[0001] Данное изобретение относится к системе формования листов стекла для формования листов стекла.
УРОВЕНЬ ТЕХНИКИ
[0002] Листы стекла обычно формуют путем нагрева на конвейере внутри печи, и затем в одном режиме формуют внутри нагревательной камеры перед подачей для охлаждения. Такое охлаждение может быть медленным охлаждением для обеспечения отжига или более быстрым охлаждением, которое обеспечивает термическое упрочнение или закалку. В связи с нагревом листов стекла см. патенты США: 3806312 McMaster и соавт.; 3947242 McMaster и соавт.; 3994711 McMaster; 4404011 McMaster; и 4512460 McMaster. В связи с формованием листов стекла см. патенты США: 4204854 McMaster и соавт.; 4222763 McMaster; 4282026 McMaster и соавт.; 4437871 McMaster и соавт.; 4575390 McMaster; 4661141 Nitschke и соавт.; 4662925 Thimons и соавт.; 5004491 McMaster и соавт.; 5330550 Kuster и соавт.; 5376158 Shetterly и соавт.; 5472470 Kormanyos и соавт.; 5900034 Mumford и соавт.; 5906668 Mumford и соавт.; 5925162 Nitschke и соавт.; 6032491 Nitschke и соавт.; 6173587 Mumford и соавт.; 6227008 Shetterly; 6418754 Nitschke и соавт.; 6543255 Bennett и соавт.; 6578383 Bennett и соавт.; 6718798 Nitschke и соавт.; 6729160 Nitschke и соавт. В связи с охлаждением см. патенты США: 3936291 McMaster; 4470838 McMaster и соавт.; 4525193 McMaster и соавт.; 4946491 Barr; 5385786 Shetterly и соавт.; 5917107 Ducat и соавт.; 6079094 Ducat и соавт.; и 6513348 Bennett и соавт.
[0003] Согласно одному традиционному способу листы стекла формуют путем нагрева и транспортировки на конвейере в станцию горячего формования, которая содержит формующую форму, расположенную внутри нагревательной камеры над конвейером. Для инициирования передачи вверх нагретого листа стекла с конвейера на направленную вниз изогнутую формующую поверхность формы традиционно применяются электрические концевые выключатели, которые активируются механически, или фотоэлементы. Таким образом, механическая активация электрических концевых выключателей должна эффективно работать в нагретой среде, так же как и фотоэлементы, которые имеют электромагнитные лучи, чье восприятие сигнализирует о присутствии стекла, чтобы инициировать передачу вверх. Тем не менее, тепло в камере может повлиять на активацию электрических концевых выключателей и их механическую активацию, а также может повлиять на лучи фотоэлементов. В предыдущем коммерческом использовании, которое не было доступно для общественности, в нагретую внутреннюю часть системы ранее был установлен переключатель текучей среды, чтобы определять местоположение транспортируемого листа стекла и запускать цикл формования. Ранее этот запуск немедленно активировал цикл передачи листа стекла с роликового конвейера в верхнюю форму, что требует, чтобы переключатель текучей среды располагался смежно с установкой формования и не отделялся от нее, чтобы не нарушать работу установки формования.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Целью настоящего изобретения является предоставление усовершенствованной системы формования листов стекла.
[0005] При осуществлении вышеуказанной цели система формования листов стекла согласно настоящему изобретению содержит корпус, имеющий нагревательную камеру и роликовый конвейер, содержащий ролики для транспортировки горячего листа стекла в нагревательной камере в направлении транспортировки в горизонтальной плоскости при подготовке к формованию. Узел определения местоположения системы определяет местоположение переднего края листа стекла в направлении транспортировки и содержит раму, поддерживаемую корпусом, для прохождения в поперечном направлении относительно направления транспортировки в нагревательной камере в месте ниже горизонтальной плоскости, вдоль которой транспортируется лист стекла. Тележка узла определения местоположения установлена на раме для поперечного перемещения относительно направления транспортировки, и переключатель текучей среды установлен на тележке и приводится в действие транспортируемым листом стекла для обеспечения сигнала определения положения стекла. Устройство поперечного позиционирования узла определения местоположения имеет внутреннее соединение с тележкой в нагревательной камере и наружную рабочую часть, расположенную снаружи корпуса, для работы по перемещению тележки в поперечном направлении относительно направления транспортировки, чтобы совмещать в поперечном направлении переключатель текучей среды с передним краем транспортируемого листа стекла для активации, которая обеспечивает сигнал определения положения стекла для обеспечения позиционирования листа стекла во время формования.
[0006] Как описано, устройство поперечного позиционирования содержит вал, имеющий внутренний конец, соединенный с тележкой, и наружный конец, имеющий ручку для перемещения тележки, и переключатель текучей среды, установленный на ней поперечно относительно направления транспортировки для совмещения с передним краем листа стекла. Внутренний конец вала имеет фиксатор для блокировки тележки, чтобы предотвращать ее поперечное перемещение относительно направления транспортировки после того, как переключатель текучей среды совмещается в поперечном направлении с передним краем листа стекла, и ручку на наружном конце вала, управляющую фиксатором. Более конкретно, фиксатор содержит эксцентрик, и ручка поворачивается для вращения вала, и тем самым эксцентрик фиксируется на раме, чтобы предотвращать перемещение тележки в поперечном направлении относительно направления транспортировки.
[0007] Как раскрыто, узел определения местоположения содержит вертикальный регулятор для вертикальной регулировки рамы для вертикального расположения переключателя текучей среды относительно горизонтальной плоскости, вдоль которой транспортируется лист стекла. Более конкретно, вертикальный регулятор содержит клин, который вертикально перемещает боковой конец рамы, чтобы обеспечивать вертикальное позиционирование переключателя текучей среды.
[0008] Как раскрыто, переключатель текучей среды содержит: вакуумную камеру, в которой создается вакуум; клапанный элемент, имеющий закрытое положение, которое закрывает воздушное отверстие вакуумной камеры, и содержит исполнительную часть, которая контактирует с передним краем транспортируемого листа стекла для перемещения клапанного элемента из закрытого положения в открытое положение относительно воздушного отверстия так, что воздух заходит в вакуумную камеру для повышения ее давления; измерительный преобразователь, расположенный снаружи нагревательной камеры и определяющий повышение давления в вакуумной камере с обеспечением электрического сигнала определения положения стекла для управления формованием; и напорное отверстие, в которое подается сжатый воздух для перевода клапанного элемента из открытого положения относительно воздушного отверстия в закрытое положение при подготовке к другому циклу работы.
[0009] Объекты, признаки и преимущества настоящего изобретения будут полностью очевидны из последующего подробного описания предпочтительного варианта осуществления, взятого в связи с сопровождающими графическими материалами.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
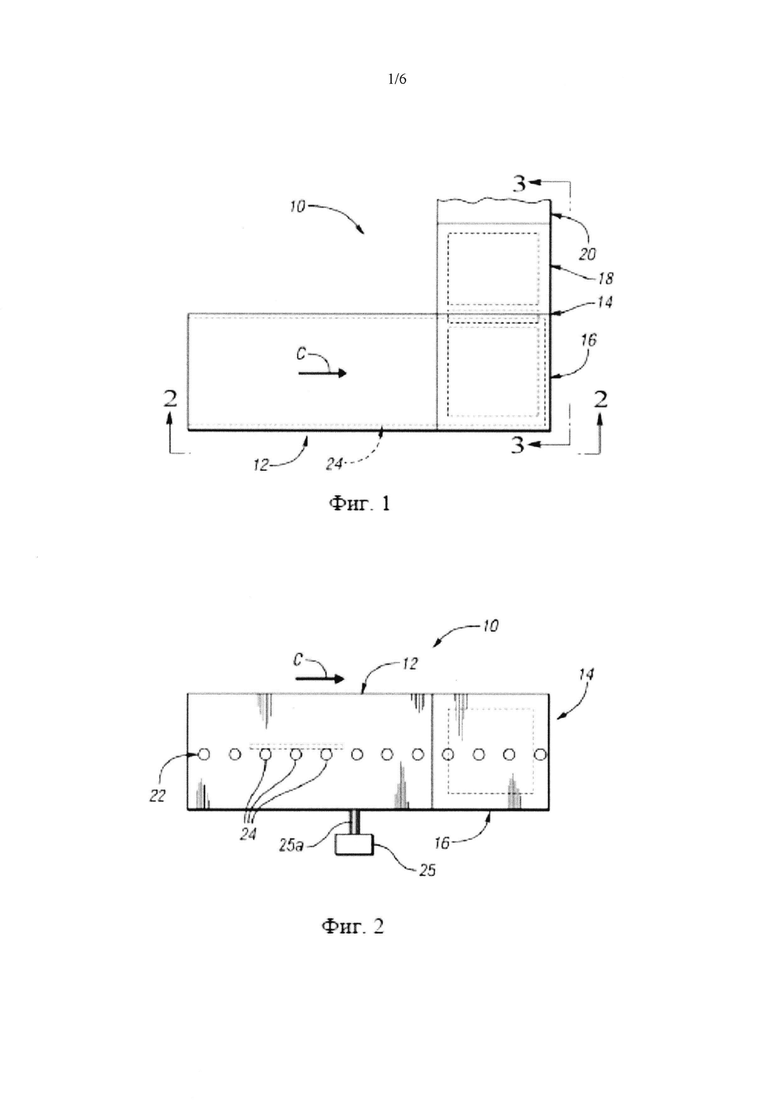
[0010] На фиг. 1 представлен схематический вид сверху системы формования листов стекла, которая воплощает настоящее изобретение.
[0011] На фиг. 2 представлен схематический вид сбоку системы формования в вертикальном разрезе, выполненном по линии 2-2, представленной на фиг. 1.
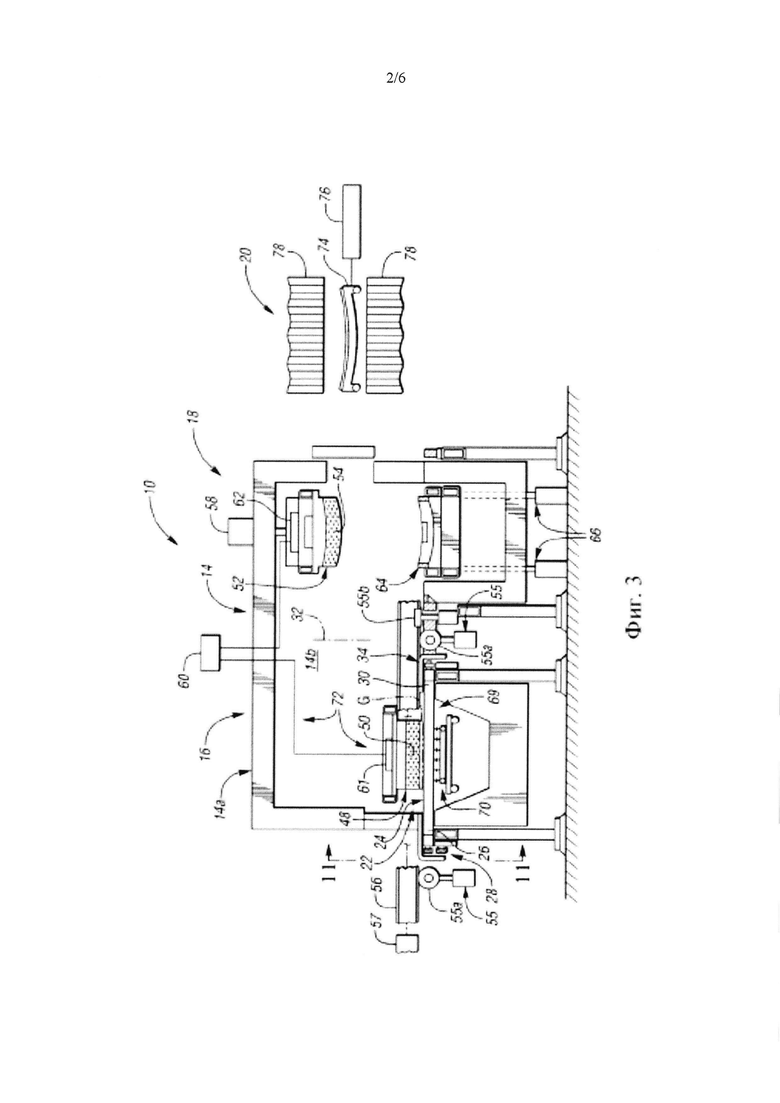
[0012] На фиг. 3 представлен схематический вид системы формования в вертикальном разрезе, выполненном по линии 3-3, представленной на фиг. 1, и показана формующая станция, содержащая первую и вторую формующие секции, с формующими формами, применяемыми для обеспечения формования листов стекла в нагретой среде системы.
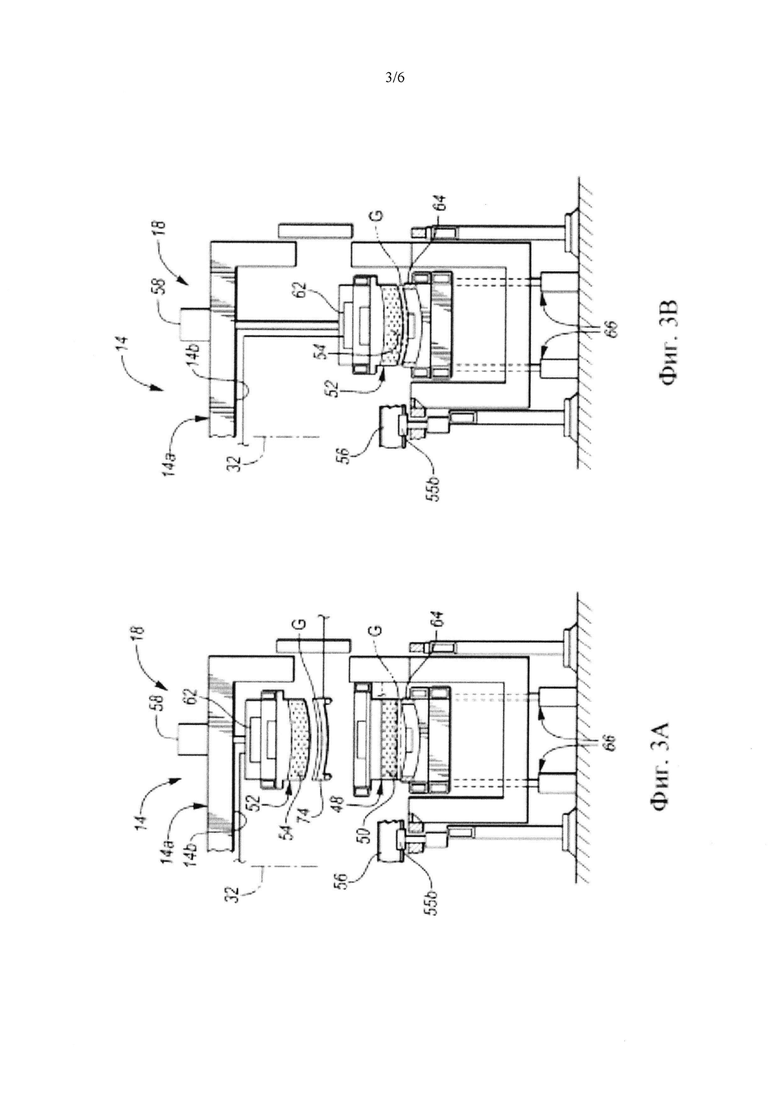
[0013] На фиг. 3а представлен местный вид в вертикальном разрезе, показывающий правую вторую формующую секцию формующей станции, представленной на фиг. 3, после того, как первоначально сформованный лист стекла был перемещен в нее на первой верхней форме из левой первой формующей станции в положение над нижней формой и под второй верхней формой, которая высвободила сформованный лист стекла из предыдущего цикла на подающую форму, которая впоследствии переместилась из формующей станции для подачи.
[0014] На фиг. 3b приведен еще один местный вид правой второй формующей секции формующей станции, представленной на фиг. 3, показывающий лист стекла во время прессового формования между нижней формой и второй верхней формой.
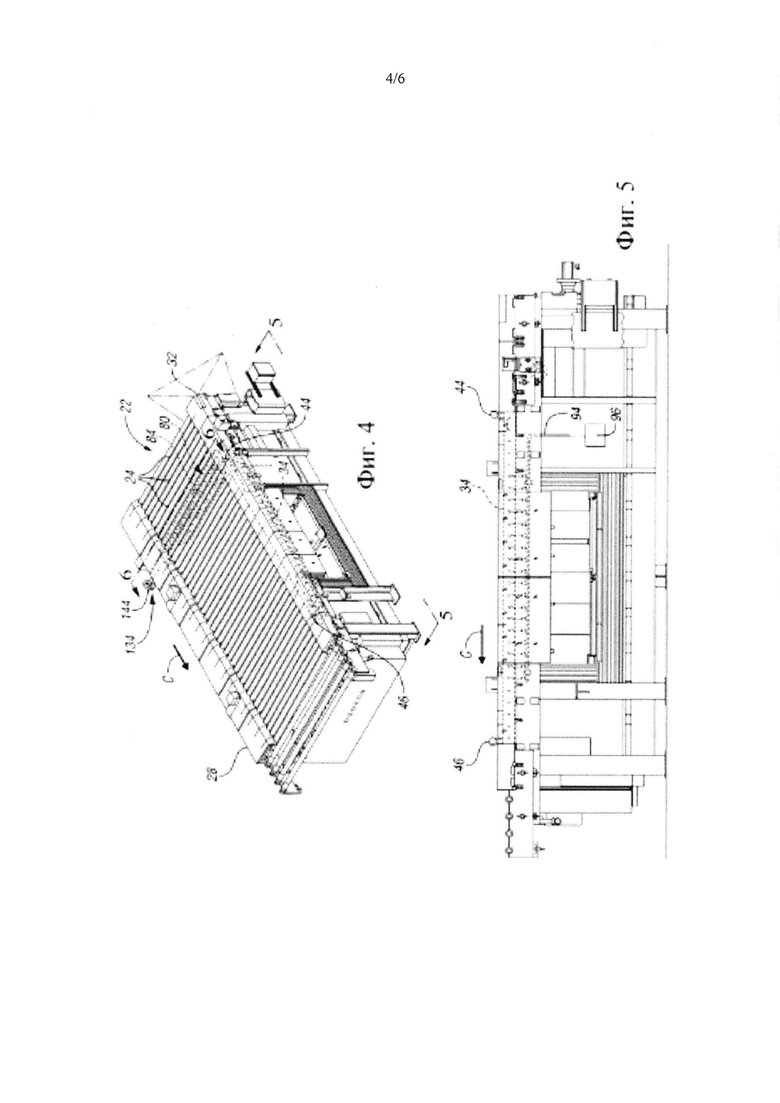
[0015] На фиг. 4 приведен вид в перспективе, иллюстрирующий корпус системы с удаленной верхней частью, чтобы показать узел определения местоположения стекла, содержащий раму, которая поддерживает переключатель текучей среды и выполнена с возможностью регулирования в поперечном направлении относительно направления транспортировки для обнаружения переднего края транспортируемого листа стекла, чтобы генерировать управляющий сигнал, который затем запускает цикл формования листа стекла.
[0016] На фиг. 5 представлен вид в вертикальном разрезе, выполненном по линии 5-5, представленной на фиг. 4, чтобы дополнительно проиллюстрировать систему.
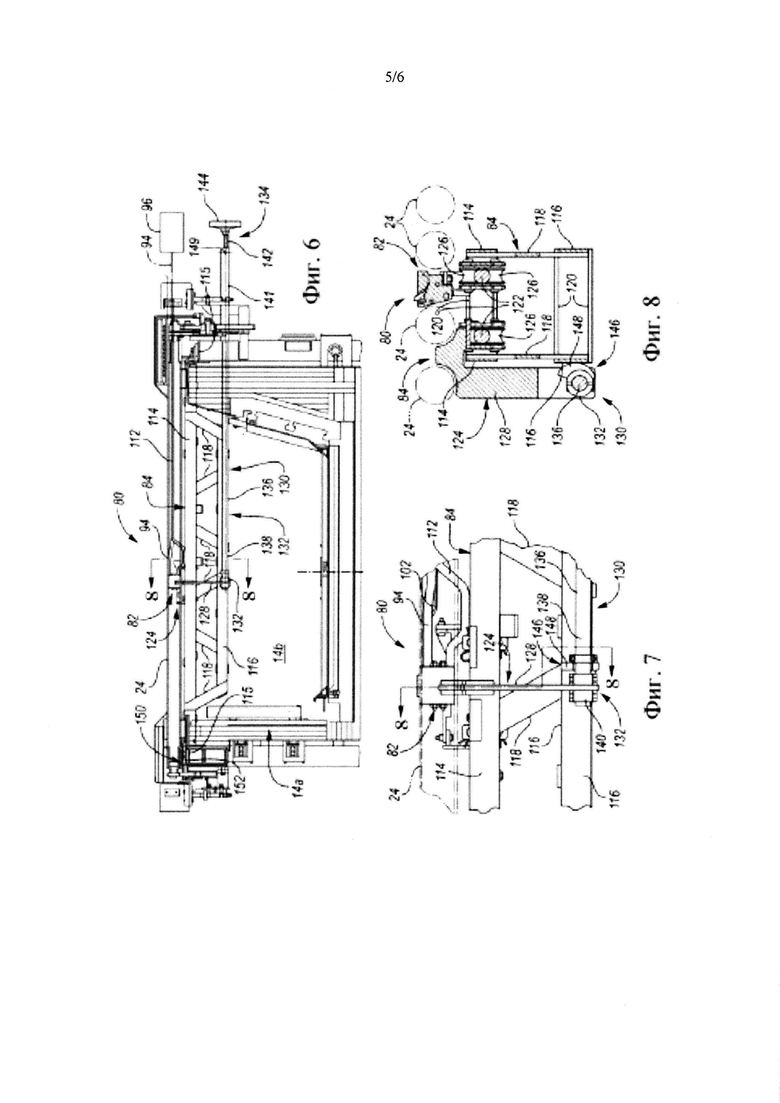
[0017] На фиг. 6 представлен вид в разрезе, выполненном по линии 6-6, представленной на фиг. 4, чтобы дополнительно проиллюстрировать конструкцию узла определения местоположения, который поддерживает переключатель текучей среды для запуска цикла формования листа стекла.
[0018] На фиг. 7 представлен увеличенный вид боковой центральной части узла определения местоположения по фиг. 6, где расположен переключатель текучей среды.
[0019] На фиг. 8 представлен вид в разрезе, выполненном в целом по линии 8-8, представленной на фиг. 7, чтобы показать тележку и фиксатор устройства поперечного позиционирования, которое избирательно перемещает тележку для поперечного позиционирования переключателя текучей среды относительно направления транспортировки.
[0020] На фиг. 9 представлен увеличенный вид в разрезе переключателя текучей среды, выполненный в противоположном направлении, чем показано на фиг. 8, и показано, как транспортируемый лист стекла приближается к переключателю текучей среды для обнаружения при подготовке к циклу формования.
[0021] На фиг. 10 показан переключатель текучей среды после того, как он был активирован транспортируемым листом стекла.
[0022] На фиг. 11 приведен вид в вертикальном разрезе, выполненном по линии 11-11, представленной на фиг. 3, для иллюстрации жесткого приводного механизма, который приводит в движение роликовый конвейер, на котором листы стекла нагревают и транспортируют в формующую станцию.
[0023] На фиг. 12 приведен увеличенный вид части, представленной на фиг. 11, показанной в виде зубчатого ремня и зубчатого колеса, которые обеспечивают жесткий привод роликового конвейера.
ПОДРОБНОЕ ОПИСАНИЕ
[0024] В данном описании изобретения в необходимом объеме раскрыты подробные варианты осуществления настоящего изобретения; однако следует понимать, что раскрытые варианты осуществления являются только примерами осуществления изобретения, которые могут быть реализованы в различных и альтернативных вариантах. Фигуры не обязательно выполнены с соблюдением масштаба; некоторые признаки могут быть преувеличены или преуменьшены для того, чтобы показать детали конкретных компонентов. Вследствие этого конкретные конструктивные и функциональные детали, раскрытые в данном документе, должны быть истолкованы не как ограничивающие, а только в качестве показательной основы для обучения специалиста в данной области техники тому, как различными способами применять настоящее изобретение.
[0025] Со ссылкой на фиг. 1-3 система формования листов стекла, обозначенная в целом позицией 10, воплощает настоящее изобретение и содержит нагревательную печь 12, формующую станцию 14, содержащую первое и второе места 16 и 18 формования, и охлаждающую станцию 20 для охлаждения сформованного листа G стекла путем медленного охлаждения для отжига, более быстрого охлаждения для термического упрочнения или еще более быстрого охлаждение для закалки. Печь и формующая станция 14 вместе содержат корпус, обозначенный позицией 14а на фиг. 3, 3А и 3В и образующий нагревательную камеру 14b. Кроме того, печь 12 и первая формующая секция 16 формующей станции 14 содержат роликовый конвейер 22, содержащий конвейерные ролики 24 для транспортировки листа G стекла в направлении транспортировки С для нагрева. Ролики 24 выполнены из частиц связанных спеченных частиц кварца, чтобы обладать устойчивостью к термической деформации при нагревании и охлаждении и, таким образом, обеспечивать плоскостность листа стекла во время транспортировки. Все компоненты системы 10 формования находятся под управлением контроллера 25 посредством управляющей связки 25а проводов, оптических волокон, трубок и т.п., как схематически показано на фиг. 2.
[0026] Как показано на фиг. 3, каждый ролик 24 имеет один конец 26, который может выходить наружу из печи, чтобы приводиться во вращательное движение с помощью схематически показанного жесткого приводного механизма 28, который не зависит исключительно от трения для приведения ролика во вращательное движение, при этом другой конец 30 каждого ролика находится в нагретом месте, рядом с соединением 32 между первой и второй секциями 16 и 18 формующей станции 14, и приняты в опорную конструкцию 34 для роликов, схематически показанную на фиг. 3. Более конкретно, опорная конструкция 34, как показано на фиг. 4 и 5, имеет удлиненную форму в направлении транспортировки С и содержит удлиненный охлаждающий блок, содержащий корпус, образующий охлаждающую камеру, которая вмещает и содержит подшипники, которые с возможностью вращения поддерживают выровненный ряд концов 30 роликов. Охлаждающий блок, как показано на фиг. 5, содержит впускное отверстие 44 и выпускное отверстие 46, через которое охлаждающая текучая среда подается в охлаждающую камеру для обеспечения охлаждения выровненного ряда концов 30 роликов и охлаждения подшипников во время работы системы.
[0027] В конкретной системе 10 формования, как показано на фиг. 3, формование листа стекла осуществляется с помощью концов 30 роликов конвейера, охлажденных в опорной конструкции 34. Более конкретно, эта система содержит формующую станцию 14 с первой формующей секцией 16, имеющей первую верхнюю форму 48, содержащую обращенную вниз формующую поверхность 50, которая изогнута в направлении транспортировки С, но имеет прямые линейные элементы, поперечные направлению транспортировки, и при этом вторая формующая секция 18 имеет вторую верхнюю форму 52, которая имеет обращенную вниз формующую поверхность 54, которая изогнута как вдоль, так и поперечно направлению транспортировки С. Силовые приводы 55 содержат ролики 55а, которые поддерживают балки 56 (показана только одна), на которых первая верхняя форма 48 поддерживается и перемещается вертикально в незначительной степени с помощью силовых приводов 55 во время операции формования, и при этом исполнительный механизм 57 перемещает балки 56 и первую верхнюю форму 48 на балках горизонтально между первой и второй формующими секциями 16 и 18 формующей станции 14 во время операции формования. Боковые ролики 55b также контактируют с балками 56, чтобы обеспечить поперечное позиционирование во время перемещения первой верхней формы 38 между положением захвата, представленным на фиг. 3, и положением подачи, представленным на фиг. 3а.
[0028] Кроме того, силовой привод 58 перемещает вторую верхнюю форму 52 вертикально во время цикла формования формующей станции 14, и источник сжатого воздуха 60 подает сжатый воздух в первый и второй газовые насосы 61 и 62 для обеспечения вакуума, а в другое время подает сжатый воздух через массивы отверстий в формующих поверхностях 50 и 54 первой и второй верхних форм 48 и 52 для первоначальной поддержки и последующего высвобождения формуемых листов G стекла. Кроме того, нижняя форма 64 во второй формующей секции 14 формующей станции поддерживается для вертикального перемещения подъемниками 66 во время формования. Это вертикальное перемещение может быть направлено вниз, чтобы позволять первой верхней форме 38 перемещаться над нижней формой 64, а затем вверх, чтобы высвобождение листа стекла происходило на более близком расстоянии от нижней формы для управления позиционированием. В дополнение вертикальное перемещение нижней формы 64 также может применяться во взаимодействии с вертикальным перемещением второй верхней формы 52 для выполнения прессового гнутья. Также передающее устройство 69, обозначенное на фиг. 3, содержит источник сжатого воздуха, имеющий массив 70 струйных насосов, который обеспечивает подъем нагретого листа G стекла с роликового конвейера 22 на первую верхнюю форму 48, а также содержит источник 72 вакуума, обеспечиваемый источником сжатого воздуха и струйным насосом 61, который избирательно предоставляет вакуум на формующей поверхности 50 верхней формы 48, чтобы начинать цикл формования, как описано далее.
[0029] В дополнение к формующей станции 14 система 10, как показано на фиг. 3, содержит охлаждающую станцию 20, к которой на подающей форме 74 с помощью силового привода 76 перемещают сформованный лист G стекла из второй формующей секции 18 в охлаждающую станцию между нижней и верхней закалочными головками 78 для охлаждения. Как уже упоминалось ранее, это охлаждение может быть медленным охлаждением для отжига, более быстрым охлаждением для термического упрочнения или быстрым охлаждением для закалки.
[0030] Формующая станция 14, показанная на фиг. 3, 3а и 3b, имеет три этапа работы, на которых лист стекла формуется на первой верхней форме 48 с кривизной в первом направлении и прямолинейными элементами во втором направлении, поперечном первому направлению, посредством силы тяжести в поперечных направлениях на нижней форме 64, которая имеет форму кольца с открытым центром, после получения, благодаря этому, из первой верхней формы 48 в ее положении подачи, показанной на фиг. 3а, и, наконец, посредством прессового формования между второй верхней формой 52 и нижней формой 64, как показано на фиг. 3b.
[0031] Цикл работы формующей станции 14 со ссылкой на фиг. 3 начинается с перемещения вниз первой верхней формы 48 в левой первой формующей секции 16, чтобы лист G стекла мог быть поднят с роликового конвейера 22 посредством вакуума, приложенного к поверхности 50 первой верхней формы 48, и посредством восходящего потока газа из массива 70 струйных насосов. Более конкретно, первая верхняя форма 48 может перемещаться вниз с помощью силовых приводов 55 на расстояние приблизительно половины дюйма (12-15 мм) от конвейера 22 для первоначального захвата листа стекла и затем может перемещаться вверх, чтобы первая верхняя форма могла перемещаться над опорной конструкцией 34. Затем силовой привод 57 перемещает балки 56 и первую верхнюю форму 48 вправо во вторую формующую секцию 18 формующей станции в положение, показанное на фиг. 3а, над нижней формой 64 и под поднятой верхней формой 52, которая показана над подающей формой 74, которая все еще работает в предыдущем цикле. Позиционирование первой верхней формы 48 и подающей формы 74 одновременно на разных высотах внутри второй формующей секции 18 обеспечивает перекрывающиеся циклы, что уменьшает время цикла системы и, таким образом, обеспечивает большую производительность, что преимущественно снижает себестоимость готового продукта - формованного листа стекла.
[0032] После того, как нижняя форма 64 принимает лист стекла, первая верхняя форма 48 возвращается назад в первую формующую секцию 16, как показано на фиг. 3, при подготовке к следующему циклу, а лист G стекла подвергается прессовому формованию между второй верхней формой 52 и нижней формой 64, как показано на фиг. 3b. Затем вторая верхняя форма 52 перемещается вверх в положение, показанное на фиг. 3а, с поддерживаемым ею подвергнутым прессовому формованию листом стекла, и подающая форма 74 перемещается во вторую формующую секцию 14, как показано, чтобы принять подвергнутый прессовому формованию лист стекла для последующего перемещения к закалочному устройству 20, показанному на фиг. 3.
[0033] Следует понимать, что формирующая станция 14 может иметь другие конструкции. Например, в качестве альтернативы формующая станция может содержать первую верхнюю форму, которая перемещается только вертикально, и нижнюю форму, которая перемещается горизонтально из-под первой верхней формы под вторую верхнюю форму на высоте ниже подъема подающей формы, которая подает сформованный лист стекла после прессового формования между нижней формой и второй верхней формой, как описано в опубликованной заявке № U.S. 2015/0218029 А1 на патент США, описание которой полностью включено в данный документ посредством ссылки.
[0034] Как показано на фиг. 4 и 6-8, система 10 формования листов стекла содержит узел 80 определения местоположения стекла, содержащий переключатель 82 текучей среды, конструкция которого более конкретно представлена на фиг. 9 и 10. Этот переключатель 82 текучей среды приводится в действие посредством транспортируемого листа стекла для обеспечения управляющего сигнала о положении стекла, который согласованно с транспортировкой листа стекла затем запускает ранее описанное передающее устройство 69 для передачи листа стекла с роликового конвейера 24, показанного на фиг. 3, на формующую поверхность 50 первой верхней формы 48. Как показано на фиг. 4, переключатель 82 текучей среды расположен выше по потоку от местоположения формующей станции 14, где начальная активация транспортируемым листом стекла происходит выше по потоку от места, в котором лист стекла переносится в первую верхнюю форму 48, показанную на фиг. 3. Жесткий приводной механизм роликового конвейера 22 и согласование приведения его во вращательное движение контроллером 25 обеспечивают осуществление передачи в надлежащем месте, как более подробно описано далее. Эта передача, как было описано ранее, осуществляется передающим устройством 69, содержащим источник сжатого воздуха, имеющий массив 70 струйных насосов и источник 72 вакуума, который обеспечивает вакуум на формующей поверхности 50 для формования.
[0035] Как более подробно описано далее, узел 80 определения местоположения содержит раму 84, установленную на корпусе 14а внутри нагревательной камеры 14b, и на раму установлен переключатель 82 текучей среды, как показано на фиг. 6-8. Конструкция рамы и установка на ней переключателя 82 текучей среды, а также работа переключателя текучей среды будут более подробно описаны далее после первоначального описания переключателя текучей среды.
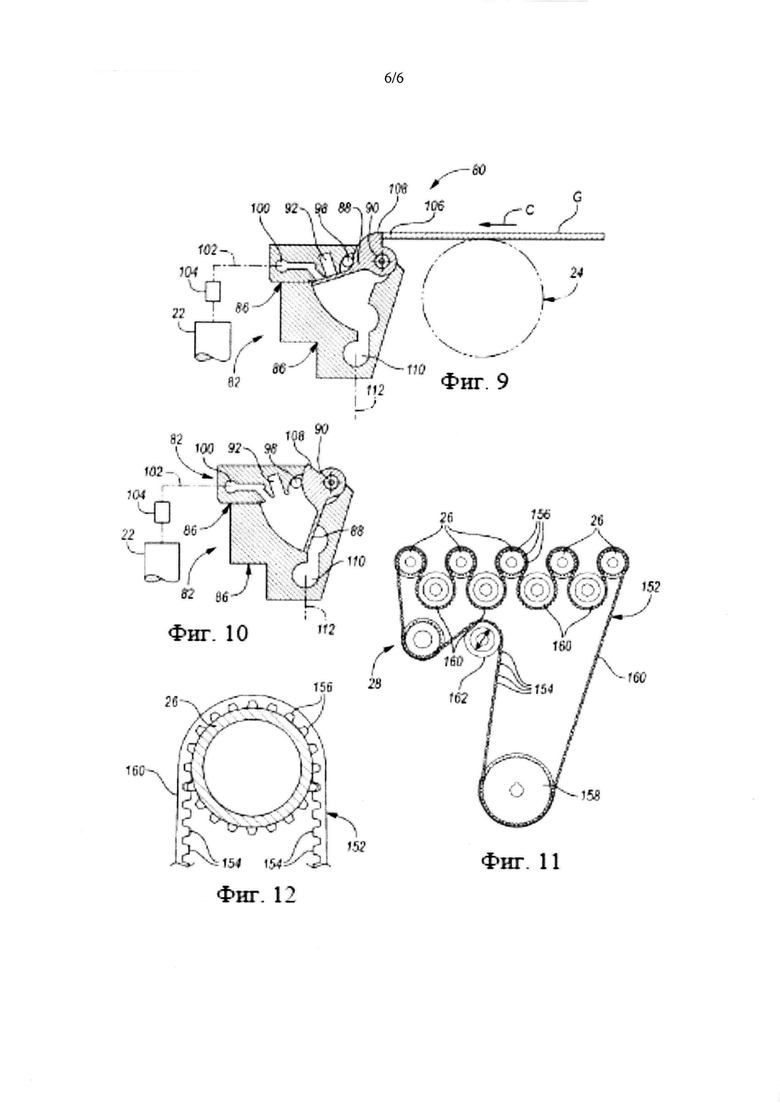
[0036] Как показано на фиг. 9, переключатель 82 текучей среды содержит корпус, обобщенно обозначенный 86, и клапанный элемент 88, установленный на шарнирном соединении 90 на корпусе и показанный в закрытом положении. Корпус 86 содержит вакуумную камеру 92, в которую вакуум подается через вакуумный трубопровод 94, показанный на фиг. 6 и 7, от источника 96 вакуума, показанного только на фиг. 6. Этот вакуум поддерживает клапанный элемент 88 в закрытом положении, изолируя вакуумную камеру 92 от воздушного отверстия 98. Вакуумная камера 92 сообщается с отверстием 100 определения вакуума, которое сообщается по трубопроводу 102 с измерительным преобразователем 104 текучей среды, который расположен снаружи нагревательной камеры системы и который выполнен с возможностью преобразовывать изменение давления текучей среды в электрический управляющий сигнал для связи с контроллером 25 системы, показанным на фиг. 2.
[0037] Когда лист G стекла транспортируется, как показано на фиг. 9, влево в направлении транспортировки, показанном стрелкой С, передний край 106 листа стекла контактирует с исполнительной частью 108 клапанного элемента 88, инициируя ее вращение против часовой стрелки вокруг ее шарнирного соединения 90 на корпусе 86. Начальное вращение клапанного элемента 88 против часовой стрелки дает начало сообщению воздушного отверстия 98 с вакуумной камерой 92, но на клапанный элемент 88 в направлении по часовой стрелке по-прежнему действует частичный вакуум, препятствуя его вращению к полностью открытому положению, показанному на фиг. 10. Однако присутствует некоторая инерция движения при повороте клапанного элемента 88 против часовой стрелки вследствие удара стекла G и вследствие силы тяжести, действующей на большую массу клапанного элемента 88 слева от шарнирного соединения 90. Кроме того, продолжающаяся транспортировка стекла влево будет продолжать вращать клапанный элемент 88 в полностью открытое положение, представленное на фиг. 10, по мере того как вакуумное отверстие 100 испытывает повышение давления и через трубопровод 102 подает управляющий сигнал текучей среды в измерительный преобразователь 104, который затем генерирует электрический управляющий сигнал, посылаемый на контроллер 25 (фиг. 2), который согласованно с транспортировкой листа стекла затем инициирует описанную ранее операцию передачи листа стекла вверх. Корпус 86 переключателя 82 текучей среды, как показано на фиг. 10, также содержит напорное отверстие 110, которое под управлением клапана, управляемого контроллером 25, избирательно подает сжатый воздух из источника сжатого воздуха через трубопровод 112 на противоположную сторону клапанного элемента 88 от вакуумной камеры 92. После того, как лист стекла передается вверх с конвейера, выброс сжатого воздуха, подаваемого в отверстие 110, поворачивает клапанный элемент 88 по часовой стрелке из открытого положения, представленного на фиг. 10, обратно в закрытое положение, представленное на фиг. 9, при подготовке к следующему циклу.
[0038] Со ссылкой на фиг. 6-8, установленная на корпусе рама 84 узла 80 определения местоположения содержит пару верхних элементов 114 рамы, которые проходят в поперечном направлении между противоположными боковыми сторонами 115 корпуса 14а системы и расположены на некотором расстоянии друг от друга вдоль направления транспортировки, как особо показано на фиг. 8. Рама 84 также содержит пару нижних элементов 116 рамы, проходящих в поперечном направлении друг относительно друга и разнесенных вдоль направления транспортировки, как показано на фиг. 8, а также поддерживаемых нижними концами наклонных опор 118, верхние концы которых поддерживаются верхними элементами 114 рамы. Горизонтальные соединительные элементы 120 рамы обеспечивают соединение между расположенными выше и ниже по потоку элементами рамы. Пара опорных стержней 122 (фиг. 8) рамы проходят поперечно относительно направления транспортировки, располагаясь на расстоянии в этом направлении, как показано на фиг. 8.
[0039] Тележка 124 поддерживает переключатель 82 текучей среды, как лучше всего показано на фиг. 7 и 8, и имеет ролики 126, установленные на опорных стержнях 122, для поперечного перемещения относительно направления транспортировки. Тележка 124 содержит вертикально проходящий элемент 128 тележки, который проходит сверху вниз от расположенного выше по потоку верхнего элемента 114 рамы к смежному расположенному выше по потоку нижнему элементу 116 рамы.
[0040] Как показано на фиг. 6, узел 80 определения местоположения содержит устройство 130 поперечного позиционирования, имеющее внутреннее соединение 132 с тележкой 124 на нижнем конце своего вертикального элемента 128, и имеет наружную рабочую часть 134, расположенную снаружи корпуса системы для работы по перемещению тележки в поперечном направлении относительно направления транспортировки, чтобы совмещать в поперечном направлении переключатель 82 текучей среды с передним краем транспортируемого листа стекла для активации, которая обеспечивает сигнал определения положения стекла для обеспечения позиционирования листа стекла во время формования, как описано выше. Устройство 130 поперечного позиционирования содержит вал 136, имеющий внутренний конец 138, который с возможностью вращения поддерживается и расположен в осевом направлении с помощью цапфы 140, которая реализует внутреннее соединение 132 и установлена на нижнем конце вертикально проходящего элемента 128 тележки. Вал 136 проходит через трубу 141, установленную на одной боковой стенке 115 корпуса, и имеет наружный конец 142, содержащий ручку 144 для перемещения тележки 124 и переключателя 82 текучей среды на ней поперечно относительно направления транспортировки посредством толкающего/тянущего движения для совмещения с передним краем листа стекла.
[0041] Внутренний конец 138 вала 136 имеет фиксатор 146 (фиг. 7), содержащий эксцентрик 148 (фиг. 8), для блокировки тележки 124 для предотвращения перемещения в поперечном направлении относительно направления транспортировки после того, как переключатель 82 текучей среды совмещается в поперечном направлении с передним краем листа стекла. Ручка 144 применяется для вращения вала 138, чтобы фиксировать эксцентрик 148 на раме 84 у смежного нижнего элемента 116 рамы, чтобы предотвращать перемещение тележки в поперечном направлении относительно направления транспортировки. Вращение вала против часовой стрелки, как показано на фиг. 8, выводит эксцентрик 148 из контакта со смежным нижним элементом рамы, чтобы предотвращать перемещение тележки в поперечном направлении для регулировки. Винт 149 на трубе 140 избирательно применяется для остановки вращения вала, чтобы блокировать тележку после ее поперечного позиционирования, или для разрешения вращения вала для разблокирования вала, чтобы обеспечивать ее поперечное позиционирование.
[0042] Как показано на фиг. 6, вертикальный регулятор 150 содержит клин 152 для вертикальной регулировки одного бокового конца рамы 84, чтобы вертикально располагать переключатель 82 текучей среды относительно горизонтальной плоскости, вдоль которой транспортируется лист стекла. Эта регулировка осуществляться лишь на относительно небольшую величину, чтобы гарантировать, что переключатель текучей среды находится в пригодном к эксплуатации вертикальном положении.
[0043] Как показано на фиг. 11, жесткий приводной механизм 28 роликового конвейера 22 содержит непрерывный приводной ремень 152, имеющий зубцы 154, которые сцепляются с зубцами 156 на концах 26 роликов, чтобы обеспечивать жесткий привод, который не зависит только от трения, так чтобы приводить в действие передачу листа стекла с конвейера спустя интервал времени транспортировки после определения положения стекла, при этом обеспечивая положение активации. В дополнение к сцеплению с концами 26 роликов и приведению в движение зубчатой передачей посредствомприводной звездочки 158, не имеющая зубцов сторона 160 приводного ремня 152 обматывает направляющие ролики 160 и регулировочный натяжной ролик 162.
[0044] Для более конкретного раскрытия опорной конструкции 34 для роликов и ее блока охлаждения, см. заявку на патент США с номером дела GLT 1996 PUS, поданную одновременно с настоящей заявкой и имеющую название «GLASS SHEET PROCESSING SYSTEM HAVING COOLING OF CONVEYOR ROLLER ENDS (СИСТЕМА ОБРАБОТКИ ЛИСТОВ СТЕКЛА, ИМЕЮЩАЯ ОХЛАЖДЕНИЕ КОНЦОВ РОЛИКОВ КОНВЕЙЕРА)», раскрытие которой полностью включено в данный документ посредством ссылки.
[0045] Аналогичным образом для более конкретного раскрытия передаточного устройства 69 см. заявку на патент США с номером дела GLT 1993 PUS, также поданную одновременно с настоящей заявкой и имеющую название «LIFT DEVICE FOR A GLASS PROCESSING SYSTEM (ПОДЪЕМНОЕ УСТРОЙСТВО ДЛЯ СИСТЕМЫ ОБРАБОТКИ СТЕКЛА)», раскрытие которой также полностью включено в данный документ посредством ссылки.
[0046] Несмотря на то, что выше описаны иллюстративные варианты осуществления, не имеется в виду, что эти варианты осуществления описывают все возможные формы настоящего изобретения. Скорее, слова, употребляемые в описании изобретения, представляют собой слова, носящие описательный, а не ограничительный характер, и следует понимать, что различные изменения могут быть внесены без выхода за пределы объема изобретения и без отхода от его сущности. Кроме того, признаки различных вариантов осуществления могут быть объединены для образования дополнительных вариантов осуществления изобретения.
Изобретение относится к формовочной системе. Система формования листов стекла содержит узел определения местоположения стекла, имеющий переключатель текучей среды, который приводится в действие транспортируемым на роликах листом стекла, для управления работой передающего устройства, которое передает лист стекла с роликового конвейера в формующую форму в проектном положении для формования. Рама узла определения поддерживает тележку, на которой установлен переключатель текучей среды, для поперечного перемещения относительно направления транспортировки листа стекла так, чтобы обнаруживать его передний конец. Устройство поперечного позиционирования регулирует поперечное положение тележки и переключателя текучей среды, установленного на тележке. Технический результат – повышение производительности и усовершенствования системы формования. 3 н. и 7 з.п. ф-лы, 12 ил.
1. Узел определения местоположения для определения местоположения переднего края листа стекла в направлении транспортировки, находящийся в системе формования листов стекла, содержащей корпус, имеющий нагревательную камеру и роликовый конвейер, содержащий ролики для транспортировки горячего листа стекла в нагревательной камере в направлении транспортировки в горизонтальной плоскости при подготовке к формованию, указанный узел содержит:
раму, поддерживаемую корпусом, так что она проходит в поперечном направлении относительно направления транспортировки в нагревательной камере в месте ниже горизонтальной плоскости, вдоль которой транспортируется лист стекла;
тележку, установленную на раме, для перемещения в поперечном направлении относительно направления транспортировки;
переключатель текучей среды, который установлен на тележке и который приводится в действие транспортируемым листом стекла для обеспечения сигнала определения положения стекла; и
устройство поперечного позиционирования, имеющее внутреннее соединение с тележкой внутри нагревательной камеры и наружную рабочую часть, расположенную снаружи корпуса для работы по перемещению тележки в поперечном направлении относительно направления транспортировки, чтобы совмещать в поперечном направлении переключатель текучей среды с передним краем транспортируемого листа стекла для активации, которая обеспечивает сигнал определения положения стекла для обеспечения позиционирования листа стекла во время формования.
2. Узел определения местоположения по п. 1, отличающийся тем, что устройство поперечного позиционирования содержит вал, имеющий внутренний конец, соединенный с тележкой, и наружный конец, имеющий ручку для перемещения тележки, и переключатель текучей среды, установленный на ней поперечно относительно направления транспортировки для совмещения с передним краем листа стекла.
3. Узел определения местоположения по п. 2, отличающийся тем, что внутренний конец вала имеет фиксатор для блокировки тележки, чтобы предотвращать ее поперечное перемещение относительно направления транспортировки после того, как переключатель текучей среды совмещается в поперечном направлении с передним краем листа стекла, и ручку на наружном конце вала, управляющую фиксатором.
4. Узел определения местоположения по п. 3, отличающийся тем, что фиксатор содержит эксцентрик, и ручка поворачивается для вращения вала, и тем самым эксцентрик фиксируется на раме, чтобы предотвращать перемещение тележки в поперечном направлении относительно направления транспортировки.
5. Узел определения местоположения по п. 4, отличающийся тем, что содержит вертикальный регулятор для вертикальной регулировки рамы для вертикального расположения переключателя текучей среды относительно горизонтальной плоскости, вдоль которой транспортируется лист стекла.
6. Узел определения местоположения по п. 5, отличающийся тем, что вертикальный регулятор содержит клин, который вертикально перемещает боковой конец рамы, чтобы обеспечивать вертикальное позиционирование переключателя текучей среды.
7. Узел определения местоположения по п. 1, отличающийся тем, что переключатель текучей среды содержит вакуумную камеру, в которой создается вакуум, при этом переключатель текучей среды дополнительно содержит клапанный элемент, имеющий закрытое положение, которое закрывает воздушное отверстие вакуумной камеры, причем клапанный элемент содержит исполнительную часть, которая контактирует с передним краем транспортируемого листа стекла для перевода клапанного элемента из закрытого положения в открытое положение относительно воздушного отверстия так, что воздух входит в вакуумную камеру для повышения ее давления, и измерительный преобразователь, который расположен снаружи нагревательной камеры и обнаруживает повышение давления в вакуумной камере с обеспечением электрического сигнала определения положения стекла для управления формованием.
8. Узел определения местоположения по п. 7, отличающийся тем, что переключатель текучей среды дополнительно содержит напорное отверстие, в которое подается сжатый воздух для перевода клапанного элемента из открытого положения относительно воздушного отверстия в закрытое положение при подготовке к другому циклу работы.
9. Узел определения местоположения для определения местоположения переднего края листа стекла в направлении транспортировки, находящийся в системе формования листов стекла, содержащей корпус, имеющий нагревательную камеру и роликовый конвейер, содержащий ролики для транспортировки горячего листа стекла в нагревательной камере в направлении транспортировки в горизонтальной плоскости при подготовке к формованию, указанный узел содержит:
раму, поддерживаемую корпусом, так что она проходит в поперечном направлении относительно направления транспортировки в нагревательной камере в месте ниже горизонтальной плоскости, вдоль которой транспортируется лист стекла;
тележку, установленную на раме, для перемещения в поперечном направлении относительно направления транспортировки;
переключатель текучей среды, который установлен на тележке и который приводится в действие транспортируемым листом стекла для обеспечения сигнала определения положения стекла; и
устройство поперечного позиционирования, имеющее вал, содержащий внутреннее соединение с тележкой в нагревательной камере и внешний рабочий конец, расположенный снаружи корпуса и имеющий ручку для перемещения тележки поперечно относительно направления транспортировки, чтобы в поперечном направлении совмещать переключатель текучей среды с передним краем транспортируемого листа стекла для активации, которая обеспечивает сигнал определения положения стекла для обеспечения позиционирования листа стекла во время формования, и при этом внутренний конец вала также имеет фиксатор для блокировки тележки для предотвращения ее поперечного перемещения относительно направления транспортировки после того, как переключатель текучей среды совмещается в поперечном направлении с передним краем листа стекла.
10. Узел определения местоположения для определения местоположения переднего края листа стекла в направлении транспортировки, находящийся в системе формования листов стекла, содержащей корпус, имеющий нагревательную камеру и роликовый конвейер, содержащий ролики для транспортировки горячего листа стекла в нагревательной камере в направлении транспортировки в горизонтальной плоскости при подготовке к формованию, указанный узел содержит:
раму, поддерживаемую корпусом, так что она проходит в поперечном направлении относительно направления транспортировки в нагревательной камере в месте ниже горизонтальной плоскости, вдоль которой транспортируется лист стекла;
тележку, установленную на раме, для перемещения в поперечном направлении относительно направления транспортировки;
переключатель текучей среды, который установлен на тележке и который приводится в действие транспортируемым листом стекла для обеспечения сигнала определения положения стекла;
устройство поперечного позиционирования, имеющее вал, содержащий внутреннее соединение с тележкой в нагревательной камере и внешний рабочий конец, расположенный снаружи корпуса и имеющий ручку для перемещения тележки поперечно относительно направления транспортировки, чтобы в поперечном направлении совмещать переключатель текучей среды с передним краем транспортируемого листа стекла для активации, которая обеспечивает сигнал определения положения стекла для обеспечения позиционирования листа стекла во время формования, и при этом внутренний конец вала также имеет фиксатор, содержащий эксцентрик, для блокировки тележки посредством вращения ручки вала для предотвращения поперечного перемещения тележки и переключателя текучей среды относительно направления транспортировки после того, как переключатель текучей среды совмещается в поперечном направлении с передним краем листа стекла; и
клин, который вертикально перемещает боковой конец рамы, чтобы обеспечивать вертикальное позиционирование переключателя текучей среды.
| US 20140271058 A1, 18.09.2014 | |||
| УСТРОЙСТВО ДЛЯ ИЗГИБАНИЯ И СПОСОБ ИЗГИБАНИЯ СТЕКЛЯННОГО ЛИСТА | 2008 |
|
RU2476388C2 |
| US 4579573 A1, 01.04.1986 | |||
| US 3942967 A1, 09.03.1976 | |||
| US 4872898 A1, 10.10.1989. | |||

