Изобретение относится к ракетной технике и может быть использовано для изготовления смесительных головок форсуночного типа камер сгорания (КС) жидкостного ракетного двигателя (ЖРД).
Известен способ пайки теплообменника сканирующим электронным лучом и устройство для его осуществления. Группа изобретений относится к высокотемпературной пайке пластинчато-ребристых и трубчатых теплообменников в вакууме. В способе пайки теплообменника сканирующим электронным лучом паяемые изделия размещают в вакууме, нагревают, выдерживают и охлаждают (Патент №2355526, МПК В23К 1/005, В23К 3/00, В23К 101/02, 20.05.2009).
Недостатком такого способа является применение плоскостного нагрева сканирующим электронным лучом и групповая пайка мелких деталей, расположенных на одной плоскости, за счет теплоотдачи от наружных нагреваемых поверхностей и излучения подложки для получения большого количества паяных швов. В случае исправления непропаев в смесительных головках отдельных форсунок, выступающих над плоскостью нагрева с переменной высотой и изготовленных из разнородных материалов, такой способ приведет к расплавлению поверхности деталей и, как следствие, нарушению геометрических размеров деталей над плоскостью пайки, а также к их разрушению из-за повторного высокотемпературного нагрева уже пропаянных соединений.
Наиболее близким аналогом предлагаемого изобретения является способ изготовления смесительной головки КС ЖРД с помощью лазерной пайки непропаянных форсунок с днищами смесительной головки с помощью непрерывного воздействия на повторно уложенные кольца припоя сфокусированного лазерного луча при перемещении рабочего стола со смесительной головкой вокруг излучателя (Патент РФ №2560117, F02R 9/52, 20.08.2015).
Недостатком такого способа является выполнение пайки без защитной атмосферы (инертный газ, вакуум), что приводит к окислению поверхностей основного материала с кольцами припоя в зоне пайки, окислению расположенных рядом паяных соединений и получение менее плотного паяного соединения. При этом пайка происходит последовательным точечным расплавлением по периметру пакета колец припоя, что приводит к неравномерному формированию плотности паяного соединения по периметру и провоцирует образование точечного непропая. Кроме того, для выполнения пайки по данной технологии требуется вращение рабочего стола установки в оси вращения, совпадающей с осью каждой подлежащей пайке форсунки (в соответствии с заданной скоростью), что требует отдельного оснащения и индивидуальной подготовки в зависимости от расположения зоны исправления.
Техническим результатом, на достижение которого направлено данное изобретение, является исключение повторной высокотемпературной вакуумной пайки всего узла, приводящей к возникновению напряжений и надрывов тонкостенных форсунок и других паяных соединений, обеспечение локальной пайки электронным лучом одновременно по всей окружности в защитной среде глубокого вакуума непропаянных форсунок смесительной головки в труднодоступных местах для получения герметичного соединения, исключения индивидуальной подготовки и изготовления приспособлений для вращения смесительной головки по оси вращения форсунки, подлежащей пайке, повышения плотности соединения и уменьшение трудоемкости при изготовлении смесительных головок КС ЖРД.
Способ изготовления смесительной головки камеры сгорания жидкостного ракетного двигателя (ЖРД) включает сборку блока форсунок смесительной головки под пайку, высокотемпературную пайку в вакууме, контроль качества, испытания на прочность и герметичность. При выявлении негерметичности (непропаях) некоторых форсунок с днищами смесительной головки, осуществляют их локальную пайку, а согласно изобретению, указанную пайку выполняют электронным лучом в условиях глубокого вакуума при неподвижном положении смесительной головки, воздействуя на повторно уложенные питательные кольца припоя вокруг каждой непропаянной форсунки перефокусированным электронным лучом с кольцевой низкочастотной разверткой. Создается локальный нагрев по периметру форсунки, обеспечивающий высокую чистоту без окисления поверхностей в зоне нагрева, плотность соединения за счет перемешивания расплавленного припоя низкочастотным лучом и вытягивания газов вакуумом, а также сохранность ранее спаянных с днищами форсунок. По окончании пайки очередной форсунки система программного управления автоматически отключает электронный луч и происходит кристаллизация расплавленного припоя. Затем осуществляют переход к другой форсунке перемещением манипулятора или отклоняющей системой электронно-лучевой пушки. После пайки проводят повторные испытания смесительной головки.
Смесительная головка представляет собой технологический узел КС ЖРД. Она состоит из переднего (огневого), среднего и наружного днищ, корпуса, форсунок, горючего и окислителя. Форсунки, огневое днище и другие элементы смесительной головки испытывают действие больших тепловых потоков, поэтому при их изготовлении обеспечивается высокая прочность и герметичность, а также точность гидравлических характеристик. Форсунки изготавливают из материалов с высокой коррозионной стойкостью, жаропрочностью и жаростойкостью, например, сталь 12Х18Н10Т и бронза БрХ08. Огневые днища выполняют из жаропрочной стали 12Х18Н10Т. Среднее и верхнее днища изготавливают из высокопрочных сталей, например ВНС16. Количество форсунок, установленных в днища, достигает нескольких сотен единиц, при этом расстояние между их внешними стенками составляет 4,5 мм. Выступание форсунок над поверхностью днищ в рядах не одинаково. Форсунки из бронзы опущены ниже стальных.
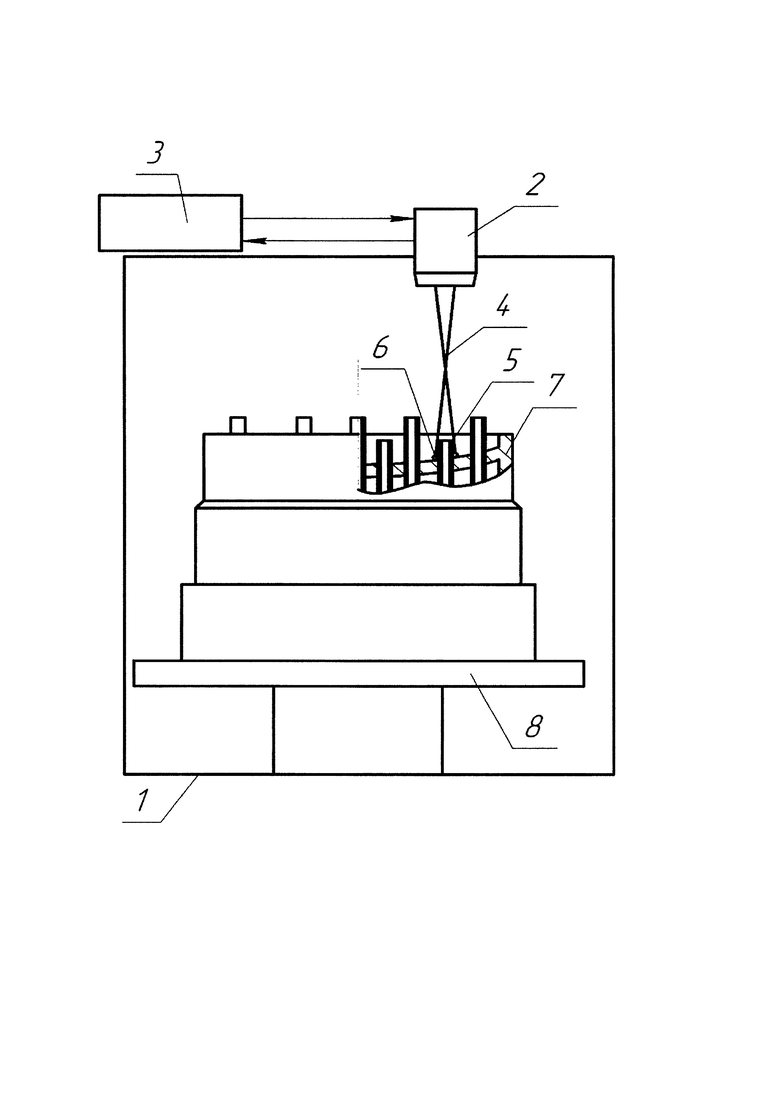
Сущность изобретения поясняется чертежом. На чертеже изображен способ изготовления смесительной головки ЖРД и функциональная схема электронно-лучевой пайки припоем ПСр 37,5.
Способ осуществляют следующим образом.
Выполняют подготовку паяемой поверхности, заключающуюся в удалении слесарной зачисткой с днища смесительной головки и форсунки поверхностного, прореагировавшего при высокотемпературной пайке в индукционной печи слоя припоя, и обезжиривании места пайки и питательного кольца припоя. На форсунку 5 из бронзы БрХ08, с предварительно нанесенным никелевым покрытием (перед первоначальной высокотемпературной пайкой в индукционной печи) одевают кольцо 6 с внутренним диаметром, равным наружному диаметру форсунки из припоя ПСр-37,5 ∅ 2,0 мм. Таким образом, выполняют подготовку каждой зоны, подлежащей повторной пайке.
Для выполнения пайки смесительную головку с установленными питательными кольцами припоя на форсунках с непропаями устанавливают в камеру 1 установки электронно-лучевой сварки 2 с системой программного управления 3, например, установка ЭЛУ-8 с энергетическим комплексом ЭЛТА-60/15 на рабочий стол манипулятора 8.
Для выполнения работ по пайке (подпайке) в рабочей камере 1 создается вакуум не менее 1×10-4 мм рт.ст., что выше значений, достигаемых при первоначальной высокотемпературной пайке в индукционной печи. Система управления 3 электронно-лучевой сварочной аппаратурой программируется в соответствии с отработанными технологическими режимами: ток фокусировки, размер и частота развертки электронного луча, время нарастания и сброса тока эмиссии, форма развертки и т.д.
Наведение электронного луча на зону пайки осуществляется за счет отклоняющей системы электронно-лучевой пушки по двум координатам и достигается совмещением развертки с поверхностью питательного кольца припоя, что исключает перегрев или расплавление форсунки. Контроль и подбор режимов пайки осуществляют на стадии отработки технологического процесса с проведением металлографических исследований и испытаний, подтверждающих требуемое качество паяного соединения.
Таким образом, при включении процесса, на поверхности уложенных питательных колец припоя 6, днищ смесительной головки 7 и форсунок 5 низкочастотным расфокусированным электронным лучом с кольцевой разверткой 4 создается локальная концентричная область нагрева по периметру каждой непропаянной форсунки, что обеспечивает расплавление питательного кольца припоя и переплавление паяного соединения форсунки. Применение низкочастотной кольцевой развертки электронного луча в сочетании с высоким рабочим вакуумом обеспечивает удержание ванны расплавленного припоя, его перемешивание и выход загрязнений (газовые поры, шлаковые включения и т.д.). По окончании пайки очередной форсунки 5, система управления автоматически, с установленным временем снятия тока эмиссии, отключает электронный луч 4 и происходит кристаллизация расплавленного припоя. Переход к другой форсунке осуществляется перемещением манипулятора или отклоняющей системой электронно-лучевой пушки, что обеспечивает высокую производительность процесса, при этом отсутствие необходимости вращения смесительной головки относительно оси форсунки значительно упрощает работы по центровке и обеспечивает возможность проведения работ без сброса рабочего вакуума, что обеспечивает защиту нагретых в процессе пайки деталей и закристаллизовавшегося припоя от контакта с атмосферным воздухом и, как следствие, отсутствие их окисления. Обеспечивается плотность соединения за счет перемешивания расплавленного припоя низкочастотным лучом и вытягивания газов вакуумом.
Таким образом, данное изобретение позволяет исключить повторную высокотемпературную пайку форсунок в индукционной печи за счет локальной электронно-лучевой пайки непропаянных форсунок в условиях глубокого вакуума при неподвижном положении смесительной головки, для обеспечения герметичного соединения, в том числе в труднодоступных местах. В результате обеспечивается требуемое качество и уменьшается трудоемкость при изготовлении смесительной головки КС ЖРД.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СМЕСИТЕЛЬНОЙ ГОЛОВКИ КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2014 |
|
RU2560117C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ ГАЗОГЕНЕРАТОРА | 1999 |
|
RU2158667C1 |
| Способ изготовления смесительной головки камеры сгорания или газогенератора жидкостного ракетного двигателя (ЖРД) и смесительная головка (варианты) | 2022 |
|
RU2826040C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНО-РЕЗЬБОВОГО СОЕДИНЕНИЯ И СПОСОБ УСТРАНЕНИЯ НЕПРОПАЯ В ПАЯНО-РЕЗЬБОВОМ УЗЛЕ | 2008 |
|
RU2400335C1 |
| СМЕСИТЕЛЬНАЯ ГОЛОВКА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) И КАМЕРА ЖРД С ЭТОЙ ГОЛОВКОЙ | 2000 |
|
RU2205973C2 |
| СПОСОБ ПАЙКИ КРУПНОГАБАРИТНОГО СТАЛЬНОГО УЗЛА, СОДЕРЖАЩЕГО НЕ МЕНЕЕ 2 ДНИЩ, СОЕДИНЕННЫХ ПОСРЕДСТВОМ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2009 |
|
RU2403133C2 |
| ЖИДКОСТНЫЙ РАКЕТНЫЙ ДВИГАТЕЛЬ | 2014 |
|
RU2581310C2 |
| СПОСОБ ПОДАЧИ КОМПОНЕНТОВ ТОПЛИВА В КАМЕРУ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2571997C1 |
| КАМЕРА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2581308C2 |
| Смесительная головка камеры жидкостного ракетного двигателя | 2014 |
|
RU2606202C2 |
Изобретение относится к ракетной технике и может быть использовано для изготовления смесительных головок форсуночного типа камер сгорания (КС) жидкостного ракетного двигателя (ЖРД). Осуществляют сборку блока форсунок смесительной головки под пайку, высокотемпературную пайку в вакууме, контроль качества, испытания на прочность и герметичность, и при выявлении негерметичности (непропаях) некоторых форсунок с днищами смесительной головки осуществляют их локальную пайку. Указанную пайку выполняют электронным лучом в условиях глубокого вакуума при неподвижном положении смесительной головки, воздействуя на повторно уложенные питательные кольца припоя вокруг каждой непропаянной форсунки перефокусированным электронным лучом с кольцевой низкочастотной разверткой. Создают локальный нагрев по периметру форсунки, обеспечивающий высокую чистоту без окисления поверхностей в зоне нагрева и плотность соединения за счет перемешивания расплавленного припоя низкочастотным лучом и вытягивания газов вакуумом, а также сохранность ранее спаянных с днищами форсунок. По окончании пайки очередной форсунки система программного управления автоматически отключает электронный луч, и происходит кристаллизация расплавленного припоя. Затем осуществляют переход к другой форсунке перемещением манипулятора или отклоняющей системой электронно-лучевой пушки, после пайки проводят повторные испытания смесительной головки. Изобретение обеспечивает повышение качества и уменьшение трудоемкости при изготовлении смесительной головки КС ЖРД. 1 ил.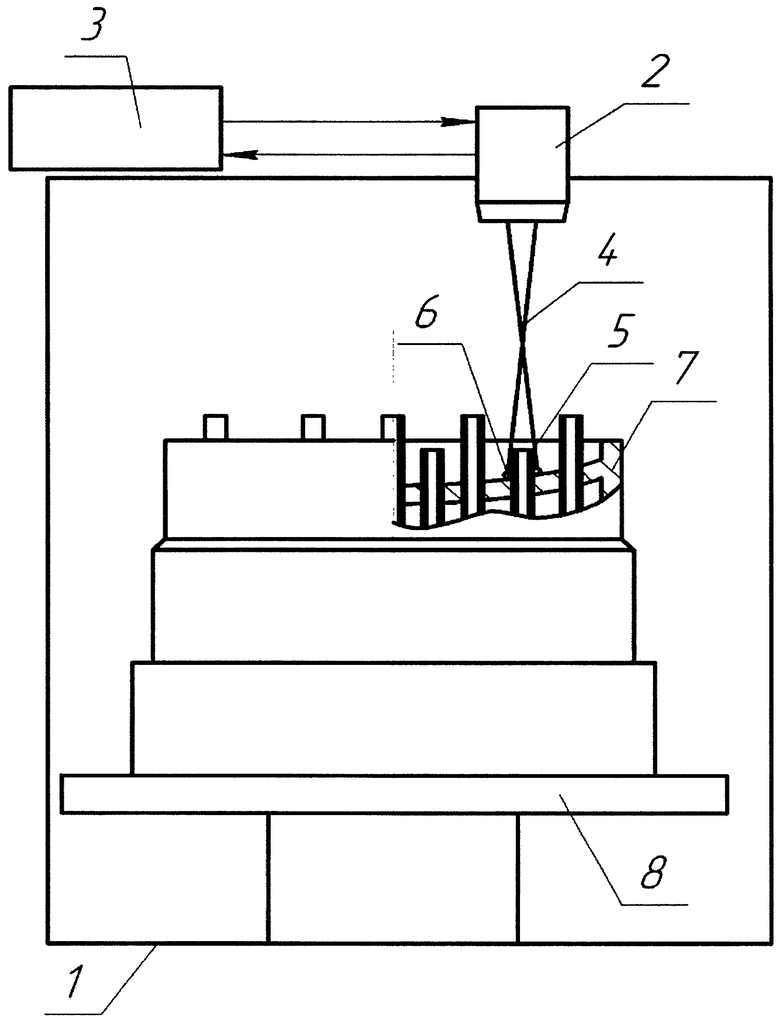
Способ изготовления смесительной головки камеры сгорания жидкостного ракетного двигателя (ЖРД), включающий сборку блока форсунок смесительной головки под пайку, высокотемпературную пайку в вакууме, контроль качества, испытания на прочность и герметичность, и при выявлении негерметичности по непропаям некоторых форсунок с днищами смесительной головки осуществляют их локальную пайку, отличающийся тем, что указанную пайку выполняют электронным лучом в условиях глубокого вакуума при неподвижном положении смесительной головки, воздействуя на повторно уложенные питательные кольца припоя вокруг каждой непропаянной форсунки перефокусированным электронным лучом с кольцевой низкочастотной разверткой, создавая локальный нагрев по периметру форсунки, обеспечивающий высокую чистоту без окисления поверхностей в зоне нагрева, плотность соединения за счет перемешивания расплавленного припоя низкочастотным лучом и вытягивания газов вакуумом, а также сохранность ранее спаянных с днищами форсунок, а по окончании пайки очередной форсунки система программного управления автоматически отключает электронный луч, и происходит кристаллизация расплавленного припоя, затем осуществляют переход к другой форсунке перемещением манипулятора или отклоняющей системой электроннолучевой пушки, после пайки проводят повторные испытания смесительной головки.
| СПОСОБ ИЗГОТОВЛЕНИЯ СМЕСИТЕЛЬНОЙ ГОЛОВКИ КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2014 |
|
RU2560117C1 |
| ФОРСУНОЧНАЯ ГОЛОВКА КАМЕРЫ СГОРАНИЯ ЖРД | 2003 |
|
RU2231668C1 |
| DE 3424225 A1, 23.01.1986 | |||
| FR 2972225 B1, 20.11.2015. | |||

