Настоящее изобретение относится к усовершенствованной упаковочной машине. Упаковочная машина, выполненная в соответствии с изобретением, особенно полезна для упаковки плоских изделий, уложенных друг на друга. Например, упаковочная машина особенно эффективна для упаковки керамической плитки.
Способ упаковки, в настоящее время наиболее широко используемый для керамической плитки, включает формирование упаковок, содержащих несколько плиток, сложенных стопкой друг на друга. Стопка плиток ограничена упаковкой, обычно изготовленной из штампованного картона, которая охватывает только боковые края и периферийную верхнюю и нижнюю кромки этой стопки.
Упаковка содержит четыре стороны, каждая из которых имеет боковую часть, которая образует боковую сторону упаковки, верхнюю часть, которая образует верхнюю поверхность упаковки, и нижнюю часть, которая образует нижнюю поверхность упаковки. Верхняя часть и нижняя часть по существу параллельны друг другу, тогда как боковая часть перпендикулярна верхней части и нижней части. Четыре стороны образуют прямоугольник.
Каждая сторона упаковки, показанная в разрезе вдоль плоскости, перпендикулярной ее продольному измерению, по существу имеет С-образный профиль с отверстием, обращенным к другим сторонам и центральной области упаковки. Известно, что эта конфигурация позволяет упаковке охватывать стопку плиток по ее периметру, покрывая боковые поверхности плиток и периферийную кромку верхней плитки и периферийную кромку нижней плитки в стопке.
Каждая сторона упаковки сформирована заготовкой, которая имеет средний клапан, предназначенный для формирования боковой части стороны. Заготовка дополнительно содержит по меньшей мере первый боковой клапан, соединенный со средним клапаном по первой линии сгиба. Первый боковой клапан предназначен для формирования верхней части стороны. Заготовка дополнительно содержит по меньшей мере второй боковой клапан, соединенный со средним клапаном по второй линии сгиба, параллельной первой линии сгиба. Второй боковой клапан предназначен для формирования нижней части стороны. Каждая заготовка имеет конструкцию, обеспечивающую возможность ее складывания по линиям сгиба, чтобы принимать С-образную конфигурацию с отверстием, обращенным к другим сторонам упаковки.
Упаковочные машины, имеющиеся в настоящее время, имеют один или два блока хранения для временного хранения заготовок, необходимых для формирования упаковки. Средства манипуляции забирают заготовки из блокой хранения и размещают их в положениях для изготовления упаковки. Средства манипуляции должны выполнять значительно шарнирно-сочлененные и сложные перемещения, при этом стопка плиток часто должна поворачиваться вокруг вертикальной оси для облегчения позиционирования заготовок. Все вышесказанное предполагает значительную сложность машины и удлинение времени производства.
Целью настоящего изобретения является создание усовершенствованной упаковочной машины, которая позволяет устранить недостатки, имеющиеся в доступных в настоящее время машинах.
Преимущество машины, выполненной в соответствии с настоящим изобретением, заключается в том, что значительно упрощаются перемещения, требуемые для средств манипуляции заготовками, что позволяет упростить конструкцию средств манипуляции.
Дополнительным преимуществом предложенной машины является то, что она позволяет значительно сократить время упаковки.
Еще одним важным преимуществом предложенной машины является то, что она может быть быстро адаптирована к упаковкам с различными размерами.
Дополнительные характеристики и преимущества настоящего изобретения станут более очевидными из последующего подробного описания варианта его выполнения, проиллюстрированного посредством неограничивающего примера на прилагаемых чертежах, на которых:
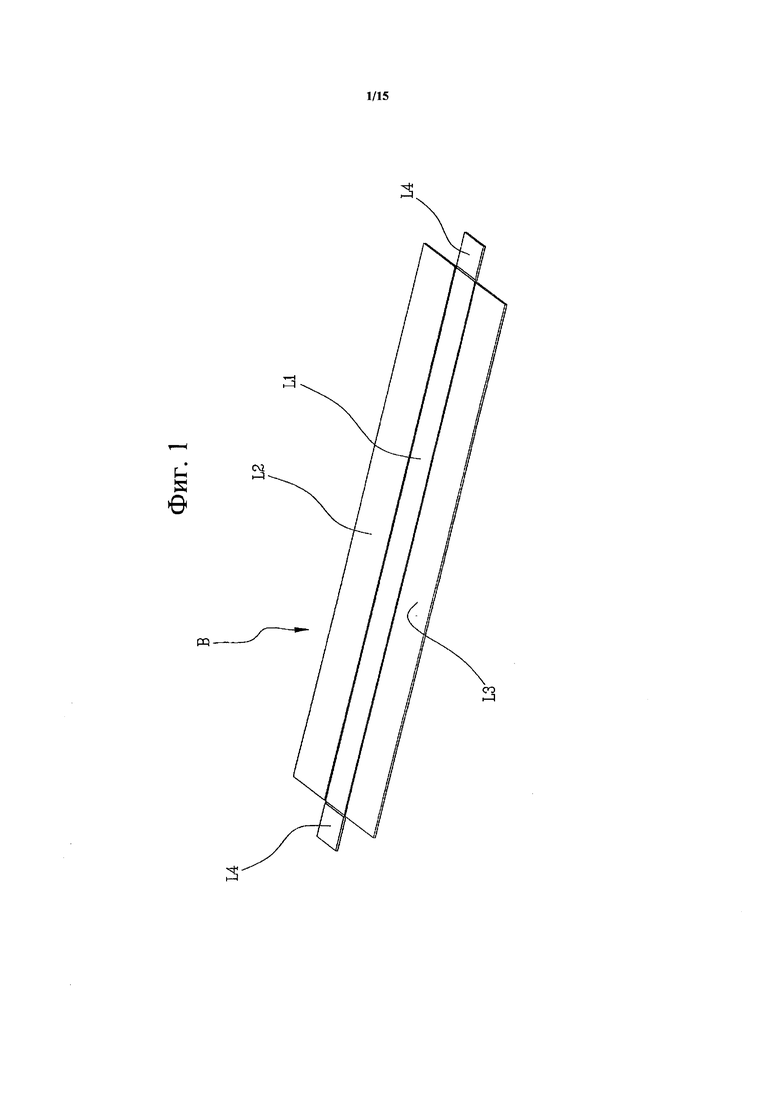
Фиг. 1 изображает заготовку (В), пригодную для использования в машине, выполненной в соответствии с настоящим изобретением;
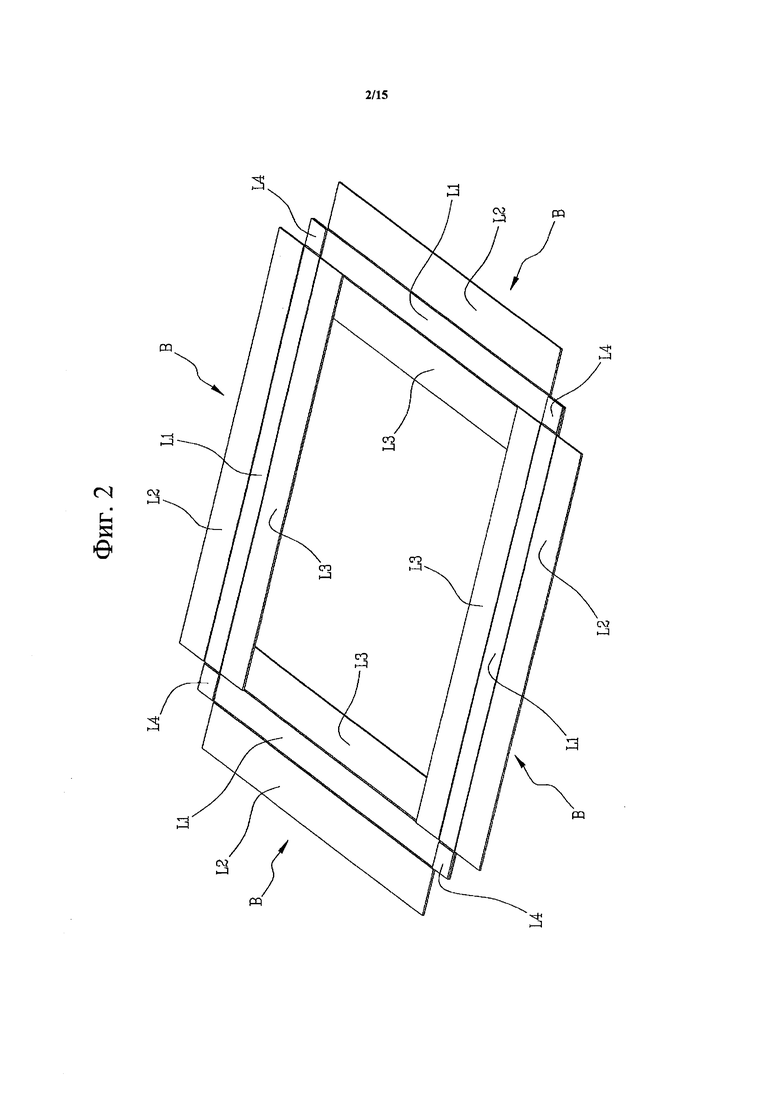
Фиг. 2 изображает четыре заготовки (В), расположенные в промежуточной конфигурации создания упаковки (С);
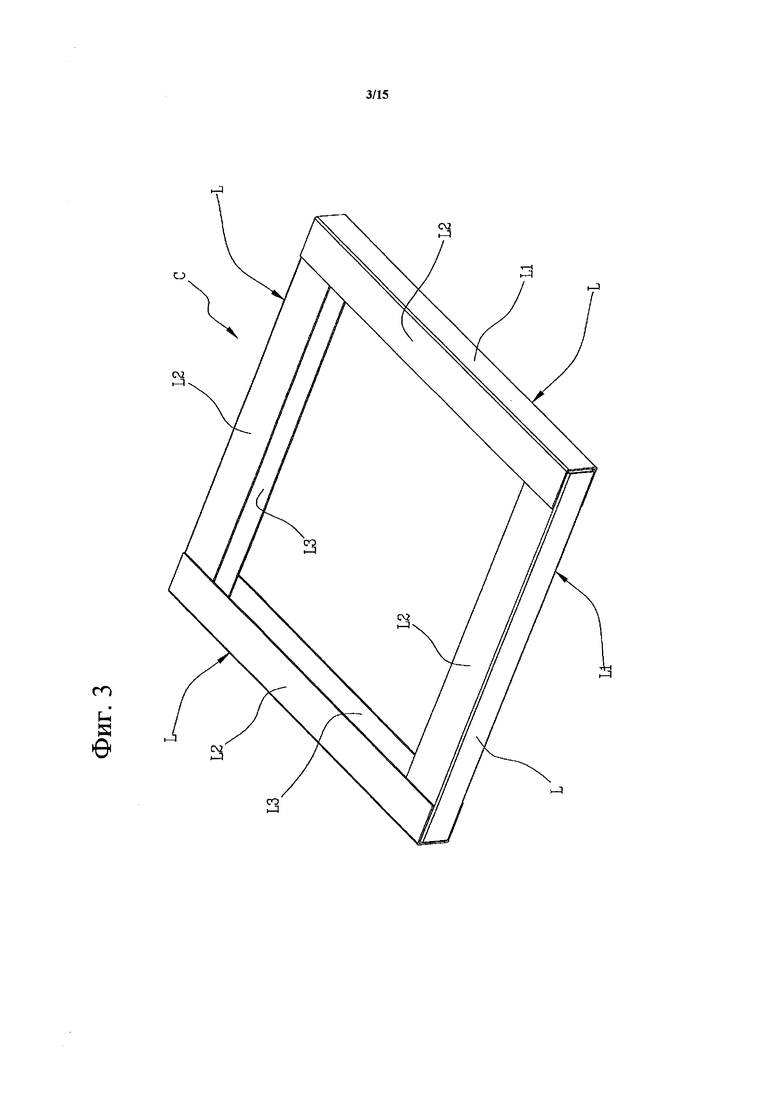
Фиг. 3 изображает упаковку (С), полученную с использованием заготовок, показанных на Фиг. 2;
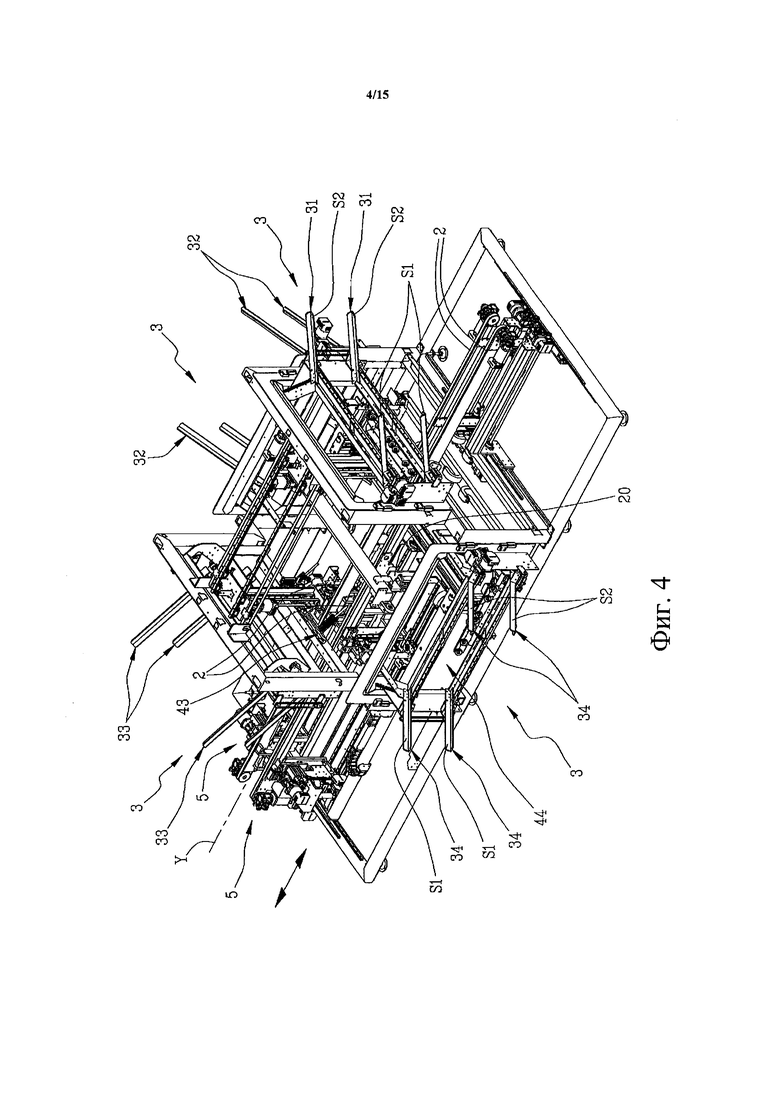
Фиг. 4 изображает в аксонометрии схематический вид предложенной машины;
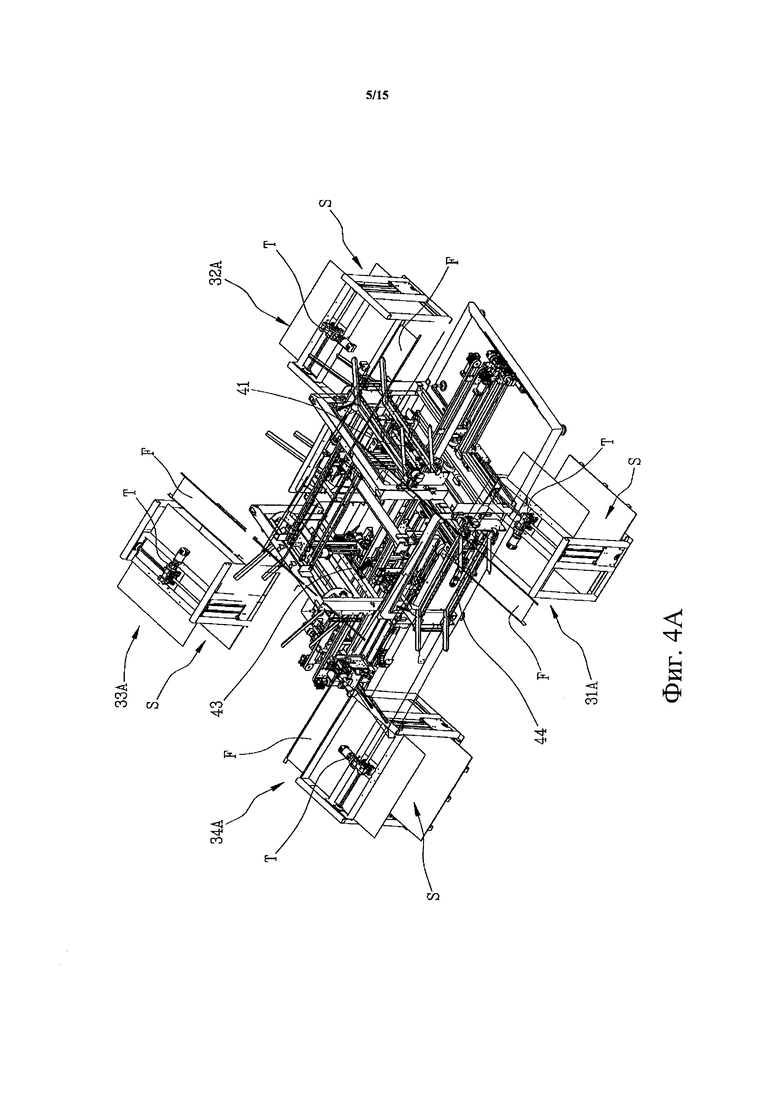
фиг. 4А изображает в аксонометрии схематический вид второго варианта выполнения предложенной машины;
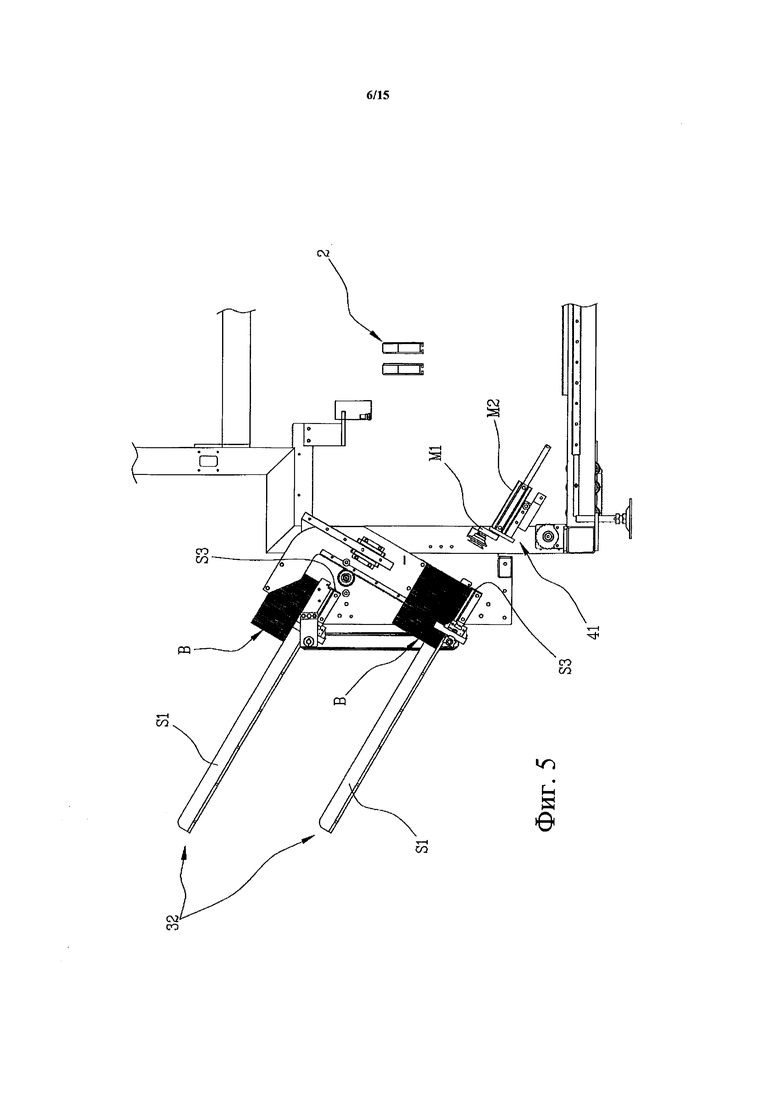
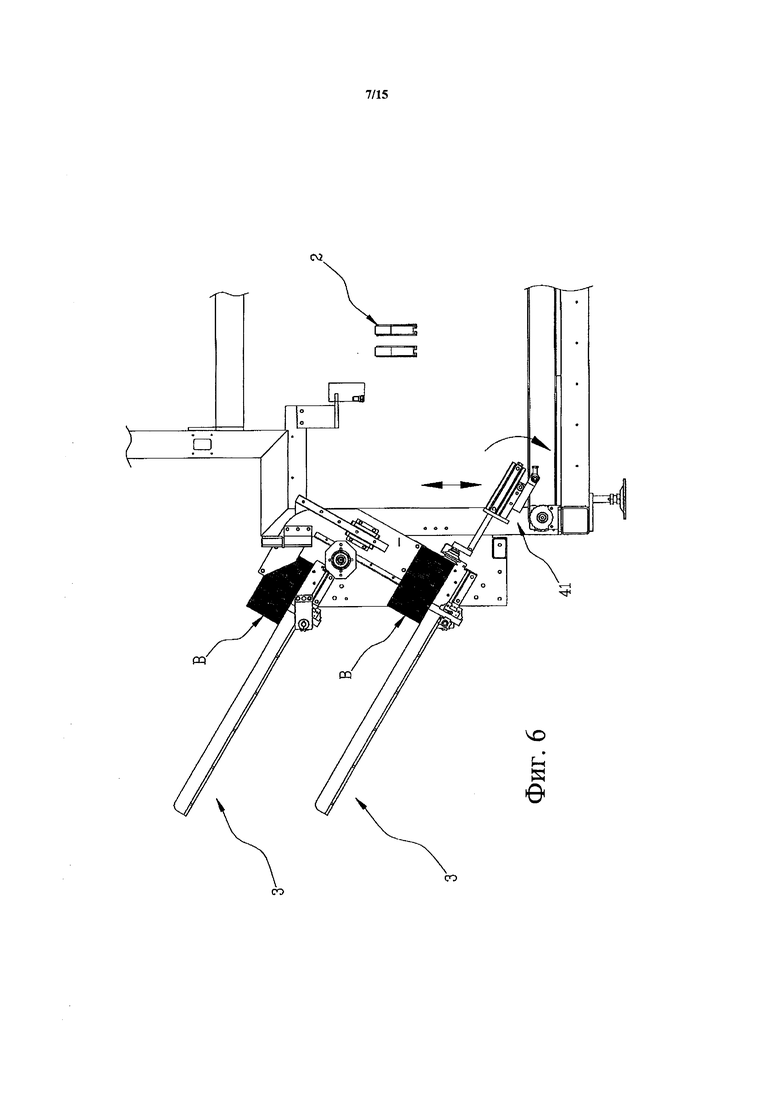
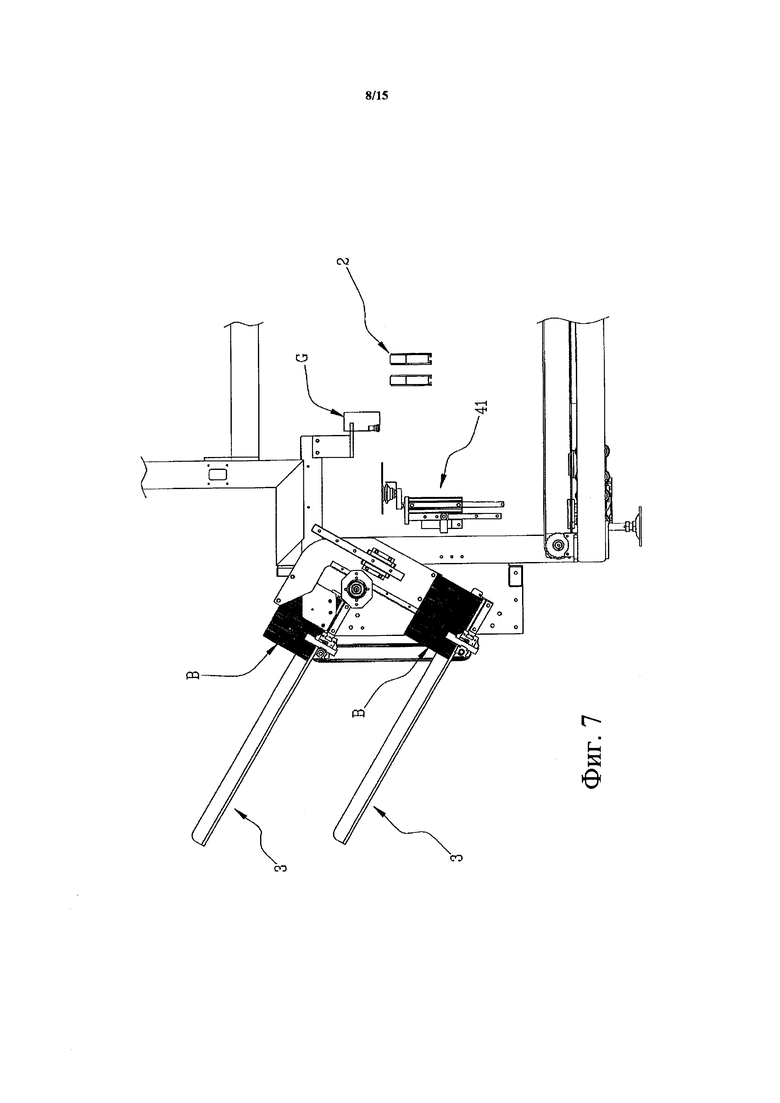
Фиг. 5, 6, 7 иллюстрируют три последовательных этапа рабочего цикла, выполняемых средством (41) манипуляции машины; некоторые части машины удалены, чтобы выделить само средство манипуляции;
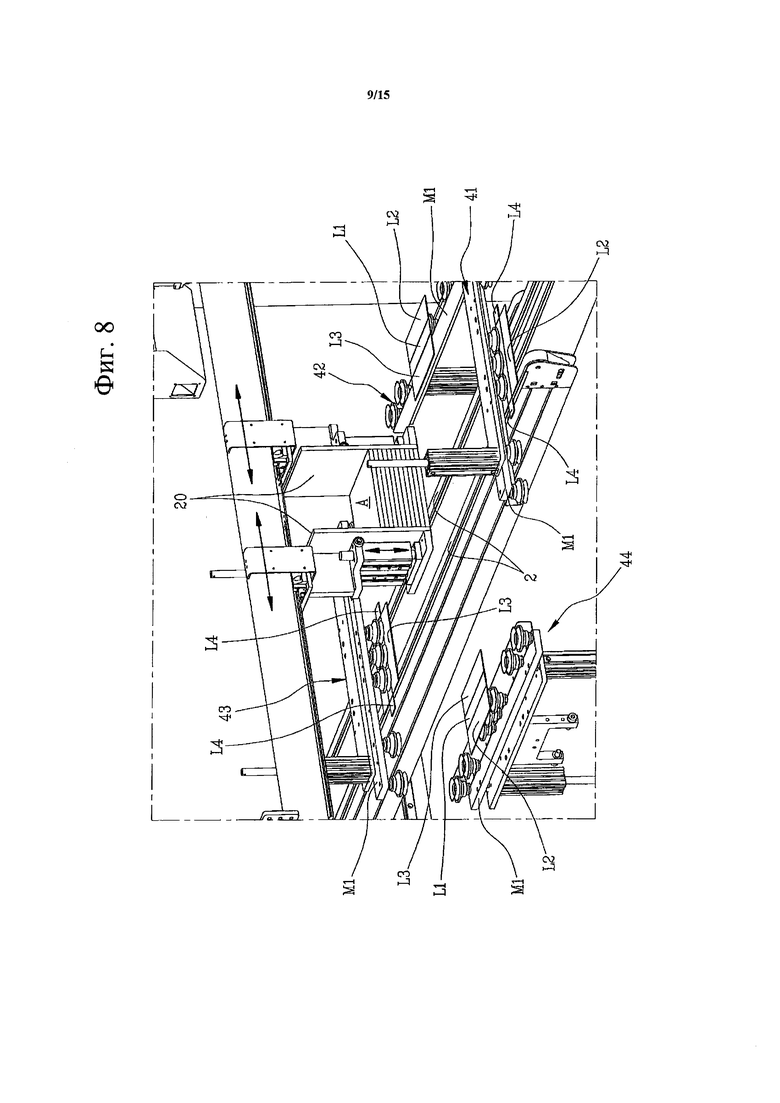
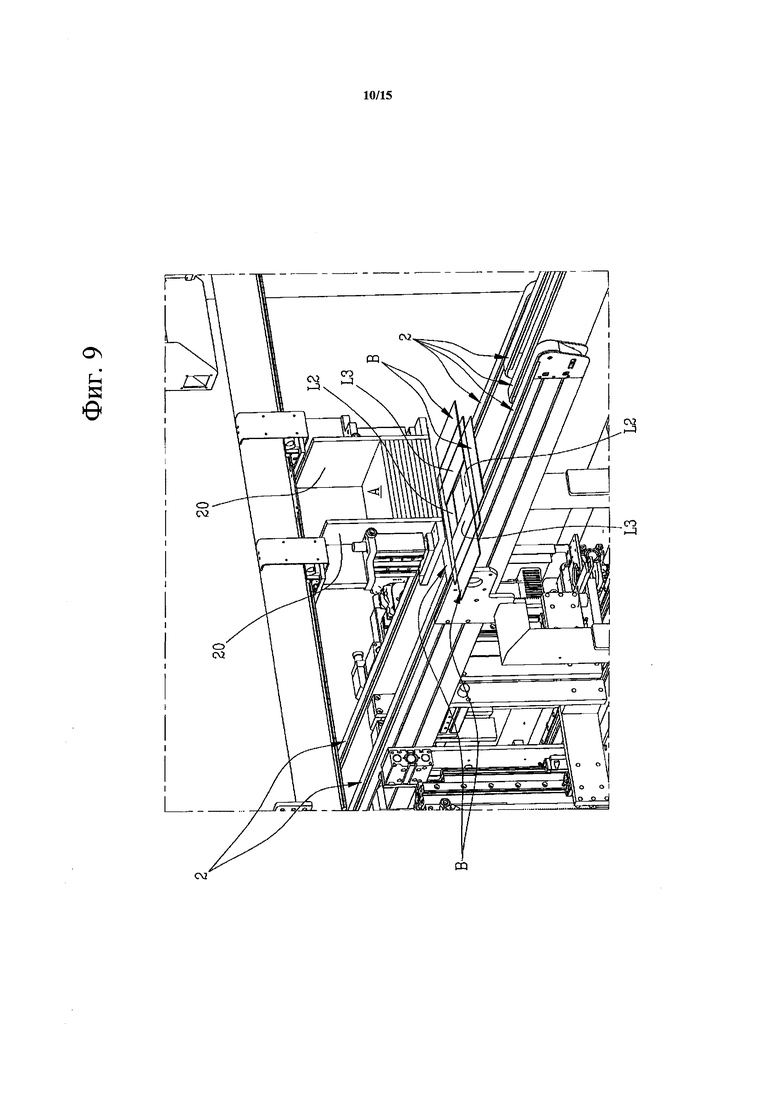
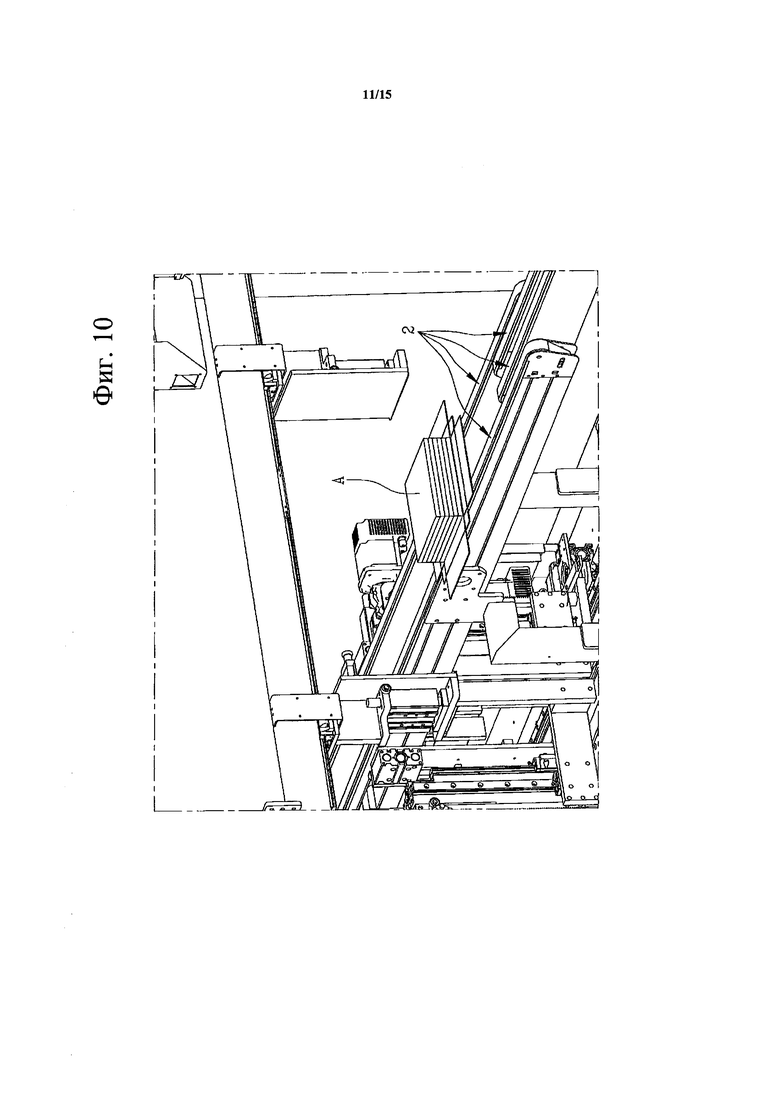
Фиг. 8, 9, 10 иллюстрируют три последовательных этапа позиционирования заготовок (В) и подлежащих упаковке изделий (А);
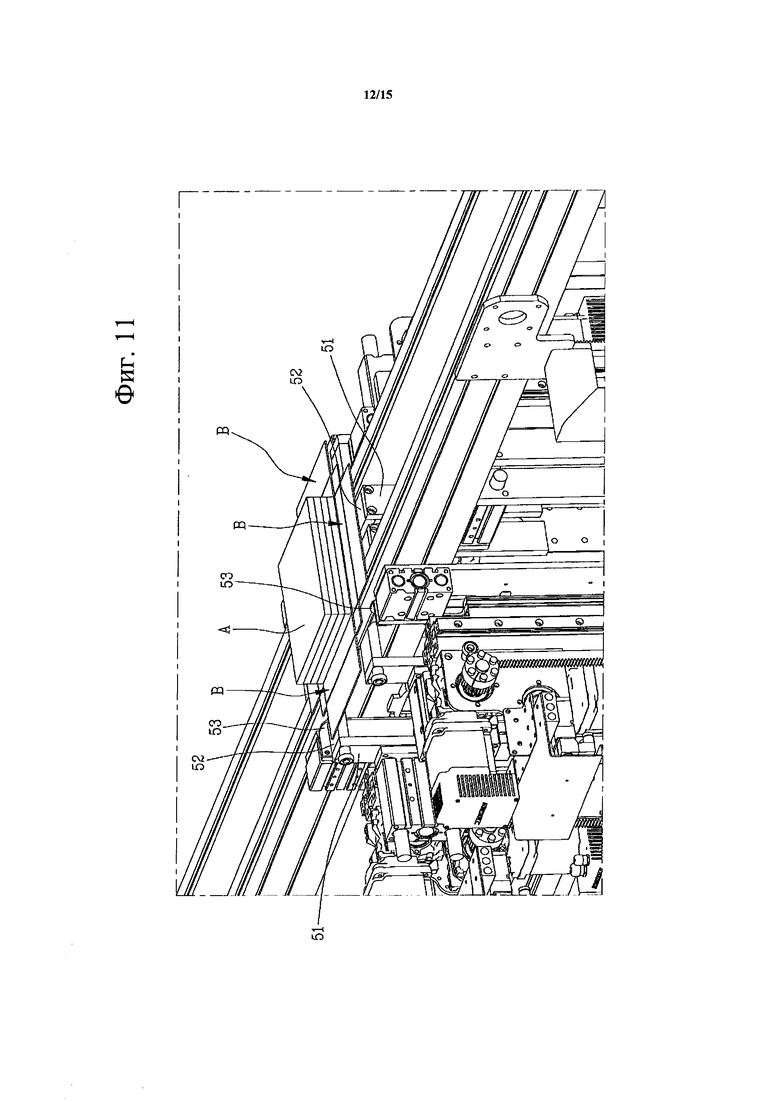
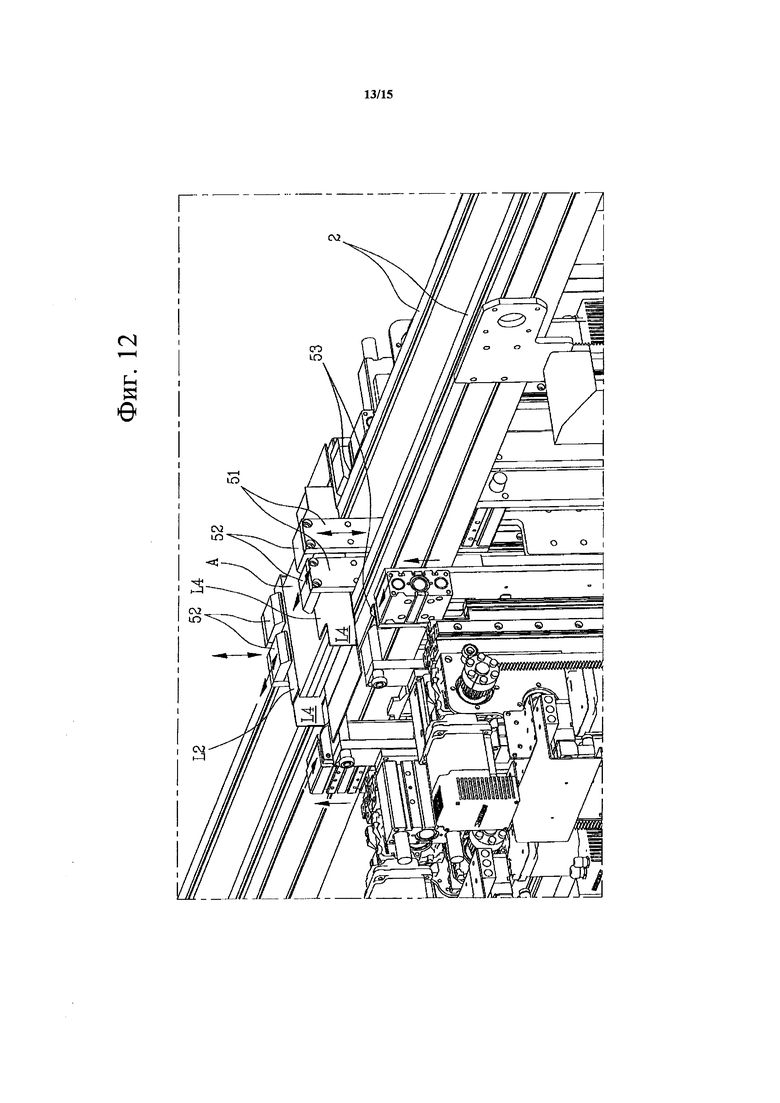
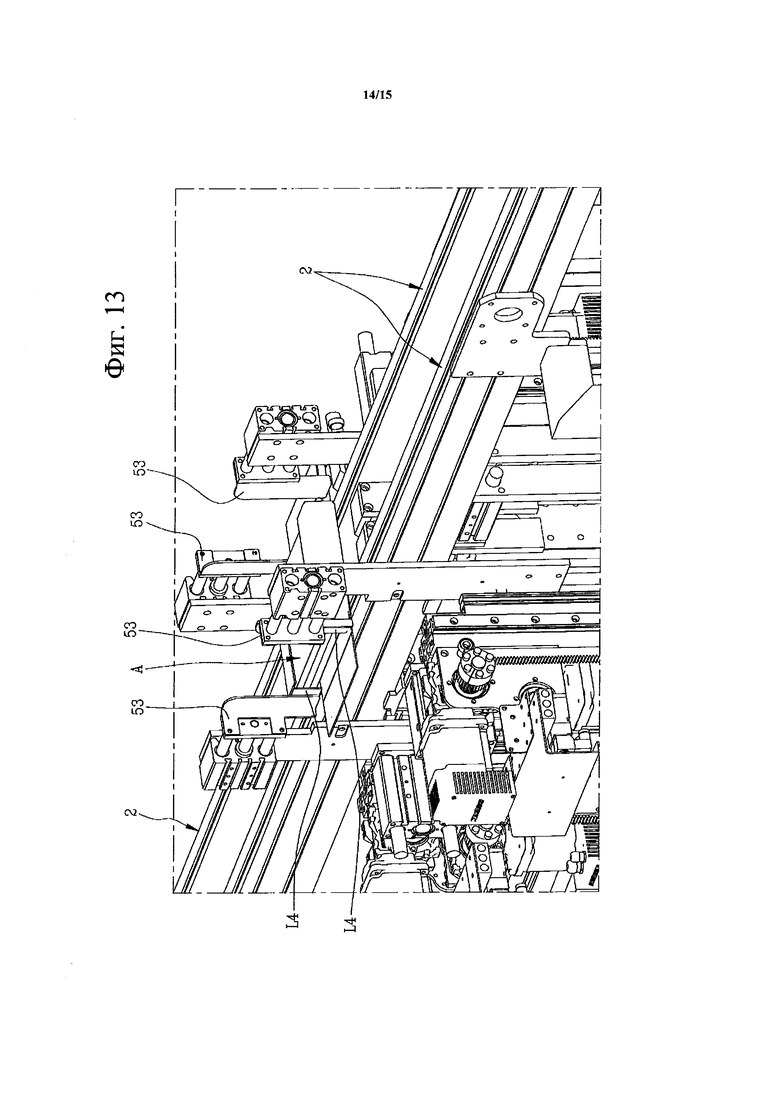
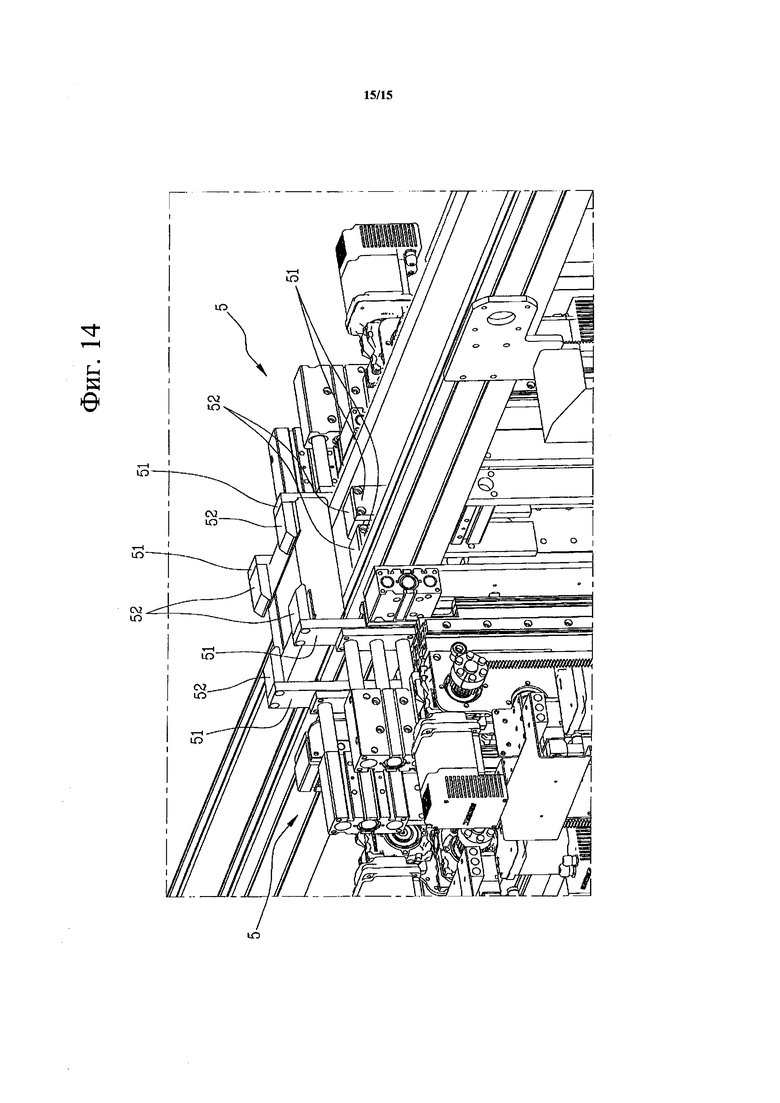
Фиг. 11, 12, 13, 14 иллюстрируют четыре последовательных этапа складывания заготовок (В) вокруг изделий (А) для получения упаковки (С), которая, по меньшей мере частично, охватывает изделия (А).
Упаковка (С), показанная на Фиг. 3, содержит четыре стороны (L), каждая из которых содержит боковую часть (L1), которая образует боковую сторону упаковки, верхнюю часть (L2), которая образует верхнюю поверхность упаковки, и нижнюю часть (L3), которая образует нижнюю поверхность упаковки. Верхняя и нижняя части по существу параллельны друг другу, тогда как боковая часть перпендикулярна верхней и нижней частям. Указанные четыре стороны образуют прямоугольник.
Каждая сторона упаковки, показанная в разрезе вдоль плоскости, перпендикулярной ее продольному измерению, по существу имеет С-образный профиль с отверстием, обращенным к другим сторонам и центральной области упаковки. Известно, что эта конфигурация позволяет упаковке охватывать стопку плиток по ее периметру, покрывая боковые поверхности плиток и периферийную кромку верхней плитки и периферийную кромку нижней плитки в стопке.
Каждая сторона упаковки содержит заготовку (В), показанную на Фиг. 1 и имеющую средний клапан (L1), предназначенный для формирования боковой части стороны. Заготовка также содержит первый боковой клапан (L2), соединенный со средним клапаном (L1) по первой линии сгиба. Первый боковой клапан предназначен для формирования верхней части (L2) стороны. Заготовка также содержит второй боковой клапан (L3), соединенный со средним клапаном (L1) по второй линии сгиба, которая параллельна первой линии сгиба. Второй боковой клапан предназначен для формирования нижней части (L3) стороны. Каждая заготовка (В) может складываться по ее линиям сгиба, чтобы принимать С-образную конфигурацию, с отверстием, обращенным к другим сторонам упаковки.
Предложенная упаковочная машина имеет опорную поверхность (2) для поддержки одной или нескольких заготовок (В), предназначенных для формирования четырехугольной упаковки (С). Опорная поверхность (2) может быть образована, например, одной или несколькими парами моторизованных ремней, связанных с основной рамой машины и выполненных с возможностью перемещения вдоль направления (Y) транспортировки. Моторизованные ремни могут преимущественно быть выполнены с возможностью перемещения в перпендикулярном к направлению (Y) транспортировки направлении, чтобы адаптироваться к изделиям (А) переменной длины. Машина дополнительно содержит опору (20) для упаковываемых изделий (А), например, стопки керамической плитки. Опора (20) выполнена с возможностью вертикального перемещения между верхним положением, в котором она поддерживает изделия (А) над поверхностью (2), и нижним положении, в котором она размещает изделия (А) на опорной поверхности (2). В возможном варианте выполнения, показанном, в частности, на Фиг. 8, опора (20) содержит пару элементов, которые выполнены с возможностью вертикального перемещения (подвижные элементы), совершая возвратно-поступательное движение приближения и удаления. В приближенном положении подвижные элементы могут поддерживать упаковываемое изделие (А), тогда как в более удаленном положении подвижные элементы могут высвобождать изделие (А). В возможном рабочем цикле машины (который более подробно описан ниже) заготовки (С), необходимые для изготовления упаковки (С), предварительно размещают на опорной поверхности (2) в плоской конфигурации (показанной на Фиг. 2 и Фиг. 9), а изделия (А) поднимают с опорной поверхности (2). После этого изделия (А) размещают на опорной поверхности (2) так, чтобы они частично накладывались на заготовки (В).
Для транспортировки упаковываемых изделий (А) на опору (20) и/или на опорную поверхность (2) можно использовать транспортировочную линию, не показанную, поскольку она известна специалистам.
Машина дополнительно содержит вмещающее средство для размещения заготовок (В), предназначенных для формирования упаковки. Вмещающее средство содержит блоки (31, 32, 33, 34) хранения, каждый из которых в возможном варианте выполнения содержит два боковых ограничителя (S1, S2), выполненных так, чтобы сбоку ограничивать стопку заготовок (В), и несущую опору (S3) для поддержки стопки заготовок (В).
Средства (41, 42, 43, 44) манипуляции выполнены таким образом, чтобы забирать заготовки (В) из вмещающего средства и размещать заготовки (В) на опорной поверхности (2).
В возможном варианте выполнения каждое средство (41, 42, 43, 44) манипуляции содержит захватывающее устройство (M1), выполненное с возможностью присоединения к заготовке (В). По существу захватывающее устройство (M1) выполнено с возможностью удержания заготовки (В), чтобы поддерживать и перемещать ее в пространстве. В показанном варианте выполнения захватывающее устройство (M1) содержит множество присосок, соединенных с опорной балкой.
Двигательное устройство (М2) (проиллюстрировано только схематично на чертежах) выполнено с возможностью перемещения захватывающего устройства (M1) между положением захвата, в котором захватывающее устройство (M1) может быть соединено с заготовкой (В), и положением высвобождения, в котором захватывающее устройство (M1) может размещать заготовку (В) на опорной поверхности (2). В показанном варианте выполнения изобретения двигательное устройство (М2) взаимодействует с опорной балкой присосок.
В положении захвата (Фиг. 6) захватывающее устройство (M1) сбоку примыкает к блоку (31, 32, 33, 34) хранения, в частности, к его несущей опоре (S3), в таком положении, чтобы оно могло дотянуться до заготовки (В), расположенной на несущей опоре (S3). Из положения захвата захватывающее устройство (M1) с помощью двигательного устройства (М2) перемещается в положение высвобождения (Фиг. 7). При выполнении этого перемещения захватывающее устройство (M1) удаляет заготовку (В) из соответствующего блока хранения и размещает ее на опорной поверхности (2).
В возможном варианте выполнения двигательное устройство (М2) выполнено с возможностью поворота устройства (M1) вокруг первой горизонтальной оси между положениями захвата и высвобождения. В сочетании с поворотом или в качестве альтернативы повороту двигательное устройство (М2) может быть выполнено с возможностью прямолинейного перемещения захватывающего устройства (M1) вдоль второй горизонтальной оси, перпендикулярной первой и/или вдоль вертикальной оси, перпендикулярной первой. Возможны различные варианты выполнения захватывающего устройства (M1) и двигательного устройства (М2), которые все известны специалисту в этой области техники.
Машина, выполненная в соответствии с настоящим изобретением, преимущественно содержит блок (31, 32, 33, 34) хранения для каждой стороны упаковки (С), то есть для каждой стороны упаковываемого изделия (А), и средство (41, 42, 43, 44) манипуляции для каждой стороны упаковки (С), то есть для каждой стороны упаковываемого изделия (А). Это позволяет значительно сократить время цикла машины. Фактически, благодаря расположению блока (31, 32, 33, 34) в непосредственной близости от каждой стороны упаковываемого изделия (А), каждое средство манипуляции должно выполнять только очень небольшие перемещения, значительно меньшие, чем в доступных в настоящее время машинах. Кроме того, использование средства манипуляции для каждой стороны упаковываемого изделия (А) позволяет значительно упростить конструкцию каждого средства манипуляции, которое требуется только для того, чтобы иметь возможность выполнять простые небольшие перемещения.
В проиллюстрированном варианте выполнения машина содержит четыре блока (31, 32, 33, 34) хранения, причем все они расположены вдоль прямоугольного периметра. Каждый блок хранения расположен вблизи стороны упаковываемого изделия (А), то есть вблизи стороны пространства, которое занято изделием (А), которое в проиллюстрированном случае представляет собой стопку или штабель плиток.
Каждый блок (31, 32, 33, 34) хранения, конструкция которого была описана выше, выполнен, таким образом, с возможностью вмещать по меньшей мере одну плоскую заготовку (В) и в параллельном положении относительно стороны упаковки (С), то есть параллельно стороне изделия (А). В других терминах, принимая во внимание плоскость проекции изделия (А), которое имеет прямоугольный периметр или четырехугольный периметр, каждый блок хранения выполнен с возможностью размещения по меньшей мере одной заготовки (В) параллельно стороне плоскости проекции изделия (А). Заготовка (В) представляет собой заготовку, которая расположена на несущей опоре (S3) блока хранения, то есть ту, которая предназначена для захвата соответствующим средством манипуляции. Предпочтительно все заготовки (В) поддерживаются в вышеописанном положении, то есть расположены в стопке на заготовке (В), которая лежит на несущей опоре (S3) блока хранения.
В проиллюстрированном варианте выполнения блоки (31, 32, 33, 34) полностью ориентированы вниз близко к опорной поверхности (2). Это позволяет поддерживать заготовки (В) лицевой стороной вниз. В частности, лицевая сторона заготовки (В), расположенной на опоре (S3), повернута вниз и обращена к предназначенному для захвата средству манипуляции.
Каждый блок (31, 32, 33, 34) хранения может быть преимущественно разделен на две наложенные друг на друга части, как показано на чертежах, чтобы он мог содержать две отдельные группы заготовок (В). Это позволяет, например, обеспечивать для каждой стороны упаковки две разных заготовки, с точки зрения размеров и/или цвета или других характеристик.
Рабочий цикл средства (41, 42, 43, 44) манипуляции может выполняться в соответствии со следующими процедурами.
Предназначенное для упаковки изделие (А) может поддерживаться приподнятым от опорной поверхности (2) с помощью опоры (20) (Фиг. 8). После этого средства манипуляции вступают в работу, поднимая заготовку из соответствующего блока хранения и размещая заготовку на опорной поверхности (Фиг. 9). Заготовки (В), которые находятся в плоской конфигурации, расположены, как показано на Фиг. 2 и 9, то есть образуют прямоугольную или четырехугольную раму. Действие средств манипуляции может происходить практически одновременно, обеспечивая небольшое смещение, которое позволяет размещать заготовки (В) таким образом, чтобы они частично перекрывали друг друга в концевых областях. Например, две противоположные заготовки могут быть размещены всего лишь на мгновение раньше двух других противоположных заготовок, так что они частично наложены на первые две противоположные заготовки в концевых областях, как показано на Фиг. 2 и 9. Когда расположение заготовок (например, В) завершили, упаковываемое изделие помещают на опорную поверхность (2), частично накладывая на заготовки (Фиг. 10). После этого изделие и заготовки (В) переносятся посредством опорной поверхности (2).
В особенно предпочтительной конфигурации заготовки (В) размещают в соответствии с общей четырехугольной границей, так что вторые боковые клапаны (L3) обращены вовнутрь, так что изделие (А) может быть наложено на них, как показано на Фиг. 10.
Описанными операциями и последовательностью, в которой они выполняются, управляют с использованием главного устройства управления, например электронного процессора, программируемого на основе характеристик упаковываемых изделий (А) и высвобождаемых упаковок. Управлению операциями, выполняемыми главным устройством управления, может помочь использование датчиков различных типов, которые, например, обнаруживают правильное позиционирование изделий (А) и заготовок (В), известных специалисту в этой области техники.
Машина дополнительно содержит одно или несколько клеящих устройств (G), известных специалисту, из которых только одно схематически показано на Фиг. 7. Каждое клеящее устройство выполнено таким образом, что некоторое количество клея может быть нанесено на поверхность по меньшей мере двух заготовок (В), расположенных напротив друг друга. В частности, клеящее устройство (G), выполненное, например, в форме дозирующего сопла, предназначено для нанесения клея на области заготовок (В), предназначенных для наложения друг на друга, так что заготовки (В) соединяются для создания упаковки (С). Давление, оказываемое изделиями (А), облегчает склеивание заготовок (В).
Как показано на Фиг. 4А, в качестве альтернативы или в комбинации с вышеописанными блоками хранения, машина может быть снабжена автоматическими блоками (31А, 32А, 33А, 34А) хранения типа, описанного в международной патентной публикации WO 2015/173744. Каждый автоматический блок (31А, 32А, 33А, 34А) хранения содержит емкость или хранилище (S) для крупногабаритных заготовок или для непрерывного листа. Автоматические блоки хранения дополнительно содержат режущее устройство (Т), предназначенное для захвата и разделения листов большого размера или сплошного листа в заготовки требуемой формы и размеров для создания упаковки (С). Главная система управления машиной или система управления, предназначенная для этой цели, управляет процессами захвата и разрезания, выполняемыми режущими средствами. Автоматические блоки хранения могут быть расположены вблизи сторон машины для транспортировки секционных заготовок (В) к боковым сторонам упаковываемого изделия (А), то есть на границе области, на которой заготовки (В) размещены в плоской конфигурации на опорной поверхности (2). Например, автоматические блоки хранения могут быть расположены с возможностью расположения заготовок (В), предварительно разрезанных режущими средствами, в областях, в которые могут добраться средства (41, 42, 43, 44) манипуляции. Для этой цели каждый автоматический блок хранения имеет плоскость или устройство (F) подачи, выполненное в форме, например, подвижной плоскости, которая подает предварительно разделенные заготовки (В) к средствам (41, 42, 43, 44) манипуляции. Поэтому плоскости (F) подачи расположены параллельно и ближе к сторонам упаковываемого изделия (А).
В варианте выполнения, который объединяет блоки (31, 32, 33, 34) хранения и автоматические блоки (31А, 32А, 33А, 34А) хранения, машина обеспечивает возможность создания упаковок различной формы и размеров. Например, некоторые упаковки могут быть изготовлены с помощью заготовок (В) с определенной формой, цветным или графическим дизайном, размещенным в блоках (31, 32, 33, 34), тогда как другие упаковки могут быть изготовлены с точными размерами, начиная с заготовок, обеспечиваемых автоматическими блоками (31А, 32А, 33А, 34А). Также возможно изготовить упаковки, в которых одновременно используются стандартные заготовки (В) и заготовки (В), которые специально формируются автоматическими блоками (31А, 32А, 33А, 34А). В поточном производстве могут чередоваться упаковки, имеющие разные формы, реализованные последовательно, начиная с различных заготовок (В), размещенных в блоках (31, 32, 33, 34) и/или специально сформированных автоматических блоках (31А, 32А, 33А, 34А).
Складывающие средства (5) выполнены с возможностью складывания заготовок (В) таким образом, чтобы формировать упаковку (С). В проиллюстрированном варианте выполнения складывающие средства (5) действуют на опорной поверхности (2), которая переносит заготовки (В), расположенные в форме рамы, и изделия (А), которые предназначены для упаковки, из области хранения заготовок на складывающие средства. В проиллюстрированном варианте выполнения опорная поверхность (2) содержит две последовательные секции, каждая из которых содержит пару моторизованных ремней, которые параллельны друг другу. Однако может быть предусмотрено другое транспортировочное устройство, которое не показано подробно, поскольку это устройство известно специалисту в этой области техники. В возможном дополнительном варианте выполнения машины складывающие средства (5) могут работать на опорной поверхности (2) и в области размещения заготовок (В), то есть в области между блоками (31, 32, 33, 34).
В проиллюстрированном варианте выполнения (Фиг. 11-14) складывающие средства (5) для каждой заготовки (В) содержат бегунок (51) с выступающим рабочим концом (52). Бегунок (51) выполнен с возможностью перемещения между исходным положением, в котором рабочий конец (52) расположен ниже уровня опорной поверхности (2) и отделен от упаковываемого изделия (А), и конечным положением, в котором рабочий конец (52) расположен над изделием (А) и граничит с ним (А) сбоку.
Каждый бегунок (51) работает на одной из заготовок (В), которые формируют упаковку (С). В исходном положении (Фиг. 11) бегунок (51) расположен ниже уровня опорной поверхности (2) и, следовательно, подлежащей сгибанию заготовки (В). Следует отметить, что, как уже упоминалось, заготовки (В) имеют по существу плоскую конфигурацию и расположены в раме под изделием (А), которое опирается на заготовки (В), удерживая их прижатыми к опорной поверхности (2). Начиная с исходного положения, бегунок (51) поднимается, входя в контакт с заготовкой (В) своим рабочим концом (52) (Фиг. 2). Во время этого перемещения вверх заготовка (В) затем складывается под прямым углом вокруг первой линии сгиба, которая отделяет второй боковой клапан (L3) заготовки (В), расположенный ниже изделия (А), от среднего клапана (L1), который расположен сбоку изделия (А). Когда перемещение достигает самой верхней точки, в которой рабочий конец (52) расположен над изделием (А), бегунок (51) перемещается в приближающемся направлении к изделию (А). Рабочий конец (52) накладывается на изделие (А), складывая заготовку (В) под прямым углом вокруг второй линии сгиба, которая отделяет средний клапан (L1) от первого бокового клапана (L2), который, в свою очередь, накладывается на изделие (А). Таким образом, складывание заготовок (В) происходит в общем направлении снизу вверх.
Перемещения различных бегунков (51) синхронизированы с обеспечением возможности частичного наложения некоторых концевых областей верхних частей (L2) сторон (L). Например, бегунки (51), работающие на двух противоположных сторонах (Фиг. 12 и 13), могут перемещаться раньше относительно бегунков, работающих на двух противоположных сторонах (Фиг. 14). Таким образом, верхние части (L2) первых двух сторон сначала отгибаются и затем размещаются над концевыми областями верхних частей (L2) двух других сторон.
Складывающие средства (5) предпочтительно содержат два бегунка (51) для каждой стороны упаковки (С). Бегунки (51), работающие на одной стороне, расположены в концевых областях стороны.
Складывающие средства (5) могут иметь пару горизонтальных бегунков (53) для по меньшей мере одной заготовки (В) упаковки, причем пара горизонтальных бегунков (53) выполнена с возможностью перемещения в горизонтальном направлении между отведенным положением (Фиг. 12), в котором они удалены от заготовки (В), и выдвинутым положением (Фиг. 13), в котором они контактируют с концом заготовки (В) и складывают указанный конец вокруг вертикальной оси, чтобы расположить конец в контакте с упаковываемым изделием (А).
Горизонтальные бегунки (53) полезны тогда, когда по меньшей мере одна заготовка (В) или предпочтительно две противоположные заготовки (В) в упаковке (С) имеют концевые клапаны (L4), предназначенные для складывания и наложения на боковую сторону изделия (А). Концевые клапаны значительно усиливают угловые области упаковки (С).
Горизонтальные бегунки (53) дополнительно выполнены с возможностью вертикального перемещения между нижним положением и верхним положением. В верхнем положении горизонтальные бегунки находятся на высоте, которая по существу совмещена с высотой концевых клапанов (L4), когда они расположены у боковой стороны изделия (4). Горизонтальные бегунки (53) могут быть автономно подвижными или могут быть связаны с двумя бегунками (51), работающими на той же самой стороне (L) упаковки (С), на которой предусмотрена заготовка с концевыми клапанами (L4). В этом случае горизонтальные бегунки (53) подводятся к их верхнему положению с помощью бегунков (51), с которыми они связаны.
Складывающие средства (5), то есть бегунки (51) и горизонтальные бегунки (53), выполнены с возможностью перемещения вдоль направления (Y) транспортировки на различную длину перемещения. В частности, бегунки (51) и горизонтальные бегунки (53) могут перемещаться вдоль направления (Y) транспортировки, чтобы принять положение, совместимое с длиной сторон изделия (А), расположенных параллельно направлению (Y) транспортировки. Это позволяет адаптировать положение складывающих средств к упаковкам (С) различной длины, измеренной параллельно направлению (Y) транспортировки. Кроме того, в случае изменения длины изделий на линии, по меньшей мере два бегунка (51) могут перемещаться вдоль направления (Y) транспортировки в противоположном направлении относительно изделия (А), чтобы уменьшить времени позиционирования и, следовательно, времени упаковки самого изделия (А).
Изобретение относится к области упаковки изделий и может быть использовано, например, при упаковке керамических плиток. Упаковочная машина содержит опорную поверхность для поддержки по меньшей мере одной заготовки для формирования четырехугольной упаковки вокруг упаковываемого изделия, опору для упаковываемого изделия, выполненную с возможностью вертикального перемещения, накопители для хранения заготовок, средства манипуляции, выполненные с возможностью захвата заготовок из упомянутых накопителей и их размещения на опорной поверхности, складывающие средства для складывания заготовок при формировании упаковки вокруг упаковываемого изделия, при этом каждый из накопителей и каждое из средств манипуляции расположены вдоль соответствующей стороны формируемой четырехугольной упаковки. Использование изобретения позволяет упростить конструкцию упаковочной машины и процесс упаковки. 2 н. и 11 з.п. ф-лы, 14 ил.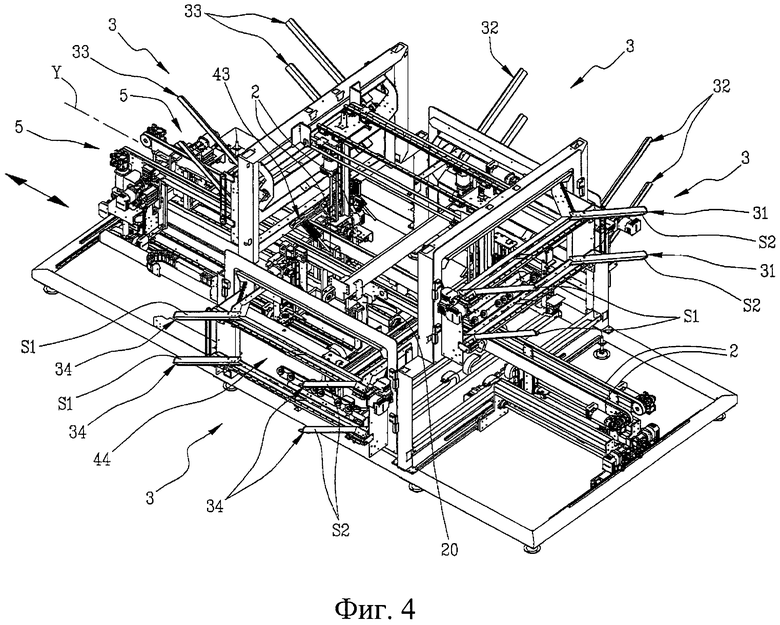
1. Упаковочная машина, содержащая
опорную поверхность (2) для поддержки по меньшей мере одной заготовки (B) для формирования четырехугольной упаковки (C) вокруг упаковываемого изделия (А),
опору (20) для упаковываемого изделия (А), выполненную с возможностью вертикального перемещения между верхним положением, в котором упаковываемое изделие (А) расположено над опорной поверхностью (2), и нижним положением, в котором упаковываемое изделие (А) располагается на опорной поверхности (2),
накопитель (31, 32, 33, 34) для хранения заготовок (В), выполненный с возможностью вмещения множества заготовок (B), предназначенных для формирования упомянутой упаковки (С),
средство (41, 42, 43, 44) манипуляции, выполненное с возможностью захвата заготовок (В) из упомянутого накопителя и размещения заготовок (B) на опорной поверхности (2),
складывающие средства (5), выполненные с возможностью складывания заготовок (B) для формирования упаковки (С) вокруг упаковываемого изделия (А),
отличающаяся тем, что она дополнительно снабжена тремя упомянутыми накопителями (31, 32, 33, 34) и тремя средствами (41, 42, 43, 44) манипуляции, при этом каждый из упомянутых накопителей (31, 32, 33, 34) и каждое из упомянутых средств (41, 42, 43, 44) манипуляции расположены вдоль соответствующей стороны формируемой четырехугольной упаковки (С).
2. Упаковочная машина по п.1, отличающаяся тем, что каждый из упомянутых накопителей (31, 32, 33, 34) выполнен в виде двух боковых ограничителей (S1, S2), установленных с обеспечением удержания в боковом направлении стопки заготовок (B), и несущей опоры (S3) для поддержки стопки заготовок (B).
3. Упаковочная машина по п.1, отличающаяся тем, что каждое средство (41, 42, 43, 44) манипуляции выполнено в виде захватывающего устройства (M1), которое выполнено с возможностью захвата заготовки (В) из накопителя, и двигательного устройства (M2), которое выполнено с возможностью перемещения захватывающего устройства (M1) между положением захвата заготовки (В) и положением высвобождения заготовки (B) при ее размещении на опорной поверхности (2).
4. Упаковочная машина по п.3, отличающаяся тем, что двигательное устройство (M2) выполнено с возможностью поворота захватывающего устройства (M1) вокруг первой горизонтальной оси и/или перемещения захватывающего устройства (M1) вдоль оси, перпендикулярной упомянутой первой оси.
5. Упаковочная машина по п.1, отличающаяся тем, что складывающие средства (5) содержат бегунок (51) для каждой заготовки (B), причем бегунок (51) имеет рабочий конец (52), который выполнен выступающим и с возможностью перемещения между исходным положением, в котором рабочий конец (52) расположен ниже опорной поверхности (2) и удален от упаковываемого изделия (А), и конечным положением, в котором рабочий конец (52) расположен выше упаковываемого изделия (А) и сбоку от него.
6. Упаковочная машина по п.5, отличающаяся тем, что складывающие средства (5) содержат пару бегунков (53) для по меньшей мере одной заготовки (B), причем указанная пара бегунков (53) выполнена с возможностью перемещения в горизонтальном направлении между отведенным положением, в котором бегунки (53) удалены от заготовки (B), и выдвинутым положением, в котором они находятся в контакте с соответствующим концом заготовки (B) с возможностью складывания указанного конца вокруг вертикальной оси с обеспечением контакта с упаковываемым изделием (А).
7. Упаковочная машина по п.1, отличающаяся тем, что она снабжена клеящим устройством (G), которое выполнено с возможностью нанесения некоторого количества клея на поверхность по меньшей мере двух заготовок (B), расположенных напротив друг друга.
8. Способ упаковки изделий, включающий
использование упаковочной машины по любому из пп.1-7 и следующие этапы:
- размещение посредством средства (41, 42, 43, 44) манипуляции заданного количества заготовок (B) на опорной поверхности (2),
- размещение посредством опоры (20) упаковываемого изделия (А) на опорной поверхности (2) с обеспечением его по меньшей мере частичного наложения на заготовки (В),
- посредством складывающих средств (5) складывание заготовок (В) вокруг изделия (А) для формирования упаковки (С), которая по меньшей мере частично охватывает изделие (А).
9. Способ по п.8, в котором заготовки (B) располагают по сторонам четырехугольника.
10. Способ по п.8, в котором заготовки (B) располагают по меньшей мере частично наложенными друг на друга.
11. Способ по п.10, в котором между заготовками (B) в областях, в которых заготовки наложены друг на друга, размещают клей.
12. Способ по п.8, в котором каждая заготовка (В) содержит средний клапан (L1), предназначенный для формирования боковой части стороны упаковки (C), первый боковой клапан (L2), соединенный со средним клапаном (L1) по первой линии сгиба и предназначенный для формирования верхней части (L2) стороны упаковки (С), и второй боковой клапан (L3), соединенный со средним клапаном (L1) по второй линии сгиба, которая параллельна первой линии сгиба, причем второй боковой клапан предназначен для формирования нижней части (L3) стороны упаковки (С), при этом заготовки (В) размещают по сторонам четырехугольника с расположением вторых боковых клапанов (L3) внутрь четырехугольника с возможностью наложения на них изделия (А).
13. Способ по п.12, в котором заготовки (В) складывают снизу вверх вокруг первой линии сгиба и вокруг второй линии сгиба для охвата изделия (А) по меньшей мере сбоку.
| US 2011214402 A1, 08.09.2011 | |||
| УПАКОВОЧНЫЙ АППАРАТ | 2009 |
|
RU2536445C2 |
| УСТРОЙСТВО для УПАКОВКИ ПРЯМОУГОЛЬНЫХ ПРЕДМЕТОВ | 0 |
|
SU340586A1 |
| Устройство для защиты поверхностей изделий при окрашивании | 1981 |
|
SU994028A1 |
| US 5564254 A, 15.10.1996 | |||
| US 1862205 A, 07.06.1932. | |||

