Изобретение относится к канатному производству и может быть использовано при производстве закладной арматуры, предназначенной для армирования монолитных строений и других изделий из бетона.
Известна арматурная сталь классов А500 и А600, содержащая горячекатаный стержень с сечением, приближенным к кругу, и наклонные ребристые выступы на его поверхности (см. ГОСТ 5781-82. Сталь горячекатаная для армирования железобетонных конструкций).
Недостатком известной арматурной стали является низкая технологичность при изготовлении монолитных строений из-за выполнения ее отрезками мерной длины, которая вынуждает соединять каждый арматурный элемент из множества частей в стык посредством сварки с сопутствующим разупрочнением каждого арматурного элемента в точках сварки, при этом использование бунтовой арматуры для исключения сварки дополнительно снижает технологичность, т.к. требует принудительного выпрямления каждого арматурного элемента после размотки.
Наиболее близким аналогом к заявляемому устройству является арматурный канат, содержащий центральную проволоку и навитые вокруг нее по спирали повивочные проволоки с периодическим профилем, выполненным в виде выступов и впадин. При этом периодический профиль выполнен по всей поверхности повивочных проволок (см. пат. ФРГ №1659265, E04C 5/03).
Известный канат может быть изготовлен в виде целого изделия произвольно большой длины и обладает самовыпрямляемостью, имеет механическое зацепление в направлении ввинчивания, однако в целом не обеспечивает высокого сцепления с бетоном из-за узких промежутков между описанной вокруг сечения каната окружностью и поверхностью наружных проволок, не оставляющих пространства для формирования прочных гребней бетона под образующей каната. Кроме того, недостатком известного каната являются несоответствующие задачам закладного армирования физико-механические свойства в связи с тем, что обеспечиваемая высокими прочностными свойствами проволоки прочность не реализуется при поперечных размерах сечения, значительно уступающих поперечным размерам сечения горячекатаной арматурной стали равной агрегатной прочности.
Наиболее близким аналогом к заявляемому способу является способ производства арматурных канатов, включающий изготовление проволок круглого сечения, нанесение периодического профиля на наружные проволоки, свивку проволок в канат и его последующее обжатие. При этом периодический профиль наносят на всю поверхность проволок перед свивкой их в канат, а после свивки осуществляют упругое обжатие путем волочения свитого каната через обжимную плашку (см. пат. ФРГ №1659265, E04C 5/03).
Недостатком известного способа является невозможность изготовить арматурный канат с необходимыми для закладного армирования физико-механическими свойствами вследствие того, что изготавливаемый канат получает сечение, приближенное к кругу, что не позволяет реализовать его прочностные характеристики. Кроме того, сцепление такого каната с бетоном ниже сцепления горячекатаной профилированной арматуры
Техническая задача, решаемая изобретением, заключается в создании самовыпрямляющегося арматурного элемента произвольно большой длины с соотношением прочностных характеристик и линейных размеров сечения на уровне горячекатаной арматурной стали классов А500 и А600, сцеплением с бетоном и прочими характеристиками не ниже уровня горячекатаной арматурной стали классов А500 и А600.
Поставленная задача решается тем, что в известном арматурном канате, содержащем центральную проволоку и навитые вокруг нее по спирали повивочные проволоки с периодическим профилем, согласно изобретению проволоки каната имеют временное сопротивление разрыву в диапазоне 900-1500 МПа, периодический профиль выполнен в виде наклонных выступов над образующей обжатой поверхности каната, участки поверхности проволок, контактирующие с другими проволоками, выполнены в форме спирально расположенных плоских площадок, периодический профиль нанесен на наружный участок поверхности повивочных проволок, а промежутки между описанной вокруг сечения каната окружностью и поверхностью наружных проволок имеют увеличенные по сравнению с промежутками в круглопроволочном канате размеры за счет формы сечения наружных проволок и расположения проволок таким образом, чтобы контур, соединяющий по касательной наружные участки проволок повива, был приближен к треугольнику со скругленными углами, например, по схеме 1+6+3.
Также проволоки могут быть расположены таким образом, чтобы контур, соединяющий по касательной наружные участки проволок повива, был приближен к треугольнику либо многоугольнику с вогнутыми сторонами и скругленными углами.
Заявляемая конструкция арматурного каната может быть изготовлена только по заявляемому способу, включающему изготовление проволок круглого сечения, нанесение периодического профиля на повивочные проволоки, свивку проволок в канат и обжатие каната, в котором согласно изобретению нанесение периодического профиля осуществляют на наружный участок поверхности повивочных проволок после свивки их в канат путем деформации свитого каната вдоль наружной поверхности наружных проволок в фасонном роликовом калибре с роликами, расположенными относительно оси обжимаемого каната под углом, равным углу наклона наружной поверхности проволок каната к его оси, причем одновременно с нанесением периодического профиля в калибре осуществляют пластическое обжатие каната и формирование спирально расположенных плоских площадок на участках контакта проволок друг с другом.
При этом в процессе волочения проволоки используют высокоуглеродистую заготовку и осуществляют волочение не более чем в 2 прохода, обеспечивая достижение требуемого временного сопротивления разрыву за счет свойств исходной заготовки с незначительным деформационным упрочнением. Либо используют низко- или среднеуглеродистую заготовку и осуществляют волочение более чем в 2 прохода, при этом обеспечивают достижение требуемого временного сопротивления разрыву за счет деформационного упрочнения.
Известен отличительный признак, характеризующий форму выполнения каната с трехгранным сечением, расположенным по спирали (см. Беринский И.Ц. Стальные трехгранные пряди для преднапряженных железобетонных конструкций // Стальные канаты: сб. науч. тр. Вып.4. - Киев: Техника, 1967. - С 232-235). В указанном решении, как и в заявляемом, трехгранное спиральное сечение предназначено для формирования массивных выступов бетона под образующей арматурного элемента, исключающих прямолинейное перемещение элемента относительно бетона. Однако, в отличие от известного решения, в заявляемом трехгранное спиральное сечение исключает еще и ввинчивание за счет периодического профиля на наружной поверхности проволок.
Отличительный признак, характеризующий применение арматурного каната для закладного армирования, в известных технических решениях не обнаружен.
Отличительные признаки, характеризующие форму выполнения арматурного каната для закладного армирования с фасонным сечением, профилированной с периодом наружной поверхностью и контактными площадками на внутренней поверхности повивочных проволок, в известных технических решениях не обнаружены.
Отличительные признаки, характеризующие выполнение арматурного каната из проволоки с временным сопротивлением разрыву в диапазоне 900-1500 МПа, в известных технических решениях не обнаружены.
На основании вышеприведенного анализа известных источников информации можно сделать вывод, что для специалиста заявляемый арматурный канат и способ его изготовления не следуют явным образом из известного уровня техники, а следовательно, соответствуют условию патентоспособности «изобретательский уровень».
Сущность заявляемого изобретения поясняется чертежом, где схематично изображено поперечное сечение арматурного каната конструкции 1+6+3.
Арматурный канат состоит из центральной проволоки 1, вокруг которой по винтовой линии навиты повивочные проволоки 2. Участки поверхности повивочных проволок 2, контактирующие между собой и с поверхностью центральной проволоки 1, выполнены в форме спирально расположенных плоских площадок 3. На наружный участок поверхности повивочных проволок 2 каната нанесен периодический профиль, выполненный в виде наклонных выступов 4 над образующей 5 обжатой поверхности каната.
Такое конструктивное выполнение арматурного каната позволяет улучшить его физико-механические свойства за счет равномерного распределения и низкой величины контактных напряжений, возникающих в канате, при одновременном повышении сцепления каната с бетоном.
При этом благодаря фасонному сечению наружной поверхности каната в нем наличествуют значительно увеличенные промежутки между описанной вокруг сечения каната окружностью и поверхностью наружных проволок, оставляющие пространство для формирования прочных гребней бетона, что значительно повышает эффективность передачи натяжения каната бетону.
Изготавливают арматурный канат следующим образом. Предварительно изготавливают центральную проволоку 1 и повивочные проволоки 2 круглого сечения, свивают их между собой в канат в любой известной канатовьющей машине, например, бугельного типа. После свивки на наружный участок повивочных проволок 2 каната наносят периодический профиль в виде наклонных выступов 4 над образующей 5 поверхности путем холодной деформации вдоль наружной поверхности наружных проволок свитого каната в закрытом фасонном роликовом калибре периодического профиля. Одновременно с нанесением периодического профиля на поверхность каната в указанном калибре осуществляют пластическое обжатие каната, в результате чего формируются контактные площадки 3.
Кроме того, заявляемый способ позволяет изменять в широких пределах шаг периодического профиля, способствуя повышению сцепления заявляемого каната с бетоном.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМАТУРНЫЙ КАНАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2543400C1 |
| АРМАТУРНЫЙ КАНАТ ОТКРЫТОЙ КОНСТРУКЦИИ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 2017 |
|
RU2732564C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2018 |
|
RU2705668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2003 |
|
RU2256755C1 |
| СПОСОБ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ СООРУЖЕНИЙ | 2010 |
|
RU2435002C1 |
| АРМАТУРНАЯ ПРОВОЛОКА СО СПИРАЛЬНЫМ ПРОФИЛЕМ | 2018 |
|
RU2760809C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| Арматурный канат (варианты) и способ его изготовления | 2019 |
|
RU2730136C1 |
| УСТРОЙСТВО ПОСТОЯННОГО НАТЯЖЕНИЯ ПРОВОЛОК ПРИ СВИВКЕ СТАЛЬНЫХ КАНАТОВ | 2018 |
|
RU2700957C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2002 |
|
RU2222612C1 |
Изобретение относится к канатному производству и может быть использовано при производстве закладной арматуры, предназначенной для армирования изделий из бетона. Задача, решаемая изобретением, заключается в создании самовыпрямляющегося арматурного элемента большой длины с соотношением прочности и размеров сечения на уровне арматурной стали классов А500 и А600, прочими характеристиками не ниже арматурной стали классов А500 и А600. Арматурный канат состоит из центральной проволоки 1, вокруг которой навиты повивочные проволоки 2. Участки поверхности проволок 2, контактирующие между собой и с поверхностью проволоки 1, выполнены в форме спирально расположенных плоских площадок 3. На наружный участок поверхности проволок 2 каната нанесен периодический профиль, выполненный в виде наклонных выступов 4 над образующей 5 обжатой поверхности каната. Проволоки 1 и 2 расположены таким образом, чтобы контур, соединяющий по касательной наружные участки проволок повива, был приближен к треугольнику со скругленными углами, например, по схеме 1+6+3. Изготавливают арматурный канат следующим образом. Изготавливают проволоки 1 и 2 круглого сечения, свивают их в канат. После свивки на наружный участок проволок 2 каната наносят периодический профиль холодной деформацией вдоль наружной поверхности проволок 2 в закрытом фасонном роликовом калибре периодического профиля. Одновременно с нанесением периодического профиля на поверхность каната в указанном калибре осуществляют пластическое обжатие каната, в результате чего формируются контактные площадки 3. 2 н. и 4 з.п. ф-лы, 1 ил.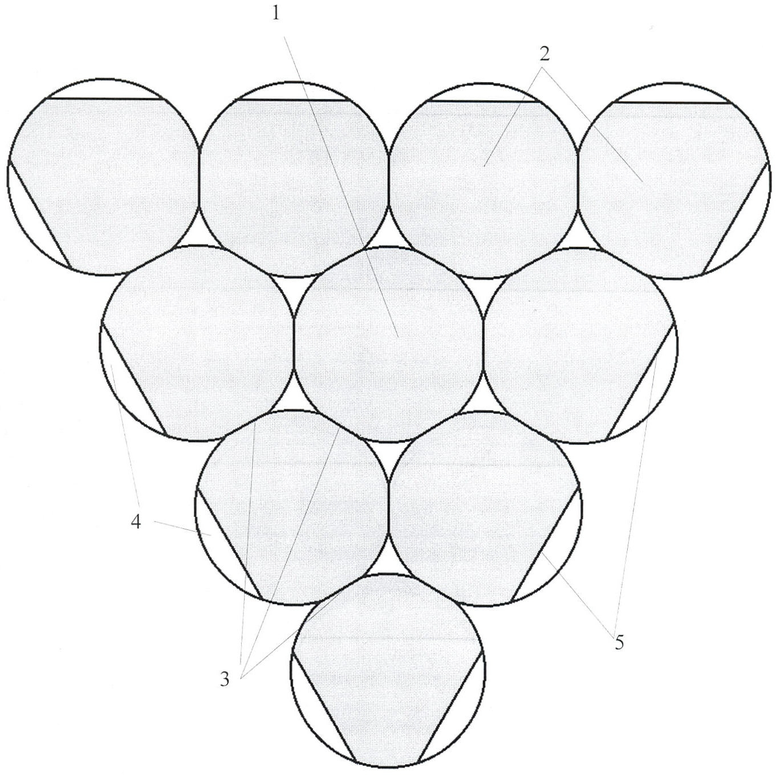
1. Арматурный канат, содержащий центральную проволоку и навитые вокруг нее по спирали повивочные проволоки с периодическим профилем, отличающийся тем, что проволоки каната имеют временное сопротивление разрыву в диапазоне 900-1500 МПа, периодический профиль выполнен в виде наклонных выступов над образующей обжатой поверхности каната, участки поверхности проволок, контактирующие с другими проволоками, выполнены в форме спирально расположенных плоских площадок, периодический профиль нанесен на наружный участок поверхности повивочных проволок, а промежутки между описанной вокруг сечения каната окружностью и поверхностью наружных проволок имеют увеличенные по сравнению с промежутками в круглопроволочном канате размеры за счет формы сечения наружных проволок и расположения проволок таким образом, чтобы контур, соединяющий по касательной наружные участки проволок повива, был приближен к треугольнику со скругленными углами.
2. Арматурный канат по п.1, отличающийся тем, что проволоки расположены таким образом, чтобы контур, соединяющий по касательной наружные участки проволок повива, был приближен к треугольнику либо многоугольнику с вогнутыми сторонами и скругленными углами.
3. Арматурный канат по пп.1 и 2, отличающийся тем, что проволоки расположены по схеме 1+6+3.
4. Способ изготовления арматурного каната по пп.1-3, включающий изготовление проволок круглого сечения, нанесение периодического профиля на повивочные проволоки, свивку проволок в канат и обжатие каната, отличающийся тем, что нанесение периодического профиля осуществляют на наружный участок поверхности повивочных проволок после свивки их в канат путем деформации свитого каната вдоль наружной поверхности наружных проволок в фасонном роликовом калибре с роликами, расположенными относительно оси обжимаемого каната под углом, равным углу наклона наружной поверхности проволок каната к его оси, причем одновременно с нанесением периодического профиля в калибре осуществляют пластическое обжатие каната и формирование спирально расположенных плоских площадок на участках контакта проволок друг с другом.
5. Способ по п.4, отличающийся тем, что при волочении проволоки используют высокоуглеродистую заготовку и осуществляют волочение не более чем в 2 прохода, при этом обеспечивают достижение требуемого временного сопротивления разрыву за счет свойств исходной заготовки с незначительным деформационным упрочнением.
6. Способ по п.4, отличающийся тем, что при волочении проволоки используют низко- или среднеуглеродистую заготовку и осуществляют волочение более чем в 2 прохода, при этом обеспечивают достижение требуемого временного сопротивления разрыву за счет деформационного упрочнения.
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2003 |
|
RU2256755C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| Устройство для открывания и закрывания крышек разгрузочных люков бункерного вагона | 1988 |
|
SU1659265A1 |
| RU 2003131576 A, 27.04.2005 | |||
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ОБЖАТИЯ КАНАТОВ | 2008 |
|
RU2371533C1 |

