Заявляемое изобретение относится к цветной металлургии, в частности, к получению алюминия в электролизерах с самообжигающимся анодом и может быть использовано для сокращения расхода электроэнергии в электролизерах и для создания равномерного распределения тока в угольной части алюминиевого электролизера.
Известна конструкция анодного штыря алюминиевого электролизера [Басов А.И., Ельцев Ф.П. Справочник механика заводов цветной металлургии. М.: Металлургия, 1981. - 496 с.], который состоит из алюминиевой штанги и стального стержня. Стержень включает в себя две части: верхнюю часть цилиндрической формы и нижнюю - конической.
Недостатком конструкции является малый срок службы, обусловленный тем, что нижняя часть штыря в процессе эксплуатации подвергается длительному воздействию высоких температур анода, достигающих 920°С, при которой внутренний металл штыря расплавляется.
Известна конструкция анодного штыря, применяющаяся для снижения расхода электроэнергии электролизером путем оборудования верхней части анодного штыря сердечником из металла с повышенной по отношению к стали электропроводностью. При этом анодный штырь выполнен составным, с соединением верхней и нижней частей сваркой взрывом [патент РФ на изобретение 2118407, опубл. 27.08.1998].
Недостатком известной конструкции является расположение сердечника в верхней части анодного штыря, который в процессе эксплуатации находится в зоне жидкой коксо-пековой композиции самообжигающегося анода, где передача электроэнергии от анодного штыря практически не происходит.
Известен анодный штырь алюминиевого электролизера, нижняя коническая часть которого покрыта окалинопрочным сплавом на основе никеля, наносимым одним из следующих способов: электрическое металлическое покрытие в электрической ванне; диффузионное металлическое покрытие путем нагрева анодного штыря в порошке защитного металла; металлизационное покрытие путем пульверизации расплавленного металла посредством электрической дуги или плазменно-дуговым способом [патент РФ на полезную модель 22148, опубл. 10.03.2002], взятого за прототип.
Недостатками известного анодного штыря является его сложность изготовления
Задачей заявляемого изобретения является снижение потребления электроэнергии за счет снижения контактного сопротивления на участке токопроводящей цепи электролизера «анодный штырь - угольная часть самообжигающегося анода» и создание равномерного распределения тока в аноде за счет изменения толщины слоя меди на различных участках контакта конусной части штыря с угольной частью анода.
Достигается это тем, что нижняя часть анодного штыря высотой H1, равной 0,3…0,4 его общей высоты Н покрывается слоем меди. Покрытие медью может быть нанесено одним из следующих известных способов: электрическое металлическое покрытие в электрической ванне; диффузионное металлическое покрытие путем нагрева анодного штыря в порошке защитного металла; металлизационное покрытие путем пульверизации расплавленного металла посредством электрической дуги или плазменно-дуговым способом. Толщина слоя меди варьируется от 0,05 до 1 мм и зависит от высоты конуса спекания угольной части анода и схемы расстановки штырей на электролизере (количества горизонтов) [Минцис М.Я. Распределение тока в алюминиевых электролизерах: монография / М.Я. Минцис. - 2002. - 125 с.]. Для достижения равномерного токораспределения в аноде, высота погруженной части верхнего горизонта штырей должна иметь меньшее контактное сопротивление, чем контактное сопротивление в этой зоне штырей нижнего горизонта, это обеспечивается тем, что глубина на которую погружаются штыри верхнего горизонта (высота Н2 порядка 0,25 от его общей высоты Н) покрывается слоем меди с большей толщиной - 1 мм, а остальная часть штыря (высотой Н3) до 0,3…0,4 общей высоты штыря Н покрывается слоем меди с меньшей толщиной - от 0,05 до 0,5 мм. Штыри, расположенные на периферии и в торцах анода, как правило глубина их погружения в спеченную часть анода 60-70 см, примерно соответствует высоте Н2 равной 0,25 от общей высоты штыря Н, на которую погружаются штыри верхнего горизонта, поэтому предусматривать отдельный вариант покрытия с разной толщиной слоя по высоте конусной части, для этих штырей не требуется.
Медь на поверхности стальной конической части анодного штыря, контактирующей с угольной частью самообжигающегося анода, создает слой, обладающий высокой проводимостью и низким электрическим сопротивлением.
Целесообразность покрытия не всей, а лишь части поверхности анодного штыря на высоту H1, равную 0,3…0,4 его общей высоты обосновывается следующим. Общая высота анодного штыря составляет около 2500 мм [Басов А.И., Ельцев Ф.П. Справочник механика заводов цветной металлургии. М.: Металлургия, 1981. - 496 с.]. Порядка 0,15 этой высоты в верхнем торце анодного штыря занимает токоподводящая штанга. Следующий за ним участок анодного штыря высотой 0,15…0,2 от общей высоты анодного штыря при эксплуатации находится в зоне жидкой коксо-пековой композиции, где передача тока от анодного штыря самообжигающемуся аноду практически не происходит, а происходит она в зоне полукокса и кокса, общая высота H1 которой составляет 1,2…1,4 м. Поскольку штыри после использования проходят процедуру очистки и в следствии этого размеры штыря уменьшаются в процессе эксплуатации, то предлагаемая толщина слоя меди выбирается исходя из экономических соображений, так как при большей толщине будет возрастать расход меди. Таким образом, слой медного покрытия необходимо наносить после каждой чистки штырей.
При этом максимальная глубина погружения анодного штыря в самообжигающийся анод должна быть такой, чтобы расстояние между нижним торцом анодного штыря и подошвой самообжигающегося анода составляло порядка 20 см или около 0,1 общей высоты анодного штыря. Таким образом, передача тока самообжигающемуся аноду осуществляется с нижней части анодного штыря (высотой H1) запеченной в конус спекания, составляющей 0,3…0,4 его общей высоты и именно в этой части анодного штыря целесообразно снижать его электрическое сопротивление и повышать электрическую проводимость [Минцис М.Я. Распределение тока в алюминиевых электролизерах: монография / М.Я. Минцис. - 2002. - 125 с.].
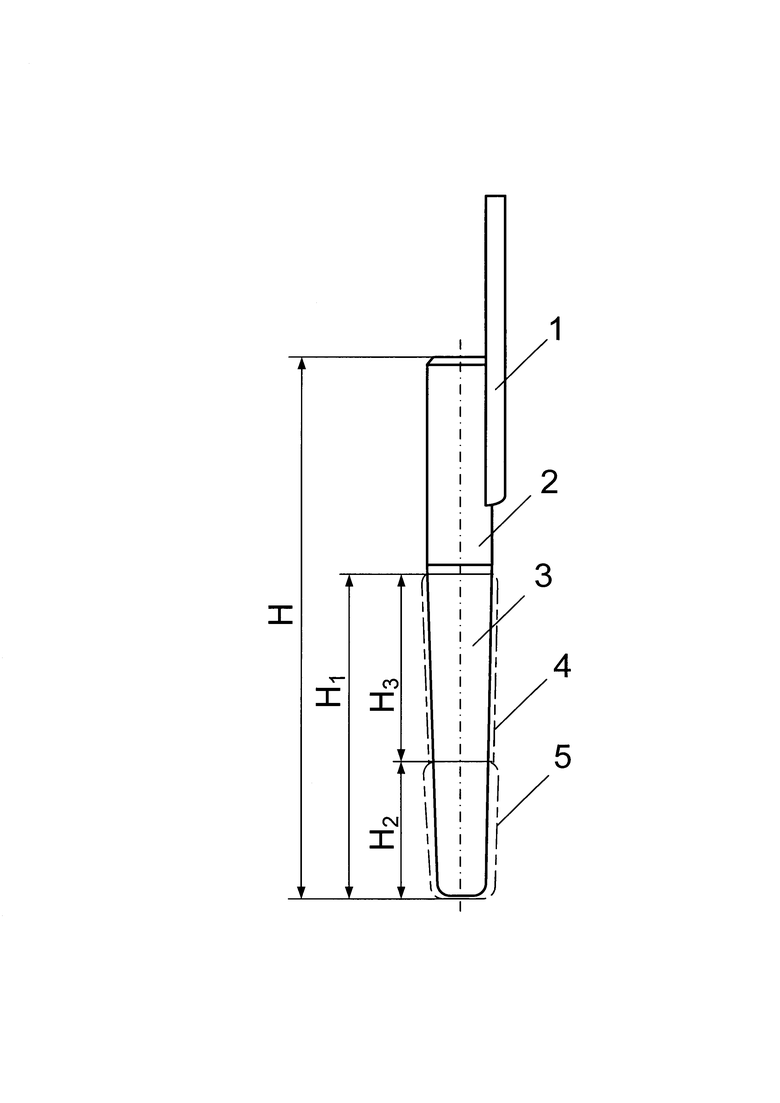
Заявляемый анодный штырь поясняются графически. На фиг. изображен анодный штырь с верхним токоподводом, алюминиевого электролизера - 1, цилиндрическая часть стального стержня - 2, коническая часть стального стержня - 3, слой меди толщиной 0,05…0,5 мм - 4, слой меди толщиной 1 мм - 5. При этом Н - высота стального стержня; H1 - высота конической части штыря на которое нанесен слой меди; Н2 - часть высоты H1 покрытая слоем меди толщиной 1 мм, а Н3 часть высоты H1 покрытая слоем меди толщиной 0,05…0,5 мм.
Заявляемая конструкция изготавливается следующим образом. Нижняя стальная коническая часть анодного штыря высотой Н2 алюминиевого электролизера покрывается слоем меди (толщиной 1 мм), на величину равную 0,25 от высоты Н1, и оставшаяся нижняя часть высотой Н3, являющаяся частью высоты Н1, покрывается слоем толщиной 0,05…0,5 мм. Слой меди обладает повышенной электропроводностью и сниженным электрическим сопротивлением по отношению к стали, материалу, из которого изготовлена нижняя коническая часть анодного штыря.
Технический результат заявляемого изобретения заключается в снижении потребления электролизером электроэнергии за счет снижения падения напряжения в контакте «анодный штырь - угольная часть самообжигающегося анод», а также в создании равномерного распределения тока в угольной части анода, что приводит к снижению нарушений при электролизе алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 2013 |
|
RU2529319C1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ПОДВОДОМ ТОКА | 1994 |
|
RU2082829C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 2015 |
|
RU2606365C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА В ЭЛЕКТРОЛИЗЕРАХ С ВЕРХНИМ ТОКОПОДВОДОМ | 1994 |
|
RU2092621C1 |
| СОСТАВНОЙ АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2087597C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РАССТОЯНИЯ ОТ ПОДОШВЫ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ ДО НИЖНЕГО СРЕЗА ТОКОПОДВОДЯЩЕГО ШТЫРЯ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2002 |
|
RU2245943C2 |
| АНОДНЫЙ ШТЫРЬ ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ | 2015 |
|
RU2601728C1 |
| Самообжигающийся анод алюминиевого электролизера с верхним токоподводом | 1989 |
|
SU1708936A1 |
| ШТЫРЬ ДЛЯ ПОДВОДА ТОКА К САМООБЖИГАЮЩЕМУСЯ АНОДУ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2318923C1 |
| Анодное устройство электролизера для производства алюминия | 2020 |
|
RU2742557C1 |
Изобретение относится к анодному штырю самообжигающегося анода в электролизерах с самообжигающимся анодом для получения алюминия с верхним токоподводом. Анодный штырь содержит стальной стержень цилиндрической формы в его верхней части и конической - в нижней части. Нижняя коническая часть анодного штыря высотой H1 покрыта слоем меди 0,05-1 мм, при этом нижняя часть анодного штыря высотой Н2, составляющая 0,25 высоты H1, покрыта слоем меди толщиной 1 мм, а оставшаяся нижняя часть высотой Н3 от высоты H1 покрыта слоем меди толщиной 0,05…0,5 мм. Обеспечивается сокращение расхода электроэнергии в электролизерах и создание равномерного распределения тока в угольной части алюминиевого электролизера. 1 ил.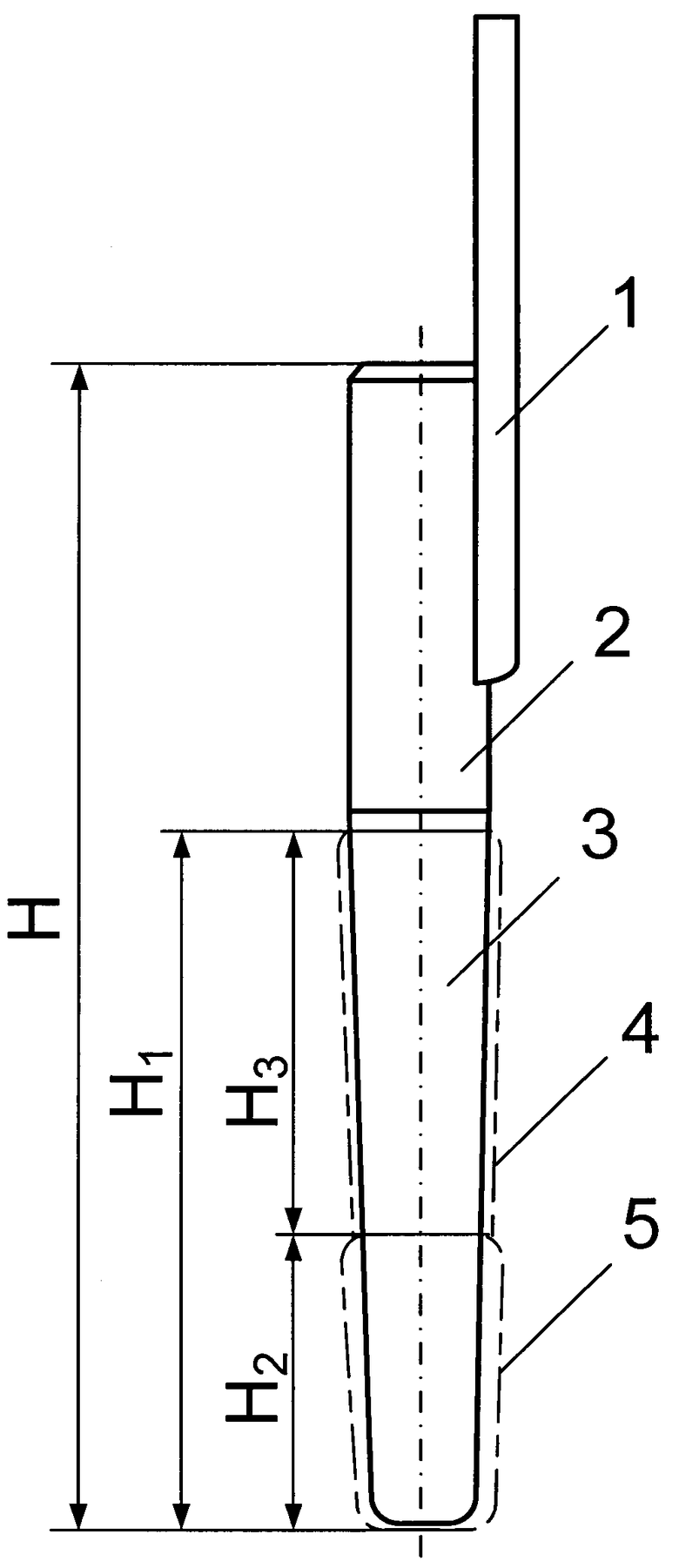
Анодный штырь алюминиевого электролизера с верхним токоподводом, содержащий стальной стержень цилиндрической формы в его верхней части и конической - в нижней части, при этом нижняя часть поверхности анодного штыря имеет покрытие, отличающийся тем, что покрытие выполнено из меди, толщина которого на нижней части поверхности анодного штыря высотой Н2, равной 0,25 высоты конической части H1, составляет 1 мм, а толщина покрытия оставшейся нижней части анодного штыря высотой Н3, являющейся частью высоты H1, составляет 0,05…0,5 мм.
| Способ изготовления короткозамкнутой обмотки роторов индукционных двигателей | 1930 |
|
SU22148A1 |
| АНОДНОЕ УСТРОЙСТВО | 2015 |
|
RU2683683C2 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2321684C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ШТИФТОВ, КЛИНЬЕВ И Т.П. | 1926 |
|
SU35115A1 |
| DE 4443160 A1, 13.06.1996. | |||

