Изобретение относится к области лазерной обработки материалов и может быть использовано при послойном изготовлении объемных изделий, преимущественно сложной формы, из дорогостоящих порошковых материалов, например, никелевых жаропрочных сплавов, сплавов на основе кобальта, а также драгоценных металлов.
Известен способ послойного изготовления объемного изделия, включающий послойную подачу, по крайней мере, одного порошка на рабочую поверхность регулируемой платформы построения, разравнивание слоя и сплавление лазерным лучом участков слоя, идентичным участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия и удаление не сплавленного материала в соответствующий порошку контейнер [1, 2, 3].
Однако при применении известного технического решения требуется использовать большое количество материала, что приводит к увеличению количества использованного порошка. Это удорожает изготовление изделия, особенно при изготовлении изделий из дорогостоящих порошков, например, кобальта, никеля, драгоценных металлов. Кроме того, при вакуумном удалении излишнего порошка может повреждается поверхность не сплавленных участков предыдущего слоя и при нанесении следующего слоя может нарушаться точность геометрии изделия при его изготовлении.
Результат, для достижения которого направлено данное техническое решение, заключается в уменьшения расхода порошка при одновременном обеспечении точности геометрии изделия при его изготовлении.
Указанный результат достигается за счет того, что в способе послойного изготовления объемного изделия, включающем послойную подачу порошка на рабочую поверхность подвижной в вертикальном направлении платформу построения, разравнивание слоя и сплавление лазерным лучом участков слоя, идентичным участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия и вакуумное удаление не сплавленного материала в соответствующий порошку контейнер, после удаления не сплавленного материала, в освободившемся пространстве слоя создают буферную зону, заполняя пространство порошком из легко сплавляемого материала, по сравнению с материалом изделия, с последующем его разравниванием и сплавлением заданного участка буферной зоны, причем после изготовления изделия материал буферной зоны удаляют. В качестве удаляемого материала буферной зоны может быть используют олово.
В качестве удаляемого материала буферной зоны также могут быть совместно используемые водорастворимая соль галогенида щелочного металла и порошок материала изготавливаемого изделия, причем сплавление материала буферной зоны ведут с температурой, превышающей точку плавления соли галогенида щелочного металла и меньшей точки плавления материала изготавливаемого изделия, при этом порошок материала изготавливаемого изделия для получения буферной зоны может быть предварительно плакирован солью галогенида щелочного металла.
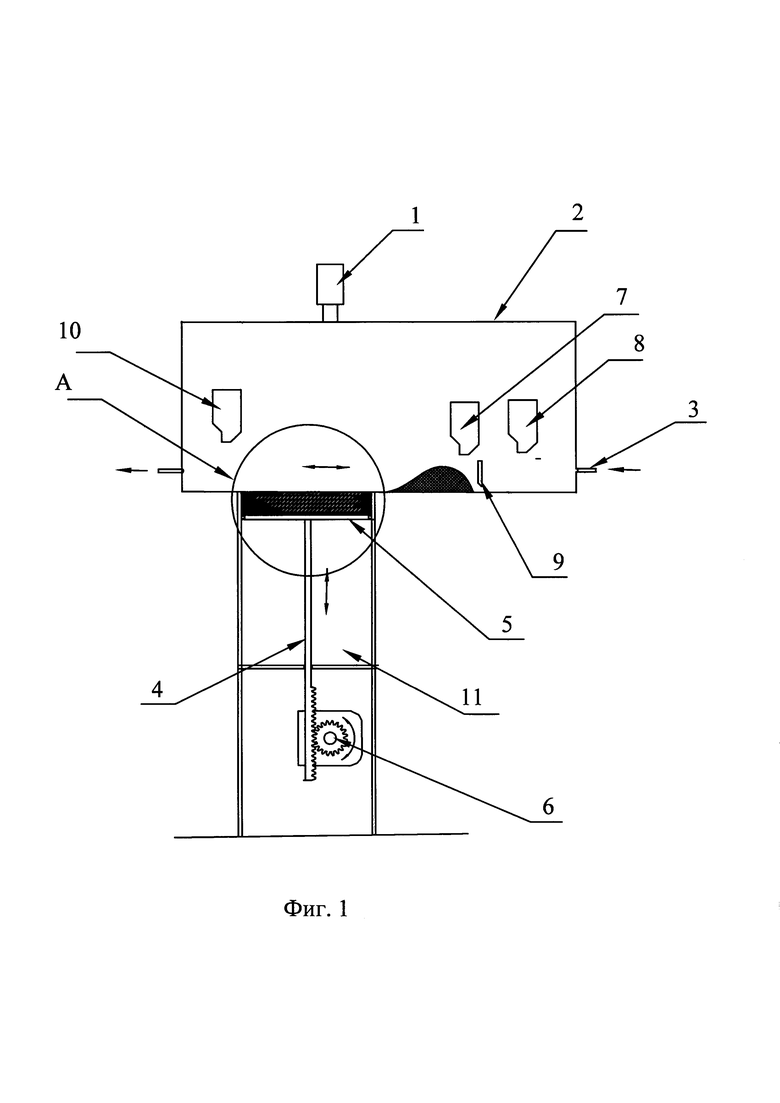
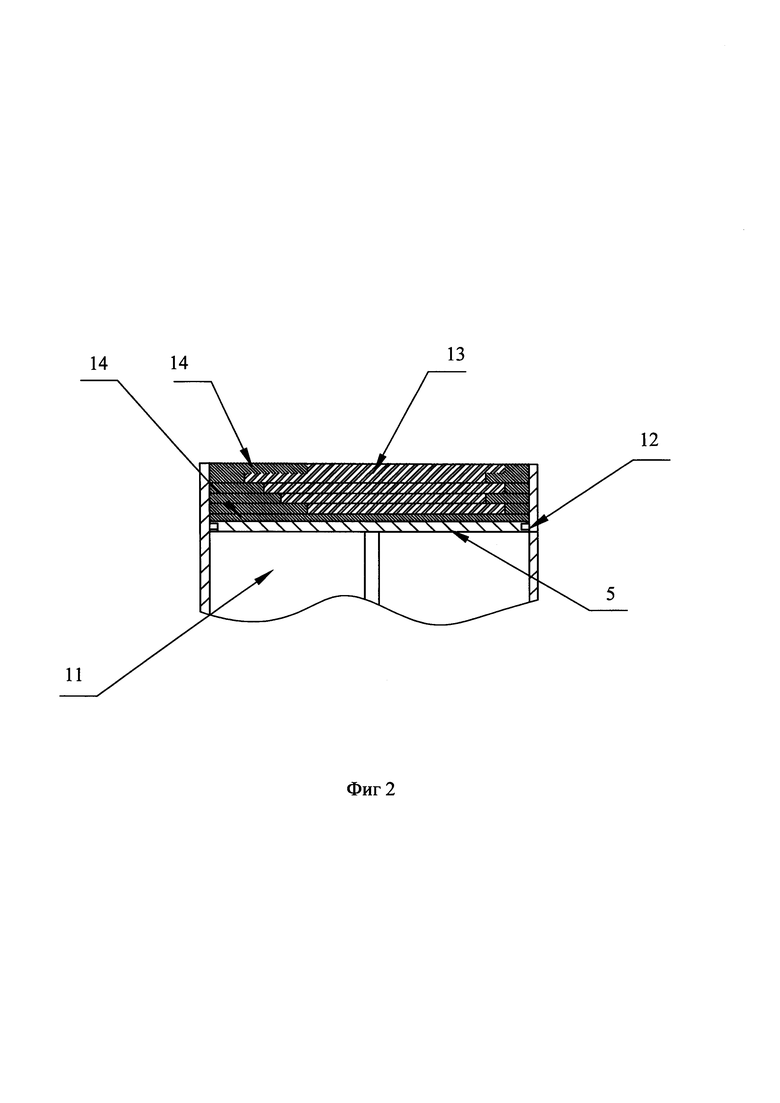
Пример выполнения заявляемых технических решений поясняется чертежами, где на фиг. 1 представлено заявляемое устройство, на фиг. 2 - вид А.
Устройство снабжено лазерно-оптическое устройством 1, камерой построения 2 с системой 3 поддержания в камере рабочей среды, соединенной со стойкой 4 платформой 5 построения с приводом 6 ее вертикального перемещения, устройствами 7, 8 соответственно подачи порошка и устройством 9 разравнивания слоя порошка на платформе 5 построения (ракелем), вакуумным устройством 10 удаления не сплавленного порошка из каждого слоя,, корзиной 11 для размещения платформы построения и ее привода.
Изготовление изделия происходит следующим образом.
Способ послойного изготовления объемного изделия заключается в следующем. На рабочую поверхность подвижной в вертикальном направлении платформу построения производят послойную подачу порошка, производят разравнивание каждого слоя и сплавление лазерным лучом участков 12 слоя, идентичным участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия.
Производят удаление не сплавленного материала вакуумным устройством 10 в соответствующий порошку контейнер (на чертеже не показан) и после удаления не сплавленного материала, в освободившемся пространстве слоя создают буферную зону 13, заполняя пространство порошком из легко сплавляемого материала, по сравнению с материалом изделия, с последующем его разравниванием и сплавлением заданного участка буферной зоны. После изготовления изделия материал буферной зоны удаляют.
В качестве удаляемого материала буферной зоны можно используют олово, которое имеет низкую температуру плавления и при сплавлении создает ровную поверхность. Это позволяет получать изделия с более точными геометрическими размерами. Так как температура олова ниже температуры плавления получаемого изделия, то при нагревании изделия после его изготовления олово легко плавится и после его сбора может быть использовано.
В зависимости от температуры плавления материла изделия можно использовать сравнительно легкоплавкие и доступные материалы такие как медь, бронза и алюминий.
В качестве удаляемого материала буферной зоны может быть использованы водорастворимые соли галогенидов щелочных металлов, которые являются широкодоступными и дешевыми, например соли натрия, калия, йода.
Свойства этих солей представлены в таблице.
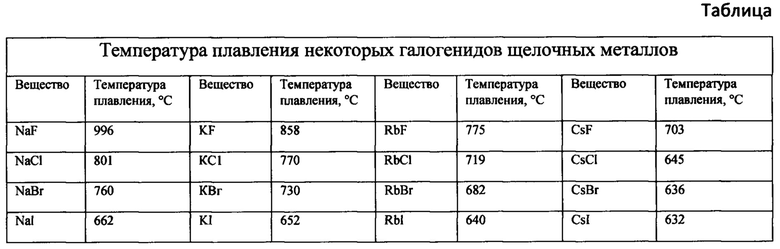
Виду того, что галогенидов щелочных металлов плохо поглощают энергию лазерного излучения, в них добавляют порошок, из которого изготовляют изделие.
Перед смешиванием с порошок материала изготавливаемого изделия с галогенидом щелочного металла для получения порошка буферной зоны его предварительно плакируют солью галогенида щелочного металла. Это позволит улучшить сплавление и получить более ровную поверхность буферной зоны.
При послойном изготовлении изделия первый слой формируют из материала буферной зоны и разравнивают устройством 9 (ракелем).
Излишний материал, попадающий поверхность вне зоны построения, удаляют вакуумным устройством 10 в соответствующий контейнер. Незначительное количество материала, которое попадает в корзину 11, удаляется системой 3 поддержания в камере рабочей среды. Уплотнение 12 между платформой построения и корзиной 11 минимизирует количество материала, которое попадает в корзину.
Затем производят сплавление буферной зоны в слое.
Следующий слой формируют из материала изготавливаемого изделия. После формирования слоя, производят сплавление соответствующего участка изготавливаемого изделия. Затем удаляют не сплавленный порошок и помещают его в соответствующий контейнер.
В освободившейся участок слоя помещают материал буферной зоны и, после его разравнивания и сплавления, переходят к формированию последующего слоя.
В данном случае все слои формируются на подготовленных поверхностях буферной зоны и участках изготавливаемого изделия, в отличие от тех случаев, при которых следующий слой, в зависимости от конфигурации изготавливаемого изделия, может укладываться на не сплавленный порошок, и учитывая, что толщина каждого слоя, в зависимости от конфигурации изделия, может различаться, высока вероятность частичного сплавления предыдущего слоя с последующим, что сказывается на точности геометрии изготавливаемого изделия.
После изготовления изделия, материал буферной зоны при применении легкоплавкого материала, например олова, удаляют нагреванием.
В случае применение в качестве материала буферной зоны водорастворимой соли галогенида щелочного металла и порошка материала изготавливаемого изделия, изготовленное изделие помещают в воду. При этом соль галогенида щелочного металла растворяется в воде, а порошок после просушивания может быть повторно использован.
Таким образом, данное техническое решение позволит:
- уменьшить количество применяемого порошка, из которого изготовляется изделие;
- повысить точность геометрических размеров изделия.
Источники информации
1. Патент ЕР2167304, МКИ- B22F 3/105, 2010
2. Заявка WO 2018/197876, МПК- B22F 3/105, 2018
3. Патент RU 2685326, МПК- B22F 3/105, 2018.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ послойного изготовления изделия и устройство для его изготовления | 2019 |
|
RU2797667C2 |
| Устройство для послойного изготовления объемных изделий и способ их изготовления | 2019 |
|
RU2734650C1 |
| Способ послойного изготовления объемных изделий | 2019 |
|
RU2732271C1 |
| Способ послойного изготовления изделий из нескольких порошков и устройство для его осуществления | 2018 |
|
RU2685326C1 |
| Устройство для послойного изготовления объемных изделий | 2018 |
|
RU2701604C1 |
| Устройство для послойного изготовления объемных изделий из двух и более порошковых компонентов | 2018 |
|
RU2685328C1 |
| Устройство для изготовления объемных изделий | 2016 |
|
RU2670500C2 |
| Способ аддитивного сварочно-плавильного изготовления трёхмерных изделий и установка для его осуществления | 2017 |
|
RU2674588C2 |
| Установка для послойного синтеза трехмерных изделий из порошковых материалов и переливной колодец для данной установки | 2024 |
|
RU2835266C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ОСТЕОИНТЕГРИРУЕМЫХ ИМПЛАНТАТОВ | 2023 |
|
RU2836712C1 |
Изобретение относится к послойному изготовлению объемного изделия из жаропрочного металлического порошка. Способ включает послойную подачу порошка на рабочую поверхность подвижной в вертикальном направлении платформу построения, разравнивание слоя, сплавление лазерным лучом участков слоя, идентичным участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия, и вакуумное удаление не сплавленного материала в соответствующий порошку контейнер. После удаления не сплавленного материала в освободившемся пространстве слоя создают буферную зону путем заполнения пространства порошком из легко сплавляемого материала, по сравнению с материалом изделия, с последующим его разравниванием и сплавлением заданного участка буферной зоны. После изготовления изделия материал буферной зоны удаляют. Материал буферной зоны выбирают из ряда, включающего олово, медь, бронзу, алюминий, водорастворимые соли галогенидов щелочных металлов и указанные соли совместно с порошком материала изготавливаемого изделия. Обеспечивается уменьшение расхода порошка и повышение точности геометрических размеров изделия. 2 з.п. ф-лы, 1 табл., 2 ил.
1. Способ послойного изготовления объемного изделия из жаропрочного металлического порошка, включающий послойную подачу порошка на рабочую поверхность подвижной в вертикальном направлении платформу построения, разравнивание слоя, сплавление лазерным лучом участков слоя, идентичным участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия, и вакуумное удаление не сплавленного материала в соответствующий порошку контейнер, отличающийся тем, что после удаления не сплавленного материала в освободившемся пространстве слоя создают буферную зону путем заполнения пространства порошком из легко сплавляемого материала, по сравнению с материалом изделия, выбранного из ряда, включающего олово, медь, бронзу, алюминий, водорастворимые соли галогенидов щелочных металлов и указанные соли совместно с порошком материала изготавливаемого изделия, с последующим его разравниванием и сплавлением заданного участка буферной зоны, причем после изготовления изделия материал буферной зоны удаляют.
2. Способ по п. 1, отличающийся тем, что в качестве легко сплавляемого материала используют водорастворимую соль галогенида щелочного металла совместно с материалом изготавливаемого изделия, причем сплавление участка буферной зоны ведут при температуре, превышающей точку плавления соли галогенида щелочного металла и меньшей точки плавления материала изготавливаемого изделия.
3. Способ по п. 2, отличающийся тем, что используют порошок материала изготавливаемого изделия, предварительно плакированный солью галогенида щелочного металла.
| Способ послойного изготовления изделий из нескольких порошков и устройство для его осуществления | 2018 |
|
RU2685326C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2288073C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА ТУРБОМАШИНЫ | 2015 |
|
RU2688985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ИЗ ПОРОШКОВОГО МАТЕРИАЛА ЦИКЛИЧНЫМ ПОСЛОЙНЫМ ЛАЗЕРНЫМ СИНТЕЗОМ | 2013 |
|
RU2526909C1 |
| WO 2018197876 A1, 01.11.2018 | |||
| Способ аддитивного сварочно-плавильного изготовления трёхмерных изделий и установка для его осуществления | 2017 |
|
RU2674588C2 |

