Изобретение относится к канатному производству и может быть использовано при производстве преднапряженной арматуры, предназначенной для армирования пролетных строений транспортных сооружений и других изделий из бетона.
Известен арматурный семипроволочный канат по состоящий из центральной проволоки с гладкой поверхностью и шести повивочных проволок с гладкой поверхностью, уложенных по спирали вокруг центральной проволоки (см. ГОСТ Р 53772-2010 «КАНАТЫ СТАЛЬНЫЕ АРМАТУРНЫЕ СЕМИПРОВОЛОЧНЫЕ СТАБИЛИЗИРОВАННЫЕ. Технические условия»).
Недостатком известного каната является низкое сцепление с бетоном. Данный фактор обусловлен низким сцеплением бетона с гладкой поверхностью проволок, а также незначительным размером промежутков между описанной вокруг сечения каната окружностью и поверхностью наружных проволок, не оставляющим пространства для формирования прочных гребней бетона под образующей каната и, кроме того, малым наклоном этих промежутков к оси каната. В сочетании с гладкой поверхностью проволок это провоцирует эффект ввинчивания каната в бетон по собственному оттиску. Также недостатком данного арматурного каната является недостаточная коррозионная стойкость данного каната в составе железобетонных конструкций, вызванная наличием между центральной проволокой и каждыми двумя смежными повивочными проволоками полости, открытой для доступа влаги с торцов железобетонного изделия; при этом, несмотря на мероприятия по защите торцов канатов и перекрытия данных полостей красящими либо полимерными составами на торцах железобетонных изделий, из-за низкого сцепления каната с бетоном и вызванного им проскальзывания происходит Пуассоново расширение каната, провоцирующее образование микротрещин, по которым сквозь бетон проникает влага, возле торцов железобетонных изделий.
Наиболее близким аналогом каната согласно настоящему изобретению является арматурный семипроволочный канат, состоящий из центральной проволоки с гладкой поверхностью, шести повивочных проволок с гладкой поверхностью, уложенных по спирали вокруг центральной проволоки, и полимерного покрытия, охватывающего всю наружную поверхность каната и заполняющего каждый паз между центральной и двумя повивочными проволоками (см. ASTM А882 / А882М - 04а (2010). Standard Specification for Filled Epoxy-Coated Seven-Wire Prestressing Steel Strand).
Известный канат имеет более высокое сцепление за счет увеличенного контура обволакивания и механического зацепления, возникающего при внедрении частиц инертного заполнителя бетона в полимерное покрытие. Кроме того, известный канат имеет существенно повышенную коррозионную стойкость за счет полимера, покрывающего всю поверхность как повивочных проволок, так и центральной, за исключением линий непосредственного соприкосновения проволок друг с другом, что почти полностью исключает контакт стали с водой и иными средами - однако за счет некоторой податливости полимерного покрытия, допускающего взаимные перемещения проволок, в процессе эксплуатации могут возникать повреждения покрытия на участках, примыкающих к линиям непосредственного соприкосновения проволок друг с другом, что снижает изначально очень высокие коррозионную стойкость и выносливость. Еще одним недостатком известного каната является его высокая себестоимость, вызванная сложной двухэтапной технологией изготовления: на первом этапе классический 7-проволочный канат из гладких проволок без дополнительных элементов изготавливают и наматывают на катушки; на втором этапе изготовленный канат перематывают, при этом в процессе перемотки поточно нагревают индуктором, расплетают пропусканием через вращающийся синхронно движению каната шаблон и повторно свивают в емкости, заполненной гранулированным полимером, за счет чего поверхность проволок обволакивается полимером, который выдавливается с линий непосредственного соприкосновения проволок в пазы между ними и остается на обращенной наружу поверхности.
Задачей изобретения является разработка конструкции арматурного каната с полимерным покрытием, обеспечивающей одновременно стабильно высокое сцепление его с бетоном, низкую себестоимость и максимально высокие коррозионную стойкость и выносливость.
Указанная задача решается тем, что арматурный канат открытой конструкции с полимерным покрытием, содержащий центральную проволоку, навитые вокруг нее по спирали шесть повивочных проволок и полимерное покрытие, охватывающее всю наружную поверхность каната и заполняющее каждый паз между центральной и двумя повивочными проволоками, имеет на поверхности центральной проволоки расположенные по спирали через равные промежутки шесть пазов, в которых расположены шесть повивочных проволок, радиус кривизны пазов в поперечном направлении равен радиусу кривизны расположенных в них участков повивочных проволок, период паза равен шагу свивки каната, при этом минимальное расстояние между поверхностями смежных повивочных проволок в любом поперечном сечении составляет не менее 0,25 мм, а полимерное покрытие, охватывающее всю наружную поверхность каната, является единым целым с каждым из элементов покрытия, заполняющим паз между центральной и двумя повивочными проволоками.
Такое выполнение каната обеспечивает открытую форму всех промежутков между центральной проволокой и двумя смежными повивочными проволоками, обеспечивающую качественное заполнение этих промежутков защитным полимером без расплетания каната, обширные зоны контакта между центральной и повивочными проволоками с конфигурацией, исключающей поперечные смещения проволок друг относительно друга, а также сплошность полимерного покрытия, не прерывающегося между повивочными проволоками. При этом соответствие радиусов, кривизны паза в центральной проволоке и расположенного в пазе участка поверхности повивочной проволоки в сочетании с прижатием проволок друг к другу вследствие преднапряжения каната при изготовлении железобетонного изделия исключает также формирование полостей между поверхностями паза центральной проволоки и расположенной в нем повивочной проволоки. Одновременно увеличенная толщина и, соответственно, прочность гребней бетона в промежутках между повивочными проволоками обеспечивает повышенный уровень сцепления арматурного каната с бетоном в продольном направлении.
При этом пластическое обжатие могут осуществлять непосредственно в очаге свивки. Это исключает возможность формирования известного дефекта так называемого «фонаря». Также пластическое обжатие могут осуществлять после свивки. Этот вариант упрощает осуществление пластического обжатия, но требует мероприятий по предотвращению дефекта «фонаря».
Изобретение поясняется чертежами.
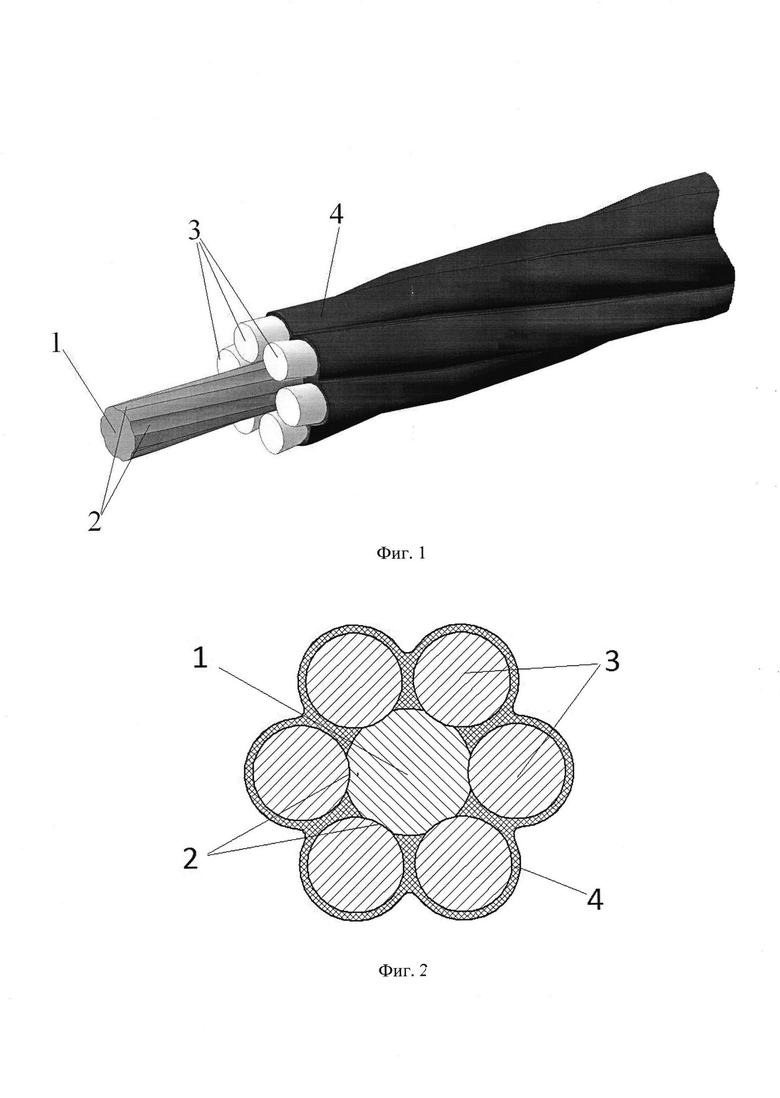
На фиг. 1 схематично изображен внешний вид открытого арматурного каната с полимерным покрытием;
на фиг. 2 схематично изображено поперечное сечение открытого арматурного каната с полимерным покрытием;
Арматурный канат согласно одному из вариантов осуществления изобретения представлен на фиг. 1, 2. По оси каната расположена прямолинейная центральная проволока 1 (фиг. 1, 2), на которой по винтовой линии нанесены шесть пазов 2, в которых соответственно расположены шесть повивочных проволок 3, плотно прилегающих к пазам 2 центральной проволоки 1 и расположенных с зазором друг относительно друга. Всю поверхность повивочных проволок 3 за исключением участков, расположенных в пазах 2, а также поверхность центральной проволоки 1 на участках между пазами 2, покрывает полимерное покрытие 4. При этом каждый паз между центральной проволокой 1 и смежными повивочными проволоками 3 на уровне минимального зазора между ними и ближе к центру каната полностью заполнен полимером.
Изготавливают арматурный канат, например, следующим образом.
Предварительно изготавливают проволоки 1 и 3 круглого сечения. Далее проволоки свивают между собой в канат с помощью любой известной канатовьющей машины, например, бугельного типа - при этом зарядную шпулю с центральной проволокой 1 располагают в ближайшей к выходу из ротора каретке и пропускают напрямую из каретки в центр конуса свивки.
На выходной части ротора канатовьющей машины закрепляют первичную обжимную кассету с наклонными роликами, осуществляющую нанесение пазов 2 на поверхность центральной проволоки 1. Этот процесс осуществляется, например, посредством трех роликов, на каждом из которых выполнены два тороидальных выпуклых выступа постоянного дугообразного сечения, имеющих поперечный радиус кривизны на 2% более радиуса повивочных проволок. При этом вращающаяся совместно с ротором первичная обжимная кассета с наклонными роликами оборачивается вокруг поступательно двигающейся центральной проволоки 1 с тем же периодом, что и подаваемые в конус свивки повивочные проволоки 3, что обеспечивает точную укладку повивочных проволок 3 в пазы 2 на поверхности центральной проволоки 1.
Непосредственно в очаге свивки каната его подвергают обжатию во вторичной вращающейся обжимной кассете с наклонными роликами, стационарной кассете с продольным расположением роликов или опорно-обжимной плашке. В результате обжатия повивочные проволоки 3 плотно прижимаются к пазам 2 центральной проволоки 1 и сплющиваются в них. В результате совместной деформации пазов 2 и расположенных в них участков поверхности повивочных проволок 3 их радиусы кривизны выравниваются.
Далее сформированный канат натягивают до усилия, составляющего 30-70% от усилия разрыва, посредством любого известного способа - например, между двумя кабестанами, каждый из которых представляет собой набор из приводного и неприводного либо двух приводных шкивов. В промежутке между прохождением первого и второго кабестанов, когда арматурный канат находится в прямолинейном натянутом состоянии, осуществляют его нагрев до температуры 370-430 градусов, например, посредством индукционной печи, после чего осуществляют принудительное охлаждение натянутого каната водяным опрыскивателем также в прямолинейном натянутом состоянии в промежутке между первым и вторым кабестанами.
После охлаждения канат вытягивают через второй кабестан и подают в экструдер, в котором на него наносится полимерное покрытие 4. Далее через контрольно-направляющее устройство канат подают на катушку-накопитель.
Кроме того, возможен вариант способа изготовления, в котором экструдер находится между водяным опрыскивателем и вторым кабестаном.
После того, как канатовьющая машина израсходует проволоку хотя бы на одной из установленных в ее роторе или на внешней размотке катушек, технологический процесс прерывают для заправки канатовьющей машины проволокой, одновременно с этим производят замену катушки-накопителя аналогичной пустой катушкой-накопителем, а заполненную катушку-накопитель сдвигают на участок перемотки, где намотанный на катушку-накопитель готовый канат перематывают на тарные катушки или в бухты и упаковывают известными способами.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМАТУРНЫЙ КАНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2543400C1 |
| АРМАТУРНЫЙ КАНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2431024C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2018 |
|
RU2705668C1 |
| УСТРОЙСТВО ПОСТОЯННОГО НАТЯЖЕНИЯ ПРОВОЛОК ПРИ СВИВКЕ СТАЛЬНЫХ КАНАТОВ | 2018 |
|
RU2700957C1 |
| Арматурный канат (варианты) и способ его изготовления | 2019 |
|
RU2730136C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2003 |
|
RU2256755C1 |
| АРМАТУРНЫЙ КАНАТ ИЗ ПОЛИМЕРКОМПОЗИТНОЙ АРМАТУРЫ | 2022 |
|
RU2796722C1 |
| АНКЕРНЫЙ КЛИН ЦАНГОВОГО ЗАЖИМА ДЛЯ АРМАТУРНЫХ КАНАТОВ ТРЕХГРАННОГО СЕЧЕНИЯ | 2015 |
|
RU2578139C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| Арматурный канат | 1979 |
|
SU773171A1 |
Изобретение относится к канатному производству и может быть использовано при производстве преднапряженной арматуры, предназначенной для армирования пролетных строений транспортных сооружений и других изделий из бетона. Технический результат - повышение надежности работы арматурного каната за счет повышения его сцепления с бетоном, повышения коррозионной стойкости и выносливости. Арматурный канат содержит центральную проволоку. На нее навиты вокруг по спирали шесть повивочных проволок. Снаружи имеется полимерное покрытие, охватывающее всю наружную поверхность каната и заполняющее каждый паз между центральной и двумя повивочными проволоками. При этом на поверхности центральной проволоки расположены по спирали через равные промежутки шесть пазов. В них расположены шесть повивочных проволок. Радиус кривизны пазов в поперечном направлении равен радиусу кривизны расположенных в них участков повивочных проволок. Период паза равен шагу свивки каната. Минимальное расстояние между поверхностями смежных повивочных проволок в любом поперечном сечении составляет не менее 0,25 мм. Полимерное покрытие, охватывающее всю наружную поверхность каната, является единым целым с каждым из элементов покрытия, заполняющим паз между центральной и двумя повивочными проволоками. 2 ил.
Арматурный канат открытой конструкции с полимерным покрытием, содержащий центральную проволоку, навитые вокруг нее по спирали шесть повивочных проволок и полимерное покрытие, охватывающее всю наружную поверхность каната и заполняющее каждый паз между центральной и двумя повивочными проволоками, отличающийся тем, что на поверхности центральной проволоки расположены по спирали через равные промежутки шесть пазов, в которых расположены шесть повивочных проволок, радиус кривизны пазов в поперечном направлении равен радиусу кривизны расположенных в них участков повивочных проволок, период паза равен шагу свивки каната, при этом минимальное расстояние между поверхностями смежных повивочных проволок в любом поперечном сечении составляет не менее 0,25 мм, а полимерное покрытие, охватывающее всю наружную поверхность каната, является единым целым с каждым из элементов покрытия, заполняющим паз между центральной и двумя повивочными проволоками.
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО ПОКАЗАНИЯ ТРАМВАЙНЫХ ОСТАНОВОК, РЕКЛАМ И Т.П. | 1918 |
|
SU882A1 |

