положении, вязкий материал может протекать на уплотнение и в устройство для сбора, которое может представлять собой канал, вакуумный стержень или слив. В некоторых аспектах поверхность может представлять собой движущуюся поверхность, проходящую рядом с уплотнением, хотя это не обязательно. Согласно некоторым аспектам движущаяся поверхность переносит вязкий материал к по меньшей мере одному уплотнению из совокупности уплотнений. В некоторых неограничивающих примерах поверхность может представлять собой валок (например, рабочий валок, опорный валок или промежуточный валок) или обрабатываемый в процессе прокатки материал (например, металлическое изделие, в том числе металлическая полосу или полимерную пленку). Уплотнение может представлять собой гибкое уплотнение. Например, гибкое уплотнение может представлять собой полимерное уплотнение. К полимерам для использования в полимерном уплотнении относят, например, синтетический каучук (стиролбутадиеновый), натуральный каучук, эластомеры, целлюлозу или т.п., или любые их сочетания. В некоторых примерах уплотнение может представлять собой поликремниевое уплотнение, тканевое уплотнение или уплотнение, выполненное из любого пригодного материала, не повреждающего обрабатываемый в процессе прокатки материал и/или валок при соприкосновении с обрабатываемым в процессе прокатки материалом и/или валком. В некоторых случаях уплотнение может представлять собой жесткое уплотнение. Устройство доставки газа может представлять собой устройство принудительной доставки газа (например, воздушный нож).
[0007] Также в данном документе раскрыты устройства и способы для удержания вязкого материала на поверхности и удаления вязкого материала с поверхности, причем устройство содержит подвижное уплотнение, а устройство подачи газа выполнена с возможностью перемещения подвижного уплотнения на заданное расстояние от поверхности, содержащей вязкий материал. Устройство для удерживания вязкого материала на поверхности и удаления вязкого материала с поверхности может также содержать поджимающий механизм (например, силу тяжести, пружину, прижимное устройство или исполнительный механизм), который может поддерживать уплотнение в первом положении, в котором уплотнение соприкасается с поверхностью. Устройство подачи газа может быть выполнена с возможностью подачи газа в направлении уплотнения, достаточной для преодоления действия поджимающего механизма и перемещения уплотнения во второе положение, в котором уплотнение отделено от поверхности зазором. В некоторых неограничивающих примерах уплотнение может представлять собой эластичное уплотнение. Например, гибкое уплотнение может представлять собой полимерное уплотнение. К полимерам для использования в полимерном уплотнении относят, например, синтетический каучук (стиролбутадиеновый), натуральный каучук, эластомеры, целлюлозу или т.п., или любые их сочетания. В некоторых примерах уплотнение может представлять собой поликремниевое уплотнение, тканевое уплотнение или уплотнение, выполненное из любого пригодного материала, не повреждающего поверхность при соприкосновении с поверхностью. В некоторых случаях уплотнение может представлять собой жесткое уплотнение. Устройство доставки газа может представлять собой устройство принудительной доставки газа (например, воздушный нож). Устройство также может содержать устройство для сбора вязкого материала (например, канал, вакуумный стержень или слив), выполненное с возможностью сбора вязкого материала, когда уплотнение находится в первом положении. Устройство для сбора вязкого материала может быть расположено рядом с нижним краем уплотнения (т.е. нижний край уплотнения находится напротив контактного края уплотнения, который соприкасается с поверхностью, когда уплотнение находится в первом положении).
Краткое описание чертежей
[0008] В описании по данному изобретению используются следующие прилагаемые графические материалы, для которых предполагается, что использование аналогичных номеров позиций на различных фигурах предназначено для отображения подобных либо аналогичных элементов.
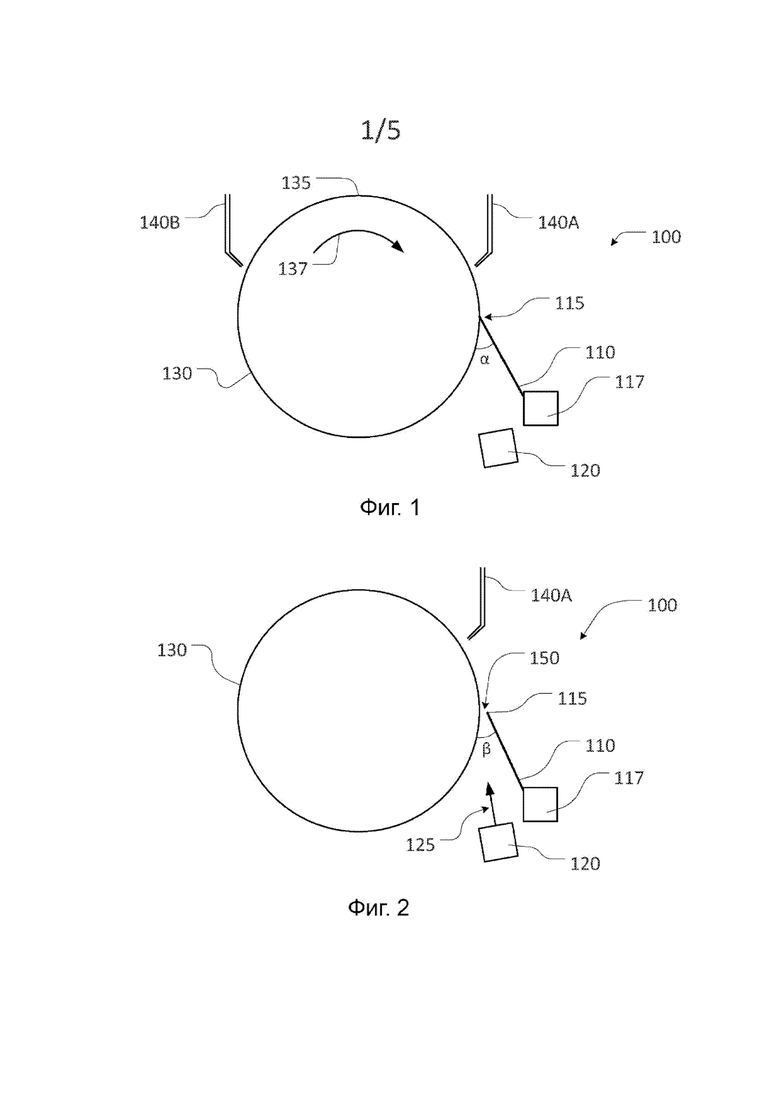
[0009] Фиг. 1 представляет собой схематическое изображение устройства удерживания вязкого материала в первом положении согласно некоторым аспектам по данному описанию.
[0010] Фиг. 2 представляет собой схематическое изображение устройства удерживания вязкого материала во втором положении согласно некоторым аспектам по данному описанию.
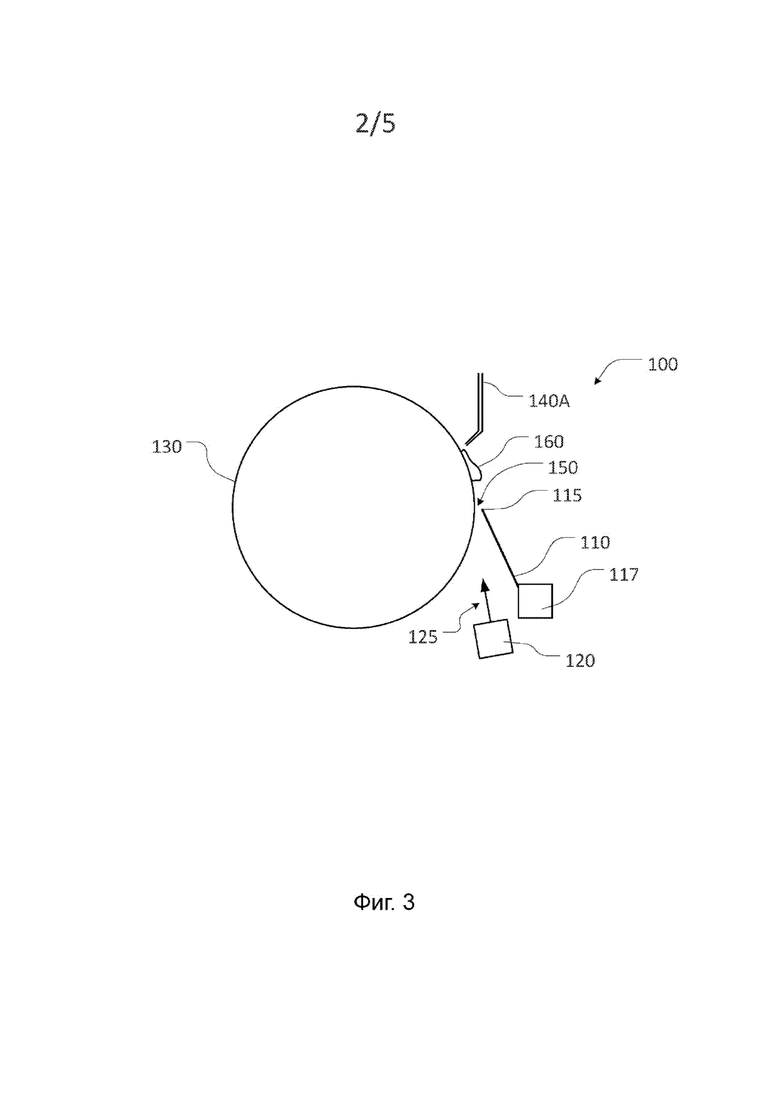
[0011] Фиг. 3 представляет собой схематическое изображение устройства удерживания вязкого материала, содержащее вязкий материал согласно некоторым аспектам по данному описанию.
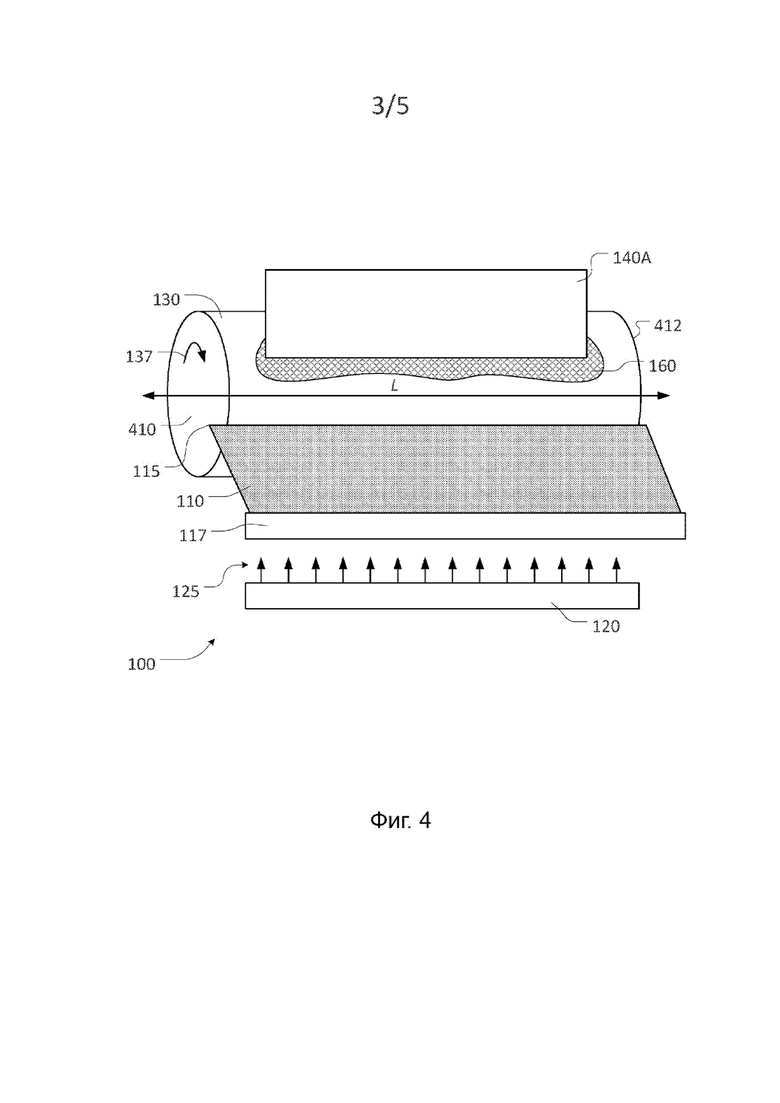
[0012] Фиг. 4 представляет собой фронтальную проекцию в аксонометрии устройства удерживания вязкого материала согласно некоторым аспектам по данному описанию.
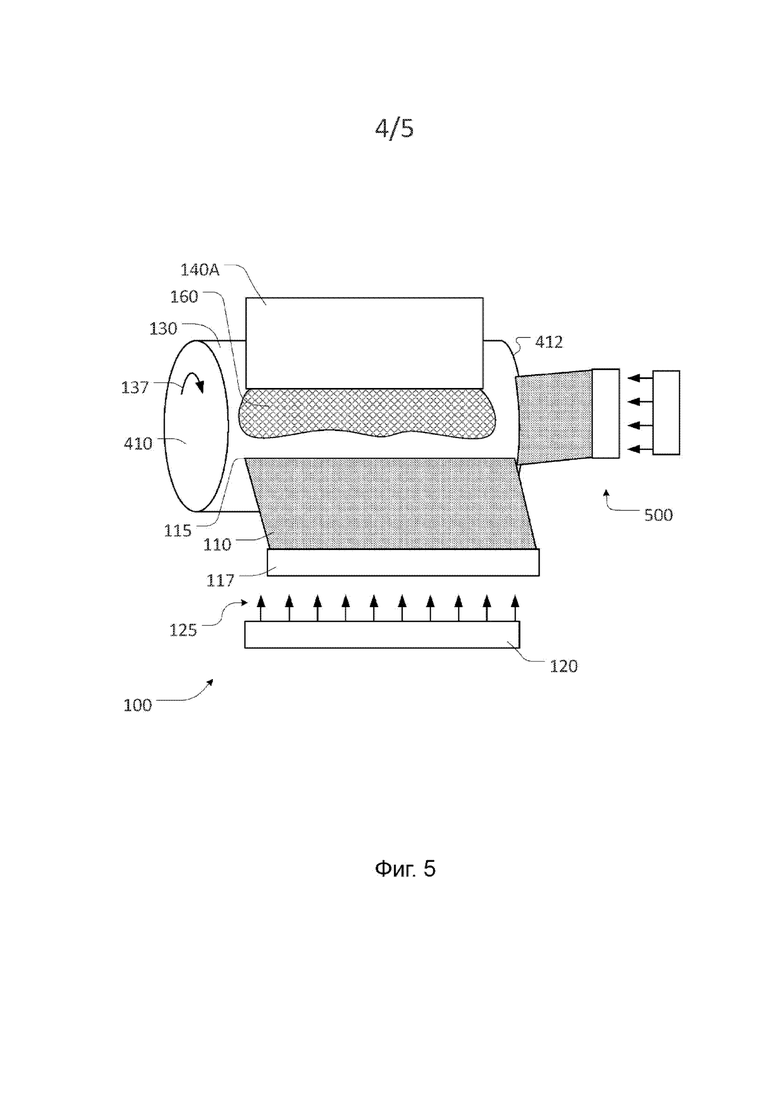
[0013] Фиг. 5 представляет собой фронтальную проекцию в аксонометрии устройства удерживания вязкого материала согласно некоторым аспектам по данному описанию.
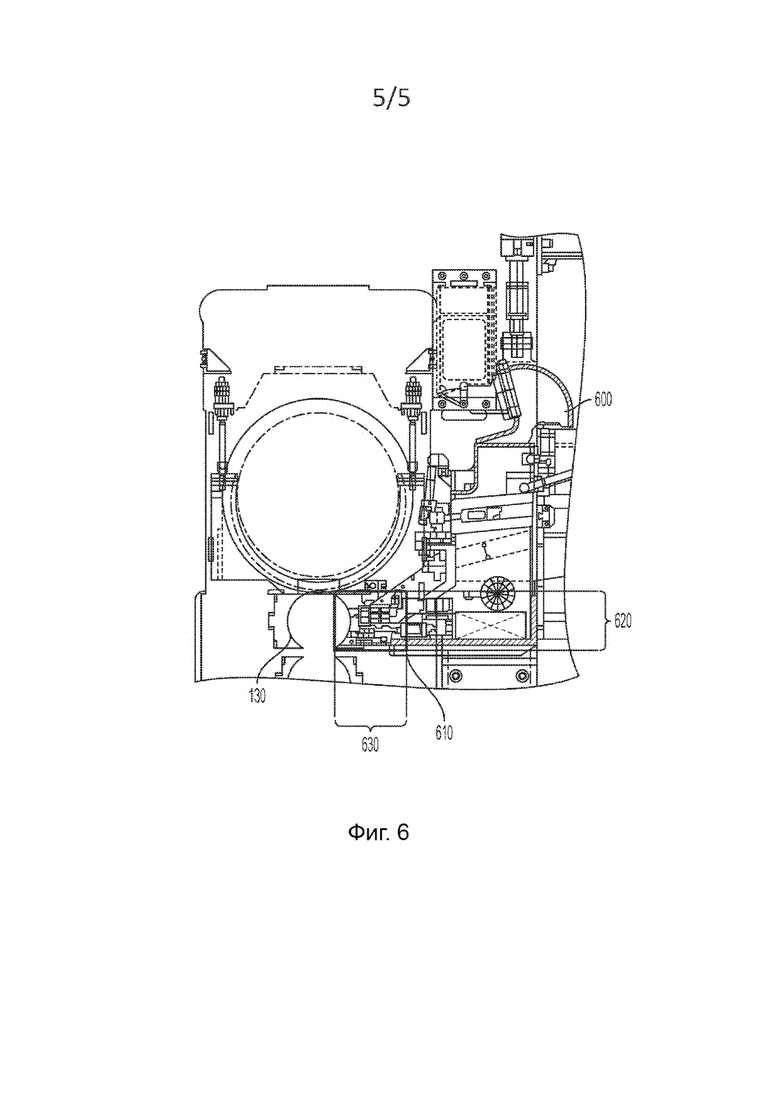
[0014] Фиг. 6 представляет собой схематическое изображение, на котором в сравнении представлено устройство охлаждения валка и размеры типового устройства удерживания вязкого материала согласно некоторым аспектам по данному описанию.
Осуществление изобретения
[0015] Определенные аспекты и признаки изобретения по данному описанию относятся к прокатным линиям для производства изделий из обрабатываемого в процессе прокатки материала, в том числе, например, металлических изделий. Дополнительные аспекты и признаки изобретения по данному описанию относятся к нанесению вязкого материала на поверхность, удерживанию вязкого материала на поверхности и/или удалению вязкого материала с поверхности. Дополнительные аспекты и признаки изобретения по данному описанию относятся к прокатке обрабатываемого в процессе прокатки материала (например, металлического изделия) на прокатном стане, выполняемом в режиме горячей прокатки, режиме холодной прокатки, режиме теплой прокатки, или любого их сочетания. Дополнительные аспекты и признаки изобретения по данному описанию относятся к устройствам и способам охлаждения валков, используемых в процессах горячей прокатки, холодной прокатки или теплой прокатки, и/или, например, металлического изделия в процессе прокатки либо иного обрабатываемого в процессе прокатки материала. Другие дополнительные аспекты и признаки изобретения по данному описанию относятся к устройствам и способам для удерживания вязких материалов (например, охлаждающих веществ, очищающих средств, средств предварительной обработки, смазывающих веществ или тому подобного, или любого их сочетания), наносимых на валки и/или обрабатываемый в процессе прокатки материал (например, металлическое изделие) без повреждения поверхности валков и/или обрабатываемого в процессе прокатки материала.
[0016] В контексте данного документа термины «изобретение», «данное изобретение» и «настоящее изобретение» обозначают в широком смысле весь предмет изобретения по данной патентной заявке и приведенной ниже формуле изобретения. Следует понимать, что положения, содержащие эти термины, не ограничивают предмет изобретения по данному описанию, и не ограничивают смысл или объем нижеследующей формулы изобретения по данному патенту.
[0017] В контексте данного документа подразумевается использование терминов как в единственном числе, так и во множественном числе, если иное явно не указано.
[0018] В контексте данного документа значение термина «комнатная температура» может содержать значения температур от около 15°C до около 30°C, например, около 15°C, около 16°C, около 17°C, около 18°C, около 19°C, около 20°C, около 21°C, около 22°C, около 23°C, около 24°C, около 25°C, около 26°C, около 27°C, около 28°C, около 29°C или около 30°C.
[0019] В некоторых неограничивающих примерах прокатный стан может содержать по меньшей мере одну рабочую клеть, а в некоторых примерах прокатный стан может содержать несколько клетей. Например, прокатный стан может содержать две клети, три клети, четыре клети, пять клетей, шесть клетей или любое другое количество клетей, исходя из необходимости или требований. Каждая клеть может содержать пару рабочих валков, взаимно ориентированных в вертикальной плоскости. В некоторых случаях каждая клеть содержит пару опорных валков, поддерживающих пару рабочих валков. В некоторых примерах каждая клеть также содержит пару промежуточных валков. Во время прокатки металлического изделия металлическое изделие пропускают через межвалковый зазор, образованный между рабочими валками. При прокатке металлического изделия толщину металлического изделия уменьшают до требуемой толщины и придают металлическому изделию особые свойства в зависимости от состава металлического изделия. В зависимости от требуемых свойств или других соображений в отношении конечного металлического продукта прокатный стан может работать в режиме горячей прокатки, режиме холодной прокатки, режиме теплой прокатки или любого их сочетания.
[0020] В общем случае горячая прокатка происходит при температурах выше температуры рекристаллизации металла. Например, в некоторых случаях, когда металлическое изделие представляет собой алюминий или алюминиевый сплав, горячая прокатка может происходить при температуре, большей, чем около 250°C, например, от около 250°C до около 550°C. В других примерах для горячей прокатки можно использовать различные другие температуры.
[0021] В отличие от горячей прокатки, холодная прокатка, как правило, проходит при температурах ниже температуры рекристаллизации металла. Например, в некоторых случаях, когда металлическое изделие представляет собой алюминий или алюминиевый сплав, холодная прокатка может проходить при температуре, меньшей, чем около 200°C, например, от около 20°C до около 200°C. В других примерах для холодной прокатки можно использовать различные другие температуры.
[0022] В некоторых случаях металлическое изделие можно прокатывать посредством процесса теплой прокатки, который происходит при температуре ниже температуры рекристаллизации металла, но выше температуры холодной прокатки. Например, в некоторых случаях, когда металлическое изделие представляет собой алюминий или алюминиевый сплав, теплая прокатка может проходить при температуре от около 200°C до около 250°C. В других примерах для теплой прокатки можно использовать различные другие температуры.
[0023] В некоторых примерах прокатный стан содержит устройство охлаждения металлического изделия, выполненное с возможностью нанесения охлаждающего вещества на наружную поверхность металлического изделия для регулирования температуры металлического изделия. В некоторых неограничивающих примерах охлаждающее вещество представляет собой воду, масло, гель или любую пригодную теплопередающую среду. В некоторых случаях охлаждающее вещество представляет собой органическую теплопередающую среду, теплопередающую среду на основе силиконовой жидкости или теплопередающую среду на основе гликоля (например, этиленгликоль, пропиленгликоль, любой другой полиалкиленгликоль или любое их сочетание) или тому подобное. В некоторых случаях устройство охлаждения содержит коллектор охлаждения рулона и устройство удерживания охлаждающего вещества.
[0024] Хотя части данного описания предоставлены применительно к жидким охлаждающим веществам, устройства и способы, описанные в данном документе, могут быть использованы для любых вязких материалов, в том числе охлаждающих веществ, чистящих средств, средств обработки, средств предварительной обработки, художественных покрытий, смазочных материалов (например, гелей, золь-гелей и некоторых стекол) и т.п., или любого сочетания вышеуказанного.
[0025] В некоторых примерах устройство удерживания вязкого материала выполнена с возможностью удерживания вязкого материала (например, охлаждающего вещества) в требуемой области рабочего валка, а также для удаления вязкого материала или сушки рабочего валка. В различных примерах, в зависимости от конфигурации прокатного стана, может использоваться любое количество коллекторов для нанесения вязкого материала и устройств для удерживания вязкого материала. Например, устройство охлаждения валков может быть установлено в различных местах внутри прокатного стана, например, у верхнего рабочего валка, нижнего рабочего валка, верхнего опорного валка, нижнего опорного валка, их сочетания или в любом пригодном месте, требующем охлаждения.
[0026] В некоторых случаях прокатный стан содержит одно или несколько устройств, позволяющих одновременно наносить различные вязкие материалы, например, на рабочий валок и обрабатываемый в процессе прокатки материал. В некоторых неограничивающих примерах одновременно может быть использовано устройство охлаждения валка и устройство смазки обрабатываемого в процессе прокатки материала. В таких случаях следует избегать взаимного загрязнения жидкого охлаждающего вещества, наносимого с помощью устройства охлаждения валка, и жидкого смазочного материала, наносимого с помощью устройства смазки обрабатываемого в процессе прокатки материала, что дополнительно требует изолирования жидкого охлаждающего вещества от жидкого смазочного материала. В некоторых неограничивающих примерах устройство охлаждения валка может содержать жидкое охлаждающее вещество для валка, а устройство смазки обрабатываемого в процессе прокатки материала может содержать жидкий смазочный материал для обрабатываемого в процессе прокатки материала, что в результате приводит к изолированию жидкого охлаждающего вещества от жидкого смазочного материала.
[0027] В некоторых примерах валки могут быть выполнены из нержавеющей стали, стали или любого пригодного материала. В некоторых неограничивающих примерах обрабатываемый в процессе прокатки материал может представлять собой металлическое изделие, в том числе алюминиевое, из алюминиевых сплавов, магниевое, из материалов на основе магния, титановое, из материалов на основе титана, медное, из материалов на основе меди, стальное, из материалов на основе стали, бронзовое, из материалов на основе бронзы, латунное, из материалов на основе латуни, композитное, из листов, используемых в композитах или любого другой пригодного металла или сочетания материалов. Металлическое изделие может содержать монолитные материалы, а также немонолитные материалы, в том числе материалы, соединенные прокаткой, плакированные материалы, композитные материалы (в том числе, например, материалы, содержащие углеродные волокна) или различные другие материалы или тому подобное. В некоторых примерах металлическое изделие представляет собой металлическую катушку, металлическую полосу, металлическую пластину, металлический лист, металлический брус или тому подобное. В некоторых случаях описанные в данном документе устройства и способы можно использовать с неметаллическим обрабатываемым в процессе прокатки материалом (например, полимерной пленкой). Устройство удерживания вязкого материала может представлять собой компактное устройство удерживания вязкого материала по сравнению с традиционными устройствами удерживания вязкого материала для валков, что позволяет его использовать в любом требуемом месте прокатного стана, в том числе при модернизации существующих прокатных станов с помощью раскрытого устройства удерживания вязкого материала.
[0028] В некоторых примерах уплотнение раскрытого устройства удерживания вязкого материала может представлять собой гибкое уплотнение или жесткое уплотнение. Например, гибкое уплотнение может представлять собой полимерное уплотнение. К полимерам для использования в полимерном уплотнении относят, например, синтетический каучук (стиролбутадиеновый), натуральный каучук, эластомеры, целлюлозу или т.п., или любые их сочетания. В некоторых примерах уплотнение может представлять собой поликремниевое уплотнение, тканевое уплотнение или уплотнение, выполненное из любого пригодного материала, не повреждающего валок и/или обрабатываемый в процессе прокатки материал при соприкосновении с валком и/или обрабатываемым в процессе прокатки материалом. В некоторых примерах уплотнение может представлять собой жесткое уплотнение, выполненное из любого пригодного материала, не повреждающего валок и/или обрабатываемый в процессе прокатки материал при соприкосновении с рабочим валком и/или обрабатываемым в процессе прокатки материалом.
[0029] В некоторых случаях может использоваться устройство для перемещения подвижного уплотнения из первого положения во второе положение и, при необходимости, для удержания подвижного уплотнения во втором положении. Устройство для перемещения уплотнения из первого положения во второе положение и, при необходимости, для поддержания уплотнения во втором положении (например, на заранее определенном расстоянии от поверхности, создающем зазор), может содержать исполнительный механизм, двигатель, кулачковую шайбу, устройство подачи газа, любое пригодное средство позиционирования или любое их сочетание. В некоторых неограничивающих примерах устройство доставки газа представляет собой устройство принудительной доставки газа. В некоторых случаях устройство принудительной подачи газа представляет собой воздушный нож.
[0030] В некоторых примерах прокатный стан содержит устройство охлаждения обрабатываемого в процессе прокатки материала (например устройство охлаждения металлического изделия), выполненное с возможностью нанесения охлаждающего вещества на наружную поверхность металлического изделия для регулирования температуры металлического изделия. В некоторых неограничивающих примерах охлаждающее вещество представляет собой воду, масло, гель или любую пригодную теплопередающую среду. В некоторых случаях охлаждающее вещество представляет собой органическую теплопередающую среду, теплопередающую среду на основе силиконовой жидкости или теплопередающую среду на основе гликоля (например, этиленгликоль, пропиленгликоль, любой другой полиалкиленгликоль или любое их сочетание) или тому подобное. В некоторых примерах устройство охлаждения металлического изделия выполнено с возможностью частичного снижения температуры металлического изделия во время обработки. В различных примерах устройство охлаждения металлического изделия содержит охлаждающий коллектор для металлического изделия, выполненный с возможностью нанесения охлаждающего вещества по меньшей мере на одну поверхность металлического изделия для регулирования температуры металлического изделия. В некоторых примерах устройств охлаждения металлического изделия содержит также устройство удаления вязкого материала для удаления охлаждающего вещества или другого вязкого материала (например, средства предварительной обработки, очищающего средства, смазывающего вещества и т.п.) из требуемой области на металлическом изделии (например, при сушке металлического изделия) и/или для помещения охлаждающего вещества или другого вязкого материала в требуемое место на металлическом изделии. В различных примерах, в зависимости от конфигурации прокатного стана, может использоваться любое количество коллекторов для охлаждения валка и устройств для удаления вязкого материала. Устройство охлаждения металлического изделия может быть расположено в различных местах внутри прокатного стана, в том числе, под металлическим изделием, над металлическим изделием, рядом с металлическим изделием в прокатном стане вертикального исполнения, в сочетаниях вышеуказанного или в любом пригодном месте, требующем охлаждения, при этом охлаждающее вещество или иной вязкий материал должны быть удалены до перехода металлического изделия на следующий операционный участок или в другое технологическое оборудование. В некоторых примерах металлическое изделие представляет собой металлическую катушку, металлическую полосу, металлическую пластину, металлический лист, металлический брус или тому подобное.
[0031] В некоторых примерах прокатный стан содержит устройство очистки, выполненное с возможностью нанесения очищающего вещества на наружную поверхность обрабатываемого в процессе прокатки материала (например, металлического изделия) для удаления загрязнений, которые могут собираться на металлическом изделии. В некоторых примерах устройство очистки выполнено с возможностью нанесения растворителей, моющих средств, поверхностно-активных веществ, кислот, щелочей, любых других пригодных средств для очистки поверхности или любого их сочетания на по меньшей мере первую поверхность металлического изделия во время обработки. В различных примерах устройство очистки металлического изделия содержит коллектор для очистки металлического изделия, который выполнен с возможностью нанесения чистящего средства по меньшей мере на одну поверхность металлического изделия для удаления масел и/или твердых частиц с поверхности металлического изделия. В некоторых примерах устройство очистки металлического изделия содержит также устройство очистки и/или удаления загрязнений для удаления с требуемой области металлического изделия чистящего средства и/или загрязнений (т.е. сушки и/или протирания металлического изделия), и/или для помещения чистящего средства и или загрязнений в требуемое место на металлическом изделии. В различных примерах, в зависимости от конфигурации прокатного стана, может использоваться любое количество коллекторов для очистки валков и устройств очистки и/или удаления загрязнений. Устройство очистки металлического изделия может быть расположено в различных местах внутри прокатного стана, в том числе, под металлическим изделием, над металлическим изделием, рядом с металлическим изделием в прокатном стане вертикального исполнения, в сочетаниях вышеуказанного или в любом пригодном месте, требующем очистки, при этом чистящее средство или иной вязкий материал должны быть удалены до перехода металлического изделия на следующую рабочую клеть или в другое технологическое оборудование.
[0032] Аналогичным образом в некоторых дополнительных примерах прокатный стан содержит устройство предварительной обработки, выполненное с возможностью нанесения средства предварительной обработки на наружную поверхность обрабатываемого в процессе прокатки материала (например, металлического изделия) для подготовки наружной поверхности металлического изделия к определенному последующему процессу обработки. В некоторых примерах устройство предварительной обработки выполнено с возможностью нанесения усилителей адгезии, ингибиторов коррозии, художественных пленок или любых иных пригодных веществ для предварительной обработки поверхности по меньшей мере на первую поверхность металлического изделия во время обработки. В различных примерах устройство предварительной обработки металлического изделия содержит коллектор для предварительной обработки металлического изделия, выполненный с возможностью нанесения средства предварительной обработки на по меньшей мере одну поверхность металлического изделия. В некоторых примерах устройство предварительной обработки металлического изделия также содержит устройство удаления для удаления любого избыточного количества средства предварительной обработки с требуемой области на металлическом изделии (т.е. сушки металлического изделия) и/или для удержания средства предварительной обработки на требуемой области на металлическом изделии. В различных примерах, в зависимости от конфигурации прокатного стана, может использоваться любое количество коллекторов для предварительной обработки проката и устройств для удаления избыточного количества средства предварительной обработки. Устройство предварительной обработки металлического изделия может быть расположено в различных местах внутри прокатного стана, в том числе, под металлическим изделием, над металлическим изделием, рядом с металлическим изделием в прокатном стане вертикального исполнения, в сочетаниях вышеуказанного или в любом пригодном месте, требующем предварительной обработки, при этом избыток средства для предварительной обработки должен быть удален до перехода металлического изделия на следующую рабочую клеть или в другое технологическое оборудование.
[0033] Указанные иллюстративные примеры приведены для ознакомления читателя с общим объектом изобретения, рассматриваемым в данном документе, и не предназначены для ограничения объема раскрытых идей изобретения по данному описанию. В следующих разделах описаны различные дополнительные особенности и примеры с использованием графических материалов, на которых одинаковые позиционные номера указывают на одинаковые элементы, при этом для описания иллюстративных вариантов реализации изобретения используют соответствующие описания, но, подобно иллюстративным вариантам реализации изобретения, они не предназначены для ограничения объема изобретения по данному описанию. Элементы, содержащиеся на иллюстрациях в данном документе, могут быть выполнены не в масштабе.
[0034] Фиг. 1 представляет собой схематическое изображение устройства 100 удерживания вязкого материала в первом положении согласно данному описанию. Устройство 100 удерживания вязкого материала может использоваться для охлаждения одного или нескольких валков и/или обрабатываемого в процессе прокатки материала (например, металлического изделия) и может быть выполнено с возможностью удерживания любого вязкого материала, наносимого на один или несколько валков и/или обрабатываемый в процессе прокатки материал. Например, устройство 100 удерживания вязкого материала может быть выполнено с возможностью предотвращения или уменьшения контакта вязкого материала, наносимого на один или несколько валков, с обрабатываемым в процессе прокатки материалом (например, металлическим изделием) при прохождении через валок. Как показано на фиг. 1, устройство 100 удерживания вязкого материала содержит уплотнение 110 и устройство 120 подачи газа. Уплотнение 110 может представлять собой эластичное или жесткое уплотнение, выполненное из любого пригодного материала. Например, эластичное уплотнение может представлять собой полимерное уплотнение. К полимерам для использования в полимерном уплотнении относят, например, синтетический каучук (стиролбутадиеновый), натуральный каучук, эластомеры, целлюлозу или т.п., или любые их сочетания. В некоторых примерах уплотнение может представлять собой поликремниевое уплотнение, тканевое уплотнение или уплотнение, выполненное из любого пригодного материала, не повреждающего обрабатываемый в процессе прокатки материал и/или валок при соприкосновении с обрабатываемым в процессе прокатки материалом и/или валком.
[0035] Находясь в первом положении, уплотнение 110 соприкасается с валком 130 под углом α. Валок 130 может быть рабочим, опорным или промежуточным. В некоторых аспектах угол α может представлять собой такой угол, что уплотнение 110 направлено по сути по касательной к валку 130. В некоторых примерах угол α может представлять собой такой угол, что уплотнение 110 по сути направлено перпендикулярно к валку 130. В некоторых неограничивающих примерах угол α может быть любым углом, так что уплотнение 110 находится в положении между по сути касания к валку 130 и положением по сути перпендикулярным к валку 130. Например, угол α между валком 130 и уплотнением 110 может составлять около 1°, 2°, 3°, 4°, 5°, 6°, 7°, 8°, 9°, 10°, 15°, 20°, 25°, 30°, 35°, 40°, 45°, 50°, 55°, 60°, 65°, 70°, 75°, 80°, 85°, 90° или принимать любое значение между ними.
[0036] В некоторых примерах в первом положении уплотнение 110 соприкасается с валком 130, так что соприкасающийся продольный край 115 уплотнения 110 по сути параллелен продольной оси L валка 130 (как в примере по фиг. 4), хотя это не является обязательным. Уплотнение 110 может быть поджато для контакта с валком 130 с помощью пружинного устройства, исполнительного механизма, прижимного устройства или любого пригодного подвижного поджимающего механизма 117. Поджимающий механизм 117 выполнен с возможностью прикладывания усилия к уплотнению 110 для прижатия уплотнения 110 при контакте с валком 130. Прикладываемое усилие поджимающего механизма 117 можно регулировать вручную (например, с помощью винтов с накатанной головкой), регулировать с помощью компьютера (например, используя исполнительные механизмы с серводвигателем), или не регулировать (например, усилие может быть приложено без регулирования).
[0037] Аналогично устройству охлаждения валков, показанному на фиг. 1, рядом с устройством 100 удерживания вязкого материала расположены один или несколько коллекторов 140А валка для нанесения вязкого материала. Коллектор 140А валка для нанесения вязкого материала выполнен с возможностью нанесения вязких материалов на поверхность валка 130. Коллектор 140А валка для нанесения вязкого материала может быть расположен на той же стороне валка 130, что и устройство 100 удерживания вязкого материала. Коллектор 140А валка для нанесения вязкого материала может быть расположен в положении относительно устройства 100 удерживания вязкого материала таким образом, что любой вязкий материал, наносимый на валок 130 с помощью коллектора 140А для нанесения вязкого материала, может проходить вниз по рулону 130 под действием силы тяжести в направлении устройства 100 удерживания вязкого материала. Например, уплотнение 110 может быть расположено рядом с валком 130 таким образом, что большая часть валка 130 (то есть более 50 % площади поперечного сечения валка 130) расположена над контактирующим продольным краем 115 уплотнения 110. Коллектор 140А валка для нанесения вязкого материала может быть расположен рядом с вершинной точкой 135 рулона 130, так что любой вязкий материал, доставляемый на валок 130 с помощью коллектора 140А валка для нанесения вязкого материала, может проходить вниз по поверхности валка под действием силы тяжести в направлении устройства 100 удерживания вязкого материала (т. е. вязкий материал вытягивается под действием силы тяжести).
[0038] В некоторых случаях валок 130 может вращаться в направлении 137, так что поверхность валка 130 перемещается в направлении, соответствующем направлению вытягивания вязкого материала под действием силы тяжести, дополнительно выполняя перемещение вязкого материала по направлению к устройству 100 удерживания вязкого материала (то есть поверхность валка 130 вращается в таком направлении, что вязкий материал направляется по направлению к устройству 100 удерживания вязкого материала и к уплотнению 110). Распределение вязкого материала из коллектора 140А валка для нанесения вязкого материала может выполняться вручную или с помощью устройства доставки, управляемого компьютером.
[0039] В некоторых случаях на стороне валка 130, противоположной устройству 100 удерживания вязкого материала может быть расположен дополнительный коллектор 140B валка для нанесения вязкого материала. Коллектор 140В валка для нанесения вязкого материала может быть расположен рядом с вершинной точкой 135 валка 130 на стороне, противоположной устройству 100 удерживания вязкого материала, так что любой вязкий материал, доставляемый на валок 130 с помощью коллектора 140В валка для нанесения вязкого материала, при вращении валка 130 (например, в направлении 137) может проходить вниз по поверхности валка 130 через вершинную точку 135 в направлении устройства 100 удерживания вязкого материала за счет вращения валка 130 и/или действия силы тяжести. В некоторых примерах валок 130 вращается противоположно направлению 137, и устройство 100 удерживания вязкого материала может быть расположено на противоположной стороне валка 130 по отношению к стороне, показанной на фиг. 1 (то есть устройство 100 удержания вязкого материала может быть расположено на любой стороне валка 130 таким образом, что вращательное движение валка переносит вязкий материал по направлению к устройству 100 удерживания вязкого материала и к уплотнению 110).
[0040] Фиг. 2 представляет собой схематическое изображение устройства 100 удерживания вязкого материала во втором положении, в котором уплотнение 110 не находится в соприкосновении с валком 130. В частности, соприкасающийся продольный край 115 уплотнения 110 отделен от валка 130 зазором 150. Устройство 100 удерживания вязкого материала содержит устройство 120 подачи газа, которое может представлять собой воздушный нож или другое устройство принудительной подачи газа. Поток 125 газа из устройства 120 подачи газа может использоваться для перемещения уплотнения 110 из первого положения во второе положение, создавая зазор 150 между уплотнением 110 и валком 130. Зазор 150 может иметь любые пригодные размеры, в том числе ширину от около 0,1 миллиметров (мм) до около 3,0 мм. Например, зазор может составлять около 0,1 мм, около 0,15 мм, около 0,2 мм, 0,25 мм, около 0,3 мм, около 0,35 мм, около 0,4 мм, около 0,45 мм, около 0,5 мм, около 0,55 мм, около 0,6 мм, около 0,65 мм, около 0,7 мм, около 0,75 мм, около 0,8 мм, около 0,85 мм, около 0,9 мм, около 0,95 мм, около 1,0 мм, около 1,1 мм, около 1,2, около 1,3 мм, около 1,4 мм, около 1,5 мм, около 1,6 мм, около 1,7 мм, около 1,8 мм, около 1,9 мм, около 2,0 мм, около 2,1 мм, около 2,2, около 2,3 мм, около 2,4 мм, около 2,5 мм, около 2,6 мм, около 2,7 мм, около 2,8 мм, около 2,9 мм, около 3,0 мм или любое значение в промежутке между перечисленными значениями.
[0041] Поток 125 газа направлен таким образом, что газ концентрируется в месте, где уплотнение 110 контактирующим продольным краем 115 соприкасается с валком 130. Усилие, прикладываемое посредством подачи потока 125 газа, может перемещать уплотнение 110 во второе положение, создавая тем самым новый угол β и зазор 150 между уплотнением 110 и валком 130. Газовый поток 125 может распространяться через зазор 150 с любой пригодной скоростью. Скорость может быть определена скоростью потока 125 газа и размером зазора 150. Размер зазора 150 может быть образован усилием, прикладываемым поджимающим механизмом 117. Аналогичным образом, усилие, прикладываемое поджимающим механизмом 117, может представлять собой любое усилие, при котором уплотнение 110 не повреждает валок 130 в первом положении уплотнения 110 (см. фиг. 1) или в случае, когда уплотнение 110 перемещается из второго положения в первое положение при деактивации газового потока 125. Скорость потока 125 газа может быть достаточной для поддержания вязкого материала в положении, прилегающем к поверхности валка 130, так что вязкий материал не может проникать в зазор 150 и/или проходить через зазор 150 вдоль контактирующего продольного края 115 уплотнения (то есть, проходя через валок 130, вязкий материал не может перемещаться через зазор 150 на обрабатываемый в процессе прокатки материал, в том числе металлическое изделие).
[0042] Фиг. 3 представляет собой схематическое изображение, иллюстрирующее удерживание вязкого материала с использованием устройства 100 удерживания вязкого материала. Вязкий материал 160 может эффективно удерживаться потоком 125 газа, создавая зазор 150 и перемещаясь через зазор 150 с требуемой скоростью. Использование потока газа для перемещения уплотнения 110 во второе положение в сторону от валка 130 создает бесконтактное уплотнение, достаточное для удержания вязкого материала 160 в требуемом положении/области. В некоторых аспектах удерживание вязкого материала 160 в требуемом положении/области включает удерживание вязкого материала 160 на стороне уплотнения 110, противоположной газовому потоку 125 и устройству 120 подачи газа. В некоторых примерах газовый поток 125 может быть дополнен потоком жидкости. Например, водяной туман может быть смешан с газовым потоком 125 для улучшения удерживания гидрофобного вязкого материала.
[0043] Фиг. 4 представляет собой фронтальную проекцию в аксонометрии устройства 100 удерживания вязкого материала. Уплотнение 110 может иметь любую пригодную продольную длину L; в некоторых случаях, как показано на фиг. 4, уплотнение 110 проходит за первый конец 410 валка 130 и за второй конец 412 валка 130 (то есть уплотнение 110 может быть длиннее валка 130, хотя это не является необходимым). В некоторых примерах уплотнение 110 имеет продольную длину, которая может быть равна продольной длине валка 130. В некоторых случаях уплотнение 110 может иметь продольную длину, которая меньше продольной длины валка 130, как в примере по фиг. 5 (то есть уплотнение 110 может быть короче, чем валок 130).
[0044] В некоторых неограничивающих примерах, когда устройство 120 подачи газа деактивировано, уплотнение 110 может возвращаться в первое положение, в котором уплотнение соприкасается с валком 130 вдоль контактирующего продольного края 115. Соприкосновение уплотнения 110 с валком 130 может способствовать удалению любого вязкого материала 160 с валка 130. Например, в некоторых случаях вязкий материал 160 может проходить по контактирующему продольному краю 115, при этом уплотнение 110 может направлять вязкий материал 160 в канал, поддон для сбора, устройство вакуумного извлечения (например, вакуумный стержень), слив или любое пригодное устройство для сбора вязкого материала. Затем вязкий материал 160 может быть подвергнут переработке и/или рециклированию, при необходимости.
[0045] Как показано на фиг. 5, в некоторых примерах одно или несколько устройств 500 удерживания торцевого вязкого материала могут быть расположены на первом конце 410 валка 130, на втором конце 412 валка 130 или на обоих концах 410, 412 валка 130. В некоторых примерах устройство 500 удерживания торцевого вязкого материала, расположенное вдоль одного или обоих концов 410, 412 валка 130, может быть ориентировано по сути перпендикулярно устройству 100 удерживания вязкого материала, расположенному вдоль продольной оси L валка 130. Использование устройства 500 удерживания торцевого вязкого материала таким образом может обеспечить дополнительное удерживание вязкого материала 160, предотвращая тем самым приближение вязкого материала 160 либо к первому концу 410 валка 130, ко второму концу 412 валка 130 или к обоим концам 410, 412 валка 130.
[0046] Устройство 100 удерживания вязкого материала может представлять собой компактное устройство по сравнению с существующими устройствами охлаждения и удерживания охлаждающего вещества. На фиг. 6 представлено схематическое изображение устройства 600 охлаждения, используемого на прокатных станах для охлаждения рабочих валков. Устройство 100 удерживания вязкого материала по данному описанию может занимать значительно уменьшенное пространство 610. Значительно уменьшенное пространство 610 может иметь размеры 620 и 630, которые значительно меньше размеров устройства 600 охлаждения. В некоторых примерах устройство 100 удерживания вязкого материала, занимающее значительно уменьшенное пространство 610, может быть размещено в любом требуемом месте на технологической линии. В некоторых примерах вязкий материал 160 может быть подан с помощью традиционного устройства подачи вязкого материала, при этом компактное устройство по данному описанию снабжается вязкими материалами 160 через питающие линии и не требует резервуара для хранения, что в результате позволяет сохранять компактность устройства 100 удерживания вязкого материала. В некоторых аспектах подача вязких материалов 160 через питающие линии позволяет адаптировать устройство 100 удерживания вязких материалов для различных применений, в том числе смазывания валков, очистки валков, охлаждения обрабатываемого в процессе прокатки материала, смазки обрабатываемого в процессе прокатки материала, очистки обрабатываемого в процессе прокатки материала, предварительную обработку обрабатываемого в процессе прокатки материала, или любого пригодного технологического процесса, требующего нанесения, удерживания и удаления вязкого материала. Благодаря своему уменьшенному размеру устройство 100 удерживания вязкого материала может быть переоборудовано с применением прокатных станов, которые в противном случае не имели бы пространства, достаточного для размещения традиционного устройства нанесения и/или удерживания вязкого материала.
[0047] В некоторых неограничивающих примерах устройство 100 удерживания вязкого материала и/или устройство 500 удерживания торцевого вязкого материала могут быть расположены в любом необходимом положении рядом с валком 130, так что газовый поток 125 может содержать вязкий материал 160, проходящий через поверхность валка 130 под действием силы тяжести или направления вращения 137. В некоторых примерах устройство 100 удерживания вязкого материала и/или устройство 500 удерживания торцевого вязкого материала могут быть расположены рядом с любым валком или парой валков в прокатном стане. В некоторых аспектах устройство 100 удерживания вязкого материала и/или устройство 500 удерживания торцевого вязкого материала могут быть расположены рядом с любым валком, требующим нанесения, удерживания и удаления вязкого материала. Устройство 100 удерживания вязкого материала и/или устройство 500 удерживания торцевого вязкого материала могут быть расположены рядом с верхним рабочим валком, нижним рабочим валком, верхним опорным валком, нижним опорным валком, первым рабочим валком в прокатном стане вертикального исполнения, вторым рабочим валком в прокатном стане вертикального исполнения, первым опорном валком в прокатном стане вертикального исполнения, вторым опорном валком в прокатном стане вертикального исполнения или любым валком, требующим нанесения, удерживания и удаления вязкого материала.
[0048] Пример 1 представляет собой устройство для удерживания вязкого материала, наносимого на поверхность, содержащее уплотнение, перемещаемое между первым положением и вторым положением, причем контактный край уплотнения соприкасается с поверхностью в первом положении и отделен от поверхности посредством зазора во втором положении, и устройство подачи газа, выполненное с возможностью удерживания вязкого материала на стороне уплотнения, когда уплотнение находится во втором положении и отделено от поверхности зазором.
[0049] Пример 2 представляет собой устройство по любому предшествующему или последующему примеру, в котором поверхность представляет собой движущуюся поверхность.
[0050] Пример 3 представляет собой устройство по любому предшествующему или последующему примеру, в котором движущаяся поверхность переносит вязкий материал к уплотнению.
[0051] Пример 4 представляет собой устройство по любому предшествующему или последующему примеру, в котором вязкий материал содержит жидкость, гель, золь-гель, стекло или любое сочетание вышеупомянутого.
[0052] Пример 5 представляет собой устройство по любому предшествующему или последующему примеру, в котором движущаяся поверхность представляет собой валок или обрабатываемый в процессе прокатки материал.
[0053] Пример 6 представляет собой устройство по любому предшествующему или последующему примеру, в котором вязкий материал дополнительно содержит очищающее средство, смазочный материал, средство для обработки, средство для предварительной обработки, художественное покрытие, охлаждающее вещество или любое сочетание вышеупомянутого.
[0054] Пример 7 представляет собой устройство по любому предшествующему или последующему примеру, в котором валок представляет собой рабочий валок, опорный валок или промежуточный валок.
[0055] Пример 8 представляет собой устройство по любому предшествующему или последующему примеру, в котором обрабатываемый в процессе прокатки материал представляет собой металлическое изделие, полимер, композитный материал или любое сочетание вышеупомянутого.
[0056] Пример 9 представляет собой устройство по любому предшествующему или последующему примеру, дополнительно содержащее поджимающий механизм.
[0057] Пример 10 представляет собой устройство по любому предшествующему или последующему примеру, в котором поджимающий механизм поддерживает уплотнение в первом положении, в котором уплотнение соприкасается с поверхностью.
[0058] Пример 11 представляет собой устройство по любому предшествующему или последующему примеру, в котором устройство подачи газа выполнено с возможностью подачи газа к уплотнению, достаточной для преодоления действия поджимающего механизма и перемещения уплотнения во второе положение, в котором уплотнение отделено от поверхности зазором.
[0059] Пример 12 представляет собой устройство по любому предшествующему или последующему примеру, в котором поджимающий механизм представляет собой силу тяжести, пружину, прижимное устройство или исполнительный механизм.
[0060] Пример 13 представляет собой устройство по любому предшествующему или последующему примеру, в котором каждое уплотнение из нескольких уплотнений представляет собой эластичное уплотнение.
[0061] Пример 14 представляет собой устройство по любому предшествующему или последующему примеру, в котором эластичное уплотнение представляет собой полимерное уплотнение, поликремниевое уплотнение или тканевое уплотнение.
[0062] Пример 15 представляет собой устройство по любому предшествующему или последующему примеру, в котором уплотнение представляет собой жесткое уплотнение.
[0063] Пример 16 представляет собой устройство по любому предшествующему или последующему примеру, в котором устройство подачи газа представляет собой устройство принудительной подачи газа.
[0064] Пример 17 представляет собой устройство по любому предшествующему или последующему примеру, в котором устройство для принудительной подачи газа представляет собой воздушный нож.
[0065] Пример 18 представляет собой устройство по любому предшествующему или последующему примеру, дополнительно содержащее устройство для сбора вязкого материала, выполненное с возможностью сбора вязкого материала, когда уплотнение находится в первом положении.
[0066] Пример 19 представляет собой устройство по любому предшествующему или последующему примеру, в котором устройство для сбора вязкого материала расположено рядом с нижним краем уплотнения.
[0067] Пример 20 представляет собой устройство по любому предшествующему или последующему примеру, в котором нижний край уплотнения находится напротив контактного края уплотнения, причем контактный край уплотнения соприкасается с поверхностью, когда уплотнение находится в первом положении.
[0068] Пример 21 представляет собой способ удерживания вязкого материала на поверхности, включающий: перемещение уплотнения в первое положение, в котором контактный край уплотнения соприкасается с поверхностью; и подачу газа из устройства подачи газа к контактирующему краю уплотнения для перемещения уплотнения во второе положение, в котором контактный край уплотнения отделен от поверхности зазором, причем скорость потока газа достаточна для предотвращения прохождения вязкого материала на поверхности через зазор.
[0069] Пример 22 представляет собой способ по любому предшествующему или последующему примеру, дополнительно включающий размещение вязкого материала на движущейся поверхности.
[0070] Пример 23 представляет собой способ по любому предшествующему или последующему примеру, в котором удерживание вязкого материала на движущейся поверхности включает перенос вязкого материала движущейся поверхностью по направлению к уплотнению.
[0071] Пример 24 представляет собой способ по любому предшествующему или последующему примеру, дополнительно включающий удерживание вязкого материала на валке или обрабатываемом в процессе прокатки материале.
[0072] Пример 25 представляет собой способ по любому предшествующему или последующему примеру, в котором перемещение уплотнения в первое положение для соприкосновения с поверхностью включает перемещение эластичного уплотнения в первое положение для соприкосновения с поверхностью.
[0073] Пример 26 представляет собой способ по любому предшествующему или последующему примеру, в котором перемещение эластичного уплотнения включает перемещение полимерного уплотнения, поликремниевого уплотнения или тканевого уплотнения.
[0074] Пример 27 представляет собой способ по любому предшествующему или последующему примеру, в котором перемещение уплотнения в первое положение, в котором контактирующий край уплотнения соприкасается с поверхностью, включает перемещение жесткого уплотнения в первое положение для контакта с поверхностью.
[0075] Пример 28 представляет собой способ по любому предшествующему или последующему примеру, в котором перемещение уплотнения в первое положение, в котором контактирующий край уплотнения соприкасается с поверхностью, дополнительно включает расположение уплотнения таким образом, чтобы уплотнение образовывало угол относительно поверхности, который находится между по сути параллельным положением относительно поверхности и по сути перпендикулярным положением относительно поверхности
[0076] Пример 29 представляет собой способ по любому предшествующему или последующему примеру, в котором перемещение уплотнения в первое положение, в котором контактирующий край уплотнения соприкасается с поверхностью, дополнительно включает смещение уплотнения с помощью поджимающего механизма.
[0077] Пример 30 представляет собой способ по любому предшествующему или последующему примеру, в котором поджатие уплотнения выполняют с помощью силы тяжести, пружины, прижимного устройства или исполнительного механизма.
[0078] Пример 31 представляет собой способ по любому предшествующему или последующему примеру, в котором подачу газа осуществляют посредством устройства принудительной подачи газа.
[0079] Пример 32 представляет собой способ по любому предшествующему или последующему примеру, в котором подачу газа осуществляют воздушным ножом.
[0080] Пример 33 представляет собой способ по любому предшествующему или последующему примеру, в котором подача газа преодолевает действие поджимающего механизма и позволяет уплотнению перемещаться во второе положение.
[0081] Пример 34 представляет собой способ по любому предшествующему или последующему примеру, дополнительно включающий удаление вязкого материала с поверхности.
[0082] Пример 35 представляет собой способ по любому предшествующему или последующему примеру, в котором подача газа, предотвращающая прохождение вязкого материала через зазор, позволяет вязкому материалу проходить на уплотнение и в устройство сбора.
[0083] Пример 36 представляет собой способ по любому предшествующему или последующему примеру, дополнительно включающий деактивацию устройства подачи газа для перемещения уплотнения в первое положение, причем в первом положении вязкий материал может проходить через уплотнение в устройство сбора.
[0084] Пример 37 представляет собой способ по любому предшествующему или последующему примеру, в котором устройство сбора представляет собой канал, вакуумный стержень или сливное устройство.
[0085] Приведенное выше описание вариантов реализации изобретения, в том числе проиллюстрированных вариантов реализации изобретения, было представлено исключительно с целью иллюстрации и описания и не предназначено для того, чтобы быть исчерпывающим или ограничивающим раскрытые точные формы. Специалистам в данной области техники будут очевидны многочисленные модификации, адаптации и их применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ ОХЛАЖДЕНИЯ ВАЛКА ПРИ ОБРАБОТКЕ МЕТАЛЛОВ | 2019 |
|
RU2729794C1 |
| СИСТЕМЫ И СПОСОБЫ УДАЛЕНИЯ ВЯЗКИХ МАТЕРИАЛОВ ПРИ ОБРАБОТКЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2019 |
|
RU2761304C1 |
| СИСТЕМЫ И СПОСОБЫ ЗАПРАВКИ МЕТАЛЛИЧЕСКОЙ ОСНОВЫ НА ПРОКАТНОМ СТАНЕ | 2017 |
|
RU2679810C1 |
| СИСТЕМА ДЛЯ ЗАКАЛКИ КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ (ВАРИАНТЫ) И СПОСОБ ЗАКАЛКИ КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2019 |
|
RU2766914C1 |
| КОМПОЗИТНОЕ МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2317208C2 |
| СИСТЕМЫ И СПОСОБЫ УПРАВЛЕНИЯ ТЕКСТУРИРОВАНИЕМ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ ПРИ ПРОКАТКЕ С МАЛЫМ ДАВЛЕНИЕМ | 2018 |
|
RU2741438C1 |
| УПЛОТНЕНИЕ ШЕЙКИ ПРОКАТНОГО ВАЛКА КЛЕТИ ПРОКАТНОГО СТАНА | 2012 |
|
RU2618991C2 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ РАБОЧЕГО ВАЛКА | 2016 |
|
RU2697125C2 |
| МЕТАЛЛИЧЕСКИЕ ЛИСТЫ И ПЛАСТИНЫ С ТЕКСТУРИРОВАННЫМИ ПОВЕРХНОСТЯМИ, УМЕНЬШАЮЩИМИ ТРЕНИЕ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2506188C2 |
| МИКРОТЕКСТУРИРОВАННЫЕ ПОВЕРХНОСТИ, ПОЛУЧЕННЫЕ ПОСРЕДСТВОМ ПРОКАТКИ НИЗКОГО ДАВЛЕНИЯ | 2018 |
|
RU2746514C1 |
Изобретение относится к области прокатки и предназначено для удерживания вязкого материала, например охлаждающего вещества, на валке (130) и/или обрабатываемом в процессе прокатки материале, например, металлической полосе. Устройство (100) удерживания вязкого материала содержит подвижное уплотнение (110) и устройство (120) подачи газа. Способ охлаждения валка (130) может включать нанесение вязкого материала, такого как охлаждающее вещество, на валок (130) и удерживание вязкого материала на валке (130) с помощью устройства (100) удерживания вязкого материала. В некоторых случаях устройство (100) удерживания вязкого материала можно использовать для способствования удалению вязкого материала с валка (130) и/или обрабатываемого в процессе прокатки материала. Изобретение обеспечивает возможность предотвращения накапливания используемого технологического вязкого материала. 2 н. и 29 з.п. ф-лы, 6 ил.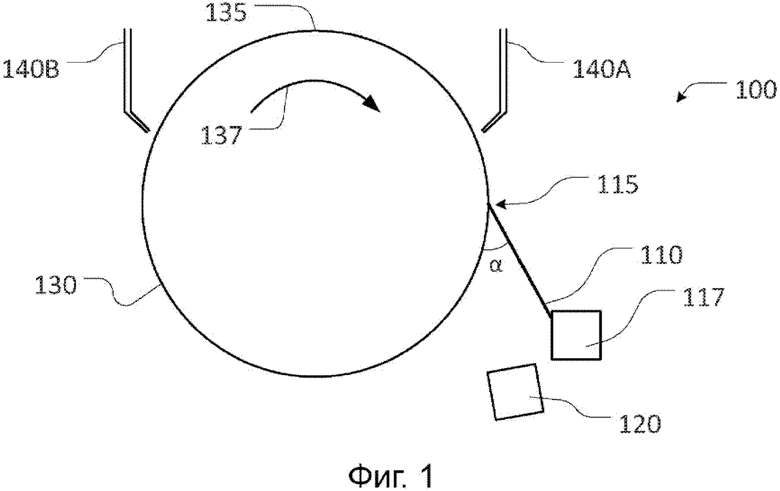
1. Устройство для удерживания вязкого материала, наносимого на поверхность валков для прокатки материала и/или прокатываемого материала, содержащее уплотнение, выполненное с возможностью перемещения между первым положением, в котором контактный край уплотнения соприкасается с поверхностью посредством поджимающего механизма, и вторым положением, в котором контактный край отделен от поверхности зазором, и устройство подачи газа, выполненное с возможностью подачи газа в направлении уплотнения, достаточной для преодоления действия поджимающего механизма и перемещения уплотнения во второе положение, в котором уплотнение отделено от поверхности зазором, и удерживания вязкого материала на стороне уплотнения, когда уплотнение находится во втором положении.
2. Устройство по п. 1, отличающееся тем, что оно предназначено для удерживания вязкого материала, наносимого на движущуюся поверхность.
3. Устройство по п. 2, отличающееся тем, что оно предназначено для удерживания вязкого материала, наносимого на движущуюся поверхность, переносящую вязкий материал к уплотнению.
4. Устройство по любому из пп. 1-3, отличающееся тем, что оно предназначено для удерживания вязкого материала, представляющего собой жидкость, гель, золь-гель, стекло или любое их сочетание.
5. Устройство по любому из пп. 1-4, отличающееся тем, что упомянутый вязкий материал дополнительно содержит чистящее средство, смазочный материал, средство для обработки, средство для предварительной обработки, художественное покрытие, охлаждающее вещество или любое их сочетание.
6. Устройство по любому из пп. 1-5, отличающееся тем, что оно предназначено для удерживания вязкого материала, наносимого на движущуюся поверхность, представляющую собой поверхность рабочего валка, опорного валка или промежуточного валка.
7. Устройство по любому из пп. 1-6, отличающееся тем, что оно предназначено для удерживания вязкого материала, наносимого на движущуюся поверхность обрабатываемого в процессе прокатки материала в виде металлического изделия, полимера, композитного материала или любого сочетания вышеупомянутого.
8. Устройство по любому из пп. 1-7, отличающееся тем, что поджимающий механизм выполнен с использованием силы тяжести, пружины, прижимного устройства или исполнительного механизма.
9. Устройство по любому из пп. 1-8, отличающееся тем, что уплотнение представляет собой эластичное уплотнение.
10. Устройство по любому из пп. 1-9, отличающееся тем, что уплотнение представляет собой эластичное уплотнение в виде полимерного уплотнения, поликремниевого уплотнения или тканевого уплотнения.
11. Устройство по любому из пп. 1-8, отличающееся тем, что уплотнение является жестким.
12. Устройство по любому из пп. 1-11, отличающееся тем, что устройство подачи газа представляет собой устройство принудительной подачи газа.
13. Устройство по любому из пп. 1-12, отличающееся тем, что устройство подачи газа представляет собой устройство принудительной подачи газа в виде воздушного ножа.
14. Устройство по любому из пп. 1-13, отличающееся тем, что содержит устройство для сбора вязкого материала, выполненное с возможностью сбора вязкого материала, когда уплотнение находится в первом положении.
15. Устройство по любому из пп. 1-14, отличающееся тем, что рядом с нижним краем уплотнения расположено устройство для сбора вязкого материала.
16. Устройство по любому из пп. 1-15, отличающееся тем, что нижний край уплотнения противоположен контактному краю уплотнения, причем контактный край уплотнения соприкасается с поверхностью, когда уплотнение находится в первом положении.
17. Способ удерживания вязкого материала на поверхности валков для прокатки материала и/или прокатываемого материала с использованием устройства по любому из пп. 1-16, включающий перемещение уплотнения в первое положение, в котором контактный край уплотнения соприкасается с поверхностью с помощью поджимающего механизма, и подачу газа из устройства подачи газа к контактному краю уплотнения для перемещения уплотнения во второе положение, в котором контактный край уплотнения отделен от поверхности зазором, причем скорость газа является достаточной для предотвращения прохождения вязкого материала на поверхности через зазор.
18. Способ по п. 17, отличающийся тем, что производят удерживание вязкого материала на движущейся поверхности.
19. Способ по п. 17 или 18, отличающийся тем, что удерживание вязкого материала на движущейся поверхности осуществляют с возможностью переноса вязкого материала движущейся поверхностью к уплотнению.
20. Способ по любому из пп. 17-19, отличающийся тем, что производят удерживание вязкого материала на поверхности валка или обрабатываемого в процессе прокатки материала.
21. Способ по любому из пп. 17-20, отличающийся тем, что осуществляют перемещение эластичного уплотнения в первое положение для контакта с поверхностью.
22. Способ по любому из пп. 17-21, отличающийся тем, что осуществляют перемещение эластичного уплотнения в виде полимерного уплотнения, поликремниевого уплотнения или тканевого уплотнения.
23. Способ по п. 17, отличающийся тем, что осуществляют перемещение жесткого уплотнения в первое положение, в котором контактный край уплотнения соприкасается с поверхностью для контакта с поверхностью.
24. Способ по любому из пп. 17-23, отличающийся тем, что перемещение уплотнения в первое положение, в котором контактный край уплотнения соприкасается с поверхностью, осуществляют с расположением уплотнения под углом к поверхности, который находится между по существу параллельным положением относительно поверхности и по существу перпендикулярным положением относительно поверхности.
25. Способ по любому из пп. 17-24, отличающийся тем, что поджатие уплотнения выполняют с помощью поджимающего механизма с использованием силы тяжести, пружины, прижимного устройства или исполнительного механизма.
26. Способ по п. 17, отличающийся тем, что подачу газа осуществляют с помощью устройства принудительной подачи газа.
27. Способ по любому из пп. 17-26, отличающийся тем, что подачу газа выполняют с помощью устройства принудительной подачи газа в виде воздушного ножа.
28. Способ по любому из пп. 17-27, отличающийся тем, что дополнительно осуществляют удаление вязкого материала с поверхности.
29. Способ по любому из пп. 17-28, отличающийся тем, что осуществляют подачу газа, обеспечивающую возможность предотвращения прохождения вязкого материала через зазор, с направлением вязкого материала на уплотнение и в устройство сбора.
30. Способ по любому из пп. 17-29, отличающийся тем, что осуществляют деактивацию устройства подачи газа для перемещения уплотнения в первое положение, в котором вязкий материал может проходить через уплотнение в устройство сбора вязкого материала.
31. Способ по п. 30, отличающийся тем, что используют устройство для сбора вязкого материала в виде канала, вакуумного стержня или сливного устройства.
| Устройство для определения сжимаемости мерзлых грунтов при их оттаивании | 1983 |
|
SU1142652A1 |
| WO 2015169475 A1, 12.11.2015 | |||
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2193936C1 |
| US 3200629 A, 17.08.1965 | |||
| Устройство для охлаждения валков | 1978 |
|
SU749472A1 |

