Область техники
Настоящее изобретение относится к упаковочной машине и способу упаковывания изделий. Более конкретно, но не исключительно, изобретение относится к способу манипулирования изделиями в потоке изделий, а также к устройству для осуществления способа и к упаковочной машине, компоновка которой позволяет обрабатывать множество типов и размеров коробок.
Уровень техники
В области упаковки часто требуется снабдить потребителей упаковкой, содержащей множество первичных емкостей с продуктом, такая групповая тара нужна для транспортировки и распределения, а также, чтобы содержать рекламную информацию.
Известен способ автоматического упаковывания первичных емкостей с продуктом в упаковку, осуществляемый путем помещения первичных емкостей с продуктом в коробку, выполненную из заготовки коробки.
Также желательно обеспечить упаковочную машину, которая может быть подсоединена к выходу обрабатывающей машины, помещающей продукт в первичные емкости, например, к разливочной машине для бутылок или банок. Также может быть понадобиться преобразование выходного потока первичных упаковок таким образом, чтобы содействовать их помещению в коробки.
Еще одной задачей настоящего изобретения является создание упаковочной машины, компоновка которой позволяет обрабатывать множество различных форматов коробок, например: картонная обертка, тара с ручкой типа корзины, полностью закрытые коробки, а также позволяет заполнять коробку выбранного формата первичными емкостями сбоку или с торца, снизу или сверху. Кроме того, желательно иметь возможность быстро сменить формат или компоновку упаковочной машины для переналадки на требуемый формат коробки или способ загрузки.
Также желательно обеспечить упаковочную машину, которая может размещать упаковки, содержащие первичные упаковки с продуктом, в дополнительные упаковки для транспортировки и распределения групповой тары.
Кроме того, желательно поместить первичные емкости с продуктом свободного формата в третичную упаковку - таким образом, чтобы первичные емкости с продуктом могли распространяться розничным торговцем среди покупателей по отдельности.
Сущность изобретения
Согласно первому аспекту настоящего изобретения, обеспечена упаковочная подсистема для упаковывания одного или более изделий при помощи заготовки коробки, содержащая бункер для коробок, в котором содержатся заготовки коробок, механизм подачи для извлечения заготовок коробок из бункера и размещения их на первом конвейере, механизм складывания для складывания панелей заготовки коробки вокруг первого конвейера и механизм перемещения, который подбирает сложенную по существу в форме перевернутой буквы U заготовку коробки и размещает ее вокруг одного или более изделий, перемещаемых вторым конвейером.
Либо первый или второй конвейер, либо оба конвейера предпочтительно находятся в непрерывном движении.
Второй конвейер предпочтительно параллелен упомянутому первому конвейеру.
Согласно второму аспекту настоящего изобретения, обеспечена упаковочная подсистема организации входного потока изделий, содержащего по меньшей мере одну полосу или ряд изделий, причем подсистема содержит перегрузочный робот для подбора одного или более изделий из потока изделий и размещения их на конвейере, причем перегрузочный робот содержит руку, с возможностью поворота установленную над конвейером, и захватную головку, с возможностью поворота соединенную с рукой, при этом также обеспечен механизм задерживания изделий для замедления движения изделий на конвейере, когда из подсистемы выходит поток изделий, организованный таким образом, что он содержит по меньшей мере еще один ряд или полосу изделий в добавление к входному потоку.
Входной поток изделий предпочтительно содержит две полосы, а выходной поток изделий содержит четыре полосы изделий.
Входной поток изделий предпочтительно содержит две полосы, а выходной поток изделий содержит четыре полосы изделий.
Устройство задерживания предпочтительно содержит по меньшей мере один выступ, соединенный с бесконечным конвейером и введенный в поток изделий впереди по ходу относительно перегрузочного робота.
Согласно третьему объекту настоящего изобретения, обеспечена упаковочная машина, содержащая описанную ранее подсистему.
Согласно четвертому аспекту настоящего изобретения, обеспечена упаковочная машина, содержащая конвейер для изделий, обеспечивающий поток упаковываемых изделий, первый бункер для хранения первых заготовок коробок, второй бункер для хранения вторых заготовок коробок, первый механизм подачи для размещения первых заготовок коробок на первом конвейере, второй механизм подачи для размещения вторых заготовок коробок на втором конвейере, третий конвейер для приема сгруппированных изделий с входного конвейера и по меньшей мере одно передаточное устройство, способное перемещать изделия с входного конвейера на первый или второй конвейер - таким образом, чтобы изделия могли быть упакованы в первую или вторую заготовку коробки, соответственно.
Упаковочная машина предпочтительно также содержит второй передаточный механизм, способный передавать изделия между упомянутым входным конвейером и первым конвейером или заготовки коробок между упомянутыми вторым и третьим конвейерами.
Первый или второй передаточный механизмы предпочтительно содержат взаимозаменяемые узлы головок, позволяющие обрабатывать коробки и изделия различных типов и/или переключаться между передачей изделий и коробок.
Согласно пятому аспекту настоящего изобретения, обеспечена упаковочная машина, содержащая одну или более упаковочных подсистем, каждая из которых способна упаковывать изделия в коробку, причем упаковочные подсистемы имеют общий источник упаковываемых изделий, при этом обеспечен по меньшей мере один передаточный механизм для передачи изделий от общего источника к любой из двух или более упаковочных подсистем.
Каждая из двух упаковочных подсистем предпочтительно упаковывает изделия в коробки различных типов или форматов.
Коробки, обрабатываемые одной из упомянутых двух или более упаковочных подсистем, предпочтительно помещаются в коробки, обрабатываемые другой упаковочной подсистемой.
Согласно шестому аспекту настоящего изобретения, обеспечен способ непрерывного упаковывания, содержащий этапы, при которых:
обеспечивают непрерывный поток заготовок коробок на первом конвейере,
обеспечивают непрерывный поток изделий на втором конвейере,
складывают упомянутые заготовки коробок вокруг первого конвейера в конструкцию в форме перевернутой буквы U,
последовательно подбирают по меньшей мере одну из упомянутых конструкций в форме перевернутой буквы U и размещают ее вокруг одного или более изделий на втором конвейере, и
складывают панели заготовки коробки для завершения формирования коробки вокруг группы изделий, образуя непрерывный поток упаковок.
Упомянутые заготовки коробок предпочтительно непрерывно перемещаются во время формирования упаковки.
Упомянутые изделия предпочтительно непрерывно перемещаются во время формирования упаковки.
Согласно седьмому аспекту настоящего изобретения, обеспечен способ манипулирования с изделиями в потоке изделий, содержащий этапы, при которых:
обеспечивают непрерывный входной поток изделий, содержащий по меньшей мере один ряд изделий на конвейере, содержащем по меньшей мере еще одну полосу в дополнение к рядам изделий,
подбирают по меньшей мере одно изделие по меньшей мере из одного из упомянутых рядов изделий,
помещают упомянутое извлеченное по меньшей мере одно изделие на свободную одну полосу из указанной по меньшей мере одной дополнительной полосы,
задерживают изделия на всех упомянутых дополнительных полосах - таким образом, что создается непрерывный выходной поток изделий, содержащий по меньшей мере еще один ряд в дополнение к входному потоку.
Краткое описание чертежей
Теперь будут описаны примеры вариантов осуществления изобретения со ссылками на прилагаемые чертежи.
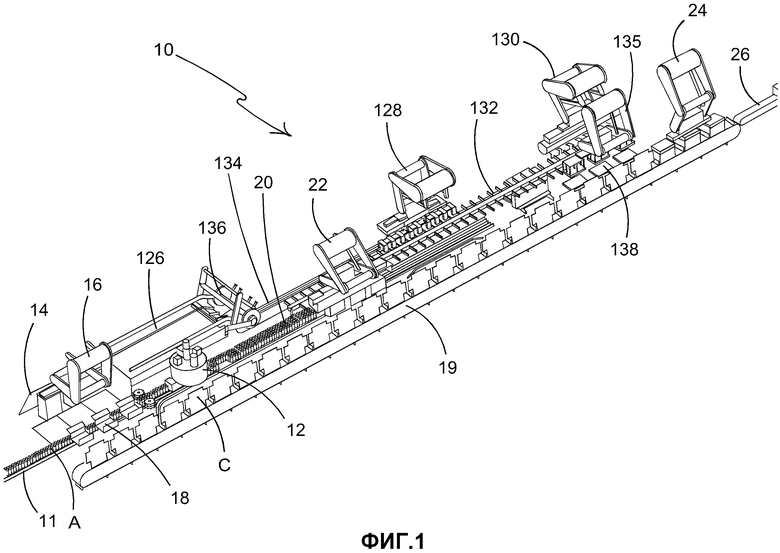
Фиг.1 - вид в перспективе сверху на упаковочную машину по первому варианту осуществления изобретения.
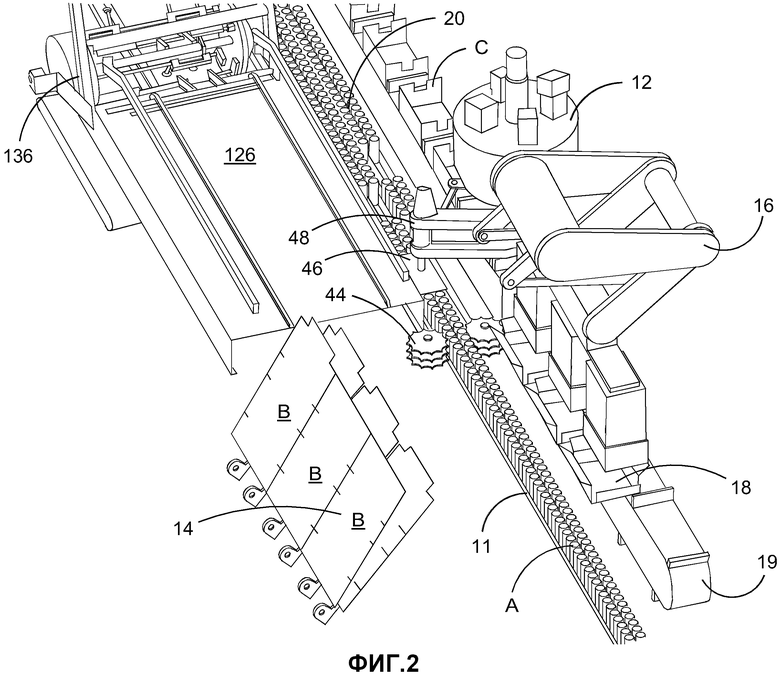
Фиг.2 - вид в перспективе сверху на подсистему входного конца упаковочной машины, представленной на фиг.1, на первом этапе первого режима работы.
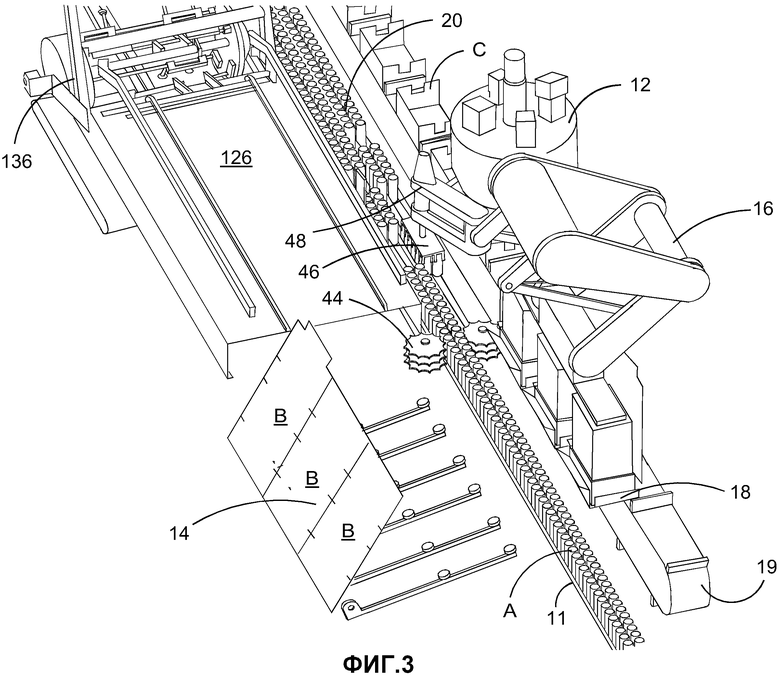
Фиг.3 - вид в перспективе сверху на подсистему, представленную на фиг.2, на втором этапе первого режима работы.
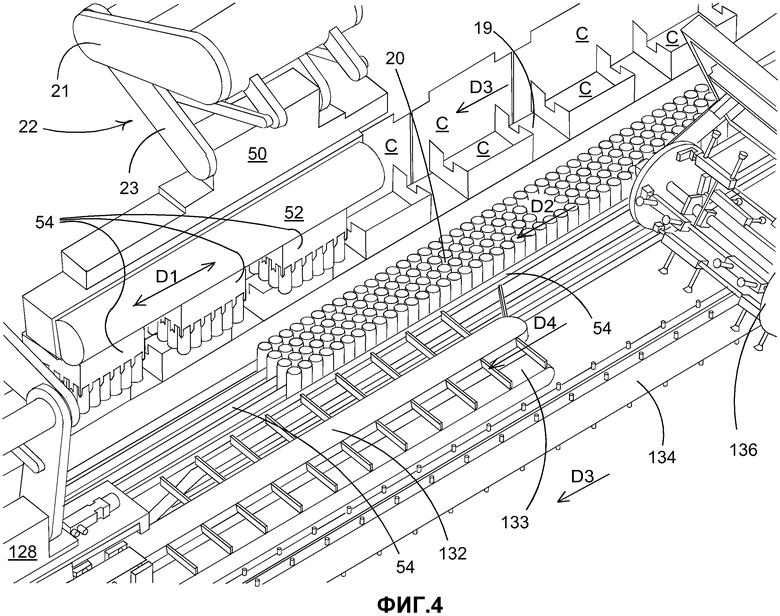
Фиг.4 - вид в перспективе сверху на станцию заполнения коробок упаковочной машины, представленной на фиг.1, в первом режиме работы.
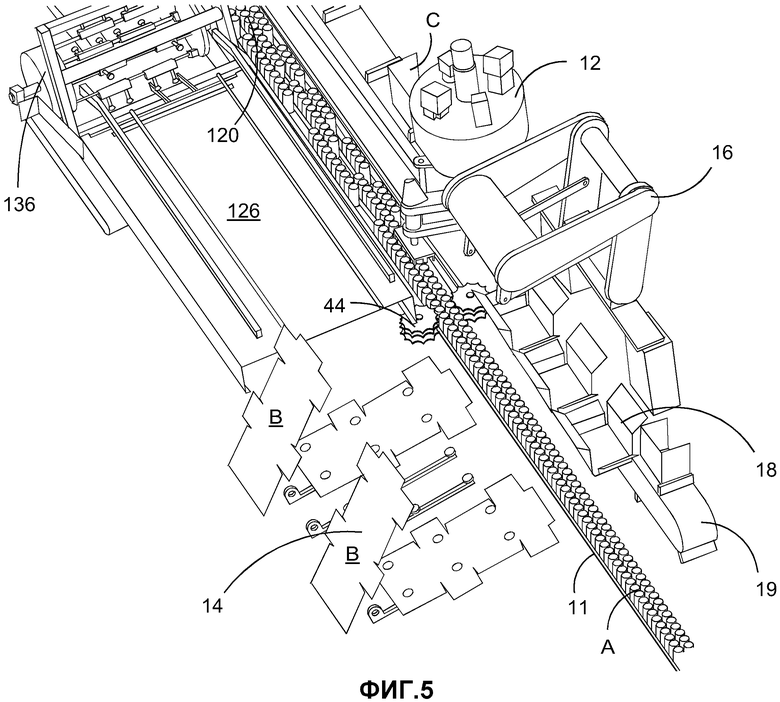
Фиг.5 - вид в перспективе сверху на подсистему входного конца упаковочной машины, представленной на фиг.1, на первом этапе второго режима работы.
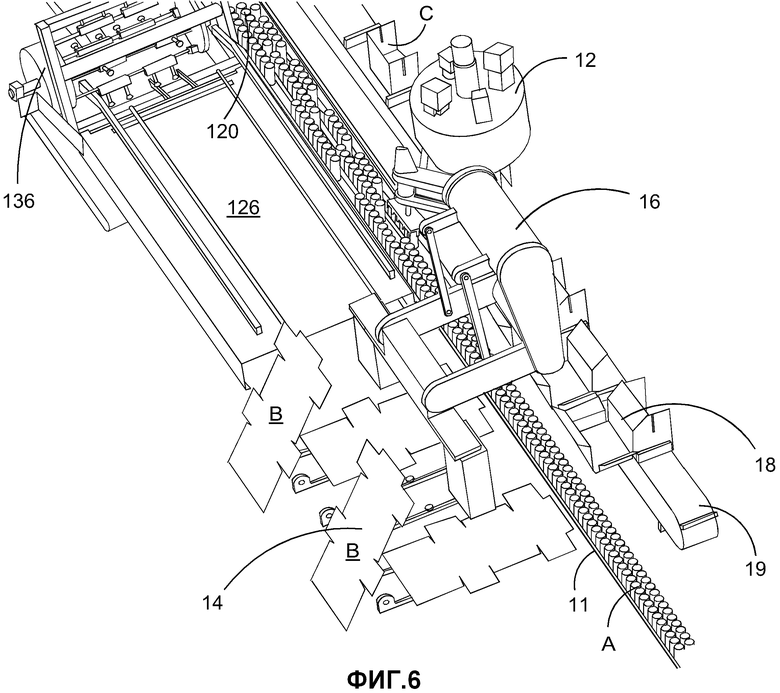
Фиг.6 - вид в перспективе сверху на подсистему, представленную на фиг.5, на втором этапе второго режима работы.
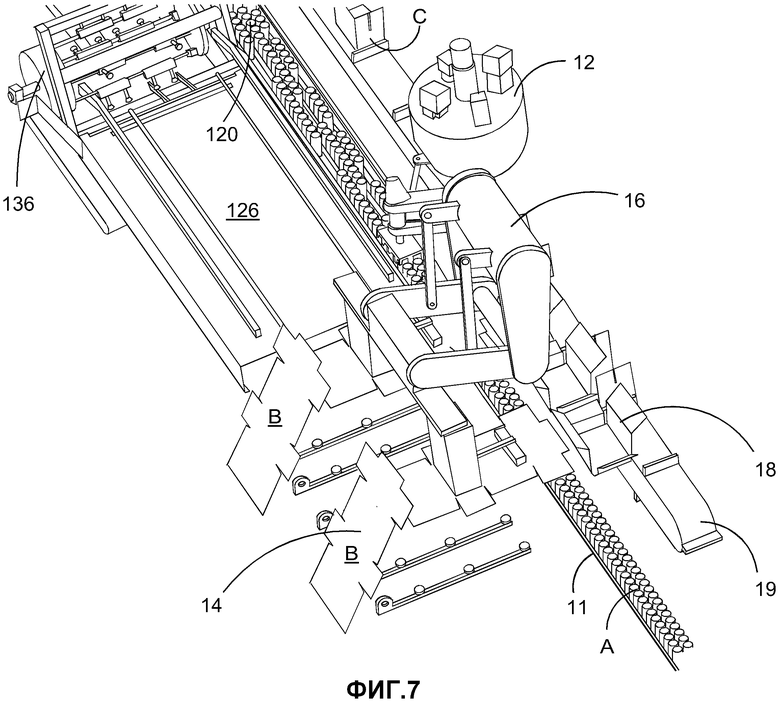
Фиг.7 - вид в перспективе сверху на подсистему, представленную на Фиг.5, на третьем этапе второго режима работы.
Фиг.8 - вид в перспективе сверху на подсистему, представленную на фиг.5, на четвертом этапе второго режима работы.
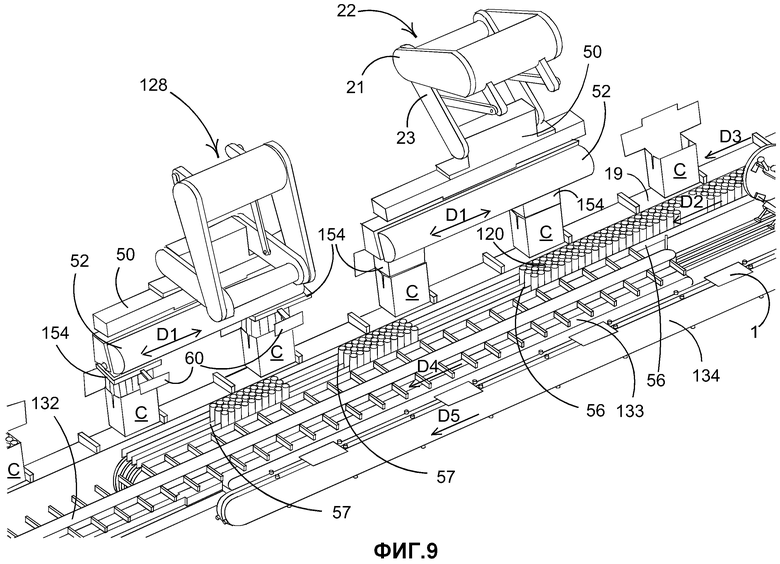
Фиг.9 - вид в перспективе сверху на станцию заполнения коробок упаковочной машины, представленной на фиг.1, во втором режиме работы.
Фиг.10 - вид в перспективе сверху на станцию заполнения коробок, представленную на фиг.4 и фиг.9, по второму варианту осуществления изобретения, на первом этапе работы.
Фиг.11 - вид в перспективе сверху на станцию заполнения коробок, представленную на фиг.4 и фиг.9, по второму варианту осуществления изобретения, на втором этапе работы.
Подробное описание примеров вариантов осуществления настоящего изобретения
На фиг.1 показан вид в перспективе упаковочной машины 10, способной принимать на вход первичные продукты, такие как бутылки или консервные банки (но не ограничиваясь ими), далее именуемые изделиями.
Изделия А передаются потоком на вход упаковочной машины 10 на загрузочном конвейере 11. Заготовки В коробок хранятся в бункере, или магазине, 14 и передаются из бункера 14 на конвейер 19 для коробок через устройство 18 предварительного формования, посредством механизма 16 подачи заготовок коробок. Механизм 16 подачи заготовок коробок вынимает заготовку В коробки из бункера 14 (в первом варианте осуществления три заготовки В извлекаются одновременно), затем заготовку В коробки толкают в устройство 18 предварительного формования посредством механизма 16 подачи заготовок коробок. Устройство 18 предварительного формования складывает боковые панели и торцевые панели заготовки В коробки по существу перпендикулярно друг другу и базовой панели заготовки В, таким образом, частично формируя коробку С из заготовки В. В частично сформированной коробке С можно разместить изделия А перед завершением сборки коробки С.
Механизм 16 подачи заготовок коробок извлекает частично собранную коробку С из устройства 18 предварительного формования и помещает на конвейер 19 для коробок. Конвейер 19 для коробок расположен рядом с входным конвейером 11 и по существу параллельно ему.
Затем поток изделий А может быть перегруппирован манипулятором 12 изделий, который будет более подробно описан далее, перед тем как передать изделия на станцию заполнения коробок, где устройство 22 заполнения коробок забирает их и помещает в частично собранную коробку С. Заполненные коробки С затем передают на станцию укупоривания, где устройство для закрывания коробок 24 сгибает верхнюю панель коробки С в нужное положение, а также сгибает верхние торцевые клапаны и прикрепляет их к боковым панелям или торцевым панелям коробки С, соответственно. Затем полностью собранные упаковки передают из упаковочной машины 10 на дальнейшую обработку (не показано на чертеже) посредством выходного конвейера 26.
Возвращаясь более подробно к манипулятору 12 для изделий: на фиг.2 и 3 проиллюстрирована работа манипулятора 12 изделий в первом режиме, в котором манипулятор 12 изделий преобразует входной поток изделий А из двух рядов в четыре.
Манипулятор 12 для изделий содержит руку 48, с возможностью поворота установленную над входным потоком изделий А. Рука 48 с возможностью поворота соединена с захватной головкой 46, которая в данном варианте осуществления может захватывать двенадцать изделий А, причем обеспечено средство привода для обеспечения двустороннего поворота руки над входным потоком изделий А, а также дополнительное средство привода для удерживания ориентации захватной головки 46 параллельно входному конвейеру 11, если смотреть сверху; при этом предусмотрено как использование отдельных приводных механизмов для каждой функции, так и общего приводного механизма. Предполагается, что приводной механизм может быть реализован серводвигателем или другим подходящим электродвигателем; однако могут быть использованы и альтернативные варианты осуществления, такие как гидравлический или пневматический механизм.
Изменение числа полос или рядов изделий А в потоке изделий А достигается извлечением шести изделий А из каждой из двух продольных полос входного потока и размещением их двумя дополнительными полосами, как показано на фиг.2 и 3. Манипулятор 12 изделий позволяет последующим шести изделиям А в каждой из двух продольных полос входного потока пройти беспрепятственно. Затем манипулятор 12 изделий забирает двенадцать изделий А, следующие за двенадцатью изделиями А, прошедшими беспрепятственно, и помещает их в две дополнительные полосы.
Чтобы обеспечить непрерывный поток изделий А, содержащий четыре продольных ряда изделий А, необходимо замедлить продвижение изделий А, расположенных далее по ходу от манипулятора 12 изделий. Это достигается при помощи введения в перегруппированный поток 20 изделий А тормозящих выступов 56. Тормозящие выступы 56 сцеплены с бесконечным конвейером, расположенным под упорядоченным потоком 20 изделий А, как показано на фиг.4. Тормозящие выступы 56 перемещаются в том же направлении, что и изделия А, но с более низкой скоростью, чем конвейер 11, перемещающий изделия А. Таким образом, когда изделия А зацепляются с тормозящими выступами 56, их движение замедляется, а следующие за ними изделия А в потоке 20 также замедляются, встречаясь с замедлившимися изделиями А далее по потоку. Таким образом, изделия А, проходящие беспрепятственно, и перемещаемые изделия А образуют непрерывный поток 20 изделий А, содержащий четыре ряда изделий А.
Упаковочная машина 10 предпочтительно содержит пару звездочек 44, расположенных с каждой стороны входного потока изделий А. Звездочки 44 регулируют поток изделий А и обеспечивают их равномерное распределение, как показано на фиг.2 и 3. Это содействует захвату изделий А захватной головкой 46.
Если вновь обратиться к фиг.4, изделия А в перегруппированном потоке 20, содержащем четыре ряда, подбираются устройством 22 заполнения коробок. Устройство 22 заполнения коробок содержит верхний рычаг 21 и нижний рычаг 23, с возможностью поворота соединенные друг с другом. Нижний рычаг 23 с возможностью поворота соединен с соединительной головкой 50, которая установлена в механизм 52 подвижных головок, который, в свою очередь, соединен с захватными головками 54. Верхний рычаг 21 также с возможностью вращения соединен с корпусом (не показан).
В варианте осуществления, показанном на фиг.4, обеспечены три захватные головки 54, каждая из которых способна захватывать двадцать четыре изделия А массивом 4×6. Захватные головки 54 также могут перемещаться друг относительно друга таким образом, что они могут подбирать изделия А группами, находящимися в контакте друг с другом на конвейере 11, и разносить их в соответствии с величиной шага между коробками С на конвейере 19 для коробок.
Механизм 52 подвижных головок может возвратно-поступательно линейно перемещаться в направлении D1, по существу параллельном входному конвейеру 11 и конвейеру 19 для коробок, следовательно, подвижная головка 52 может перемещаться назад и вперед по ходу внутри упаковочной машины 10. Это позволяет подсистеме 22 устройства заполнения коробок подбирать изделия с входного конвейера 11 на первой позиции в упаковочной машине 10 и размещать их в коробке С, расположенной во второй позиции впереди по ходу от первой позиции. Таким образом, входной поток изделий А и перегруппированный поток 20 изделий А могут непрерывно перемещаться вперед по ходу в направлении стрелки D2. Механизм 52 подвижных головок более подробно описан в находящейся в процессе одновременного рассмотрения заявке Соединенного Королевства GB 08122012, поданной 4 июля 2008 года, содержание которой включено в настоящую заявку.
В данном варианте осуществления коробки С передают в направлении D3, совпадающем с направлением D2, в котором перемещаются изделия А, однако можно рассмотреть вариант перемещения коробок С и изделий А в противоположных направлениях, например, посредством подачи потока изделий А с противоположного конца упаковочной машины 10.
На фиг.5 проиллюстрирован второй режим работы упаковочной машины 10, в котором входной поток изделий А перегруппируется из входного потока, имеющего два ряда, в поток 120 из трех рядов. В этом случае также обеспечены звездочки 44 для регулирования скорости движения входного потока изделий А и расстояния между ними. В данном втором режиме работы манипулятор 12 перемещается между:
(1) Подбором одного ряда из пяти изделий А из одной из полос входного потока и размещением их в дополнительной третьей полосе, как показано на фиг.5 и 6, таким образом, что в центральной полосе создается пустое пространство, длина которого эквивалентна диаметру пяти извлеченных изделий А.
(2) Подбором группы из десяти изделий А в два ряда из пяти изделий А, так что пять изделий А подбираются из каждой из двух полос входного потока, и размещением их таким образом, что первый извлеченный ряд из пяти изделий А размещается в дополнительной третьей полосе, а второй ряд из пяти изделий А размещается в полосе, из которой был извлечен упомянутый первый ряд, как показано на фиг.7 и 8.
И опять движение изделий А замедляют впереди по ходу от манипуляционного устройства 12 для изделий таким образом, что изделия А перестраиваются в непрерывный поток 120 из трех рядов изделий А, тормозящие выступы 56, как показано на фиг.9, обеспечивают задерживание, или замедление, изделий А, которые затем контактируют с аналогичными изделиями А сзади по ходу, которые задерживаются из-за замедленного перемещения изделий А впереди по ходу. Предусмотрено, что в альтернативных вариантах осуществления изобретения тормозящий выступ 56 может быть заменен пластиной конвейера, согласно известному уровню техники, или тормозящие выступы 56 могут быть присоединены к подвесному конвейеру.
Опционально в данном втором режиме работы вместо одного устройства 22 заполнения коробок могут быть обеспечены два устройства 22, 128 заполнения коробок, описанные ранее и проиллюстрированные на фиг.9. Первое устройство заполнения коробок 22 подбирают две группы из пятнадцати изделий А, расположенных массивами 3×5, с помощью соответствующей захватной головки 154, и помещает каждую группу на базовую панель соответствующей коробки С.
Первое устройство 22 заполнения коробок позволяет двум группам из пятнадцати изделий А, в общей сложности - тридцати изделиям А, примыкающим к тормозящему выступу 56, пройти беспрепятственно, извлекает вторую группу из тридцати изделий А впереди по ходу от первых двух беспрепятственно прошедших групп из пятнадцати изделий А и помещает каждую группу из пятнадцати изделий А в соответствующую коробку С.
Захватные головки 154 также способны перемещаться друг относительно друга, что позволяет захватным головкам 154 создавать группы изделий и совмещать каждую группу с соответствующей заполняемой коробкой С.
Как и в предыдущих случаях, устройство 22 заполнения коробок содержит механизм 52 подвижных головок, позволяющий устройству 22 заполнения коробок подбирать изделия А в позиции сзади по ходу и помещать их в позиции впереди по ходу.
Первая группа из тридцати изделий А, проходящих через устройство 22 заполнения коробок беспрепятственно, передается по конвейеру 11 ко второму устройству 128 заполнения коробок. Затем первая группа из тридцати изделий А зацепляется со вторым устройством замедления изделий, снабженным выступами 57, которое завершает передачу изделий А на второе устройство 128 заполнения коробок. Опционально, второе устройство замедления изделий может быть способно зацепляться более чем с одной группой из тридцати изделий А одновременно; в данном варианте осуществления второе устройство замедления изделий одновременно зацепляется с двумя группами изделий и может содержать два набора выступов 57.
Устройство 128 заполнения коробок аналогично по своей конструкции первому устройству 22 заполнения коробок, однако при желании оно может дополнительно содержать захват 60 для вкладышей, предназначенный для подбора вкладышей I и размещения их в коробке С.
Вкладыши I хранятся в бункере или магазине 126, как показано на фиг.1, и подаются на конвейер 134 для вкладышей посредством механизма 136 подачи вкладышей. Конвейер 134 для вкладышей транспортирует вкладыши на станцию заполнения, где их подбирает второе устройство 128 заполнения коробок. Второе устройство заполнения коробок 128 подбирает вкладыши I из конвейера 134 для вкладышей, затем подбирает переднюю группу из тридцати изделий А, прошедшую мимо первого устройства 22 заполнения коробок, а затем второе устройство 128 заполнения коробок группирует изделия А в две группы из пятнадцати изделий А, расположенных массивами 3×5. Затем второе устройство 128 заполнения коробок помещает вкладыши I в коробки С, уже частично заполненные первым устройством 22 заполнения коробок, поверх первого слоя изделий А, расположенных внутри коробки С посредством первого устройства 22 заполнения коробок. Затем второе устройство 128 заполнения коробок помещает в коробку С группу из пятнадцати изделий А, образуя второй слой поверх вкладыша I.
Вслед за этим устройство 24 закрывания коробок закрывает коробки С, как показано на фиг.1, и они передаются на дальнейшую обработку с помощью выходного конвейера 26, как уже было описано ранее.
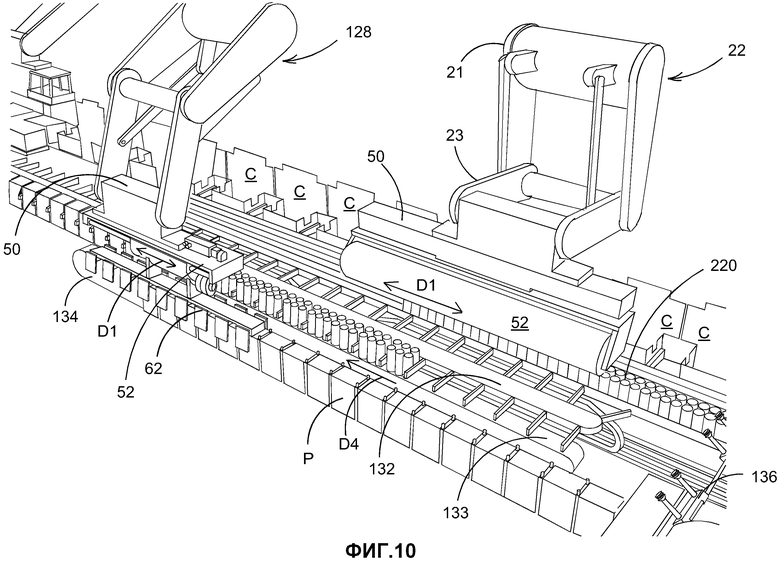
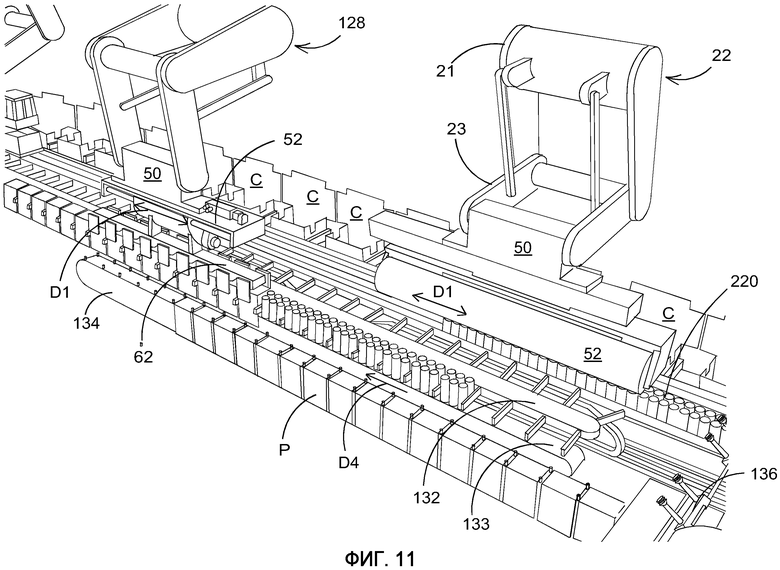
Теперь обратимся к фиг.1 и фиг.10-11, где упаковочная машина 10 может быть использована в третьем режиме работы, в котором бункер, или магазин, 126 загружен исходными заготовками Р коробок для образования основной коробки, а не вкладышами, как описано выше. Предпочтительно, чтобы исходные заготовки Р коробок образовывали коробку «обертывающего» типа, хотя в альтернативных вариантах осуществления предусмотрены и другие форматы и типы коробок, известные в данной области техники. Механизм подачи 136 помещает исходную заготовку Р коробки на первый конвейер 134.
Устройство 22 заполнения коробок вместо того, чтобы помещать изделия А в коробку С на конвейере 19 для коробок, как описано ранее, помещает изделия А на второй конвейер 133, содержащий пластины конвейера, соединенные с бесконечным конвейером 132. Передаваемые изделия А перемещаются в направлении D4, параллельном направлению движения входного конвейера 11 и конвейера 19 для коробок.
Устройство 22 заполнения коробок содержит захватные головки (не показаны), приспособленные для захвата и размещения шести групп из шести изделий А, расположенных массивами 2×3. Захватные головки 54, 60 второго устройства 128 заполнения коробок заменены захватной головкой 62, приспособленной для подбора и размещения исходных заготовок Р коробок вокруг групп изделий А на втором конвейере 133.
Исходные заготовки Р коробок предпочтительно загибают вокруг первого конвейера, образуя по существу конструкцию в форме перевернутой буквы U, пока они перемещаются на первом конвейере 134, как показано на фиг.10 и 11.
Следует понимать, что при складывании исходных заготовок Р коробок с получением конструкции в форме перевернутой буквы U, а также подбора и размещения исходных заготовок Р коробок, принявших данную форму, первый конвейер 134 может быть расположен в непосредственной близости от второго конвейера 133.
Второе устройство 128 заполнения коробок теперь содержит захватную головку 62, приспособленную для захвата сложенных в виде перевернутой буквы U исходных заготовок Р коробок и размещения их вокруг групп изделий А на втором конвейере 133.
Предусмотрено, что узел головок, состоящий по меньшей мере из устройства 22 заполнения коробок и второго устройства 128 заполнения коробок, можно сделать легкозаменяемым, изготавливая взаимозаменяемые узлы головок, имеющие общий соединительный механизм, дающий возможность механического присоединения узла головок к основному корпусу данных подсистем, а также подсоединения систем электропитания и/или гидравлических или пневматических систем к узлам головок.
И в этом случае устройство 22 заполнения коробок и второе устройство 128 заполнения коробок содержат совершающий возвратно-поступательное перемещение узел 52 головок, что позволяет подбирать изделия, такие как заготовки коробок, или изделия, из определенной позиции сзади по ходу и размещать их в определенной позиции впереди по ходу, без необходимости в паузе или остановке движения первого или второго конвейера 134, 133, соответственно. Использование непрерывного движения позволяет увеличить количество пропускаемых изделий А.
Как только исходные заготовки Р коробок размещены вокруг групп изделий на втором конвейере 133, сборка исходной заготовки Р коробки завершается складыванием и закреплением основания коробки вокруг основания группы изделий.
Первичное группировочное устройство 130 удаляет собранные первичные коробки со второго конвейера 133 и размещает их на промежуточном участке 138, чтобы образовать группы первичных коробок, что лучше всего показано на фиг.1. Затем данные группы первичных коробок подбираются устройством затаривания 135, которое помещает первичные коробки во вторичные коробки С на конвейере 19 для коробок.
После этого вторичные коробки С обрабатываются, как было описано выше, в первом и втором режиме работы.
Следует понимать, что в рамках объема настоящего изобретения могут быть осуществлены различные изменения, например, размер и форму коробок можно регулировать под различные размеры и формы изделий, а также группы изделий с альтернативным количеством изделий и структурой массивов. Также предусмотрено, что один или более конвейеров упаковочной машины могут работать в направлении, обратном описанному. Предусмотрено, что признаки, описанные в отношении одного из вариантов осуществления или режимов работы, могут сочетаться с другими вариантами осуществления или режимами работы, или заменять их. Также предусмотрено, согласно еще одному варианту осуществления настоящего изобретения, что упаковочная машина может быть приспособлена для обработки тары с ручкой типа корзины, или полностью закрытых коробок, которые могут загружаться с торца, сверху или снизу. Например, бункер 126 для коробок может быть наполнен плоскими сплющенными заготовками, из которых потом образуют полностью закрытые коробки. Первое устройство заполнения коробок может быть приспособлено для скользящего перемещения изделий из входного потока в частично приподнятые коробки трубчатой конструкции. Второе устройство заполнения коробок может быть приспособлено для обеспечения того, чтобы изделия правильно выравнивались у торца трубчатой конструкции, противоположной загрузочной стороне. Согласно еще одному варианту осуществления, манипулятор 12 может быть отключен или может бездействовать таким образом, что входной поток беспрепятственно проходит мимо него, как показано на фиг.10 и 11.
Следует понимать, что используемые в данном документе ссылки на направления, такие как «верх», «низ», «передний», «задний», «боковой», «внутренний», «наружный», «верхний» и «нижний», не ограничивают пространственную ориентацию соответствующих панелей, но лишь служат для различения панелей между собой. Любые упоминания шарнирного соединения не следует толковать как обязательно относящиеся исключительно к одной линии сгиба; на самом деле предусмотрено, что шарнирное соединение может быть выполнено без отступления от объема изобретения, при помощи одного или более из упомянутых элементов: короткая прорезь, ломкая линия или линия сгиба.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВОЙНАЯ УПАКОВОЧНАЯ ЛИНИЯ И СИСТЕМА ДОЗИРОВАНИЯ | 2009 |
|
RU2511317C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ ИЗДЕЛИЙ | 2009 |
|
RU2501723C2 |
| ПОДАЮЩИЙ МЕХАНИЗМ ДЛЯ УПАКОВОЧНОЙ МАШИНЫ | 2004 |
|
RU2328420C2 |
| ЗАХВАТНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ТАРЫ | 2014 |
|
RU2662388C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ | 2008 |
|
RU2455208C2 |
| АВТОМАТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ПРОИЗВОДСТВА ГОТОВЫХ К УПОТРЕБЛЕНИЮ МУЧНЫХ КУЛИНАРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2740120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ДЛЯ ПЛОСКИХ ПЛАСТИН И ЗАГОТОВКИ ДЛЯ УКАЗАННОЙ УПАКОВКИ | 2019 |
|
RU2796101C2 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| РЕГУЛИРУЕМЫЕ РЕЖУЩИЕ И БИГОВОЧНЫЕ ГОЛОВКИ ДЛЯ СОЗДАНИЯ СРЕЗОВ И БОРОЗДОК ПОД УГЛОМ | 2019 |
|
RU2801141C2 |
| ГИБКАЯ "ОБОЛОЧКА" ДЛЯ УПАКОВЫВАНИЯ | 2017 |
|
RU2742702C2 |

Упаковочная подсистема, используемая в упаковочной машине для упаковывания одного или более изделий при помощи заготовки коробки, содержит бункер для заготовок коробок, механизм подачи для извлечения заготовок из бункера и размещения их на первом конвейере, механизм складывания для складывания панелей заготовки вокруг первого конвейера и механизм перемещения, который подбирает сложенную по существу в форме перевернутой буквы U заготовку и размещает ее вокруг одного или более изделий, перемещаемых вторым конвейером. Упаковочная машина содержит вышеупомянутую подсистему. Способ непрерывного упаковывания содержит обеспечение непрерывного потока заготовок на первом конвейере, обеспечение непрерывного потока изделий на втором конвейере, складывание заготовок вокруг первого конвейера в форме перевернутой буквы U, последовательный подбор по меньшей мере одной из конструкций в форме перевернутой буквы U и размещение ее вокруг одного или более изделий на втором конвейере, и складывание панелей заготовки для завершения формирования коробки вокруг группы изделий. Группа изобретений обеспечивает расширение ассортимента упаковываемых изделий. 3 н. и 4 з.п. ф-лы, 11 ил.
1. Упаковочная подсистема для упаковывания одного или более изделий при помощи заготовки коробки, содержащая бункер для коробок, в котором содержатся заготовки коробок, механизм подачи для извлечения заготовок коробок из бункера и размещения их на первом конвейере, механизм складывания для складывания панелей заготовки коробки вокруг первого конвейера, по существу, в форме перевернутой буквы U и механизм перемещения, который подбирает сложенную, по существу, в форме перевернутой буквы U заготовку коробки и размещает ее вокруг одного или более изделий, перемещаемых вторым конвейером.
2. Упаковочная подсистема по п.1, в которой либо первый или второй конвейер, либо оба конвейера находятся в непрерывном движении.
3. Упаковочная подсистема по п.1 или 2, в которой второй конвейер параллелен упомянутому первому конвейеру.
4. Упаковочная машина, содержащая подсистему по любому из пп.1-3.
5. Способ непрерывного упаковывания, включающий:
обеспечение непрерывного потока заготовок коробок на первом конвейере,
обеспечение непрерывного потока изделий на втором конвейере,
складывание упомянутых заготовок коробок вокруг первого конвейера в конструкцию в форме перевернутой буквы U,
складывание панелей заготовки коробки для завершения формирования коробки вокруг группы изделий, образуя непрерывный поток упаковок.
6. Способ непрерывного упаковывания по п.5, в котором упомянутые заготовки коробок непрерывно перемещают во время формирования упаковки.
7. Способ непрерывного упаковывания по п.5 или 6, в котором упомянутые заготовки коробок непрерывно перемещают во время формирования упаковки.
| US 3187479 А, 29.03.1962 | |||
| US 2006042188 А1, 02.03.2006 | |||
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |

