ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к заготовке для упаковки по существу плоских изделий по существу многоугольной формы, в частности плитки и/или подобных изделий.
Еще одним объектом настоящего изобретения является способ изготовления заготовок для упаковки по существу плоских изделий по существу многоугольной формы, в частности плитки и/или подобных изделий.
Еще одним объектом настоящего изобретения является устройство для изготовления заготовок для упаковки по существу плоских изделий по существу многоугольной формы, в частности плитки и/или подобных изделий.
Изобретение подходит для упаковки плоских предметов по существу многоугольной формы и, в частности, пригодно для упаковки строительных изделий, например плитки, кирпича для пола, плит, панелей и/или подобных изделий.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Известно, что упаковка строительных материалов, например плитки и/или подобных изделий, производится с использованием специальных заготовок, выполненных, как правило, из гофрированного картона, которые специально производятся специализированными компаниями бумажной промышленности, производителями картона и т.п.
Среди различных типов известных упаковок предпочтение, как правило, отдается упаковкам, которые частично охватывают изделие или стопку изделий, которые требуется упаковать.
Первый пример вышеуказанного типа заготовки в плоскости представляет собой центральную часть многоугольной формы, как правило, прямоугольную, одинаковую по форме с изделием, которое требуется упаковать. С каждой стороны центральной части проходят соответствующие боковые части, каждая из которых имеет линию сгиба, параллельную стороне соответствующей центральной части.
Центральная часть предназначена для размещения изделия, упаковываемого непосредственно на ней, в то время как указанные боковые части особым образом сложены вдоль сторон центральной части по соответствующим линиям сгиба так, что боковые стороны изделия полностью закрыты и защищены. Таким образом, часть каждой боковой части закрывает со стороны, противоположной центральной части, соответствующую периферийную часть упакованного плоского изделия, центральная часть которого остается по существу открытой.
Второй пример вышеуказанной заготовки представляет собой по существу прямолинейную структуру, которая разбита на ряд частей, ограничивающих центральную полосу относительно боковых сторон упаковываемого изделия, и две боковые полосы, которые относятся соответственно к нижней и верхней периферийным частям изделия.
Складывание заготовок приводит к тому, что упаковка, которая закрывает и боковые стороны, и края плоских упаковываемых изделий, оставляет соответствующие верхнюю и нижнюю центральные зоны открытыми.
Приведенные примеры заготовок включают накладываемые зоны, которые склеиваются при складывании вокруг изделия или группы изделий, которые требуется упаковать.
Из патентного документа DE 10331739 известна упаковка с боковыми стенками, выполненными из отдельных заготовок и приклеенными к нижней планке, причем указанные боковые стенки соединены между собой с помощью липкой ленты.
Несмотря на то, что известные заготовки дают возможность упаковывать по меньшей мере одно плоское изделие, по мнению заявителя, указанное решение не лишено недостатков, связанных преимущественно с высокой стоимостью выполнения и/или закупки заготовок, недостаточно гибким их использованием наряду с необходимостью наличия различных складов, каждый из которых предназначен для определенного формата упаковываемого изделия. В частности, стоимость подготовки заготовки компаниями-производителями бумаги и/или им подобными оказывает чрезмерное влияние на сбыт изделий, подлежащих упаковке. Для заготовок требуется большое количество рабочих операций, включая резку, складывание и/или завершающую обработку.
Кроме того, каждая заготовка пригодна для упаковки только соответствующего типа плоского изделия и не может применяться для упаковки изделий других размеров.
Кроме того, производитель плоских изделий вынужден использовать ряд отдельных складских запасов, в каждом из которых хранится отдельный тип заготовки. Подобное обстоятельство неизбежно и вызвано высоким соответствием между заготовкой и упаковываемым изделием, приводя к еще большему увеличению стоимости при выпуске изделий в продажу.
Целью настоящего изобретения является устранение недостатков, описанных выше.
Также целью настоящего изобретения является создание экономически выгодной заготовки для упаковки изделий по существу плоской формы.
Также целью настоящего изобретения является создание сборной заготовки, которая применима к плоским изделиям разных размеров.
Также целью настоящего изобретения является создание сборной заготовки, составные части которой выполнены из листов упаковочного материала, по существу одинаковых, и требуют наличия только одного склада.
Также целью настоящего изобретения является создание экономичного и просто реализуемого способа производства вышеописанной заготовки.
Также целью настоящего изобретения является создание экономичного и простого устройства для производства вышеописанной заготовки, которое по существу пригодно для массового производства.
Указанные техническая задача и цели достигаются по существу путем создания заготовки для упаковки по существу плоских изделий по существу многоугольной формы, в частности плитки и/или подобных строительных изделий, в соответствии с формулой изобретения.
Указанные цели также достигаются путем создания способа и устройства для производства заготовки для упаковки по существу многоугольных изделий, в частности плитки и/или подобных строительных изделий, в соответствии с формулой изобретения, представленной ниже.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Характеристики и преимущества настоящего изобретения будут более очевидными из приведенного ниже подробного описания предпочтительного варианта выполнения настоящего изобретения, представленного на прилагаемых чертежах в качестве неограничивающего примера, на которых:
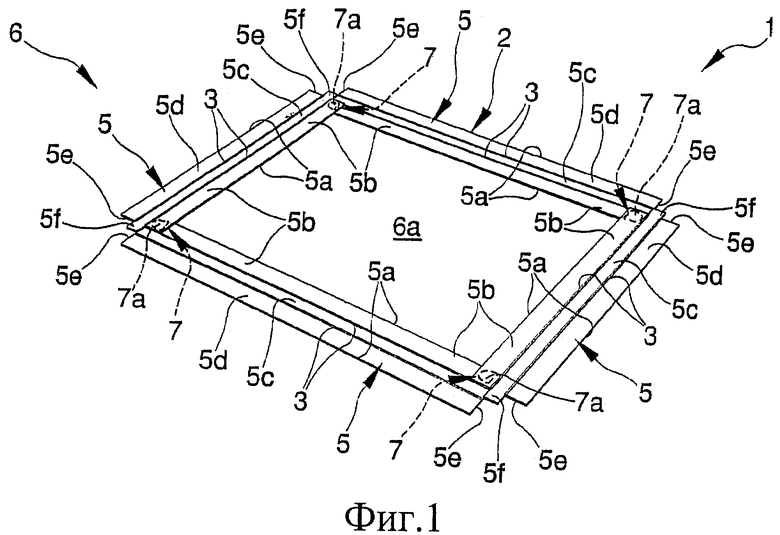
фиг.1 показывает вид в аксонометрии заготовки для упаковки плоских изделий по существу многоугольной формы, в частности плитки и/или подобных строительных изделий, в соответствии с настоящим изобретением;
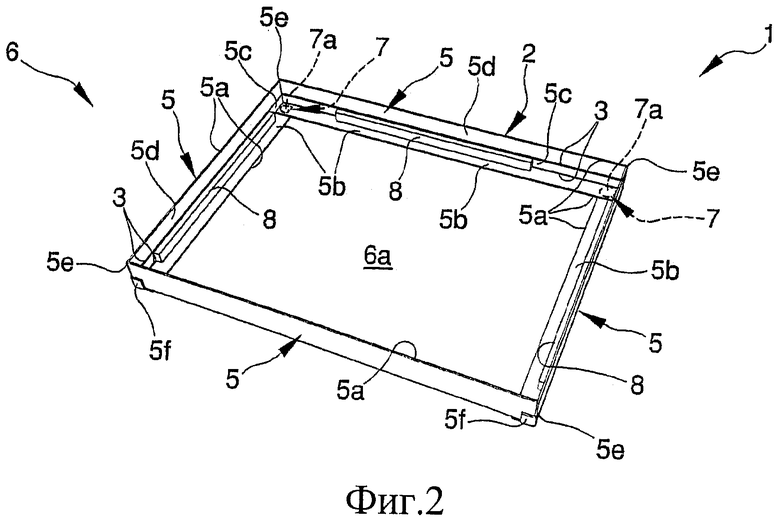
фиг.2 показывает вид в аксонометрии частично сложенной заготовки, показанной на фиг.1;
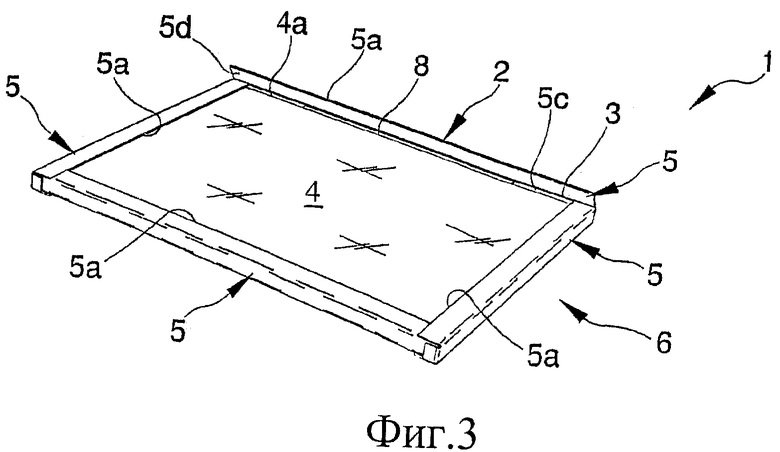
фиг.3 показывает еще один вид в аксонометрии заготовки, показанной на предыдущих чертежах, сложенной вокруг по меньшей мере одного плоского изделия;
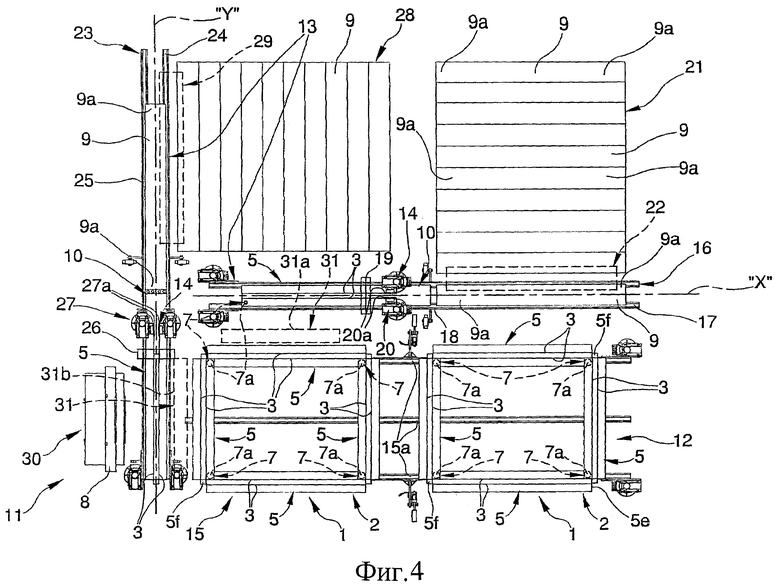
фиг.4 показывает вид сверху устройства для создания заготовки, показанной на предыдущих чертежах, в соответствии с настоящим изобретением.
Как видно на чертежах, номером 1 позиции обозначена вся заготовка для упаковки по существу плоских изделий по существу многоугольной формы, в частности плитки и/или подобных строительных материалов, в соответствии с настоящим изобретением.
Как видно на фиг.1-4, заготовка 1 содержит по меньшей мере основную часть 2, выполненную из упаковочного материала, предпочтительно гофрированного картона.
Основная часть 2 имеет ряд линий 3 сгиба, предназначенных для складывания заготовки 1 по меньшей мере частично вокруг изделия 4 плоской формы (см. фиг.3), которое требуется упаковать. Основная часть 2 предпочтительно содержит по меньше мере участок 5 упаковочного материала для каждой из сторон 4а по существу многоугольного контура изделия 4, которое требуется упаковать.
В частности, участки 5 последовательно соединяют с образованием рамы 6 по существу многоугольной формы, которая предпочтительно идентична форме изделия 4, которое требуется упаковать.
Как видно из варианта выполнения, показанного на прилагаемых чертежах, форма рамы 6 по существу четырехугольная, предпочтительно прямоугольная для упаковки плитки и/или подобных изделий 4.
Как видно из чертежей, каждый участок 5 имеет прямоугольную форму и по меньшей мере две линии 3 сгиба, которые по существу параллельны более длинным сторонам 5а прямоугольной формы участка 5.
Линии 3 каждого участка 5 преимущественно ограничивают опорную зону 5b (см. фиг.1, 2 и 4), в которой размещается по меньшей мере нижняя часть упаковываемого изделия 4, боковую защитную зону 5с, соответствующую боковой стороне 4а изделия 4, и покрывающую зону 5d, предназначенную для взаимодействия с частью изделия 4 на его стороне, противоположной зоне 5b.
В соответствии с плоской разверткой каждого участка 5 (фиг.1 и 4) зона 5с располагается между двумя линиями 3 и ограничивает по существу прямоугольную центральную область, в то время как зона 5b и зона 5d расположены смежно с зоной 5с с ограничением соответствующих по существу прямоугольных боковых областей.
В соответствии с плоской разверткой рамы 6 (фиг.1-4), ограниченной основной частью 2 заготовки 1, опорная зона 5b каждого участка 5 направлена по существу внутрь изделия, то есть к центральной области 6а, ограниченной рамой, в то время как зона 5d направлена по существу наружу, то есть в противоположную сторону от области 6а соответствующей рамы 6.
Участки 5 предпочтительно последовательно соединяют при помощи специального соединительного средства 7.
Средство 7 преимущественно содержит соответствующие покрытия 7а из клеящего вещества, нанесенного между по меньшей мере частично совмещенных краев 5е смежных участков 5. Более конкретно, покрытия 7а нанесены между опорными зонами 5b соответствующих участков 5, которые частично совмещены.
По меньшей мере один из участков 5, образующих раму 6, преимущественно имеет по меньшей мере сгибаемую соединительную створку 5f, предварительно расположенную с обеспечением взаимодействия с последующим участком 5. Створка 5f соответствующего участка 5 выступает из боковой зоны 5с относительно формы участка 5.
В варианте выполнения, изображенном на прилагаемых чертежах, по меньшей мере два участка 5, образующих раму 6, снабжены двумя створками 5f, выступающими из соответствующих концов 5е.
В соответствии с иллюстрацией рамы 6, показанной на фиг.1-4, участки 5 со створками 5f расположены по существу параллельно на противоположных сторонах участков 5, не имеющих соединительных створок.
Основная часть 2 заготовки 1 предпочтительно имеет на каждом участке 5 по меньшей мере одну защитную вставку 8, которая может располагаться между участком 5 и изделием 4, которое требуется упаковать.
Каждая вставка 8 предпочтительно соединена с соответствующим участком 5 в зоне 5b таким образом, чтобы повысить защиту сторон упаковываемого изделия 4.
Заготовку 1 преимущественно изготавливают при помощи способа, который включает подготовку или изготовление части 2 из гофрированного картона, снабженного линиями 3 сгиба для по меньшей мере частичного складывания части 2 вокруг плоского изделия 4.
Более конкретно, подготовка части 2 включает подготовку по меньшей мере участка 5 для каждой стороны 4а внешнего контура изделия 4, сгиб каждого участка 5 по меньшей мере вдоль двух заданных линий 3 сгиба и, наконец, последовательное соединение участков 5 с целью образования рамы 6, форма которой предпочтительно воспроизводит по существу многоугольную форму контура изделия 4.
Что касается образования участков 5, их преимущественно получают, начиная с подачи специальных панелей 9 упаковочного материала, которые по существу идентичны и подаются последовательно.
Панели 9 последовательно соединяют предпочтительно при помощи по меньшей мере операции склеивания, с образованием непрерывной полосы 10 из упаковочного материала, проходящей вдоль заданного направления.
Складывание участков 5 преимущественно выполняют непосредственно на непрерывной полосе 10 после ее получения, при этом для установки расстояния между линиями 3 сгиба требуется осуществление по меньшей мере операции контроля толщины изделия 4 или штабеля таких изделий.
Затем непрерывную полосу 10 разрезают с заданным интервалом поперек направления ее движения для формирования по существу прямоугольной формы и размеров подготавливаемого участка 5. Длина отрезанных участков 5 предпочтительно соответствует длине соответствующей стороны 4а контура изделия 4.
Следующий этап соединения участков 5 выполняют путем нанесения заданного количества клея на один из подготавливаемых участков 5 и по меньшей мере частичного совмещения одного из участков 5 с последующим участком.
В соответствии с вариантом выполнения, проиллюстрированным на прилагаемых чертежах, нанесение клеящего вещества выполняют на двух участках 5, которые расположены на противоположных сторонах части 2. В частности, нанесение клея предпочтительно выполняют на концах участков 5 таким образом, чтобы совместить их с соответствующими концами смежных участков 5, не содержащих клея.
Перед этапом соединения участков 5 существует по меньшей мере этап создания одной, а предпочтительнее двух створок 5f по меньшей мере на подготавливаемом участке 5.
В соответствии с вариантом выполнения, проиллюстрированным на чертежах, каждая рама 6 имеет по меньшей мере два участка 5, предпочтительно противоположных и имеющих две створки 5f.
Способ дополнительно включает этап установки по меньшей мере защитной вставки 8 на по меньшей мере один из участков 5, предназначенных для формирования соответствующей заготовки 1, предшествующий этапу соединения участков 5.
В частности, для каждого участка 5, предназначенного для образования основной части 2 соответствующей заготовки 1, выполняют соответствующие этапы установки вставок 8, которые закрепляют на участках 5 при помощи по меньшей мере одной операции склеивания.
После соединения участков 5 часть 2 заготовки 1 складывают соответствующим образом по линиям 3 сгиба вокруг упаковываемого плоского изделия 4.
Заготовку 1 стабилизируют в сложенном состоянии при помощи по меньшей мере одной операции склеивания, и затем отправляют на хранение.
Вышеописанный способ предпочтительно выполняют при помощи устройства 11 (фиг.4), которое содержит по меньшей мере упаковочный блок 12, в котором по меньшей мере заготовка 1 по меньшей мере частично складывается вокруг упаковываемого изделия 4.
Как видно на фиг.4, устройство 11 содержит по меньшей мере блок 13 подготовки участков 5. Блок 13 предназначен для того, чтобы по меньшей мере частично формировать участок 5 упаковочного материала для каждой стороны 4а упаковываемого изделия 4.
Устройство 11 дополнительно содержит по меньшей мере складывающий блок 14, который функционально связан с блоком 13 и образует по меньшей мере две заданные линии 3 сгиба на каждом подготавливаемом участке 5, и по меньшей мере сборочный блок 15, при помощи которого участки 5 последовательно соединяются, формируя границы раму 6.
Также в соответствии с фиг.4 блок 13 подготовки содержит первую подготовительную линию 16, которая определяет по существу прямое первое направление Х движения упаковочного материала.
Более конкретно, линия 16 содержит по меньшей мере загрузочный узел 17, на который подаются панели 9 для перемещения в соответствующем первом направлении X.
Что касается направления X, на выходе узла 17 линия 16 дополнительно содержит соединительный узел 18 для последовательного соединения панелей 9 с целью формирования по меньшей мере соответствующей непрерывной полосы 10 упаковочного материала. Узел 18 предпочтительно содержит по меньшей мере склеивающее устройство (не показано), которое соединяет противоположные концы 9а смежных панелей 9.
После узла 18 линия 16 дополнительно содержит режущий узел 19, который при подаче непрерывной полосы 10 разрезает ее, формируя по меньшей мере участок 5 предварительно установленного размера, предпочтительно заданного в соответствии со стороной 4а упаковываемого изделия 4.
В соответствии с фиг.4 складывающий блок 14 содержит первый складывающий узел 20, который функционально связан с линией 16 между ее соединительным узлом 17 и режущим узлом 19. Узел 20 включает по меньшей мере пару складывающих дисков 20а, лежащих в плоскостях, по существу параллельных первому направлению Х и перпендикулярно плоскости полосы 10, движущейся вдоль линии 16.
Взаимное расположение дисков 20а режущего узла 20 преимущественно может регулироваться в направлении, поперечном их плоскостям, что позволяет задавать расстояние между соответствующими линиями 3 сгиба, созданными вдоль полосы 10. Иными словами, регулировка дисков 20а определяет ширину боковой защитной зоны 5с участков 5 относительно толщины упаковываемого изделия 4 или штабеля таких изделий.
Первая подготовительная линия 16 дополнительно содержит соответствующие средства нанесения (не показаны), предназначенные для нанесения на каждом созданном участке 5 или полосе 10, которую требуется разрезать, заранее установленного количества клея, предназначенного для закрепления соединения между смежными частично совмещенными участками 5.
Как видно на фиг.4, с линией 16 функционально связан первый комплект 21 панелей 9. Панели 9 предпочтительно параллельны первому направлению Х движения.
Устройство 11 дополнительно содержит первые загрузочные средства 22, предпочтительно всасывающего типа, которые могут переключаться между положением сбора, в котором они отделяют и захватывают по меньшей мере панель 9 комплекта 21, и положением отпускания, в котором отделенная панель 9 помещается в соответствующий загрузочный узел 17 линии 16.
Также в соответствии с фиг.4 подготовительный блок 13 содержит вторую подготовительную линию 23, определяющую предварительно заданное направление Y движения упаковочного материала.
Линия 23 проходит поперек, предпочтительно перпендикулярно направлению X.
Подобно линии 16 линия 23 включает загрузочный узел 24, в который вышеуказанные панели 9 помещаются для перемещения вдоль направления Y.
В направлении Y линия 23 включает соединительный узел 25, расположенный ниже узла 24, для последовательного соединения панелей 9 с целью формирования непрерывной полосы 10 упаковочного материала. Узел 25 предпочтительно включает по меньшей мере склеивающее устройство (не показано), которое соединяет противоположные концы 10а последовательных панелей 9, расположенных вдоль линии 23.
Линия 23 дополнительно включает режущий узел 26 для полосы 10, расположенный за узлом 25 и предназначенный для формирования по меньшей мере участка 5 заранее установленной величины, предпочтительно заданной в соответствии с размерами стороны 4а упаковываемого изделия 4.
Узел 26 линии 23 преимущественно может разрезать полосу 10, движущуюся вдоль направления Y, с целью образования вышеуказанных створок 5f подготавливаемых участков 5. В частности, при работе узел 26 разрезает соответствующую полосу 10 и формирует створку 5f образованного участка 5, а также створку 5f конца 5е участка 5, который является частью движущейся полосы 10.
Как видно на фиг.4, блок 14 дополнительно включает второй складывающий узел 27, функционально соединенный с линией 23 между соединительным узлом 25 и соответствующим режущим узлом 26. Узел 27 включает по меньшей мере два складывающих диска 27а, лежащих в плоскостях, по существу параллельных направлению Y, которые расположены перпендикулярно плоскости полосы 10, движущейся вдоль линии 23.
Диски 27а узла 27 преимущественно могут регулироваться путем взаимного приближения и/или отдаления вдоль плоскости, которая расположена поперечно их плоскостям так, чтобы задавать расстояние между соответствующими линиями 3 сгиба, образованными вдоль полосы 10. Иными словами, регулировка дисков 27а определяет ширину боковой защитной зоны 5 с подготавливаемых участков 5 в соответствии с шириной упаковываемого изделия 4 или штабеля таких изделий.
Как видно на фиг.4, с линией 23 функционально соединен второй комплект 28 панелей 9. Панели 9 предпочтительно параллельны направлению Y.
Комплекты 12, 28 панелей соответствующих линий 16, 23 преимущественно расположены в непосредственной близости друг от друга. Устройство 11 дополнительно содержит вторые загрузочные средства 29 предпочтительно всасывающего типа, которые могут переключаться между положением сбора, в котором они отделяет и захватывают по меньшей мере панель 9 из комплекта 28, и положением отпускания, в котором отделенная панель 9 помещается в соответствующий узел 24 линии 23.
Также в соответствии с фиг.4 устройство 11 включает прикладывающие средства 30, которые функционально соединены с блоком 13, для установки по меньшей мере вставки 8 на подготавливаемый участок 5 перед соединением участка 5 со смежным участком 5.
В варианте выполнения, показанном на фиг.4, средства 30 для ясности показаны только вдоль второй линии 23 ниже узла 26. Следует отметить, однако, что устройство 11 также предназначено для установки вставки 8 на подготавливаемых на линии 16 участках 5 таким образом, что часть (не показана) средств 30 расположена на линии 16 ниже узла 19.
Также в соответствии с фиг.4 сборочный блок 15 включает три скользящих элемента 15а, ограничивающих опорную плоскость 15b, предназначенную для формирования вышеописанных рам 6. Плоскость 15b предпочтительно проходит по существу параллельно по меньшей мере одной из линий 16 и 23 подготовительного блока 13.
Устройство 11 преимущественно включает перемещающие средства 31, которые функционально размещены между блоком 13 и блоком 15 для перемещения участков 5 от блока 13 к блоку 15.
В частности, средства 31 содержат первый перемещающий узел 31а, предпочтительно имеющий всасывающие зажимы и предназначенный для перемещения участков 5 от линии 16 к блоку 15, и второй перемещающий узел 31b, предпочтительно имеющий всасывающие зажимы и предназначенный для перемещения участков 5 от линии 23 к блоку 15.
Как показано на фиг.4, первый перемещающий узел 31 а последовательно извлекает два участка 5 с нанесенным на них слоем 7а клея и располагает их параллельно на опорной плоскости 15b сборочного блока 15. Второй узел 31b последовательно извлекает два участка со створками 5f и помещает их параллельно на опорной плоскости 15b блока 15 перпендикулярно предшествующим участкам 5. Участки 5 со створками 5f помещаются на блок 15 таким образом, чтобы накрыть слои клея 7а на предшествующих участках 5.
Упаковочный блок 12 преимущественно расположен смежно со сборочным блоком 15 таким образом, чтобы каждая заготовка 1, созданная при помощи блока 15, передавалась блоку 12 для складывания вокруг изделия 4 или штабеля изделий 4.
Изобретение устраняет недостатки, характерные для уровня техники, и обеспечивает достижение поставленных целей.
Прежде всего объект настоящего изобретения дает возможность значительно снижать стоимость изготовления заготовок для упаковки вышеуказанных плоских изделий, так как производство заготовок выполняется из одинаковых, прямоугольных и простых панелей упаковочного материала и требует выполнения небольшого количества рабочих операций.
Создание участков, размеры которых могут изменяться, дает возможность создания сборных конструкций, которые предназначены для упаковки соответствующих плоских изделий. Тот факт, что заготовки различных размеров могут быть собраны, означает, что способ производства заготовок может оперативно приспосабливаться под различные размеры изделий разных типов. Кроме того, производители вышеуказанных плоских изделий могут использовать устройство, которое просто, недорого и компактно, а также не обременены необходимостью платить производителям бумаги, что увеличивает стоимость заготовок.
Кроме того, поставка упаковочного материала в форме идентичных панелей требует использования одного типа складирования, что приводит к значительной экономии средств.
Заготовка предназначена для упаковки по существу плоских изделий по существу многоугольной формы, в частности плитки и/или подобных строительных материалов. При этом заготовка содержит по меньшей мере основную часть, выполненную из упаковочного материала, предпочтительно гофрированного картона, имеющую линии сгиба для складывания заготовки по меньшей мере частично вокруг указанного изделия. Причем основная часть содержит участок упаковочного материала для каждой стороны многоугольного контура упаковываемого плоского изделия, каждый из которых имеет по меньшей мере две по существу параллельные линии сгиба, ограничивающие соответственно опорную зону для опоры по меньшей мере части изделия, боковую защитную зону, соответствующую боковой стороне плоского изделия, и покрывающую зону, предназначенную для взаимодействия с частью изделия на его стороне, противоположной опорной зоне. При этом указанные участки последовательно соединены друг с другом при помощи соединения, содержащего соответствующие слои клеящего материала, которые расположены между по меньшей мере частично совмещенными концами последовательных участков и между частично совмещенными опорными зонами соответствующих последовательных участков. Изобретение обеспечивает создание экономически выгодной заготовки для упаковки изделий различных размеров по существу плоской формы, а также создание простого способа ее изготовления при помощи простого устройства. 3 н. и 46 з.п. ф-лы, 4 ил.
1. Заготовка (1), предназначенная для упаковки по существу плоских изделий (4) по существу многоугольной формы, в частности плитки и/или подобных строительных материалов, и содержащая по меньшей мере основную часть (2), выполненную из упаковочного материала, предпочтительно гофрированного картона, имеющую линии (3) сгиба для складывания заготовки (1) по меньшей мере частично вокруг указанного по меньшей мере одного плоского изделия (4), причем указанная основная часть (2) содержит по меньшей мере участок (5) упаковочного материала для каждой стороны (4а) многоугольного контура упаковываемого плоского изделия (4), каждый из которых имеет по меньшей мере две по существу параллельные линии (3) сгиба, ограничивающие, соответственно, опорную зону (5b) для опоры по меньшей мере части указанного упаковываемого плоского изделия (4), боковую защитную зону (5с), соответствующую соответствующей боковой стороне указанного по меньшей мере одного плоского изделия (4), и покрывающую зону (5d), предназначенную для взаимодействия с частью указанного по меньшей мере одного плоского изделия (4) на его стороне, противоположной опорной зоне (5b), при этом указанные участки (5) последовательно соединены друг с другом при помощи соединения (7), содержащего соответствующие слои (7а) клеящего материала, которые расположены между по меньшей мере частично совмещенными концами (5е) последовательных участков (5) и между частично совмещенными опорными зонами (5с) соответствующих последовательных участков (5).
2. Заготовка по п.1, в которой указанные участки (5) последовательно соединены, ограничивая раму (6) по существу многоугольной формы.
3. Заготовка по п.2, в которой форма рамы (6) по существу идентична форме указанного по меньшей мере одного упаковываемого плоского изделия (4).
4. Заготовка по п.2, в которой рама (6) имеет по существу четырехугольную, предпочтительно прямоугольную форму.
5. Заготовка по п.1, в которой каждый участок (5) имеет по существу прямоугольную форму.
6. Заготовка по п.5, в которой линии (3) сгиба каждого участка (5) по существу параллельны более длинной стороне (5а) прямоугольного участка (5).
7. Заготовка по п.1, в которой по меньшей мере один указанный участок (5) имеет по меньшей мере одну по существу складываемую соединительную створку (5f), которая предназначена для воздействия на соответствующий участок (5) указанной основной части (2).
8. Заготовка по п.7, в которой соединительная створка (5f) указанного участка (5) выступает относительно него из боковой защитной зоны (5с).
9. Заготовка по п.1, в которой по меньшей мере два указанных участка (5) имеют по меньшей мере по две соединительных створки (5f), выполненные по существу с возможностью складывания и предназначенные для воздействия на соответствующие последовательные участки (5) указанной основной части (2), которые не содержат соединительных створок (5f).
10. Заготовка по п.9, в которой указанные участки (5) с соединительными створками (5f) расположены, соответственно, на противоположных сторонах указанной основной части (2).
11. Заготовка по любому из пп.1-10, в которой указанная основная часть (2) имеет для каждого участка (5) по меньшей мере одну защитную вставку (8), выполненную с возможностью расположения между указанным участком (5) и указанным по меньшей мере одним упаковываемым плоским изделием (4).
12. Заготовка по п.11, в которой каждая защитная вставка (8) взаимодействует с соответствующим участком (5) в соответствующей боковой защитной зоне (5с).
13. Способ изготовления заготовок (1), предназначенных для упаковки по существу плоских изделий (4) по существу многоугольной формы, в частности плитки и/или подобных строительных материалов, включающий этап предварительной подготовки основной части (2), изготовленной из упаковочного материала, предпочтительно гофрированного картона, и имеющей линии (3) сгиба для складывания указанной основной части (2) по меньшей мере частично вокруг по меньшей мере плоского объекта (4), включающий этапы:
подготовки по меньшей мере одного участка (5) упаковочного материала для каждой стороны (4а) по существу многоугольного контура упаковываемого плоского изделия (4);
складывания каждого участка (5) вдоль по меньшей мере двух заданных линий (3) сгиба;
последовательного соединения указанных участков (5) с образованием рамы (6) по существу многоугольной формы, которая предпочтительно воспроизводит по существу многоугольную форму упаковываемого плоского изделия (4).
14. Способ по п.13, в котором при подготовке каждого указанного участка (5) предварительно подготавливают по существу прямоугольные участки (5).
15. Способ по п.13, в котором каждый участок (5) изготавливают, начиная с подачи по существу идентичных панелей (9) упаковочного материала.
16. Способ по п.15, в котором при изготовлении каждого участка (5):
последовательно подают две или более панелей (9);
последовательно соединяют панели (9) с образованием непрерывной полосы (10) упаковочного материала, проходящей по существу вдоль предварительно заданного направления движения;
режут непрерывную полосу (10) поперек направления ее движения в соответствии с заданной длиной, предпочтительно выбранной с учетом длины соответствующей стороны (4а) по существу многоугольного контура указанного по меньшей мере одного упаковываемого плоского изделия (4).
17. Способ по п.16, в котором выполняют складывание непрерывной полосы (10) перед ее резкой по меньшей мере на участок (5).
18. Способ по п.13, в котором при последовательном соединении участков (5) наносят заданное количество клея по меньшей мере на один участок (5) и по меньшей мере частично накладывают последовательный участок (5) на указанный проклеенный участок.
19. Способ по п.18, в котором клей наносят по меньшей мере на конец (5f) указанного по меньшей мере одного участка (5).
20. Способ по п.18, в котором клей наносят на оба конца (5f) указанного по меньшей мере одного участка (5).
21. Способ по п.13, в котором по меньшей мере на одном участке (5) изготавливают по меньшей мере одну соединительную створку (5f), предназначенную для взаимодействия с последующим участком (5).
22. Способ по п.13, в котором на указанном по меньшей мере одном участке (5) изготавливают по меньшей мере две соединительные створки (5f), предназначенные для взаимодействия с последующими указанными участками (5).
23. Способ по п.21, в котором изготовление по меньшей мере одной соединительной створки (5f) выполняют одновременно с резкой непрерывной полосы (10) на участки (5).
24. Способ по любому из пп.13-23, в котором дополнительно устанавливают по меньшей мере одну защитную вставку (8) по меньшей мере на один участок (5).
25. Способ по п.23, в котором установку защитной вставки (8) выполняют перед соединением участков (5).
26. Устройство (11) для изготовления заготовок (1) для упаковки по существу плоских изделий (4) по существу многоугольной формы, в частности, плитки и/или подобных строительных материалов, содержащее по меньшей мере один упаковочный блок (12), в котором заготовка (1) складывается по меньшей мере частично вокруг указанного по меньшей мере плоского изделия (4),
по меньшей мере один подготовительный блок (13) для участков (5) упаковочного материала, который по меньшей мере частично предварительно расположен для создания участка (5) упаковочного материала для каждой из сторон (4а) указанного по меньшей мере одного плоского изделия (4), которое требуется упаковать,
по меньшей мере один складывающий блок (14), функционально связанный с подготовительным блоком (13) с обеспечением создания по меньшей мере двух заданных линий (3) сгиба на каждом подготавливаемом участке (5),
по меньшей мере один сборочный блок (15), на котором указанные участки (5) последовательно соединяются с образованием рамы (6) по существу многоугольной формы, которая предпочтительно воспроизводит по существу многоугольную форму упаковываемого плоского изделия (4).
27. Устройство по п.26, в котором подготовительный блок (13) содержит первую подготовительную линию (16), задающую предварительно установленное первое направление (X) движения упаковочного материала.
28. Устройство по п.27, в котором первая подготовительная линия (16) содержит загрузочный блок (17) для панелей (9), выполненных из упаковочного материала и по существу идентичных, соединительный блок (18) для последовательного соединения панелей (9) с созданием по меньшей мере непрерывной полосы (10) упаковочного материала, и режущий блок (19) для резки непрерывной полосы (10) по меньшей мере на заданные участки (5).
29. Устройство по п.28, в котором соединительный блок (18) содержит по меньшей мере одно склеивающее устройство, выполненное с возможностью соединения противоположных концов (9а) последовательных панелей (9).
30. Устройство по п.28, в котором складывающий блок (14) содержит первый складывающий узел (20), который функционально соединен с первой подготовительной линией (16) между соединительным узлом (18) и режущим узлом (19).
31. Устройство по п.30, в котором первый складывающий узел (20) содержит по меньшей мере пару складывающих дисков (20а), расположенных в плоскостях, по существу параллельных первому направлению (X) движения и перпендикулярных плоскости непрерывной полосы (10).
32. Устройство по п.31, в котором складывающие диски (20а) первого складывающего узла (20) выполнены с возможностью регулировки для взаимного сближения и/или отдаления в направлении, поперечном их плоскости, причем указанная регулировка задает расстояние между линиями (3) сгиба, создаваемыми складывающими дисками (20а) на непрерывной полосе (10).
33. Устройство по п.27, в котором первая подготовительная линия (16) функционально соединена с первым комплектом (21) панелей (9).
34. Устройство по п.33, в котором панели (9), размещенные в первом комплекте (21), расположены параллельно первому направлению (X) движения.
35. Устройство по п.34, которое содержит первые загрузочные средства (22), переключаемые между положением сбора, в котором они отделяют и захватывают по меньшей мере одну панель (9) из первого комплекта (21) панелей, и положением отпускания, в котором захваченная панель (9) помещается в загрузочный узел (17) первой подготовительной линии (16).
36. Устройство по п.27, в котором подготовительный блок (13) содержит вторую подготовительную линию (23), определяющую заданное второе направление (Y) движения упаковочного материала.
37. Устройство по п.36, в котором вторая подготовительная линия (23) проходит поперек, предпочтительно перпендикулярно, первому направлению (X) движения.
38. Устройство по п.36, в котором вторая подготовительная линия (23) содержит загрузочный узел (24) для панелей (9), выполненных из упаковочного материала и по существу идентичных панелям (9) загрузочного узла (17) первой подготовительной линии (16), соединительный узел (25) для последовательного соединения указанных панелей (9) с созданием по меньшей мере непрерывной полосы (10) упаковочного материала, и режущий узел (26) для резки непрерывной полосы (10) по меньшей мере на заданные участки (5).
39. Устройство по п.38, в котором соединительный узел (23) содержит по меньшей мере склеивающее устройство, выполненное с возможностью соединения концов (9а) последовательных панелей (9).
40. Устройство по п.38, в котором складывающий блок (14) содержит второй складывающий узел (27), который функционально соединен со второй подготовительной линией (23) между соединительным узлом (25) и режущим узлом (26).
41. Устройство по п.40, в котором второй складывающий узел (27) содержит по меньшей мере пару складывающих дисков (27а), расположенных в плоскостях, по существу параллельных второму направлению (Y) движения и поперечных плоскости непрерывной полосы (10).
42. Устройство по п.41, в котором складывающие диски (27а) второго складывающего узла (27) выполнены с возможностью регулировки для взаимного сближения и/или отдаления в направлении, поперечном их плоскостям, причем указанная регулировка задает расстояние между линиями (3) сгиба, создаваемыми складывающими дисками (27а) на непрерывной полосе (10).
43. Устройство по п.36, в котором со второй подготовительной линией (23) функционально соединен второй комплект (28) панелей (9).
44. Устройство по п.43, в котором панели (9), расположенные во втором комплекте (28), расположены параллельно второму направлению (Y) движения.
45. Устройство по п.44, которое содержит вторые загрузочные средства (29), переключаемые между положением сбора, в котором они отделяют и захватывают по меньшей мере одну панель (9) из второго комплекта (28), и положением отпускания, в котором захваченная панель (9) помещается в загрузочный узел (24) второй подготовительной линии (23).
46. Устройство по п.36, в котором сборочный блок (15) имеет опорную плоскость (15b) для создания заготовки (1), проходящую по существу параллельно по меньшей мере одной из подготовительных линий (16, 23).
47. Устройство по п.26, в котором подготовительный блок (13) содержит средства нанесения на каждый участок (5) заданного количества клея, предназначенного для соединения частично совмещенных последовательных участков (5).
48. Устройство по п.26, содержащее перемещающие средства, функционально расположенные между подготовительным блоком (13) и сборочным блоком (15) и предназначенные для перемещения указанных участков (5) от подготовительного блока (13) к сборочному блоку (15).
49. Устройство по пп.26-46, содержащее прикладывающие средства (30), которые функционально соединены с подготовительным блоком (13) и предназначены для установки по меньшей мере одной защитной вставки (8) на соответствующий участок (5).
| DE 10331739 A1, 27.01.2005 | |||
| DE 202005004937 U1, 07.07.2005 | |||
| УСТРОЙСТВО КОНТРОЛЯ ТРИГГЕРНЫХ БЛОКОВ | 0 |
|
SU315131A1 |
| Имплантат в качестве протеза слуховых косточек для замещения поврежденных частей среднего уха (варианты) | 2021 |
|
RU2766795C1 |

