ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к кристаллизатору высокоскоростной непрерывной отливки металлических изделий, например, заготовок или чего-либо подобного.
В частности, в отличие от известных кристаллизаторов, предлагаемый кристаллизатор позволяет отливать заготовки со значительно более высокой скоростью и производительностью, поддерживать высокое качество изделия, а также не требует применения обжимающих устройств ниже по потоку от кристаллизатора.
В частности, предлагаемый кристаллизатор может найти применение в технологических процессах литья и прокатки в бесконечном режиме, то есть без перерывов между литьем и прокаткой.
При этом вышеуказанный кристаллизатор также может найти применение для литья и прокатки в других режимах, например, в режиме последовательной отливки и прокатки нескольких заготовок или в полубесконечном режиме.
УРОВЕНЬ ТЕХНИКИ
Важнейшей частью известной литейной машины, применяемой в установках непрерывного литья, является кристаллизатор, в который поступает жидкий металл для постепенного затвердевания с образованием твердой поверхностной корки.
Кристаллизатор образован трубчатым корпусом или формой из меди или медного сплава, принудительно охлаждаемой циркулирующей охлаждающей текучей средой, опосредованно отбирающей тепло из жидкого металла за счет теплообмена между ним и стенками кристаллизатора, контактирующими с охлаждающей текучей средой. Охлаждение в кристаллизаторе именуется «первичным охлаждением».
За счет указанного теплообмена, жидкий металл начинает затвердевать снаружи с образованием корочки, толщина которой постепенно возрастает по мере продвижения изделия к выходу из кристаллизатора. На толщину корочки влияет скорость литья, обуславливающая продолжительность пребывания металла в кристаллизаторе.
На выходе из кристаллизатора, в пределах твердой поверхностной корки все еще находится некоторое количество жидкого металла, продолжающего постепенно затвердевать по ходу литейной линии.
Чем больше размеры непрерывно-литой заготовки и скорость литья, тем меньше толщина корочки, в связи с чем обычно возникает потребность в установке некоторого количества секций обжатия валкового типа ниже по потоку от кристаллизатора по ходу криволинейного участка литейной машины; валки размещены по существу по всему периметру непрерывно-литой заготовки. Секции обжатия выполнены с возможностью предотвращения раздутия или так называемого «выпучивания» вовне стенок заготовки, могущего происходить под действием ферростатического давления напора жидкого металла в кристаллизаторе. Явление выпучивания возникает, по большей части, при литье заготовок квадратного или прямоугольного сечения с по меньшей мере одной стороной размером более 150 мм и со скоростью литья свыше 4,5 - 5,0 м/мин. Раздутие или выпучивание может привести к образованию трещин, которые, в случае их распространения до наружной поверхности, могут привести к разрушению корочки с последующей утечкой (прорывом) жидкого металла и, как следствие, к перебою в производственном процессе, загрязнению и повреждению машины, а также к возникновению потенциальной опасности для работников. Как сказано выше, это можно предотвратить путем применения множества известных в области техники обжимающих валков, сгруппированных в секции, охватывающих по периферии все стороны квадратной или прямоугольной заготовки ниже по потоку от кристаллизатора.
Положение обжимающих валков относительно наружной поверхности заготовки должно быть тщательно отрегулировано для надлежащего обжатия сторон непрерывно-литой заготовки.
Положение обжимающих валков должно быть отрегулировано с учетом по меньшей мере размерной усадки вещества из-за охлаждения по ходу литейной линии таким образом, чтобы сжатие изделия не было чрезмерным во избежание его деформации и, как следствие, затруднения его продвижения по ходу литейной линии. На практике, если, по какой-либо причине, контакт между корочкой и секцией обжатия не будет происходить наиболее оптимальным образом, существует реальная возможность сжатия или разрыва корочки и, как следствие, возникновения прорывов.
Операции регулирования для выравнивания обжимающих валков необходимо выполнять всякий раз, когда происходит прорыв, или обнаруживают ухудшение качества отливки, например, из-за внутренних или поверхностных трещин. Операции выравнивания сложны, выполняются вручную на выключенном оборудовании операторами-специалистами, и длятся несколько часов, что сказывается на затратах на эксплуатацию и техобслуживание.
Кроме того, для техобслуживания секций обжатия необходимо достаточное количество запчастей на складе, что влечет за собой соответствующе затраты на управление и ограничения в части эксплуатации литейной машины в случае нескольких прорывов в течение непродолжительного времени.
Ниже по потоку от кристаллизатора, например, в промежутках между обжимающими валками, при их наличии, установлены устройства охлаждения заготовки, например, форсунки подачи охлаждающей жидкости, для постепенного затвердевания жидкого металла в пределах поверхностной корки до полного затвердевания заготовки. Данное охлаждение именуется «вторичным охлаждением».
Известно, что существует потребность в достижении высоких скоростей литья на установках непрерывного литья для повышения общей производительности установок.
Также известно, что достижение высоких скоростей литья связано с оптимизацией множества технических и технологических параметров, позволяющей обеспечить частичное затвердевание жидкого металла в кристаллизаторе.
Параметры, речь о которых идет выше, в большинстве своем относятся к:
- геометрическим и размерным характеристикам кристаллизатора,
- жесткости кристаллизатора,
- режимам первичного охлаждения кристаллизатора, от которых зависит возможность отбора тепла в пределах заранее определенного участка,
- режимов смазки внутренних стенок кристаллизатора.
В области техники также известно, что в случае заготовок квадратного сечения относительно небольших размеров, т.е. со сторонами от 100 мм до 150 мм, скорости литья обычно могут достигать 4,5-6,5 м/мин без необходимости обжатия ниже по потоку от кристаллизатора. Данную скорость можно значительно повысить относительно вышеуказанных значений без потери гарантированного качества изделия и стабильности процесса только при условии применения обжимающего устройства достаточной длины. На практике, при высоких скоростях литья, корочка во время выхода из кристаллизатор является более тонкой, горячей и более склонна к «выпучиванию» под действием ферростатического давления, речь о котором шла выше.
В случае заготовок квадратного сечения большего размера, например, со стороной более 170 мм, потребность в обжатии возникает при более низких скоростях литья, например, при 4,0-4,5 м/мин.
Заготовкам квадратного сечения также свойственно неравенство температуры поверхности между центром грани плоских стенок и ребрами; данная неоднородность имеет место как в пределах, так и за пределами кристаллизатора и приводит к возникновению дефектов на этапе отливки и/или в ходе последующих процессов прокатки ниже по потоку, как разъясняется ниже.
В кристаллизаторе квадратного сечения возможно возникновение неуправляемых состояний контакта между образующейся корочкой и внутренними стенками кристаллизатора в определенном сегменте ниже мениска, где происходит неоднородный теплообмен по периметру заготовки, приводящий к возникновению разности толщины затвердевающих корочек.
В частности, каждое ребро формируемой заготовки подвергается более интенсивному охлаждению, так как его охлаждение происходит на обеих сторонах, примыкающих к одному и тому же ребру. Поэтому в соответствующих ребрам зонах образование корочки происходит быстрее, чем в плоских зонах, при этом усадка затвердевшего материала в ребрах также происходит быстрее, что обуславливает отделение корочки от кристаллизатора и, как следствие, уменьшение теплообмена.
Таким образом, чем ближе к ребрам, тем хуже контакт и, следовательно, ниже возможность отбора тепла, что затрудняет затвердевание жидкого металла. Результатом является местное утонение корочки вблизи ребер.
Исключительно в качестве примера, в случае заготовки квадратного сечения небольшого размера, т.е. со стороной 100-150 мм, отливаемой со скоростью 4,5-6,5 м/мин, расчетная толщина корочки на выходе из кристаллизатора может составлять около 11 мм - 13 мм в зоне, соответствующей центру грани, и около 5 мм - 7 мм вблизи ребра.
На выходе из кристаллизатора, в связи с отсутствием контакта между гранями заготовки и стенками кристаллизатора, ферростатическое давление вызывает выпучивание сторон заготовки вовне. Деформация из-за выпучивания сторон сконцентрирована в зонах вблизи ребер, где корочка уже является утоненной по вышеуказанным причинам, и обуславливает возникновение натяжения, воздействующего на внутреннюю часть корочки, т.е. на фронт кристаллизации, вблизи ребер, провоцирующего возникновение внутренних трещин в направлении литья.
Данные трещины, также именуемые «трещины от углов», ухудшают качество заготовки и могут привести к деформациям сечения разливаемого изделия, например, к увеличению ромбовидности, при этом в крайних случаях они могут достигать наружной поверхности, приводя к разрыву корочки и, как следствие, к разливу жидкого металла.
Ромбовидность также возрастает под действием вторичного охлаждения на выходе из кристаллизатора. Последствия эффекта ромбовидности также проявляются ниже по потоку от литейного участка, например, в клетях прокатных станов, вызывая защемление.
Кроме того, частота возникновения таких проблем тем выше, чем выше скорость литья, что ограничивает максимально достижимые скорости и, как следствие, производительность литейной машины.
Явления, речь о которых идет выше, возникают в заготовках четырехсторонних (четырехугольных) сечений, так как данные заготовки имеют плоские стенки, расположенные под углами 90 градусов; более того, данные явления усиливаются при особенно малых радиусах сопряжения стенок, например, для малых заготовок такие радиусы составляют 4-6 мм.
Как сказано выше, за пределами кристаллизатора заготовку подвергают вторичному охлаждению по всему криволинейному участку литейной машины для завершения затвердевания изделия, в котором все еще остается жидкая сердцевина на выходе из кристаллизатора. После вторичного охлаждения температура ребер ниже температуры центра грани, так как их охлаждение происходит одновременно с двух сторон от ребра, в результате чего могут возникнуть дефекты и/или трещины в зоне ребер на последующем этапе прокатки.
Все проблемы, речь о которых шла выше применительно к трубчатым кристаллизаторам квадратного сечения, до настоящего времени значительно ограничивали возможные скорости литья.
Известно, что производство заготовок круглого сечения позволяет снизить, по сравнению с производством изделий квадратного сечения, или даже устранить потребность в секциях обжатия по ходу литейной линии, благодаря тому, что изделие круглого сечения имеет более высокую самонесущую способность и устойчивость к ферростатическому давлению жидкого металла, который сдерживает затвердевшая корочка.
Также известно, что литье изделий круглого сечения обеспечивает возможность охлаждения поперечного сечения отливки с высокой степенью однородности благодаря отсутствию ребер и, как следствие, высокое качество отливки как таковой.
При этом, в случае изделий круглого сечения невозможно обеспечить высокие скорости литья, так как внутренняя конусность кристаллизатора, будучи изучена и оптимизирована, все же не обеспечивает абсолютный и постоянный контакт с отливкой при любых условиях технологического процесса, из-за чего во время усадки затвердевшая корочка склонна к отделению от стенок кристаллизатора, что снижает однородность теплообмена.
Заготовки круглого сечения, эквивалентного квадратным сечениям со стороной 100-150 мм, обычно отливают с относительно низкими скоростями литья от 3 до 4 м/мин.
Также известно производство металлических изделий многоугольного сечения, например - из документа JP-A-06.134.550, относящегося к устройству непрерывного литья заготовок и, в частности, к литейной форме многоугольного сечения и опорному устройству, содержащему множество групп обжимающих валков под литейной формой.
Также известна заявка W0-A-2018/229808 от имени Заявителя по настоящей заявке, в которой раскрыт способ непрерывного литья, предусматривающий применение многоугольного кристаллизатора и оптимизацию параметров литья для достижения определенной производительности без необходимости применения секций обжатия отливаемого металлического изделия ниже по потоку от кристаллизатора как такового.
С учетом вышесказанного, настоящее изобретение предлагает решение вышеуказанных проблем, позволяющее значительно повысить скорости литья по сравнению с известными решениями, в частности - для технологических процессов непрерывного литья и прокатки в бесконечном режиме, и, тем самым, повысить производительность сталелитейных установок.
Назначение настоящего изобретения состоит в фактическом достижении скоростей литья свыше по меньшей мере 6 м/мин и до 15 м/мин включительно без применения какого-либо обжимающего устройства ниже по потоку от кристаллизатора и по ходу криволинейного участка литейной машины.
Еще одно назначение состоит в повышении производительности сверх 50 тонн в час и до 150 тонн в час включительно.
Еще одно назначение настоящего изобретения состоит в получении отливок с оптимальным качеством поверхности и макроструктуры.
Назначение изобретения состоит в том, чтобы гарантировать по существу отсутствие явления выпучивания, ведущего к разрыву корочки, при производстве стальных изделий и, тем самым, устранить потребность в устройствах обжатия заготовки ниже по потоку от кристаллизатора.
Кроме того, настоящее изобретение направлено на предотвращение возникновения внутренних трещин в зоне ребра, именуемых «трещины от угла», а также на обеспечение однородного затвердевания по всему периметру трубчатого кристаллизатора и, тем самым, на предотвращение возникновения ромбовидности отливки.
Другое назначение настоящего изобретения состоит в том, чтобы снизить капитальные затраты (САРЕХ, англ. capital expenditures) и эксплуатационные затраты (ОРЕХ, англ. operational expeditures), в том числе - за счет значительного сокращения объема техобслуживания.
Другое назначение настоящего изобретения состоит в создании кристаллизатора непрерывного литья с возможностью включения в состав литейно-прокатной установки, в которой соответствующие процессы непосредственно связаны и происходят без перерыва в потоке материала, т.е. в так называемом «бесконечном режиме».
Заявитель разработал, испытал и осуществил настоящее изобретение для преодоления недостатков прототипов и достижения указанных и иных целей и преимуществ.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения, при этом прочие признаки изобретения или варианты основной идеи изобретения раскрыты в зависимых пунктах формулы.
Варианты осуществления настоящего изобретения относятся к кристаллизатору с особыми геометрическими, размерными и технологическими характеристиками для непрерывной высокоскоростной отливки стальных изделий, в частности, заготовок малого сечения.
В вариантах осуществления предложен кристаллизатор восьмиугольного поперечного сечения, ограниченный, как известно, литейной формой.
Понятие «восьмиугольный» здесь и далее по тексту настоящего описания и формулы изобретения означает только то, что в своем сечении кристаллизатор имеет восемь сторон, могущих образовывать как правильные восьмиугольники, т.е. с равными сторонами и внутренними углами, так и неправильные восьмиугольники, т.е. такие, в которых некоторые или все стороны и/или углы отличны друг от друга.
Заявитель опытным путем установил, что отливка изделия восьмиугольного сечения позволяет достичь более высоких скоростей литья по сравнению с известными решениями, например, от 6 м/мин до 15 м/мин включительно, и одновременно повысить самонесущую способность твердой структуры изделия даже при относительно небольшой толщине корочки.
Наличие указанной самонесущей способности позволяет полностью устранить потребность в обжимающих устройствах ниже по потоку от кристаллизатора. По существу, изобретение отличается возможностью отливки заготовки восьмиугольного сечения с вышеуказанными скоростями от 6 до 15 м/мин без необходимости наличия специальных секций обжатия валкового типа.
Восьмиугольное поперечное сечение, за счет своих геометрических характеристик являющееся оптимальным компромиссом между квадратным сечением и круглым сечением, ограничивающим свойственные им противоположные недостатки и доводящим до максимума их преимущества, обеспечивает исключительную жесткость структуры металлического изделия, выходящего из кристаллизатора, значительно ограничивая подверженность стенок деформации.
В некоторых вариантах осуществления кристаллизатор снабжен высокоэффективными устройствами первичного охлаждения для обеспечения интенсивного теплообмена между внутренней стенкой кристаллизатора и корочкой изделия со значением теплопотока в зоне, соответствующей мениску, свыше 6 МВт/м2 и до 14 МВт/м2 включительно, при этом среднее значение составляет от 3 МВт/м2 до 5,5 МВт/м2.
Так как толщина корочки пропорциональна количеству отобранного тепла, то чем выше теплообмен, тем выше может быть скорость литья. Поэтому, при прочих равных условиях, предлагаемый кристаллизатор позволяет повысить скорость литья и, как следствие, производительность установки.
Устройства охлаждения могут быть выполнены в разных конструктивных формах.
В одном возможном варианте устройства охлаждения включают в себя рубашку за пределами кристаллизатора, в которой происходит циркуляция охлаждающей текучей среды.
Согласно другому возможному решению, устройства охлаждения включают в себя множество продольных каналов, выполненных в толще боковых стенок и проходящих в направлении, по существу параллельном продольной протяженности кристаллизатора.
В другом варианте кристаллизатор содержит на своей наружной поверхности множество канавок, открытых вовне и параллельных продольной протяженности кристаллизатора, закрытых пучками волокон, например, углеродных, пропитанных полимерной смолой, с образованием каналов охлаждения.
В частности, решение, предусматривающее создание каналов охлаждения непосредственно в толще медной части кристаллизатора в комбинации с наличием закрывающего элемента, выполненного из пучков волокон, обеспечивает преимущество, состоящее, с одной стороны, в возможности подвода охлаждающей жидкости максимально близко к охлаждаемой стали, а с другой стороны - в обеспечении высокой жесткости конструкции кристаллизатора.
Для компенсации сужения сечения промежуточного стального изделия из-за его охлаждения, кристаллизатор имеет внутреннюю конусность одинарного типа, либо, предпочтительно, также множественного или параболического типа, для обеспечения постоянного контакта промежуточного изделия со стенками кристаллизатора.
Значения внутренней конусности кристаллизатора одинарного типа составляют от 0,8%/м до 1,5%/м.
Значения внутренней конусности кристаллизатора множественного или параболического типа составляют от 2 до 4%/м в зоне мениска и от 0,2 до 1.0%/м в нижней части кристаллизатора, при этом среднее значение составляет от 0,8 до 1,5%/м.
Предлагаемый кристаллизатор содержит полость восьмиугольного поперечного сечения с расстоянием между двумя противоположными стенками от 110 мм до 220 мм, предпочтительно от 110 мм до 200 мм, более предпочтительно от 120 мм до 180 мм.
Предлагаемый кристаллизатор восьмиугольного сечения также имеет длину, определяемую по ходу литейной линии, могущую составлять от 500 мм до 1500 мм, предпочтительно от 600 мм до 1200 мм, более предпочтительно от 780 мм до 1100 мм.
Таким образом, можно понять, что по сравнению со средним значением обычно применяемых кристаллизаторов, указанная увеличенная длина позволяет увеличить продолжительность контакта между стенкой кристаллизатора и сталью и, как следствие, обеспечивать образование корочки на выходе из кристаллизатора, толщина которой подходит для применяемых скорости литья и конусности.
Заявитель экспериментальным путем установил, что для высокоскоростного литья и получения изделий хорошего качества (в том числе - в случае прокатных изделий) предпочтительно применение смазочной системы с порошкообразным смазочным материалом и слива жидкого металла из промежуточного ковша в кристаллизатор через погружное сливное устройство.
В возможных вариантах осуществления форма может содержать множество опорных валков, выполненных с ней за одно целое и расположенных на выходном конце кристаллизатора.
Опорные валки направляют выходящую отливку и выполняют функцию удержания ее в положении по центру в кристаллизаторе для того, чтобы стенки отливки полностью находились в контакте с соответствующими внутренними поверхностями кристаллизатора и, как следствие, теплообмен был однородным на всех гранях.
В возможных вариантах реализации изобретения опорные валки соединены с формой и выполнены с возможностью перемещения совместно с ней.
Из вышесказанного следует, что обеспечена возможность поддержания характеристик отливки на высоком уровне качества и поддержания высокой скорости литья от 6 м/мин до 15 м/мин включительно, тем самым обеспечивая высокую производительность установки от приблизительно 50 тонн в час до приблизительно 150 тонн в час.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Указанные и прочие признаки настоящего изобретения станут понятны из нижеследующего описания некоторых вариантов осуществления, раскрытых на неограничивающих примерах прилагаемых чертежей, из которых:
- Фиг. 1 - схематический вид сбоку устройства непрерывного литья, в котором может найти применение предлагаемый кристаллизатор;
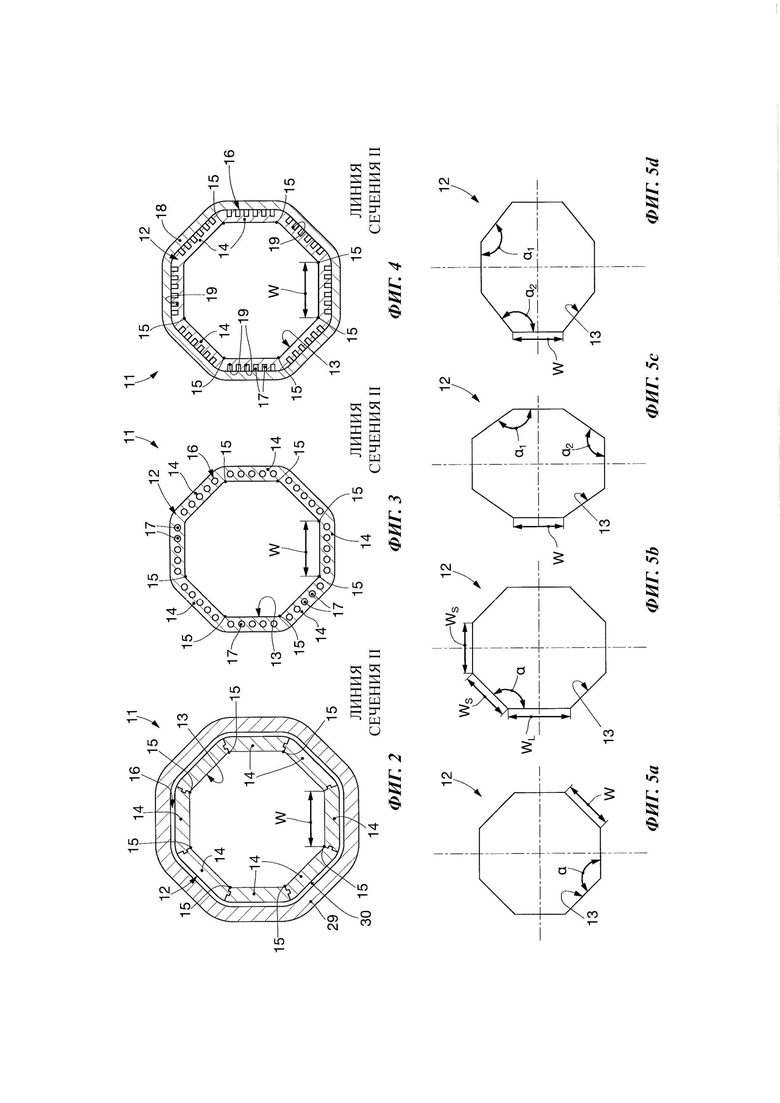
- Фиг. 2 - вид в поперечном разрезе по линии сечения II-II на Фиг. 1;
- Фиг. 3-вариант устройства с Фиг. 2;
- Фиг. 4 - другой вариант устройства с Фиг. 2;
- Фиг. 5a-5d схематически изображают возможные формы поперечного сечения предлагаемого кристаллизатора;
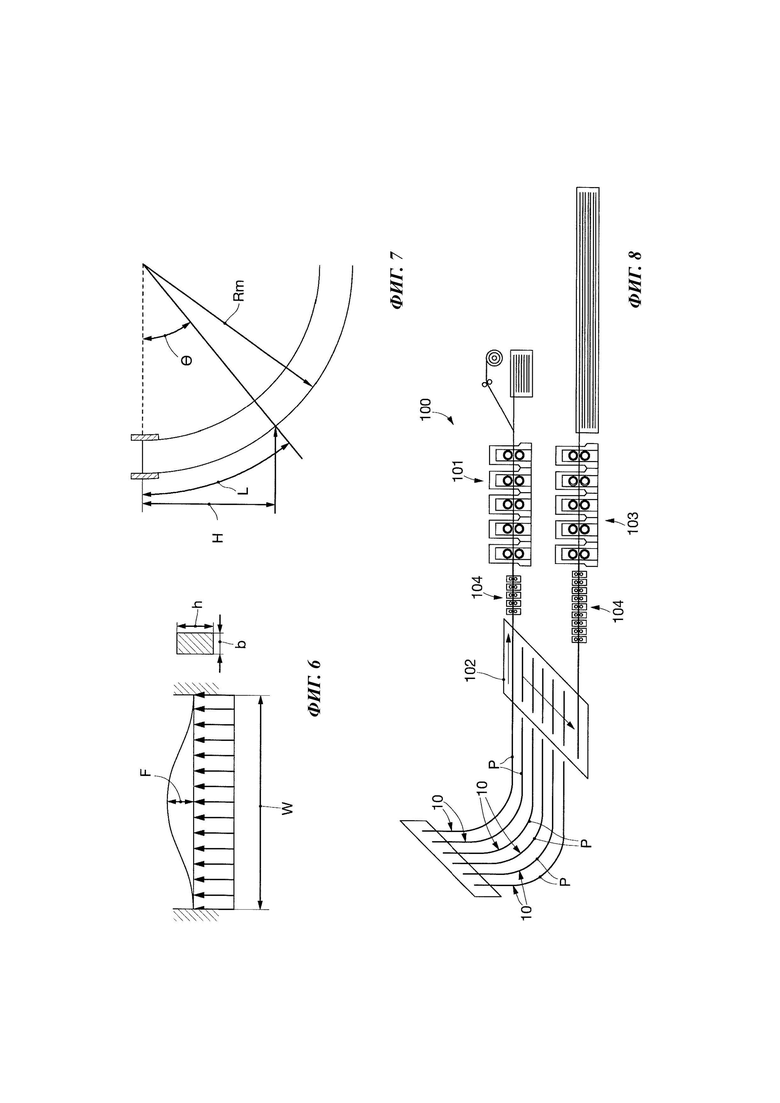
- Фиг. 6 - схематический график направленности деформационного выгиба одной стороны восьмиугольника;
- Фиг. 7 схематически иллюстрирует литейную линию;
- Фиг. 8 схематически иллюстрирует возможный случай применения настоящего изобретения;
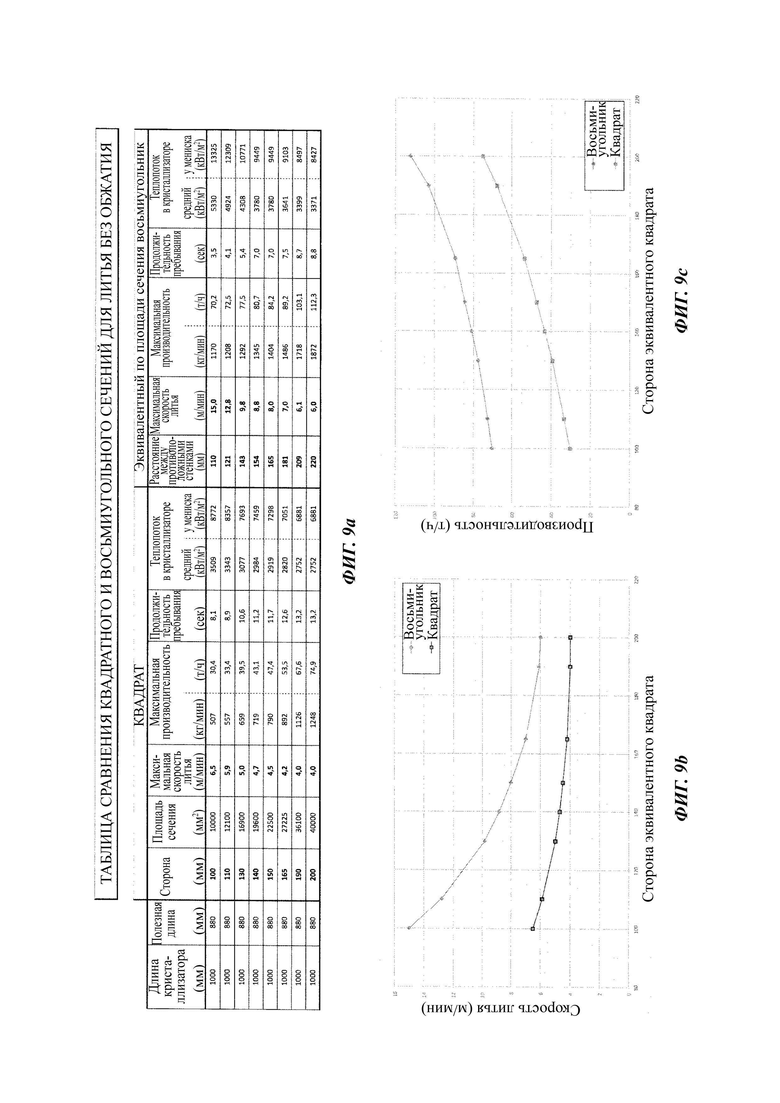
- Фиг. 9а, 9b и 9с - таблица и соответствующие графики для сравнения отливки с применением кристаллизатора квадратного сечения и отливки с применением кристаллизатора эквивалентного восьмиугольного сечения.
Для упрощения понимания, идентичные общие для всех чертежей элементы, по возможности, обозначены одними и теми же номерами позиций. Следует понимать, что элементы и характеристики одного варианта осуществления могут быть беспрепятственно включены в другие варианты осуществления без дополнительных разъяснений.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Далее будут детально раскрыты несколько вариантов осуществления изобретения на одном или нескольких примерах, приведенных для того, чтобы проиллюстрировать изобретение, которые, при этом, не следует толковать как ограничивающие. Например, признаки, проиллюстрированные или раскрытые в составе одного варианта осуществления, могут быть применены в других вариантах осуществления или совместно с ними с образованием еще одного варианта осуществления. Следует понимать, что настоящее изобретение включает в себя все подобные модификации и варианты.
Прежде чем приступить к раскрытию этих вариантов осуществления, следует уточнить, что настоящее раскрытие не ограничено применением деталей конструкции и расположения компонентов, раскрытых ниже на примерах прилагаемых чертежей. На основе настоящего раскрытия могут быть получены другие варианты осуществления или множество других путей его реализации. Также следует понимать, что используемые в настоящей заявке выражения и терминология служат исключительно для целей описания и не должны толковаться в ограничительном смысле.
Варианты осуществления настоящего изобретения относятся к кристаллизатору непрерывного литья трубчатого типа, обозначенному номером позиции 12 и выполненном с возможностью отверждения введенного в него жидкого металла с образованием отливки Р на выходе.
Фиг. 1 схематически изображает устройство непрерывного литья, обозначенное в целом номером позиции 10, в котором кристаллизатор 12 связан известным способом с формой 11 и образует литейную линию Z, по которой проходит изделие Р в процессе затвердевания.
Кристаллизатор 12 имеет длину LM кристаллизатора, определяемую по ходу литейной линии Z. Длина LM кристаллизатора может составлять от 500 мм до 1500 мм, предпочтительно от 600 мм до 1200 мм, более предпочтительно от 780 мм до 1100 мм.
Кристаллизатор 12 (Фиг. 2 и последующие) содержит литейную полость 13 по существу восьмиугольного поперечного сечения, ограниченную восемью стенками 14, соединенными друг с другом в зоне, соответствующей ребрам 15 в таком же количестве.
Поперечное сечение литейной полости 13 будет определять форму поперечного сечения отливки Р на выходе из кристаллизатора 12. Поэтому и, в частности, сточки зрения однородности охлаждения, предпочтительно, но не строго обязательно, чтобы восьмиугольник был по форме симметричен относительно двух ортогональных друг другу осей.
В частности, указанные оси задают право-левую симметрию и симметрию внутренней и внешней сторон сечения.
Фиг. 5a-5d изображают возможные варианты осуществления литейной полости 13 кристаллизатора 12 восьмиугольного сечения.
В возможных вариантах осуществления кристаллизатор в сечении может представлять собой правильный восьмиугольник, все стороны, т.е. стенки, которого равны друг другу, с длиной W и углами (α) между сторонами, также равными друг другу и составляющими 135 градусов (Фиг. 5а).
В других возможных вариантах осуществления длины сторон могут быть отличны друг от друга, причем разность длин наиболее длинной стороны (WL) и наиболее короткой стороны (Ws) кристаллизатора может составлять от 5% до 20%, предпочтительно от 5% до 10%.
В этих вариантах осуществления кристаллизатор в своем сечении может иметь 6 расположенных друг напротив друга сторон меньшей длины Ws и 2 расположенные друг напротив друга стороны большей длины WL, причем все углы (α) между соседними сторонами равны друг другу и составляют 135 градусов для соблюдения симметрии сечения относительно соответствующих осей, как в примере на Фиг. 5b.
В других возможных вариантах, как, например, на Фиг. 5с, все стороны в сечении кристаллизатора могут иметь одинаковую длину (W) и быть расположены с образованием углов разной величины (α1 и α2), причем противоположные углы, как и в предыдущих вариантах, равны друг другу и составляют от приблизительно 125 градусов до приблизительно 145 градусов, предпочтительно приблизительно от 130 градусов до 140 градусов.
Фиг. 5d изображает вариант сечения с Фиг. 5с, в котором сечение кристаллизатора повернуто на 90°, вследствие чего внутренняя и внешняя стороны отливки Р будут отличны от соответствующих сторон отливки Р, образованных сечением на Фиг. 5с.
Ребра 15 предпочтительно соединены друг с другом с радиусом сопряжения, составляющим от 5 мм до 25 мм, предпочтительно от 10 мм до 15 мм. Радиус сопряжения образует область, в которой теплообмен гораздо интенсивнее, чем в серединной области стенок. Данный обмен провоцирует отделение твердой корочки, образовавшейся в результате контакта жидкого металла со стенками кристаллизатора, приводящее к отсутствию надлежащего теплообмена и, как следствие, к местному утонению корочки и риску образования продольных трещин, могущему привести к разрушению корочки и утечке (прорыву) жидкого металла.
При этом, выбор указанного соединения стенок кристаллизатора с получением соответствующей формы сечения отливки обеспечивает преимущество при последующих операциях прокатки, состоящее в том, что более закругленный угол позволяет уменьшить или предотвратить такое явление, как морщины. При этом, чем выше значения радиуса сопряжения, тем больше склонность к образованию продольных трещин, которое можно предотвратить за счет тщательного выбора радиуса сопряжения в зависимости от сечения и конусности для сохранения контакта между корочкой и стенкой кристаллизатора, достаточного для однородного распределения теплообмена даже в области угла.
В возможных вариантах осуществления (Фиг. 2) стенки 14 могут представлять собой отдельные обособленные друг от друга элементы, соединенные в зоне, соответствующей ребрам 15, соединительными средствами, например, резьбовыми.
В возможных вариантах (Фиг. 3 и 4) стенки 14 могут быть выполнены за одно целое или быть соединены с образованием сплошного тела.
Стенки 14 кристаллизатора 12 могут иметь одинаковую толщину для обеспечения однородности охлаждения отливки Р, при этом они предпочтительно являются утоненными и имеют толщину от 12 до 30 мм для обеспечения достаточной жесткости кристаллизатора.
Кристаллизатор 12 снабжен устройствами 16 охлаждения, также именуемыми «устройства первичного охлаждения», выполненными с возможностью охлаждения жидкого металла, контактирующего со стенками 14. Устройства первичного охлаждения предпочтительно являются высокоэффективными для обеспечения интенсивного теплообмена.
В одном возможном варианте (Фиг. 2) устройства 16 охлаждения включают в себя внешнюю рубашку 29, в которую введен кристаллизатор 12. Между внешней рубашкой 29 и кристаллизатором 12 образован зазор 30, окружающий снаружи кристаллизатор 12 целиком, в котором, в ходе работы, происходит циркуляция охлаждающей текучей среды.
Согласно возможным решения по настоящему изобретению, устройства 16 охлаждения (Фиг. 3 и 4) включают в себя каналы 17 охлаждения, связанные с кристаллизатором 12, в которых происходит циркуляция охлаждающей текучей среды. В частности, в одном возможном варианте (Фиг. 3) кристаллизатор 12 может содержать в толще стенок 14 множество каналов 17 охлаждения, проходящих в направлении, по существу параллельном продольной протяженности кристаллизатора.
В другом варианте (Фиг. 4) кристаллизатор 12 содержит на своей наружной поверхности множество канавок 19, открытых вовне и параллельных продольной протяженности кристаллизатора 12 как такового.
Согласно одному возможному решению (Фиг. 4), на наружную поверхность нанесен покровный слой 18 для закрытия канавок 19 от внешней среды с образованием каналов 17 охлаждения. Покровный слой 18 может быть выполнен из пучков волокон, например, углеродных, обмотанных вокруг оси литейной линии Z и пропитанных полимерной смолой.
Другие решения предусматривают возможность закрытия канавок 19 с образованием каналов 17 охлаждения по одному и/или другому из вариантов осуществления, раскрытых в документе W0-A-2014/207729 от имени Заявителя.
Для обеспечения максимального теплообмена, во всех указанных вариантах расстояние между охлаждающей текучей средой и внутренними стенками кристаллизатора, непосредственно контактирующими с жидким металлом, сведено к минимуму. Данное расстояние измеряют в направлении, ортогональном оси кристаллизатора, а его значение составляет от 8 мм до 10 мм. Согласно одному возможному решению, устройства 16 охлаждения могут включать в себя элементы подачи и удаления, не показанные на чертежах, которые выполнены с возможностью осуществления циркуляции охлаждающей текучей среды по каналам 17 охлаждения.
Согласно изобретению, давление охлаждающей текучей среды в сегменте, соответствующем верхней зоне кристаллизатора 12, которая соответствует области вблизи мениска, составляет от 6 до 20 бар, а в нижней зоне кристаллизатора, по существу соответствующей концевой части кристаллизатора, оно составляет от 2 до 10 бар.
Внутри кристаллизатор выполнен по существу по форме конуса с постепенным сужением в сторону вниз по потоку от зоны мениска к зоне выхода из кристаллизатора, соответствующим постепенной усадке заготовки по мере ее постепенного охлаждения при прохождении вниз по потоку в кристаллизаторе и задающим уклон внутренних стенок относительно продольной оси кристаллизатора.
В качестве единицы измерения, конусность обычно выражена в %/метр (%/м).
Как известно, конусность кристаллизатора может быть одинарной по всей его высоте (конусность «одинарного» типа), либо он может содержать различные участки или сегменты со значениями конусности, убывающими от входной секции к выходной секции (конусность «множественного» типа), изменение которых происходят ступенчато от одного сегмента к следующему, в результате чего происходит образование ломаной линии с несколькими точками излома между следующими друг за другом сегментами. Множественность конусности множественного типа обычно бывает двойной, тройной, четверной. Конусность свыше четверной обычно определяют как конусность «параболического» типа, так как ломаная линия имеет десятки точек излома и приблизительно характеризует непрерывно изменяющуюся конусность в пределах допусков на обработку внутренних стенок кристаллизатора.
Согласно изобретению, внутренняя конусность кристаллизатора может быть одинарного типа или даже множественного или параболического типа.
В случае конусности одинарного типа, ее значения составляют от 0,8%/м до 1,5%/м.
В случае конусности множественного или параболического типа, ее значения составляют от 2,0 до 4,0%/м в зоне мениска и от 0,2 до 1.0%/м в нижней части кристаллизатора, при этом среднее значение составляет от 0,8 до 1,5%/м.
Внутренняя коническая конфигурация кристаллизатора позволяет ограничить отделение заготовки от стенок кристаллизатора до минимума за счет компенсации усадки заготовки сужением сечения центральной полости.
Восьмиугольное сечение заготовки, в отличие от квадратного сечения эквивалентной площади, обеспечивает преимущество, состоящее в том, что средняя температура на наружной поверхности поперечного сечения является более высокой и более однородно распределена, что особенно важно - в зонах ребер. Разность температур между ребрами и центром грани очень мала и составляет около 8-15°С, в отличие от заготовки эквивалентного квадратного сечения, где эта разность составляет около 40-65°С. Кроме того, температура внутренней зоны (или сердцевины) заготовки восьмиугольного сечения в среднем выше, чем в случае заготовки квадратного сечения, в связи с чем средняя энтальпия в первом случае более благоприятна.
Заготовка восьмиугольного сечения также обеспечивает преимущества в процессе прокатки: на практике, более открытый тупой угол между сторонами сечения позволяет повысить ее сходство с заготовкой круглого сечения и, тем самым, снизить риск возникновения так называемых «морщин» на этапе прокатки и, как следствие, количество дефектов на прокатных изделиях.
Кроме того, поскольку, как разъяснялось выше, температура в зоне тупого угла заготовки восьмиугольного сечения является более высокой, это снижает износ каналов прокатных валков.
Восьмиугольная форма также обеспечивает преимущество, состоящее в возможности создания более однородного теплообмена в кристаллизаторе, в частности - в зоне непосредственно ниже мениска, т.е. создания ситуации, в которой наиболее интенсивный теплообмен происходит одновременно с образованием первой корочки. Следствием большей однородности является более однородная толщина корочки по периметру, как на разных сторонах изделия, так вдоль одной и той же стороны.
Корочка однородной толщины менее подвержена образованию трещин под корочкой, могущих привести к прорывам.
Предлагаемое устройство охлаждения выполнено с возможностью обеспечения обмена интенсивными теплопотоками на относительно небольшом расстоянии, т.е. в пределах охарактеризованной выше длины кристаллизатора. Значения указанных теплопотоков превышают приблизительно 6 МВт/м2 и могут достигать 14М Вт/м2 включительно в зоне, соответствующей мениску, при скоростях литья от 6 м/мин до 15 м/мин. В среднем, значения теплопотока составляют от 3 МВт/м2 до 5,5 МВт/м2.
Согласно возможным решениям, предлагаемый кристаллизатор восьмиугольного сечения выполнен с возможностью достижения высокой производительности, т.е. свыше 50 тонн в час и до 150 тонн в час включительно, в том числе - согласно способу, раскрытому в документе W0-A-2018/229808 от имени Заявителя.
Известно, что жидкий металл, образовавшийся в плавильной печи на сталелитейном заводе, сливают из основного разливочного ковша в промежуточный ковш и далее непрерывно льют в кристаллизатор до достижения определенного верхнего уровня или мениска М.
Одним из основных условий в процессе литья является выполнение как можно большого объема работы в стационарном режиме, в частности - в зоне мениска. На практике, возмущения мениска являются причиной большинства дефектов, наблюдаемых ниже по потоку - от трещин до ромбовидности.
Кроме того, снижение силы трения между отливкой и внутренней стенкой кристаллизатора является еще одним важным условием для повышения скорости литья и качества самого изделия.
Для этого, как известно, над мениском распределяют смазочные материалы, например, порошкообразные или жидкие, для сведения к минимуму трения между образующейся корочкой и внутренними стенками кристаллизатора.
Смазочные материалы, контактирующие с жидким металлом, превращаются в жидкость или пар и создают слой смазки между жидким металлом 12 и внутренними стенками кристаллизатора.
Также известно, что слив жидкого металла из промежуточного ковша в кристаллизатор может происходить ненаправляемой свободной струей или через сливное устройство, выходной конец которого расположен ниже уровня мениска М (погружное сливное устройство или погружной разливочный стакан (ПРС)).
Заявитель экспериментальным путем установил, что для высокоскоростного литья и получения изделий хорошего качества (в том числе - в случае прокатных изделий) предпочтительно применение смазочной системы в виде порошков и слива жидкого металла из промежуточного ковша в кристаллизатор через погружное сливное устройство или ПРС.
Смазочные вещества в виде порошков обеспечивают положительный эффект изоляции и более однородное распределение по мениску. В частности, порошки разбрасывают в соответствующем количестве на ванну жидкого металла, где происходит их расплавление при контакте с жидким металлом с образованием поверхностного шлака, проникающего в промежуток между литейным металлом и медью кристаллизатора и обеспечивающего смазку, необходимую для скольжения.
Указанные порошки представляют собой механическую смесь силикатов и/или алюмосиликатов щелочных и/или щелочноземельных металлов с добавлением элементарного углерода, выбранного из аморфного графита, кокса или углеродной сажи.
Согласно одному аспекту настоящего изобретения, ниже по потоку от формы 11 предпочтительно отсутствует какое-либо обжимающее устройство для сдерживания деформации вовне граней отливки Р. Заявитель экспериментальным путем установил, что выбор размеров и подходящая конструкция кристаллизатора 12, раскрытая выше, обеспечивают возможность высокоскоростного литья заготовки восьмиугольного сечения без применения секций обжатия с одновременным предотвращением явления выпучивание или разрушения корочки отливки Р.
Устранение необходимости известных обжимающих устройств устраняет необходимость в периодических работах по их регулированию/выравниванию, которые, как известно, требуют больших временных и финансовых затрат.
В возможных случаях реализации изобретения форма 11 содержит множество направляющих валков, также именуемых «опорные валки» 25, расположенных на выходном конце кристаллизатора 12 и выполненных за одно целое с формой 11.
Опорные валки 25 направляют выходящую отливку Р и выполняют функцию удержания ее в положении по центру в кристаллизаторе 12 для того, чтобы стенки отливки Р полностью находились в контакте с соответствующими внутренними поверхностями кристаллизатора 12 и, как следствие, теплообмен был однородным на всех гранях.
В возможных вариантах реализации изобретения опорные валки 25 соединены с формой 11 и выполнены с возможностью перемещения совместно с ней.
Для этого, опорные валки 25 могут быть установлены на общем опорном элементе 26, прикрепленном к форме 11.
Согласно возможным решениям, опорные валки 25 могут быть сгруппированы в по меньшей мере одну группу опорных валков, в случае на Фиг. 1 - в две группы опорных валков 25, разнесенные по ходу литейной линии Z. В работе, каждая группа опорных валков 25 по меньшей мере частично охватывает поперечное сечение отливки Р.
Опорные валки 25 в каждой группе лежат в одной и той же плоскости, параллельной поперечному сечению отливки Р.
Опорные валки 25 установлены непосредственно ниже по потоку от выхода из кристаллизатора 12.
В одном возможном варианте реализации изобретения форма 11 может содержать несколько - от 1 до 4, предпочтительно 2 группы из четырех опорных валков 25.
Согласно возможным решениям, опорные валки 25 установлены в продольной части литейной линии Z, имеющей длину LG направляющего участка.
Длина LG направляющего участка может составлять от 150 мм до 800 мм, предпочтительно от 200 мм до 500 мм.
В возможных вариантах реализации скорость Vc литья превышает 6 м/мин, предпочтительно превышает 6,5 м/мин, и может достигать 15 м/мин.
В частности, для заготовки восьмиугольного сечения, размеры которой эквивалентны размерам заготовки квадратного сечения со стороной от 150 до 200 мм, могут быть достигнуты скорости от 6 до 8 м/мин, при этом если сторона составляет от 100 до 150 мм, могут быть достигнуты скорости от 8 до 15 м/мин.
Задание такой скорости Vc литья позволяет обеспечить высокую производительность сталелитейной установки.
В некоторых вариантах осуществления значение радиуса Rm машины, т.е. радиуса изгиба литейной линии Z, может составлять от 5 м до 25 м, предпочтительно от 7 м до 20 м, более предпочтительно от 10 м до 15 м, еще более предпочтительно от 9 м до 12 м.
Толщина корочки отливки Р на выходе из кристаллизатора должна быть такой, чтобы деформация сторон поперечного сечения отливки под действием напора жидкого металла не превышала заранее определенный выгиб «f».
Поведение сторон отливки Р достаточно близко к поведению балки с защемленными концами, на которую воздействует равномерно распределенная нагрузка в виде ферростатического давления, как показано на Фиг. 6. Балка имеет прямоугольное сечение с меньшей стороной «b» и большей стороной «h». Последняя отражает толщину затвердевшей корочки в плоскости изгиба балки.
Соответственно, выгиб «f» может быть найден из уравнения: 
где:
«р» - распределенная нагрузка, действующая на корочку отливки Р на выходе из опорных валков 25, которая может быть найдена из уравнения: р=р⋅g⋅Н, где Н (Фиг. 7) - высота напора жидкого металла, действующего на корочку отливки Р на выходе из опорных валков 25.
Н также можно определить следующим образом: H=Rm⋅sin(Θ)=Rm⋅sin(L/Rm)
- W - длина стороны правильного восьмиугольника;
- Е - модуль продольной упругости или модуль Юнга, литого материала;
- «I» - квадратичный момент площади сопротивляющегося участка, определяемый из уравнения  , где «h» - толщина затвердевшей корочки, которая также может быть выражена эмпирической формулой
, где «h» - толщина затвердевшей корочки, которая также может быть выражена эмпирической формулой 
Постоянная затвердевания К может быть найдена из литературы и представляет собой значение, изменяющееся в зависимости от размера и типа отливки Р и, следовательно, от осуществляемого процесса литья.
Согласно одному возможному решению, допустимый деформационный выгиб «f» каждой стороны восьмиугольника, т.е. допустимая деформация, обусловленная явлением выпучивания, составляет менее 5%, предпочтительно менее 3%, еще более предпочтительно менее 1,5% длины W стороны правильного восьмиугольника.
Деформационный выгиб может быть выражен в абсолютных величинах, при этом в данном случае его обозначают буквой «F», измеряют в миллиметрах и находят из уравнения: F=f*W.
В другом варианте осуществления изобретения устройство 10 содержит по меньшей мере одно направляющее средство 27, в данном частном случае - два направляющих средства 27, выполненных с возможностью направления отливки Р по ходу литейной линии Z.
В одном возможном варианте осуществления изобретения каждое направляющее средство 27 содержит по меньшей мере одну пару, в данном частном случае - две пары, направляющих валков 28, расположенных соответственно на внутренней и внешней стороне отливки Р.
Направляющие средства 27 установлены в фиксированном положении и выполнены с возможностью направления отливки Р по ходу литейной линии Z.
Множество охлаждающих элементов 32 установлены ниже по потоку от формы 11 и выполнены с возможностью охлаждения отливки Р. Данное охлаждение изделия, осуществляемое на выходе из формы 11, именуется «вторичное охлаждение» и служит для поддержания процесса затвердевания все еще жидкой сердцевины отливки. Охлаждающие элементы 32 могут включать в себя множество подающих форсунок 34, расположенных между опорными валками 25 и направляющими валками 28 и выполненных с возможностью подачи жидкости для охлаждения отливки Р, например, воды или текучей среды, представляющей собой смесь воздуха и воды (воздуха и мелкодисперсной воды).
Давление подачи на выходе форсунок может предпочтительно составлять от 0,5 до 12 бар, предпочтительно от 1 до 10 бар, более предпочтительно от 1,5 до 9,5 бар, для обеспечения надлежащего охлаждения и, как следствие, надлежащего затвердевания отливки Р в диапазоне скоростей от 6 до 15 м/мин.
Что касается интенсивности вторичного охлаждения, необходимо обеспечить соответствующие удельные расходы потока воды, например, в количественном выражении - от 1,2 до 2,5 литров на килограмм разливаемой стали, предпочтительно от 1,7 до 2,1 л/кг, при этом плотность охлаждения (л/мин на м2) должна быть выше в верхней части литейной машины, где температуры отливки выше, испарение охлаждающей воды происходит более интенсивно, а корочка все еще относительно тонкая, что облегчает теплообмен с жидкой сердцевиной.
Однородность температуры по периметру поперечного сечения может быть обеспечена за счет правильного выбора числа форсунок и направленности выброса ими охлаждающей жидкости. Также предпочтительно обеспечить избирательное регулирование выброса из форсунок на переднюю и заднюю стороны отливки Р путем увеличения выброса на заднюю сторону для компенсации недостатка застойных явлений в вогнутой зоне на передней стороне.
Однородность температур отливки Р в продольном направлении по ходу литейной линии обеспечивают путем динамического регулирования суммарного выброса и/или распределения плотности охлаждения по ходу литейной машины для поддержания по существу постоянного значения температуры поверхности отливки Р в диапазоне 900 - 1200°С, предпочтительно 1000 - 1100°С. На температуру влияют несколько параметров, например, размер поперечного сечения отливки, скорость литья, температуры перегрева жидкой стали, порядок величин теплообмена в форме и химический состав расплавленной стали. Температуры поверхностей отливки Р вычисляют с использованием соответствующих моделей затвердевания, учитывающих:
- химический состав стали;
- чувствительность стали к температурным перепадам (возможность образования внутренних или поверхностных трещин в поперечном или продольном направлении);
- геометрические характеристики литейной машины;
- ожидаемую скорость литья;
- ожидаемые металлургические длины.
Для этой цели в системе вторичного охлаждения сформированы различные зоны форсунок под управлением секторных клапанов для воды и/или смеси воды и воздуха в варианте «воздух - мелкодисперсная вода», которые в верхней части литейной машины могут содержать форсунки и на передней, и на задней стороне, а в нижней части могут быть разграничены между передней и задней сторонами. Указанные клапаны могут управлять только некоторыми из форсунок для создания более чем одного органа активного управления охлаждением.
Раскрытый выше кристаллизатор может быть предпочтительно установлен в сталелитейной установке, в которой подача из литейной линии происходит непосредственно в линию прокатки, например, в бесконечном режиме, что значительно сокращает или даже устраняет потребность в промежуточном нагреве благодаря более высокой скорости литья и, как следствие, более высокой температуры отливки.
В возможных вариантах реализации (Фиг. 8) раскрытый выше кристаллизатор также может быть установлен в сталелитейной установке 100, содержащей несколько литейных линий для производства заготовок.
Установка 100 может содержать первую линию 101 прокатки, расположенную непосредственно на одной прямой с первой литейной линией и выполненную с возможностью прокатки отливки, например, в бесконечном режиме (непрерывное литье и прокатка).
Установка также может содержать дополнительные литейные линии, параллельные первой, подача с которых происходит во вторую линию 103 прокатки в режиме с непосредственной горячей посадкой с помощью общей передаточной плиты 102, расположенной ниже по потоку от литейных линий.
Устройство 104 индукционного нагрева для быстрого нагрева заготовок может быть расположено непосредственно выше по потоку от первой линии 101 прокатки и/или второй линии 103 прокатки.
Чтобы проиллюстрировать преимущества, достигаемые при применении кристаллизатора с вышеуказанными признаками, Фиг. 9а, 9b и 9с изображают соответственно сравнительную таблицу и два графика, в которых сопоставлены основные параметры литья без обжатия заготовок соответственно квадратного сечения и эквивалентного ему (по площади) восьмиугольного сечения.
Длина кристаллизатора была принята равной 1000 мм с полезной длиной охлаждения 880 мм.
Для стороны эквивалентного квадратного сечения рассматривали значения длины от 100 мм до 200 мм.
Очевидно, что при отсутствии обжатия возникает потребность в применении - в случае заготовок квадратного сечения - гораздо более низких скоростей литья, следствием чего является более низкая производительность. Важно отметить, что продолжительность пребывания в зависимости от разных скоростей литья гораздо меньше в случае восьмиугольного сечения, чем в случае эквивалентного квадратного сечения. Теплопоток также значительно интенсивнее в случае заготовки восьмиугольного сечения при применении кристаллизатора с раскрытыми выше признаками.
Очевидно, что части раскрытого выше кристаллизатора могут быть изменения и/или дополнены без отступления от области и объема настоящего изобретения.
Также очевидно, что, несмотря на то, что настоящее изобретение было раскрыто на некоторых частных примерах, специалист в данной области техники сможет получить множество эквивалентных форм реализации кристаллизатора 10 и способа на основе признаков, изложенных в формуле изобретения, при этом все такие формы входят в определенный ею объем охраны.
Изобретение относится к непрерывному литью металла. Кристаллизатор устройства непрерывного литья металлической отливки, выполненный с возможностью осуществления литья со скоростью от 6 до 15 м/мин, содержит литейную полость (13), ограниченную стенками (14) кристаллизатора, соединенными друг с другом в зоне ребер (15), и средства (16) первичного охлаждения, связанные со стенками (14). Литейная полость (13) выполнена с восьмиугольным поперечным сечением, с расстоянием между двумя противоположными стенками 110-220 мм, длиной (LM) 500-1500 мм и имеет направленную вниз конусность. Указанная конусность представляет собой конусность одинарного типа величиной 0,8-1,5%/м, либо множественного, либо параболического типа величиной 2-4%/м в зоне мениска (М) и величиной 0,2-1,0%/м в нижней части кристаллизатора. Средства (16) первичного охлаждения создают теплопоток в зоне мениска (М) свыше 6 МВт/м2 до 14 МВт/м2 включительно, при среднем значении 3-5,5 МВт/м2. Обеспечивается повышение скорости литья и производительности сталелитейных установок. 5 н. и 20 з.п. ф-лы, 9 ил.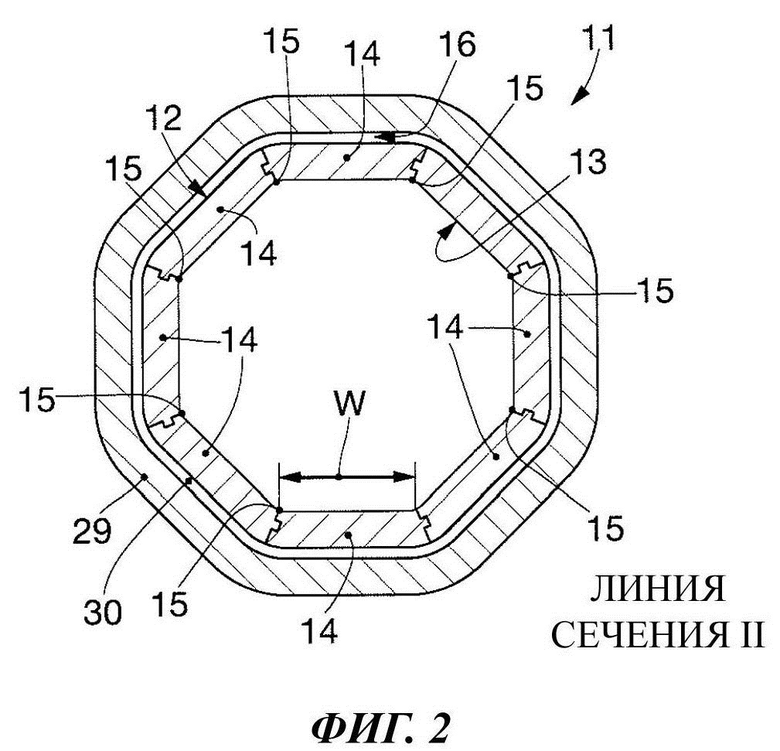
1. Кристаллизатор устройства непрерывного литья металлической отливки, выполненный с возможностью осуществления литья со скоростью от 6 м/мин до 15 м/мин, содержащий литейную полость (13), выполненную с возможностью литья в нее жидкого металла, ограниченную стенками (14) кристаллизатора, соединенными друг с другом в зоне, соответствующей ребрам (15), и средства (16) первичного охлаждения, связанные с указанными стенками (14), при этом зона верхнего уровня жидкого металла в кристаллизаторе образует зону мениска (М), отличающийся тем, что литейная полость (13) выполнена с восьмиугольным поперечным сечением, причем расстояние между двумя противоположными стенками кристаллизатора составляет от 110 мм до 220 мм, длиной (LM), составляющей от 500 мм до 1500 мм, и имеет направленную вниз конусность одинарного типа величиной от 0,8%/м до 1,5%/м, либо множественного или параболического типа величиной от 2%/м до 4%/м в зоне мениска (М) и величиной от 0,2%/м до 1,0%/м в нижней части кристаллизатора, при этом указанные средства (16) первичного охлаждения выполнены с возможностью создания теплопотока в зоне мениска (М) свыше 6 МВт/м2 до 14 МВт/м2 включительно, при среднем значении, составляющем от 3 МВт/м2 до 5,5 МВт/м2.
2. Кристаллизатор по п. 1, отличающийся тем, что указанные стенки (14) выполнены толщиной от 12 мм до 30 мм и соединены ребрами (15) с радиусом сопряжения от 5 мм до 25 мм.
3. Кристаллизатор по п. 1 или 2, отличающийся тем, что стенки (14) кристаллизатора выполнены равного размера, при этом значение всех углов между указанными стенками (14) составляет 135°.
4. Кристаллизатор по п. 1 или 2, отличающийся тем, что только противоположные стенки (14) кристаллизатора имеют равные размеры, при этом кристаллизатор содержит по меньшей мере одну длинную стенку большей длины (WL) и по меньшей мере одну короткую стенку меньшей длины (Ws), при этом значение всех углов между стенками (14) кристаллизатора составляет 135°.
5. Кристаллизатор по п. 4, отличающийся тем, что разность длин наиболее длинной и наиболее короткой стенок (14) составляет от 5% до 20%.
6. Кристаллизатор по любому из пп. 1-5, отличающийся тем, что длина (LM) составляет от 600 мм до 1200 мм, предпочтительно от 780 мм до 1100 мм.
7. Кристаллизатор по любому из пп. 1-6, отличающийся тем, что радиус сопряжения указанных ребер (15) составляет от 10 мм до 15 мм.
8. Кристаллизатор по любому из пп. 1-7, отличающийся тем, что он содержит на наружной поверхности открытые вовне канавки (19), расположенные параллельно продольной протяженности кристаллизатора (12), выполненные с возможностью вмещения охлаждающей жидкости.
9. Кристаллизатор по п. 8, отличающийся тем, что он содержит на наружной поверхности покровный слой (18), выполненный с возможностью закрытия указанных канавок (19) от внешней среды с образованием каналов (17) охлаждения.
10. Кристаллизатор по п. 9, отличающийся тем, что указанный покровный слой (18) выполнен из пучков волокон, пропитанных полимерной смолой.
11. Кристаллизатор по любому из пп. 1-7, отличающийся тем, что он содержит каналы (17) охлаждения, выполненные в толще стенок кристаллизатора (12) с возможностью вмещения охлаждающей текучей среды.
12. Устройство непрерывного литья металлической отливки, содержащее кристаллизатор (12) по любому из пп. 1-11, литейную форму (11) и направляющие валки (28), в котором литейная форма (11) содержит опорные валки (25), расположенные на выходе из кристаллизатора (12) на направляющем участке длиной (LG), составляющей от 150 мм до 800 мм, при этом устройство непрерывного литья металлической отливки выполнено с возможностью обеспечения прохождения металлической отливки на выходе из указанной литейной формы (11) по литейной линии (Z) посредством направляющих валков (28), расположенных непосредственно ниже по потоку от указанных опорных валков (25), в соответствии с радиусом Rm, составляющим от 5 м до 25 м.
13. Устройство по п. 12, отличающееся тем, что стенки (14) кристаллизатора (12) внутри снабжены смазкой в виде порошкообразного смазочного материала.
14. Устройство по п. 13, отличающееся тем, что указанный порошкообразный смазочный материал представляет собой механическую смесь силикатов и/или алюмосиликатов щелочных и/или щелочноземельных металлов с добавлением элементарного углерода, выбранного из: аморфного графита, кокса или углеродной сажи.
15. Устройство по любому из пп. 12-14, отличающееся тем, что расстояние между охлаждающей жидкостью, размещенной в стенках (14) кристаллизатора, контактирующих с жидким металлом, и жидким металлом составляет от 8 мм до 10 мм.
16. Устройство по любому из пп. 12-15, отличающееся тем, что давление охлаждающей жидкости в зоне, соответствующей области мениска кристаллизатора, составляет от 6 бар до 20 бар, а в зоне, соответствующей концевой части кристаллизатора, составляет от 2 бар до 10 бар.
17. Устройство по любому из пп. 12-16, отличающееся тем, что оно снабжено средствами (16) первичного охлаждения кристаллизатора, выполненными с возможностью обмена теплопотоками от 6 МВт/м2 до 10 МВт/м2.
18. Устройство по любому из пп. 12-17, отличающееся тем, что значение радиуса Rm составляет от 7 м до 20 м, предпочтительно от 7 м до 18 м.
19. Устройство по любому из пп. 12-18, отличающееся тем, что длина направляющего участка (LG) составляет от 200 мм до 500 мм.
20. Литейная установка (100), содержащая по меньшей мере устройство (10) непрерывного литья металлической отливки по любому из пп. 12-19 и по меньшей мере линию (101, 103) прокатки, соединенную с указанным устройством (10) непрерывного литья металлической отливки.
21. Литейная установка по п. 20, отличающаяся тем, что указанное устройство (10) непрерывного литья металлической отливки и указанная линия (101, 103) прокатки выполнены с возможностью работы в бесконечном режиме.
22. Способ непрерывного литья металлической отливки с обеспечением производительности от 50 тонн в час до 150 тонн в час, включающий следующие этапы:
- обеспечение наличия кристаллизатора по любому из пп. 1-11;
- установка опорных валков (25) на выходе упомянутого кристаллизатора;
- установка направляющих валков (28) непосредственно ниже по потоку от опорных валков (25) с образованием радиуса (Rm) устройства непрерывного литья металлической отливки от 5 м до 25 м;
- осуществление первичного охлаждения металла в кристаллизаторе со значением теплопотока в зоне мениска кристаллизатора от 6 МВт/м2 и до 14 МВт/м2 включительно, при среднем значении от 3 МВт/м2 до 5,5 МВт/м2;
- осуществление литья металла со скоростью от 6 м/мин до 15 м/мин.
23. Способ по п. 22, отличающийся тем, что давление охлаждающей текучей среды в сегменте, соответствующем верхней зоне кристаллизатора (12), которая соответствует области мениска, составляет от 6 до 20 бар, а в нижней зоне кристаллизатора (12), соответствующей его концевой части, оно составляет от 2 до 10 бар.
24. Способ по п. 22 или 23, отличающийся тем, что он включает этап, на котором осуществляют непрерывное литье металлической отливки с ее последующей прокаткой в линии (101,103) прокатки в бесконечном режиме.
25. Металлическая отливка, полученная в устройстве (10) непрерывного литья металлической отливки по любому из пп. 12-19, отличающаяся тем, что деформационный выгиб каждой из сторон ее поперечного сечения, обусловленный явлением выпучивания за пределами кристаллизатора, составляет менее 5% длины (W) указанной стороны.
| JP 6134550 A, 17.05.1994 | |||
| Устройство для контроля генератора тактовых импульсов | 1980 |
|
SU875312A2 |
| CN 202715798 U, 06.02.2013 | |||
| JP 2013000785 A, 07.01.2013 | |||
| WO 2018229808 A1, 20.12.2018 | |||
| EP 3013498 A2, 04.05.2016 | |||
| WO 2016178153 A1, 10.11.2016 | |||
| Направляющее устройство в зоне вторичного охлаждения машины непрерывного литья металлов | 1975 |
|
SU663275A3 |
| Способ непрерывной отливки стального слитка | 1976 |
|
SU639424A3 |

