Изобретение относится к изготовлению верхней одежды, а именно к способам придания формы плечевому участку изделия при помощи плечевых накладок, и может найти применение в швейной и трикотажной отраслях легкой промышленности.
Известен способ формования плечевого участка изделия при помощи специальных плечевых накладок с последующей влажно-тепловой обработкой указанного участка изделия. Накладки изготавливают из нетканых материалов иглопробивным способом с введением слоя из пенополиуретана для придания объемной формы. При формировании плечевого участка изделия накладку покрывают дополнительным слоем мягкой ткани - верха изделия, который
соединяют с накладкой клеевой паутинкой на прессе в момент формования или притачивают на специальной швейной машине, совмещая накладку с окатом плечевого изделия,
Недостатком известного способа является отсутствие средств стабилизации про- странственой формы плечевой накладки как детали, что в готовом изделии приводит к нежелательному эффекту проступания напряженных периферийных участков плечевой накладки на ткани верха изделия, так как изгиб плечевой накладки, содержащей упругий элемент (пенополиуретан), фиксируется только собственной тяжестью пакета и строчкой по окату плечевого участка изделия.
1
ю ю
4 Ю
В такой накладке силы упругости распределяются с нарастанием от центра к периферии.
Целью изобретения является повышение качества швейного изделия.
Указанная цель достигается тем, что в способе формования плечевого участка швейного изделия, включающем формирование многослойного плоского пакета плечевой накладки, скрепление его иглопрокалыванием, притачивание накладки к швам швейного изделия со стороны рукавов в пакет оката рукава, придание плечевой накладке объемной формы и проведе- ние влажно-тепловой обработки, при формировании многослойного пакета плечевой накладки в последний вводят слой нетканого материала с поверхностной плотностью 170-190 г/м2, содержащий 20-40% термоусадочных волокон, который располагают в нижней части пакета, а придание пакету плечевой накладки объемной формы совмещают с процессом влажно-тепловой обработки, которую проводят при 140- 160°С в течение 4-6 с.
Наличие термоусадочного волокна в слое пакета накладки в совокупности с определенными режимами влажно-тепловой обработки позволяет повыситиь качество швейного изделия путем обеспечения термоустойчивости плечевого участка швейного изделия за счет термостабилизации плечевой накладки, В результате происходит усадка слоя пакета в нижней части иглопробивной плечевой накладки и она приобретает сферически-выпуклую форму, которая фиксирует пространственную форму накладки по всей поверхности, а не по одной линии втачивания (как в прототипе).
С целью экспериментальной проверки были проведены исследования пакета плечевой накладки и готового пакета оката плечевого швейного изделия, содержащих слои нетканого материала с термоусадочными волокнами. Данные исследований сведены в табл. 1,2, 3 и 4 для плечевой накладки, а в табл. 5, 6 и 7 - для готового швейного изделия.
В качестве термоусадочных волокон были взяты поливинилхлоридные волокна.
Оценка качества пакета плечевой накладки производилась в свободном состоянии. В качестве оценочного показателя был принят условный радиус изгиба накладки после формования, описывающий сферически-выпуклую форму, при выдержке в свободном состоянии от 10 до 15 мин. За основу принят радиус внутренней поверхности накладки, соответствующий наружной поверхности плеча манекена, равный 75 ±5 мм.
Оценка качества пакета оката готового плечевого швейного изделия производилась визуально внешним осмотром плечевого участка с фиксацией состояния поверхности и объемной формы верхнего слоя пакета.
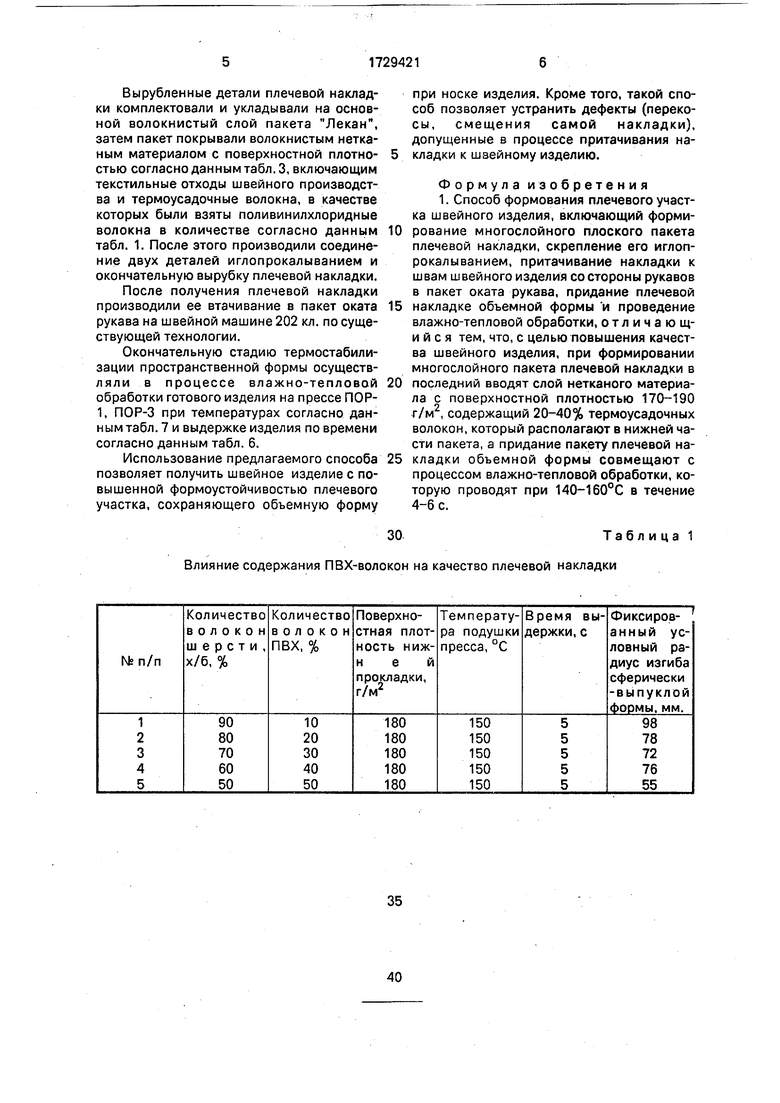
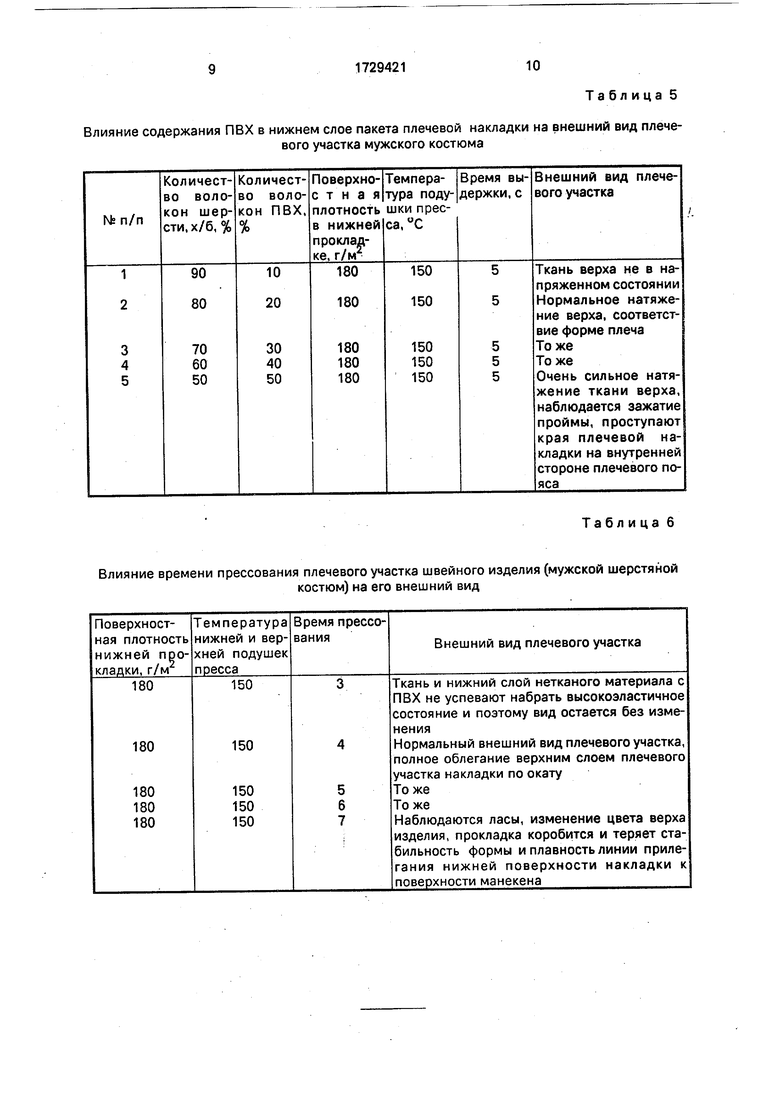
Плечевая накладка обретает пространственную форму по радиусу в установленных пределах от 75 ±5 мм при содержании волокон ПВХ от 20 до 40%.
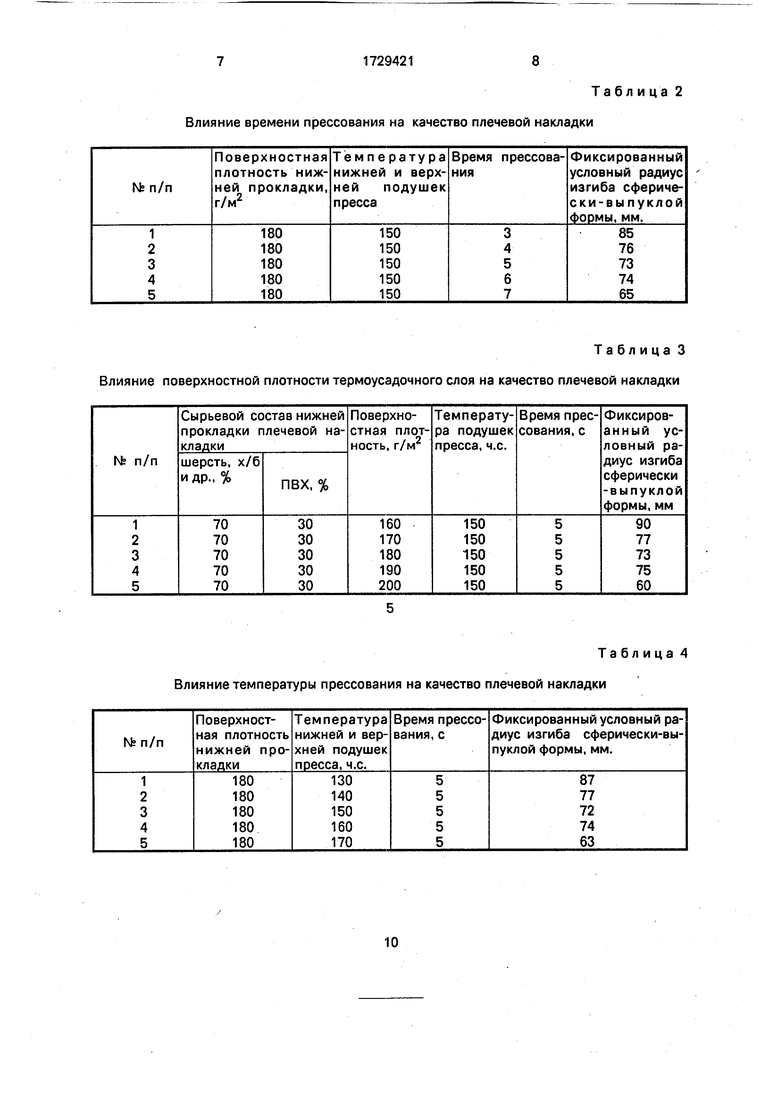
Плечевая накладка приобретает пространственную форму по радиусу в установленных пределах 75 ± 5 мм при времени прессования 4-6 с.
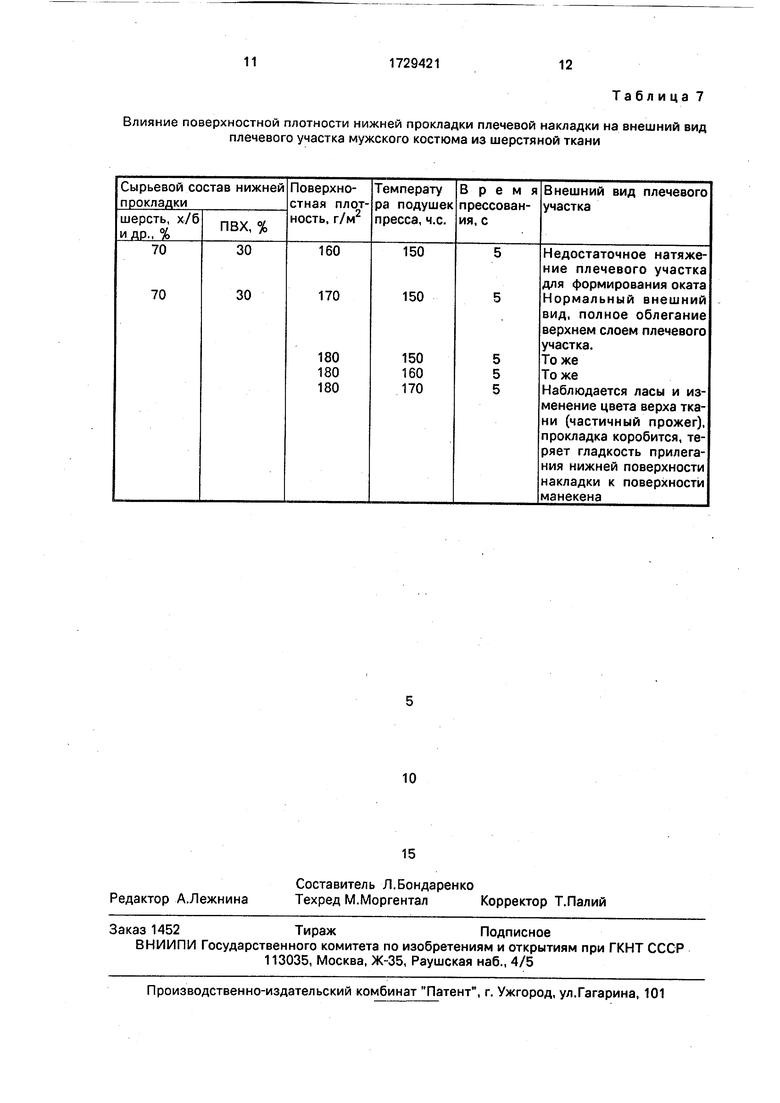
Плечевая накладка приобретает необходимую пространственную форму при радиусе изгиба 75 ±5 мм, с использованием нетканого материала с поверхностной плотностью 170-190 г/м2.
Для обеспечения требуемой пространственной формы накладки с термоусадочным слоем необходима температура прессования 140- 160°С.
При наличии 20-40% ПВХ, плотности НМ - 180 г/м2, температуре 150°С и времени выдержки 5 с достигается наилучший внешний вид готового плечевого участка пиджака из шерстяной костюмной ткани.
Время прессования пакета влияет на качество термоусадочного нижнего слоя от ничтожно малой усадки до появления фактического нарушения стабильной формы и 5 плавной линии, т.е. появления коробления нижнего слоя. Рабочий режим 4-6 с.
Температурные параметры влияют на активность усадки нижнего слоя. Превышение температуры приводит накладку в негодность. Нормальный режим работы 140- 160°С.
Пример. Предлагаемый способ осуществляли с учетом данных по поверхностной плотности, равной 170 - 190 г/м2, 5 нетканого материала, содержащего 20-40% термоусадочных волокон, в качестве которых были взяты поливинилхлоридные волокна, а также данные, характеризующие влажно-тепловую обработку, соответствующие температуре 140-160°С и выдержке, равной 4-6 с.
Сначала производили формирование плоского пакета плечевой накладки, включающее подготовку нетканого латексиро- ванного полотна Лекан, являющегося основным слоем, настилание, рассечку на полосы, укладывание на транспортер, вырубку комплекта деталей для формирования объемного пакета на прессе ПВГ-8.
0
5
0
5
0
0
0
5
Вырубленные детали плечевой накладки комплектовали и укладывали на основной волокнистый слой пакета Лекан, затем пакет покрывали волокнистым нетканым материалом с поверхностной плотностью согласно данным табл.3, включающим текстильные отходы швейного производства и термоусадочные волокна, в качестве которых были взяты поливинилхлоридные волокна в количестве согласно данным табл. 1. После этого производили соединение двух деталей иглопрокалыванием и окончательную вырубку плечевой накладки.
После получения плечевой накладки производили ее втачивание в пакет оката рукава на швейной машине 202 кл. по существующей технологии.
Окончательную стадию термостабилизации пространственной формы осуществляли в процессе влажно-тепловой обработки готового изделия на прессе ПОР- 1, ПОР-3 при температурах согласно данным табл. 7 и выдержке изделия по времени согласно данным табл. 6.
Использование предлагаемого способа позволяет получить швейное изделие с повышенной формоустойчивостью плечевого участка, сохраняющего объемную форму
0
5
0
5
при носке изделия. Кроме того, такой способ позволяет устранить дефекты (перекосы, смещения самой накладки), допущенные в процессе притачивания накладки к швейному изделию.
Формула изобретения 1. Способ формования плечевого участка швейного изделия, включающий формирование многослойного плоского пакета плечевой накладки, скрепление его иглопрокалыванием, притачивание накладки к швам швейного изделия со стороны рукавов в пакет оката рукава, придание плечевой накладке объемной формы и проведение влажно-тепловой обработки, отличающийся тем, что, с целью повышения качества швейного изделия, при формировании многослойного пакета плечевой накладки в последний вводят слой нетканого материала с поверхностной плотностью 170-190 г/м2, содержащий 20-40% термоусадочных волокон, который располагают в нижней части пакета, а придание пакету плечевой накладки объемной формы совмещают с процессом влажно-тепловой обработки, которую проводят при 140-160°С в течение 4-6 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Плечевая накладка для одежды | 1989 |
|
SU1621844A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНОГО НЕТКАНОГО МАТЕРИАЛА | 1992 |
|
RU2036993C1 |
| СПОСОБ СБОРКИ ВЕРХНЕЙ ОДЕЖДЫ | 1998 |
|
RU2151533C1 |
| Плечевая накладка для одежды | 1990 |
|
SU1729422A1 |
| СЛОИСТЫЙ ЗАЩИТНЫЙ МАТЕРИАЛ | 2010 |
|
RU2474628C2 |
| Способ изготовления нетканого материала с рельефной поверхностью | 1989 |
|
SU1670009A1 |
| МНОГОСЛОЙНЫЙ ТЕПЛОЗАЩИТНЫЙ МАТЕРИАЛ ДЛЯ ОБУВИ И ЕГО ВАРИАНТЫ | 2004 |
|
RU2255637C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФОРМОВАННОЙ ПРОКЛАДКИ ВЕРХНЕГО ОПОРНОГО УЧАСТКА ОДЕЖДЫ | 2017 |
|
RU2658817C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИММОБИЛИЗИРУЮЩИХ ИЗДЕЛИЙ | 2002 |
|
RU2246969C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДУБЛИРОВАННОГО МАТЕРИАЛА | 1998 |
|
RU2157866C2 |
Использование: в швейной промышленности. Сущность изобретения: формируют многослойный плоский пакет плечевой накладки, скрепляют его иглопрокалыванием, притачивают накладку к швам швейного изделия со стороны рукавов в пакет оката рукава, придают плечевой накладке объемную форму, проводят влажно-тепловую обработку. При формировании многослойного пакета плечевой накладки в последний вводят слой нетканого материала с поверхностной плотностью 170-190 г/м2, содержащий 20- 40% термоусадочных волокон, который располагают в нижней части пакета. Придание объемной формы совмещают с процессом влажно-тепловой обработки, которую проводят при 140-160°С в течение 4-6 с. 7 табл.
Влияние содержания ПВХ-волокон на качество плечевой накладки
30
Таблица 1
Влияние времени прессования на качество плечевой накладки
Таблица 3 Влияние поверхностной плотности термоусадочного слоя на качество плечевой накладки
Таблица 4 Влияние температуры прессования на качество плечевой накладки
Таблица 2
Таблица 5
Влияние содержания ПВХ в нижнем слое пакета плечевой накладки на внешний вид плечевого участка мужского костюма
Влияние времени прессования плечевого участка швейного изделия (мужской шерстяной
костюм) на его внешний вид
Таблица 6
Таблица 7
Влияние поверхностной плотности нижней прокладки плечевой накладки на внешний вид плечевого участка мужского костюма из шерстяной ткани
| Савостицкий А.В | |||
| и др | |||
| Технология швейных изделий, М.: изд-во Легкая и пищевая промышленость, 1982, с | |||
| СТЕРЕООЧКИ | 1920 |
|
SU291A1 |
