Изобретение относится к подъемно-транспортным механизмам и может быть использовано при монтаже и ремонте тяжеловесного крупногабаритного оборудования.
Известны и широко применяются для перемещения грузов различной массы тележки (платформы) с цельнометаллическими колесами (роликами) различного конструктивного исполнения, например, устройство перемещения грузов по патенту РФ №184547, МПК B65G 41/02, В62В 3/02, 2018, содержащее тележку с колесами и установленные на ее основание винтовые опоры, при этом устройство снабжено силовыми опорами, установленными на основании тележки и прокладками, размещаемыми между силовыми опорами и опорной площадкой в стационарном положении устройства, колеса установлены на основании тележки таким образом, что опорные поверхности колес выступают за опорные поверхности силовых опор, а прокладки выполнены с толщиной, обеспечивающей при их установке наличие зазора между опорной площадкой и опорной поверхностью колеса, а также между опорной площадкой и винтовыми опорами, на опорной площадке выполнены направляющие для колес, устройство снабжено подставкой под груз, установленной на тележке, а каждая винтовая опора выполнена в виде нажимного винта, профиль резьбы которого обеспечивает восприятие значительной силовой нагрузки.
Одним из недостатков данного устройства является существенная масса и небольшая величина упругой деформации цельнометаллических колес (роликов), что приводит к большим весовым характеристикам подобных устройств и повышенным требованиям к чистоте обработки и точности установки направляющих, по которым движется устройство, при монтаже и ремонте тяжеловесного крупногабаритного оборудования, локальные деформации которого при перемещении (погрузке) не допускаются.
Наиболее близким по технической сущности к заявляемому изобретению и принятым в качестве прототипа является устройство для горизонтального накатывания на судовой фундамент крупногабаритного тяжеловеса по авторскому свидетельству СССР №673523, МПК В63В 9/00, B65G 13/11, 1979, содержащее металлические роликовые дорожки, включающие в себя ряд кареток с гнездами для цилиндрических роликов, установленных в направляющих с ограничительными пазами, и тяговую систему, при этом цилиндрические ролики выполнены в виде пустотелых цилиндрических металлических оболочек, ширина каждого гнезда каждой каретки больше диаметра ролика на величину упругой деформации, пустотелые цилиндрические оболочки выполнены многослойными, а одна из направляющих выполнена в виде полосы постоянной толщины.
Недостатком данного технического решения является то, что при погрузке сверхтяжелых (имеющих массу 1000 тонн и более) нежестких агрегатов, величина упругой деформации пустотелых цилиндрических роликов может оказаться недостаточной для компенсации погрешностей изготовления и установки направляющих, по которым движется устройство, даже с учетом ужесточения допуска на указанные параметры, что может привести к локальным деформациям и повреждению оборудования при перемещении (погрузке).
Также общим недостатком устройств - прототипа и аналога - является отсутствие механизмов точной центровки крупногабаритной сборочно-монтажной единицы при монтаже в помещении, например, в отсеке судна.
Технической задачей настоящего изобретения является разработка конструкции устройства для перемещения и точной центровки в помещении крупногабаритной сборочно-монтажной единицы, позволяющей устранить указанные недостатки.
Техническим результатом изобретения является возможность расширения пределов компенсации погрешностей изготовления и установки направляющих, по которым осуществляется перемещение сборочно-монтажной единицы, а также возможность точной центровки последней при монтаже в помещении.
Указанный результат достигается за счет того, что устройство для перемещения и точной центровки в помещении крупногабаритной сборочно-монтажной единицы содержит тяговое устройство и металлические роликовые дорожки, включающие ряд кареток с гнездами для цилиндрических пустотелых многослойных роликов, установленные в направляющие с ограничительными пазами, одна из которых выполнена в виде полосы постоянной толщины, при этом на верхней паре направляющих смонтирован слой упруго-податливого материала, например, технической резины, на одной из нижних направляющих установлен упор на расстоянии от поперечной базы помещения, равном расстоянию от поперечной базы сборочно-монтажной единицы до ее боковой поверхности в соответствующем сечении, а обе пары направляющих снабжены съемным шаблоном, имеющим раму с двумя обработанными выступами, на которой нанесены отметки, например, риски, фиксирующие середину между выступами, с помощью которого направляющие могут быть выверены относительно продольных баз помещения и сборочно-монтажной единицы, и узлами фиксации в выверенном положении.
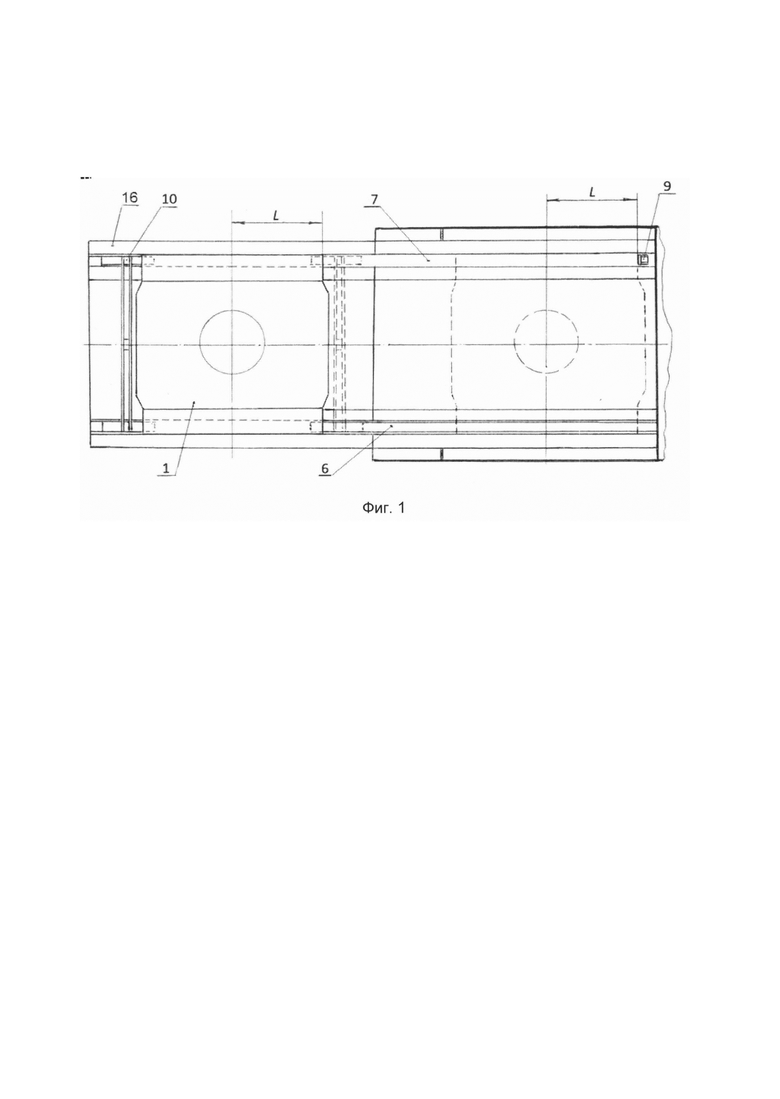
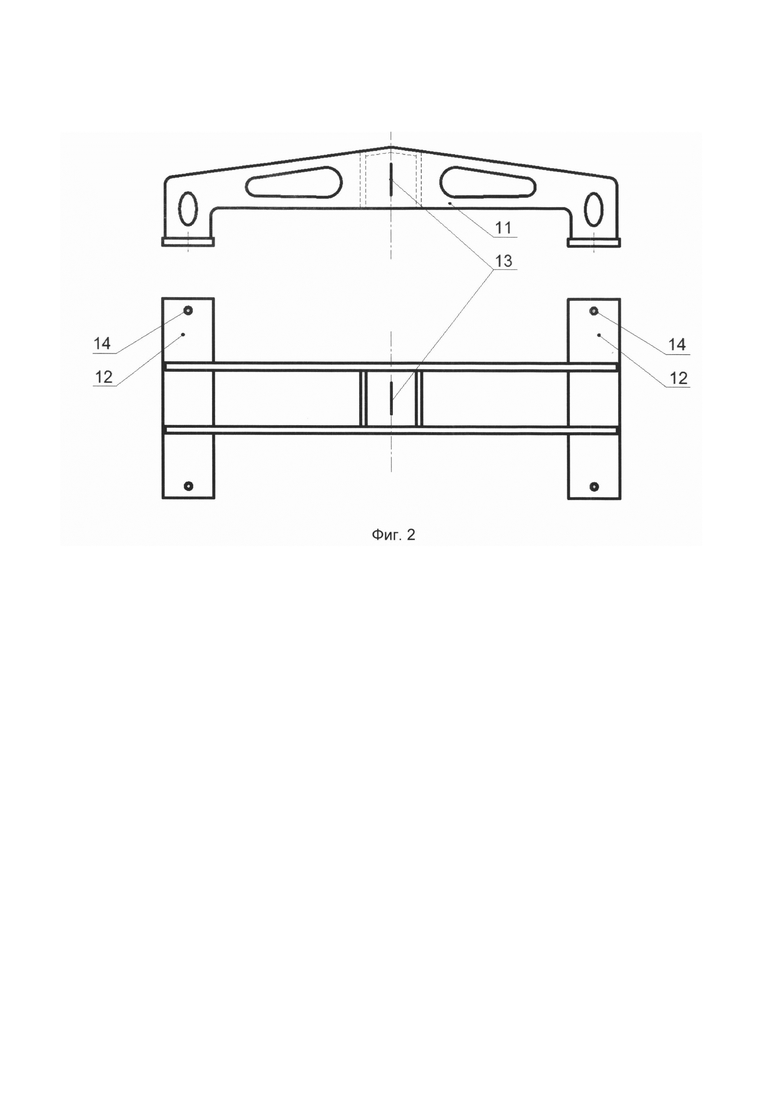
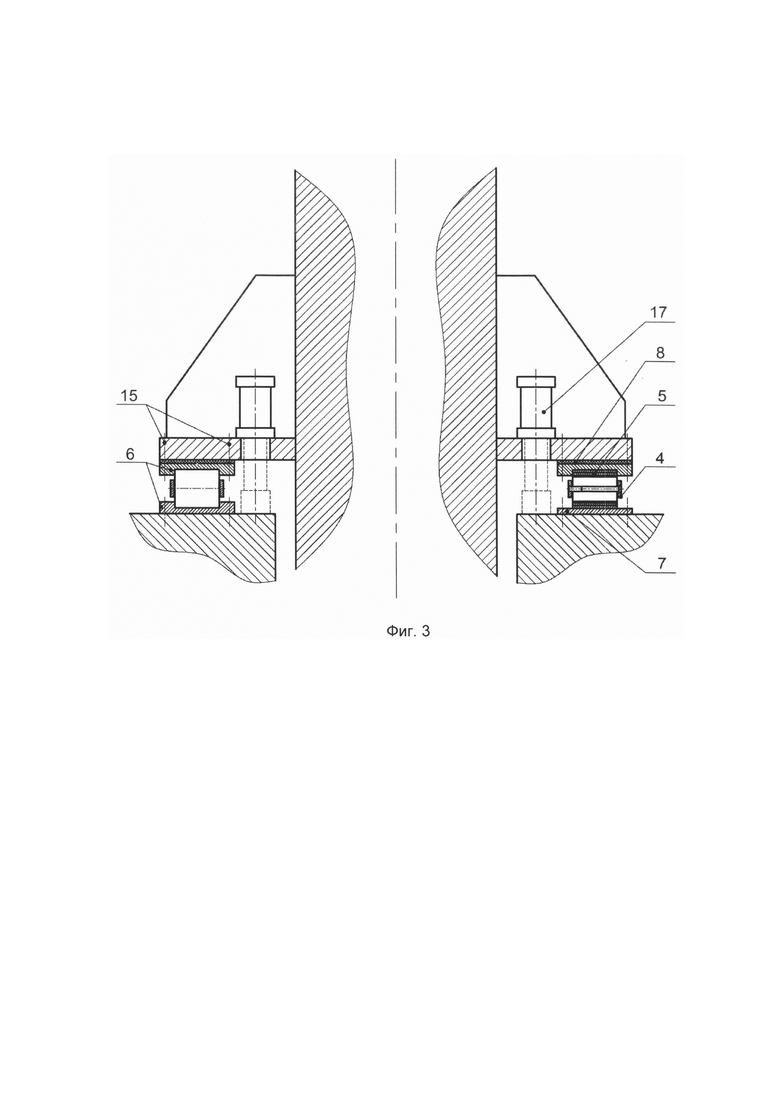
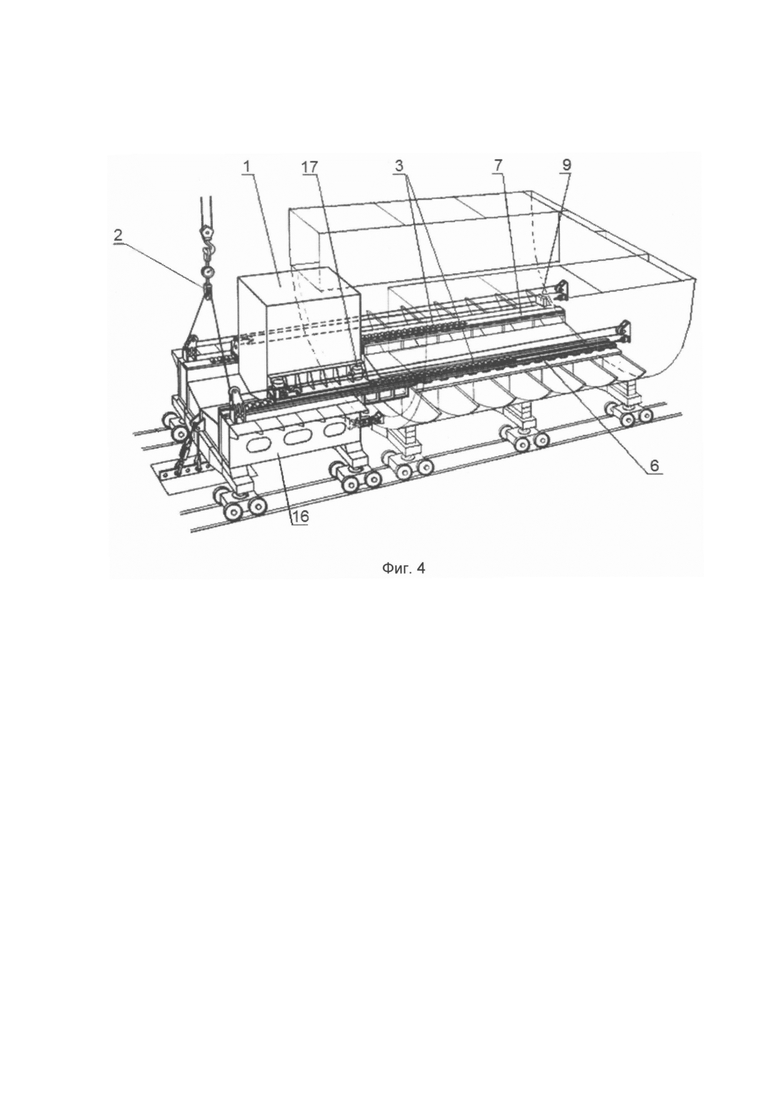
Сущность настоящего изобретения отражена на фиг. 1-4, где показаны схема перемещения сборочно-монтажной единицы при виде сверху (фиг. 1), внешний вид шаблона, используемого для центровки направляющих (фиг. 2), схема размещения роликовых дорожек в направляющих (фиг. 3) и аксонометрическое изображение примера реализации заявляемого устройства (фиг. 4).
Устройство для перемещения и точной центровки в помещении крупногабаритной сборочно-монтажной единицы 1 содержит (фиг. 4) тяговое устройство 2 и металлические роликовые дорожки 3, включающие (фиг. 3) ряд кареток 4 с гнездами для цилиндрических пустотелых многослойных роликов 5, установленные в направляющие 6 с ограничительными пазами, одна из которых выполнена в виде полосы постоянной толщины 7, на верхней паре направляющих смонтирован слой упруго-податливого материала 8, на одной из нижних направляющих установлен (фиг. 1) упор 9. Обе пары направляющих снабжены съемным шаблоном 10, имеющим (фиг. 2) раму 11 с двумя обработанными выступами 12, на которой нанесены отметки 13, например, риски, фиксирующие середину между выступами, и крепежными элементами 14. Направляющие 6 также снабжены (фиг. 3) узлами 15 фиксации в выверенном положении. Для обеспечения погрузки сборочно-монтажной единицы 1 в помещение, рядом с последним обычно устанавливается (фиг. 4) стенд сборки и погрузки 16. Для монтажа и демонтажа направляющих 6 сборочно-монтажная единица обычно имеет домкраты 17.
Устройство для перемещения и точной центровки в помещении крупногабаритной сборочно-монтажной единицы работает следующим образом.
Перед использованием устройства для обеспечения точной центровки в помещении, в последнем предварительно производится разметка его продольной и поперечной баз в виде хорошо видимых отметок, например, рисок (на фиг. 1 и 4 условно не показаны). Также предварительно производится разметка продольной и поперечной баз сборочно-монтажной единицы 1 в виде хорошо видимых отметок, например, рисок (на фиг. 1 и 4 условно не показаны). Затем, с использованием шаблона 10 нижняя пара направляющих 6 (одна из которых выполнена в виде полосы постоянной толщины 7 для исключения перекоса и заклинивания роликов 5 в пазу при перемещении сборочно-монтажной единицы 1) устанавливается на несущих поверхностях стенда сборки и погрузки 16 и помещения и центрируется относительно продольной базы помещения путем введения одного из обработанных выступов 12 шаблона 10 по посадке в ограничительный паз одной из направляющих 6, фиксации шаблона 10 на направляющих 6 с использованием крепежных элементов 14, перемещения направляющих 6 до совмещения отметок 13 на раме 11 шаблона 10 и отметок продольной базы помещения, и фиксации направляющих 6 в выверенном положении узлами фиксации 15. Затем на одной из нижних направляющих 6 (предпочтительно, на направляющей, выполненной в виде полосы постоянной толщины 7) устанавливается упор 9 на расстоянии L от размеченной поперечной базы помещения, равном расстоянию от предварительно размеченной поперечной базы сборочно-монтажной единицы 1 до ее боковой поверхности в соответствующем сечении. После этого шаблон 10 демонтируется с нижней пары направляющих 6, на стенд сборки и погрузки 16 грузится сборочно-монтажная единица 1 с установкой на домкраты 17. Затем верхняя пара направляющих 6 вместе со слоем упруго-податливого материала 8 устанавливается на сборочно-монтажную единицу 1 и с использованием шаблона 10 центрируется относительно предварительно размеченной продольной базы сборочно-монтажной единицы 1 путем введения обработанных выступов 12 шаблона 10 по посадке в ограничительные пазы направляющих 6, фиксации шаблона 10 в направляющих 6 с использованием крепежных элементов 14, перемещения направляющих 6 до совмещения отметок 13 на раме 11 шаблона 10 и отметок продольной базы сборочно-монтажной единицы с обеих сторон, и фиксации направляющих 6 в выверенном положении узлами фиксации 15. После этого в пазы направляющих 6 устанавливаются металлические роликовые дорожки 3 и с помощью домкратов 17 сборочно-монтажная единица 1 вместе с верхней парой направляющих 6 устанавливается на роликовые дорожки 3. Производится монтаж тягового устройства 2. Устройство для перемещения и точной центровки в помещении крупногабаритной сборочно-монтажной единицы готово к работе.
По готовности устройства к работе с использованием тягового устройства 2 производится перемещение сборочно-монтажной единицы 1 внутрь помещения до упора 9, при этом слой упруго-податливого материала 8, деформируясь, обеспечивает расширение пределов компенсации погрешностей изготовления и установки направляющих 6 с целью исключения локальных деформаций сборочно-монтажной единицы 1, а, также, за счет предварительной выверки направляющих 6 и упора 9 относительно продольных и поперечных баз помещения и сборочно-монтажной единицы 1, происходит точная центровка сборочно-монтажной единицы 1 в помещении. После завершения перемещения производятся проверка совмещения отметок продольных и поперечных баз помещения и сборочно-монтажной единицы, выставка сборочно-монтажной единицы 1 с помощью домкратов 17 в требуемое положение по высоте, удаление роликовых дорожек 3, направляющих 6 (включая направляющую, выполненную в виде полосы 7) и слоя упруго-податливого материала 8 и фиксация сборочно-монтажной единицы 1 в конечном положении.
Таким образом, предлагаемое устройство для перемещения и точной центровки в помещении крупногабаритной сборочно-монтажной единицы позволяет решить поставленную техническую задачу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выгрузки и погрузки судовой разделительной переборки | 2024 |
|
RU2828922C1 |
| СПОСОБ ПОГРУЗКИ СБОРОЧНО-МОНТАЖНОЙ ЕДИНИЦЫ В ОБЪЕКТ | 1996 |
|
RU2117623C1 |
| Способ беспригоночного монтажа агрегата внутри судового помещения | 2021 |
|
RU2755167C1 |
| Устройство для горизонтального накатывания на судовой фундамент крупногабаритного тяжеловеса | 1976 |
|
SU673523A1 |
| СПОСОБ МОНТАЖА И ДЕМОНТАЖА СБОРОЧНО-МОНТАЖНОЙ ЕДИНИЦЫ (СМЕ) ВНУТРИ ЗАЩИТНОГО УКРЫТИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2135715C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОГО КОНТРОЛЯ ПАРАМЕТРОВ ВНУТРЕННЕЙ ГЕОМЕТРИИ ТОРПЕДНЫХ АППАРАТОВ | 2020 |
|
RU2749145C1 |
| Способ изготовления судовой забойной трубы с фланцами и рабочая оснастка для его осуществления | 2024 |
|
RU2821673C1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО КАРЬЕРНОГО ЭКСКАВАТОРА | 2008 |
|
RU2425193C2 |
| АКТИВНЫЙ МОДУЛЬ СПИНЫ ЭКЗОСКЕЛЕТА | 2023 |
|
RU2825044C1 |
| Грузоподъемное устройство | 1990 |
|
SU1740310A1 |
Устройство для перемещения и точной центровки в помещении крупногабаритной сборочно-монтажной единицы содержит тяговое устройство и металлические роликовые дорожки, включающие ряд кареток с гнездами для цилиндрических пустотелых многослойных роликов, установленные в направляющие с ограничительными пазами, одна из которых выполнена в виде полосы постоянной толщины, при этом на верхней паре направляющих смонтирован слой упруго-податливого материала, например технической резины, на одной из нижних направляющих установлен упор на расстоянии от поперечной базы помещения, равном расстоянию от поперечной базы сборочно-монтажной единицы до ее боковой поверхности в соответствующем сечении, а обе пары направляющих снабжены съемным шаблоном, имеющим раму с двумя обработанными выступами, на которой нанесены отметки, например риски, фиксирующие середину между выступами, с помощью которого направляющие могут быть выверены относительно продольных баз помещения и сборочно-монтажной единицы, и узлами фиксации в выверенном положении. Обеспечиваются возможность расширения пределов компенсации погрешностей изготовления и установки направляющих, по которым осуществляется перемещение сборочно-монтажной единицы, а также возможность точной центровки последней при монтаже в помещении. 4 ил.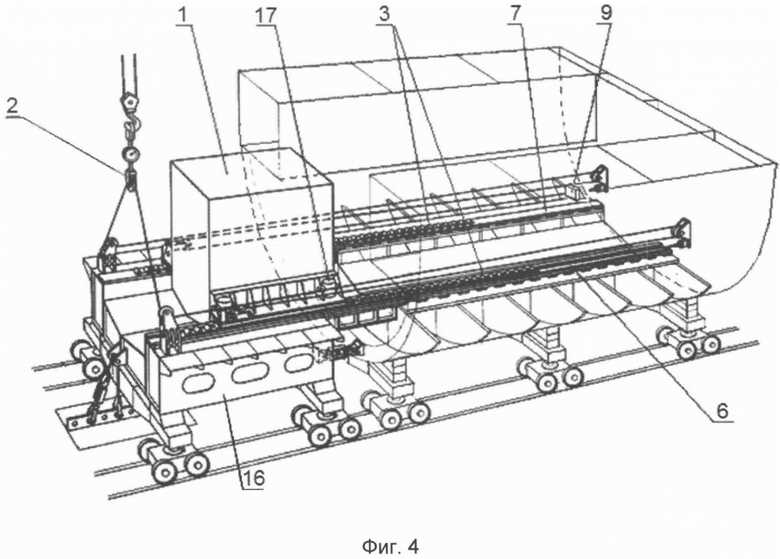
Устройство для перемещения и точной центровки в помещении крупногабаритной сборочно-монтажной единицы, содержащее тяговое устройство и металлические роликовые дорожки, включающие ряд кареток с гнездами для цилиндрических пустотелых многослойных роликов, установленные в направляющие с ограничительными пазами, одна из которых выполнена в виде полосы постоянной толщины, отличающееся тем, что на верхней паре направляющих смонтирован слой упруго-податливого материала, например технической резины, на одной из нижних направляющих установлен упор на расстоянии от поперечной базы помещения, равном расстоянию от поперечной базы сборочно-монтажной единицы до ее боковой поверхности в соответствующем сечении, а обе пары направляющих снабжены съемным шаблоном, имеющим раму с двумя обработанными выступами, на которой нанесены отметки, например риски, фиксирующие середину между выступами, с помощью которого направляющие могут быть выверены относительно продольных баз помещения и сборочно-монтажной единицы, и узлами фиксации в выверенном положении.
| Устройство для горизонтального накатывания на судовой фундамент крупногабаритного тяжеловеса | 1976 |
|
SU673523A1 |
| Взрывобезопасная кнопочная станция и устройство для управления магнитным пускателем с помощью такой станции | 1952 |
|
SU99475A1 |
| ОСНАЩЕНИЕ ДЛЯ МОНТАЖА ТЯЖЕЛОГО СУДОВОГО ОБОРУДОВАНИЯ И СПОСОБ МОНТАЖА | 2014 |
|
RU2553487C1 |
| СПОСОБ ПОГРУЗКИ СБОРОЧНО-МОНТАЖНОЙ ЕДИНИЦЫ В ОБЪЕКТ | 1996 |
|
RU2117623C1 |
| УСТРОЙСТВО для ПОДАЧИ ЧЕРЕНКОВ В ЗАХВАТЫ ВЫСАЖИВАЮЩЕГО АППАРАТА ЛЕСОПОСАДОЧНОЙ МАШИНЫ | 0 |
|
SU184547A1 |

