Область применения изобретения
Настоящее изобретение относится к способу упаковки тампона.
Предпосылки создания изобретения
Известны способы закрытия одного конца трубчатых контейнеров.
В документе US 8221371 (McNeil-PPC Inc.) описана оболочка со сложенной нижней частью и способ обертывания тампона. Этот способ содержит цилиндрическую оболочку, которая выступает за конец тампона. Извлекаемый конец запаивают. Вводимый конец может иметь куполообразную или уплощенную геометрию. Зажимы, предпочтительно четыре зажима, входят в контакт с вводимым концом, в результате чего перекрывающая часть окружает вводимый конец тампона и запечатывается. Для этой цели указанные зажимы подпружиниваются и нагреваются. Гибочная станция складывает избыток обертки.
В документе US 5,907,941 (Fuji Photo Film. Co.) описано оберточное устройство для полотноведущего валка, предпочтительно фотографической пленки. Вокруг указанного полотноведущего валка наматывается лист. Полотноведущий валок оснащен сердечником, который соединен с удерживающим элементом. Дисковая рейка прикреплена к гибочному блоку, нагревательному элементу и охлаждающему элементу. Указанная рейка может вращаться вокруг оси и, таким образом, вокруг удерживающего элемента с зафиксированным полотноведущим валком. Теперь гибочный блок, нагревательный элемент и охлаждающий элемент перемещаются радиально ближе к оси для контакта с кромкой полотноведущего валка. Гибочный блок вращается в противоположном направлении относительно вращения рейки, и с помощью гибочных ножей получают четкие линии сгиба. Указанный нагревательный элемент запечатывает линии сгиба, которые охлаждаются охлаждающим элементом.
В документе GB 966121 описана оберточная машина для валка. Можно использовать любой цилиндрический предмет. Оберточная машина содержит ряд гибочных пластин, разнесенных на угловые интервалы вокруг главной оси, коаксиальной с валком, средство, приводящее гибочные пластины в одновременное движение вовнутрь в направлении главной оси, складывая таким образом трубчатый выступающий конец оберточного материала, и средство для вращения узла гибочных пластин через угол вокруг главной оси, в результате чего складки оберточного материала плотно прижимаются к торцу валка. Предпочтительно гибочные ножи имеют шарнирное крепление для поддержания элементов, которые могут перемещаться вовнутрь.
В документе US 3807132 описана оберточная машина для «цилиндрического объекта», например рулона туалетной бумаги, имеющего осевое отверстие. Для процесса обертывания его устанавливают на толкательном элементе. Цилиндрическая рама вращается вокруг цилиндрического объекта, а захватывающие элементы перемещаются радиально вовнутрь для процесса складывания. Вращение вызывает разглаживание складок и нанесение узора.
Однако ни в одной из этих ссылок не описываются способ и устройство для высокоскоростного закрытия трубчатой пластиковой оболочки для использования с тампонами.
Изложение сущности изобретения
Настоящее изобретение относится к высокоскоростным способам закрытия трубчатых пластиковых оболочек для использования с тампонами. В одном варианте осуществления способ включает в себя стадии, на которых обеспечивают упаковочную пленку на шпинделе в форме полой трубки, формируют складчатую поверхность путем вращения полой трубки и шпинделя при встречном вращении пластины, имеющей множество гибочных ножей, проходящих от нее вовне, с образованием множества складок, которые формируют складчатую поверхность, по существу перпендикулярную продольной оси полой трубки, причем каждый гибочный нож взаимодействует с частью выступающей части трубки, прикладывают тепло и давление к складчатой поверхности с образованием закрытого конца, вставляют тампон в трубку и закрывают первый конец трубки. Материал упаковочной пленки содержит по меньшей мере одну термопластичную поверхность, а шпиндель имеет первый конец, проходящий от вращающейся платформы, и второй конец, расположенный дистально от первого конца. Кроме того, шпиндель выполнен с возможностью вращения относительно вращающейся платформы, на которой он установлен. Кроме того, полая трубка имеет область перекрывающегося продольного шва, имеющую два слоя упаковочной пленки, и имеет первый конец, соответствующий первому концу шпинделя, и второй конец, расположенный дистально от него, причем второй конец выходит за пределы второго конца шпинделя для образования выступающей части трубки, и длину, проходящую от первого конца до второго конца; причем выступающая часть трубки имеет длину, приблизительно равную радиусу полой трубки.
В альтернативном варианте осуществления складчатая поверхность формируется путем вращения множества гибочных ножей перпендикулярно продольной оси полой трубки для зацепления выступающей части трубки с образованием множества складок, которые формируют складчатую поверхность, по существу перпендикулярную продольной оси полой трубки.
Краткое описание графических материалов
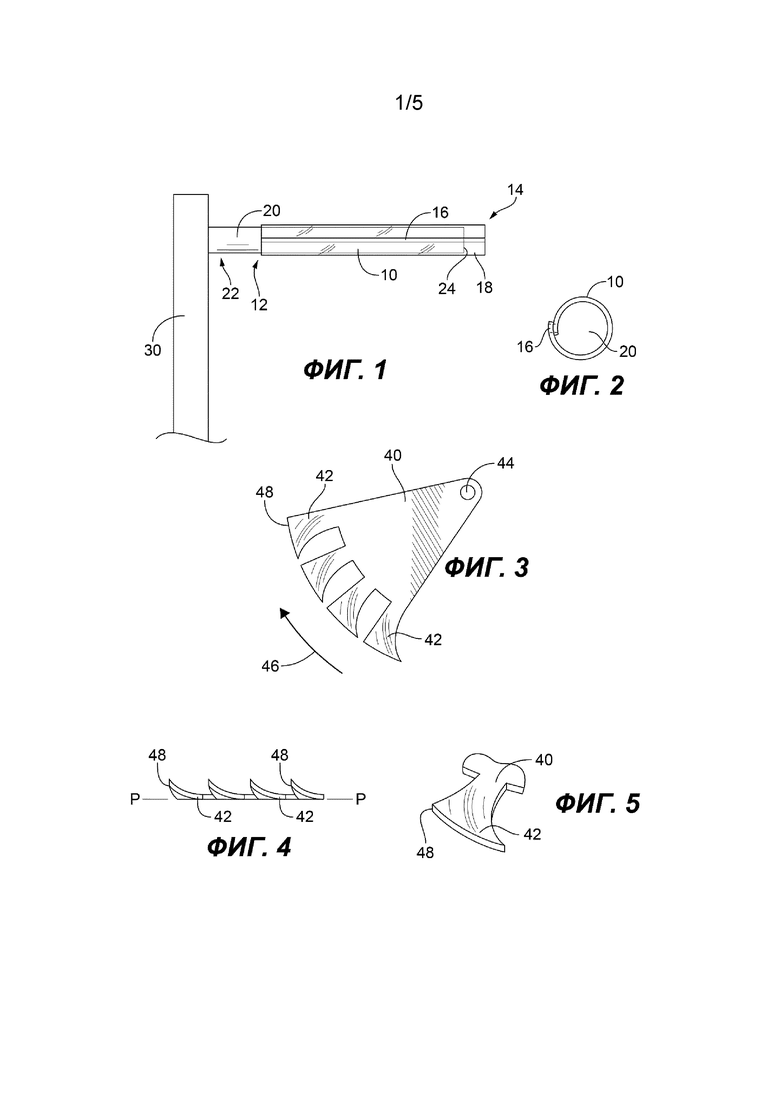
На Фиг. 1 представлен вид сбоку открытой оберточной трубки, расположенной на шпинделе.
На Фиг. 2 представлен вид с торца открытой оберточной трубки и шпинделя, показанных на Фиг. 1.
На Фиг. 3 представлен вид в горизонтальной проекции веерообразной гибочной пластины, используемой в способе настоящего изобретения.
На Фиг. 4 представлен вид сбоку веерообразной гибочной пластины, показанной на Фиг. 3.
На Фиг. 5 представлен вид в перспективе гибочного ножа гибочной пластины, показанной на Фиг. 3.
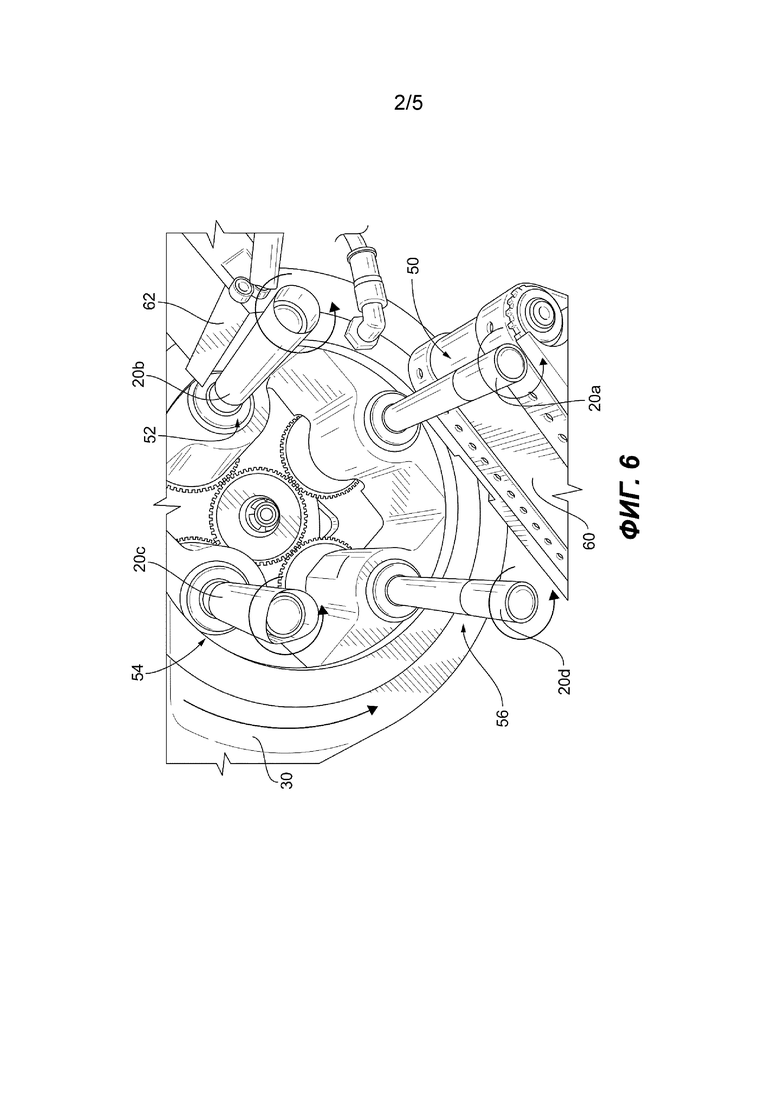
На Фиг. 6 представлен вид в перспективе барабана и вспомогательного оборудования, используемого в практической реализации настоящего изобретения.
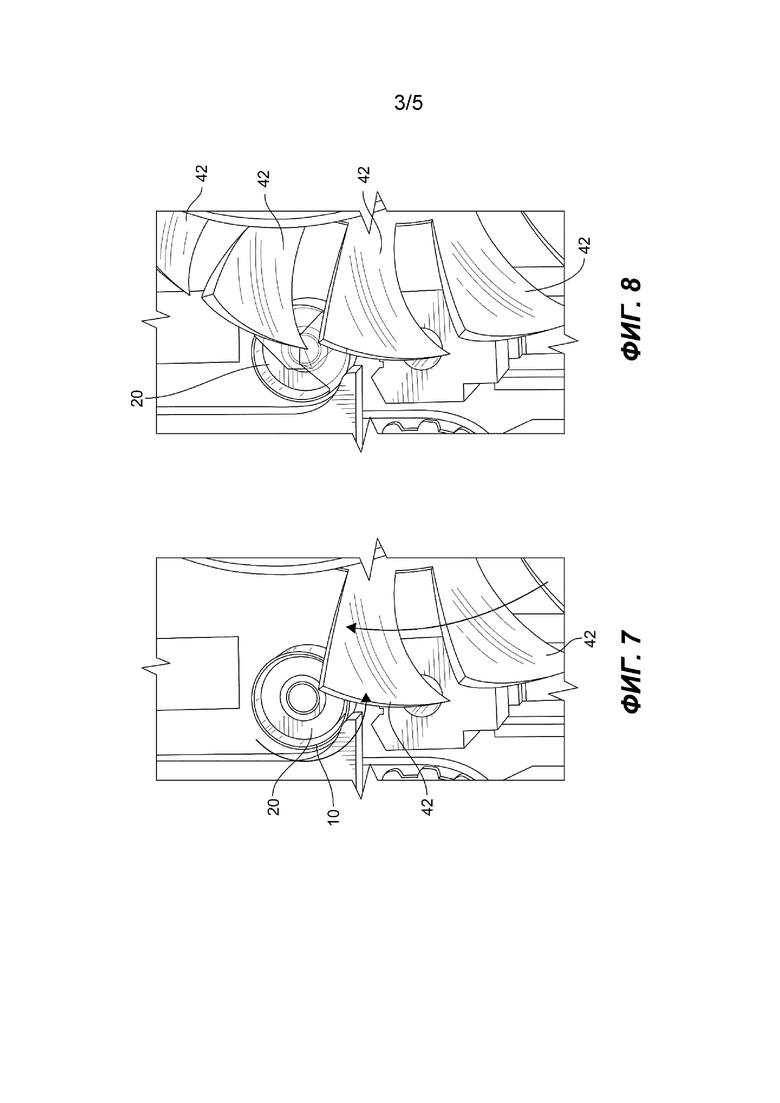
На Фиг. 7 представлены виды крупным планом механизма зацепления веерообразный гибочной пластины, показанной на Фиг. 3, и шпинделя, показанного на Фиг. 2, в процессе формирования складок по второму концу оберточной трубки, показанной на Фиг. 2.
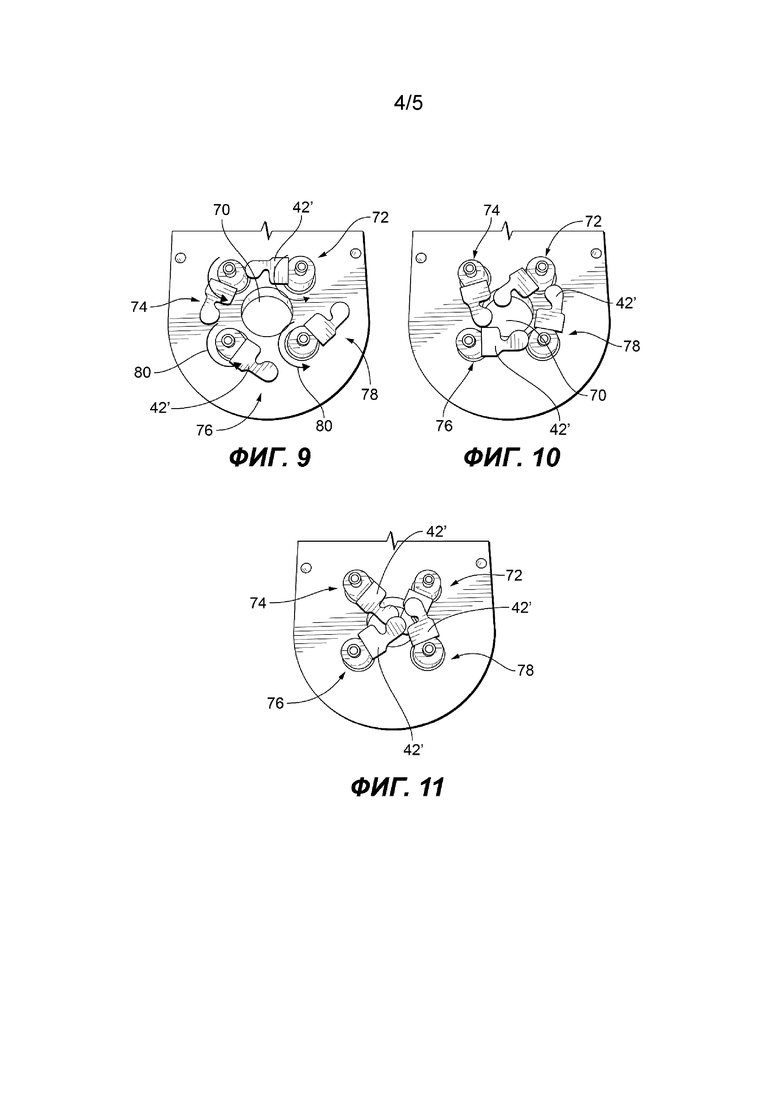
На Фиг. 9-11 представлены виды в горизонтальной проекции альтернативного варианта осуществления устройства для закрытия трубки оберточного материала настоящего изобретения.
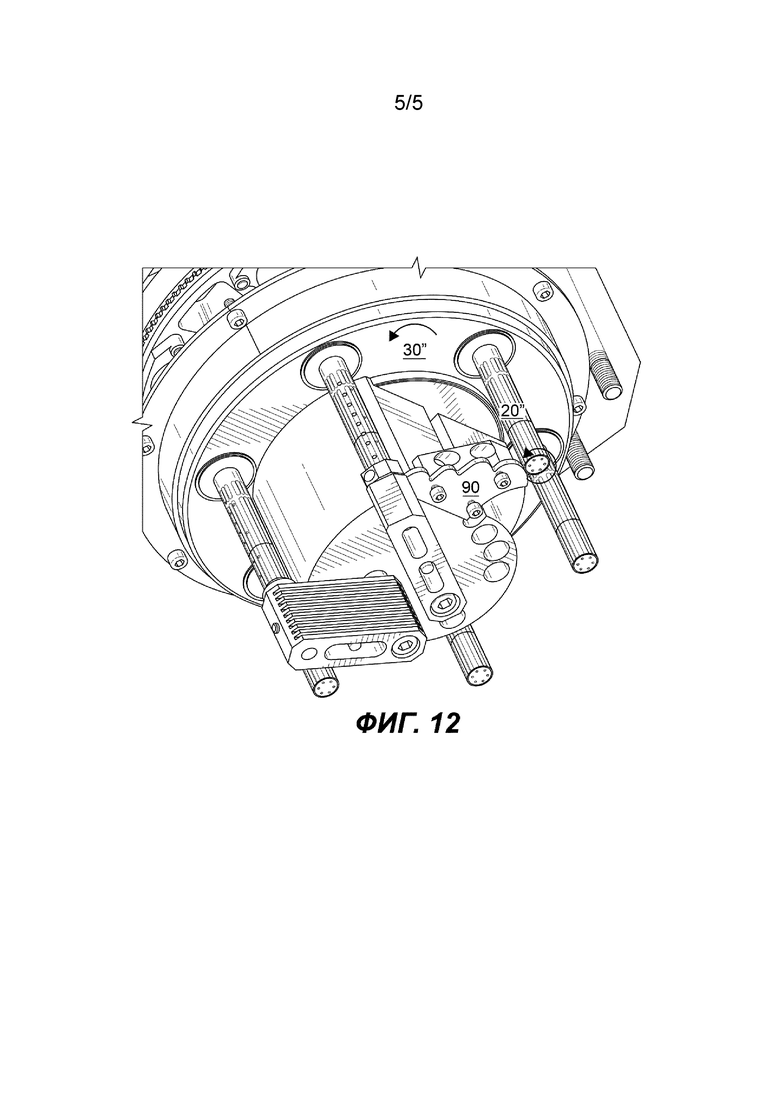
На Фиг. 12 представлен вид в перспективе альтернативного варианта осуществления устройства для закрытия трубки оберточного материала настоящего изобретения.
Подробное описание изобретения
Ниже приведено подробное описание настоящего изобретения, в котором идентичные элементы помечены одинаковыми номерами на Фиг. 1-11. Ссылаясь на Фиг. 1-2, пластиковая оберточная пленка в форме гибкой упаковочной трубки 10 расположена на шпинделе 20. Гибкая упаковочная трубка 10 имеет первый открытый конец 12, второй открытый конец 14 и продольный шов 16. Шпиндель 20 имеет первый конец 22, проходящий от вращающейся платформы 30, и второй конец 24, расположенный дистально от первого конца 22, и длину, проходящую от первого конца 22 до второго конца 24, и выполнен с возможностью вращения относительно вращающейся платформы 30. Второй конец 14 гибкой упаковочной трубки 10 выходит за пределы второго конца 24 шпинделя 20 для образования выступающей части 18 трубки.
На Фиг. 3-5 представлены признаки веерообразный гибочной пластины 40, имеющей четыре гибочных ножа 42, которая выполнена с возможностью поворота вокруг шарнира 44 в направлении, указанном стрелкой 46. При вращении гибочной пластины 40 в направлении стрелки 46 передняя кромка 48 каждого гибочного ножа 42 приподнимается относительно плоскости гибочной пластины 40, что позволяет гибочному ножу 42 входить в зацепление с выступающей частью 18 гибкой упаковочной трубки 10. Остальная часть гибочного ножа 42 изгибается и/или опускается до плоскости «p-p» гибочной пластины 40 (показано на Фиг. 4). Таким образом, когда каждый гибочный нож 42 проходит по выступающей части 18 гибкой упаковочной трубки 10, он формирует складку на втором открытом конце 24 гибкой упаковочной трубки 10. Четыре гибочных ножа 42 варианта осуществления на этих фигурах выполнены с возможностью формирования четырех складок на открытом конце 24 гибкой упаковочной трубки 10. После формирования этих складок их можно нагреть под давлением для размягчения пластикового оберточного пленочного материала для их запечатывания таким образом, чтобы закрыть ранее открытый второй конец 14 гибкой упаковочной трубки 10.
Хотя в данном варианте осуществления показаны четыре гибочных ножа, специалисту в данной области будет понятно, что можно использовать и другие количества - от трех до восьми или более. Предпочтительно число ножей составляет от четырех до шести.
На Фиг. 6 представлена вращающаяся платформа 30, на которой установлены четыре шпинделя 20. Как показано на позиции 50, первый шпиндель 20a входит в зацепление с транспортером 60, который подает к нему пластиковую оберточную пленку. Каждый шпиндель 20 может иметь отверстия и/или прорези, через которые создается вакуумметрическое давление, прижимающее пластиковую оберточную пленку к шпинделю для удержания. Как показано на позиции 52, второй шпиндель 20b входит в зацепление с продольным запечатывающим стержнем 62, расположенным и выполненным с возможностью запечатывать перекрывающиеся слои пластиковой оберточной пленки с образованием гибкой упаковочной трубки 10. Позиция 54 представляет собой гибочное устройство для трубки (не показано на этой фигуре) и содержит третий шпиндель 20c с гибкой упаковочной трубкой 10, готовой к зацеплению с гибочным устройством для трубки. В позиции 56 четвертый шпиндель 20d передал гибкую упаковочную трубку 10 для дальнейшей обработки.
На Фиг. 7 и 8 показано зацепление гибочных ножей 42 с выступающей частью 18 гибкой упаковочной трубки 10. Как показано на Фиг. 7, шпиндель 20 вращается против часовой стрелки, тогда как гибочные ножи 42 вращаются по часовой стрелке. На Фиг. 8 показан частично завершенный процесс, когда два из гибочных ножей 42 образовали соответствующее количество складок на втором открытом конце 14.
В альтернативном варианте осуществления, представленном на Фиг. 9-11, шпиндель (не показан) остается неподвижным в отверстии 70, в то время как четыре гибочных ножа 42', выполненных с возможностью независимого вращения, последовательно поворачиваются, например, начиная с позиции 72, за которой следуют позиция 74, позиция 76 и позиция 78. На Фиг. 9 представлены четыре независимых гибочных ножа 42', готовых к повороту в направлении, указанном стрелками 80. На Фиг. 10 показаны гибочные ножи 42', соответствующие позиции 72, наиболее удаленные по отверстию 70, за которой близко следует позиция 74, в то время как гибочный нож 42', соответствующий позиции 76, приближается к отверстию 70. На Фиг. 11 показаны все четыре гибочных ножа 42', расположенные по отверстию 70. После формирования этих складок их можно нагреть под давлением для размягчения пластикового оберточного пленочного материала для их запечатывания таким образом, чтобы закрыть ранее открытый второй конец 14 гибкой упаковочной трубки 10.
Хотя в данном варианте осуществления показаны четыре гибочных ножа, специалисту в данной области будет понятно, что можно использовать и другие количества - от трех до восьми или более. Предпочтительно число ножей составляет от четырех до шести.
В альтернативном варианте осуществления, представленном на Фиг. 12, вращающаяся платформа 30 и шпиндель 20 вращаются вдоль неподвижной волнообразной пластины 90. Каждая волна образует отдельный сгиб или складку. После формирования этих складок их можно нагреть под давлением для размягчения пластикового оберточного пленочного материала для их запечатывания таким образом, чтобы закрыть ранее открытый второй конец (не показан) гибкой упаковочной трубки (не показана).
Хотя в данном варианте осуществления показаны четыре гибочных волны, специалисту в данной области будет понятно, что можно использовать и другие количества - от трех до восьми или более. Предпочтительно число волн составляет от четырех до шести.
Представленные выше описание и варианты осуществления предназначены для более полного и не имеющего ограничительного характера понимания изобретения, описанного в настоящем документе. Так как возможны различные изменения и варианты осуществления изобретения без отступления от его сущности и объема, суть настоящего изобретения отражена в прилагаемой ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАМАТЫВАНИЯ МАТЕРИАЛА ТАМПОНА | 2016 |
|
RU2733147C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ОТРЕЗКОВ ЖГУТА ИЗ ВПИТЫВАЮЩЕГО ЖИДКОСТЬ МАТЕРИАЛА | 1996 |
|
RU2194482C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТАМПОНА ДЛЯ ЖЕНСКОЙ ГИГИЕНЫ | 2015 |
|
RU2696392C2 |
| ТАМПОН ДЛЯ ЖЕНСКОЙ ГИГИЕНЫ | 2019 |
|
RU2808085C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАДЕЛКИ УПАКОВОЧНОЙ ТРУБКИ | 2000 |
|
RU2230692C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2170671C1 |
| ПОГЛОЩАЮЩИЙ ТАМПОН, ОБЕСПЕЧИВАЮЩИЙ ВОЗМОЖНОСТЬ ВСТАВКИ ПАЛЬЦАМИ БЕЗ ПАЧКАНИЯ | 2004 |
|
RU2370251C2 |
| УПАКОВКА КОНТАКТНЫХ ЛИНЗ С ОДНИМ КАСАНИЕМ | 2021 |
|
RU2837604C1 |
| СХЕМА УПЛОТНЕНИЯ ДЛЯ ОБОЛОЧКИ ТАМПОНА | 2009 |
|
RU2506067C2 |
| АППЛИКАТОР ДЛЯ ТАМПОНА | 2006 |
|
RU2402998C2 |
Группа изобретений относится к области упаковочных устройств. Способ упаковки тампона состоит из стадий, на которых обеспечивают упаковочную пленку на шпинделе в форме полой трубки, формируют складчатую поверхность путем вращения полой трубки и шпинделя при встречном вращении пластины, имеющей множество гибочных ножей, продолжающихся от нее наружу, дистально от ее оси вращения, с образованием множества складок, которые формируют складчатую поверхность, по существу перпендикулярную продольной оси полой трубки, причем каждый гибочный нож взаимодействует с частью выступающей части трубки, прикладывают тепло и давление к складчатой поверхности с образованием закрытого конца, вставляют тампон в трубку и закрывают первый конец трубки. Устройство для формирования упаковочной трубки для тампона содержит множество вращающихся шпинделей. Каждый шпиндель имеет первый конец, проходящий от вращающейся платформы, и второй конец, расположенный дистально от первого конца. Устройство дополнительно содержит станцию закрытия трубки, содержащую множество гибочных ножей, расположенных последовательно и выполненных в веерообразной конфигурации в плоскости, перпендикулярной оси вращения вращающейся платформы и нагревателя. Каждый из множества вращающихся шпинделей выполнен с возможностью перемещения на станцию закрытия трубки и вращения в направлении, противоположном гибочным ножам, с образованием ряда складок на конце трубки упаковочной пленки, образованной вокруг такого вращающегося шпинделя, для термического скрепления ряда складок на втором конце каждого шпинделя. Обеспечивается высокоскоростное закрытие трубчатой пластиковой оболочки для использования с тампонами. 2 н. и 5 з.п. ф-лы, 12 ил.
1. Способ упаковки тампона, предусматривающий стадии, на которых:
a) обеспечивают упаковочную пленку на шпинделе в форме полой трубки, причем:
i) материал упаковочной пленки содержит по меньшей мере одну термопластичную поверхность;
ii) шпиндель имеет первый конец, продолжающийся от вращающейся платформы, и второй конец, расположенный дистально от первого конца, и длину, продолжающуюся от первого конца до второго конца, и выполнен с возможностью вращения относительно вращающейся платформы,
iii) полая трубка имеет область перекрывающегося продольного шва, имеющую два слоя упаковочной пленки, и имеет первый конец, соответствующий первому концу шпинделя, и второй конец, расположенный дистально от него, причем второй конец продолжается за пределы второго конца шпинделя для образования выступающей части трубки, и длину, продолжающуюся от первого конца до второго конца; причем выступающая часть трубки имеет длину, приблизительно равную радиусу полой трубки;
b) формируют складчатую поверхность путем вращения полой трубки и шпинделя при встречном вращении пластины, имеющей множество гибочных ножей, продолжающихся от нее наружу, дистально от ее оси вращения, с образованием множества складок, которые формируют складчатую поверхность, по существу перпендикулярную продольной оси полой трубки, причем каждый гибочный нож взаимодействует с частью выступающей части трубки;
c) прикладывают тепло и давление к складчатой поверхности с образованием закрытого конца;
d) вставляют тампон в трубку; и
e) закрывают первый конец трубки.
2. Способ по п. 1, в котором упаковочная пленка содержит термопластичную пленку.
3. Способ по п. 1, в котором упаковочная пленка содержит покрывающий слой термопластичной поверхности.
4. Способ по п. 1, в котором стадия обеспечения упаковочной пленки на шпинделе в форме полой трубки предусматривает
a) наматывание упаковочной пленки на шпиндель с образованием полой трубки, причем:
i) материал упаковочной пленки содержит по меньшей мере одну термопластичную поверхность;
ii) шпиндель имеет первый конец, продолжающийся от вращающейся платформы, и второй конец, расположенный дистально от первого конца, и длину, продолжающуюся от первого конца до второго конца,
iii) полая трубка имеет область перекрывающегося продольного шва, имеющую два слоя упаковочной пленки, и имеет первый конец, соответствующий первому концу шпинделя, и второй конец, расположенный дистально от него, причем второй конец выходит за пределы второго конца шпинделя для образования выступающей части трубки, и длину, проходящую от первого конца до второго конца; причем выступающая часть трубки имеет длину, приблизительно соответствующую радиусу полой трубки; и
b) прикладывают тепло и давление к области перекрывающегося продольного шва с образованием продольного шва.
5. Устройство для формирования упаковочной трубки для тампона, содержащее:
множество вращающихся шпинделей, причем каждый шпиндель имеет первый конец, проходящий от вращающейся платформы, и второй конец, расположенный дистально от первого конца; причем устройство дополнительно содержит:
станцию закрытия трубки, содержащую множество гибочных ножей, расположенных последовательно и выполненных в веерообразной конфигурации в плоскости, перпендикулярной оси вращения вращающейся платформы и нагревателя;
причем каждый из множества вращающихся шпинделей выполнен с возможностью перемещения на станцию закрытия трубки и вращения в направлении, противоположном гибочным ножам, с образованием ряда складок на конце трубки упаковочной пленки, образованной вокруг такого вращающегося шпинделя, для термического скрепления ряда складок на втором конце каждого шпинделя.
6. Устройство по п. 5, в котором гибочные ножи разделены, имеют изогнутую переднюю кромку, и последовательно расположены, и выполнены в веерообразной конфигурации.
7. Устройство по п. 5, в котором гибочные ножи имеют форму волнообразной пластины.
| Медицинская кровать | 1986 |
|
SU1477406A1 |
| US 5987847 A, 23.11.1999 | |||
| GB 191500921 A, 13.01.1916 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАДЕЛКИ УПАКОВОЧНОЙ ТРУБКИ | 2000 |
|
RU2230692C2 |

