Способ строгания границы двух поверхностей заготовки относится к резанию плоских поверхностей лезвийным инструментом в серийном производстве изделий.
Аналогами способа строгания границы поверхностей выбраны способы строгания на поперечно-строгательных станках (см. А.В. Панкин Обработка металлов резанием. М.: Машгиз. 1961. и см. А.Н. Ковшов. Технология машиностроения. М.: Москва. 1987). Традиционно процесс строгания, как и все виды обработки металлов резанием на металлорежущих станках, первоначально содержит базирование и закрепление заготовки в приспособлении, чаще всего в тисах, а затем строгание. Достоинством строгания является возможность снимать с заготовки припуск за один проход с наибольшей подачей, допускаемой станком и резцом (см. А.В. Панкин Обработка металлов резанием. М.: Машгиз. 1961).
К недостаткам традиционного строгания относится его низкая производительность из-за наличия холостых ходов инструмента при обработке и относительно низкая точность обработки из-за выполнения черновой и чистовой обработке в одном проходе инструмента. Вопрос формообразования границы обрабатываемой плоскости с перпендикулярно к ней расположенной плоскостью, за которую зажимается заготовка вообще не рассматривается.
За прототип выбран способ обработки плоской поверхности резцом по схеме строгания (см. Patrick De Vos, Jan-Eric Stahl. Metal cutting. Theories in practice. - Seco tools AB. Lund-Fagersta, Sweden. 2014). При выходе за пределы обрабатываемой поверхности, т.е. на границе с другой поверхностью, происходит образование дефекта на границе в виде фаски-скола, который в традиционных процессах строгания не рассматривается. В указанной работе дается теоретическое объяснение образования дефекта на границе поверхностей.
Образование дефекта на границе двух поверхностей при строгании - это проблема традиционной технологии обработки (см. Patrick De Vos, Jan-Eric Stahl. Metal cutting. Theories in practice. Seco tools AB. Lund Fagersta, Sweden. 2014). В работе предлагается «решить проблему путём снятия фаски на выходной поверхности заготовки» до выполнения строгания.
Недостаток предлагаемого решения проблемы в прототипе состоит в том, что в большинстве изделий присутствие фаски на пересечении двух поверхностей не предусмотрено.
Аналогами устройства для закрепления заготовки являются любого типа тисы, широко применяемые при строгании, фрезеровании, сверлении заготовок на металлорежущих станках и являются основным устройством для закрепления заготовок такого типа (см. Ю.И. Кузнецов. Технологическая оснастка к станкам с программным управлением. М.: Машиностроение. 1976).
Достоинством всех тисов является то, что они позволяют закреплять надежно детали при обработке строганием по традиционной технологии.
Недостатком всех этих тисов является невозможность, без дополнительных узлов для тисов, обеспечить обработку границы двух поверхностей без дефекта в виде фаски-скола.
За прототип выбраны быстропереналаживаемые тисы фирмы Sagop (см. Ю.И. Кузнецов. Технологическая оснастка к станкам с программным управлением. М.: Машиностроение. 1976),которые содержат корпус, с закрепленной на нём неподвижной губкой, подвижную губку, перемещающуюся по направляющим корпуса, винт перемещения подвижной губки с гайкой в корпусе, соединенный этой губкой.
Достоинством данных тисов является универсальность, т.е. возможность закрепления широкого спектра заготовок для традиционной обработки их резанием на металлорежущих станках, в том числе и на строгательных.
Недостатком прототипа является невозможность осуществления заявляемого способа без дополнительных приспособлений, их длительная наладка и низкая повторяемость необходимого варианта закрепления следующих за первой заготовок.
В заявляемом изобретении решается проблема обработки границы двух поверхностей заготовки строганием без образования на этой границе дефекта в виде фаски-скола, не предусмотренного конструкцией детали и возникающего при традиционной технологии её обработки.
Сущность заявляемого способа заключается в том, что перед обработкой выполняют базирование заготовки по её основанию в тисах с вылетом обрабатываемой поверхности над зажимными губками тисов на 1.2-2.0 от глубины резания, а зажимают заготовку с силой 0.8-1.2 от силы резания при обработке.
Сущность заявляемых тисов для осуществления способа строгания границы двух поверхностей заготовки состоит в том, что они дополнительно содержат механизм базирования заготовки, состоящий из каретки на направляющих корпуса тисов, полого винта с размещенной в нем подпружиненной втулкой с горизонтальной поверхностью базирования заготовки, механизма установки вылета заготовки, состоящего из поворотной каретки на стержне в цилиндрической направляющей корпуса тисов, фиксаторов каретки и подвижного упора установки вылета заготовки, а винт перемещения подвижной губки тисов имеет шаровую опорную поверхность, соединяемую с губкой тисов двумя криволинейными пластинчатыми пружинами, соединенными одним концом с телом опоры, а другим концом с направляющими в подвижной губке.
Техническим результатом заявленных способа строгания границы двух поверхностей заготовки и тисов для осуществления способа состоит в исключении дефекта при обработке границы двух поверхностей в виде фаски-скола, повышением производительности за счёт уменьшения до минимума времени на базирование, установку вылета и обеспечения силы зажима заготовки в тисах в рекомендуемом диапазоне.
Получаемый технический результат базируется соответственно:
- исключением образования дефекта границы двух поверхностей при приближении инструмента к этой границе, исключением образования отрицательной поверхности сдвига (см. Patrick De Vos, Jan-Eric Stahl. Metal cutting. Theories in practice. Seco tools AB. Lund Fagersta, Sweden. 2014), зажимом заготовки с заданным вылетом и поворотом силы резания, направленной вдоль «отрицательной поверхности сдвига» путём сложения её с силой зажима заготовки тисами в тело заготовки, останавливая разрушения заготовки по «отрицательной поверхности сдвига»;
- сокращение до минимума времени базирования, установки вылета и зажима заготовки в тисах установкой дополнительных устройств.
Изобретение поясняется рисунками:
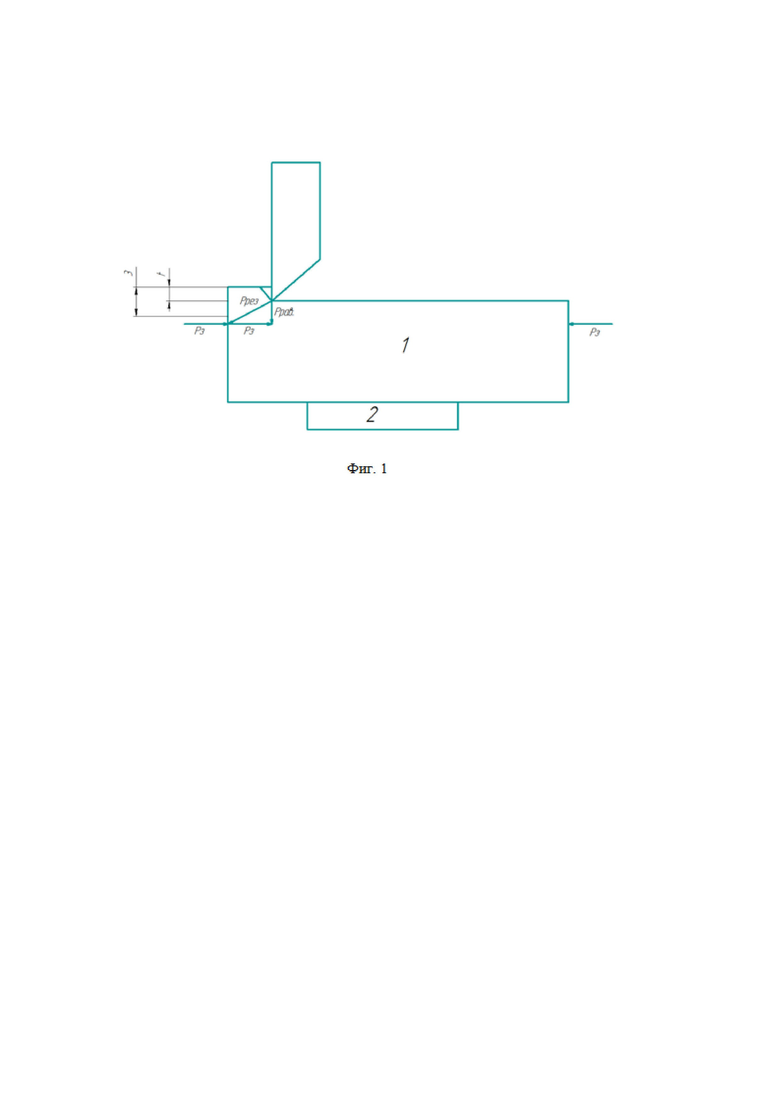
Фиг. 1 – схема базирования заготовки.
На фиг. 1 заготовка 1 базируется основанием на поверхности 2, устанавливается вылет заготовки 3 над губкой тисов 1.2-2.0 от глубины резания t.
Ррез – сила резания вдоль «отрицательной поверхности сдвига»
Рз – сила зажима заготовки губками тисов
Ррав – равнодействующая Ррез и Рз
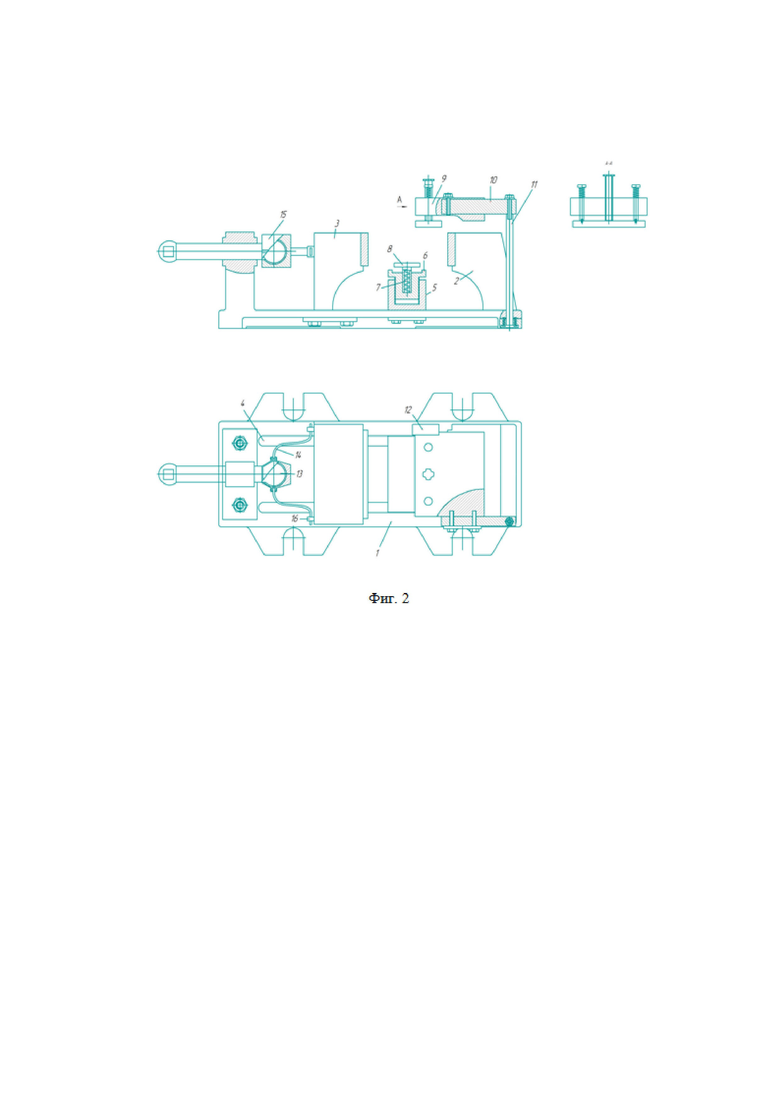
Фиг. 2 – тисы для осуществления способа.
Тисы содержат корпус 1, неподвижную губку 2, подвижную губку 3, направляющие подвижной губки в корпусе 4.
Механизм базирования заготовки содержит каретку 5, полый винт 6, пружины 7, втулку 8.
Механизм установки вылета заготовки содержит поворотную каретку 9, стержень 10, цилиндрическую направляющую корпуса 11, фиксаторы каретки 12.
Винт перемещения подвижной губки содержит шаровую опорную поверхность 13, пластинчатые пружины 14, тело опоры 15, направляющие пластинчатых пружин в подвижной губке 16.
Проверка результативности заявляемых технических решений способа строгания границы двух поверхностей и тисов для осуществления способа выполнялась обработкой заготовки из стали 35 с размерами 100*50*20 с глубиной резания 2 мм. Заготовка зажималась в тисах, оснащенных механизмами базирования, установки вылета заготовки и фиксации силы зажима в соответствии с фиг. 2. Базирование заготовки осуществлялось по поверхности 100*50, вылет заготовки над губками составил 2 мм, равный глубине резания, зажим заготовки осуществлялся винтом подвижной губки с помощью упругих криволинейных пластинчатых пружин, деформация которых соответствовала торированной ранее приложенной силой. Зажим осуществлялся тремя разными силами зажима: первый-0.8 Ррез, второй-1.0 Ррез, третий-1.2 Ррез, где Ррез. рассчитывалась по известным расчётным формулам.
В результате всех трёх вариантов реализации способа строгания на границе двух поверхностей заготовки дефектов границы в виде фаски-скола не обнаружено.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения открытой границы цилиндрической или конической поверхностей заготовки с её торцевой поверхностью и инструмент для осуществления способа | 2020 |
|
RU2756056C2 |
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Устройство для подачи листового материала в зону обработки | 1987 |
|
SU1442301A1 |
| Устройство для контроля профиля пера заготовки турбинной лопатки | 1989 |
|
SU1620809A1 |
| Установка для подачи листов кНОжНицАМ | 1979 |
|
SU814653A1 |
| Устройство для установки деталей | 1988 |
|
SU1562099A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
Способ включает базирование и закрепление заготовки в тисах и последующую обработку. Базирование заготовки осуществляют по её основанию с вылетом обрабатываемой поверхности над зажимными губками тисов на 1,2-2,0 от глубины резания, а зажимают заготовку с силой 0,8-1,2 от величины силы резания при строгании. Тисы для осуществления способа содержат корпус с неподвижной губкой, подвижную губку, установленную на направляющих корпуса, и винт перемещения подвижной губки с гайкой, размещенной в корпусе. Они снабжены механизмом базирования заготовки, содержащим каретку, установленную на направляющих корпуса, установленный в каретке полый винт с размещенной в нем подпружиненной втулкой с горизонтальной поверхностью для базирования заготовки, и механизмом ограничения вылета заготовки, содержащим поворотную каретку с подвижным упором установки вылета заготовки, установленную в цилиндрической направляющей на стержне, размещенном на корпусе, и фиксаторы каретки. При этом винт перемещения подвижной губки выполнен с шаровой опорной поверхностью, взаимодействующей с опорой, соединенной с подвижной губкой двумя криволинейными пластинчатыми пружинами, соединёнными одним концом с телом опоры, а другим концом с направляющими, выполненными в подвижной губке. Достигается исключение дефекта при обработке границы двух поверхностей в виде фаски-скола и повышением производительности за счёт уменьшения до минимума времени на базирование, установку вылета и обеспечения силы зажима заготовки в тисах в рекомендуемом диапазоне. 2 н.п. ф-лы, 2 ил.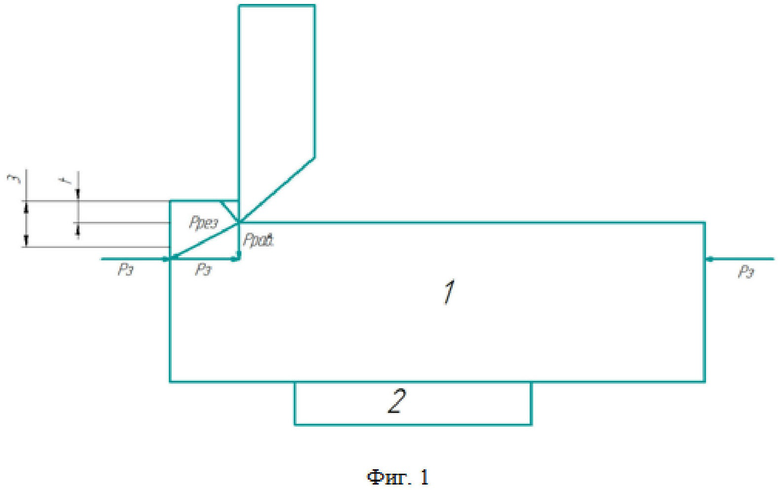
1. Способ строгания границы двух поверхностей заготовки, включающий базирование и закрепление заготовки в тисах и последующую обработку, отличающийся тем, что базирование заготовки осуществляют по её основанию с вылетом обрабатываемой поверхности над зажимными губками тисов на 1,2-2,0 от глубины резания, а зажимают заготовку с силой 0,8-1,2 от величины силы резания при строгании.
2. Тисы для осуществления способа строгания границы двух поверхностей заготовки, содержащие корпус с неподвижной губкой, подвижную губку, установленную на направляющих корпуса, и винт перемещения подвижной губки с гайкой, размещенной в корпусе, отличающиеся тем, что они снабжены механизмом базирования заготовки, содержащим каретку, установленную на направляющих корпуса, установленный в каретке полый винт с размещенной в нем подпружиненной втулкой с горизонтальной поверхностью для базирования заготовки, и механизмом ограничения вылета заготовки, содержащим поворотную каретку с подвижным упором установки вылета заготовки, установленную в цилиндрической направляющей на стержне, размещенном на корпусе, и фиксаторы каретки, при этом винт перемещения подвижной губки выполнен с шаровой опорной поверхностью, взаимодействующей с опорой, соединенной с подвижной губкой двумя криволинейными пластинчатыми пружинами, соединёнными одним концом с телом опоры, а другим концом с направляющими, выполненными в подвижной губке.
| Способ строгания бронзовой плиты | 2019 |
|
RU2699350C1 |
| Тиски | 1987 |
|
SU1652045A1 |
| СПОСОБ СТРОГАНИЯfi^i;:inltv>&ii.Ai;/:'U. hiii'lrr<:'!';:''. •:'•'.41 • S>&.v-" i i.БИБЛ^'ЮТ^ИА^^ | 0 |
|
SU326024A1 |
| Устройство для закрепления цилиндрических деталей | 1986 |
|
SU1355440A1 |
| Система контроля местоположения поездов | 2019 |
|
RU2727438C1 |
| US 3463478 A1, 26.08.1969. | |||

