Изобретение относится к способу изготовления маркированной лазером плитки пищевого концентрата, обернутой путем сгибания концов упаковочного материала. Дополнительный аспект настоящего изобретения представляет собой маркированную лазером плитку пищевого концентрата, обернутую путем сгибания концов упаковочного материала.
Хорошо известно, что плитки пищевых концентратов маркируют при помощи печати типографской краской на упаковочном материале. По различным техническим причинам, включая время сушки типографской краски и истирание на дальнейших технологических стадиях, печать на упаковочном материале обычно выполняют после обертывания плиток пищевого концентрата. Поскольку типографскую краску наносят посредством печати на упаковку пищевого продукта, которая непосредственно контактирует с пищевым продуктом, типографская краска должна быть совместимой с пищевыми продуктами. Из этого следует, что не допускается наличие вредных веществ, которые при попадании в организм могут вызывать проблемы со здоровьем. Помимо того, что не допускается наличие возможных вредных веществ, зачастую, значения уровня жидкости типографских красок являются слишком высокими, из-за чего не достигается требуемая вязкость, что приводит к размазыванию типографской краски и загрязнению типографской краской используемых машин. Были испытаны новые способы улучшения этого способа печати или для разработки другого способа нанесения типографской краски, но до сих пор не было предложено идеальной технологии печати.
Следовательно, в известном уровне техники и пищевой промышленности существует сохраняющаяся потребность в разработке лучшего решения для маркирования плитки пищевого концентрата, обернутой путем сгибания концов упаковочного материала, без, например, применения вредных веществ в маркировке, без затрат времени на сушку маркировки, без истирания маркировки, без загрязнения пищевого продукта из-за маркировки и без попадания остатков маркировки в упаковочное оборудование.
Раскрытие изобретения
Целью настоящего изобретения является улучшение уровня техники или по меньшей мере предоставление альтернативы для маркирования плитки пищевого концентрата, обернутой путем сгибания концов упаковочного материала.
В частности, целью является предоставление маркированной плитки пищевого концентрата, обернутой путем сгибания концов упаковочного материала, и способа изготовления такой маркированной плитки пищевого концентрата, при этом: i) нет высвобождения загрязняющих веществ из маркировки, например типографской краски; ii) нет размазывания маркировки; iii) нет загрязнения пищевого продукта из-за маркировки; iv) нет попадания остатков маркировки в оборудование; v) нет загрязнения пальцев операторов; vi) меньше остановок производства, вызванных пополнением материала для нанесения маркировки; vii) хорошая читаемость маркировки; viii) нанесение маркировки, которое хорошо подходит для высокоскоростных производственных линий; ix) система, которая подходит для маркирования по меньшей мере 30000 символов в минуту; x) нет затрат времени на сушку материала маркировки; xi) нет отрицательного воздействия на окружающую среду со стороны пустых картриджей для типографской краски или бочек для типографской краски.
Цель настоящего изобретения достигается посредством объекта изобретения в независимых пунктах формулы изобретения. В зависимых пунктах формулы изобретения идея настоящего изобретения получает дальнейшее развитие.
Соответственно, настоящее изобретение в первом аспекте обеспечивает способ маркировки плитки пищевого концентрата, обернутой путем сгибания концов упаковочного материала, включающий следующие стадии:
a) сначала выполнение методом лазерной абляции маркировки на упаковочном материале,
b) затем оборачивание плитки путем сгибания концов упаковочного материала с использованием маркированного лазером упаковочного материала.
Во втором аспекте настоящее изобретение относится к маркированной плитке пищевого концентрата, обернутой путем сгибания концов упаковочного материала, при этом нанесение маркировки выполнено при помощи лазерной абляции упаковочного материала.
В третьем аспекте настоящее изобретение относится к маркированной плитке пищевого концентрата, обернутой путем сгибания концов упаковочного материала, которая получена при помощи описанного способа.
Авторы настоящего изобретения неожиданно обнаружили, что нанесению маркировки на упаковочный материал пищевого концентрата, обернутого путем сгибания концов упаковочного материала, при помощи лазерной абляции присущи определенные преимущества. Нанесенная маркировка является очень хорошо читаемой, при этом отсутствует возможное размазывание. Отсутствует истирание нанесенной маркировки во время дальнейших технологических стадий упаковывания, даже если маркирование выполняется перед обертыванием пищевого концентрированного продукта путем сгибания концов упаковочного материала. Кроме того, не предусматривается наличие стадии сушки, что снижает время изготовления. Лазерная абляция может быть осуществлена в рамках высокоскоростного процесса упаковывания c обертыванием путем сгибания концов упаковочного материала. Кроме того, будет отсутствовать загрязнение оборудования или самой плитки пищевого концентрата материалом маркировки, например типографской краской. Более того, лазерная абляция может выполняться в любом направлении.
Осуществление изобретения
Настоящее изобретение относится к способу маркировки плитки пищевого концентрата, обернутой путем сгибания концов упаковочного материала, включающему следующие стадии:
a) сначала выполнение методом лазерной абляции маркировки на упаковочном материале,
b) затем оборачивание плитки путем сгибания концов упаковочного материала с использованием маркированного лазером упаковочного материала.
Термин "плитка пищевого концентрата" относится к плитке для приготовления бульона или плитке на основе специй, или к шоколадной плитке, или плитке на основе солодового молока, предпочтительно к плитке для приготовления бульона, или к плитке на основе специй.
Термин "лазерная абляция" относится к нанесению маркировки, при этом лазер удаляет материал для создания углубления, в результате чего изменяется цвет, контрастность или отражающая способность поверхности. В одном варианте осуществления лазерной абляцией удаляют по меньшей мере печатный слой упаковочного материала. В дополнительном варианте осуществления лазерной абляцией удаляют печатный слой, а также слой металлизации упаковочного материала.
Термин "маркировка" относится к любой цифре, букве, знаку, числу, символу и/или логотипу. В одном варианте осуществления маркирование относится к сроку годности, серийному номеру изделия, номеру партии и/или дате изготовления.
Принципы лазерной маркировки предусматривают отражение интенсивного светового луча от зеркал, через трафарет и на материал, подлежащий маркировке.
Лазерный пучок, генерируемый газовым (например, CO2) или твердотельным лазером, направляется на поверхность, подлежащую маркировке, при помощи оптического устройства для направления пучка по двум осям, расположенного на расстоянии приблизительно 50-200 мм над указанной поверхностью, что обеспечивает область маркирования размером 50 x 50 – 200 x 200 мм. Сама по себе маркировка имеет высоту и ширину от 1 до 4 мм. Область поверхности, подлежащей маркировке, ограждена при помощи защитного кожуха для обеспечения мер безопасности при работе с лазерами. Защитный кожух соединен с эжектором таким образом, чтобы газы, генерируемые в процессе маркирования, переносились внутри непрерывного потока воздуха в оснащенный фильтром эжектор. Длина волны лазера составляет от 0,4 мкм до 11 мкм, предпочтительно от 1 мкм до 11 мкм. Положение лазерной маркировки контролируется при помощи датчика печатных меток, а скорость при помощи энкодера.
Термин "обернутый путем сгибания концов упаковочного материала" относится к процессу сгибания упаковочного материала вокруг пищевого концентрата (плитки), включая герметизацию боковых сторон и нижней части упаковочного материала. Это не значит, что пищевой концентрат (плитка) подается в пластиковую трубку и герметизируется при помощи сварного шва, соединяющего края материала, в области нижней части, а также герметизируется с боковых сторон. Обертка, образованная путем сгибания концов упаковочного материала, не имеет наружного избыточного упаковочного материала. Пищевой концентрат расположен внутри упаковочного материала без возможности свободного перемещения.
Термин "плитка" относится к плитке или кубу, полученной или полученному путем прессования сыпучего порошка пищевого концентрата в форму плитки или куба.
Термин "упаковочный материал" относится к полимерной пленке и/или бумажной пленке. В одном варианте осуществления настоящего изобретения упаковочный материал содержит печатную металлизированную полимерную пленку и/или печатную пленку на бумажной основе.
Термин "печатный" относится к по меньшей мере одному печатному слою красителя на полимерной пленке и/или пленке на бумажной основе. Термин "металлизированный" или "металлизация" относится к по меньшей мере одному металлическому слою внутри упаковочного материала, предпочтительно относится к алюминиевому слою.
В одном варианте осуществления настоящего изобретения упаковочный материал представляет собой полимерную пленку, в частности для упаковки прямоугольных объектов, таких как бульонные кубики, содержащую базовую пленку, которая является металлизированной (предпочтительно с использованием алюминия) на одной стороне, состоящую из пленки на основе ориентированного полипропилена (ОПП), пленки на основе полиэтилентерефталата (ПЭТ) или ориентированного полиэтилена (ОПЭ), с печатью на металлизированном слое и внешним слоем термосвариваемого лака. В предпочтительном варианте осуществления пленка на основе непрозрачного и ориентированного полипропилена (ОПП) используется в качестве базовой пленки, предпочтительно включая оболочку на основе белого вспененного ОПП и прозрачного ОПП. Непрозрачность пленки базового материала обеспечивается путем ориентации полимера, а также путем добавления наполнителей. Кавитационные пустоты создаются путем добавления наполнителей и/или воздуха в пленку.
В одном варианте осуществления настоящего изобретения упаковочный материал имеет толщину от 10 до 100 мкм, предпочтительно от 20 до 80 мкм. В одном варианте осуществления настоящего изобретения упаковочный материал представляет собой полимерную пленку, которая имеет базовую пленку, которая состоит из непрозрачного и ориентированного полипропилена (ОПП). Эта базовая пленка имеет металлизацию на одной стороне. Для улучшения связывания грунтовку наносят на поверхность металлизации, направленную от базовой пленки, после чего на грунтовку наносят типографские краски. Свариваемый лак наносят в соответствии с некоторой схемой на напечатанный слой, что способствует склеиванию пленки при более высоких температурах. Покрывающий лак наносят при помощи печати в область без свариваемого лака.
Настоящее изобретение также относится к маркированной плитке пищевого концентрата, обернутой путем сгибания концов упаковочного материала, при этом нанесение маркировки выполнено при помощи лазерной абляции упаковочного материала.
Количество остановок производства в случае маркированной лазерной абляцией плитки пищевого концентрата, обернутой путем сгибания концов упаковочного материала, уменьшается по сравнению с маркировкой при помощи типографской краски, так как отсутствует необходимость пополнения запасов типографской краски. Например, при термической струйной (TIJ) маркировке посредством печати остановка требуется по меньшей мере один раз в день и, как правило, по меньшей мере каждые 8 часов. При непрерывной струйной (CIJ) маркировке посредством печати остановка требуется по меньше мере каждую неделю для очистки оборудования. Применение лазерной маркировки позволяет избежать плановых остановок производства. Лазерная маркировка уменьшает отрицательное воздействие на окружающую среду, вызываемое наличием пустых картриджей для типографской краски или бочек для типографской краски. Если маркировка типографской краской выполнена до обертывания путем сгибания концов упаковочного материала, имеется дополнительная вероятность истирания маркировки в ходе последующих технологических стадий, например с использованием роликов, и время сушки типографской краски должно учитываться на дальнейших технологических стадиях.
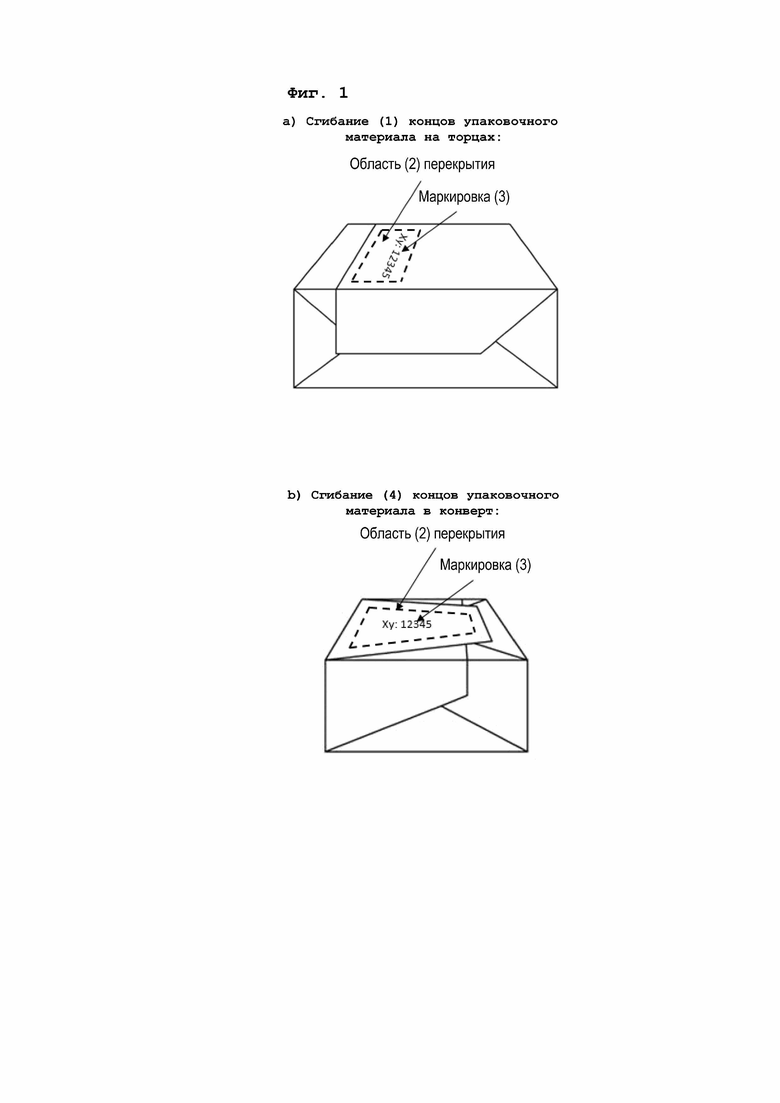
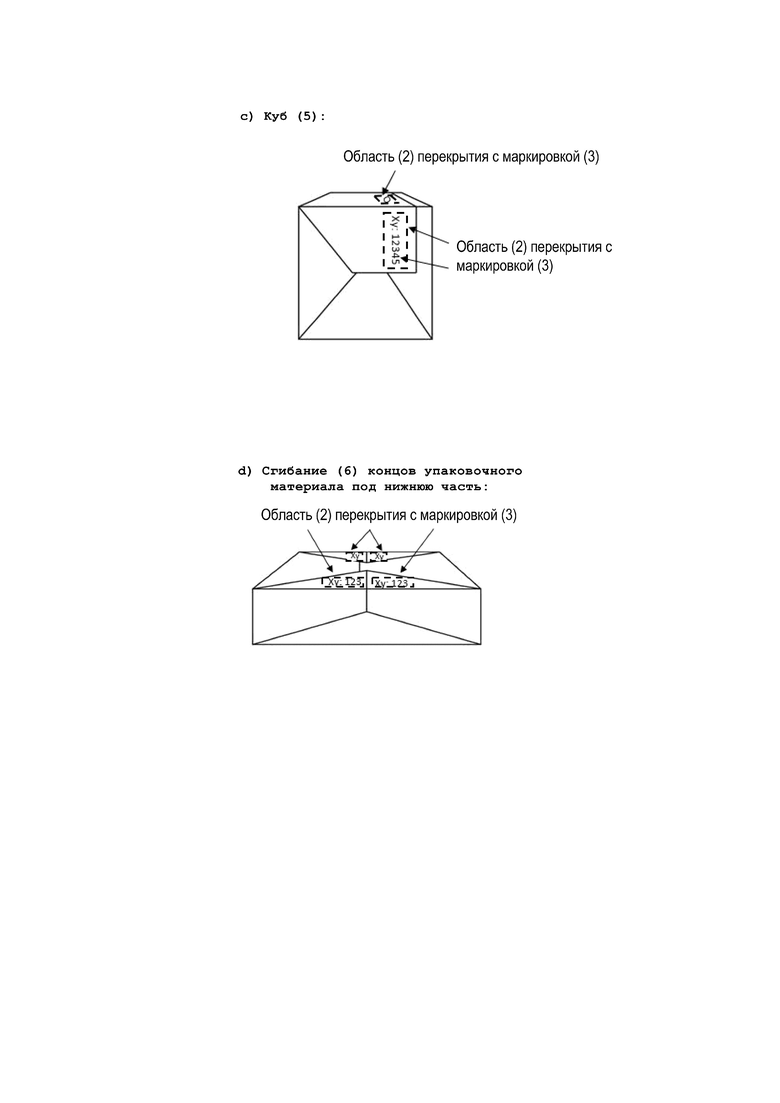
В результате лазерной абляции маркировки на поверхности упаковочного материала удаляют по меньшей мере печатный слой упаковочного материала. В зависимости от требуемого контраста и удобочитаемости лазерной маркировки может возникнуть необходимость в удалении слоя металлизации упаковочного материала, в результате чего уничтожается эффективный влагозащитный барьер и/или светозащитный барьер упаковочного материала. Если лазерная абляция выполняется до обертывания плитки, и лазерная маркировка визуально заметна после обертывания в пределах области перекрытия упаковочного материала (верхний слой в области перекрытия)(2)(3), обеспечивается преимущество, заключающееся в том, что может быть обеспечен влагозащитный и/или светозащитный барьер плитки, так как упаковочный материал, находящийся ниже маркированного лазером упаковочного материала в области перекрытия, не имеет лазерной маркировки (нижний слой в области перекрытия). Таким образом, можно гарантировать тот же срок хранения продукта. Если лазерная абляция выполняется после обертывания плитки, может иметь место уничтожение влагозащитного и/или светозащитного барьера обычно немаркируемого лазером слоя упаковочного материала (нижнего слоя в области перекрытия) из-за очень тонкого упаковочного материала, несоответствий толщины упаковочного материала, высокой скорости и изменений в ходе лазерной обработки. На фиг. 1 показана область (2) перекрытия плитки или куба (5) пищевого концентрата, обернутой или обернутого путем сгибания (1) концов упаковочного материала на торцах, сгибания (6) концов упаковочного материала под нижнюю часть, сгибания (4) концов упаковочного материала в конверт.
Специалистам в данной области будет очевидно, что можно свободно комбинировать все описанные в настоящем документе элементы настоящего изобретения. В частности, признаки, описанные по отношению к продукту настоящего изобретения, можно комбинировать со способами настоящего изобретения и наоборот. Кроме того, можно комбинировать элементы, описанные для различных вариантов осуществления настоящего изобретения.
Пример 1:
Упаковочный материал, содержащий печатную металлизированную алюминием полимерную пленку на основе ориентированного полипропилена (ОПП), был маркирован лазером путем удаления слоя типографской краски полимерной пленки при помощи CO2-лазера с мощностью 20 Вт и длиной волны 9,3 мкм. Фокусное расстояние 140 мм обеспечивает область маркировки 100 мм x 100 мм с 28 цифрами в 3 линии, в которой содержится срок годности, дата изготовления и информация о производственной линии). После кодирования упаковочного материала плитка для приготовления бульона была обернута путем сгибания концов упаковочного материала с использованием машины Theegarten BCW3, в результате чего получена плитка для приготовления бульона, обернутая путем сгибания (1) концов упаковочного материла на торцах, с лазерной маркировкой на перекрывающемся упаковочном материале, как показано на фиг. 1 a). За одну минуту 1200 плиток могут быть маркированы лазером и обернуты путем сгибания концов упаковочного материала. Пример 1 достигает все рассмотренные выше цели (см. i)-xi)) по сравнению с маркировкой типографской краской.
Пример 2:
Измерения влагопоглощения различных плиток для приготовления бульона, обернутых путем сгибания (1) концов упаковочного материала на торцах:
2.1: Плитка с лазерной маркировкой в области перекрытия (фиг. 1a))
2.2: Плитка с лазерной маркировкой в области без перекрытия
2.3: Плитка без лазерной маркировки
Измерения влагопоглощения проводили при помощи прибора SPS 1 µ (ProUmid GmbH, Германия). Плитки для приготовления бульона с массой 10 грамм и активностью воды 0,35 поместили в 52 мм лоток и подвергли воздействию контролируемой температуры 25 °C и относительной влажности 75% в течение 10 дней. Массу образцов автоматически наблюдали, и влагопоглощение измеряли в мг/плитка после 5 и 10 дней. Измерения проводили в двух параллельных испытаниях.
[мг/плитка]
[мг/плитка]
Примеры 2.1 и 2.2 были маркированы лазером перед обертыванием плитки для приготовления бульона. Все примеры обеспечивают получение продукта, пригодного для длительного хранения в течение нескольких месяцев (по меньшей мере 3 месяцев). Тем не менее, как показано в примере 2.1 (с лазерной маркировкой в области перекрытия), влагопоглощение составляет лишь половину по сравнению с примером 2.2 (с лазерной маркировкой в области без перекрытия) и равняется влагопоглощению обернутой плитки для приготовления бульона без лазерной маркировки. Следовательно, пример 2.1 гарантирует такой же срок хранения маркированной лазером плитки для приготовления бульона, как и срок хранения плитки для приготовления бульона без лазерной маркировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНАЯ ПЛЕНКА | 2004 |
|
RU2320489C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕСПЕЧЕНИЯ ИДЕНТИФИКАЦИОННЫХ МЕТОК НА ЗАЩИТНЫХ ДОКУМЕНТАХ | 2005 |
|
RU2367579C2 |
| Способ цветного маркирования на поверхности физического носителя | 2023 |
|
RU2825194C1 |
| УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2654635C1 |
| ЛАМИНИРОВАНИЕ ОКТАМОЛИБДАТА АММОНИЯ (АОМ) | 2012 |
|
RU2641735C2 |
| СПОСОБ НАНЕСЕНИЯ РАЗЛИЧИМОЙ НА ОЩУПЬ МАРКИРОВКИ НА ЦЕННЫЙ ДОКУМЕНТ, А ТАКЖЕ ЦЕННЫЙ ДОКУМЕНТ И ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ БУМАГА С ТАКОЙ МАРКИРОВКОЙ | 2003 |
|
RU2321498C2 |
| Маркированное лазером устройство | 2012 |
|
RU2614643C9 |
| ОБЕРТКА ДЛЯ МЫЛА | 2000 |
|
RU2233784C2 |
| ФИКСАЦИЯ ОБЕРТЫВАЮЩИХ ЭТИКЕТОК С ПОМОЩЬЮ АДГЕЗИВОВ, ОТВЕРЖДАЕМЫХ СВЕТОИЗЛУЧАЮЩИМИ ДИОДАМИ (СИД) | 2017 |
|
RU2750622C2 |
| ЗАЩИЩЕННЫЙ ОТ ПОДДЕЛОК ЗАЩИТНЫЙ ПРИЗНАК С ЭФФЕКТОМ ПЕРЕМЕННОГО ОКРАШИВАНИЯ | 2005 |
|
RU2377134C2 |
Группа изобретений относится к пищевой промышленности, а именно к маркировке пищевых продуктов. Плитка пищевого концентрата обернута упаковочным материалом путем сгибания его концов. На поверхности упаковочного материала нанесена маркировка лазером. Использование группы изобретений позволит повысить качество готового продукта путем нанесения маркировки на поверхности упаковочного материала. 2 н. и 12 з.п. ф-лы, 1 табл., 1 ил.
1. Способ нанесения маркировки на плитку пищевого концентрата, обернутую путем сгибания концов упаковочного материала, включающий следующие стадии:
a) выполнение маркировки методом лазерной абляции на упаковочном материале,
b) оборачивание плитки пищевого концентрата путем сгибания концов упаковочного материала, имеющего нанесенную на него лазером маркировку.
2. Способ по п. 1, отличающийся тем, что упаковочный материал содержит печатную полимерную пленку и/или печатную бумажную пленку.
3. Способ по любому из пп. 1, 2, отличающийся тем, что упаковочный материал содержит печатную металлизированную полимерную пленку.
4. Способ по любому из пп. 1-3, отличающийся тем, что полимерная пленка содержит ориентированный полипропилен (ОПП), ориентированный полиэтилен (ОПЭ) или полиэтилентерефталат (ПЭТ) или их комбинацию.
5. Способ по любому из пп. 1-4, отличающийся тем, что после обертывания путем сгибания концов упаковочного материала лазерная маркировка (3) расположена визуально в области (2) перекрытия упаковки.
6. Способ по любому из пп. 1-5, отличающийся тем, что плитка пищевого концентрата, обернутая путем сгибания концов упаковочного материала, состоит из плитки или куба (5) пищевого концентрата, обернутой или обернутого путем сгибания (4) концов упаковочного материала в конверт, сгибания (6) концов упаковочного материала под нижнюю часть или сгибания (1) концов упаковочного материала на торцах.
7. Способ по любому из пп. 1-6, отличающийся тем, что плитка пищевого концентрата, обернутая путем сгибания концов упаковочного материала, представляет собой плитку пищевого концентрата, обернутую путем сгибания (1) концов упаковочного материала на торцах.
8. Способ по любому из пп. 1-6, отличающийся тем, что плитка пищевого концентрата представляет собой плитку для приготовления бульона или плитку на основе специй.
9. Маркированная лазером плитка пищевого концентрата, обернутая путем сгибания концов упаковочного материала, причем плитка пищевого концентрата обернута путем сгибания концов упаковочного материала, на который нанесена маркировка, выполненная при помощи лазерной абляции на его поверхности.
10. Маркированная лазером плитка пищевого концентрата, обернутая путем сгибания концов упаковочного материала, по п. 9, отличающаяся тем, что упаковочный материал содержит полимерную пленку и/или бумажную пленку.
11. Маркированная лазером плитка пищевого концентрата, обернутая путем сгибания концов упаковочного материала, по п. 10, отличающаяся тем, что упаковочный материал содержит печатную металлизированную полимерную пленку.
12. Маркированная лазером плитка пищевого концентрата, обернутая путем сгибания концов упаковочного материала, по любому из пп. 10, 11, отличающаяся тем, что полимерная пленка содержит ориентированный полипропилен (ОПП), ориентированный полиэтилен (ОПЭ) или полиэтилентерефталат (ПЭТ) или их комбинацию.
13. Маркированная лазером плитка пищевого концентрата, обернутая путем сгибания концов упаковочного материала, по любому из пп. 9-12, отличающаяся тем, что нанесенная лазером маркировка (3) расположена визуально в области (2) перекрытия упаковки.
14. Маркированная лазером плитка пищевого концентрата, обернутая путем сгибания концов упаковочного материала, по любому из пп. 9-13, отличающаяся тем, что плитка пищевого концентрата представляет собой плитку для приготовления бульона или плитку на основе специй.
| СПОСОБ ИЗГОТОВЛЕНИЯ СУПЕРТОНКОГО МИНЕРАЛЬНОГО ВОЛОКНА ИЗ ГОРНЫХ ПОРОД ТИПА БАЗАЛЬТА | 1994 |
|
RU2090524C1 |
| СИДЕНЬЕ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) И СПИНКА СИДЕНЬЯ | 2016 |
|
RU2674365C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ МАРКИРОВКИ ОБЪЕКТОВ | 2008 |
|
RU2481932C2 |
| Стыковое соединение наружной стеновой панели с несущей конструкцией здания | 1986 |
|
SU1449645A1 |

