Способ точения открытой границы цилиндрической или конической поверхностей заготовки с её торцевой и инструмент для осуществления способа.
Способ точения открытой границы цилиндрической или конической поверхностей заготовки с её торцевой относится к области токарной обработки любых поверхностей стандартным лезвийным инструментом, а именно, к завершающей стадии их обработки – формообразованию границы между этими поверхностями заготовки.
Аналогами способа точения выбраны способы токарной обработки лезвийным инструментом цилиндрических, конических и торцевых поверхностей, содержащие черновую обработку для съёма наибольшего слоя материала с поверхности заготовки, получистовую обработку с меньшей глубиной резания и чистовую обработку для обеспечения заданной точности размеров и качества поверхности. (см. А.М. Дальский, И.А. Арутюнова, Т.М. Барсукова и др. Технология конструкционных материалов. М.: Машиностроение. 1985. и А.Н. Ковшов. Технология машиностроения. М.: Машиностроение. 1987.)
Достоинством аналогов является возможность обработки границы между цилиндрической или конической и торцевой поверхностью закрытого типа, когда диаметр торцевой поверхности больше диаметра цилиндрической или конической поверхности на этой границе. (см. Рис. 6.23г. А.М. Дальский, И.А. Арутюнова, Т.М. Барсукова и др. Технология конструкционных материалов. М.: Машиностроение. 1985.)
Границы же открытого типа между цилиндрической или конической поверхностями и торцевой поверхностью заготовки (см. Рис 24б, в, г. А.М. Дальский, И.А. Арутюнова, Т.М. Барсукова и др. Технология конструкционных материалов. М.: Машиностроение. 1985.) и их особенности обработки вообще не рассматриваются, и проблема в их обработке не усматривается. Это является главным недостатком аналогов.
За прототип взят способ обработки открытой границы между цилиндрической и торцевой поверхностями заготовки. Вопрос формообразования (обработки) открытой границы между цилиндрической и торцевой поверхностями заготовки рассматривается в двух вариантах: первый вариант – чистовая обработка цилиндрической поверхности, который завершается образованием и отделением сплошного кольца из зоны формообразования открытой границы цилиндрической и торцевой поверхностями заготовки. Кольцо, удаленное с границы, остается на следующей ступени заготовки и препятствует дальнейшей её обработке. Кроме кольца, отделившегося от границы, на границе формообразуется, непредусмотренный технологией, фаска – скол, искажающий границу. (см. Patrick De Vos, Jan-Eric Stahl. Metal cutting. Theories in practice. Lund-Fagersta, Sweden. 2014г. 3.4.3. Exit Phase.). В этом заключается основной недостаток обработки границы цилиндрической и торцевой поверхностей данным способом. Второй вариант реализации способа обработки границы между цилиндрической и торцевой поверхностями состоит в исключении возможности образования остаточного кольца. Выполняется этот этап следующим образом. Останавливается процесс обработки цилиндрической поверхности, не доходя до границы поверхностей на длину больше, чем длина предполагаемого кольца, вводится в работу вместо проходного отрезной резец, которым с поперечной подачей резца удаляют остаток припуска цилиндрической поверхности. В этом процессе фаска – скол не образуется. Это достоинство способа.
Недостатком второго варианта осуществления прототипа является существенное усложнение технологического процесса, особенно для станков автоматов и станков с числовым программным управлением и снижение производительности обработки заготовки и разработки техпроцесса её обработки.
Аналогами инструмента для осуществления способа являются стандартные проходные резцы, применяемые для обработки точением любых поверхностей на токарных станках, которые имеют передние и задние грани, режущие лезвия, вершины резцов. Резцы для черновой, получистовой и чистой обработки могут иметь передние, задние углы, углы наклона главного режущего лезвия к основной плоскости, углы в плане, главные и вспомогательные углы одного и того же значения. Соответствующий вид обработки поверхности (черновой, получистовой и чистовой) могут выполняться одним резцом при соответствующей глубине резания и подаче. (см. А.В. Панкин. Обработка металлов резанием. М.: Машгиз. 1961.). Недостатком всех аналогов является то, что ни одним резцом, абсолютно надежно, невозможно получить качественную границу между цилиндрической или конической поверхностями с торцевой поверхностью без образования на ней фаски – скола.
За прототип выбран резец В.А. Колесова (см. А.В. Панкин. Обработка металлов резанием. М.: Машгиз. 1961.), который имеет главное и вспомогательное режущее лезвие, переднюю и заднюю грани, вершину резца и вспомогательный угол в плане ноль градусов. Такой резец обеспечивает высокую производительность обработки, т.к. работает на подачах получистового точения и при чистовой обработке, а также обеспечивает высокое качество обработанной поверхности на большей части этой поверхности. Недостаток данного резца заключается в том, что им невозможно исключить образование фаски – скола на открытой границе цилиндрической или конической поверхностей по технологии аналогов заявляемого способа.
В заявленном изобретении решается проблема получения качественной открытой границы между цилиндрической или конической поверхностями и торцевой поверхностью заготовки, которая не должна содержать фаски – скола или остаточного кольца за один проход инструмента.
Сущность заявляемого способа заключается в том, что обработку цилиндрической или конической поверхности – черновую, получистовую и чистовую выполняют одновременно, одним инструментом и одной подачей инструмента из диапазона 0,3 – 0,8 мм/об с глубиной резания черновой обработки в 2 – 3 раза больше подачи, получистовой обработки в 2 – 3 раза меньше подачи, а чистовую обработку с глубиной резания не меньше остаточной высоты неровностей обработанной поверхности получистовой обработкой.
Сущность заявляемого инструмента для осуществления заявляемого способа состоит в том, что он содержит три резца, соответственно для черновой, получистовой и чистовой обработок, выполненные в общем теле инструмента, с передним углом, углом наклона главного режущего лезвия равных нулю и главным углом в плане равным 90° у всех трех резцов, вспомогательным углом в плане 3 – 5° резцов черновой и получистовой обработки, а у резца чистовой обработки ноль градусов с расположением вершин резцов получистовой и чистовой обработки на одном расстоянии от оси заготовки, а вершины резца черновой обработки на 0,1 – 0,2 мм дальше от оси заготовки по отношению к вершинам резцов получистовой и чистовой обработок.
Технический результат заявленных способа и инструмента для точения открытой границы цилиндрической или конической поверхности заготовки с её торцевой, состоит в исключении дефектов обработки границы в виде фаски – скола.
Получаемый технический результат базируется соответственно на формообразовании качественной открытой границы между обрабатываемой и торцевой поверхностями, изменением направления силы резания,определяемой формой сечения срезаемого слоя от торцевой поверхности к оси детали и тем самым исключением образования фаски – скола на границе. (см. Жуков Ю.Н., Тихонов И.Н. Исследование механизма дефектообразования на границе двух поверхностей при несвободном резании. Вестник машиностроения. № 12. 2019).
Выполнение заявляемого способа точения осуществляется инструментом заявленной конструкции.
Изобретение поясняется рисунками. На фиг. 1 показаны основные элементы заготовки и инструмента в заявляемых технических решениях. Они следующие: 1 – заготовка, 2 – инструмент – резец, 3 – обрабатываемая цилиндрическая поверхность, 4 – торцевая поверхность, 5 – открытая граница между цилиндрической и торцевой линией – окружность, 6 – фаска – скол – дефект открытой границе после обработки, 7 – главное, 8 – вспомогательные лезвия инструмента, 9 – его вершина, 10 – ось детали.
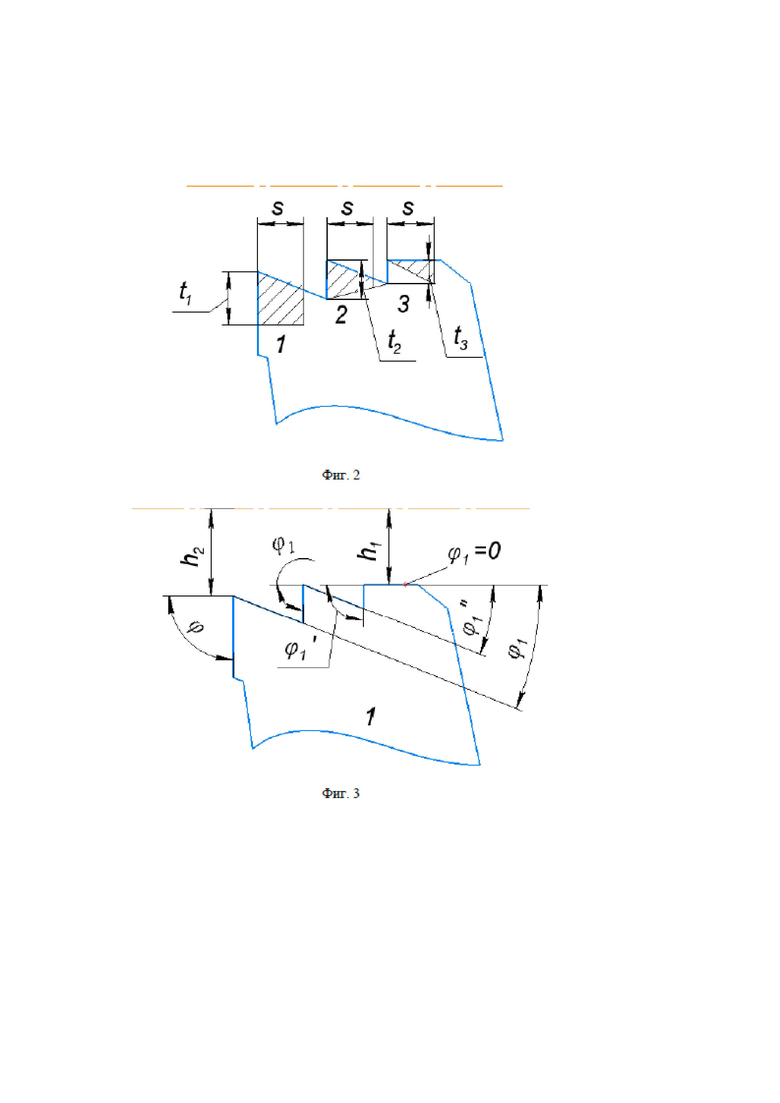
На фиг. 2 показаны элементы процесса обработки заготовки при осуществлении способа, где:
1 – резец черновой обработки,
2 – резец получистовой обработки,
3 – резец чистовой обработки.
t1, t2, t3 – глубина резания соответствующей обработки, s – подача – постоянная при одновременной обработке для каждого резца.
Заштрихованы площади поперечного сечения, снимаемого каждым резцом.
На фиг. 3 инструмент, состоящий из трех резцов в одном теле – поз. 1, где:
угол φ – главный угол в плане – одинаковый, равный 90° у каждого резца, 6
φ1 и φ1| равны, φ1|| - равен нулю,
h1 и h2 расстояние от вершин резцов до оси детали поз. 10 фиг. 1.
Проверка результативности заявляемых технических решений способа обработки и инструмента для точения открытой границы цилиндрической и торцевой поверхности заготовки выполнялась инструментом из трех резцов, заточенных на одной пластинке инструментального материала с главным углом в плане φ = 90° у всех трех резцов, с вспомогательным углом в плане φ1 = 5° у чернового и получистового резца и с φ1 = 0° у резца чистовой обработки с подачей s = 0,5 мм/об и глубиной резания: при черновой обработке – 1,5 мм, получистовой 0,7 и чистовой обработке – 0,25 мм и с расстоянием вершины чернового резца дальше от оси заготовки, чем у получистового резца на 0,1 мм.
Обрабатывалась заготовка из стали 35 с содержанием углерода в стали 0,35%.
В результате обработки всей цилиндрической поверхности дефекта на открытой границе с торцевой поверхностью не обнаружено.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| Способ строгания границы двух поверхностей заготовки и тисы для осуществления способа | 2020 |
|
RU2748546C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Способ токарной обработки | 1989 |
|
SU1726137A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| Способ обработки резанием твердого материала | 1989 |
|
SU1722695A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОМПЛЕКТА ДИСКОВЫХ НОЖЕЙ ДЛЯ РЕЗКИ ШТРИПСОВ В ТРУБНОМ ПРОИЗВОДСТВЕ | 2015 |
|
RU2635028C2 |

Способ относится к завершающей стадии обработки – формообразованию границы между цилиндрическими или коническими поверхностями заготовки и её торцевой поверхностью. Способ включает черновую, получистовую и чистовую обработки, которые выполняют одновременно одним инструментом и при одной подаче инструмента, которую выбирают из диапазона 0,3–0,8 мм/об, с глубиной резания черновой обработки в 2–3 раза больше подачи, получистовой обработки - в 2–3 раза меньше подачи, а чистовую обработку ведут с глубиной резания не меньше остаточной высоты неровностей на обработанной поверхности после получистовой обработки. Инструмент содержит три резца, соответственно для черновой, получистовой и чистовой обработок, выполненные в общем теле инструмента, с передним углом, углом наклона главного режущего лезвия, равными нулю, и главным углом в плане – 90° у всех трех резцов, вспомогательным углом в плане 3–5° резцов черновой и получистовой обработки, а у резца чистовой обработки - ноль градусов, с расположением вершин резцов получистовой и чистовой обработки на одном расстоянии от оси заготовки, а вершины резца черновой обработки - на 0,1–0,2 мм дальше от оси заготовки по отношению к вершинам резцов получистовой и чистовой обработок. Достигается исключение дефектов обработки границы в виде фаски – скола. 2 н.п. ф-лы, 3 ил.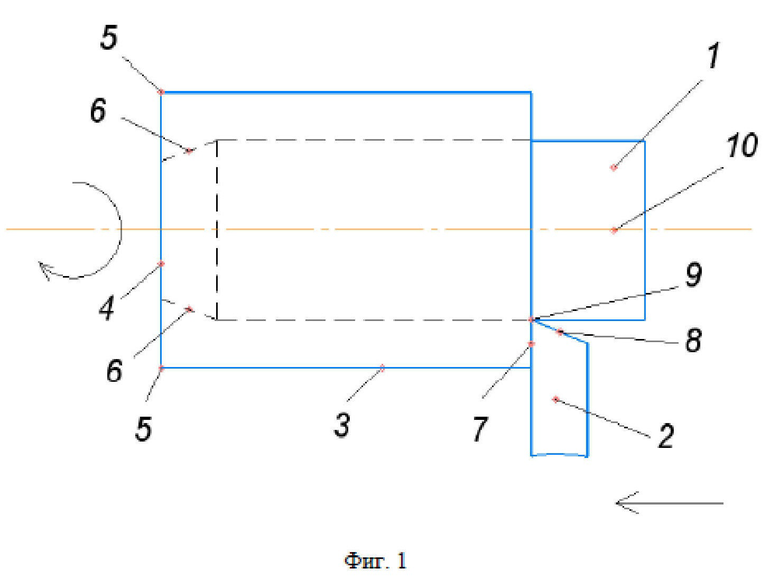
1. Способ точения открытой границы цилиндрической или конической поверхностей заготовки с её торцевой поверхностью, включающий черновую, получистовую и чистовую обработки, отличающийся тем, что черновую, получистовую и чистовую обработки выполняют одновременно одним инструментом и при одной подаче инструмента, которую выбирают из диапазона 0,3–0,8 мм/об с глубиной резания черновой обработки в 2–3 раза больше подачи, получистовой обработки - в 2–3 раза меньше подачи, а чистовую обработку ведут с глубиной резания не меньше остаточной высоты неровностей на обработанной поверхности после получистовой обработки.
2. Инструмент для точения открытой границы цилиндрической или конической поверхностей заготовки с её торцевой поверхностью, содержащий переднюю и задние грани, режущие лезвия и вершину инструмента, отличающийся тем, что он содержит три резца, соответственно для черновой, получистовой и чистовой обработок, выполненные в общем теле инструмента, с передним углом, углом наклона главного режущего лезвия, равными нулю, и главным углом в плане – 90° у всех трех резцов, вспомогательным углом в плане 3–5° резцов черновой и получистовой обработки, а у резца чистовой обработки - ноль градусов, при этом инструмент выполнен так, что в процессе точения заготовки вершины резцов получистовой и чистовой обработки расположены на одном расстоянии от оси заготовки, а вершина резца черновой обработки - на 0,1–0,2 мм дальше от оси заготовки по отношению к вершинам резцов получистовой и чистовой обработки.
| Дальский А.М | |||
| и др | |||
| Технология конструкционных материалов | |||
| М., "Машиностроение", 1985, с.298, 299, рис | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Панкин А.В | |||
| Обработка материалов резанием | |||
| М., Машгиз, 1961, с.262, фиг.175 | |||
| Проходной резец | 1944 |
|
SU71465A1 |
| Резец | 1988 |
|
SU1703273A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| US 4552492 A, 12.11.1985. | |||

