ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Настоящая заявка испрашивает приоритет предварительной заявки на патент США №62/249 702, поданной 2 ноября 2015 г., которая полностью включена в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к устройству позиционирования листов стекла для системы обработки стекла, к системе обработки стекла, содержащей такое устройство позиционирования, и к способу регулирования положения листа стекла на конвейере системы обработки стекла.
УРОВЕНЬ ТЕХНИКИ
[0003] Известное из уровня техники устройство для позиционирования нагретых листов стекла описано в патенте США №4976766.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Устройство позиционирования согласно настоящему изобретению предусмотрено для применения с системой обработки листов стекла в целях регулирования положения листа стекла на конвейере системы обработки листов стекла, причем конвейер выполнен с возможностью транспортировки листа стекла в направлении транспортировки. Устройство позиционирования может содержать тележку, выполненную с возможностью прикрепления к системе обработки листов стекла и содержащую первую и вторую основные части тележки. Первая основная часть тележки выполнена с возможностью прикрепления к системе обработки листов стекла таким образом, что первая основная часть тележки может совершать поступательное перемещение в направлении транспортировки, а вторая основная часть тележки выполнена с возможностью поддержки первой основной частью тележки таким образом, что вторая основная часть тележки может перемещаться в направлении, в целом поперечном направлению транспортировки. Устройство позиционирования может дополнительно содержать первый двигатель для перемещения первой основной части тележки в направлении транспортировки, второй двигатель для перемещения второй основной части тележки относительно первой основной части тележки и элемент позиционирования, выполненный с возможностью соединения со второй основной частью тележки и входа в контакт с листом стекла для регулирования положения листа стекла относительно конвейера.
[0005] Система обработки листов стекла согласно настоящему изобретению, предназначенная для обработки листа стекла, может содержать конвейер для транспортировки листа стекла в направлении транспортировки и устройство позиционирования для регулирования положения листа стекла на конвейере. Устройство позиционирования содержит подвижную тележку, имеющую первую и вторую основные части тележки, причем первая основная часть тележки выполнена с возможностью поступательного перемещения в направлении транспортировки, и вторая основная часть тележки поддерживается первой основной частью тележки таким образом, что вторая основная часть тележки может перемещаться в направлении, в целом поперечном направлению транспортировки. Устройство позиционирования может дополнительно содержать первый приводной узел для перемещения первой основной части тележки в направлении транспортировки, второй приводной узел для перемещения второй основной части тележки относительно первой основной части тележки и элемент позиционирования, соединенный со второй основной частью тележки и выполненный с возможностью входа в контакт с листом стекла для регулирования положения листа стекла относительно конвейера. Кроме того, приводные узлы выполнены таким образом, что они работают независимо друг от друга.
[0006] Способ регулирования положения листа стекла на конвейере системы обработки листов стекла согласно настоящему изобретению может включать перемещение тележки, содержащей первую и вторую основные части тележки, по системе обработки листов стекла с помощью первого двигателя, связанного с первой основной частью тележки, для достижения необходимой скорости тележки. Способ может дополнительно включать перемещение второй основной части тележки относительно первой основной части тележки с помощью второго двигателя, связанного со второй основной частью тележки, и введение в контакт листа стекла с элементом позиционирования, соединенным со второй основной частью тележки, для регулирования положения листа стекла относительно конвейера.
[0007] Несмотря на то, что проиллюстрированы и раскрыты примерные варианты осуществления, данное раскрытие не следует толковать как ограничивающее формулу изобретения. Предполагается, что различные модификации и альтернативные конструкции могут быть осуществлены без отступления от объема настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
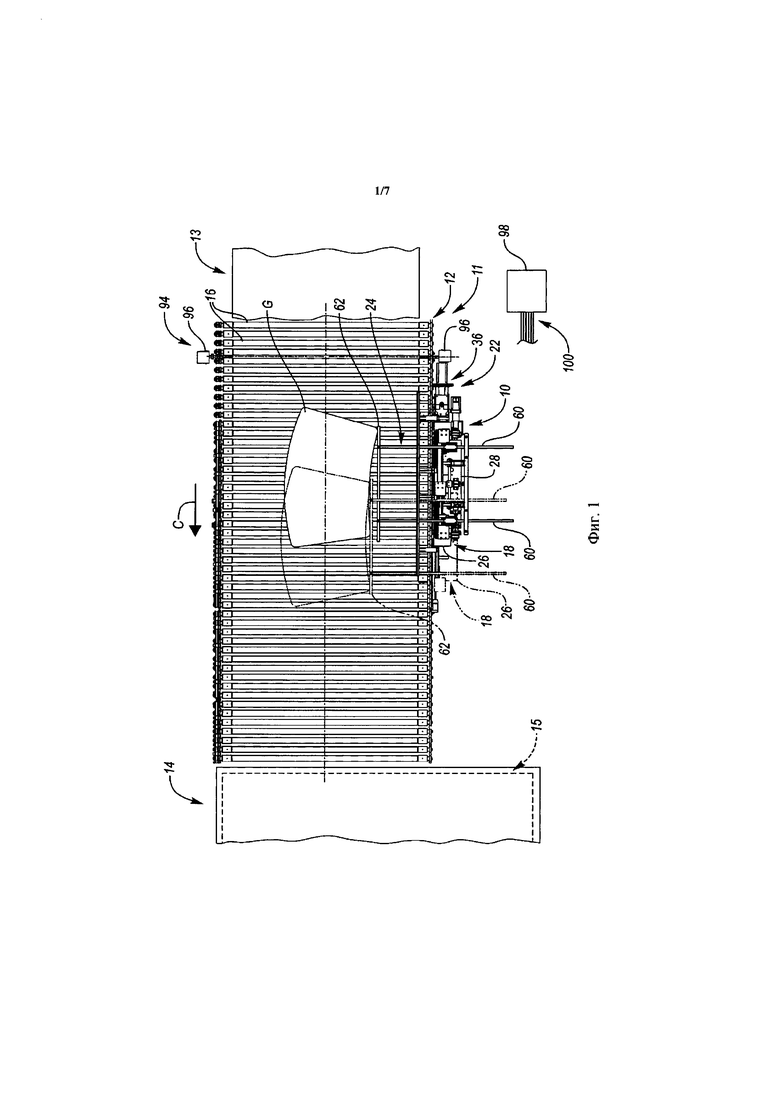
[0008] На фиг. 1 показан местный вид в плане системы обработки стекла, содержащей устройство позиционирования листов стекла согласно настоящему изобретению для регулирования положения листов стекла на конвейере, причем система обработки стекла дополнительно содержит станцию нагрева для нагрева листов стекла и расположенную дальше по ходу технологического процесса станцию формования или гибки для формования листов стекла, причем корпус станции нагрева разрезан, чтобы показать детали конвейера и устройства позиционирования;
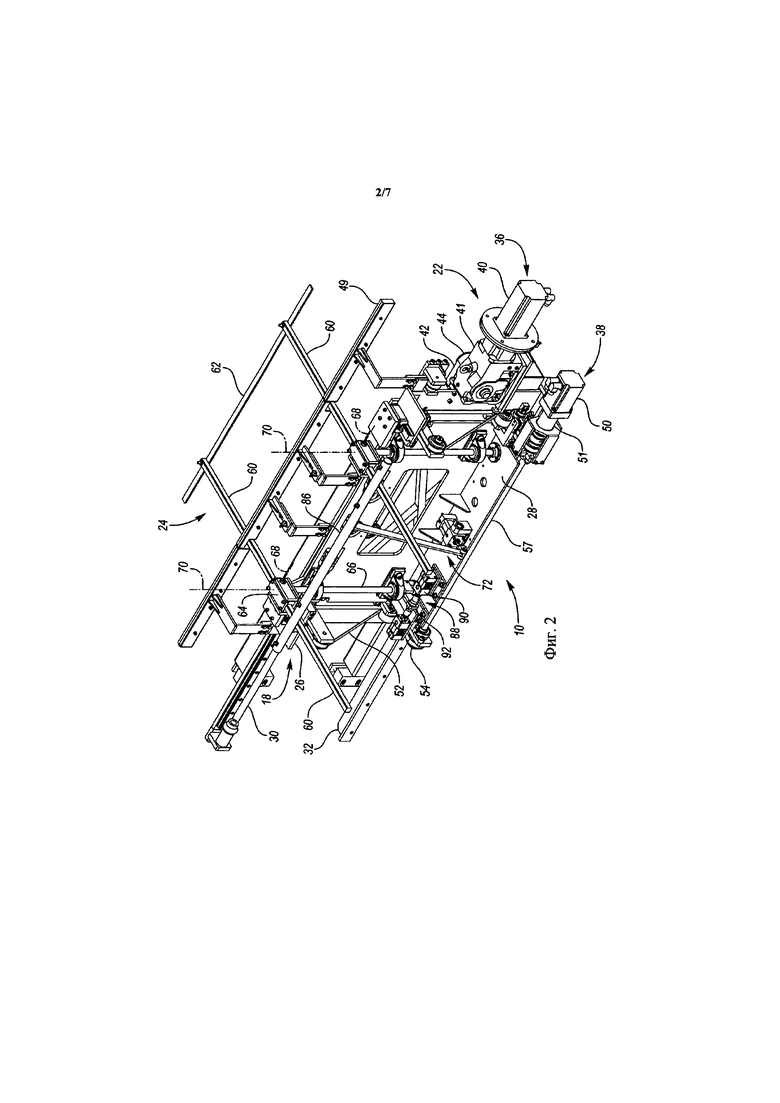
[0009] на фиг. 2 показан вид в перспективе устройства позиционирования, которое содержит подвижную тележку, опирающуюся на опорную конструкцию системы обработки стекла, приводное приспособление для перемещения тележки относительно системы обработки стекла и позиционирующее приспособление, соединенное с тележкой для позиционирования листа стекла относительно конвейера;
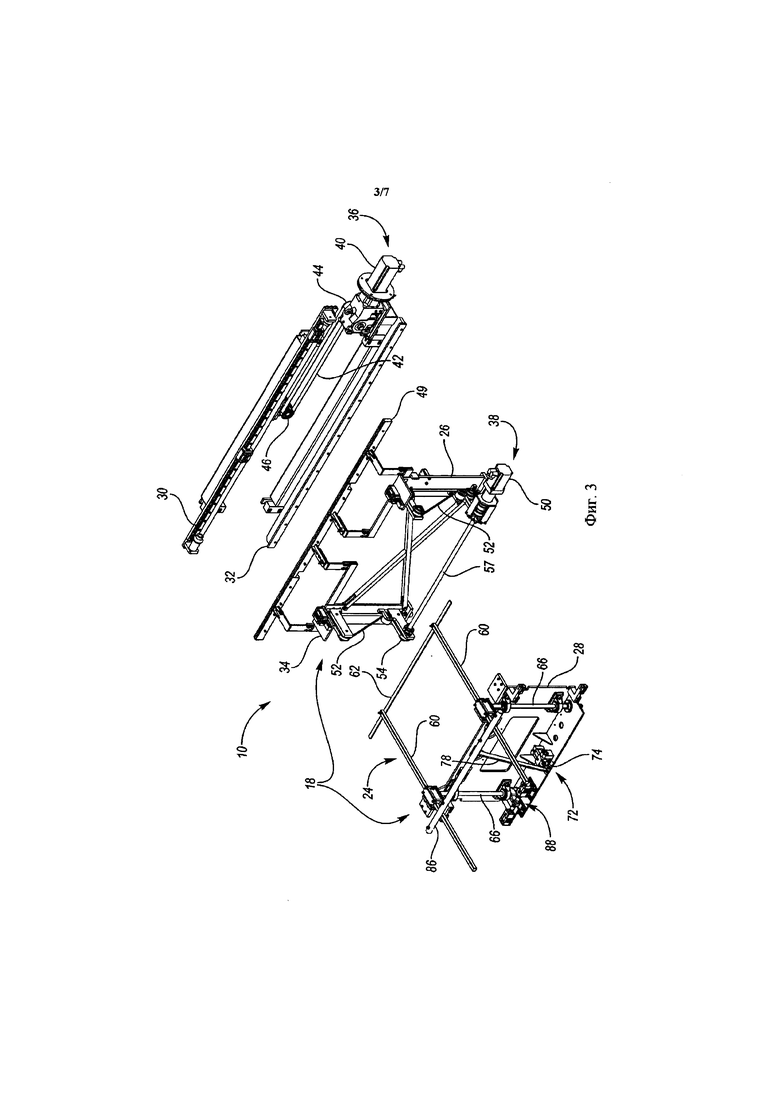
[0010] на фиг. 3 показан покомпонентный вид в перспективе устройства позиционирования, на котором показаны первая и вторая основные части тележки, расположенные на расстоянии друг от друга и на расстоянии от несущих реек, по которым первая основная часть тележки может совершать поступательное перемещение;
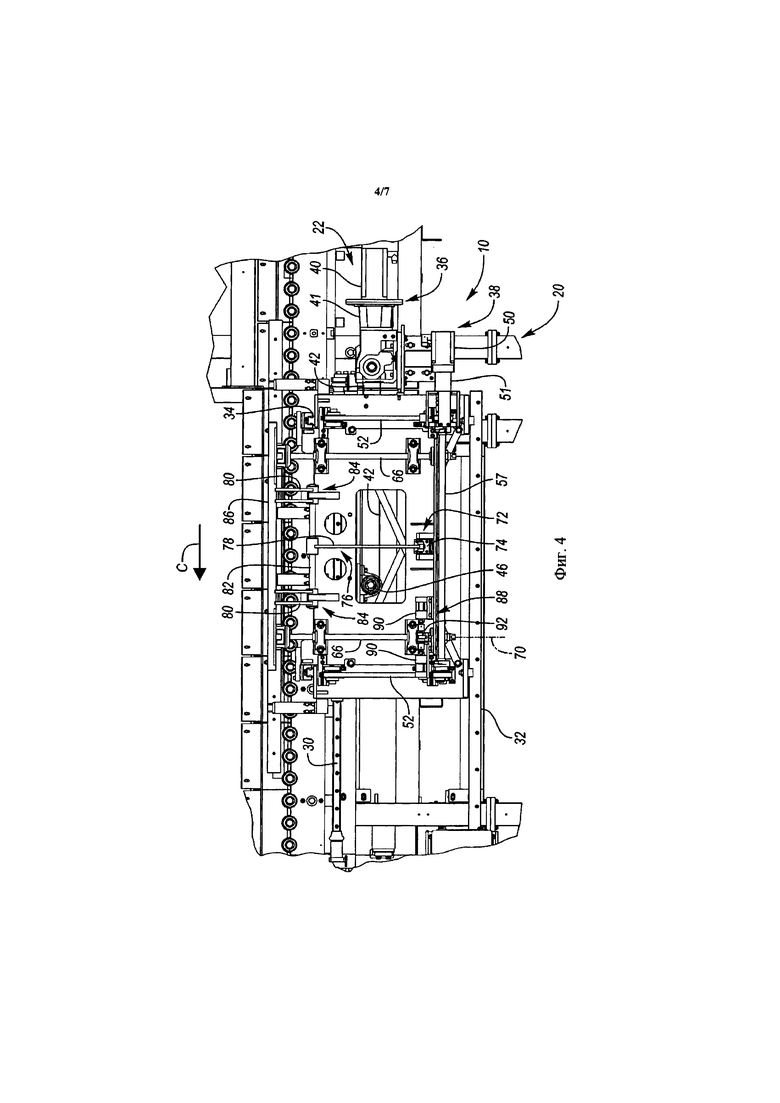
[0011] на фиг. 4 показан вид спереди устройства позиционирования, установленного на опорной раме или конструкции системы обработки стекла, причем указанная опорная конструкция может опираться, например, на пол предприятия;
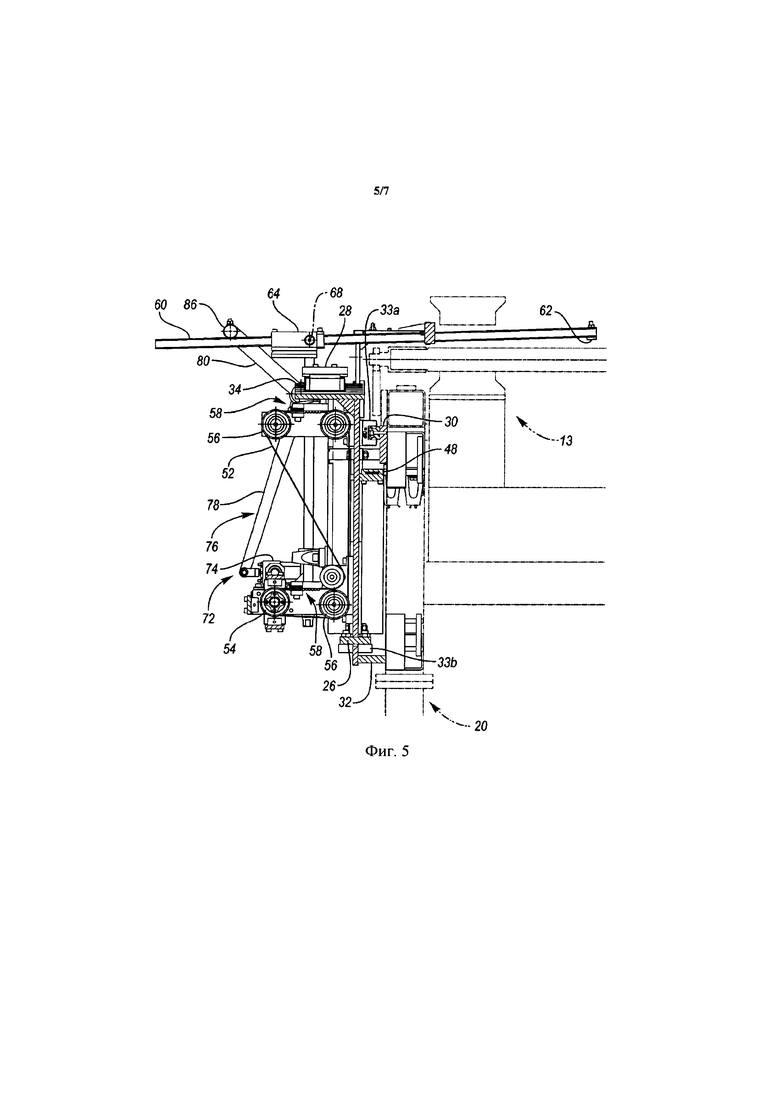
[0012] на фиг. 5 показан вид сбоку устройства позиционирования, на котором изображен позиционирующий элемент или элемент позиционирования листов стекла в поднятом положении, причем позиционирующий элемент также изображен во втянутом в боковом направлении положении;
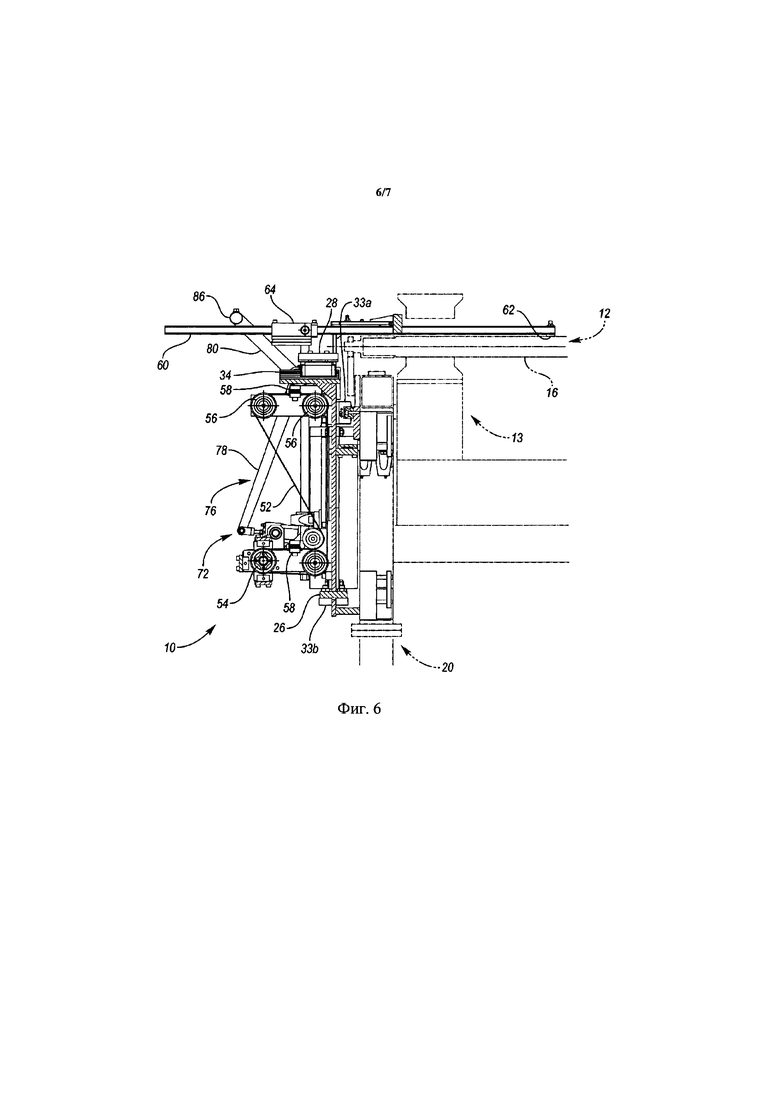
[0013] на фиг. 6 показан вид сбоку устройства позиционирования, подобный фиг. 5, на котором изображен позиционирующий элемент в опущенном положении в контакте с конвейером системы обработки стекла, причем позиционирующий элемент также показан во втянутом в боковом направлении положении;
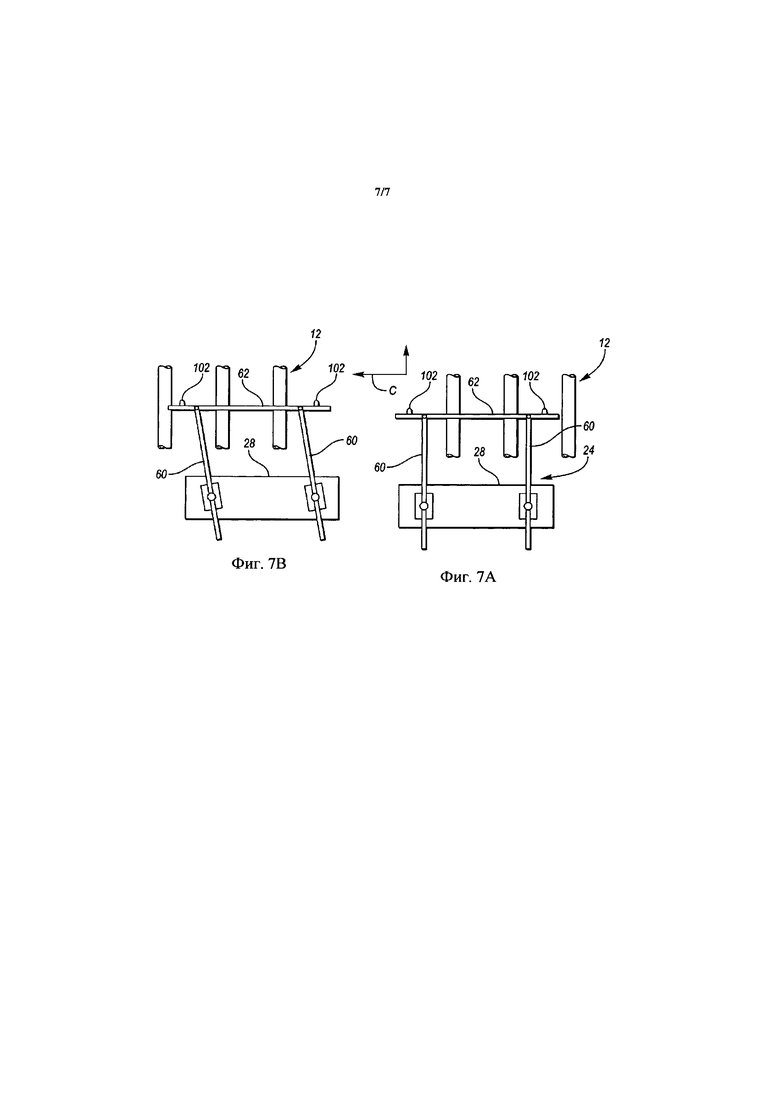
[0014] на фиг. 7А показан схематический вид сверху позиционирующего приспособления и второй основной части тележки, на котором изображено первое положение позиционирующего приспособления, опущенного и введенного в контакт с конвейером; и
[0015] на фиг. 7В показан схематический вид сверху позиционирующего приспособления и второй основной части тележки, на котором изображено второе положение позиционирующего приспособления, в котором позиционирующий элемент совершил поступательное перемещение в продольном направлении относительно второй основной части тележки и переместился в боковом направлении внутрь со второй основной частью тележки (величина продольного поступательного перемещения позиционирующего элемента показана в преувеличенном виде).
ПОДРОБНОЕ ОПИСАНИЕ
[0016] В настоящем документе в необходимом объеме раскрыты подробные варианты осуществления. Однако следует понимать, что раскрытые варианты осуществления являются лишь примерными, и что возможны различные и альтернативные варианты. Кроме того, фигуры не обязательно выполнены с соблюдением масштаба; некоторые признаки могут быть преувеличены или преуменьшены для того, чтобы показать детали конкретных компонентов. Вследствие этого конкретные конструктивные и функциональные детали, раскрытые в настоящем документе, должны быть истолкованы не как ограничивающие, а только в качестве показательной основы для обучения специалиста в данной области техники тому, как различными способами применять настоящее изобретение.
[0017] В ходе изготовления стеклянного листового изделия, такого как стеклянная зеркальная панель для применения при накоплении солнечной энергии, ветровое стекло транспортного средства, заднее стекло или любое другое применимое изделие, может потребоваться повторное позиционирование листа стекла относительно конвейера в связи с операцией формования или гибки, или в связи с любой другой операцией обработки стекла, для обеспечения правильного размещения листа стекла для обработки листа стекла. В настоящем изобретении предлагаются способы и устройства для позиционирования листов стекла в связи с такими операциями для улучшения обработки стекла.
[0018] На фиг. 1 показано устройство 10 позиционирования согласно настоящему изобретению для использования с системой 11 обработки листов стекла, содержащей конвейер 12 для транспортировки листов G стекла, например, нагретых листов стекла, и одну или несколько станций обработки или подготовки, таких как станция нагрева или печь 13 для нагрева листов стекла, станцию 14 формования или гибки, содержащую формовочное устройство 15 (например, верхнюю и нижнюю формы, схематически показанные на фиг. 1) для гибки или формования каждого листа стекла, станцию охлаждения (например, станцию закалки или отжига, не показана) для охлаждения листов стекла, и т.д. В варианте осуществления, показанном на фиг. 1, станция 14 гибки также содержит участок съема, на котором каждый лист G стекла может быть поднят с конвейера 12 и перемещен в боковом направлении, например, посредством подвижного в боковом направлении челнока или форма, вследствие чего операция формования может быть осуществлена в месте, смещенном в боковом направлении от конвейера 12. Приведенные в качестве примера варианты осуществления системы обработки стекла можно найти в патенте США №9452948, который полностью включен в настоящий документ посредством ссылки. Кроме того, хотя конвейер 12 может представлять собой любую подходящую систему для транспортировки листов G стекла, в варианте осуществления, показанном на фиг. 1, конвейер 12 представляет собой роликовый конвейер, содержащий множество вращающихся валиков или роликов 16 и приводную систему для приведения во вращение роликов 16 в целях транспортировки каждого листа G стекла в плоскости транспортировки и в направлении С транспортировки. Примеры такого конвейера описаны в патентах США №3806312, McMaster; №3934970, McMaster и др.; №3947242, McMaster и др.; и №3994711, McMaster и др., которые включены в настоящий документ посредством ссылки.
[0019] Устройство 10 позиционирования расположено с одной стороны системы 11 обработки стекла и выполнено с возможностью регулирования положения листа G стекла на конвейере 12 при перемещении листа G стекла по конвейеру 12 в направлении С транспортировки. Как показано на фиг. 1-4, устройство 10 позиционирования содержит подвижную тележку 18, опирающуюся на опорную конструкцию 20 системы 11 обработки стекла, приводное приспособление 22 для перемещения тележки 18 относительно системы 11 обработки стекла и позиционирующее приспособление 24, соединенное с тележкой 18 для позиционирования листа G стекла относительно конвейера 12.
[0020] Тележка 18 содержит первую основную часть 26 тележки (например, первую раму тележки), которая выполнена с возможностью поступательного перемещения вдоль опорной конструкции 20 в направлениях, параллельных направлению С транспортировки, и вторую основную часть 28 тележки (например, вторую раму тележки), которая поддерживается первой основной частью 26 тележки таким образом, что вторая основная часть 28 тележки может перемещаться относительно первой основной части 26 тележки в направлениях, в целом поперечных направлению С транспортировки. Как показано на фиг. 2-5, первая основная часть 26 тележки может опираться на один или несколько проходящих в продольном направлении опорных элементов или направляющих, таких как разнесенные в вертикальном направлении первая и вторая продольные линейные несущие рейки 30 и 32 соответственно, установленные на опорной конструкции 20 (вместо этого, несущие рейки 30 и 32 могут считаться частью опорной конструкции 20). Например, первая основная часть 26 тележки может содержать или соединяться с одним или несколькими несущими блоками 33 а, установленными с возможностью скользящего перемещения на первой рейке 30, и одним или несколькими роликами ЗЗЬ, выполненными с возможностью зацепления со второй рейкой 32. Аналогично, вторая основная часть 28 тележки может опираться на один или несколько проходящих в боковом направлении опорных элементов, таких как проходящие в боковом направлении линейные несущие рейки 34, соединенные с первой основной частью 26 тележки. Хотя основные части 26 и 28 тележки могут иметь любую подходящую конфигурацию, первая основная часть 26 тележки в изображенном варианте осуществления содержит вертикально ориентированные, в целом плоские концевые части, которые ориентированы параллельно вертикально ориентированной, в целом плоской главной основной части второй основной части 28 тележки.
[0021] Приводное приспособление 22 может содержать любые приводные механизмы или приводные устройства, подходящие для перемещения основных частей 26 и 28 тележки. В варианте осуществления, показанном на фиг. 2 и 4, приводное приспособление 22 содержит первый приводной узел 36 для перемещения первой основной части 26 тележки в продольном направлении по системе 11 обработки стекла и второй приводной узел 38 для перемещения второй основной части 28 тележки в боковом направлении относительно первой основной части 26 тележки.
[0022] Первый приводной узел 36 содержит первый двигатель 40 (например, электродвигатель, пневмодвигатель, гидродвигатель и т.д.), соединенный с опорной конструкцией 20 и опирающийся на нее, и соответствующие первые приводные компоненты, связанные с первым двигателем 40 для перемещения первой основной части 26 тележки относительно несущих реек 30 и 32 совместно со второй основной частью 28 тележки. Соответствующие первые приводные компоненты могут содержать, например, первый редуктор 41, соединенный с первым двигателем 40, и первый приводной элемент 42, такой как приводной стержень, цепь или ремень, соединенный с первым двигателем 40 посредством первого редуктора 41. В качестве более конкретного примера, первый приводной элемент 42 может представлять собой синхронизирующий ремень, который соединен с первой ведущей звездочкой или шкивом 44, который может быть установлен с возможностью вращения на редукторе 41, как показано на фиг. 2 (или, в ином случае, установлен с возможностью вращения на опорной конструкции 20), и приводится в движение первым двигателем 40, и первым направляющим подшипником или шкивом 46, который установлен на опорной конструкции 20 на участке, удаленном в продольном направлении от первого ведущего шкива 44. Первый приводной элемент 42 может дополнительно быть соединен с первой основной частью 26 тележки в первом участке 48 соединения (лучше всего показанном на фиг. 5), который может быть расположен между первым ведущим шкивом 44 и первым направляющим шкивом 46 во всех положениях первой основной части 26 тележки.
[0023] В вышеуказанной конфигурации первый двигатель 40 выполнен с возможностью приведения во вращение первого ведущего шкива 44 в первом направлении таким образом, что первый ведущий шкив 44 может перемещать первый приводной элемент 42 в первом направлении для перемещения первой основной части 26 тележки в направлении С транспортировки из исходного положения, показанного сплошными линиями на фиг. 1, в положение после поступательного перемещения, показанное пунктирными линиями на фиг. 1. Первый двигатель 40 также выполнен с возможностью приведения во вращение первого ведущего шкива 44 во втором направлении, противоположном первому направлению, таким образом, что первый ведущий шкив 44 может перемещать первый приводной элемент 42 в противоположном направлении для перемещения первой основной части 26 тележки в направлении, противоположном направлению С транспортировки, из положения после поступательного перемещения обратно в исходное положение. Устройство 10 позиционирования также может содержать уплотнительный элемент 49, соединенный с первой основной частью 26 тележки для герметизации отверстия в системе 11 обработки стекла, такого как продольный паз в станции 13 нагрева, при поступательном перемещении первой основной части 26 тележки относительно системы 11 обработки стекла.
[0024] Как показано на фиг. 2-4 и 5, второй приводной узел 38 содержит второй двигатель 50 (например, электродвигатель, пневмодвигатель, гидродвигатель и т.д.), соединенный с первой основной частью 26 тележки, и соответствующие вторые приводные компоненты, связанные со вторым двигателем 50 для перемещения второй основной части 28 тележки в боковом направлении относительно первой основной части 26 тележки. Соответствующие вторые приводные компоненты могут содержать, например, второй редуктор 51 соединенный со вторым двигателем 50, и один или несколько вторых приводных элементов 52, таких как приводные стрежни, цепи или ремни, соединенные со вторым двигателем 50 посредством второго редуктора 51. В изображенном варианте осуществления вторые приводные компоненты содержат два вторых приводных элемента 52, причем каждый второй приводной элемент 52 представляет собой синхронизирующий ремень, который соединен со второй ведущей звездочкой или шкивом 54, который приводится в движение вторым двигателем 50, и одним или несколькими вторыми направляющими подшипниками или шкивами 56, которые соединены с первой основной частью 26 тележки на участках, расположенных на расстоянии от второго ведущего шкива 54. Вторые приводные компоненты также могут содержать синхронизирующий вал 57, соединенный со вторым двигателем 50 (например, посредством второго редуктора 51, как показано на фиг. 3) и каждым из вторых ведущих шкивов 54 (например, вал 57 может проходить между вторыми ведущими шкивами 54) таким образом, что второй двигатель 50 может одновременно приводить во вращение оба вторых ведущих шкива 54. Каждый второй приводной элемент 52 может дополнительно быть соединен со второй основной частью 28 тележки на одном или нескольких вторых участках 58 соединения (лучше всего показаны на фиг. 5) таким образом, что перемещение вторых приводных элементов 52 вызывает перемещение второй основной части 28 тележки по проходящим в боковом направлении несущим рейкам 34. В варианте осуществления, показанном на фиг. 2, 4 и 5, вторые приводные элементы 52 расположены на противоположных концах первой основной части 26 тележки, причем каждый второй приводной элемент 52 соединен со второй основной частью 28 тележки на верхнем и нижнем участках 58 соединения (например, всего 4 участка соединения), что способствует перемещению второй основной части 28 тележки (например, уменьшает наклон второй основной части 28 тележки и/или обеспечивает, что вторая основная часть 28 тележки остается параллельной первой основной части 26 тележки) при перемещении второй основной части 28 тележки в боковом направлении относительно первой основной части 26 тележки.
[0025] В вышеуказанной конфигурации второй двигатель 50 выполнен с возможностью приведения во вращение каждого второго ведущего шкива 54 в первом направлении таким образом, что каждый из вторых ведущих шкивов 54 может перемещать соответствующий второй приводной элемент 52 в первом направлении для перемещения второй основной части 28 тележки к конвейеру 12 и поперечно к направлению С транспортировки из первого положения, показанного на фиг. 5, во второе положение, показанное на фиг. 6. Второй двигатель 50 также выполнен с возможностью приведения во вращение каждого второго ведущего шкива 54 во втором направлении, противоположном первому направлению, таким образом, что каждый из вторых ведущих шкивов 54 может перемещать соответствующий второй приводной элемент 52 в противоположном направлении для перемещения второй основной части 28 тележки от конвейера 12 и поперечно к направлению С транспортировки из второго положения в первое положение.
[0026] Как показано на фиг. 1 и 2, позиционирующее приспособление 24 соединено со второй основной частью 28 тележки и выполнено с возможностью перемещения со второй основной частью 28 тележки. Позиционирующее приспособление 24 содержит первый и второй опорные элементы 60, такие как продолговатые планки, с возможностью поворота соединенные со второй основной частью 28 тележки, и элемент позиционирования или позиционирующий элемент 62, такой как позиционирующий стержень или шток, с возможностью поворота соединенный с концевыми частями опорных элементов 60. Опорные элементы 60 выполнены с возможностью поворота между поднятым положением, показанным на фиг. 5, и опущенным положением, показанным на фиг. 6, для перемещения позиционирующего элемента 62 между поднятым положением и опущенным рабочим положением. Опорные элементы 60 также могут быть выполнены с возможностью поворота бок о бок для перемещения позиционирующего элемента 62 в продольном направлении (т.е. в направлении, в целом параллельном направлению С транспортировки) относительно второй основной части 28 тележки или в ответ на продольное перемещение позиционирующего элемента 62, как подробнее описано ниже.
[0027] Хотя опорные элементы 60 могут быть с возможностью поворота соединены со второй основной частью 28 тележки любым подходящим образом, в изображенном варианте осуществления каждый опорный элемент 60 с возможностью поворота соединен с соответствующим соединением 64, таким как поворотный стержень, вследствие чего каждый опорный элемент 60 может поворачиваться относительно горизонтальной оси 68, показанной на фиг. 2, и при этом соответствующее соединение 64 соединено с вертикально проходящей опорой 66, которая опирается на вторую основную часть 28 тележки. Каждая вертикально проходящая опора 66 также с возможностью вращения соединена со второй основной частью 28 тележки таким образом, что каждая вертикально проходящая опора 66 может вращаться относительно вертикальной оси 70. В результате, каждый опорный элемент 60 и соответствующее соединение 64 могут аналогичным образом поворачиваться относительно соответствующей вертикальной оси 70 для перемещения позиционирующего элемента 62 в продольном направлении (т.е. в направлении, в целом параллельном направлению С транспортировки) относительно второй основной части 28 тележки или в ответ на продольное перемещение позиционирующего элемента 62.
[0028] Для поднятия или опускания позиционирующего элемента 62 устройство 10 позиционирования может содержать подходящий приводной узел 72 для подъема, соединенный с опорными элементами 60 или связанный с ними иным образом. Как показано на фиг. 4 и 5, приводной узел 72 для подъема может содержать автоматический привод 74, такой как цилиндро-поршневое устройство (например, гидравлический или пневматический цилиндр) или двигатель (например, электродвигатель, пневмодвигатель, гидродвигатель и т.д.), соединенный с тяговым механизмом 76, который может содержать одну или несколько тяг, с возможностью поворота соединенных со второй основной частью 28 тележки. В варианте осуществления, показанном на фиг. 4 и 5, например, тяговый механизм 76 содержит нижнюю тягу 78, неподвижно соединенную с двумя верхними тягами 80, которые с возможностью поворота соединены с верхней частью второй основной части 28 тележки, такой как горизонтальный элемент 82 (например, штанга или трубка), который неподвижно соединен с нижней тягой 78 и верхними тягами 80 и с возможностью вращения входит в гнезда 84, выполненные на второй основной части 28 тележки или соединенные с ней. Кроме того, приводной узел 72 для подъема содержит зацепляющий элемент 86 (например, зацепляющую штангу), соединенный с тяговым механизмом 76 (например, верхними тягами 80) и соединенный с опорными элементами 60 или зацепляемый с ними иным образом. В вышеуказанной конфигурации и как показано на фиг. 5 и 6, привод 74 выполнен с возможностью осуществления поворота тягового механизма 76 против часовой стрелки для подъема опорных элементов 60 и позиционирующего элемента 62 из опущенного положения, показанного на фиг. 6, в поднятое положение, показанное на фиг. 5. Привод 74 также выполнен с возможностью осуществления поворота тягового механизма 76 по часовой стрелке для опускания опорных элементов 60 и позиционирующего элемента 62 из поднятого положения, показанного на фиг. 5, в опущенное положение, показанное на фиг. 6. Кроме того, опорные элементы 60 и позиционирующий элемент 62 могут быть выполнены с возможностью перемещения под действием собственного веса, когда тяговый механизм 76 поворачивается по часовой стрелке. Как показано на фиг. 6, тяговый механизм 76 также может вращаться по часовой стрелке до такой степени, при которой зацепляющий элемент 86 выходит из зацепления с опорными элементами 60.
[0029] Чтобы вызвать или обеспечить продольное перемещение позиционирующего элемента 62 относительно второй основной части 28 тележки, устройство 10 позиционирования может аналогичным образом содержать подходящий приводной узел 88 для качательного перемещения, соединенный с одной или обеими вертикальными опорами 66 или связанный с ними иным образом. Как показано на фиг. 2 и 4, например, приводной узел 88 для качательного перемещения может содержать два автоматических привода 90, таких как цилиндро-поршневые устройства (например, гидравлические или пневматические цилиндры) или двигатели (например, электродвигатели, пневмодвигатели, гидродвигатели и т.д.), которые обращены друг к другу и выполнены с возможностью зацепления части одной из вертикальных опор 66 (например, ушка или выступа 92, выполненного на главной части вертикальной опоры 66 или иным образом соединенного с ней). Приводы 90 могут быть активированы для вхождения в зацепление с выступом 92 для соответствующего вращения вертикальной опоры 66 относительно своей вертикальной оси 70 в начальное положение, что приводит к возврату опорных элементов 60, позиционирующего элемента 62 и другой вертикальной опоры 66 в начальные положения, в которых позиционирующий элемент 62 образует заданный угол, такой как прямой угол, с каждым из опорных элементов 60.
[0030] Приводы 90 также могут быть деактивированы или задействованы иным образом так, чтобы концы приводов 90 вышли из зацепления с выступом 92 и переместились друг от друга и выступа 92 таким образом, чтобы вертикальная опора 66 могла свободно вращаться относительно своей вертикальной оси 70, и таким образом, чтобы оба опорных элемента 60 аналогично могли свободно вращаться относительно своих соответствующих вертикальных осей 70. В результате, позиционирующий элемент 62 может перемещаться в продольном направлении относительно второй основной части 28 тележки и в направлении, в целом параллельном направлению С транспортировки, если, например, скорость второй основной части 28 тележки в направлении С транспортировки не равна скорости конвейера 12, когда позиционирующий элемент 62 контактирует с конвейером 12. В более общем смысле, позиционирующему элементу 62 может быть обеспечена или предоставлена возможность перемещения относительно второй основной части 28 тележки и в направлении, параллельном плоскости транспортировки листа G стекла, когда позиционирующий элемент 62 находится в опущенном рабочем положении. Устройство 10 позиционирования, таким образом, обеспечивает функцию компенсации или согласования скорости позиционирующего элемента 62 относительно конвейера 12. Кроме того, опорные элементы 60 и позиционирующий элемент 62 взаимодействуют с образованием подвижной конфигурации в форме параллелограмма совместно со второй основной частью 28 тележки.
[0031] Опорные элементы 60 также могут быть отрегулированы вручную относительно соединений 64 для достижения необходимого расстояния между позиционирующим элементом 62 и соединениями 64. Например, каждое соединение 64 может содержать прижимное устройство, которое можно ослабить, чтобы переместить со скольжением соответствующий опорный элемент 60 относительно соединения 64, а затем затянуть после достижения необходимого положения опорного элемента 60. Эта функция может быть целесообразной, если, например, устройство 10 позиционирования будет использоваться в конкретной области применения, в которой листы стекла будут расположены относительно далеко от тележки 18 или относительно близко к ней, когда листы стекла перемещаются по конвейеру 12.
[0032] Компоненты устройства 10 позиционирования могут быть выполнены из любого подходящего материала и любым подходящим образом. Например, основные части 26, 28 тележки, опорные элементы 60 и позиционирующий элемент 62 могут быть выполнены из любого подходящего металла, такого как нержавеющая сталь.
[0033] Как показано на фиг. 1, устройство 10 позиционирования может дополнительно содержать систему 94 определения положения, содержащую один или несколько датчиков 96 для определения или регистрации положения листа G стекла на конвейере 12. Датчики 96 могут представлять собой любые подходящие датчики, такие как оптические датчики, радиолокационные датчики, фотодетекторы (фотоэлементы) и т.д. Кроме того, информация о положении может использоваться в связи с операцией управления устройства 10 позиционирования. Например, активация и/или деактивация различных приводных узлов 36, 38, 72 и 88 может быть основана на информации о положении.
[0034] Кроме того, устройство 10 позиционирования содержит контроллер или блок 98 управления для связи с вышеуказанными компонентами и/или для управления их работой. Блок 98 управления может содержать группу соединительных элементов 100 для соединения с различными компонентами устройства 10 позиционирования, такими как приводные узлы 36, 38, 72 и 88 и датчики 96. Кроме того, блок 98 управления может содержать любое подходящее аппаратное и/или программное обеспечение для управления работой устройства 10 позиционирования (например, для выполнения конкретных алгоритмов, представленных функциями, описанными в настоящем документе). Например, блок 98 управления может содержать один или несколько процессоров на связи с одним или несколькими запоминающими устройствами или блоками памяти, которые содержат машиночитаемые программные команды, исполняемые одним или несколькими процессорами таким образом, что блок 98 управления может управлять работой приводных узлов 36, 38, 72 и 88, датчиков 96 и т.д. и/или быть на связи с ними. Блок 98 управления может в дополнение к этому или вместо этого содержать одну или несколько специализированных интегральных схем, программируемых вентильных матриц, программируемых логических устройств и/или процессоров цифровой обработки сигналов. Вместо соединительных элементов 100 блок 98 управления может быть выполнен с возможностью соединения с одним или несколькими из вышеуказанных компонентов беспроводным образом. Кроме того, блок 98 управления также может управлять остальной частью системы 11 обработки стекла, например, конвейером 12, станцией 13 нагрева, станцией 14 гибки и т.д., или он может быть выполнен с возможностью связи с другим блоком управления, который управляет работой остальной части системы 11 обработки стекла и который может иметь конфигурацию, аналогичную конфигурации блока 98 управления.
[0035] Рассмотрим фиг. 1-7, в связи с которыми работа устройства 10 позиционирования будет описана далее более подробно. При транспортировке листа G стекла конвейером 12 в направлении С транспортировки по части системы 11 обработки стекла(например, по станции 13 нагрева, на которой лист G стекла нагревается до температуры в диапазоне от 575°С до 675°С, или до температуры, составляющей, например, по меньшей мере 575°С), устройство 10 позиционирования может осуществлять регулирование положения листа G стекла для обеспечения правильной ориентации листа G стекла для поступления на расположенную дальше по ходу технологического процесса станцию подготовки (например, станцию 14 гибки). Например, когда один или несколько датчиков 96 регистрируют достижение листом G стекла заданного положения на конвейере 12, блок 98 управления может активировать первый приводной узел 36 для ускоренного перемещения тележки 18, содержащей основные части 26 и 28 тележки из исходного положения, показанного сплошными линиями на фиг. 1, вследствие чего тележка 18 достигает скорости, которая приблизительно соответствует скорости конвейера 12 (т.е., скорости, с которой лист G стекла перемещается относительно опорной конструкции 20). Во время по меньшей мере части периода ускоренного перемещения, позиционирующий элемент 62 может удерживаться в своем поднятом положении и начальном положении (например, таким образом, что позиционирующий элемент 62 образует прямой угол с каждым из опорных элементов 60). После достижения необходимой скорости тележки 18 в направлении С транспортировки, приводной узел 72 для подъема может осуществлять опускание позиционирующего элемента 62 к конвейеру 12 до тех пор, пока позиционирующий элемент 62 не войдет в контакт с роликами 16 конвейера 12.
[0036] Перед, во время или после опускания позиционирующего элемента 62, приводной узел 88 для качательного перемещения может быть деактивирован или работать таким образом, чтобы обеспечить перемещение позиционирующего элемента 62 в продольном направлении относительно второй основной части 28 тележки. В результате, и как упомянуто выше, позиционирующий элемент 62 может перемещаться в продольном направлении относительно второй основной части 28 тележки, если, например, скорость второй основной части 28 тележки в направлении С транспортировки не равна скорости конвейера 12, когда позиционирующий элемент 62 контактирует с конвейером 12. Как показано на фиг. 7А и 7В, например, опорные элементы 60 могут поворачиваться против часовой стрелки, чтобы обеспечить возможность перемещения позиционирующего элемента 62 в продольном направлении в направлении С транспортировки и параллельно плоскости транспортировки, если скорость второй основной части 28 тележки меньше, чем скорость конвейера 12, когда позиционирующий элемент 62 контактирует с конвейером 12. В другом примере опорные элементы 60 могут поворачиваться по часовой стрелке, чтобы обеспечить возможность перемещения позиционирующего элемента 62 в продольном направлении, в направлении, противоположном направлению С транспортировки, если скорость второй основной части 28 тележки больше, чем скорость конвейера 12, когда позиционирующий элемент 62 контактирует с конвейером 12.
[0037] Когда позиционирующий элемент 62 находится в контакте с конвейером 12, например, второй приводной узел 38 может независимо от первого приводного узла 36 осуществлять перемещение второй основной части 28 тележки и позиционирующего элемента 62 в боковом направлении относительно первой основной части 26 тележки, чтобы ввести позиционирующий элемент 62 в контакт с листом G стекла и отрегулировать положение листа G стекла относительно конвейера 12, при необходимости. Преимущественно устройство 10 позиционирования может работать таким образом, что позиционирующий элемент 62 перемещается с той же скоростью, что и лист G стекла в направлении С транспортировки, когда позиционирующий элемент 62 контактирует с листом G стекла, вследствие чего затиры на листе G стекла могут быть сведены к минимуму или их появление может быть исключено. Кроме того, как показано на фиг. 1, позиционирующий элемент 62 может регулировать положение в боковом направлении и/или угловую ориентацию листа G стекла относительно конвейера 12 при перемещении листа G стекла по конвейеру 12. Кроме того, позиционирующий элемент 62 может иметь главную часть и один или несколько выступов 102 (схематически показаны на фиг. 7А и 7В), которые проходят от главной части для контакта с листом G стекла.
[0038] После достижения тележкой 18 расположенного дальше по ходу технологического процесса положения после поступательного перемещения, показанного сплошными линиями на фиг. 1, или в любой подходящий момент времени до этого, второй приводной узел 38 может осуществлять оттягивание позиционирующего элемента 62 с выведением его из контакта с листом G стекла, приводной узел 88 для качательного перемещения может осуществлять возврат позиционирующего элемента 62 в его начальное положение, при необходимости, и приводной узел 72 для подъема может осуществлять подъем позиционирующего элемента 62 из опущенного рабочего положения, показанного на фиг. 6, в поднятое положение, показанное на фиг. 5. Кроме того, приводной узел 72 для подъема может осуществлять подъем позиционирующего элемента 62 из опущенного рабочего положения перед тем, как приводной узел 88 для качательного перемещения осуществляет возврат позиционирующего элемента 62 в его начальное положение, тем самым предотвращая затирание позиционирующего элемента 62 на роликах 16 конвейера 12. Оба приводных узла 36 и 38 также могут продолжать осуществлять возврат основных частей 26 и 28 тележки в их исходные, первоначальные или начальные положения при подготовке к следующему листу стекла.
[0039] Таким образом, в общем смысле, способ регулирования положения листа стекла на конвейере системы обработки листов стекла согласно настоящему изобретению может включать перемещение тележки, содержащей первую и вторую основные части тележки, по системе обработки листов стекла с помощью первого приводного узла (например, первого двигателя), связанного с первой основной частью тележки, для достижения необходимой скорости тележки. Способ может дополнительно включать перемещение второй основной части тележки относительно первой основной части тележки с помощью второго приводного узла (например, второго двигателя), связанного со второй основной частью тележки, и введение в контакт листа стекла с позиционирующим элементом, соединенным со второй основной частью тележки, для регулирования положения листа стекла относительно конвейера. Кроме того, способ может включать перемещение позиционирующего элемента между поднятым положением и опущенным рабочим положением, в котором позиционирующий элемент контактирует с конвейером, перед введением в контакт листа стекла с позиционирующим элементом, и обеспечение возможности перемещения позиционирующего элемента относительно второй основной части тележки и в направлении, параллельном плоскости транспортировки листа стекла, когда позиционирующий элемент находится в опущенном рабочем положении.
[0040] Устройство 10 позиционирования согласно настоящему изобретению может обеспечивать различные преимущества. Например, благодаря возможности независимой работы первого и второго приводных узлов 36 и 38 соответственно, работа каждого приводного узла может быть специально настроена для соответствия требованиям конкретного применения. Кроме того, за счет того, что устройство 10 позиционирования имеет функцию компенсации скорости, описанную выше, скорость позиционирующего элемента 62 может быть точно подогнана под скорость листа G стекла, тем самым сводя к минимуму вероятность появления царапин на листе G стекла. Кроме того, поскольку первая основная часть 26 тележки может быть выполнена с возможностью перемещения вдоль разнесенных в вертикальном направлении опорных элементов, угловое перемещение первой основной части 26 тележки может быть снижено или предотвращено.
[0041] Несмотря на то, что выше описаны примерные варианты осуществления, не имеется в виду, что эти варианты осуществления описывают все возможные формы настоящего изобретения. Слова, употребляемые в описании, представляют собой слова, носящие описательный, а не ограничительный характер, и следует понимать, что различные изменения могут быть внесены без отступления от сущности и объема настоящего изобретения. Кроме того, признаки различных вариантов осуществления могут быть объединены для образования дополнительных вариантов осуществления в соответствии с настоящим изобретением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Челночная система позиционирования формы для системы формирования листов стекла | 2016 |
|
RU2729662C2 |
| Система формования листов стекла | 2015 |
|
RU2706278C1 |
| Способ и устройство для позиционирования листов стекла с целью формования | 2012 |
|
RU2613657C2 |
| Система захвата и позиционирования листа | 2016 |
|
RU2733005C2 |
| ПРЕССОГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ГИБКИ СТЕКЛЯННОГО ЛИСТА | 1990 |
|
RU2031864C1 |
| Устройство и способ формования листов стекла | 2016 |
|
RU2719872C2 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| САМОХОДНАЯ УБОРОЧНАЯ МАШИНА И СПОСОБ УПРАВЛЕНИЯ САМОХОДНОЙ УБОРОЧНОЙ МАШИНОЙ | 2014 |
|
RU2638189C2 |
| СТАНОК ДЛЯ СОЗДАНИЯ ВОЛНООБРАЗНОГО ФАЦЕТА | 1999 |
|
RU2180282C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ АВТОМОБИЛЬНЫХ КУЗОВОВ | 2011 |
|
RU2587743C2 |
Система обработки листов стекла для обработки листа стекла содержит конвейер для транспортировки листа стекла в направлении транспортировки и устройство позиционирования для регулирования положения листа стекла на конвейере. Устройство позиционирования содержит подвижную тележку, содержащую первую и вторую основные части тележки. Первая основная часть тележки выполнена с возможностью поступательного перемещения в направлении транспортировки и вторая основная часть тележки поддерживается первой основной частью тележки таким образом, что вторая основная часть тележки может перемещаться в направлении, в целом поперечном направлению транспортировки. Устройство позиционирования дополнительно содержит первый приводной узел для перемещения первой основной части тележки в направлении транспортировки, второй приводной узел для перемещения второй основной части тележки относительно первой основной части тележки и элемент позиционирования, соединенный со второй основной частью тележки для входа в контакт с листом стекла для регулирования положения листа стекла. 3 н. и 25 з.п. ф-лы, 8 ил.
1. Устройство позиционирования для системы обработки листов стекла в целях регулирования положения нагретого листа стекла на конвейере системы обработки листов стекла, причем конвейер выполнен с возможностью транспортировки листа стекла в направлении транспортировки и система обработки листов стекла дополнительно содержит станцию гибки для формования листа стекла, причем устройство позиционирования содержит:
тележку, выполненную с возможностью прикрепления к системе обработки листов стекла и содержащую первую и вторую основные части тележки, причем первая основная часть тележки выполнена с возможностью прикрепления к системе обработки листов стекла таким образом, что первая основная часть тележки может совершать поступательное перемещение в направлении транспортировки, а вторая основная часть тележки выполнена с возможностью поддержки первой основной частью тележки таким образом, что вторая основная часть тележки может перемещаться в направлении, в целом поперечном направлению транспортировки;
первый двигатель для перемещения первой основной части тележки в направлении транспортировки;
второй двигатель для перемещения второй основной части тележки относительно первой основной части тележки и
элемент позиционирования, выполненный с возможностью соединения со второй основной частью тележки и выполненный с возможностью входа в контакт с листом стекла для регулирования положения листа стекла относительно конвейера.
2. Устройство позиционирования по п. 1, отличающееся тем, что элемент позиционирования выполнен с возможностью перемещения между поднятым положением и опущенным рабочим положением, когда он соединен со второй основной частью тележки, и причем элемент позиционирования выполнен с возможностью входа в контакт с конвейером, когда элемент позиционирования находится в опущенном рабочем положении.
3. Устройство позиционирования по п. 2, отличающееся тем, что элемент позиционирования выполнен с возможностью перемещения относительно второй основной части тележки для компенсации разницы скоростей между конвейером и первой основной частью тележки, когда первая основная часть тележки совершает поступательное перемещение в направлении транспортировки и элемент позиционирования находится в контакте с конвейером.
4. Устройство позиционирования по п. 2, отличающееся тем, что дополнительно содержит планку, выполненную с возможностью соединения с элементом позиционирования и с возможностью поворота связанную со второй основной частью тележки таким образом, что планка может поворачиваться относительно вертикальной оси, когда элемент позиционирования находится в опущенном рабочем положении.
5. Устройство позиционирования по п. 1, отличающееся тем, что элемент позиционирования содержит главную часть и множество выступов, выступающих из главной части, причем выступы выполнены с возможностью входа в контакт с листом стекла.
6. Устройство позиционирования по п. 1, отличающееся тем, что дополнительно содержит приводной ремень, который выполнен с возможностью соединения с первым двигателем и первой основной частью тележки для поступательного перемещения первой основной части тележки.
7. Устройство позиционирования по п. 1, отличающееся тем, что дополнительно содержит два приводных элемента, которые выполнены с возможностью соединения со вторым двигателем и второй основной частью тележки таким образом, что приводные элементы разнесены друг от друга в направлении транспортировки, причем приводные элементы выполнены с возможностью перемещения второй основной части тележки относительно первой основной части тележки.
8. Устройство позиционирования по п. 1, отличающееся тем, что элемент позиционирования соединен со второй основной частью тележки, причем элемент позиционирования выполнен с возможностью перемещения между поднятым положением и опущенным рабочим положением, в котором элемент позиционирования выполнен с возможностью контактирования с конвейером, при этом устройство позиционирования выполнено с возможностью обеспечения перемещения элемента позиционирования относительно второй основной части тележки и в направлении, параллельном плоскости транспортировки листа стекла, при нахождении элемента позиционирования в опущенном рабочем положении, для компенсации разницы скоростей между конвейером и первой основной частью тележки, когда первая основная часть тележки перемещается в направлении транспортировки, а элемент позиционирования контактирует с конвейером.
9. Устройство позиционирования по п. 8, дополнительно содержащее опорный элемент, выполненный с возможностью поворота для соединения со второй основной частью тележки и связанный с элементом позиционирования, и приводной узел для качательного перемещения, выполненный с возможностью вхождения в зацепление с опорным элементом для возвращения элемента позиционирования в начальное положение, при этом приводной узел для качательного перемещения выполнен с возможностью выхода из зацепления с опорным элементом для обеспечения элементу позиционирования возможности перемещения из начального положения и относительно второй основной части тележки для компенсации разницы скоростей между конвейером и первой основной частью тележки, когда первая основная часть тележки перемещается в направлении транспортировки, а элемент позиционирования контактирует с конвейером.
10. Устройство позиционирования по п. 9, отличающееся тем, что опорный элемент содержит главную часть и выступ на главной части, а приводной узел для качательного перемещения содержит привод, выполненный с возможностью зацепления с выступом, когда опорный элемент соединен со второй основной частью тележки, для поворота опорного элемента и возвращения элемента позиционирования в начальное положение.
11. Система обработки листов стекла для обработки нагретого листа стекла, причем система обработки листов стекла содержит:
конвейер для транспортировки листа стекла в направлении транспортировки;
станцию формования для формования листа стекла и
устройство позиционирования для регулирования положения листа стекла на конвейере раньше по ходу технологического процесса относительно станции формования, причем устройство позиционирования содержит подвижную тележку, содержащую первую и вторую основные части тележки, причем первая основная часть тележки выполнена с возможностью поступательного перемещения в направлении транспортировки и вторая основная часть тележки поддерживается первой основной частью тележки таким образом, что вторая основная часть тележки может перемещаться в направлении, в целом поперечном направлению транспортировки, причем устройство позиционирования дополнительно содержит первый приводной узел для перемещения первой основной части тележки в направлении транспортировки, второй приводной узел для перемещения второй основной части тележки относительно первой основной части тележки и элемент позиционирования, соединенный со второй основной частью тележки и выполненный с возможностью входа в контакт с листом стекла для регулирования положения листа стекла относительно конвейера, причем приводные узлы выполнены с возможностью независимой работы, причем
элемент позиционирования выполнен с возможностью перемещения между поднятым положением и опущенным рабочим положением и причем элемент позиционирования выполнен с возможностью входа в контакт с конвейером, когда элемент позиционирования находится в опущенном рабочем положении.
12. Система обработки стекла по п. 11, отличающаяся тем, что элемент позиционирования выполнен с возможностью перемещения относительно второй основной части тележки для компенсации разницы скоростей между конвейером и первой основной частью тележки, когда первая основная часть тележки совершает поступательное перемещение в направлении транспортировки и элемент позиционирования находится в контакте с конвейером.
13. Система обработки стекла по п. 12, отличающаяся тем, что устройство позиционирования дополнительно содержит опорный элемент, соединенный с элементом позиционирования и с возможностью поворота связанный со второй основной частью тележки таким образом, что опорный элемент может поворачиваться относительно вертикальной оси, когда элемент позиционирования находится в опущенном рабочем положении.
14. Система обработки стекла по п. 13, отличающаяся тем, что опорный элемент дополнительно выполнен с возможностью поворота относительно горизонтальной оси для перемещения элемента позиционирования между поднятым положением и опущенным рабочим положением.
15. Система обработки стекла по п. 13, отличающаяся тем, что устройство позиционирования дополнительно содержит поворотное соединение, соединенное с опорным элементом, вертикально проходящую опору, соединенную с поворотным соединением, и первый и второй приводы, выполненные с возможностью входа в зацепление с опорой для вращения опоры и поворотного соединения.
16. Система обработки стекла по п. 15, отличающаяся тем, что приводы выполнены с возможностью выхода из зацепления с опорой для обеспечения поворотного движения поворотного соединения и опорного элемента, когда элемент позиционирования находится в контакте с конвейером.
17. Система обработки стекла по п. 11, отличающаяся тем, что первый приводной узел содержит первый двигатель и второй приводной узел содержит второй двигатель.
18. Система обработки стекла по п. 17, отличающаяся тем, что первый приводной узел дополнительно содержит первый приводной ремень, соединенный с первым двигателем и первой основной частью тележки для поступательного перемещения первой основной части тележки, и второй приводной узел дополнительно содержит второй приводной ремень, соединенный со вторым двигателем и второй основной частью тележки для перемещения второй основной части тележки относительно первой основной части тележки.
19. Система обработки стекла по п. 11, отличающаяся тем, что дополнительно содержит опорную конструкцию, содержащую первую и вторую проходящие в продольном направлении направляющие, которые разнесены в вертикальном направлении друг от друга, и причем первая основная часть тележки выполнена с возможностью входа в зацепление с первой и второй направляющими при поступательном перемещении первой основной части тележки.
20. Система обработки стекла по п. 11, отличающаяся тем, что устройство позиционирования выполнено с возможностью обеспечения перемещения элемента позиционирования относительно второй основной части тележки и в направлении, параллельном плоскости транспортировки листа стекла, при нахождении элемента позиционирования в опущенном рабочем положении, для компенсации разницы скоростей между конвейером и первой основной частью тележки, когда первая основная часть тележки перемещается в направлении транспортировки, а элемент позиционирования контактирует с конвейером.
21. Система обработки стекла по п. 20, отличающаяся тем, что устройство позиционирования дополнительно содержит опорный элемент, с возможностью поворота соединенный со второй основной частью тележки и также соединенный с элементом позиционирования, и приводной узел для качательного перемещения, выполненный с возможностью вхождения в зацепление с опорным элементом для возвращения элемента позиционирования в начальное положение, при этом приводной узел для качательного перемещения выполнен с возможностью выхода из зацепления с опорным элементом для обеспечения элементу позиционирования возможности перемещения из начального положения и относительно второй основной части тележки для компенсации разницы скоростей между конвейером и первой основной частью тележки, когда первая основная часть тележки перемещается в направлении транспортировки, а элемент позиционирования контактирует с конвейером.
22. Система обработки стекла по п. 21, отличающаяся тем, что опорный элемент содержит главную часть и выступ на главной части, а приводной узел для качательного перемещения содержит привод, выполненный с возможностью зацепления с выступом, когда опорный элемент соединен со второй основной частью тележки для поворота опорного элемента и возвращения элемента позиционирования в начальное положение.
23. Способ регулирования положения нагретого листа стекла на конвейере системы обработки листов стекла, которая содержит станцию формования для формования листа стекла, причем способ включает:
перемещение тележки, содержащей первую и вторую основные части тележки по системе обработки листов стекла с помощью первого двигателя, связанного с первой основной частью тележки, для достижения необходимой скорости тележки;
перемещение второй основной части тележки относительно первой основной части тележки с помощью второго двигателя, связанного со второй основной частью тележки; и
введение в контакт листа стекла с элементом позиционирования, соединенным со второй основной частью тележки, для регулирования положения листа стекла относительно конвейера.
24. Способ по п. 23, отличающийся тем, что дополнительно включает перемещение элемента позиционирования между поднятым положением и опущенным рабочим положением, в котором элемент позиционирования контактирует с конвейером, перед введением в контакт листа стекла с элементом позиционирования, и обеспечение возможности перемещения элемента позиционирования относительно второй основной части тележки и в направлении, параллельном плоскости транспортировки листа стекла, когда элемент позиционирования находится в опущенном рабочем положении.
25. Способ по п. 23, отличающийся тем, что конвейер выполнен с возможностью транспортировки листа стекла в направлении транспортировки, и причем перемещение второй основной части тележки относительно первой основной части тележки выполняют с помощью двух приводных элементов, которые связаны со вторым двигателем и разнесены друг от друга в направлении транспортировки.
26. Способ по п. 24, отличающийся тем, что перемещение тележки выполняют таким образом, что тележка достигает скорости, которая приблизительно соответствует скорости листа стекла в направлении транспортировки на конвейере, и перемещение элемента позиционирования между поднятым положением и опущенным рабочим положением выполняют после достижения необходимой скорости тележки в направлении транспортировки.
27. Способ по п. 23, в котором дополнительно перемещают элемент позиционирования между поднятым положением и опущенным рабочим положением, в котором элемент позиционирования контактирует с конвейером, прежде чем он контактирует с листом стекла, и обеспечивают возможность перемещения устройства позиционирования относительно второй основной части тележки и в направлении, параллельном плоскости транспортировки листа стекла на конвейере при нахождении элемента позиционирования в опущенном рабочем положении, для компенсации разницы скоростей между конвейером и первой основной частью тележки, когда тележка перемещается вдоль системы обработки стекла в направлении транспортировки листа стекла на конвейере.
28. Способ по п. 27, в котором опорный элемент с возможностью поворота соединяют со второй основной частью тележки и также соединяют с элементом позиционирования, при этом в способе также приводят приводной узел для качательного перемещения в зацепление с опорным элементом для возвращения элемента позиционирования в начальное положение, и выводят приводной узел для качательного перемещения из зацепления с опорным элементом для обеспечения элементу позиционирования возможности перемещения из начального положения и относительно второй основной части тележки для компенсации разницы скоростей между конвейером и первой основной частью тележки, когда тележка перемещается вдоль системы обработки стекла.
| US 3992182 A, 16.11.1976 | |||
| US 4895244 A, 23.01.1990 | |||
| US 4058200 A, 15.11.1977 | |||
| Устройство для передачи листов стекла | 1978 |
|
SU785238A1 |

