ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу и устройству для измерения оптического искажения переданного изображения в листах стекла, встраиваемому в технологическую линию в системе обработки листов стекла.
УРОВЕНЬ ТЕХНИКИ
[0002] Производители листов стекла, в частности листов стекла, которым придаются различные изогнутые формы, предназначенных для применения в качестве автомобильных ветровых стекол, задних стекол и боковых стекол, заинтересованы в измерении и оценивании величины оптического искажения в отформованных листах стекла, которое может восприниматься человеком-наблюдателем, таким как оператор или пассажир в автомобиле, в котором стекло может быть установлено как ветровое стекло, заднее стекло или боковое стекло. Производители также желают идентифицировать небольшие отметки или другие дефекты, которые являются видимыми на поверхности отформованных листов стекла.
[0003] Известны системы контроля оптических характеристик листа стекла различных типов. Одна известная система контроля оптических характеристик раскрыта в публикации заявки на патент США №2012/0098959 А1, причем права по этой заявке также переуступлены правопреемнику изобретения, раскрытого в данном документе. Эта раскрытая система контроля оптических характеристик может быть выполнена или в лабораторной (то есть вне технологической линии) или во встраиваемой в технологическую линию компоновке, в которой система контроля устанавливается для осуществления контроля листов стекла во время их транспортировки в системе обработки.
[0004] Таким образом, может потребоваться выполнение встраиваемой в технологическую линию компоновки, которая быстро распознает деталь из стекла на движущемся конвейере во время ее транспортировки в ходе обработки и которая содержит простой надежный механизм для улавливания листа стекла, позиционирования листа стекла для захвата изображения с помощью системы контроля и возврата листа стекла на конвейер для последующей обработки.
[0005] Также может быть полезной идентификация листа стекла как одной из множества известных форм деталей во время транспортировки листа стекла выше по ходу технологического процесса относительно системы контроля оптических характеристик, и управление механизмом для захвата и позиционирования листа стекла для удержания и точного позиционирования листа стекла для осуществления обработки с помощью системы контроля оптических характеристик исходя из его формы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Раскрытые система захвата и позиционирования листа стекла и связанный с ней способ используются во встраиваемой в технологическую линию системе контроля оптических характеристик для измерения оптических характеристик листа стекла, при этом встраиваемая в технологическую линию система устанавливается в системе изготовления листов стекла, причем указанная система изготовления листов стекла содержит одну или несколько позиций обработки и один или несколько конвейеров, предназначенных для транспортировки листа стекла от одной позиции к другой в ходе обработки. В дополнение к раскрытой системе захвата и позиционирования листа стекла система контроля оптических характеристик содержит просветный экран, имеющий предварительно заданный контрастный рисунок, цифровую камеру для захвата изображения просветного экрана при размещении листа стекла между камерой и экраном в предварительно выбранном положении и вычислительное устройство, содержащее логическое устройство для приема данных захваченного изображения и выполнения одной или нескольких операций обработки оптических данных для осуществления анализа оптических характеристик листа стекла.
[0007] Система захвата и позиционирования листа стекла содержит внешнюю опорную раму, установленную вблизи конвейера между камерой и просветным экраном, и опорную раму для поддержания листа стекла, соединенную с внешней опорной рамой так, что опорная рама для поддержания листа стекла может быть избирательно позиционирована из первой, в целом горизонтальной, ориентации в плоскости листа стекла на конвейере во вторую, направленную под наклоном вверх, ориентацию, чтобы тем самым разместить лист стекла между камерой и экраном в предварительно выбранном положении, и после этого вернуть в исходное положение и высвободить лист стекла из опорной рамы для поддержания листа стекла для продолжения перемещения на конвейере.
[0008] Система захвата и позиционирования листа стекла может содержать также позиционирующий механизм, выполненный с возможностью приведения в действие для точного ориентирования листа стекла относительно опорной рамы для поддержания листа стекла в то время, как лист стекла перемещается в целом на место на конвейере, а также удерживающий механизм для прикрепления листа стекла к опорной раме для поддержания листа стекла.
[0009] Система захвата и позиционирования листа стекла может содержать также механизм транспортировки, выполненный с возможностью приведения в действие для подъема листа стекла с конвейера и удержания листа стекла на месте так, что позиционирующий механизм может входить в сцепление с листом стекла и точно ориентировать его относительно опорной рамы для поддержания листа стекла.
[0010] Система захвата и позиционирования листа стекла может содержать также программируемое устройство управления, содержащее по меньшей мере один процессор, запрограммированный для выполнения логических операций управления механизмом транспортировки, позиционирующим механизмом и удерживающим механизмом.
[0011] Система захвата и позиционирования листа стекла может содержать также идентификатор детали в виде листа стекла, содержащий датчик, установленный в требуемом местоположении выше по ходу технологического процесса относительно опорной рамы для поддержания листа стекла для обеспечения получения данных, связанных с формой листа стекла. Программируемое устройство управления может содержать также логическое устройство для анализа полученных данных и идентификации листа стекла как одной из набора известных форм деталей и логическое устройство для управления одним или несколькими подвижными компонентами системы захвата и позиционирования листа стекла частично исходя из идентифицированной формы детали для каждой из набора известных форм деталей.
[0012] Раскрыты также встраиваемая в технологическую линию система контроля оптических характеристик и способ. Встраиваемая в технологическую линию система контроля оптических характеристик установлена для осуществления контроля листов стекла во время их транспортировки на конвейере, связанном с системой обработки листа стекла, которая выполняет с листами стекла одну или несколько операций нагрева, гнутья, закалки, термического упрочнения или другие операции, связанные с изготовлением. Раскрытая система контроля оптических характеристик содержит просветный экран, содержащий контрастные элементы, расположенные в виде предварительно заданного рисунка, цифровую камеру для захвата изображения просветного экрана и раскрытую систему захвата и позиционирования листа стекла, предназначенную для принятия листа стекла во время его транспортировки на одном из конвейеров системы обработки листа стекла, мгновенного снятия листа стекла с конвейера и размещения листа стекла на пути между камерой и просветным экраном так, чтобы камера могла захватывать изображение рисунка, переданное через лист стекла, и затем возвращения листа стекла в исходное положение на конвейере.
[0013] Раскрытая встраиваемая в технологическую линию система контроля оптических характеристик содержит также по меньшей мере одно вычислительное устройство, содержащее описанное выше логическое устройство идентификации формы детали и управления механизмом захвата и позиционирования листа стекла, а также логическое устройство для приема данных захваченного изображения и выполнения одной или нескольких операций обработки оптических данных для осуществления анализа оптических характеристик листа стекла и визуального отображения или представления иным образом выбранной информации, связанной с анализом.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
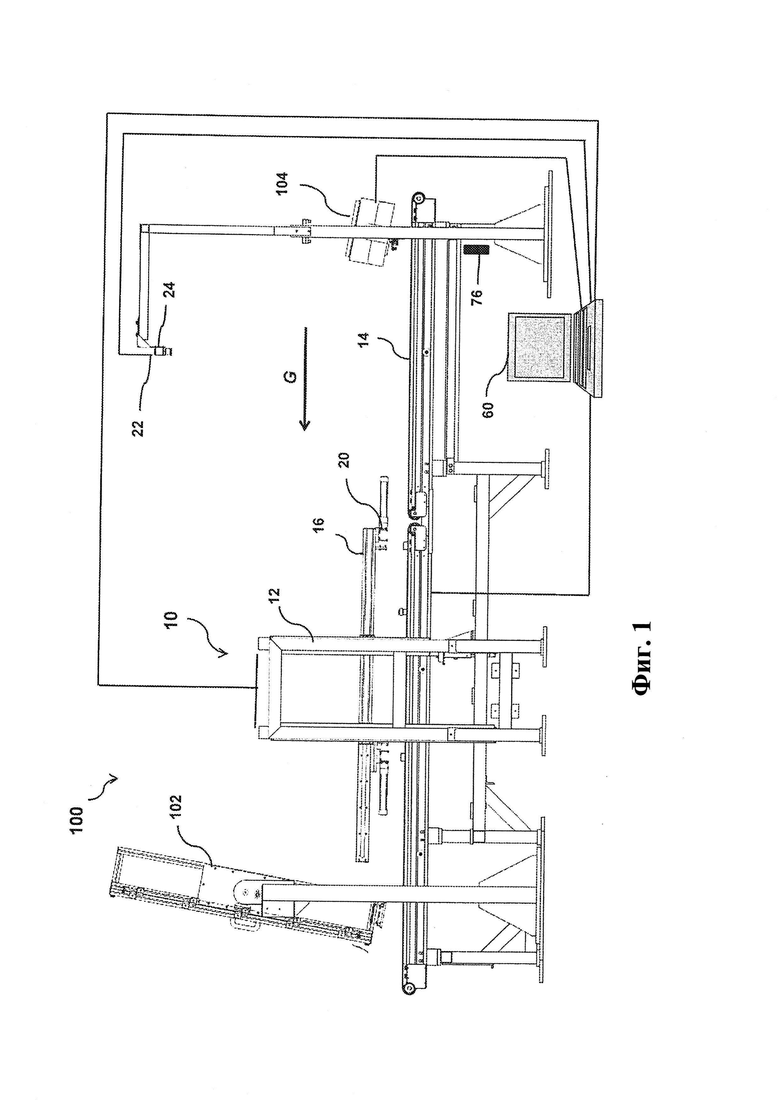
[0014] На фиг. 1 представлен вид сбоку одного варианта осуществления раскрытой системы контроля оптических характеристик листа стекла;
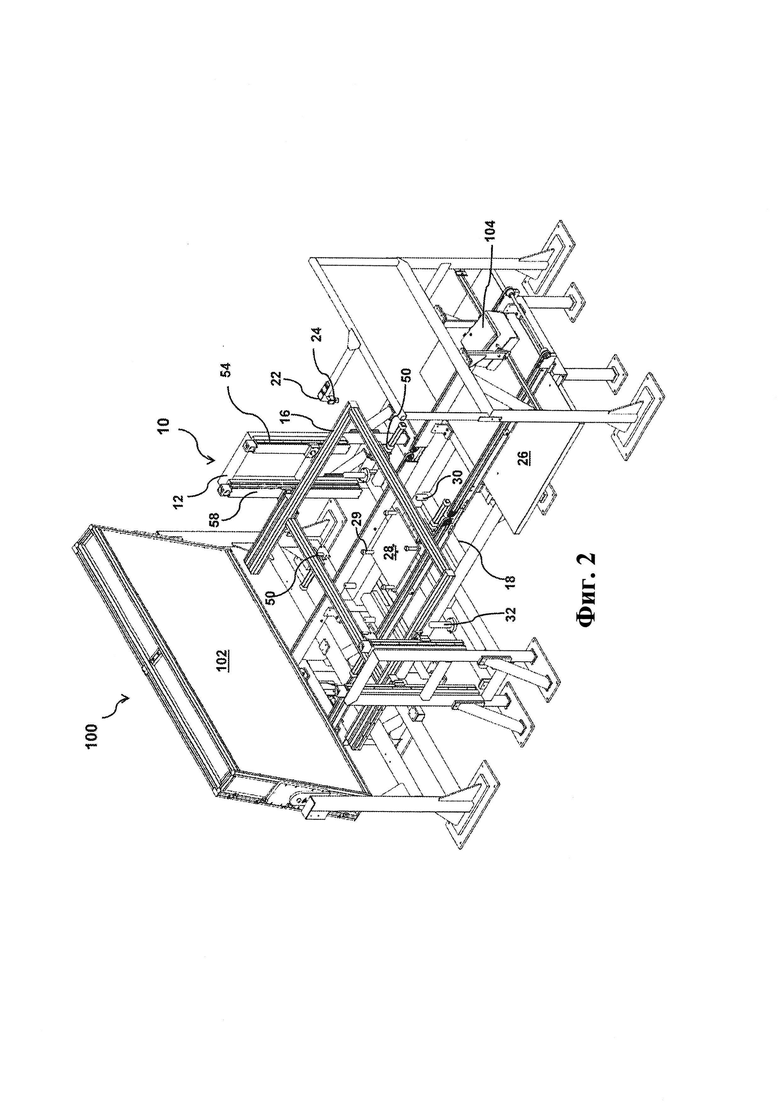
[0015] на фиг. 2 представлен вид в перспективе раскрытой системы контроля оптических характеристик листа стекла по фиг. 1;
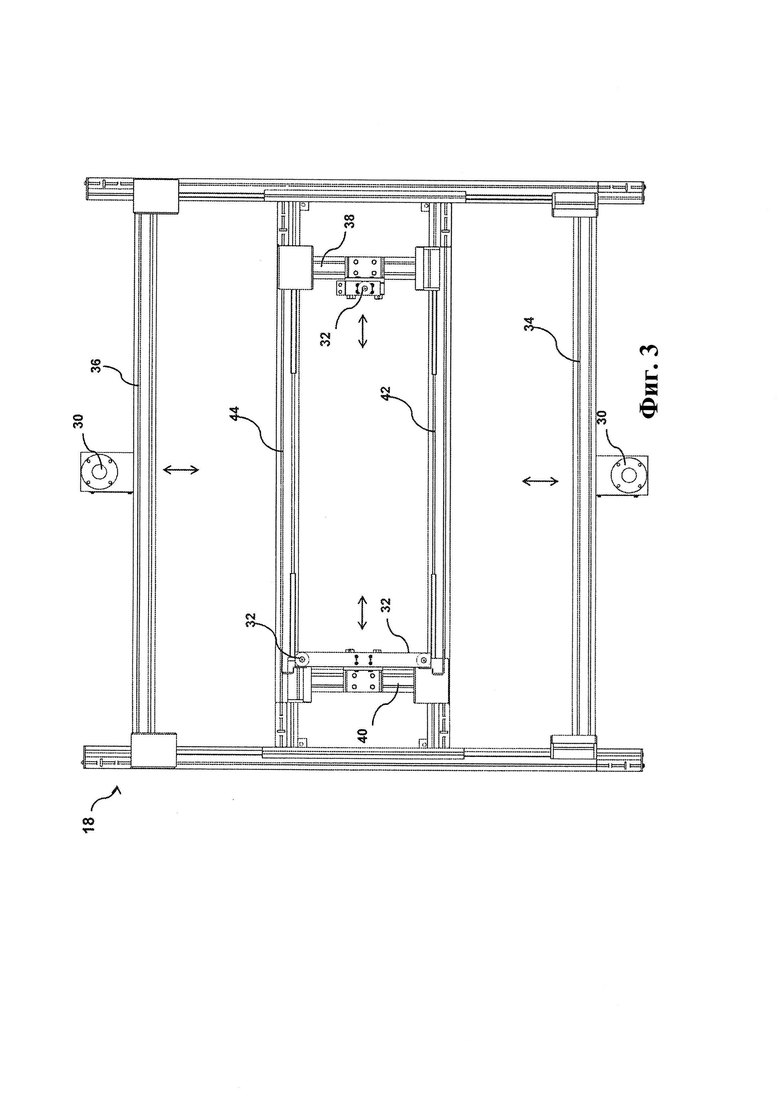
[0016] на фиг. 3 представлен вид сверху механизма позиционирования, который может использоваться в системе захвата и позиционирования листа стекла;
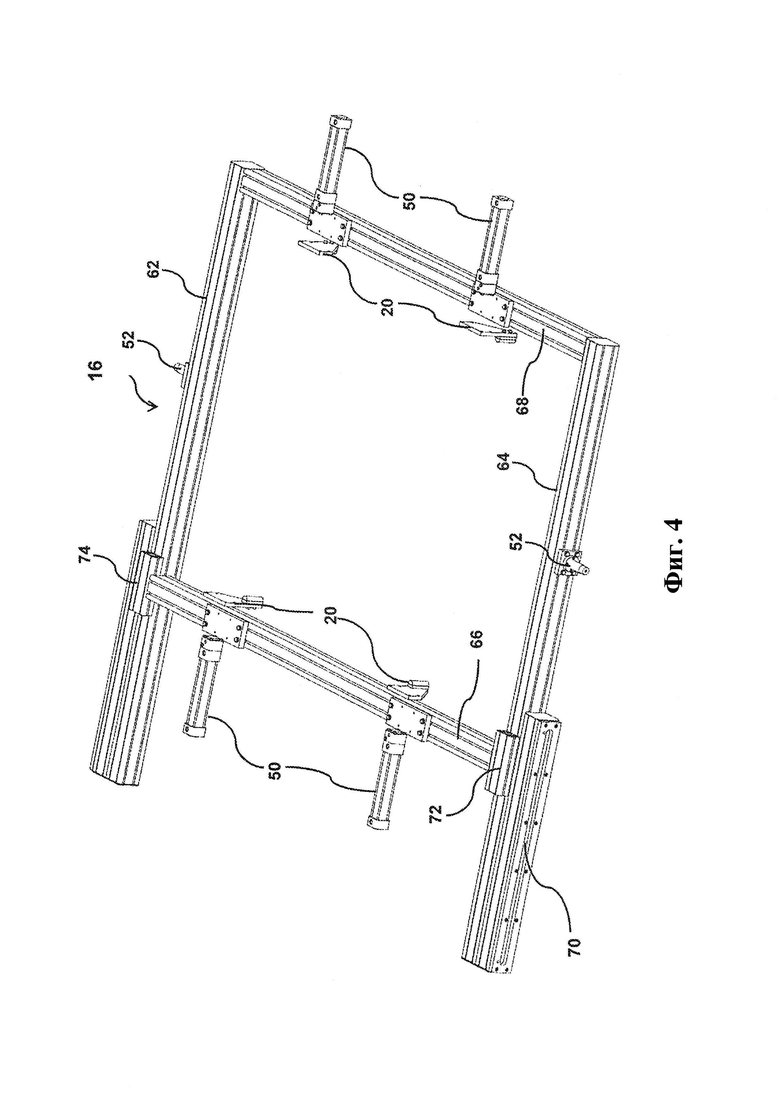
[0017] на фиг. 4 представлен вид в перспективе опорной рамы для поддержания листа стекла, которая может использоваться в системе захвата и позиционирования листа стекла;
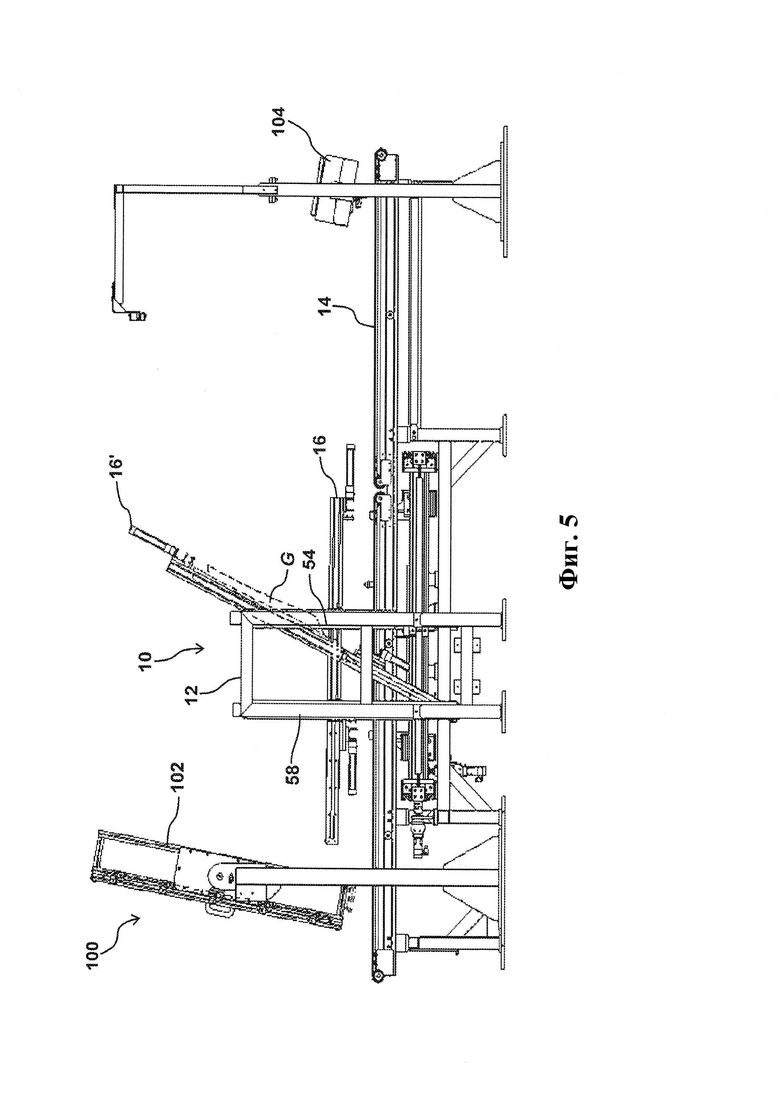
[0018] на фиг. 5 представлен вертикальный вид сбоку одного варианта осуществления раскрытой системы контроля оптических характеристик листа стекла, демонстрирующий опорную раму для поддержания листа стекла механизма захвата и позиционирования в двух положениях;
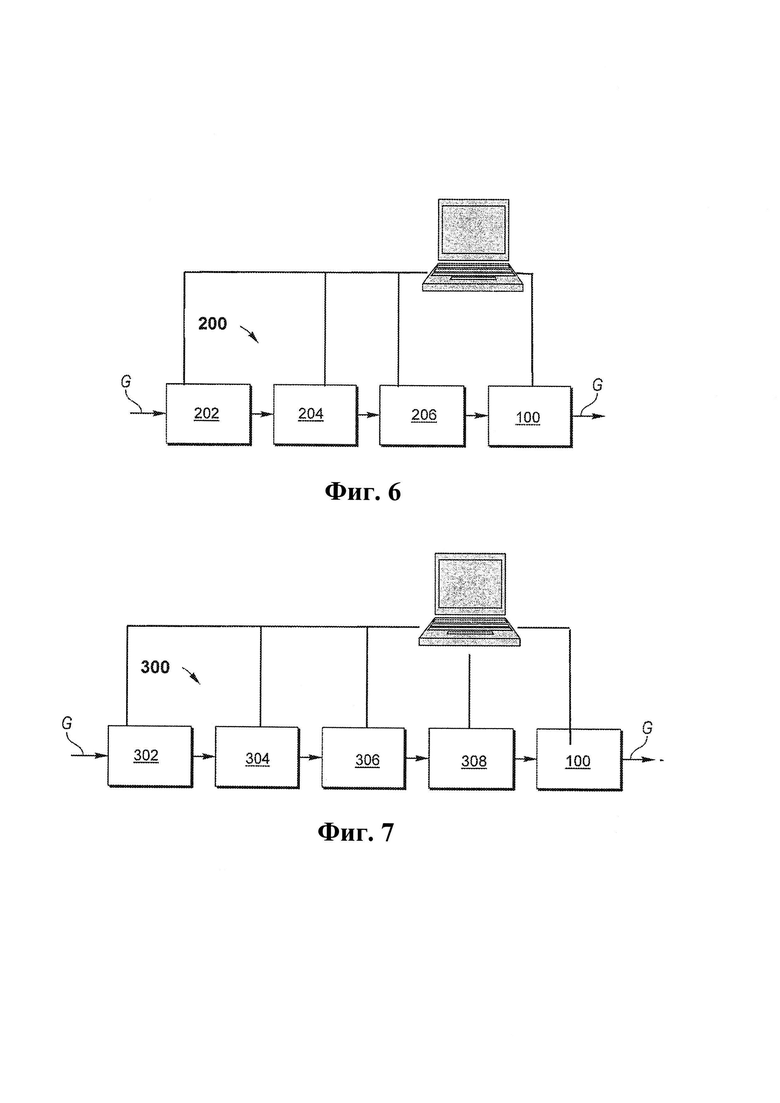
[0019] на фиг. 6 представлен схематический чертеж одного варианта осуществления раскрытой встраиваемой в технологическую линию системы контроля оптических характеристик, установленной в типичной линии формования и закалки автомобильного стекла; и
[0020] на фиг. 7 представлен схематический чертеж другого варианта осуществления раскрытой встраиваемой в технологическую линию системы контроля оптических характеристик, установленной в типичной линии формования автомобильного ветрового стекла.
ПОДРОБНОЕ ОПИСАНИЕ
[0021] В данном описании изобретения в необходимом объеме раскрыты подробные варианты осуществления настоящего изобретения; однако следует понимать, что раскрытые варианты осуществления являются только примерами осуществления изобретения, которые могут быть реализованы в различных и альтернативных вариантах. Фигуры не обязательно выполнены с соблюдением масштаба; некоторые признаки могут быть преувеличены или преуменьшены для того, чтобы показать подробности конкретных компонентов. Вследствие этого конкретные конструктивные и функциональные подробности, раскрытые в данном описании изобретения, должны быть истолкованы не как ограничивающие, а только в качестве репрезентативного базиса для обучения специалиста в области техники, к которой относится изобретение, тому, как различными способами использовать настоящее изобретение.
[0022] С привязкой к фиг. 1 раскрыта система захвата и позиционирования листа стекла, обозначенная общей позицией 10, предназначенная для объединения со встраиваемой в технологическую линию системой контроля оптических характеристик листа стекла, обозначенной общей позицией 100. Встраиваемая в технологическую линию система 100 контроля оптических характеристик, а также объединенная с ней система 10 захвата и позиционирования листа стекла, в свою очередь, может быть объединена с системой изготовления листов стекла, содержащей одну или несколько позиций обработки и один или несколько конвейеров 14 для транспортировки листов стекла в ходе обработки от одной позиции к другой, такой как системы 200 и 300 изготовления, схематически показанные на фиг. 6 и 7.
[0023] Система 10 захвата и позиционирования листа стекла интегрирована во встраиваемую в технологическую линию систему 100 контроля оптических характеристик для облегчения захвата и позиционирования листа стекла для осуществления анализа с помощью встраиваемой в технологическую линию оптической системы 100. Встраиваемая в технологическую линию оптическая система 100 может содержать просветный экран 102, содержащий контрастные элементы, расположенные в виде предварительно заданного рисунка, цифровую камеру 104 для захвата изображения просветного экрана 102 при размещении листа стекла между камерой и экраном в предварительно выбранном положении и одно или несколько вычислительных устройств и/или программируемых устройств управления (обозначенных общей позицией 60), содержащих логическое устройство для управления цифровой камерой 104 и обработки полученных данных для осуществления анализа оптических характеристик листа стекла.
[0024] Также из фиг. 1 видно, что система 10 захвата и позиционирования листа стекла содержит внешнюю раму 12, установленную вблизи конвейера 14 между просветным экраном 102 и камерой 104. Система 10 захвата и позиционирования листа стекла дополнительно содержит подвижную опорную раму 16 для поддержания листа стекла, функционально связанную с внешней опорной рамой 12 так, что опорная рама 16 для поддержания листа стекла может быть перемещена из первой, в целом горизонтальной, ориентации во вторую, направленную под наклоном вверх, ориентацию, в результате чего опорная рама 16 для поддержания листа стекла (и лист стекла, удерживаемый в раме 16) поднимается от плоскости конвейера 14 для размещения листа стекла между камерой 104 и экраном 102 в предварительно выбранном положении, так что встраиваемая в технологическую линию система контроля оптических характеристик может осуществлять сбор требуемых данных для этого конкретного листа стекла. Подвижная опорная рама 16 для поддержания листа стекла после этого может вернуться в свое в целом горизонтальное положение (как показано на фиг. 1) и высвободить лист стекла из рамы 16 обратно на конвейер 14 для конвейерного перемещения листа стекла для осуществления последующей обработки с помощью системы обработки листа стекла.
[0025] Система 10 захвата и позиционирования листа стекла дополнительно содержит позиционирующий механизм 18 (показанный на фиг. 2 и 3), управляемый таким образом, что он входит в контакт с листом стекла во время его транспортировки на конвейере 14 (или, альтернативно, после его снятия с конвейера, как описано ниже) и точно ориентирует лист стекла, и удерживающий механизм 20 для закрепления листа стекла на опорной раме 16 для поддержания листа стекла после того, как он позиционирован надлежащим образом с помощью механизма 18 позиционирования. Система 10 захвата и позиционирования листа стекла дополнительно содержит программируемое устройство 60 управления, содержащее один или несколько процессоров, запрограммированных для выполнение логических операций управления позиционирующим механизмом 18 и удерживающим механизмом 20 для выполнения функций, описанных в данном описании изобретения.
[0026] Рассмотрим теперь фиг. 2, из которой видно, что система 10 захвата и позиционирования листа стекла может содержать также идентификатор 22 детали в виде листа стекла, содержащий датчик 24 формы, установленный вблизи конвейера 14 выше по ходу технологического процесса относительно опорной рамы 16 для поддержания листа стекла. Датчик 24 приводится в действие по сигналу управления для получения данных, связанных с формой листа стекла, движущегося на конвейере 14. Датчик 24 функционально связан с одним или несколькими процессорами, такими как вычислительное устройство 60 (как показано на фиг. 1), причем вычислительное устройство содержит логическое устройство для анализа данных, полученных датчиком 24, и идентификации листа стекла как одной из набора известных форм деталей, хранящихся в памяти в вычислительном устройстве 60. В проиллюстрированном варианте осуществления системы 10 идентификатор 22 детали содержит также просветный экран 24, установленный под конвейером 14 для предоставления соответствующим образом контрастирующего фона так, чтобы датчик 24 мог получать данные, подходящие для эффективного распознавания формы детали из стекла с помощью системного логического устройства во время ее транспортировки между датчиком 24 и просветной панелью 26. В проиллюстрированном варианте осуществления датчик 24 представляет собой цифровую камеру распознавания изображения, а именно камеру на приборах с зарядовой связью (ПЗС) с разрешающей способностью 1,3 мегапикселов, хотя специалистам в области техники, к которой относится изобретение, должно быть понятно, что для захвата изображения листа стекла для осуществления анализа формы могут использоваться любые из целого ряда датчиков изображения.
[0027] Также из фиг. 2 видно, что система 10 захвата и позиционирования листа стекла может содержать также механизм 28 транспортировки, который может быть управляемо перемещаемым из первого положения ниже плоскости конвейерного перемещения конвейера 14 (как показано на фиг. 2) вертикально вверх и в состояние сцепления с нижней поверхностью листа стекла, опирающейся на конвейер 14, в то время, как лист стекла в целом перемещается в положение местонахождения позиционирующего механизма 18, так что механизм 28 транспортировки входит в сцепление с листом стекла и поднимает его с конвейера 14, в результате чего он может быть введен в сцепление и позиционирован с помощью позиционирующего механизма 18, как описано выше. Для управляемого позиционирования механизма транспортировки, упомянутого в данном описании изобретения, могут использоваться стандартные приводы, такие как пневматические цилиндры, управляемые известным образом с помощью соответствующим образом запрограммированного контроллера, такого как вычислительное устройство 60 (показанное на фиг. 1), или другого коммерчески доступного программируемого устройства управления.
[0028] Как показано на фиг. 2, механизм 28 транспортировки может содержать множество стоечных опор 29. Эти опоры могут содержать сферическую верхнюю поверхность с покрытием из Teflon® и/или шар сферического ролика, установленный на вершине стойки, сферическая поверхность которого контактирует с нижней стороной листа стекла и поддерживает ее в отрыве от конвейера для осуществления позиционирования и захвата с помощью позиционирующего и удерживающего механизмов 18 и 20.
[0029] Как видно из фиг. 2 и 3, в раскрытом варианте осуществления изобретения позиционирующий механизм 18 содержит множество стоечных позиционеров 30, 32, которые могут перемещаться из положений за пределами периметра листа стекла по направлению к кромке листа стекла и с вхождением в контакт с ней так, что позиционеры 30, 32 должным образом ориентируют лист стекла, в результате чего он может быть закреплен в правильном положении с помощью удерживающего механизма 20. В раскрытом варианте осуществления изобретения на двух параллельных направляющих 34 и 36 позиционирующего механизма 18, расположенных выше и ниже по ходу технологического процесса, установлено два позиционера 30. Направляющие 34 и 36 могут приводиться в движение с помощью любого одного или нескольких из целого ряда стандартных приводов так, что они могут одновременно перемещаться навстречу друг другу и в сторону удаления друг от друга (и по направлению к кромке листа стекла, ближайшей к каждому позиционеру, или от нее). В проиллюстрированном варианте осуществления изобретения направляющие 34, 36 приводятся в движение с помощью серводвигателей. Аналогичным образом, позиционеры 32 установлены по обе стороны от конвейера на направляющих 38 и 40. Направляющие 38 и 40 установлены с возможностью скольжения на направляющих 42 и 44 и могут приводиться в движение с помощью одного привода так, что позиционеры 32 на противоположных сторонах конвейера одновременно перемещаются навстречу друг к другу или в сторону удаления друг от друга (и по направлению к кромке листа стекла, ближайшей к каждому позиционеру, или от нее). Таким образом, когда лист стекла перемещается вдоль конвейера в положение, как правило, находящееся в области опорной рамы 16, может осуществляться управление каждым из позиционеров 30, 32 таким образом, чтобы они быстро перемещались в положение контакта с листом стекла и ориентировали лист стекла.
[0030] Также из фиг. 2 и 3 видно, что один или несколько позиционеров 30, 32 могут также приводиться в движение с помощью стандартного привода, такого как пневматический цилиндр, для перемещения в вертикальном направлении, так что позиционеры могут быть отведены назад (то есть опущены) в положение ниже плоскости конвейера для обеспечения возможности прохождения стекла на конвейере над позиционером, чтобы транспортировать его ниже по ходу технологического процесса для последующей обработки. Следует понимать, что управление серводвигателями, пневматическими цилиндрами и/или другими приводами, применяемыми для управления позиционерами 30 и 32, может осуществляться способом, хорошо известным на уровне техники, с помощью соответствующим образом запрограммированного контроллера, такого как вычислительное устройство 60 (показанное на фиг. 1), или другого коммерчески доступного программируемого устройства управления.
[0031] В другом варианте осуществления позиционирующий механизм 18 может дополнительно или альтернативно содержать другие стандартные датчики и приводы для обнаружения присутствия и местоположения листа стекла на конвейере и перемещения в положение контакта с листом требуемым образом. Один тип такой альтернативной системы позиционирования, которая может быть приспособлена для того, чтобы способствовать позиционированию листа стекла, закрепляемого на удерживающем механизме 20, раскрыт в публикации заявки на патент США №2013/0091896 А1 (см., в частности, позиционирующее устройство 54 и позиционеры 55 на фиг. 4 и 6-10, с. 4, 39, 41), причем существенные части этой публикации включены настоящим в данное описание изобретения в полном объеме.
[0032] Как видно из фиг. 2 и 4, опорная рама 16 может содержать направляющие 62, 64, 66 и 68, которые ограничивают в целом прямоугольное пространство, в котором может располагаться и удерживаться лист стекла. Направляющие 62 и 64 закреплены на их верхнем по ходу технологического процесса конце, например, с помощью направляющего штифта 52, с возможностью поворота и передвижения путем скольжения внутри направляющего канала в вертикальной направляющей 54. Каждая из направляющих 62 и 64 также закреплена на ее нижнем по ходу технологического процесса конце с возможностью поворота и передвижения путем скольжения вдоль направляющего канала в вертикальной направляющей 58. В проиллюстрированном варианте осуществления в каждой из направляющих 62 и 64 имеется пазовый направляющий канал 70, в результате чего внутри направляющего канала 70 может перемещаться путем скольжения соединительный элемент, такой как направляющий штифт, при этом опорная рама 16 также расположена с возможностью перемещения путем скольжения вдоль направляющего канала в вертикальной направляющей 58.
[0033] Также на фиг. 2 и 4 видно, что в раскрытом варианте осуществления удерживающий механизм 20 содержит множество зажимов 50, приводимых в действие пневматическим цилиндром, установленных на опорной раме и управляемо позиционируемых из отведенного положения (показанного на фиг. 4) в состояние сцепления с периферийной кромкой листа стекла для вхождения в сцепление с листом стекла и удержания его на месте на опорной раме 16. В проиллюстрированном варианте осуществления каждый из зажимов 50 приводится в действие с помощью стандартного пневматического цилиндра, управление которым также осуществляется известным способом с помощью соответствующим образом запрограммированного контроллера, такого как вычислительное устройство 60 (показанное на фиг. 1), или другого коммерчески доступного программируемого устройства управления. В раскрытом варианте осуществления диапазон перемещения зажимов 50 подходит для обеспечения возможности удержания в опорной раме 16 одного и того же размера деталей в виде листа стекла целого ряда размеров. Кроме того, к каждой из направляющих 62 и 64 в местоположениях 72 и 74 может крепиться с возможностью расцепления направляющая 66, так что может осуществляться регулировка вручную опорной рамы 16 для приспосабливания к дополнительным размерам деталей в виде листов стекла, что сводит до минимума или исключает необходимость в удалении и установке дополнительных опорных рам для разных деталей в виде листов стекла.
[0034] Альтернативно или дополнительно на опорной раме 16 могут быть установлены другие стандартные захватные устройства, такие как чашечные присоски или другие механические захваты для прикрепления листа стекла к опорной раме 16 после того, как лист удержан в правильном положении с помощью позиционирующего механизма 18 для осуществления захвата с помощью опорной рамы 20.
[0035] Ниже будет описана со ссылкой на фиг. 1 и 5 последовательность работы каждого из компонентов системы 10 захвата и позиционирования листа стекла в контексте интегрирования системы 10 во встраиваемую в технологическую линию систему 100 контроля оптических характеристик. В то время, как лист стекла движется вдоль конвейера 14 выше по ходу технологического процесса относительно системы 10 захвата и позиционирования (то есть в правом краю фиг. 1), передний край листа стекла выявляется с помощью стандартного датчика 76, такого как бесконтактный оптический переключатель, установленного выше по ходу технологического процесса в подходящем положении и функционально связанного (непосредственно или опосредствованно с датчиком 24 изображения) для обеспечения возможности включения датчика 24 изображения системой 60 управления идентификатором 22 детали в виде листа стекла в то время, как лист стекла перемещается на конвейере 14 под датчиком 24 изображения. Затем данные изображения, полученные датчиком 24 изображения, анализируются и сравниваются с помощью системного логического устройства идентификатора детали для определения соответствия одной или нескольким хранящимся в памяти известным формам деталей, и при этом логическое устройство идентифицирует лист стекла как одну из известных деталей. После этого идентификация детали для этого листа стекла может быть реализована устройствами управления как для позиционирующего механизма 18, так и для удерживающего механизма 20 так, что эти компоненты позиционируют, удерживают и, в конечном счете, ориентируют лист стекла так, как это требуется для того, чтобы система 100 контроля оптических характеристик выполнила анализ этого конкретного типа детали, как описано ниже.
[0036] Лист стекла перемещается вниз по ходу технологического процесса (то есть справа налево на фиг. 1 и 3) до тех пор, пока лист стекла в целом не окажется в положении для захвата, и тогда механизм 28 транспортировки (показанный на фиг. 2) приводится в действие и перемещается вверх, в результате чего каждая из опор 29 входит в контакт с движущимся листом стекла и поднимает лист стекла с конвейера 18. Затем приводится в действие позиционирующий механизм 18 и он вызывает перемещение позиционеров 30, 32 в положение контакта с листом стекла в то время, как он поддерживается на механизме 28 транспортировки для точного ориентирования листа стекла для захвата и удержания на опорной раме 16. После того, как зажимы 50 на удерживающем механизме 20 позиционированы, каждый из них может быть приведен в действие для надежного удержания листа стекла на опорной раме 16. Затем происходит управляемое перемещение опорной рамы 16 вместе с закрепленным на ней теперь листом стекла для ориентирования листа стекла в положение, при котором камера 104 может записать изображение рисунка на просветном экране 102 при расположении листа стекла между ними и, после этого, анализировать данные изображения для определения и представления оптических характеристик листа стекла.
[0037] Теперь по-прежнему со ссылкой на фиг. 5 будет описана последовательность движений опорной рамы в раскрытом варианте осуществления. Сначала опорная рама 16 ориентируется в целом в горизонтальном положении, в целом параллельно конвейеру 14 (показано позицией 16 на фиг. 3). Рама 16 расположена с возможностью перемещения путем скольжения на своем поворотном соединении 52 вдоль верхней по ходу технологического процесса вертикальной направляющей 54 в фиксированное положение 56 (находящееся на вершине направляющей 54 в раскрытой системе). Опорная рама 16 одновременно или после этого перемещается вдоль нижней по ходу технологического процесса вертикальной направляющей 58 так, что опорная рама 16 наклоняется под требуемым углом контроля для этой идентифицированной детали. Опорная рама 16 и лист стекла теперь ориентированы в положение, обозначенное позицией 16' на фиг. 5. После того, как лист стекла перемещен в положение 16', устройство 60 управления системой контроля оптических характеристик включает камеру 104 для записи изображения рисунка просветного экрана 102, переданного через лист стекла. Эта информация изображения затем анализируется известным образом для предоставления информации об оптическом искажении и других данных контроля качества для этого листа стекла.
[0038] Сразу же после включения камеры 104 опорная рама 16 может быть перемещена в порядке, в целом обратном по отношению к упомянутому выше, чтобы, тем самым, повторно установить опорную раму 16 и удерживаемый на ней лист в горизонтальном положении непосредственно над конвейером 14. Затем удерживающий механизм 20 может быть приведен в действие для высвобождения листа стекла с перемещением его на механизм 28 транспортировки или, альтернативно, непосредственно на конвейер 14 для последующей обработки.
[0039] Следует понимать, что в раскрытом варианте осуществления изобретения идентификация типа детали дает возможность позиционирующему механизму 18 и удерживающему механизму 20 соответственно позиционировать и удерживать лист стекла на опорной раме в таком положении, что, когда опорная рама перемещена вверх по вертикальной направляющей 54 в положение 56, каждая из идентифицированных деталей располагается так, что средняя линия листа стекла совпадает с главной оптической осью камеры 104. Следует понимать, что система может быть запрограммирована для перемещения опорной рамы (путем скользящего перемещения рамы вдоль нижней по ходу технологического процесса вертикальной направляющей 58 и ее поворота вокруг точки 56) на любой требуемый угол исходя из типа детали и/или предпочтения пользователя.
[0040] Еще раз ссылаясь на фиг. 1, 2 и 5 раскрыта встраиваемая в технологическую линию система 100 контроля оптических характеристик листа стекла. Встраиваемая в технологическую линию система 100 контроля оптических характеристик листа стекла установлена для осуществления контроля листов стекла в то время, как они транспортируются на конвейере 14, связанном с системой обработки листа стекла, которая выполняет с листами стекла ряд операций, связанных с изготовлением. Раскрытая система 100 контроля содержит просветный экран 102, камеру 104 и механизм 10 захвата и позиционирования листа стекла, предназначенный для принятия листа стекла в то время, как он транспортируется на одном из конвейеров 14. Как описано выше, механизм 10 захвата и позиционирования листа стекла мгновенно снимает лист стекла с конвейера и размещает лист стекла на пути между камерой 104 и просветным экраном 102 так, чтобы камера 104 могла захватывать изображение рисунка экрана, переданное через лист стекла.
[0041] Затем механизм 10 захвата и позиционирования листа стекла повторно располагает лист стекла на конвейере 14 для последующей обработки. Система 100 контроля дополнительно содержит вычислительное устройство 60, содержащее логическое устройство, предназначенное для приема данных захваченного изображения и выполнения одной или нескольких операций обработки оптических данных для осуществления анализа оптических характеристик листа стекла и визуального отображения или представления иным образом выбранной информации, связанной с анализом. Как упомянуто выше, вычислительное устройство 60 может быть также функционально связано с датчиками, установленными на определителях местонахождения 16, и приводами, установленными для перемещения внутренней опорной рамы 16 в каждое из различных рабочих положений, описанных в данном описании изобретения, и из них, для обеспечения управляемого позиционирования листов стекла, для осуществления захвата изображения и обработки оптических данных, как описано далее в данном описании изобретения.
[0042] В одном варианте осуществления система 100 контроля может быть такого типа, который описан в публикации заявки на патент США №2012/0098959 А1, причем раскрытие этой публикации включено в данное описание изобретения в полном объеме. В этом варианте осуществления системы 100 контроля оптических характеристик цифровое изображение, захваченное для каждого листа стекла, загружается в вычислительное устройство 60, которое соответствующим образом запрограммировано для выполнения анализа данных изображения для определения (1) признаков, в том числе кратности увеличения и оптической силы линзы, оптического искажения в наблюдаемом изображении рисунка, переданном через лист стекла, и (2) небольших видимых оптических или преграждающих дефектов на листе стекла.
[0043] В дополнение к вышеупомянутым характеристикам оптических дефектов и данным, идентифицируемым и визуально отображаемым с помощью системы 100, с помощью раскрытых системы и способа возможно также идентифицировать области оптического и/или преграждающего искажения и других видимых дефектов диаметром до 1 миллиметра, которые появляются на поверхности листа стекла, и определить их местоположение.
[0044] Система 100 может быть запрограммирована пользователем для графического и цифрового визуального отображения различных признаков оптического искажения, в том числе признаков, которые являются наиболее существенными для таких промышленных стандартов, как ЕСЕ R43, или других признаков, считающихся существенными в промышленности для анализа качества оптической передачи отформованных и изготовленных листов стекла. Система 100 также может быть запрограммирована для визуального отображения местоположений небольших видимых поверхностных дефектов, идентифицированных на листе стекла.
[0045] В одном варианте осуществления просветный экран 102 предоставляет рисунок в виде темных квадратов, расположенных на светлом фоне на известном предварительно заданном расстоянии друг от друга, образуя прямоугольную сетку, так что изображение сетки проецируется на камеру 104 через лист стекла G, установленный между ними. Следует понимать, что можно использовать другие аналогичные контрастные сетчатые рисунки без отхода от сущности настоящего изобретения.
[0046] Цифровая камера 104 установлена для сбора изображений сетки на экране 102, переданных через лист G стекла, удерживаемый на механизме 10 захвата и позиционирования листа стекла. Камера 104 соединена через стандартную линию передачи данных с вычислительным устройством 60, которое может быть соответствующим образом запрограммировано для получения данных цифрового изображения от камеры, обработки данных изображения для получения требуемого разрешения для данных и анализа данных для выявления различных признаков искажения, а также небольших отметок/дефектов на поверхности листа стекла в соответствии со способом, предлагаемым согласно настоящему изобретению, который описан в данном описании изобретения и который дополнительно описан в публикации заявки на патент США №2012/0098959 А1. Вычислительное устройство 60 может быть запрограммировано также для представления полученной информации об искажении изображения как в графической (например, цветокодированные изображения), так и в статистической формах. При необходимости могут быть получены и представлены различные другие статистические данные для предварительно заданных областей листа стекла, в том числе максимальное, минимальное, среднее и среднеквадратическое отклонение, а также диапазон отклонения оптической силы линзы или другие признаки искажения, которые могут представлять интерес.
[0047] Специалистам в области техники, к которой относится изобретение, должно быть понятно, что, в дополнение к способу и системе, описанным в публикации заявки на патент США №2012/0098959 А1, в других вариантах осуществления системы 100 контроля оптических характеристик могут дополнительно или альтернативно применяться другие известные методы обработки изображений для сбора и анализа данных изображения, связанных с листами стекла, и предоставления различных признаков оптического искажения переданного изображения. Аналогичным образом, не отходя от сущности настоящего изобретения, могут быть разработаны и использованы с помощью системы 100 контроля другие методы идентификации отметок и/или дефектов на поверхности листа стекла.
[0048] В одном варианте осуществления сетчатый экран 102 представляет собой световой короб, в котором используется стандартные осветительные приборы (такие как люминесцентные лампы) сзади полупрозрачной панели, на которой напечатан, нарисован или иначе нанесен с использованием стандартных методов контрастный рисунок, предпочтительно в виде сетки, представленной черными квадратами на белом фоне. Цифровая камера 104 соединена с вычислительным устройством 60 с использованием известных методов, предпочтительно так, чтобы управление захватом изображения камерой могло осуществляться с помощью вычислительного устройства.
[0049] Фиг. 6 демонстрирует типичную систему 200 нагрева, гнутья и закалки листа стекла, которая содержит встраиваемую в технологическую линию систему 100 контроля оптических характеристик, а также систему 10 захвата и позиционирования листа стекла, предлагаемые в соответствии с настоящим изобретением. В этой установке листы стекла (обозначенные позицией G) поступают в зону 202 нагрева, где стекло размягчается до температуры, подходящей для придания стеклу необходимой формы. Затем нагретый лист стекла транспортируется к позиции 204 гнутья, где размягченному листу придается желаемая форма, и после этого далее транспортируется к позиции 206 охлаждения, где лист стекла охлаждается управляемым образом для получения отвечающих требованиям физических характеристик. В этом варианте осуществления лист стекла затем будет передаваться с позиции охлаждения на конвейер, с которого лист захватывается и позиционируется с помощью механизма 10 захвата и позиционирования для осуществления захвата и анализа изображения с помощью системы 100 контроля оптических характеристик, предлагаемой в соответствии с настоящим изобретением. После измерения лист стекла будет затем возвращен на конвейер 14 для последующей обработки. Следует также понимать, что транспортировка и конвейерное перемещение стекла может обеспечиваться с использованием известных методов, таких как, например, с помощью роликовых конвейеров, конвейеров на воздушной подушке или ленточных конвейеров, позиционеров и роботизированных рук, для того, чтобы выполнять манипуляции со стеклом описанным образом. Следует также понимать, что каждый из множества конвейеров может независимо управляться, чтобы перемещать листы стекла через различные позиции обработки со скоростями, позволяющими эффективно управлять прохождением и обработкой листов стекла во всей системе 200.
[0050] На фиг. 7 аналогичным образом схематически показана встраиваемая в технологическую линию система 100 контроля оптических характеристик и связанная с ней система 10 захвата и позиционирования листа стекла, предлагаемые в соответствии с настоящим изобретением, в типичной системе 300 изготовления автомобильных ветровых стекол, которая может содержать позицию 302 нагрева, позицию 304 гнутья, позицию 306 охлаждения и позицию 308 ламинирования, находящиеся выше по ходу технологического процесса относительно системы 100 контроля оптических характеристик.
[0051] Выбранные данные, выдаваемые раскрытой встраиваемой в технологический процесс системой 100 контроля оптических характеристик, могут быть также предоставлены в качестве входного сигнала для логического устройства управления связанной с ним системой 200 нагрева, гнутья и закалки (или системой 300 изготовления автомобильных ветровых стекол), чтобы позволить устройству (устройствам) управления одной или несколькими позициями системы обработки листа стекла модифицировать их рабочие параметры в зависимости от оптических данных, выявленных по ранее обработанным листам стекла.
[0052] Следует понимать, что система 100 контроля оптических характеристик, предлагаемая в соответствии с настоящим изобретением, альтернативно может быть установлена в технологической линии в различных других местах в описанной выше и других системах изготовления листов стекла так, как это необходимо, для максимального увеличения производительности системы при условии, что измерения оптического искажения проводятся после того как листу стекла придана его окончательная форма.
[0053] Специалистам в области техники, к которой относится изобретение, должно быть также понятно, что, хотя камера и сетчатый экран в проиллюстрированных вариантах осуществления расположены так, что путь между камерой 104 и просветным сетчатым экраном 102 в целом параллелен направлению конвейерного перемещения стекла, возможно применение, не отходя от сущности изобретения, различных альтернативных компоновок системы 100 вдоль конвейера (конвейеров), соответствующим образом соединенных с системой обработки листа стекла.
[0054] Несмотря на то, что выше описаны иллюстративные варианты осуществления, не имеется в виду, что эти варианты осуществления описывают все возможные формы настоящего изобретения. Скорее, слова, употребляемые в описании изобретения, представляют собой слова, носящие описательный, а не ограничительный характер, и следует понимать, что различные изменения могут быть внесены без выхода за пределы объема изобретения и без отхода от его сущности. Кроме того, признаки различных вариантов осуществления могут быть объединены для образования дополнительных вариантов осуществления изобретения.
Система захвата и позиционирования листа стекла и связанный с ней способ используются в системе контроля оптических характеристик листа стекла, встраиваемой в технологическую линию системы обработки листа стекла. Система захвата и позиционирования содержит внешнюю опорную раму и подвижную опорную раму для поддержания листа стекла, соединенную с внешней опорной рамой так, что опорная рама для поддержания листа стекла может быть избирательно позиционирована из своей первой ориентации, в результате чего лист стекла снимается с конвейера и удерживается на опорной раме, во вторую ориентацию, в результате чего лист стекла позиционируется для обработки с помощью системы контроля оптических характеристик. Система может содержать также идентификатор детали в виде листа стекла и программируемое устройство управления, содержащее логическое устройство для анализа данных захваченного изображения и идентификации листа стекла как одной из набора известных типов деталей и после этого закрепления и позиционирования листа стекла на опорной раме для поддержания листа стекла исходя из анализа формы детали. Повышается надежность системы. 5 н. и 23 з.п. ф-лы, 7 ил.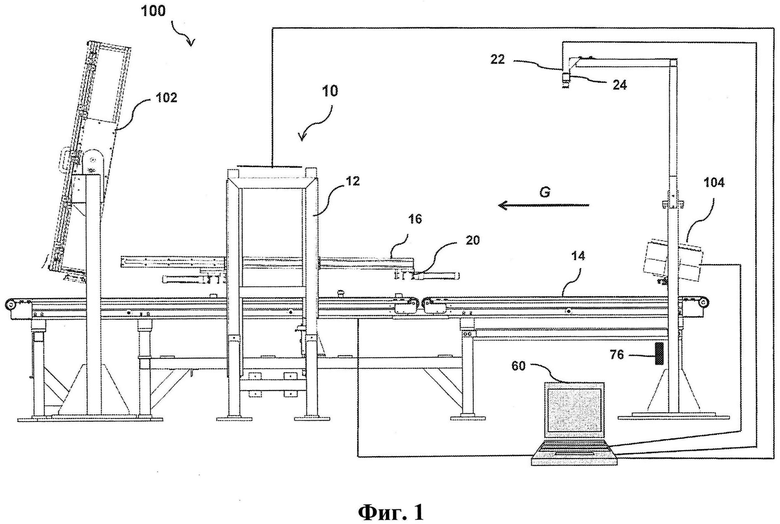
1. Система захвата и позиционирования листа стекла для встраиваемой в технологическую линию системы измерения оптических характеристик листа стекла, при этом указанная встраиваемая в технологическую линию система содержит просветный экран, содержащий рисунок контрастных элементов, цифровую камеру для захвата изображения просветного экрана при размещении листа стекла между камерой и экраном, при этом указанная встраиваемая в технологическую линию система установлена в системе изготовления листов стекла, содержащей одну или несколько позиций обработки и один или несколько конвейеров для транспортировки листа стекла в ходе обработки, причем система захвата и позиционирования содержит:
внешнюю раму, выполненную с возможностью установки вблизи одного из указанного одного или нескольких конвейеров между камерой и просветным экраном, при этом внешняя рама содержит вертикальную направляющую, выполненную с возможностью установки на каждой из двух сторон указанного одного конвейера, причем когда вертикальные направляющие расположены по боками указанного одного конвейера, каждая вертикальная направляющая проходит от места ниже указанного одного конвейера до места выше указанного одного конвейера,
подвижную опорную раму для поддержания листа стекла, содержащую первую и вторую направляющие, функционально связанные с внешней рамой так, что опорная рама для поддержания листа стекла может перемещаться из первой, в целом горизонтальной, ориентации в плоскости листа стекла на указанном одном конвейере во вторую, направленную под наклоном вверх, ориентацию, в которой опорная рама для поддержания листа стекла поднимается от плоскости указанного одного конвейера вместе с удерживаемым на ней листом стекла, чтобы разместить лист стекла между камерой и экраном, и после этого опорная рама может быть возвращена в исходное положение для высвобождения листа стекла из опорной рамы для поддержания листа стекла для продолжения движения на указанном одном конвейере, при этом каждая из первой и второй направляющих опорной рамы прикреплена к соответствующей одной из вертикальных направляющих с помощью соединительного элемента, который выполнен с возможностью перемещения вдоль соответствующей одной из вертикальных направляющих так, что, когда опорная рама расположена в направленной под наклоном вверх ориентации, соединительные элементы могут быть расположены ниже указанного одного конвейера,
позиционирующий механизм, выполненный с возможностью приведения в действие для ориентирования листа стекла относительно опорной рамы для поддержания листа стекла,
удерживающий механизм для прикрепления листа стекла к опорной раме для поддержания листа стекла, и
программируемое устройство управления, содержащее по меньшей мере один процессор, запрограммированный для выполнения логических операций управления позиционирующим механизмом, удерживающим механизмом и перемещением опорной рамы для поддержания листа стекла.
2. Система захвата и позиционирования листа стекла по п. 1, отличающаяся тем, что дополнительно содержит идентификатор детали в виде листа стекла, содержащий датчик для получения данных, связанных с формой листа стекла, движущегося на конвейере выше по ходу технологического процесса относительно встраиваемой в технологическую линию системы, причем программируемое устройство управления содержит логическое устройство для анализа полученных данных, связанных с формой листа стекла и идентификации листа стекла как одной из набора известных форм деталей, при этом управление по меньшей мере одним из позиционирующего механизма, удерживающего механизма или управление перемещением опорной рамы для поддержания листа стекла осуществляется частично исходя из идентифицированной формы детали.
3. Система захвата и позиционирования листа стекла по п. 1, отличающаяся тем, что дополнительно содержит механизм транспортировки, выполненный с возможностью приведения в действие для вхождения в контакт и подъема листа стекла с указанного одного конвейера, причем опорная рама для поддержания листа стекла выполнена с возможностью перемещения относительно механизма транспортировки.
4. Система захвата и позиционирования листа стекла по п. 3, отличающаяся тем, что механизм транспортировки содержит опорную стойку, содержащую множество опор для листа стекла, каждая из которых может перемещаться из первого положения ниже плоскости листа стекла, когда лист стекла расположен на указанном одном конвейере, во второе положение контакта с поверхностью листа стекла на указанном одном конвейере, при этом опоры для листа стекла выполнены с возможностью подъема листа стекла вверх с указанного одного конвейера.
5. Система захвата и позиционирования листа стекла по п. 1, отличающаяся тем, что позиционирующий механизм содержит один или несколько подвижных позиционеров, выполненных с возможностью установки вблизи указанного одного конвейера так, что, когда опорная рама для поддержания листа стекла позиционирована в своей первой ориентации, позиционеры могут перемещаться в положение контакта с листом стекла для перемещения листа стекла в положение для закрепления листа стекла на опорной раме для поддержания листа стекла.
6. Система захвата и позиционирования листа стекла по п. 1, отличающаяся тем, что удерживающий механизм содержит один или несколько позиционируемых зажимов, выполненных с возможностью установки на опорной раме для поддержания листа стекла вблизи листа стекла, когда лист стекла расположен на указанном одном конвейере так, что, когда опорная рама для поддержания листа стекла позиционирована в своей первой ориентации, зажимы позиционируются в положение для вхождения в контакт с листом стекла и закрепления его на опорной раме для поддержания листа стекла, а когда опорная рама для поддержания листа стекла возвращается в исходное положение для высвобождения листа стекла из опорной рамы для поддержания листа стекла для продолжения движения на указанном одном конвейере, зажимы позиционируются в положение для высвобождения листа стекла из опорной рамы для поддержания листа стекла с перемещением его на указанный один конвейер.
7. Система захвата и позиционирования листа стекла по п. 1, отличающаяся тем, что первая направляющая с возможностью поворота и передвижения путем скольжения прикреплена к вертикальной направляющей внешней рамы, которая может быть установлена на одной стороне указанного одного конвейера, а вторая направляющая с возможностью поворота и передвижения путем скольжения прикреплена к вертикальной направляющей внешней рамы, которая может быть установлена на другой стороне указанного одного конвейера.
8. Система захвата и позиционирования листа стекла по п. 7, отличающаяся тем, что внешняя рама содержит дополнительную вертикальную направляющую, выполненную с возможностью позиционирования с каждой из двух сторон указанного одного конвейера, причем первая направляющая опорной рамы с возможностью поворота и передвижения путем скольжения прикреплена к дополнительной вертикальной направляющей внешней рамы, которая выполнена с возможностью позиционирования на указанной одной стороне указанного одного конвейера, а вторая направляющая опорной рамы с возможностью поворота и передвижения путем скольжения прикреплена к дополнительной вертикальной направляющей внешней рамы, которая выполнена с возможностью позиционирования на указанной другой стороне указанного одного конвейера.
9. Система захвата и позиционирования листа стекла по п. 1, отличающаяся тем, что опорная рама для поддержания листа стекла содержит поперечно проходящую направляющую, которая может быть прикреплена к первой и второй направляющим с возможностью расцепления так, что может осуществляться регулировка поперечно проходящей направляющей по отношению к первой и второй направляющим, и при этом удерживающий механизм выполнен с возможностью прикрепления к поперечно проходящей направляющей.
10. Система захвата и позиционирования листа стекла по п. 1, отличающаяся тем, что позиционирующий механизм содержит множество позиционеров, которые выполнены с возможностью перемещения из положений за пределами периметра листа стекла по направлению к кромке листа стекла и с вхождением в контакт с ней для ориентирования листа стекла относительно опорной рамы, при этом удерживающий механизм содержит множество зажимов или захватных устройств, установленных на опорной раме и выполненных с возможностью перемещения относительно опорной рамы для прикрепления листа стекла к опорной раме, а опорная рама выполнена с возможностью перемещения относительно позиционирующего механизма после того, как удерживающий механизм прикрепил лист стекла к опорной раме.
11. Система захвата и позиционирования листа стекла по п. 10, отличающаяся тем, что дополнительно содержит идентификатор детали в виде листа стекла, содержащий датчик для обеспечения получения данных, связанных с формой листа стекла, причем программируемое устройство управления содержит логическое устройство для анализа полученных данных и идентификации листа стекла как одной из набора известных форм деталей, причем позиционирующий механизм выполнен с возможностью управления им, частично исходя из идентифицированной формы детали, для размещения листа стекла относительно опорной рамы, а удерживающий механизм выполнен с возможностью управления им, частично исходя из идентифицированной формы детали, для удержания листа стекла на опорной раме после того, как лист стекла был размещен на опорной раме с помощью позиционирующего механизма.
12. Система захвата и позиционирования листа стекла по п. 10, отличающаяся тем, что каждый позиционер содержит стоечную опору, которая с возможностью перемещения скольжением установлена на горизонтальной направляющей.
13. Система захвата и позиционирования листа стекла по п. 10, отличающаяся тем, что дополнительно содержит механизм транспортировки, содержащий множество опор, которые выполнены с возможностью перемещения для вхождения в контакт с листом стекла и для его подъема с указанного одного конвейера до того, как позиционеры позиционирующего механизма войдут в контакт с листом стекла, при этом позиционеры выполнены с возможностью перемещения относительно опор механизма транспортировки для ориентирования листа стекла, пока лист стекла поддерживается опорами.
14. Система захвата и позиционирования листа стекла по п. 1, отличающаяся тем, что внешняя рама содержит дополнительную вертикальную направляющую, выполненную с возможностью размещения на каждой из двух сторон указанного одного конвейера, при этом каждая из первой и второй направляющих опорной рамы прикреплена к соответствующей одной из дополнительных вертикальных направляющих внешней рамы с помощью дополнительного соединительного элемента, который выполнен с возможностью перемещения вдоль соответствующей дополнительной вертикальной направляющей, так что дополнительные соединительные элементы расположены выше указанного одного конвейера, когда опорная рама находится в направленной под наклоном вверх ориентации.
15. Система захвата и позиционирования листа стекла по п. 1, отличающаяся тем, что каждая вертикальная направляющая внешней рамы содержит пазовый направляющий канал, при этом каждый соединительный элемент выполнен с возможностью перемещения путем скольжения внутри соответствующего пазового направляющего канала.
16. Встраиваемое в технологическую линию устройство для измерения оптических характеристик листа стекла в системе изготовления листов стекла, содержащей одну или несколько позиций обработки и один или несколько конвейеров для транспортировки листа стекла в ходе обработки, причем указанное устройство содержит:
просветный экран, содержащий контрастные элементы, расположенные в виде предварительно заданного рисунка,
камеру для захвата изображения просветного экрана,
механизм захвата и позиционирования листа стекла, предназначенный для принятия листа стекла в то время, как он транспортируется на одном из указанного одного или нескольких конвейерах, мгновенного снятия листа стекла с указанного одного конвейера и размещения листа стекла на пути между камерой и просветным экраном так, чтобы камера могла захватывать изображение рисунка, переданное через лист стекла, причем механизм захвата и позиционирования содержит:
внешнюю раму, выполненную с возможностью установки вблизи указанного одного конвейера между камерой и просветным экраном, причем внешняя рама содержит первую и вторую вертикальные направляющие, выполненные с возможностью позиционирования с каждой из двух сторон указанного одного конвейера, и
подвижную опорную раму для поддержания листа стекла, содержащую первую и вторую направляющие, функционально связанные с внешней опорной рамой так, что опорная рама для поддержания листа стекла может перемещаться из первой, в целом горизонтальной, ориентации в плоскости листа стекла на указанном одном конвейере во вторую, направленную под наклоном вверх, ориентацию, в которой опорная рама для поддержания листа стекла поднимается от плоскости указанного одного конвейера вместе с удерживаемым на ней листом стекла, чтобы разместить лист стекла между камерой и просветным экраном и так, что опорная рама после этого может быть возвращена в исходное положение для высвобождения листа стекла из опорной рамы для поддержания листа стекла для продолжения перемещения на указанном одном конвейере, при этом каждая из указанных первой и второй направляющих опорной рамы прикреплена к каждой из первой и второй вертикальных направляющих внешней рамы, которые могут быть позиционированы на соответствующей стороне указанного одного конвейера, с помощью соединительной конструкции, содержащей соединительный элемент, который выполнен с возможностью перемещения вдоль соответствующей одной из вертикальных направляющих, и при этом, когда опорная рама расположена в направленной под наклоном вверх ориентации, для каждой из первой и второй направляющих опорной рамы один из соединительных элементов выполнен с возможностью позиционирования выше указанного одного конвейера, а другой из соединительных элементов выполнен с возможностью позиционирования ниже указанного одного конвейера, и
вычислительное устройство, содержащее по меньшей мере один процессор, запрограммированный для выполнения логических операций приема данных захваченного изображения, связанных с выбранным листом стекла, и выполнения одной или нескольких операций обработки с использованием данных захваченного изображения для осуществления анализа оптических характеристик листа стекла.
17. Встраиваемое в технологическую линию устройство по п. 16, отличающееся тем, что дополнительно содержит:
идентификатор детали в виде листа стекла, содержащий датчик для получения данных, связанных с формой листа стекла, выше по ходу технологического процесса относительно опорной рамы,
механизм транспортировки для подъема листа стекла с указанного одного конвейера,
позиционирующий механизм для ориентирования листа стекла относительно механизма транспортировки и подвижной опорной рамы, после того как лист стекла был поднят с указанного одного конвейера и пока лист стекла поддерживается на механизме транспортировки,
удерживающий механизм для прикрепления листа стекла к подвижной опорной раме для поддержания листа стекла, после того как лист стекла был ориентирован относительно опорной рамы позиционирующим механизмом, при этом указанный по меньшей мере один процессор вычислительного устройства запрограммирован для выполнения логических операций управления по меньшей мере одним из механизма транспортировки, позиционирующего механизма или удерживающего механизма, и для выполнения логических операций для анализа полученных данных, связанных с формой листа стекла и идентификации листа стекла как одной из набора известных форм деталей, и при этом управление по меньшей мере одним из позиционирующего механизма, удерживающего механизма или перемещением опорной рамы осуществляется частично исходя из идентифицированной формы детали.
18. Встраиваемое в технологическую линию устройство по п. 17, отличающееся тем, что механизм транспортировки содержит опорную стойку, содержащую множество опор для листа стекла, каждая из которых выполнена с возможностью перемещения из первого положения ниже плоскости листа стекла, когда лист стекла расположен на указанном одном конвейере, во второе положение контакта с поверхностью листа стекла на указанном одном конвейере, при этом опоры листа стекла выполнены с возможностью подъема листа стекла вверх с указанного одного конвейера.
19. Встраиваемое в технологическую линию устройство по п. 17, отличающееся тем, что механизм позиционирования содержит один или несколько подвижных позиционеров, выполненных с возможностью установки вблизи указанного одного конвейера так, что, когда опорная рама для поддержания листа стекла позиционирована в своей первой ориентации, позиционеры могут перемещаться в положение контакта с листом стекла для перемещения листа стекла в положение для закрепления листа стекла на опорной раме для поддержания листа стекла.
20. Встраиваемое в технологическую линию устройство по п. 17, отличающееся тем, что удерживающий механизм содержит один или несколько позиционируемых зажимов, выполненных с возможностью установки на опорной раме для поддержания листа стекла вблизи листа стекла, когда лист стекла находится на указанном одном конвейере, так что, когда опорная рама для поддержания листа стекла позиционирована в своей первой ориентации, зажимы позиционируются в положение для вхождения в контакт с листом стекла и закрепления его на опорной раме для поддержания листа стекла, а когда опорная рама для поддержания листа стекла возвращается в исходное положение для высвобождения листа стекла из опорной рамы для поддержания листа стекла для продолжения перемещения на указанном одном конвейере, зажимы позиционируются в положение для высвобождения листа стекла из опорной рамы для поддержания листа стекла с перемещением его на указанный один конвейер.
21. Встраиваемое в технологическую линию устройство по п. 16, отличающееся тем, что каждая, первая и вторая, направляющая опорной рамы прикреплена к каждой, первой и второй, вертикальной направляющей внешней рамы, которые могут быть позиционированы на соответствующей стороне указанного одного конвейера.
22. Встраиваемое в технологическую линию устройство для измерения оптических характеристик листа стекла в системе изготовления листов стекла, содержащей позицию нагрева для нагрева листа стекла до температуры, достаточной для размягчения стекла для придания требуемой формы, позицию гнутья, в которой размягченному листу придается требуемая форма, позицию охлаждения, в которой отформованный лист стекла охлаждается управляемым образом, и один или несколько конвейеров для транспортировки листа стекла в ходе обработки, причем устройство содержит:
просветный экран, содержащий контрастные элементы, расположенные в виде предварительно заданного рисунка,
камеру для захвата изображения просветного экрана,
механизм захвата и позиционирования листа стекла, который выполнен с возможностью управления для осуществления принятия листа стекла в то время, как он транспортируется на одном из указанных одном или нескольких конвейеров, мгновенного снятия листа стекла с указанного одного конвейера и размещения листа стекла на пути между камерой и просветным экраном так, чтобы камера могла захватывать изображение рисунка, переданное через лист стекла, при этом механизм захвата и позиционирования листа стекла содержит:
внешнюю раму, выполненную с возможностью установки вблизи указанного одного конвейера, причем внешняя рама содержит первую и вторую вертикальные направляющие, выполненные с возможностью размещения на противоположных сторонах указанного одного конвейера, при этом, когда вертикальные направляющие расположены на противоположных сторонах указанного одного конвейера, каждая из них проходит выше указанного одного конвейера,
подвижную опорную раму для поддержания листа стекла, содержащую первую и вторую направляющие, причем первая направляющая с возможностью перемещения прикреплена к первой вертикальной направляющей внешней рамы с помощью первой соединительной конструкции, а вторая направляющая с возможностью перемещения прикреплена ко второй вертикальной направляющей внешней рамы с помощью второй соединительной конструкции, так что опорная рама может быть повернута относительно внешней рамы и может перемещаться вдоль вертикальных направляющих, так что опорная рама выполнена с возможностью перемещения из в целом горизонтальной ориентации в направленную под наклоном вверх ориентацию, в которой опорная рама поднята из плоскости указанного одного конвейера с удерживаемым на ней листом стекла для размещения листа стекла между камерой и просветным экраном, при этом каждая соединительная конструкция содержит соединительный элемент, выполненный с возможностью перемещения вдоль соответствующей вертикальной направляющей внешней рамы, так что, когда опорная рама находится в направленной под наклоном вверх ориентации, соединительные элементы позиционированы выше указанного одного конвейера, и
вычислительное устройство, содержащее по меньшей мере один процессор, запрограммированный для выполнения логических операций для приема данных захваченного изображения, связанных с листом стекла, и выполнения одной или нескольких операций обработки с использованием данных захваченного изображения для осуществления анализа оптических характеристик листа стекла.
23. Способ измерения оптических характеристик листа стекла в то время, как лист стекла транспортируется в системе изготовления листов стекла, содержащей одну или несколько позиций обработки и один или несколько конвейеров для транспортировки листа стекла в ходе обработки, причем способ включает по меньшей мере следующие этапы:
предоставление просветного экрана, содержащего контрастные элементы, расположенные в виде предварительно заданного рисунка, и камеры для захвата изображения просветного экрана,
получение данных, связанных с формой листа стекла, движущегося на конвейере выше по ходу технологического процесса относительно просветного экрана,
захват листа стекла в предварительно выбранном местоположении в то время, как он транспортируется на конвейере,
снятие листа стекла с конвейера, и
размещение листа стекла между камерой и просветным экраном в предварительно выбранной ориентации и после этого захват изображения просветного экрана,
возвращение в исходное положение листа стекла для продолжения перемещения листа стекла на конвейере, и
выполнение одной или нескольких операций обработки с использованием данных захваченного изображения для осуществления анализа оптических характеристик листа стекла,
при этом размещение и возвращение в исходное положение выполняют с использованием подвижной опорной рамы для поддержания листа стекла, на которой может удерживаться лист стекла и которая с возможностью перемещения прикреплена к внешней раме, установленной вблизи конвейера, так что опорная рама может перемещаться из первой, в целом горизонтальной, ориентации в плоскости листа стекла на конвейере во вторую, направленную под наклоном вверх ориентацию, в которой опорная рама поднята от плоскости конвейера с удерживаемым на ней листом стекла для размещения листа стекла между камерой и просветным экраном,
причем внешняя рама содержит неподвижную вертикальную направляющую на каждой из двух сторон конвейера, при этом опорная рама содержит первую и вторую направляющие, каждая из которых прикреплена к соответствующей одной из вертикальных направляющих внешней рамы с помощью соединительной конструкции, содержащей соединительный элемент, выполненный с возможностью перемещения вдоль соответствующей одной из вертикальных направляющих, так что, когда опорная рама находится в направленной под наклоном вверх ориентации, соединительные элементы позиционированы выше указанного одного конвейера.
24. Способ по п. 23, в котором каждую направляющую из первой и второй направляющих опорной рамы прикрепляют к соответствующей одной из вертикальных направляющих внешней рамы с возможностью поворота и скольжения.
25. Способ по п. 23, в котором внешняя рама содержит дополнительную вертикальную направляющую, расположенную на каждой из двух сторон конвейера, причем каждую направляющую из первой и второй направляющих опорной рамы прикрепляют к соответствующей одной дополнительной вертикальной направляющей внешней рамы с помощью дополнительного соединительного элемента, выполненного с возможностью перемещения вдоль соответствующей дополнительной вертикальной направляющей, так что, когда опорная рама находится в направленной под наклоном вверх ориентации, дополнительные соединительные элементы позиционированы ниже конвейера.
26. Система изготовления листов стекла, содержащая:
одну или несколько позиций обработки,
один или несколько конвейеров для транспортировки листов стекла в ходе обработки,
встраиваемое в технологическую линию устройство для измерения оптических характеристик листа стекла, при этом указанное устройство содержит:
просветный экран, содержащий рисунок контрастных элементов,
камеру для захвата изображения просветного экрана с расположенным между камерой и просветным экраном листом стекла, и
систему захвата и позиционирования листа стекла, содержащую:
внешнюю раму, установленную вблизи одного из указанного одного или нескольких конвейеров между камерой и просветным экраном, причем внешняя рама содержит первую и вторую неподвижные вертикальные направляющие на каждой из двух сторон указанного одного конвейера,
подвижную опорную раму для поддержания листа стекла, содержащую первую и вторую направляющие, причем первая направляющая с возможностью перемещения прикреплена к каждой направляющей из первой и второй вертикальных направляющих внешней рамы на одной стороне указанного одного конвейера, а вторая направляющая с возможностью перемещения прикреплена к каждой направляющей из первой и второй вертикальных направляющих внешней рамы с другой стороны указанного одного конвейера, так что опорная рама может перемещаться из первой, в целом горизонтальной, ориентации в плоскости листа стекла на указанном одном конвейере во вторую направленную под наклоном вверх ориентацию, в которой опорная рама поднята от плоскости указанного одного конвейера с удерживаемым на ней листом стекла для размещения листа стекла между камерой и просветным экраном, и при этом опорная рама после этого может быть возвращена в исходное положение для расцепления листа стекла от опорной рамы для продолжающего перемещения на указанном одном конвейере, при этом каждая направляющая из первой и второй направляющих опорной рамы прикреплена к каждой направляющей из первой и второй вертикальных направляющих внешней рамы на соответствующей стороне указанного одного конвейера с помощью соединительной конструкции, содержащей соединительный элемент, выполненный с возможностью перемещения вдоль соответствующей одной из вертикальных направляющих, и при этом, когда подвижная опорная рама находится в направленной под наклоном вверх ориентации, для каждой направляющей из первой и второй направляющих опорной рамы один из соединительных элементов расположен выше указанного одного конвейера, а другой из соединительных элементов расположен ниже указанного одного конвейера,
механизм транспортировки, выполненный с возможностью приведения в действие для подъема листа стекла с указанного одного конвейера,
позиционирующий механизм, выполненный с возможностью приведения в действие для ориентирования листа стекла относительно опорной рамы, после того как лист стекла был поднят с указанного одного конвейера и пока лист стекла поддерживается на механизме транспортировки,
удерживающий механизм для прикрепления листа стекла к опорной раме, после того как лист стекла был ориентирован относительно опорной рамы позиционирующим механизмом,
идентификатор детали в виде листа стекла, содержащий датчик для получения данных, связанных с формой листа стекла, когда лист стекла находится выше по ходу технологического процесса относительно просветного экрана, и
вычислительное устройство, содержащее по меньшей мере один процессор, запрограммированный для выполнения логических операций для анализа принятых данных, связанных с формой листа стекла, и идентификации листа стекла как одной из набора известных форм деталей, и для управления механизмом транспортировки, позиционирующим механизмом, удерживающим механизмом или для управления перемещением подвижной опорной рамы, при этом одним из позиционирующего механизма, удерживающего механизма или перемещением подвижной опорной рамы можно управлять, частично исходя из идентифицированной формы детали.
27. Система по п. 26, в которой опорная рама содержит поперечно проходящую направляющую, которая прикреплена с возможностью расцепления к первой и второй направляющим так, что поперечно проходящая направляющая может регулироваться по отношению к первой и второй направляющим, и при этом удерживающий механизм прикреплен к поперечно проходящей направляющей.
28. Система по п. 26, в которой механизм транспортировки содержит множество опор, которые выполнены с возможностью перемещения для вхождения в контакт с листом стекла и для его подъема с указанного одного конвейера, причем позиционирующий механизм содержит множество позиционеров, выполненных с возможностью перемещения относительно опор механизма транспортировки для вхождения в контакт с листом стекла и ориентирования листа стекла, пока лист стекла поддерживается на опорах, а удерживающий механизм содержит один или несколько зажимов, с возможностью перемещения установленных на опорной раме и подвижных относительно позиционеров.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| US 4895244 A, 23.01.1990 | |||
| US 5238100 A, 24.08.1993 | |||
| US 4325723 A, 20.04.1982 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |

