Область техники, к которой относится изобретение
Изобретение относится к машиностроению, более конкретно к оборудованию для термической обработки изделий лазерным излучением, ещё более конкретно к устройствам для нанесения металлического покрытия на поверхность изделия путём лазерной наплавки.
Уровень техники
Из уровня техники известны различные конструкции оборудования для лазерной наплавки.
Известно устройство для лазерной обработки, в частности лазерного спекания материалов, содержащее основной лазер, дополнительный лазер, поворотное зеркало с отверстием, поглотитель лазерного излучения. (RU167356, дата публикации 10.01.2017). Недостатком этого известного средства является необходимость использования двух разных источников лазерного излучения, с направлением значительной части энергии дополнительного лазера в поглотитель, а не на выполнение полезной работы.
Известно устройство для нанесения покрытия на образец, содержащее рабочую камеру, распылительное сопло и лазерный блок, установленные с возможностью взаимного перемещения относительно оси симметрии фокусирующих линз лазерного блока и оси симметрии распылительного сопла, электромагнитный индуктор (RU2645631, дата публикации 26.02.2018). Недостатком данного известного устройства является сложность и высокие энергозатраты, вызванные использованием электромагнитного индуктора в качестве второго источника нагрева образца. Кроме этого недостатком устройства является оплавление порошкового материала только в ванне расплава на поверхности образца, что снижает производительность.
В качестве наиболее близкого аналога выбрано известное устройство для лазерной наплавки, содержащее лазер, систему разделения лазерного пучка, в виде оптической системы формирования серии кольцевых лазерных пучков с регулируемым распределением мощности лазерного излучения по кольцевым пучкам, фокусирующую линзу, систему подачи наплавляемого материала, и систему сведения лазерных пучков, в виде системы фокусирующих конических зеркал, фокусы которых лежат на одной оптической оси, вдоль которой подается наплавляемый материал (RU2580220, дата публикации 10.04.2016). Недостатком данного известного средства является невозможность управления положением ванны расплава относительно оси подачи наплавляемого материала на поверхности объекта обработки, сложность точного изготовления и юстировки конических зеркал. Недостатком также является невозможность управления положением пятна для последующего подогрева трека поверхности наплава, для снятия напряжений, относительно оси подачи наплавляемого материала, а также расположение трубки подачи наплавляемого материала в зоне следования лазерных пучков, что требует охлаждения трубки и создает тень на поворотном зеркале и в кольцевых пучках подогрева трека на поверхности обработки.
Сущность изобретения
Задача, решаемая настоящим изобретением, состоит в расширении эксплуатационных и технологических возможностей оборудования для лазерной наплавки.
В ходе решения указанной задачи, достигается следующая совокупность технических результатов: повышение производительности и качества обработки за счёт возможности регулирования положения и мощности пятен лазерного излучения на обрабатываемой поверхности, упрощение конструкции и улучшение массо-габаритных характеристик.
Указанный технический результат достигается тем, что оптическая головка содержит корпус, установленные в упомянутом корпусе линзу для фокусировки лазерного излучения, устройство разделения лазерного излучения, устройство сведения лазерных пучков, упомянутое устройство разделения лазерного излучения выполнено в виде двух соприкасающихся зеркал, расположенных под углом друг к другу с возможностью разделения лазерного излучения, по меньшей мере, на два противоположно направленных лазерных пучка, упомянутое устройство сведения содержит два зеркала, которые направляют упомянутые противоположно направленные лазерные пучки в зону обработки, при этом упомянутые зеркала устройства сведения выполнены поворотными.
Указанный технический результат достигается также тем, что в корпусе установлено устройство подачи наплавляемого материала, а зеркала устройства разделения лазерного излучения выполнены в виде плоских зеркал.
Указанный технический результат достигается также тем, что, по меньшей мере, одно зеркало устройства разделения лазерного излучения выполнено в виде нескольких плоских прямоугольных зеркал, расположенных с угловым смещением друг к другу.
Указанный технический результат достигается также тем, что зеркала устройства разделения лазерного излучения выполнены с возможностью перемещения в направлении перпендикулярном оптической оси линзы для фокусировки.
Указанный технический результат достигается также тем, что устройство для лазерной наплавки содержит источник лазерного излучения, оптическую головку, имеющую корпус, установленные в упомянутом корпусе линзу для фокусировки лазерного излучения, устройство разделения лазерного излучения, устройство сведения лазерных пучков, устройство подачи наплавляемого материала, упомянутое устройство разделения лазерного излучения выполнено в виде двух соприкасающихся зеркал, расположенных под углом друг к другу так, что лазерное излучение разделяется, по меньшей мере, на два противоположно направленных лазерных пучка, упомянутое устройство сведения содержит два зеркала, которые направляют упомянутые противоположно направленные лазерные пучки в зону обработки, при этом упомянутые зеркала устройства сведения выполнены поворотными.
Указанный технический результат достигается также тем, что подача наплавляемого материала в зону обработки осуществляется вдоль оптической оси линзы для фокусировки.
Указанный технический результат достигается также тем, что оптическая головка выполнена с возможностью поворота вокруг оптической оси линзы для фокусировки.
Указанный технический результат достигается также тем, что зеркала устройства разделения лазерного излучения выполнены с возможностью перемещения в направлении перпендикулярном оптической оси линзы для фокусировки.
Отличительной особенностью настоящего изобретения является разделение входного лазерного излучения на несколько пучков и возможность регулирования мощности и направления разделённых лазерных пучков на обрабатываемой поверхности.
Перечень фигур чертежей
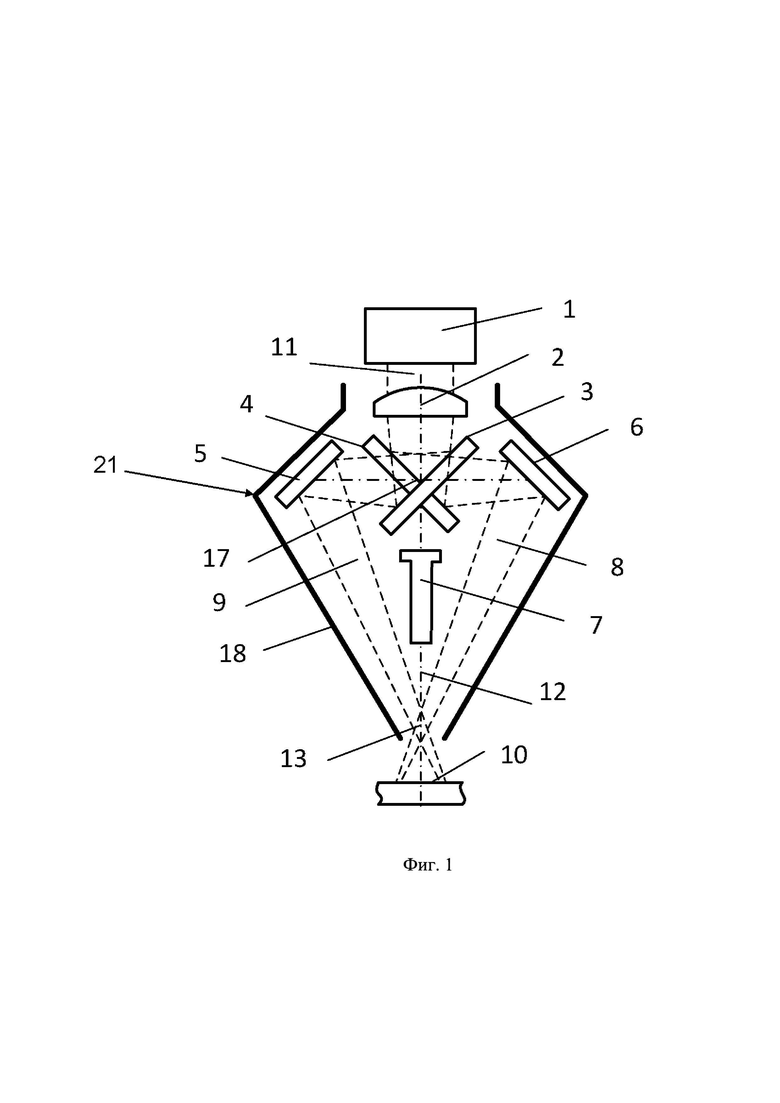
На Фиг.1 показана конструкция оптической головки устройства для лазерной наплавки.
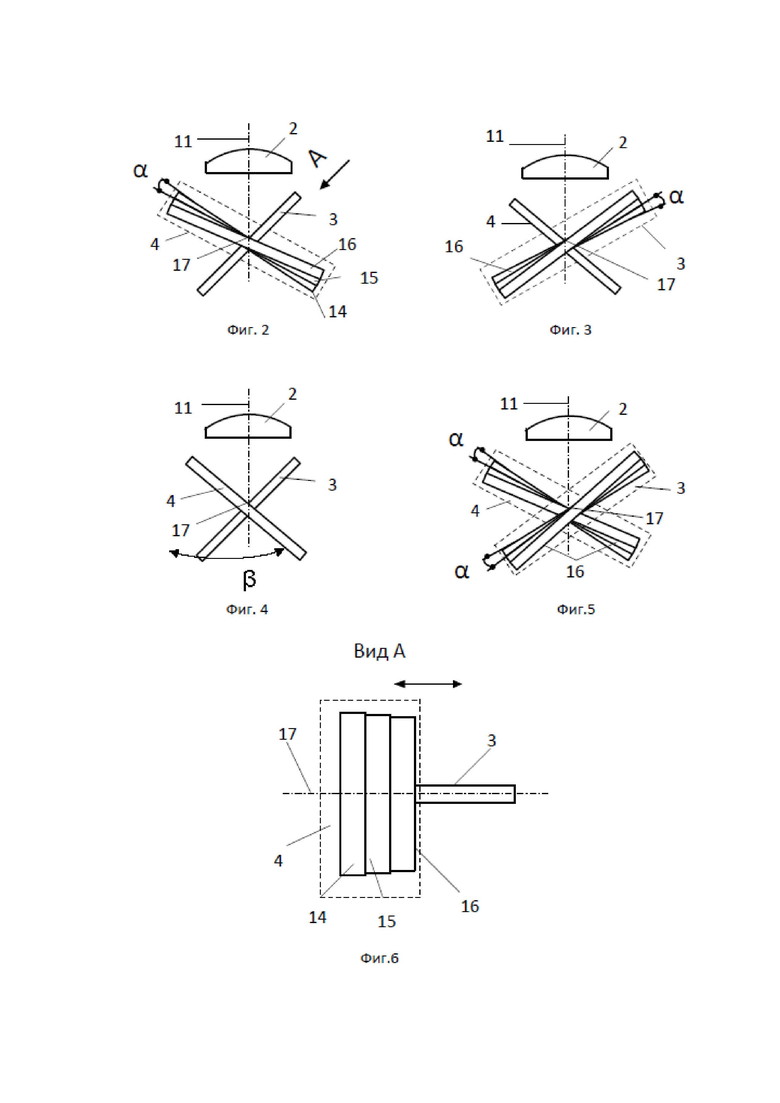
На Фиг.2–6 показаны варианты выполнения зеркал устройства разделения.
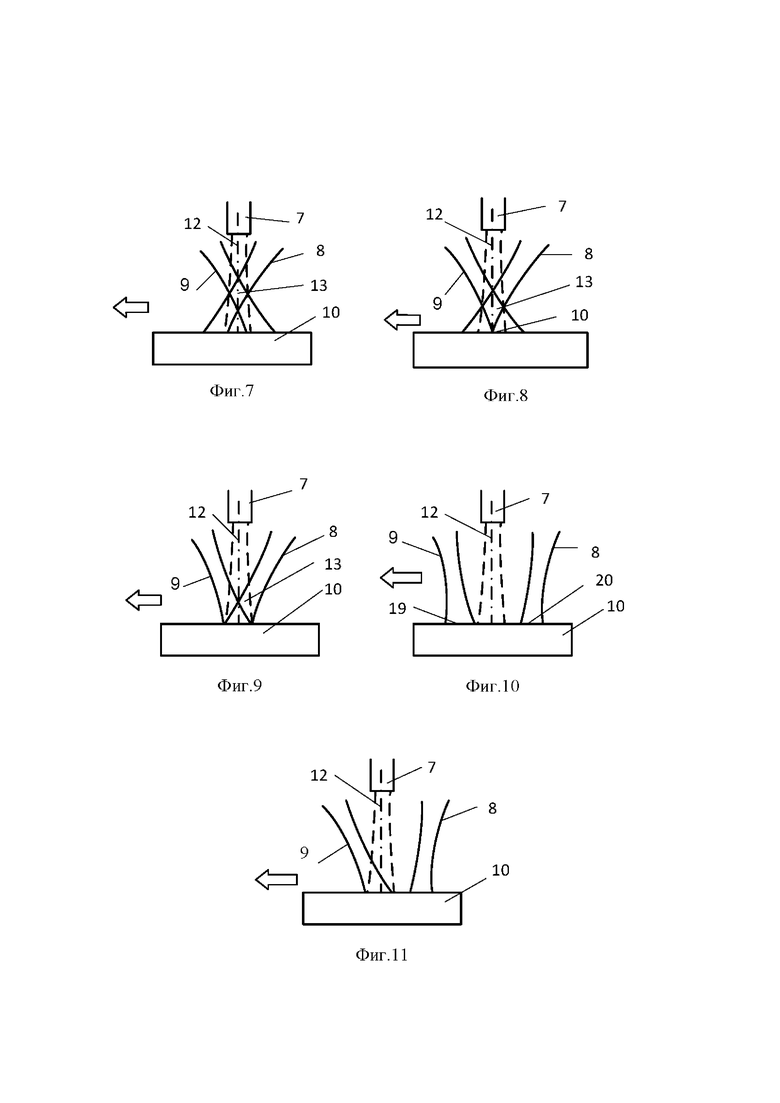
На Фиг.7-11 показаны варианты расположения лазерных пучков относительно обрабатываемой поверхности.
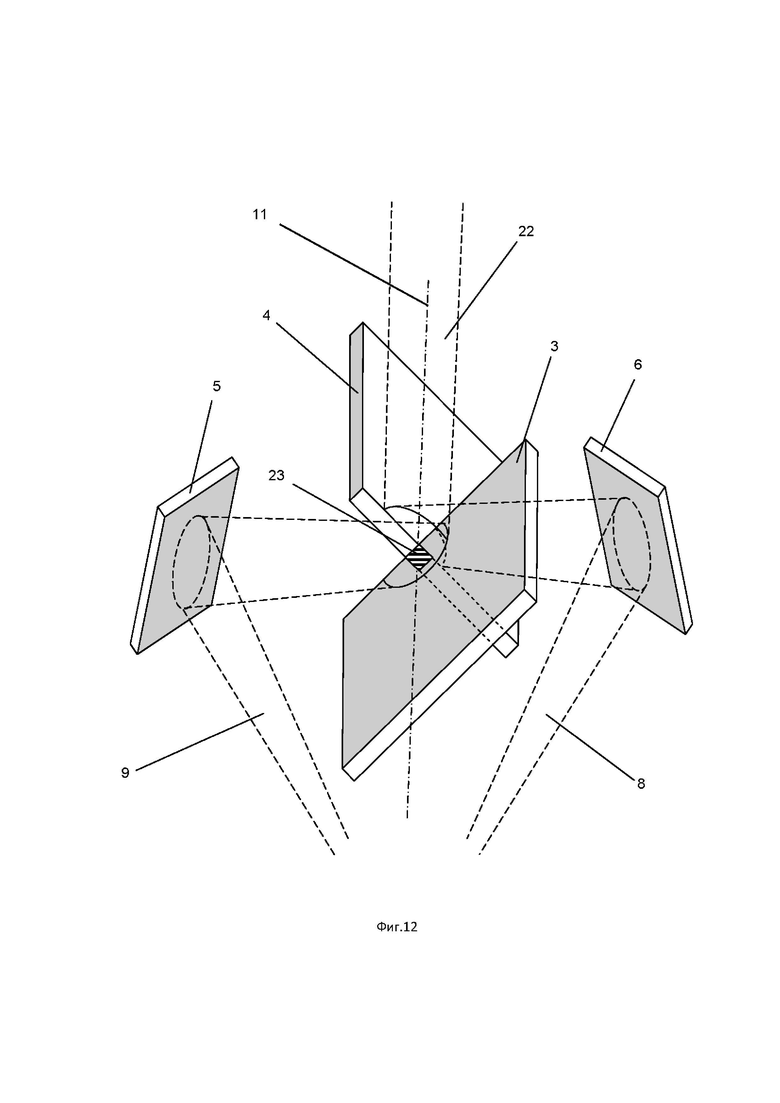
На Фиг.12 показано пространственное расположение зеркал устройства разделения.
Осуществление изобретения
Оборудование для лазерной наплавки должно обладать качественной оптической системой и средствами точной подачи наплавляемого материала в зону воздействия лазерного излучения, обеспечивающей высокий коэффициент использования материала. Кроме этого, современное оборудование в этой области должно обеспечивать управление размерами, мощностью пятна нагрева и его положением относительно оси подачи наплавочного материала в области обработки в широком диапазоне. Для прецизионной и производительной наплавки необходимо обеспечить возможность предварительного нагрева обрабатываемой поверхности вплоть до ее оплавления. Вместе с этим, важно также предусмотреть возможность создания ванны расплава на обрабатываемой поверхности до попадания на неё наплавляемого материала, а также, при необходимости, сопутствующий подогрев наплавленного трека. Это позволит предотвратить образование горячих трещин за счёт уменьшения скорости охлаждения и формирования напряжения сжатия в остывающей зоне наплавки.
Устройство для лазерной наплавки, показанное на Фиг.1, содержит источник 1 лазерного излучения (например, твердотельный или газовый лазер) и оптическую головку 21. Оптическая головка 21 установлена на устройстве для наплавки с возможностью поворота вокруг своей оси и прямолинейного перемещения относительно обрабатываемой поверхности.
Оптическая головка 21 содержит корпус 18, в котором установлены линза 2 для фокусировки лазерного излучения от лазера 1, устройство разделения лазерного излучения и устройство сведения лазерных пучков.
Устройство разделения лазерного излучения выполнено в виде двух зеркал 3 и 4, соприкасающихся своими боковыми сторонами в области 23 и расположенных под углом друг к другу, как показано на Фиг.12. Зеркала 3 и 4 установлена так, что обеспечивают разделение входного лазерного излучения от лазера 1 на два противоположно направленных лазерных пучка. Угол β между зеркалами 3 и 4, показанный на Фиг.4, может составлять величину от 70 градусов до 110 градусов. На Фиг.12 позицией 23 обозначена область контакта боковых сторон зеркал 3 и 4. Зеркала 3 и 4 системы разделения пучков плотно контактируют друг с другом боковыми сторонами без какого-либо зазора между ними для исключения потерь мощности лазерного излучения при разделении пучка. Функция зеркал 3 и 4 состоит в разделении входного излучения от лазера 1 на два пучка, направленных в противоположные стороны. Близкие величины расходимости разделенных пучков позволяют получить в фокальной плоскости линзы 2 возле обрабатываемой поверхности 10 такие же близкие размеры фокальных пятен лазерного излучения.
Устройство сведения содержит два зеркала 5 и 6, которые направляют противоположно направленные лазерные пучки в зону обработки обрабатываемой поверхности 10. Зеркала 5 и 6 выполнены с возможности поворота независимо друг от друга. Одним из конструктивных вариантов реализации этой функции является установка зеркал 5 и 6 на шаровые шарниры, а в качестве привода поворота могут использоваться линейные пьезодвигатели, сообщающие зеркалам 5 и 6 угловое перемещения непосредственно или через систему рычагов. Диапазон угловых перемещений зеркал 5 и 6 должен быть достаточным, чтобы обеспечить пересечение разделённых пучков 8 и 9 в области 13, как показано на Фиг.1, т.е. раньше, чем пучки 8 и 9 достигнут обрабатываемой поверхности 10.
Внутри корпуса 18 оптической головки установлено устройство 7 для подачи наплавляемого материала вдоль оси 12. Ось 12 подачи наплавляемого материала совпадает с оптической осью 11, а само устройство 7 подачи расположено между пучками 8 и 9, отражёнными зеркалами 5 и 6 устройства сведения. В качестве наплавляемого материала может использоваться порошковый металл с требуемыми свойствами.
Каждое из соприкасающихся зеркал 3 или 4 может состоять из одного (как показано на Фиг.4) или нескольких плоских прямоугольных соприкасающихся боковыми поверхностями зеркал. На Фиг.2, 3 и 5 показаны различные возможные комбинации выполнения одного из зеркал 3 или 4 или обоих этих зеркал состоящими из трёх плоских прямоугольных зеркал 14, 15 и 16, расположенных с угловым смещением α друг к другу относительно линии 17, проходящей через область 21 контакта зеркал 3 и 4 и находящейся в плоскостях зеркал 3 и 4. Величина угла α может достигать 10 градусов. Такая воображаемая линия 17 будет ортогональна (под углом 900) оптической оси 11 фокусирующей линзы 2. Зеркала 3 и/или 4 могут быть составлены не только из трёх, но и двух, и четырёх плоских зеркал. Величина α углового смещения зеркал 14, 15 или 16 может достигать 8 градусов.
На Фиг.4 оба соприкасающихся зеркала 3 и 4 выполнены плоскими. На Фиг.5 каждое из зеркал 3 или 4 состоит из трех плоских соприкасающихся зеркал 14, 15, 16. Место трёх, можно использовать два или четыре зеркала. На Фиг.2 и 3 только одно из зеркал 3 или 4 выполнено составным.
Зеркала 3 и 4 целесообразно выполнить с возможностью одновременного перемещения вдоль линии 17, как обозначено двойной стрелкой на Фиг.6, относительно оптической оси 11 фокусирующей линзы 2.
Выполнение одного или обоих зеркал 3 и 4 составными позволяет разделить входное излучение на несколько пучков и получить несколько фокальных пятен на или возле обрабатываемой поверхности 10. Например, в соответствии с Фиг.2 зеркало 3 формирует один пучок, а составное зеркало 4 формирует три пучка. Разделённые зеркалами 3 и 4, а затем сведённые зеркалами 5 и 6 пучки оказываются на обрабатываемой поверхности 10 с разных сторон от оси 12 подачи наплавляемого материала. Однако, при этом геометрические центры всех пучков на обрабатываемой поверхности 10 расположены на одной прямой проходящей через ось подачи наплавляемого материала 12. Это повышает энергетическую эффективность использования лазерного излучения, так как исключает нагрев соседних областей, происходящий при кольцевом пучке, в которых не происходит процесс наплавки подаваемого по оси 12 наплавляемого материала.
Соприкасающиеся областью 23 зеркала 3 и 4 выполнены с возможностью одновременного перемещения вдоль линии пересечения плоскостей зеркал 17 относительно оптической оси 11 фокусирующей линзы. При одновременном перемещении всех зеркал относительно лазерного излучения, идущего от линзы 2 по оптической оси 11 изменяется полная мощность пучка, отражаемого каждым из зеркал, что позволяет регулировать распределение мощности входного лазерного излучения по разделенным пучкам.
Поскольку устройство разделения лазерного пучка в виде зеркал 3 и 4 разделяет входное лазерное излучение 22 в диаметрально противоположных направлениях, то ввод наплавляемого материала в устройство подачи 7, ориентация и закрепление этого устройства 7 внутри корпуса 18 осуществляется перпендикулярно к разделённым пучкам, т.е. во внутренней области корпуса 18, в которой нет ни других элементов, ни лазерных потоков. Это исключает образование теней и потерю мощности излучения.
Диапазон регулировок углового положения зеркал 5 и 6 обеспечивает возможность пересечения разделённых пучков 8 и 9 в области 13, в которой также находится наплавляемый материал (например, порошковый), поступающий по оси подачи 12 из устройства 7 к обрабатываемой поверхности 10. Пересечение пучков 8 и 9 с осью 12 подачи наплавляемого материала обеспечивает расположение центров лазерных пучков на обрабатываемой поверхности 10 на прямой линии, проходящей через ось подачи 12. Пересечение лазерных пучков 8 и 9 с подаваемым для наплавки материалом позволяет осуществлять предварительный нагрев, вплоть до расплавления, этого материала до его контакта с обрабатываемой поверхностью 10. Это повышает скорость и качество выполнения наплавки.
Как говорилось выше, зеркала 3, 4, 5 и 6 и устройство 7 подачи наплавляемого материала закреплены внутри корпуса 18 и. таким образом, могут поворачиваться вокруг оптической оси 11 и её продолжения - оси 12. Установка оптической головки 20 с возможностью поворота позволяет оптимально ориентировать на обрабатываемой поверхности 10 фокальные пятна лазерных пучков и область подачи наплавляемого материала по оси 12 и координировать их ориентацию с направлением перемещения относительно обрабатываемой поверхности 10. Это позволяет наплавлять материал с полным использованием всех лазерных пучков, что повышает энергетическую эффективность лазерной наплавки.
Вариант сведения лазерных пучков 8 и 9, пересекающихся с осью 12 подачи наплавляемого материала в области 13, показанный на Фиг.7, создаёт на обрабатываемой поверхности 10 промежуток между пучками. Стрелкой показано направление движения устройства.
Вариант сведения лазерных пучков 8 и 9, пересекающихся с осью 12 подачи наплавляемого материала в области 13, показанный на Фг.8, не создаёт на обрабатываемой поверхности 10 промежуток между пучками. Стрелкой показано направление движения устройства.
В варианте сведения, показанном на Фиг.9, лазерные пучки 8 и 9 перекрываются на обрабатываемой поверхности 10 на оси 12 подачи наплавляемого материала. Стрелкой показано направление движения устройства.
В варианте сведения, показанном на Фиг.10, лазерные пучки 8 и 9 не пересекаются с наплавляемым материалом и расположены с разных сторон от зоны подачи наплавляемого материала на обрабатываемую поверхность 10 по оси 12. Стрелкой показано направление движения устройства. Пучок 9 создает ванну расплава 19, в которую в ходе перемещения устройства попадает наплавляемый материал, а пучок 8 в зоне подогрева трека 20 поверхности наплава снимает остаточные напряжения после наплава.
В варианте сведения, показанном на Фиг.11, пучок 9 создает ванну расплава в зоне подачи наплавляемого материала на обрабатываемую поверхность 10, а пучок 8 в зоне подогрева трека поверхности наплава снимает остаточные напряжения после наплавления. Стрелкой показано направление движения устройства.
Устройство работает следующим образом.
Лазер 1 генерирует входное лазерное излучение 22 и направляет его вдоль оптической оси 11 на фокусирующую линзу 2. После фокусирующей линзы 2 устройство разделения лазерного пучка, содержащая соприкасающиеся зеркала 3 и 4, разделяет лазерное излучение 22, по меньшей мере, на два пучка или две группы пучков, и направляет их на два поворотных зеркала 5 и 6 устройства сведения. Поворотные зеркала 5 и 6 направляют лазерные пучки 8 и 9 на обрабатываемую поверхность 10 в зону подачи наплавляемого материала. При одновременном перемещении зеркал 5 и 6 относительно лазерного излучения 22, идущего от линзы 2 по оптической оси 11, изменяется полная мощность излучения, отражаемая каждым из зеркал 3, 4, 5 или 6 что позволяет регулировать распределение мощности лазерного излучения по разделенным пучкам. Независимое угловое перемещение поворотных зеркал 5 и 6 пучков позволяет реализовать различное расположение лазерных пучков, как относительно друг руга, так и относительно оси 12 подачи наплавляемого материала. Конкретное расположение пучков на обрабатываемой поверхности определяется свойствами наплавляемого материала, материала обрабатываемой поверхности, технологическими режимами и пр. а поверхности объекта обработки 10 в зависимости от параметров технологического процесса наплавки.
Разделение лазерного излучения 22 плоскими прямоугольными соприкасающимися зеркалами 14, 15, 16 на несколько пучков по разным направлениям в параллельных плоскостях, регулирование распределения мощности между разделенными пучками путём одновременного перемещения зеркал, предварительный подогрев наплавляемого порошкового материала путем пересечения с ним лазерных пучков, ориентация лазерных пятен и области подачи наплавляемого материала по направлению движения устройства, регулирование при этом расположения пятен и их мощности — это обеспечивает расширение функциональных возможностей, повышает скорость и качество выполнения лазерной наплавки, повышает ее энергетическую эффективность.
Таким образом, оптическая головка и созданное на её основе устройство для лазерной наплавки позволяют регулировать положение ванны расплава и зоны подогрева на обрабатываемой поверхности, позволяют осуществлять предварительный подогрев наплавляемого материала перед обрабатываемой поверхностью вплоть до его оплавления, что расширяет функциональные возможности устройства, повышает скорость и качество выполнения операции лазерной наплавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2580180C2 |
| Способ сверхзвуковой лазерной наплавки порошковых материалов и устройство его реализующее | 2018 |
|
RU2676064C1 |
| Способ лазерной обработки материала (варианты) | 2015 |
|
RU2624568C2 |
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2009 |
|
RU2413265C2 |
| Способ многолучевой лазерной полировки алмазной поверхности и устройство для реализации | 2021 |
|
RU2797105C2 |
| УСТРОЙСТВО ЛАЗЕРНОЙ НАПЛАВКИ И ЛЕГИРОВАНИЯ | 2009 |
|
RU2447979C2 |
| Способ и устройство для лазерной резки материалов | 2016 |
|
RU2634338C1 |
| УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА ОБЕСПЕЧЕНИЯ ОРНИТОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ ДВИЖЕНИЯ СКОРОСТНОГО СУДНА НА СЖАТОМ ПНЕВМОПОТОКЕ | 2022 |
|
RU2819424C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА С УПРАВЛЕНИЕМ ПОПЕРЕЧНЫМ РАСПРЕДЕЛЕНИЕМ МОЩНОСТИ ЛАЗЕРНОГО ПУЧКА В РАБОЧЕЙ ПЛОСКОСТИ, ВКЛЮЧАЯ УСТАНОВКУ И КОМПЬЮТЕРНУЮ ПРОГРАММУ ДЛЯ РЕАЛИЗАЦИИ УПОМЯНУТОГО СПОСОБА | 2017 |
|
RU2746317C2 |
| Способ лазерной резки труб из кварцевого стекла при их вытяжке | 1990 |
|
SU1821445A1 |
Изобретение относится к оборудованию для нанесения металлических покрытий путём лазерной наплавки. Устройство для лазерной наплавки содержит лазер и оптическую головку. Оптическая головка содержит корпус, установленные в корпусе линзу, устройство разделения лазерного излучения, устройство сведения лазерных пучков, устройство подачи наплавляемого материала и устройство подачи наплавляемого материала. Устройство разделения выполнено в виде двух соприкасающихся зеркал. Устройство сведения содержит два зеркала. Техническим результатом является повышение производительности и качества наплавки. 2 н. и 6 з.п. ф-лы, 12 ил.
1. Оптическая головка, содержащая корпус, установленные в упомянутом корпусе линзу для фокусировки лазерного излучения, устройство разделения лазерного излучения, устройство сведения лазерных пучков, отличающаяся тем, что устройство разделения лазерного излучения выполнено в виде двух соприкасающихся зеркал, расположенных под углом друг к другу с возможностью разделения лазерного излучения по меньшей мере на два противоположно направленных лазерных пучка, упомянутое устройство сведения содержит два зеркала, которые направляют упомянутые противоположно направленные лазерные пучки в зону обработки, при этом упомянутые зеркала устройства сведения выполнены поворотными.
2. Оптическая головка по п.1, отличающаяся тем, что в корпусе установлено устройство подачи наплавляемого материала, а зеркала устройства разделения лазерного излучения выполнены в виде плоских зеркал.
3. Оптическая головка по п.1, отличающаяся тем, что по меньшей мере одно зеркало устройства разделения лазерного излучения состоит из по меньшей мере двух плоских прямоугольных зеркал, расположенных с угловым смещением друг к другу.
4. Оптическая головка по п.1, отличающаяся тем, что зеркала устройства разделения лазерного излучения выполнены с возможностью перемещения в направлении, перпендикулярном оптической оси линзы для фокусировки.
5. Устройство для лазерной наплавки, содержащее источник лазерного излучения, оптическую головку, имеющую корпус, установленные в упомянутом корпусе линзу для фокусировки лазерного излучения, устройство разделения лазерного излучения, устройство сведения лазерных пучков и устройство подачи наплавляемого материала, отличающееся тем, что устройство разделения лазерного излучения выполнено в виде двух соприкасающихся зеркал, расположенных под углом друг к другу так, что лазерное излучение разделяется по меньшей мере на два противоположно направленных лазерных пучка, устройство сведения содержит два зеркала, которые направляют упомянутые противоположно направленные лазерные пучки в зону обработки, при этом упомянутые зеркала устройства сведения выполнены поворотными.
6. Устройство по п.5, отличающееся тем, что подача наплавляемого материала в зону обработки осуществляется вдоль оптической оси линзы для фокусировки.
7. Устройство по п.5, отличающееся тем, что оптическая головка выполнена с возможностью поворота вокруг оптической оси линзы для фокусировки.
8. Устройство по п.5, отличающееся тем, что зеркала устройства разделения лазерного излучения выполнены с возможностью перемещения в направлении, перпендикулярном оптической оси линзы для фокусировки.
| CN 103060801 A, 24.04.2013 | |||
| CN 208628429 U, 22.03.2019 | |||
| KR 1020070097592 A, 04.10.2007 | |||
| RU 2017131835 A, 18.06.2019 | |||
| Прибор для определения кривизны буровых скважин | 1930 |
|
SU21081A1 |

