Изобретение относится к области лазерной обработки материалов и может быть использовано при послойном изготовлении объемных изделий, преимущественно сложной формы, из дорогостоящих порошковых материалов, например, никелевых жаропрочных сплавов, сплавов на основе кобальта, а также драгоценных металлов.
Известно устройство для изготовления объемных изделий, включающее лазерное устройство, камеру построения с системой для поддержания в камере рабочей среды, платформу построения со стойкой, устройствами подачи порошка и разравнивания слоя порошка на платформе построения, корзину для размещения платформы построения и ее привода, и расположенный между платформой построения и корзиной уплотнительный элемент [1].
При работе устройства для нанесения очередного слоя порошка платформа построения совершает вертикальные перемещения.
Так как платформа построения имеет значительные размеры и часто выполнена некруглой формы, создать надежное уплотнение между корзиной и платформой является затруднительным. К тому же уплотнительный элемент подвержен термическому воздействию (для эффективного спекания порошка платформа должна быть равномерно нагрета по всей площади), а также перепадам давления между камерой построения и пространством под платформой построения.
В результате в пространство корзины под платформой построения проникает ограниченное количество порошка, которое может воздействовать на привод платформы построения, снижая его надежность, а также возникает вероятность утечки рабочей среды в камере построения, что ухудшает стабильность работы устройства.
Известно также устройство послойного изготовления изделия, включающее лазерно-оптическое устройство, камеру построения с системой поддержания в камере рабочей среды, соединенную со стойкой платформу построения с приводом ее вертикального перемещения, корзину для размещения платформы построения и ее привода, по меньшей мере одно устройство подачи порошка и ракель для разравнивания слоя порошка на платформе построения, размещенный в корзине под платформой построения и сообщенный с системой поддержания в камере рабочей среды контейнер для сбора излишнего порошка [2].
Данное устройство позволяет устранить указанный выше недостаток, однако при формирования слоя порошок разравнивается по всей рабочей поверхности платформы построения и на рабочей поверхности за пределами корзины. В виду того, что размеры изделия зачастую являются значительно меньшими, чем размеры платформы построения, такое распределение слоя порошка приводит к увеличению количества порошка, участвующего в изготовлении изделия. При сплавлении участка слоя в не сплавленные участки слоя попадает окалина и копоть и в дальнейшем не сплавленный порошок подвергается регенерации.
Результат, для достижения которого направлено данное техническое решение, заключается в уменьшения расхода дорогостоящих порошков.
Указанный результат достигается за счет того, что устройство послойного изготовления изделия, включающее лазерно-оптическое устройство, камеру построения с системой поддержания в камере рабочей среды, соединенной со стойкой платформу построения с приводом ее вертикального перемещения, корзину для размещения платформы построения и ее привода, по меньшей мере одно устройство подачи порошка и ракель для разравнивания слоя порошка на платформе построения,, размещенный в корзине под платформой построения и сообщенный с системой поддержания в камере рабочей среды контейнер для сбора излишнего порошка, снабжено скрепленным с верхней внутренней частью корзины экраном, боковая поверхность которого выполнена эквидистантной боковой поверхности платформы построения, а экран снабжен расположенным на его боковой поверхности уплотнением. Платформа построения и экран выполнены соответственно съемно-заменяемыми. Горизонтальная перегородка контейнера для сбора излишнего порошка скреплена со стойкой, ее уплотнение установлено на боковой поверхности перегородки с возможностью взаимодействия с внутренней стенкой корзины причем нижняя поверхность перегородки, внутренняя стенка и дно корзины образует промежуточную камеру, соединенную с системой поддержания в камере рабочей среды, а верхняя поверхность перегородки и, внутренняя стенка корзины - контейнер для сбора излишнего порошка.
Указанный результат достигается также за счет того, что в способе послойного изготовления изделия включающем послойную подачу по крайней мере одного порошка на рабочую поверхность регулируемой платформы построения, разравнивание слоя и сплавление лазерным лучом участков слоя, идентичным участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия, на наружной границе, совпадающей в плане с границей платформы построения, выполняют уплотнительную оболочку.
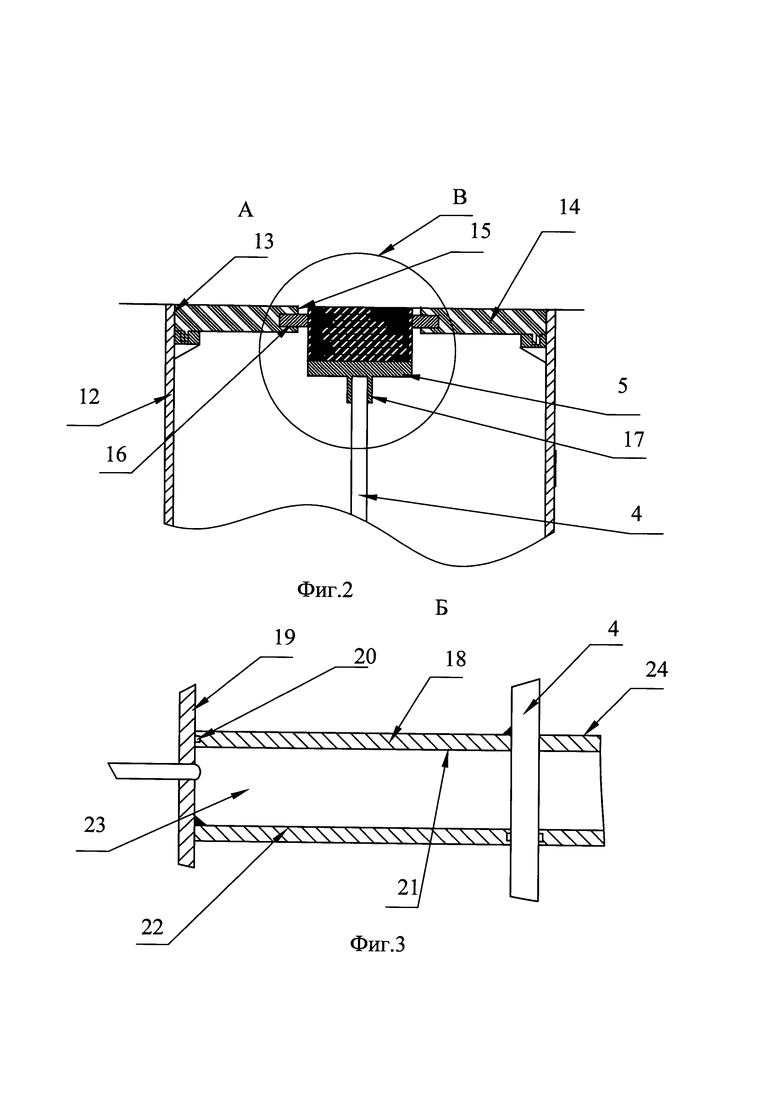
Пример выполнения заявляемых технических решений поясняется чертежами, где на фиг. 1 представлено заявляемое устройство, на фиг. 2, 3, 4 - соответственно виды А, Б. В.
Устройство снабжено лазерно-оптическое устройством 1, камерой построения 2 с системой 3 поддержания в камере рабочей среды, соединенной со стойкой 4 платформой 5 построения с приводом 6 ее вертикального перемещения, устройствами 7, 8 соответственно подачи порошка и устройством 9 разравнивания слоя порошка на платформе 5 построения (ракелем), вакуумным устройством 10 удаления не сплавленного порошка из каждого слоя, бункером 11 для сбора излишнего порошка, который образуется при формировании слоя, корзиной 12 для размещения платформы построения и ее привода, скрепленным с верхней внутренней частью 13 корзины 12 экраном 14, боковая внутренняя поверхность 15 которого выполнена эквидистантной боковой поверхности платформы построения. Экран 14 снабжен расположенным на его боковой поверхности уплотнением 16.
Платформа построения и экран выполнены соответственно съемно-заменяемыми, для чего предусмотрено разъемное соединение 17 платформы построения и стойки 4.
Устройство снабжено скрепленной со стойкой 4 перегородкой 18, снабженной взаимодействующей с внутренней стенкой 19 корзины уплотнением 20. Нижняя поверхность 21 перегородки 18, внутренняя стенка 19 и дно 22 корзины образуют промежуточную камеру 23, соединенную с системой 3 поддержания в камере рабочей среды, а верхняя поверхность 24 перегородки 18 и внутренняя стенка корзины 19 - бункер 11 для сбора излишнего порошка. Промежуточная камера предназначена для предотвращения выхода мельчайших частиц порошка в окружающую среду.
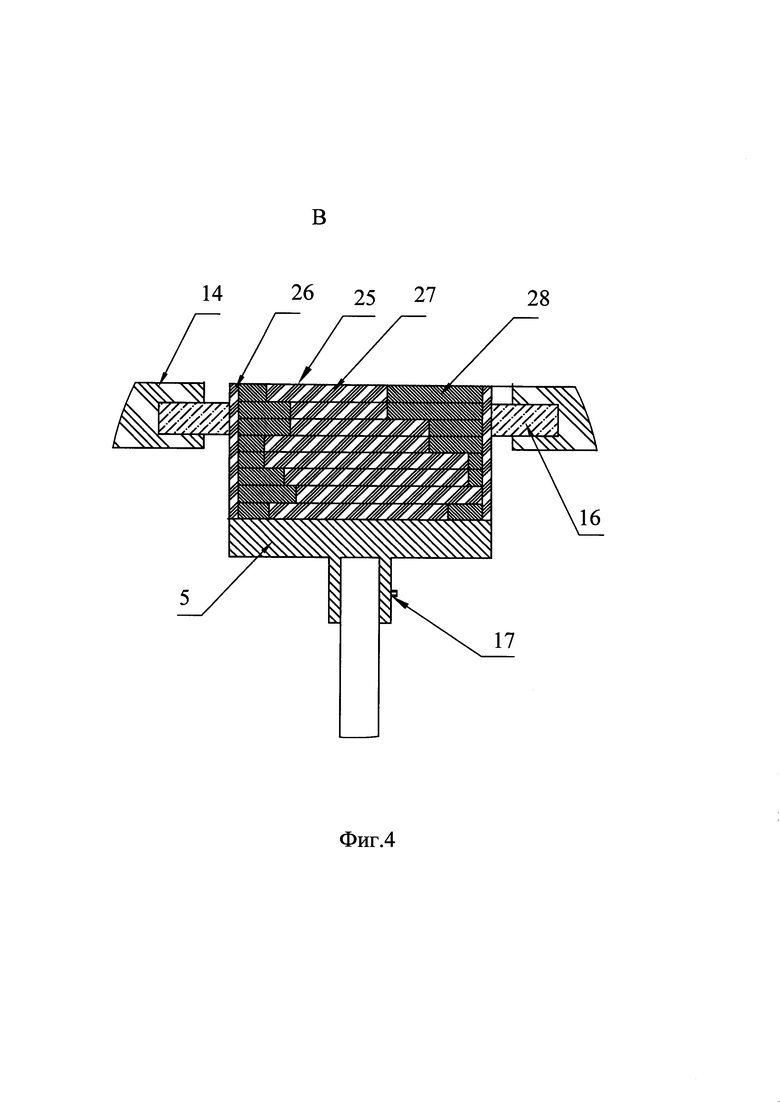
Способ послойного изготовления изделия включает послойную подачу порошка на рабочую поверхность 25 регулируемой платформы построения, разравнивание слоя порошка и сплавление участков слоя, идентичным участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели уплотнительной оболочки 26 и изделия 27, и удаление не сплавленного материала с поверхности экрана в соответствующий порошку контейнер (на чертеже не показан).
Уплотнительную оболочку 26 выполняют на наружной границе, совпадающей в плане с границей платформы построения. Изготовление изделия происходит следующим образом.
Подбирают съемную платформу построения и экран в соответствии с размером изделия. Излишний материал, попадающий на экран, удаляют вакуумным устройством 10 в соответствующий контейнер. Незначительное количество материала, которое попадает в промежуточную камеру, удаляется системой 3 поддержания в камере рабочей среды. Уплотнение 16 между экраном и платформой построения минимизирует количество материала, которое попадает в бункер.
При формировании слоя порошок разравнивается по всей поверхности, оптимизация размера платформы построения в зависимости от размера изделия, ведет к уменьшению количества порошка, участвующего в изготовлении изделия. Не сплавленный материал в слое 28 оставляют внутри уплотнительной оболочки.
Таким образом данное техническое решение позволит уменьшить количество применяемого порошка, из которого изготовляется изделие при одновременном надежности и долговечности работы устройства.
Источники информации
- Патент US №9415443, МКИ B22F 3/10, 2016.
- Патент РФ №2670500, МПК - B22F 3/105, B23K 26/16, B33Y 30/00, 2016.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ послойного изготовления изделия и устройство для его изготовления | 2019 |
|
RU2797667C2 |
| Способ послойного изготовления объемных изделий | 2019 |
|
RU2732252C1 |
| Способ послойного изготовления объемных изделий | 2019 |
|
RU2732271C1 |
| Устройство для послойного изготовления объемных изделий из двух и более порошковых компонентов | 2018 |
|
RU2685328C1 |
| Устройство для изготовления объемных изделий | 2016 |
|
RU2670500C2 |
| Способ послойного изготовления изделий из нескольких порошков и устройство для его осуществления | 2018 |
|
RU2685326C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2602329C2 |
| Устройство для послойного изготовления объемных изделий | 2018 |
|
RU2701604C1 |
| Установка для послойного синтеза трехмерных изделий из порошковых материалов и переливной колодец для данной установки | 2024 |
|
RU2835266C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ПОСЛОЙНОГО СИНТЕЗА | 2012 |
|
RU2487779C1 |

Изобретение относится к послойному изготовлению изделий из порошка, например, никелевых жаропрочных сплавов, сплавов на основе кобальта, драгоценных металлов. Устройство включает камеру построения с системой поддержания в камере рабочей среды, платформу построения со стойкой и с приводом вертикального перемещения, корзину для размещения платформы построения и ее привода, по меньшей мере одно устройство подачи порошка, ракель для разравнивания слоя порошка на платформе построения, размещенный в корзине под платформой построения и сообщенный с системой поддержания в камере рабочей среды контейнер для сбора излишнего порошка и лазерно-оптическое устройство, выполненное с возможностью сплавления слоев порошка по заданной программе трехмерной компьютерной модели изделия. Устройство снабжено скрепленным с верхней внутренней частью корзины экраном, боковая поверхность которого выполнена эквидистантной боковой поверхности платформы построения, и уплотнением, установленным на боковой поверхности экрана между экраном и платформой построения. Согласно способу, на рабочую поверхность платформы построения послойно подают по крайней мере один порошок, разравнивают слой и сплавляют лазерным лучом участки слоя, идентичные участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели -изделия, при этом в каждом-из слоев на наружной границе, совпадающей в плане с границей платформы построения, выполняют уплотнительную оболочку. Обеспечивается уменьшение количества используемого порошка при одновременной надежности и долговечности работы устройства. 2 н. и 2 з.п. ф-лы, 4 ил.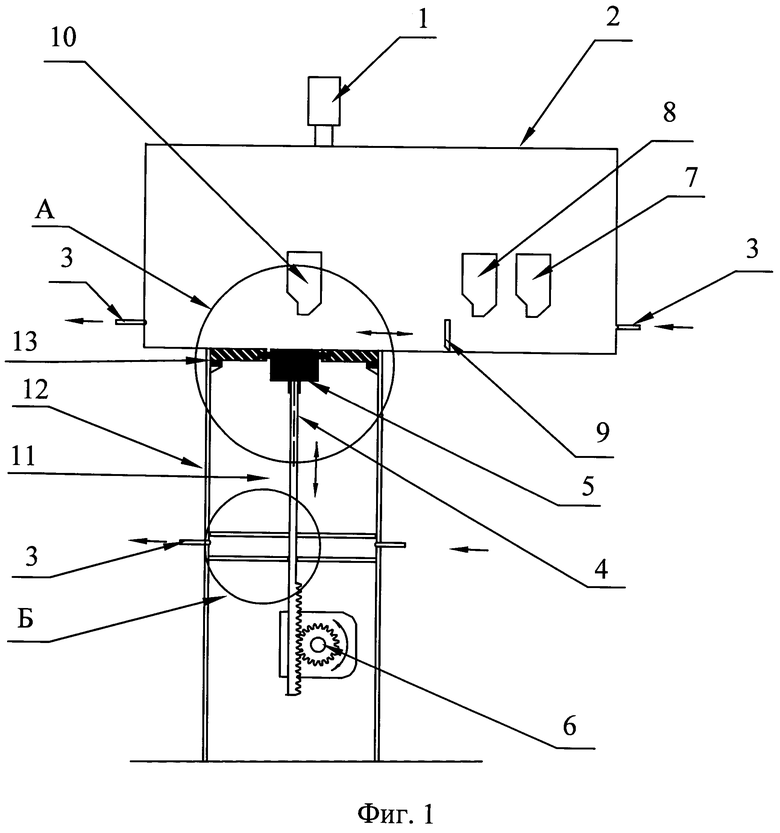
1. Устройство для послойного изготовления изделия из порошка, включающее камеру построения с системой поддержания в камере рабочей среды, платформу построения со стойкой и с приводом вертикального перемещения, корзину для размещения платформы построения и ее привода, по меньшей мере одно устройство подачи порошка, ракель для разравнивания слоя порошка на платформе построения, размещенный в корзине под платформой построения и сообщенный с системой поддержания в камере рабочей среды контейнер для сбора излишнего порошка и лазерно-оптическое устройство, выполненное с возможностью сплавления слоев порошка по заданной программе трехмерной компьютерной модели изделия, отличающееся тем, что оно снабжено скрепленным с верхней внутренней частью корзины экраном, боковая поверхность которого выполнена эквидистантной боковой поверхности платформы построения, и уплотнением, установленным на боковой поверхности экрана между экраном и платформой построения.
2. Устройство по п. 1, отличающееся тем, что платформа построения и экран выполнены соответственно съемно-заменяемыми.
3. Устройство по п. 1 или 2, отличающееся тем, что оно снабжено скрепленной со стойкой перегородкой с взаимодействующим с внутренней стенкой корзины уплотнением, при этом нижняя поверхность перегородки, внутренняя стенка и дно корзины образуют промежуточную камеру, соединенную с системой поддержания в камере рабочей среды, а верхняя поверхность перегородки и внутренняя стенка корзины образуют контейнер для сбора излишнего порошка.
4. Способ послойного изготовления изделия из порошка в устройстве по любому из пп. 1-3, характеризующийся тем, что послойно подают по крайней мере один порошок на рабочую поверхность платформы построения, разравнивают слой и сплавляют лазерным лучом участки слоя, идентичные участкам на поперечных разрезах предварительно сформированной посредством заданной программы трехмерной компьютерной модели изделия, при этом в каждом из слоев на наружной границе, совпадающей в плане с границей платформы построения, выполняют уплотнительную оболочку.
| Устройство для изготовления объемных изделий | 2016 |
|
RU2670500C2 |
| Способ изготовления объемных изделий и устройство для его осуществления | 2014 |
|
RU2614291C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ИЗ ПОРОШКОВОГО МАТЕРИАЛА ЦИКЛИЧНЫМ ПОСЛОЙНЫМ ЛАЗЕРНЫМ СИНТЕЗОМ | 2013 |
|
RU2526909C1 |
| US 9415443 B2, 16.08.2016 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2288073C2 |
| WO 2018197876 A1, 01.11.2018. | |||

