Изобретение относится к технологии изготовления металлокерамических изделий, в частности к металлизации корундовой керамики и может быть использовано в радиоэлектронной промышленности, вакуумной технике, электротехнике и других областях техники при пайке керамики с металлами.
Металлокерамические конструкции давно нашли широкое применение в различного рода электронных приборах и аппаратах благодаря их механической прочности, изоляционным свойствам и способностью поддержания высокого вакуума. Спаи металла с керамикой активно используются в атомной промышленности, где служат вакуумплотными выводами для силовых и сигнальных кабелей из грязной зоны реактора через защитные оболочки.
Известен способ металлизации корундовой керамики, в котором обожженную керамическую заготовку из высокочистого корунда пропитывают солью никеля, высушивают, пропитывают водным раствором MoO3. Затем окончательно обжигают керамику в неокисляющей атмосфере при температуре 1750±20°С. Металлизацию керамики, обработанной в растворах с содержанием никеля и марганца, проводят мелкодисперсным порошком молибдена с добавкой марганца (авт. свидетельство СССР №992494, МПК C04B 41/14).
Недостатками способа являются высокая температура вжигания и низкая прочность на отрыв.
Известен также способ металлизации керамики под пайку путем нанесения на ее поверхность двухслойного покрытия, в котором первый слой покрытия формируют при помощи сжатого воздуха из смеси порошков металлов с керамикой. Затем формируют второй слой покрытия из другого порошкового материала на основе меди или никеля, обеспечивающие пайку второго слоя покрытия (патент РФ №2219145, МПК C04B 41/88).
Недостатком способа является пористость первого слоя, нанесенного сжатым воздухом, за счет которого в процессе пайки сквозь поры проникает жидкий припой, разрушающий поверхностный слой. Кроме того полученный контактный слой обладает высоким электрическим сопротивлением и низкой теплопроводностью, что сказывается на проводимости и качестве спая.
Наиболее близким к предлагаемому объекту является способ металлизации керамики пастами на основе молибден-марганца путем нанесения двух слоев и последующего одновременного их вжигания. На образцы керамикимарки 22ХС наносят слой молибден-марганцевой пасты и после высыхания его - слой на основе меди. Затем проводят вжигание при 800-1100°С. (авт. свидетельство СССР №564293, МПК C04B 41/14). Вжигание в указанном температурном диапазоне обеспечивает расплавление меди и проникновение ее в промежутки между зернами молибден-марганцевого слоя с образованием шпинели. В результате полученный металлический слой имеет достаточно прочное соединение с керамикой. Полученное покрытие позволяет осуществлять пайку припоями на основе меди и серебра, олова, свинца.
Данный состав обеспечивает сцепление с керамикой, содержащей в своем составе большое количество стекла, которое в процессе спекания вытесняется металлическими компонентами пасты на поверхность. В связи с этим данный способ не применим для керамики с высоким содержанием корунда и малым количеством стеклофазы (менее 1 мас.%). Кроме того, нанесение слоя меди на тугоплавкий слой с последующим одновременным спеканием приводит к частичному расплавлению меди и проникновению ее в поры молибден-марганцевого слоя и, как следствие, к его разрушению и отслоению металлизации.
Задачей данного изобретения является получение надежного сцепления металлизационного покрытия с высококорундовой керамикой и достижение высокого значения прочности на отрыв керамики с металлом.
Предложенный способ заключается в том, что нанесение металлизационного покрытия осуществляют в два слоя, содержащих молибден и марганец с различными модифицирующими добавками. Сначала наносят первый металлизационный слой, содержащий молибден и марганец с добавкой гидрида титана. Затем наносят второй металлизационный слой, содержащий молибден и марганец с добавками кремния и оксида молибдена. Первый тугоплавкий слой предпочтительно имеет состав, мас. %: Mo - 70-90; Mn - 5-15; TiH2 - 5-15. Второй тугоплавкий слой предпочтительно имеет состав, мас. %: Мо - 66-77; Mn - 14-21; Si - 3-7; MoO3 - 3-6. Толщина каждого из металлизационных слоев составляет 35-40 мкм. Далее проводят вжигание при температуре 1380-1400°С. Вжигание каждого металлизационного слоя может проводиться отдельно, либо одновременно в водородной среде. После вжигания металлизационных слоев наносят гальванический слой никеля, который обеспечивает пайку полученного покрытия с металлами. Толщина слоя никеля составляет 4±1 мкм. Припекание никелевого покрытия проводятпри температуре 850°С в течение 15 минут в среде водорода.
Технический результат данного способа заключается в том, что он позволяет обеспечить высокую адгезионную прочность сцепления металлизационного покрытия с высококорундовой керамикой. Благодаря первому слою, имеющему высокую адгезию к высококорундовой керамике, достигается прочный контакт металлизации с керамикой. Второй тугоплавкий слой с другими добавками и нанесенное никелевое покрытие обеспечивают качественное смачивание поверхности припоем и позволяют получить надежное паяное соединение керамики с металлами.
Пример 1.
Проводили металлизацию алюмооксидной керамики марки ВК 100-2. На первом этапе осуществлялась подготовка поверхности: травление в 60%-ной азотной кислоте в течение 5 мин, с последующей промывкой в деионизованной воде и прокалкой при температуре 1350°С в течение 30 мин. Далее на подготовленную поверхность подложек наносили первый слой молибденомарганцевой пасты, содержащей гидрид титана, при следующем соотношении компонентов в мас. %: Мо - 70; Mn - 15; TiH2 - 15 толщиной 35 мкм. Далее проводилась сушка слоя при температуре 180°С на воздухе и вжигание при температуре 1380°С в течение 2 часов в среде водорода. Затем наносился второй слой пасты толщиной 35 мкм, имеющей состав Мо - 66; Mn - 21; Si - 7; MoO3 - 6 мас. %. Далее осуществлялась сушка при температуре 180°С на воздухе с последующим вжиганием второго слоя при температуре 1380°С (среда - водород) в течение 2 часов. После этого осуществляли гальваническое покрытие никелем толщиной 4±1 мкм и его припекание при температуре 850°С в течение 15 минут.
Пример 2
Проводили металлизацию алюмооксидной керамики марки ВК 100-2. Подготовку поверхности подложек проводили как в примере 1. Далее на подготовленную поверхность подложек наносили первый слой молибденомарганцевой пасты, содержащей гидрид титана, при следующем соотношении компонентов в мас.%: Мо - 70; Mn - 15; TiH2 - 15 толщиной 40 мкм. Далее проводилась сушка слоя при температуре 180°С на воздухе. Затем наносился второй слой пасты толщиной 35 мкм, имеющей состав Мо - 66; Mn - 21; Si - 7; MoO3 - 6 мас.%. Проводилась сушка как в примерах 1 и одновременное вжигание первого и второго слоя при температуре 1380°С в течение 2 часов в водороде. После этого осуществляли гальваническое покрытие никелем толщиной 4±1 мкм и его припекание при температуре 850°С в течение 15 минут в водороде.
Пример 3
Данным способом получены металлокерамические изделия на основе подложек из алюмооксидной керамики марки ВК 100-2. Подготовку поверхности подложек проводили как в примере 1. На подготовленную поверхность подложек наносился первый слой Мо-Mn пасты, содержащий гидрид титана толщиной 35 мкм при следующем соотношении компонентов: Mo - 90; Mn - 5; TiH2 - 5 мас. %. Далее проводилась сушка слоя при температуре 180°С на воздухе и вжигание при температуре 1380°С в водороде в течение 2 часов. Затем наносился второй слой пасты толщиной 35 мкм, имеющей состав компонентов Mo-Mn-Si-MoO3, взятых в соотношении 77-14-3-6 мас.%. Проводились сушка как в примере 1 и вжигание второго слоя при температуре 1400°С в течение 2 часов в водороде. Затем осуществлялось гальваническое покрытие никелем как в примере 1.
Пример 4
Данным способом получены металлокерамические изделия на основе подложек из алюмооксидной керамики марки ВК 100-2. Подготовку поверхности подложек проводили как в примере 1. На подготовленную поверхность подложек наносился первый слой Мо-Mn пасты, содержащей гидрид титана, толщиной 35 мкм при следующем соотношении компонентов: Mo - 90; Mn - 5; TiH2 - 5 мас.%. Проводилась сушка пасты при температуре 180°С на воздухе. Затем наносился второй слой пасты толщиной 40 мкм, имеющей состав компонентов Mo-Mn-Si-MoO3, взятых в соотношении 77-14-3-6 мас.%. Проводились сушка и одновременное вжигание двух слоев как в примере 2. Затем осуществлялось гальваническое покрытие никелем как в примере 1.
Пример 5
Данным способом получены металлокерамические изделия на основе подложек из алюмооксидной керамики марки ВК 100-2. Подготовку поверхности подложек проводили как в примере 1. На подготовленную поверхность подложек наносился первый металлизационной пасты толщиной 35 мкм при следующем соотношении компонентов: Мо - 80; Mn - 10; TiH2 - 10 мас.%. Далее проводились сушка слоя (180°С, воздух) и вжигание при температуре 1400°С в водороде в течение 2 часов. Затем наносился второй слой пасты толщиной 35 мкм, имеющей состав компонентов Mo-Mn-Si-MoO3, взятых в соотношении 72-17-6-5 мас.%. Проводились сушка как в примере 1 и вжигание второго слоя при температуре 1400°С в течение 2 часов в водороде. Затем осуществлялось гальваническое покрытие никелем как в примере 1.
Пример 6
Данным способом получены металлокерамические изделия на основе подложек из алюмооксидной керамики марки ВК 100-2. Подготовку поверхности подложек проводили как в примере 1. На подготовленную поверхность подложек наносился первый металлизационной пасты толщиной 40 мкм при следующем соотношении компонентов: Мо - 80; Mn - 10; TiH2 - 10 мас. %. Далее проводились сушка слоя (180°С, воздух) и вжигание при температуре 1400°С в водороде в течение 2 часов. Затем наносился второй слой пасты толщиной 40 мкм, имеющей состав компонентов Mo-Mn-Si-MoO3, взятых в соотношении 72-17-6-5 мас.%. Проводились сушка как в примере 1 и вжигание второго слоя при температуре 1400°С в течение 2 часов в водороде. Затем осуществлялось гальваническое покрытие никелем как в примере 1.
Пример 7
Данным способом получены металлокерамические изделия на основе подложек из алюмооксидной керамики марки ВК 100-2. Подготовку поверхности подложек проводили как в примере 1. На подготовленную поверхность подложек наносился первый металлизационной пасты толщиной 40 мкм при следующем соотношении компонентов: Мо - 80; Mn - 10; TiH2 - 10 мас.%. Далее проводились сушка слоя (180°С, воздух) и вжигание при температуре 1380°С в водороде в течение 2 часов. Затем наносился второй слой пасты толщиной 40 мкм, имеющей состав компонентов Mo-Mn-Si-MoO3, взятых в соотношении 72-17-6-5 мас.%. Проводились сушка как в примере 1 и вжигание второго слоя при температуре 1380°С в течение 2 часов в водороде. Затем осуществлялось гальваническое покрытие никелем как в примере 1.
Пример 8
Данным способом получены металлокерамические изделия на основе подложек из алюмооксидной керамики марки ВК 100-2. Подготовку поверхности подложек проводили как в примере 1. На подготовленную поверхность подложек наносился первый слой Мо-Mn пасты, содержащий гидрид титана толщиной 35 мкм при следующем соотношении компонентов: Мо - 95; Mn - 2,5; TiH2 - 2,5 мас.%. Далее проводилась сушка слоя при температуре 180°С на воздухе и вжигание при температуре 1380°С в водороде в течение 2 часов. Затем наносился второй слой пасты толщиной 35 мкм, имеющей состав компонентов Mo-Mn-Si-MoO3, взятых в соотношении 77-14-3-6 мас.%. Проводились сушка как в примере 1 и вжигание второго слоя при температуре 1380°С в течение 2 часов в водороде. Затем осуществлялось гальваническое покрытие никелем как в примере 1.
Пример 9
Данным способом получены металлокерамические изделия на основе подложек из алюмооксидной керамики марки ВК 100-2. Подготовку поверхности подложек проводили как в примере 1. На подготовленную поверхность подложек наносился первый слой Мо-Mn пасты, содержащий гидрид титана толщиной 35 мкм при следующем соотношении компонентов: Мо - 80; Mn - 10; TiH2 - 10 мас.%. Далее проводилась сушка слоя при температуре 180°С на воздухе и вжигание при температуре 1380°С в водороде в течение 2 часов. Затем наносился второй слой пасты толщиной 35 мкм, имеющей состав компонентов Mo-Mn-Si-MoO3, взятых в соотношении 80-15-2-3 мас.%. Проводились сушка как в примере 1 и вжигание второго слоя при температуре 1380°С в течение 2 часов в водороде. Затем осуществлялось гальваническое покрытие никелем как в примере 1.
Проводилась экспериментальная проверка адгезионной прочности (прочности на отрыв) металлизации изделий. Припаивание никелевого штапика осуществлялось припоем ПСР 72, после чего проводилось испытание на отрыв на разрывной машине P100 при скорости перемещения рабочего зажима разрывной машины 10 мм/мин. Значение прочности на отрыв металлизационной структуры, полученной по предложенному способу, приведены в табл. 1.
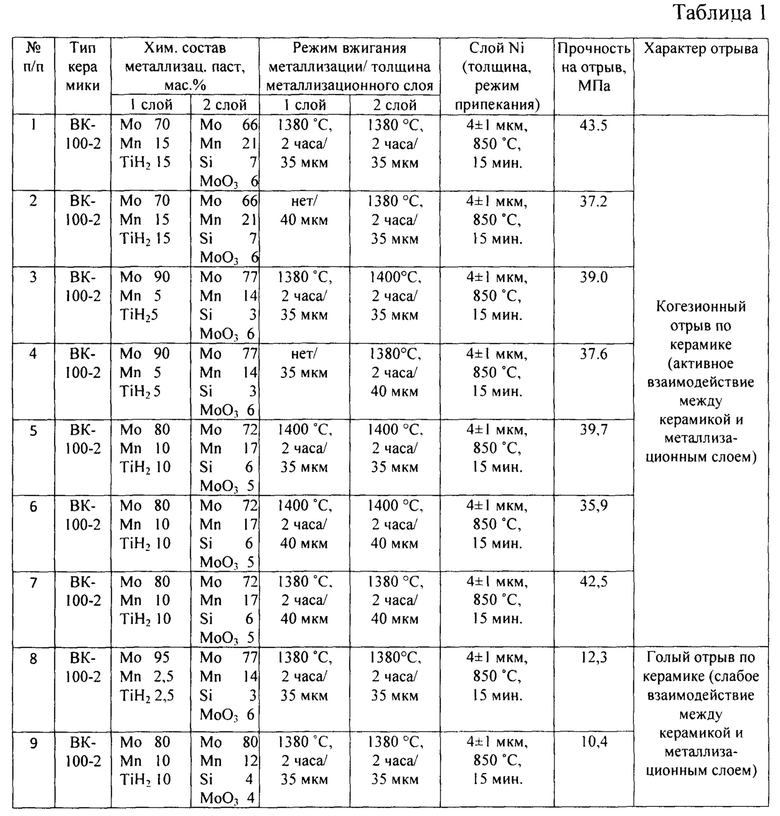
При испытании образцов 1-7 происходил когезионный отрыв по керамике, что свидетельствует о получении надежного сцепления металлизационного покрытия с высококорундовой керамикой.
Образцы примеров 8 и 9 имеют более низкие значения прочности на отрыв. Таким образом, составы металлизационных слоев, выходящие за установленные соотношения компонентов, не обеспечивают надежного сцепления высококорундовой керамики с металлизационным слоем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для металлизации керамики | 2022 |
|
RU2803271C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2020 |
|
RU2759248C1 |
| ПАСТА ДЛЯ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 1991 |
|
RU2016887C1 |
| Способ металлизации керамических изделий | 2021 |
|
RU2777312C1 |
| МЕТАЛЛИЗАЦИОННАЯ ПАСТА И СПОСОБ МЕТАЛЛИЗАЦИИ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2013 |
|
RU2528815C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ С ПОМОЩЬЮ МЕТАЛЛИЗИРОВАННОЙ ЛЕНТЫ | 2018 |
|
RU2711239C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 2019 |
|
RU2803161C2 |
| Способ металлизации алюмонитридной керамики | 2021 |
|
RU2778363C1 |
| Паста для металлизации алюмооксидной керамики | 1980 |
|
SU881081A1 |
| ПАСТА ДЛЯ МЕТАЛЛИЗАЦИИ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2015 |
|
RU2619616C2 |
Изобретение относится к технологии изготовления металлокерамических изделий, в частности к металлизации корундовой керамики, и может быть использовано в радиоэлектронной промышленности, вакуумной технике, электротехнике и других областях техники при пайке керамики с металлами. Заявляемый способ заключается в том, что нанесение металлизационного покрытия на керамическое изделие осуществляют в два слоя, содержащих молибден и марганец с различными модифицирующими добавками, толщиной 35-40 мкм. Первый металлизационный слой содержит молибден и марганец с добавкой гидрида титана, взятых в соотношении, мас.%: Мо 70-90; Mn 5-15; TiH2 5-15. Второй металлизационный слой содержит молибден и марганец с добавками кремния и оксида молибдена, взятых в соотношении, мас.%: Мо 66-77; Mn 14-21; Si 3-7; MoO3 3-6. Далее проводят вжигание при температуре 1380-1400°С в водородной среде, а затем наносят гальванический слой никеля, толщина которого составляет не более 3 мкм. Припекание никелевого покрытия проводят при температуре 850°С в течение 15 минут в среде водорода. Такой способ металлизации обеспечивает высокую прочность на отрыв металлизационной структуры и качественную пайку высококорундовой керамики с металлами. 2 з.п. ф-лы, 1 табл., 9 пр.
1. Способ металлизации керамических изделий путем нанесения на керамическую поверхность металлизационных паст на основе тугоплавких металлов молибдена и марганца с последующим вжиганием, отличающийся тем, что нанесение металлизационных паст осуществляют в два слоя, при этом первый слой дополнительно содержит гидрид титана при следующем соотношении компонентов, мас. %:
второй слой дополнительно содержит кремний и оксид молибдена при следующем соотношении компонентов, мас.%:
а затем наносят гальваническое покрытие никеля.
2. Способ металлизации керамических изделий по п. 1, отличающийся тем, что вжигание металлизационных слоев осуществляют при температуре 1380-1400°С.
3. Способ металлизации керамических изделий по пп. 1-4, отличающийся тем, что толщина первого и второго металлизированных покрытий составляет преимущественно 35-40 мкм.
| Способ металлизации керамики | 1971 |
|
SU564293A1 |
| ПАСТА ДЛЯ МЕТАЛЛИЗАЦИИ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ И ИЗДЕЛИЙ ИЗ НИХ | 2007 |
|
RU2336249C1 |
| Состав для металлизации керамики | 1987 |
|
SU1435573A1 |
| Паста для металлизации керамики | 1973 |
|
SU471344A1 |
| JP 4095748 B2, 04.06.2008 | |||
| JP 3146486 A, 21.06.1991. | |||

