[ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к скрепленному горячим воздухом нетканому материалу для впитывающего изделия.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002]
Скрепленный горячим воздухом нетканый материал образован посредством термосплавления мест перекрещивания волокон друг с другом с помощью вдувания горячего воздуха при использовании способа пропускания воздуха, в результате чего обеспечивается возможность относительно простого утолщения нетканого материала, скрепленного горячим воздухом и его преобразования в материал с очень хорошей текстурой. Такие скрепленные горячим воздухом нетканые материалы часто используются в качестве компонентов впитывающих изделий. В прошлом были предложены различные варианты, относящиеся к такому скрепленному горячим воздухом нетканому материалу, предназначенному для использования во впитывающих изделиях.
Например, в патентном документе 1 описан скрепленный горячим воздухом нетканый материал, в котором разность толщины в месте, имеющем малое скопление волокон, и толщины в месте, не имеющем малого скопления волокон, под давлением 7,64 кПа доведена до 1 мм или менее с целью обеспечения эстетического эффекта от рисунка без отрицательного воздействия на текстуру. Применение каландрования для предварительно изготовленного нетканого материала, полученного посредством обработки вдуванием горячего воздуха, описано в качестве способа изготовления данного скрепленного горячим воздухом нетканого материала. В патентном документе 2 описано впитывающее изделие, включающее в себя нетканый материал, имеющий термопластичные синтетические волокна и органические хлопковые волокна. В этом нетканом материале органические хлопковые волокна размещены так, чтобы сформировать множество скоплений волокон. Органические хлопковые волокна удерживаются в нетканом материале за счет перепутывания волокон без термосплавления.
В патентном документе 3 для улучшения текстуры нетканого материала предложено выполнение обработки готового нетканого материала посредством приложения давления к нему между двумя валами при определенном линейном давлении и определенной температуре.
В патентном документе 4 описан способ обработки, в котором волокнистый лист, намотанный в виде рулона, разматывают, и горячий воздух вдувают, используя способ пропускания воздуха, для применения каландрования для данного листа при определенном линейном давлении.
ПЕРЕЧЕНЬ ССЫЛОК
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0003]
Патентный документ 1: JP–A–2013–151774 (ʺJP–Aʺ означает нерассмотренную опубликованную заявку на патент Японии)
Патентный документ 2: JP–А–2017–202265
Патентный документ 3: JP–А–60–126365
Патентный документ 4: JP–А–2006–299480
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004]
Согласно настоящему изобретению предложен скрепленный горячим воздухом нетканый материал для впитывающего изделия, в котором два или более волокнистых слоев наложены друг на друга и который содержит, по меньшей мере, один волокнистый слой, содержащий термопластичные волокна и часть со скоплением волокон.
[0005]
Кроме того, согласно настоящему изобретению предложен способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, включающий:
этап разрыхления, на котором обработку для разрыхления применяют для термопластичных волокон множество раз для формирования холста;
этап, на котором множество однослойных холстов, полученных на этапе разрыхления, накладывают друг на друга для формирования многослойного холста, и обработку горячим воздухом посредством пропускания воздуха применяют для многослойного холста для получения скрепленного горячим воздухом нетканого материала; и
этап каландрования, на котором каландрование применяют для одного или более из листов, выбранных из однослойного холста, многослойного холста и нетканого материала, скрепленного горячим воздухом посредством использования пары каландровых валов.
[0006]
Другие и дополнительные задачи, признаки и преимущества изобретения проявятся с большей полнотой из нижеприведенного описания с соответствующей ссылкой на сопровождающие чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0007]
[Фиг.1]
Фиг.1 представляет собой вид в разрезе, схематически показывающий один предпочтительный вариант осуществления скрепленного горячим воздухом нетканого материала для впитывающего изделия согласно настоящему изобретению.
[Фиг.2]
Фиг.2 представляет собой схематическое изображение конфигурации, показывающее один предпочтительный вариант осуществления способа изготовления нетканого материала и производственного устройства для осуществления данного способа согласно настоящему изобретению.
[Фиг.3]
Фиг.3 представляет собой схематическое изображение конфигурации, показывающее другой предпочтительный вариант осуществления устройства для термообработки, предназначенного для выполнения этапа пропускания воздуха в данном варианте осуществления.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0008]
Настоящее изобретение относится к скрепленному горячим воздухом нетканому материалу для впитывающего изделия, который образован в виде материала, имеющего очень хорошую объемность и мягкую текстуру и выполненного с рисунком.
[0009]
На этапе изготовления нетканого материала, скрепленного горячим воздухом при разрыхлении волокон для формирования холста волокна спутываются друг с другом, посредством чего скопления волокон формируются локально случайным образом. Особый интерес представляет то, что вышеуказанные скопления волокон возникают легче по мере уменьшения диаметра волокон. Если данное скопление волокон подвергается непосредственно этапу обработки горячим воздухом посредством пропускания воздуха, скопление волокон затвердевает вследствие термосплавления волокон.
Между тем, как описано в патентных литературных источниках 1, 3 и 4, рассмотренных выше, до настоящего времени на практике выполняли каландрование готового нетканого материала для уменьшения твердости. Однако каландрование представляет собой обработку, при которой скрепленный горячим воздухом нетканый материал размещают между двумя валами для приложения давления к нему, и после приложения давления к скрепленному горячим воздухом нетканому материалу, его толщина уменьшается, следовательно, существует возможность улучшения объемности. Даже если обработку горячим воздухом выполняют после каландрования нетканого материала, как описано в патентных литературных источниках 1, 3 и 4, представленных выше, существует ограничение в отношении восстановления толщины однажды сплющенного нетканого материала, так что в этом отношении также сохраняется дополнительная возможность усовершенствования. В этой связи следует отметить, что в вышеуказанном патентном литературном источнике 3 отсутствуют какие–либо предложения, относящиеся к восстановлению объемности.
В высокой степени желательно обеспечить как достаточную объемность, так и мягкую текстуру скрепленного горячим воздухом нетканого материала для впитывающих изделий для получения материала, превосходного с точки зрения впитывающей способности и способности к пружинению и тому подобных характеристик впитывающего изделия.
[0010]
Напротив, скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению образован в виде материала, который имеет очень хорошую объемность и мягкую текстуру и выполнен с рисунком. Кроме того, в соответствии со способом изготовления по настоящему изобретению вышеуказанный скрепленный горячим воздухом нетканый материал для впитывающего изделия может быть изготовлен с высокой степенью совершенства.
[0011]
В дальнейшем скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению будет описан со ссылкой на чертежи.
Скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению может быть применен для различных впитывающих изделий, носимых на теле для впитывания выделяемой организмом, текучей среды, и может быть применен для различных компонентов, таких как верхний лист, во впитывающем изделии.
[0012]
В настоящем изобретении, если не указано иное, сторона, находящаяся в контакте с телом человека, упоминается как сторона поверхности, обращенной к коже, сторона поверхности, контактирующей с кожей, или сторона поверхности, и сторона, противоположная ей, упоминается как сторона поверхности, не обращенной к коже, сторона поверхности, не контактирующей с кожей, или сторона задней/тыльной поверхности.
Термин «скрепленный горячим воздухом нетканый материал» в настоящем изобретении означает материал, в котором волокна, поддающиеся термосплавлению, подвергнуты термосплавлению друг с другом в местах перекрещивания и соединены. Способ пропускания воздуха используется для изготовления данного нетканого материала. Способ пропускания воздуха означает способ, в котором горячий воздух вдувают на волокнистый холст, содержащий волокна, поддающиеся термосплавлению, способом пропускания для сплавления мест перекрещивания между холстами друг с другом, посредством чего формируется нетканый материал.
[0013]
Скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению представляет собой скрепленный горячим воздухом нетканый материал, в котором два или более волокнистых слоев наложены друг на друга. Волокнистые слои, подлежащие наложению друг на друга, могут представлять собой два слоя или три или более слоев. Скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению имеет два или более слоев, при этом скрепленный горячим воздухом нетканый материал может быть образован в виде более объемного нетканого материала, выходящего за пределы производственных ограничений по сравнению со случаем, когда нетканый материал образован посредством одного слоя.
[0014]
Фиг.1 показывает в качестве предпочтительного варианта осуществления скрепленного горячим воздухом нетканого материала для впитывающего изделия согласно настоящему изобретению скрепленный горячим воздухом нетканый материал 10 для впитывающего изделия, в котором два волокнистых слоя (волокнистый слой 1 и волокнистый слой 2) наложены друг на друга (в дальнейшем упоминается просто как нетканый материал 10). Волокнистый слой 1 и волокнистый слой 2 включают в себя волокна, поддающиеся термосплавлению, при этом поверхности контакта обоих слоев соединены на всей площади посредством сплавления волокон, поддающихся термосплавлению, друг с другом. Следовательно, нетканый материал 10 не имеет такой зоны, в которой волокнистый слой 1 и волокнистый слой 2 отделены друг от друга. То есть, нетканый материал 10 представляет собой один листообразный элемент, в котором два слоя, описанные выше, объединены в одно целое.
[0015]
Нетканый материал по настоящему изобретению может иметь разные формы поверхности, например, неровную поверхность. Однако в нетканом материале 10 по данному варианту осуществления, показанному на фиг.1, обе поверхности 10А и 10В (поверхность волокнистого слоя 1 и поверхность волокнистого слоя 2) предпочтительно имеют плоскую форму. Нетканый материал 10 представляет собой многослойный материал из множества волокнистых слоев, и обе поверхности имеют плоскую форму, посредством чего получают очень хороший материал, как имеющий гладкость поверхности, так и создающий ощущение пружинения. Термин «плоская форма» означает форму, при которой разность толщин в вогнутой части и выпуклой части на поверхности нетканого материала находится в пределах 1 мм. В частности, нетканый материал разрезают в направлении толщины, используя лезвие бритвы, чтобы сделать фотографию поперечного сечения посредством использования микроскопа (VHX–900, изготовленного компанией Keyence Corporation). На фотографии измеряют толщину части, в которой верхняя поверхность нетканого материала расположена наиболее высоко, а именно выпуклой части, и толщину части, в которой верхняя поверхность нетканого материала расположена наиболее низко, а именно вогнутой части, для вычисления данной разности толщин, посредством чего может быть определена разность толщин. Среднее значение из трех точек принимают в качестве разности толщин.
[0016]
Нетканый материал 10 имеет по меньшей мере один волокнистый слой 8, содержащий часть 7 со скоплением волокон. В дальнейшем волокнистый слой 8, содержащий часть 7 со скоплением волокон, упоминается как слой 8 со скоплением волокон. На фиг.1 слой 8 со скоплением волокон расположен в волокнистом слое 1.
[0017]
В настоящем изобретении термин «часть со скоплением волокон» (ʺfibre mass portionʺ) означает часть узла (скопления волокон), образованную посредством спутывания волокон в волокнистом слое. Часть со скоплением волокон может быть распознана как скопление (в виде гранулы), в котором плотность расположения волокон больше, чем в периферийной части в том же волокнистом слое, и концентрация (степень интенсивности) цвета (главным образом белого) волокон визуально больше, чем в периферийной части. Форма части со скоплением волокон не ограничена особым образом. В настоящем изобретении предпочтительно, чтобы часть со скоплением волокон была образована со сплющенной формой, при которой волокна сплющены в направлении толщины нетканого материала, если смотреть в сечении нетканого материала, выполненном в направлении толщины, и поверхность части со скоплением волокон на стороне поверхности нетканого материала имеет гладкую структуру. Таким образом, поверхность нетканого материала, соответствующая месту, в котором имеется часть 7 со скоплением волокон, сглажена, посредством чего текстура поверхности нетканого материала 10 ощущается как превосходная.
[0018]
Термин «слой 8 со скоплением волокон», приведенный выше, означает слой, содержащий одну или более частей со скоплением волокон. Слой 8 со скоплением волокон необязательно полностью заполнен частями 7 со скоплением волокон и предпочтительно выполнен так, что части 7 со скоплением волокон расположены рассредоточенно.
[0019]
Слой 8 со скоплением волокон не ограничен случаем, в котором слой 8 со скоплением волокон имеется только в волокнистом слое 1, как показано на фиг.1, и может иметься в волокнистом слое 2 вместо волокнистого слоя 1 или в обоих слоях. По соображениям, связанным с мягкой текстурой, слой 8 со скоплением волокон предпочтительно имеется в любом одном из двух слоев. По соображениям, связанным с улучшением визуального эффекта за счет рисунка, создаваемого частями 7 со скоплением волокон на виде в плане нетканого материала 10, слои 8 со скоплением волокон предпочтительно имеются в обоих слоях. Таким образом, из рисунка, образованного частями 7 со скоплением волокон, видно, что они рассредоточены не только в направлении в плоскости нетканого материала 10, но и также в направлении его толщины, и при наличии данного рисунка на стороне нижнего слоя видно, что концентрация частей 7 со скоплением волокон, видимых в направлении толщины, изменяется в сторону уменьшения, при этом может быть виден рисунок на толщине материала. Когда слои 8 со скоплением волокон имеются в обоих слоях из волокнистого слоя 1 и волокнистого слоя 2, часть 7 со скоплением волокон в волокнистом слое 1 и часть 7 со скоплением волокон в волокнистом слое 2 предпочтительно расположены так, чтобы они не перекрывались в направлении толщины. Кроме того, слой 8 со скоплением волокон может быть полностью или частично размещен в волокнистом слое (волокнистом слое 1 или волокнистом слое 2), в котором размещен слой 8 со скоплением волокон.
[0020]
Как упомянуто выше, нетканый материал 10 образован посредством сплавления и соединения друг с другом волокон на поверхности контакта слоев на всей площади, на которой контактируют волокнистый слой 1 и волокнистый слой 2. Таким образом, даже если нетканый материал 10 содержит слой 8 со скоплением волокон, содержащий часть 7 со скоплением волокон, нетканый материал 10 в целом, в котором множество волокнистых слоев объединены в одно целое на поверхностях контакта слоев, ощущается как толстый материал, имеющий очень хорошую объемность и мягкую текстуру. При этом, как видно на виде в плане нетканого материала 10, нетканый материал 10 образован в виде материала, выполненного с рисунком, создаваемым за счет различия, обусловленного изменяющейся концентрацией цвета, между частями со скоплением волокон и частями без скоплений волокон. Нетканый материал 10 образован в виде материала, выполненного с эстетическими характеристиками за счет рисунка, образованного данными частями 7 со скоплением волокон, в частности, рисунка, образованного частью 7 со скоплением волокон, в которой толщина уменьшена.
[0021]
Нетканый материал 10 по данному варианту осуществления предпочтительно имеет тонкие волокна, имеющие диаметр волокон 1 дтекс или более и 2,2 дтекс или менее, и толстые волокна, имеющие диаметр волокон, который больше диаметра тонких волокон. Таким образом, могут быть обеспечены как улучшение мягкой текстуры нетканого материала за счет тонких волокон, так и улучшение объемности за счет толстых волокон. Кроме того, нетканый материал 10 имеет толстые волокна, которые также могут способствовать повышению способности нетканого материала 10 к восстановлению толщины нетканого материала после приложения давления, и такая ситуация является предпочтительной.
[0022]
Кроме того, слой 8 со скоплением волокон предпочтительно включает в себя тонкие волокна, описанные выше. В этом случае тонкие волокна, описанные выше, могут содержаться в части 7 со скоплением волокон или могут содержаться в части, отличной от части 7 со скоплением волокон. Таким образом, твердость зоны вокруг части 7 со скоплением волокон, ощущаемая при контакте с нетканым материалом 10, уменьшается за счет наличия тонких волокон, описанных выше. В этом случае в нетканом материале 10 волокнистый слой 1, имеющий слой 8 со скоплением волокон, включающий в себя тонкие волокна, описанные выше, предпочтительно размещен ближе к стороне поверхности, контактирующей с кожей, во впитывающем изделии.
[0023]
По соображениям, связанным с улучшением мягкой текстуры нетканого материала 10, диаметр волокон, представляющих собой тонкие волокна, описанные выше, более предпочтительно составляет 2 дтекс или менее и еще более предпочтительно 1,5 дтекс или менее. По соображениям, связанным с прядомостью в кардочесальной машине при изготовлении нетканого материала, диаметр волокон, представляющих собой тонкие волокна, описанные выше, более предпочтительно составляет 1 дтекс или более и еще более предпочтительно 1,2 дтекс или более. В частности, диаметр волокон, представляющих собой тонкие волокна, предпочтительно составляет 1 дтекс или более и 2 дтекс или менее и более предпочтительно 1,2 дтекс или более и 1,5 дтекс или менее.
[0024]
По соображениям, связанным с улучшением мягкой текстуры нетканого материала 10, содержание тонких волокон, описанных выше, в слое 8 со скоплением волокон предпочтительно составляет 50% или более, более предпочтительно 80% масс. или более и еще более предпочтительно 100% масс., при этом оно выражено в виде массовой доли.
[0025]
Нетканый материал 10 по данному варианту осуществления предпочтительно имеет по меньшей мере один волокнистый слой 9, не содержащий часть 7 со скоплением волокон (в дальнейшем упоминаемый как слой 9 без скоплений волокон), помимо слоя 8 со скоплением волокон, упомянутого выше. Например, как показано на фиг.1, конкретные примеры включают вариант, в котором волокнистый слой 1 представляет собой слой 8 со скоплением волокон и волокнистый слой 2 представляет собой слой 9 без скоплений волокон.
[0026]
Когда нетканый материал 10 имеет слой 8 со скоплением волокон и слой 9 без скоплений волокон, предпочтительно, чтобы нетканый материал 10 имел толстые волокна, имеющие диаметр волокон более 2,2 дтекс и 7 дтекс или менее, и тонкие волокна, имеющие диаметр волокон, который меньше диаметра толстых волокон. Диаметр волокон, представляющих собой тонкие волокна, предпочтительно находится в диапазоне, указанном выше. Таким образом, могут быть обеспечены как улучшение мягкой текстуры нетканого материала за счет тонких волокон, так и улучшение объемности за счет толстых волокон, при этом толстые волокна в нетканом материале 10 также могут способствовать повышению способности к восстановлению толщины нетканого материала после приложения давления, и такая ситуация является предпочтительной.
[0027]
Слой 9 без скоплений волокон предпочтительно включает в себя толстые волокна, описанные выше. Слой 9 без скоплений волокон включает в себя толстые волокна, описанные выше, при этом подобная конфигурация может обеспечить увеличение объемности и получение нетканого материала 10, создающего ощущение пружинения. В этом случае в нетканом материале 10 волокнистый слой 2, имеющий слой 9 без скоплений волокон, включающий в себя толстые волокна, предпочтительно расположен ближе к стороне поверхности, не контактирующей с кожей, во впитывающем изделии.
[0028]
По соображениям, связанным с увеличением объемности нетканого материала 10 и повышением его способности к восстановлению после сжатия, диаметр волокон, представляющих собой толстые волокна, описанные выше, более предпочтительно составляет более 2,2 дтекс и еще более предпочтительно 4,4 дтекс или более. По соображениям, связанным с ощущением, создаваемым стороной слоя со скоплением волокон, диаметр волокон, представляющих собой толстые волокна, описанные выше, более предпочтительно составляет 5,5 дтекс или менее и еще более предпочтительно 5 дтекс или менее. В частности, диаметр волокон, представляющих собой толстые волокна, предпочтительно составляет более 2,2 дтекс и 5,5 дтекс или менее и более предпочтительно 4,4 дтекс или более и 5 дтекс или менее.
[0029]
По соображениям, связанным с увеличением объемности нетканого материала 10 и повышением его способности к восстановлению после сжатия, содержание толстых волокон, описанных выше, в слое 9 без скоплений волокон предпочтительно составляет 50% или более, более предпочтительно 80% масс. или более и еще более предпочтительно 100% масс., при этом оно выражено в виде массовой доли.
[0030]
По соображениям, связанным с улучшением мягкой текстуры нетканого материала 10, содержание толстых волокон, описанных выше, в слое 8 со скоплением волокон предпочтительно составляет 50% масс. или менее, более предпочтительно 30% масс. или менее и еще более предпочтительно 10% масс. или менее, при этом оно выражено в виде массовой доли.
[0031]
(Метод измерения диаметра волокон, представляющих собой тонкие волокна и толстые волокна, метод определения содержания тонких волокон в слое 8 со скоплением волокон и метод определения содержания толстых волокон в слое 9 без скоплений волокон)
В произвольно выбранном месте нетканого материала три зоны на стороне слоя со скоплением волокон и стороне поверхности слоя без скоплений волокон увеличивают и осматривают при увеличении в 100 раз, используя сканирующий электронный микроскоп (JCM–5100, изготовленный компанией JEOL Ltd.).
Диаметр волокон: Измеряют диаметр волокон в пределах зоны с площадью 1 мм2. Измерение диаметра волокон выполняют в 20 точках для каждого волокна, отличающегося от другого, на одну зону, и среднее значение принимают в качестве диаметра каждого волокна. Кроме того, диапазон колебаний диаметра волокон в нетканом материале для впитывающего изделия обычно мал, и его трудно подтвердить даже при наблюдении с использованием сканирующего электронного микроскопа, описанного выше. Например, диапазон колебаний диаметра волокон, как правило, составляет приблизительно 6% согласно техническим характеристикам волокон. Соответственно, если выбрано значение, полученное посредством измерения диаметров в 20 точках и усреднения данных, как описано выше, данное значение может быть принято в качестве диаметра каждого волокна.
Относительное содержание волокон: пленку ОНР (пленку для проектора верхнего расположения) размещают на фотографии в пределах зоны с площадью 1 мм2, ранее увеличенной и осмотренной, и затем плоскость окрашивают в черный цвет. Обработку данных посредством анализа изображений выполняют на данном листе, используя программное обеспечение (NexusNewQube) для анализа изображений. Бинаризацию выполняют для определения площади. Площадь каждого волокна измеряют, и полученную долю принимают в качестве относительного содержания каждого волокна.
[0032]
(Способ отбора образца элемента, подлежащего измерению)
Когда компонент (например, поверхностный материал), подлежащий измерению, извлекают из впитывающего изделия для выполнения измерения для оценки при измерении, описанном выше, образец получают нижеуказанным способом. То есть, когда компонент прикреплен к любому другому компоненту посредством адгезива или тому подобного, адгезив охлаждают жидким азотом для облегчения отделения компонента. Когда компонент прикреплен к любому другому компоненту посредством сплавления или тому подобного, компонент отделяют вручную, или сплавленную часть разрезают ножом или тому подобным для отделения компонента для выполнения измерений. Этот способ используется аналогичным образом также в других методах измерения.
[0033]
В нетканом материале 10 средний диаметр волокон в слое 9 без скоплений волокон предпочтительно больше среднего диаметра волокон в слое 8 со скоплением волокон. Таким образом, слой 8 со скоплением волокон служит в качестве слоя, предназначенного для улучшения мягкой текстуры нетканого материала 10, и слой 9 без скоплений волокон служит в качестве слоя для увеличения объемности нетканого материала 10 и повышения его способности к восстановлению толщины. В результате слой 8 со скоплением волокон и слой 9 без скоплений волокон могут иметь разделение функций в многослойном элементе для получения нетканого материала 10, а также оба слоя могут взаимодействовать в направлении толщины для дополнительного улучшения ощущения от нетканого материала 10 в целом. В этой связи предпочтительно, чтобы нетканый материал 10 имел тонкие волокна, описанные выше, и толстые волокна, описанные выше, и чтобы слой 8 со скоплением волокон включал в себя тонкие волокна, описанные выше, поскольку действие, описанное выше, может проявляться более очевидно. По тем же соображениям более предпочтительно, чтобы слой 9 без скоплений волокон включал в себя толстые волокна, описанные выше.
[0034]
По соображениям, связанным с разделением функций, описанным выше, в нетканом материале, разность V3 (= V1 –V2) среднего диаметра V1 волокон слоя 9 без скоплений волокон и среднего диаметра V2 волокон слоя 8 со скоплением волокон предпочтительно составляет более 0 дтекс, более предпочтительно 2,2 дтекс или более и еще более предпочтительно 3 дтекс или более. Кроме того, по тем же соображениям, представленным выше, разность V3 предпочтительно составляет 5,6 дтекс или менее, более предпочтительно 4 дтекс или менее и еще более предпочтительно 3,5 дтекс или менее. В частности, разность V3 предпочтительно составляет более 0 дтекс и 5,6 дтекс или менее, более предпочтительно 2,2 дтекс и 4 дтекс или менее и еще более предпочтительно 3 дтекс и 3,5 дтекс или менее.
[0035]
(Метод определения среднего диаметра волокон слоя 8 со скоплением волокон и слоя 9 без скоплений волокон)
Диаметры волокон и относительные содержания, определенные на основе (Метода измерения диаметра волокон, представляющих собой тонкие волокна и толстые волокна, метода определения содержания тонких волокон в слое 8 со скоплением волокон и метода определения содержания толстых волокон в слое 9 без скоплений волокон), описанных выше, перемножают, и сумму результирующих значений принимают в качестве среднего диаметра волокон каждого слоя.
[0036]
В нетканом материале 10 поверхностная плотность слоя 9 без скоплений волокон предпочтительно больше поверхностной плотности слоя 8 со скоплением волокон. Таким образом, слой 9 без скоплений волокон становится более объемным, чем слой 8 со скоплением волокон, и будет труднее ощутить твердость части 7 со скоплением волокон. Объемность слоя 9 без скоплений волокон служит для увеличения способности нетканого материала 10 в целом к пружинению, при этом может быть дополнительно уменьшена нагрузка, действующая на кожу со стороны части 7 со скоплением волокон, когда слой 8 со скоплением волокон сплющен в направлении толщины, для дополнительного улучшения хорошего ощущения. Воздействие, описанное выше, может проявляться более четко, когда вместе с данным различием в поверхностной плотности нетканый материал 10 имеет тонкие волокна, описанные выше, и толстые волокна, описанные выше, и слой 8 со скоплением волокон включает в себя тонкие волокна, описанные выше, и, следовательно, такая ситуация является предпочтительной. По тем же соображениям более предпочтительно, чтобы слой 9 без скоплений волокон включал в себя толстые волокна, описанные выше. Предпочтительно, чтобы нетканый материал 10 имел больший средний диаметр волокон в слое без скоплений волокон, чем в слое 8 со скоплением волокон.
[0037]
По соображениям, связанным с характеристиками пружинения и улучшением хорошего ощущения от нетканого материала в целом, описанного выше, разность Y3 (= Y1 – Y2) поверхностной плотности Y1 слоя 9 без скоплений волокон и поверхностной плотности Y2 слоя 8 со скоплением волокон предпочтительно составляет более 0 г/м2, более предпочтительно 3 г/м2 или более и еще более предпочтительно 5 г/м2 или более. По соображениям, связанным с улучшением хорошего ощущения, разность Y3 предпочтительно составляет 20 г/м2 или менее, более предпочтительно 15 г/м2 или менее и еще более предпочтительно 10 г/м2 или менее. В частности, разность Y3 предпочтительно составляет более 0 г/м2 и 20 г/м2 или менее, более предпочтительно 3 г/м2 или более и 15 г/м2 или менее и еще более предпочтительно 5 г/м2 или более и 10 г/м2 или менее.
[0038]
(Метод определения поверхностной плотности слоя 8 со скоплением волокон и слоя 9 без скоплений волокон)
1) Величину, полученную посредством преобразования массы нетканого материала, подлежащего измерению, в значение на 1 м2, принимают в качестве полной поверхностной плотности.
Массу (w) нетканого материала, подлежащего измерению, измеряют, и затем величину, рассчитанную посредством нижеприведенного уравнения, принимают в качестве полной поверхностной плотности (W).
W = (1000000/LMD/LCD)w = 25w
LMD: Длина нетканого материала, подлежащего измерению, в машинном направлении, – 250 мм
LCD: Длина нетканого материала, подлежащего измерению, в поперечном направлении, – 160 мм
Когда невозможно взять образец с размерами, представленными выше, при взятии образца из изделия образец вырезают с размерами, с которыми образец может быть получен, и полученные данные преобразуют в значение на 1 м2.
2) Поверхностная плотность каждого слоя: Каждый слой нетканого материала, подлежащего измерению, осторожно отделяют, и величину, полученную посредством преобразования массы в значение на 1 м2, принимают в качестве поверхностной плотности каждого слоя.
[Единица измерения: Количество цифр] г/м2: Сотые доли округляют для получения значения с точностью до десятых.
[Число измерений]: Измерение выполняют в трех точках, и среднее значение для них принимают в качестве каждой поверхностной плотности.
[0039]
По соображениям, связанным с образованием материала с очень хорошей объемностью и мягкой текстурой и с обеспечением хорошего ощущения от структуры, в которой два или более волокнистых слоев наложены друг на друга и объединены в одно целое, поверхностная плотность нетканого материала 10 в целом предпочтительно составляет 15 г/м2 или более, более предпочтительно 18 г/м2 или более и еще более предпочтительно 20 г/м2 или более. По соображениям, связанных с прядомостью при изготовлении нетканого материала, поверхностная плотность нетканого материала 10 в целом предпочтительно составляет 40 г/м2 или менее, более предпочтительно 30 г/м2 или менее и еще более предпочтительно 25 г/м2 или менее. В частности, поверхностная плотность нетканого материала 10 в целом предпочтительно составляет 15 г/м2 или более и 40 г/м2 или менее, более предпочтительно 18 г/м2 или более и 30 г/м2 или менее и еще более предпочтительно 20 г/м2 или более и 25 г/м2 или менее. В данном случае поверхностная плотность нетканого материала 10 в целом определена согласно (Методу определения поверхностной плотности слоя 8 со скоплением волокон и слоя 9 без скоплений волокон), указанному выше.
[0040]
Что касается такого нетканого материала 10, то в случае, когда толщина нетканого материала 10, измеренная под давлением 7,64 кПа в месте, в котором расположена часть 7 со скоплением волокон, принята в качестве Т1 и толщина нетканого материала 10, измеренная под таким же давлением в месте, в котором не расположена часть 7 со скоплением волокон, принята в качестве Т2, и разность Т3 толщин, определяемая уравнением: Т3=Т1 – Т2, имеет меньшее значение, труднее ощутить твердость, создаваемую частью 7 со скоплением волокон. В результате легко создается ощущение пружинения, сопровождаемое ощущением объемности, обеспечиваемой наложением друг на друга множества волокнистых слоев, и легко создается ощущение мягкой текстуры. По этим соображениям разность Т3 толщин предпочтительно составляет 0,4 мм или менее, более предпочтительно 0,3 мм или менее, еще более предпочтительно 0,2 мм или менее и наиболее предпочтительно 0 (ноль) мм.
Выражение «место, в котором расположена часть со скоплением волокон» в данном документе означает место, в котором может быть визуально подтверждено наличие части 7 со скоплением волокон на поверхности на виде в плане при рассмотрении вида в плане поверхности на стороне приложения давления из верхней и тыльной поверхностей нетканого материала 10 (в дальнейшем это выражение имеет такое же значение в данном документе). Выражение «место, в котором не расположена часть со скоплением волокон» означает место, в котором невозможно подтвердить визуально наличие части 7 со скоплением волокон на поверхности на виде в плане, описанном выше (в дальнейшем это выражение имеет такое же значение в данном документе).
[0041]
(Метод измерения толщины нетканого материала под давлением 7,64 кПа)
Используют толщиномер механического типа с круговой шкалой (JIS B7503 (1997) (JIS – Японский промышленный стандарт), UPRIGHT DIAL GAUGE, изготовленный компанией PEACOCK, под давлением 7,64 кПа, конец измерительной головки: диск плоского типа с φ5 мм), при этом измеряют толщину Т1 нетканого материала в месте, в котором расположена часть со скоплением волокон, и измеряют толщину Т2 нетканого материала в месте, в котором не расположена часть со скоплением волокон, для определения разности толщин, определяемой уравнением: Т3 = Т1 – Т2. Измерение выполняют в пяти точках или более для каждого из значений Т1 и Т2. После этого вычисляют среднее значение для Т1 и среднее значение для Т2, и их разность принимают в качестве Т3. Кроме того, нагрузка, составляющая 7,64 кПа, представляет собой условие измерения, заданное для выявления наличия части со скоплением волокон.
[0042]
Мягкость текстуры нетканого материала 10 выражается значением среднего коэффициента трения, и меньшее значение означает, что нетканый материал 10 имеет лучшую текстуру. Как правило, значение среднего коэффициента трения становится меньшим в части, в которой часть 7 со скоплением волокон не расположена, чем в части, в которой часть 7 со скоплением волокон расположена. Тем не менее, в нетканом материале 10 по данному варианту осуществления множество волокнистых слоев наложены друг на друга в направлении толщины и объединены в одно целое, посредством чего уменьшается средний коэффициент трения в месте, в котором расположена часть 7 со скоплением волокон. По соображениям, связанным с сохранением мягкой текстуры, средний коэффициент (Q1) трения нетканого материала 10 в месте, в котором расположена часть 7 со скоплением волокон, предпочтительно составляет 2,5 или менее, более предпочтительно 2,4 или менее и еще более предпочтительно 2,3 или менее и на практике 1,6 или более. В частности, средний коэффициент (Q1) трения нетканого материала 10 в месте, в котором расположена часть 7 со скоплением волокон, предпочтительно составляет 1,6 или более и 2,5 или менее, более предпочтительно 1,6 или более и 2,4 или менее, и еще более предпочтительно 1,6 или более и 2,3 или менее.
ПО соображениям, связанным с сохранением мягкой текстуры, разность Q3 (= Q1 – Q2) среднего коэффициента Q1 трения нетканого материала 10 в месте, в котором расположена часть 7 со скоплением волокон, и среднего коэффициента Q2 трения нетканого материала 10 в месте, в котором не расположена часть со скоплением волокон, предпочтительно составляет 0,7 или менее, более предпочтительно 0,5 или менее, еще более предпочтительно 0,32 или менее, особенно предпочтительно 0,3 или менее и наиболее предпочтительно 0 (ноль).
[0043]
(Метод определения среднего коэффициента трения)
Из нетканого материала, подлежащего измерению, вырезают квадрат с длиной стороны, составляющей 15 см, для определения значений MIU (µ) на измеряемой поверхности в месте, в котором расположена часть со скоплением волокон, и в месте, в котором не расположена часть со скоплением волокон, при условиях SENS: 2 × 5 и нагрузке 4,9 кПа при использовании прибора KES–FB4 для определения шероховатости поверхности, изготовленного компанией Kato Tech Co., Ltd. Измерение выполняют в пяти точках или более для каждого из двух направлений, перпендикулярных друг к другу (как правило, для направления MD и направления CD), и средние значения для них принимают в качестве значений MIU (µ). Значение MIU (µ) представляет собой значение среднего коэффициента трения, и большее значение указывает на то, что поверхность является более шероховатой и ощущение будет хуже, и меньшее значение указывает на то, что поверхность является более гладкой и ощущение будет лучше.
[0044]
Слой 8 со скоплением волокон, упомянутый выше, предпочтительно представляет собой самый наружный слой нетканого материала 10. В этом случае слой 8 со скоплением волокон может иметься в ситуации, когда слой 8 со скоплением волокон имеется только на одной поверхности из верхней и тыльной поверхностей нетканого материала 10, или в ситуации, когда слой 8 со скоплением волокон имеется на обеих поверхностях, представляющих собой верхнюю и тыльную поверхности нетканого материала 10. Слой 8 со скоплением волокон представляет собой слой в самом наружном слое нетканого материала 10, посредством чего обеспечивается максимальный визуальный эффект.
[0045]
По соображениям, связанным с сохранением мягкой текстуры нетканого материала 10, число частей 7 со скоплением волокон, расположенных в нетканом материале 10, предпочтительно составляет 50 или менее, более предпочтительно 40 или менее и еще более предпочтительно 30 или менее, если иметь в виду среднее число на каждую зону, представляющую собой квадрат с длиной стороны, составляющей 10 см, на виде в плане верхней и тыльной поверхностей нетканого материала 10 (на виде в плане в состоянии, в котором соответствующие волокнистые слои наложены друг на друга). С другой стороны, по соображениям, связанным с обеспечением рисунка, число частей 7 со скоплением волокон, расположенных в нетканом материале 10, предпочтительно составляет 5 или более, более предпочтительно 10 или более и еще более предпочтительно 20 или более, если иметь в виду среднее число на каждую зону, представляющую собой квадрат с длиной стороны, составляющей 10 см, на виде в плане верхней и тыльной поверхностей нетканого материала 10 (на виде в плане в состоянии, в котором соответствующие волокнистые слои наложены друг на друга). В частности, число частей 7 со скоплением волокон предпочтительно составляет 5 или более и 50 или менее, более предпочтительно 10 или более и 40 или менее и еще более предпочтительно 20 или более и 30 или менее, если иметь в виду среднее число на каждую зону, представляющую собой квадрат с длиной стороны, составляющей 10 см, на виде в плане верхней и тыльной поверхностей нетканого материала 10 (на виде в плане в состоянии, в котором соответствующие волокнистые слои наложены друг на друга).
По соображениям, связанным с уменьшением возможности контакта между кожей и частью 7 со скоплением волокон, число частей 7 со скоплением волокон в волокнистом слое, служащем в качестве стороны поверхности впитывающего изделия, обращенной к коже, из волокнистых слоев, наложенных друг на друга, предпочтительно составляет 30 или менее, более предпочтительно 20 или менее и еще более предпочтительно 10 или менее, если иметь в виду среднее число на каждую зону, представляющую собой квадрат с длиной стороны, составляющей 10 см, на виде в плане волокнистого слоя, служащего в качестве стороны поверхности, обращенной к коже. Число частей 7 со скоплением волокон в волокнистом слое, служащем в качестве стороны поверхности впитывающего изделия, обращенной к коже, предпочтительно составляет 1 или более. В частности, число частей 7 со скоплением волокон в волокнистом слое, служащем в качестве стороны поверхности впитывающего изделия, обращенной к коже, предпочтительно составляет 1 или более и 30 или менее, более предпочтительно 1 или более и 20 или менее и еще более предпочтительно 1 или более и 10 или менее, если иметь в виду среднее число на каждую зону, представляющую собой квадрат с длиной стороны, составляющей 10 см, на виде в плане волокнистого слоя, служащего в качестве стороны поверхности, обращенной к коже.
По соображениям, связанным с образованием рисунка на толщине материала, число частей 7 со скоплением волокон в волокнистом слое, служащем в качестве стороны поверхности впитывающего изделия, не обращенной к коже, из двух слоев, наложенных друг на друга, предпочтительно составляет 3 или более, более предпочтительно 8 или более и еще более предпочтительно 15 или более, если иметь в виду среднее число на каждую зону, представляющую собой квадрат с длиной стороны, составляющей 10 см, на виде в плане волокнистого слоя, служащего в качестве стороны поверхности, не обращенной к коже.
[0046]
По соображениям, связанным с сохранением мягкой текстуры нетканого материала 10, размер (площадь) отдельно взятой части 7 со скоплением волокон на виде в плане нетканого материала 10 предпочтительно составляет 10 мм2 или менее, более предпочтительно 8 мм2 или менее и еще более предпочтительно 6 мм2 или менее. С другой стороны, по соображениям, связанным с обеспечением рисунка, размер отдельно взятой части 7 со скоплением волокон на виде в плане нетканого материала 10 предпочтительно составляет 1 мм2 или более, более предпочтительно 2,5 мм2 или более и еще более предпочтительно 4 мм2 или более. В частности, размер (площадь) отдельно взятой части 7 со скоплением волокон на виде в плане нетканого материала 10 предпочтительно составляет 1 мм2 или более и 10 мм2 или менее, более предпочтительно 2,5 мм2 или более и 8 мм2 или менее и еще более предпочтительно 4 мм2 или более и 6 мм2 или менее.
Размер части 7 со скоплением волокон, расположенной в волокнистом слое, служащем в качестве стороны поверхности впитывающего изделия, обращенной к коже, на виде в плане нетканого материала 10 предпочтительно составляет 9 мм2 или менее, более предпочтительно 7 мм2 или менее и еще более предпочтительно 5 мм2 или менее.
По соображениям, связанным с образованием рисунка на толщине материала, размер части 7 со скоплением волокон, расположенной в волокнистом слое, служащем в качестве стороны поверхности впитывающего изделия, не обращенной к коже, из двух слоев, наложенных друг на друга, на виде в плане нетканого материала 10 предпочтительно составляет 2 мм2 или более, более предпочтительно 3 мм2 или более и еще более предпочтительно 5 мм2 или более.
[0047]
По соображениям, связанным с сохранением мягкой текстуры нетканого материала 10, размер (толщина) отдельно взятой части 7 со скоплением волокон в направлении толщины нетканого материала 10 предпочтительно составляет 50% или менее, более предпочтительно 40% или менее и еще более предпочтительно 30% или менее от толщины нетканого материала 10. С другой стороны, по соображениям, связанным с ощущением, размер (толщина) отдельно взятой части 7 со скоплением волокон в направлении толщины нетканого материала 10 предпочтительно является как можно меньшим (меньшей) в диапазоне размеров, составляющих более 0% от толщины нетканого материала 10. В частности, размер (толщина) отдельно взятой части 7 со скоплением волокон в направлении толщины нетканого материала 10 предпочтительно составляет более 0% и 50% или менее, более предпочтительно более 0% и 40% или менее и еще более предпочтительно более 0% и 30% или менее от толщины нетканого материала 10.
По соображениям, связанным с ослаблением ощущения твердости при контакте кожи с частью 7 со скоплением волокон при множестве волокнистых слоев, наложенных друг на друга и объединенных в одно целое, размер части 7 со скоплением волокон, расположенной в волокнистом слое, – служащем в качестве стороны поверхности впитывающего изделия, обращенной к коже, из двух волокнистых слоев, наложенных друг на друга, – в направлении толщины нетканого материала 10 предпочтительно составляет 50% или менее, более предпочтительно 40% или менее и еще более предпочтительно 30% или менее от толщины нетканого материала 10.
По таким же соображениям, как описанные выше, размер (толщина) отдельно взятой части 7 со скоплением волокон, определяемый в направлении толщины нетканого материала 10, предпочтительно составляет 1 мм или менее, более предпочтительно 0,8 мм или менее и еще более предпочтительно 0,5 мм или менее и предпочтительно является как можно меньшим в диапазоне размеров, составляющих более 0 мм. В частности, размер (толщина) отдельно взятой части 7 со скоплением волокон, определяемый в направлении толщины нетканого материала 10, предпочтительно составляет более 0 мм и 1 мм или менее, более предпочтительно более 0 мм и 0,8 мм или менее и еще более предпочтительно более 0 мм и 0,5 мм или менее.
[0048]
(Метод определения числа частей со скоплением волокон, площади и толщины)
Из поверхности нетканого материала, являющейся целью осмотра, вырезают квадрат с длиной стороны, составляющей 10 см (например, из поверхности 10А в нетканом материале 10), делают фотографию, используя микроскоп (VHX–900, изготовленный компанией Keyence Corporation). Данные с этой фотографии (jpeg) подвергают обработке посредством анализа изображений, используя программное обеспечение (NexusNewQube) для анализа изображений. Бинаризацию выполняют для определения числа и площади частей со скоплением волокон. Кроме того, все части со скоплением волокон разрезают в направлении толщины, используя лезвие бритвы, и сечения осматриваются, используя микроскоп, описанный выше, для измерения толщины нетканого материала и толщины части со скоплением волокон.
[0049]
Скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению используется в качестве составляющего компонента впитывающего изделия. Примеры впитывающего изделия включают различные изделия, предназначенные для впитывания и удерживания текучей среды, выделяемой организмом человека, такие как подгузники, гигиенические прокладки, урологические прокладки и ежедневные прокладки для трусов.
Скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению используется в качестве различных элементов впитывающего изделия в соответствии с его назначением и включен во впитывающее изделие. Например, когда скрепленный горячим воздухом нетканый материал обладает проницаемостью для жидкостей, скрепленный горячим воздухом нетканый материал включают во впитывающее изделие в качестве верхнего листа, а когда скрепленный горячим воздухом нетканый материал обладает водоотталкивающей способностью, скрепленный горячим воздухом нетканый материал включают во впитывающее изделие в качестве бокового листа. Скрепленный горячим воздухом нетканый материал при обработке превращают в более тонкий и более мягкий материал и включают во впитывающее изделие в качестве наружного материала для улучшения текстуры на наружной стороне (обращенной к одежде стороне) впитывающего изделия, такого как подгузники.
При этом по соображениям, связанным с содействием созданию ощущения от нетканого материала как имеющего очень хорошую объемность и мягкую текстуру для кожи и облегчением визуального распознавания рисунка нетканого материала, предпочтительно, чтобы скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению был размещен в самом наружном слое на стороне поверхности впитывающего изделия, обращенной к коже, и чтобы слой 8 со скоплением волокон был расположен ближе к стороне поверхности, обращенной к коже. Примеры этого включают верхний лист и боковой лист, и особенно предпочтительно, чтобы скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению был размещен во впитывающем изделии в качестве верхнего листа.
[0050]
Далее будет описан предпочтительный вариант осуществления способа изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия согласно настоящему изобретению. В данном случае вариант осуществления описан в качестве способа изготовления нетканого материала 10 согласно варианту осуществления, упомянутому выше. Тем не менее, волокнистые слои, подлежащие наложению друг на друга, не ограничены двумя слоями (волокнистым слоем 1 и волокнистым слоем 2) и могут представлять собой слои, образованные наложением друг на друга трех или более волокнистых слоев.
[0051]
Способ изготовления по данному варианту осуществления включает нижеуказанные этап 501 и этап 502.
Этап 501: Этап разрыхления, на котором обработку для разрыхления применяют для термопластичных волокон множество раз для формирования холста.
Этап 502: Этап, на котором множество однослойных холстов, полученных на этапе разрыхления накладывают друг на друга для формирования многослойного холста, и обработку горячим воздухом посредством пропускания воздуха применяют для многослойного холста для получения нетканого материала, скрепленного пропусканием воздуха.
[0052]
Кроме того, способ изготовления по данному варианту осуществления включает нижеуказанный этап 503.
Этап 503: Этап каландрования, на котором каландрование применяют для одного или более из листов, выбранных из однослойного холста, многослойного холста и нетканого материала, скрепленного горячим воздухом посредством использования пары каландровых валов.
Этап 503 выполняют на любой одной или более из операций, выбранных из выполняемых после этапа 501 и перед этапом 502, в процессе выполнения этапа 502 и после этапа 502.
[0053]
Фиг.2 показывает производственное устройство 100, предпочтительно используемое в способе изготовления нетканого материала 10 по данному варианту осуществления. Производственное устройство 100 имеет – в направлении от входной стороны к выходной стороне – устройства 101 и 102 для разрыхления волокнистых материалов, служащих в качестве исходных материалов для нетканого материала, кардочесальные устройства 103 и 104 для формирования волокнистых холстов, устройство 105 для формирования многослойного холста, предназначенное для перемещения однослойных холстов, полученных кардочесанием, и для наложения однослойных холстов друг на друга, и устройство 106 для каландрования холста, предназначенное для выполнения обработки посредством приложения давления к многослойному холсту, и устройство 107 для термообработки (устройство для обработки посредством пропускания воздуха).
В производственном устройстве 100 этап 501, описанный выше, выполняется в разрыхляющих устройствах 101 и 102 и кардочесальных устройствах 103 и 104. Этап 502, описанный выше, выполняется в устройстве 105 для формирования многослойного холста и устройстве 107 для термообработки.
В производственном устройстве 100 этап 503, описанный выше, выполняется в устройстве 106 для каландрования холста. Устройство 106 для каландрования холста расположено между устройством 105 для формирования многослойного холста и устройством 107 для термообработки, и этап 503, описанный выше, выполняется в виде каландрования холста, которое осуществляется для многослойного холста в процессе выполнения этапа 502, описанного выше.
[0054]
Каждое из разрыхляющих устройств 101 и 102 имеет устройство для разрыхления термопластичных волокон, служащих в качестве исходных материалов для волокнистых слоев 1 и 2, и для подачи материала, получающегося в результате, к каждому из последующих кардочесальных устройств 103 и 104. При использовании тонких волокон и толстых волокон, каждые из которых имеют определенный диаметр волокон, указанный выше, разрыхление предпочтительно выполняют отдельно для тонких волокон и толстых волокон. Фиг.2 показывает, что волокна (тонкие волокна) 71, представляющие собой исходный материал, загружают в разрыхляющее устройство 101 и разрыхляют (стрелка 171), и волокна (толстые волокна) 72, представляющие собой исходный материал, загружают в разрыхляющее устройство 102 и разрыхляют (стрелка 172).
[0055]
В качестве волокон (тонких волокон) 71, представляющих собой исходный материал, и волокон (толстых волокон) 72, представляющих собой исходный материал, могут быть использованы различные термопластичные волокна, используемые для скрепленного горячим воздухом нетканого материала. Их примеры включают двухкомпонентные волокна, имеющие структуру с ядром и оболочкой, в которых температура плавления полимерного компонента оболочки является более низкой, чем температура плавления полимерного компонента ядра.
[0056]
Кардочесальные устройства 103 и 104 принимают (стрелки 173 и 174) волокна, разрыхленные в каждом из разрыхляющих устройств 101 и 102, для формирования однослойных холстов 81 и 82. В частности, скопление волокон, разрыхленных в разрыхляющих устройствах 101 и 102, подвергают чесанию, и получающиеся в результате волокна дополнительно разрыхляют для формирования листообразного холста. В кардочесальном устройстве 103 однослойный холст 81 формируется на основе волокон (тонких волокон) 71, представляющих собой исходный материал, и в кардочесальном устройстве 104 однослойный холст 82 формируется на основе волокон (толстых волокон) 72, представляющих собой исходный материал.
[0057]
Различные кардочесальные машины, обычно используемые для изготовления нетканого материала, скрепленного горячим воздухом могут быть использованы в кардочесальных устройствах 103 и 104 без особого ограничения. Их примеры включают кардочесальную машину для формирования прочеса с параллельным расположением волокон, кардочесальную машину для формирования прочеса с полупроизвольным расположением волокон, кардочесальную машину для формирования прочеса с произвольным расположением волокон и машину, в которой поперечный слой и вытяжное устройство скомбинированы с кардочесальной машиной для формирования прочеса с параллельным расположением волокон. Кроме того, примеры кардочесальной машины включают машину, снабженную тремя видами валиков, а именно основным цилиндрическим валиком, покрытым металлической проволокой с пилообразными зубцами, рабочим валиком и съемным валиком. Скопление волокон подвергают чесанию между основным цилиндрическим валиком и рабочим валиком и съемным валиком, посредством чего может выполняться разрыхление. Множество комплектов из рабочих валиков и съемных валиков расположены вокруг основного цилиндрического валика, посредством чего обработка для разрыхления может выполняться множество раз в каждой кардочесальной машине в кардочесальных устройствах 103 и 104.
[0058]
Как описано выше, обработка для разрыхления должна выполняться множество раз как в разрыхляющих устройствах 101 и 102, так и в кардочесальных устройствах 103 и 104.
[0059]
В способе изготовления по данному варианту осуществления выполняется этап разрыхления (этап 501), на котором обработку для разрыхления применяют для термопластичных волокон множество раз для формирования холста в разрыхляющих устройствах 101 и 102 и кардочесальных устройствах 103 и 104.
[0060]
Далее, в устройстве 105 для формирования многослойного холста однослойный холст 82, сформированный в кардочесальном устройстве 104, накладывают на однослойный холст 81, сформированный в кардочесальном устройстве 103, для формирования многослойного холста 90.
В частности, многослойный холст 81 перемещается из кардочесального устройства 103 вдоль выгружающей ленты 103А и размещетсят на конвейерной ленте 105А. Конвейерная лента 105А обеспечивает перемещение однослойного холста 81 дальше по ходу. Однослойный холст 82 перемещается из кардочесального устройства 104 вдоль выгружающей ленты 104А и накладывается на однослойный холст 81 во время перемещения. Таким образом, сформированный многослойный холст 90 перемещается дальше по ходу вдоль конвейерной ленты 105А. Части многослойного холста 90, соответствующие однослойным холстам 81 и 82, упоминаются просто как холсты 81 и 82.
[0061]
В многослойном холсте 90 холст 82 сформирован из волокон (толстых волокон) 72, представляющих собой исходный материал, и холст 81 сформирован из волокон (тонких волокон) 71, представляющих собой исходный материал. Следовательно, средний диаметр волокон холста 82 задан таким, чтобы он был больше среднего диаметра волокон холста 81. В данной конфигурации холст 81 образован в виде слоя 8 со скоплением волокон, включающего в себя тонкие волокна, имеющие конкретный диаметр волокон, приведенный выше, в готовом нетканом материале 10. Холст 82 может применяться в качестве слоя 9 без скоплений волокон, включающего в себя толстые волокна, имеющие конкретный диаметр волокон, приведенный выше, в готовом нетканом материале 10. Увеличение поверхностной плотности слоя 9 без скоплений волокон по сравнению со слоем 8 со скоплением волокон в готовом нетканом материале 10 может быть обеспечено посредством увеличения массы волокон, подаваемых из разрыхляющего устройства 102 в кардочесальное устройство 104, по сравнению с массой волокон, подаваемых из разрыхляющего устройства 101 в кардочесальное устройство 103.
[0062]
Таким образом, в способе изготовления по данному варианту осуществления предпочтительно использовать множество видов волокон, имеющих разные диаметры волокон, для формирования многослойного холста. В частности, более предпочтительно, чтобы холст 82 и холст 81 имели волокна разных диаметров.
В случае волокон, имеющих разные диаметры волокон, предпочтительно, чтобы использовались тонкие волокна, имеющие диаметр волокон 1 дтекс или более и 2,2 дтекс или менее. Кроме того, более предпочтительно, чтобы диаметр волокон, представляющих собой тонкие волокна, находился в диапазоне диаметров волокон, указанном выше.
[0063]
В устройстве 106 для каландрования холста выполняют каландрование холста при размещении перемещаемого многослойного холста 90 между двумя каландровыми валами 106А и 106В с целью приложения давления к многослойному холсту 90 (в дальнейшем в ряде случаев упоминаемое просто как «каландрование»). Таким образом, поверхность холста в части, в которой имеется часть 7 со скоплением волокон, может быть разглажена для уменьшения твердости части 7 со скоплением волокон.
[0064]
В частности, в способе изготовления по данному варианту осуществления каландрование выполняют на многослойном холсте 90 перед его преобразованием в нетканый материал, и, следовательно, зоны между волокнами еще не сплавлены и не зафиксированы, и волокна могут перемещаться в значительной степени. То есть, при каландровании по данному варианту осуществления отсутствует какой–либо риск возникновения отслаивания, разрыва или подобного повреждения волокон в сплавленной части между волокнами, и волокна, скопившиеся в части 7 со скоплением волокон, могут быть предпочтительно дискретизированы (интервалы между волокнами увеличиваются) при одновременном сохранении хорошего состояния волокон, и часть 7 со скоплением волокон может быть сплющена в надлежащей степени. Таким образом, увеличивается эффект уменьшения твердости части 7 со скоплением волокон. При приложении давления в направлении толщины посредством каландрования волокна, соединенные друг с другом в части 7 со скоплением волокон, легко дискретизируются в обоих холстах 81 и 82, наложенных друг на друга, перед преобразованием холстов в нетканый материал, и эффект уменьшения твердости части 7 со скоплением волокон увеличивается в многослойном холсте 90 в целом (в дальнейшем многослойный холст, подвергнутый каландрованию холста, в ряде случаев упоминается как многослойный холст 95). В последовательности технологических операций обработку посредством пропускания воздуха, упомянутую позднее, выполняют после выполнения каландрования, описанного выше, посредством чего обработка посредством пропускания воздуха может быть использована в качестве обработки для восстановления толщины нетканого материала. То есть, в данном варианте осуществления этапы обработки, выполняемые в данном порядке, имеют важное значение для восстановления толщины многослойного холста 95 с целью получения материала, более объемного и имеющего лучшую мягкую текстуру, и для формирования рисунка.
[0065]
В устройстве 107 для термообработки обработку горячим воздухом посредством пропускания воздуха применяют для многослойного холста 95, подвергнутого каландрованию холста.
В частности, устройство 107 для термообработки имеет кожух 107А и конвейерную ленту 107В, снабженную воздухопроницаемой сеткой и циркулирующую в кожухе 107А. В кожухе 107А обеспечивается вдувание горячего воздуха сверху по направлению к конвейерной ленте 107В (стрелка F, показанная на фиг.2). Посредством воздухопроницаемой сетки, описанной выше, обеспечивается возможность вдувания вдуваемого горячего воздуха через конвейерную ленту 107В. Многослойный холст 95, подвергнутый каландрованию холста, выталкивается в устройство 107 для термообработки за счет вращения валов в устройстве 106 для каландрования холста. В устройстве 107 для термообработки многослойный холст 95 перемещается в кожух 107А посредством конвейерной ленты 107В. Горячий воздух, нагретый до заданной температуры, вдувают по направлению к многослойному холсту 95 в кожухе 107А сверху по отношению к многослойному холсту 95 (а именно над холстом 82) в направлении толщины способом пропускания. То есть, обработку посредством пропускания воздуха применяют для многослойного холста 95. Таким образом, в многослойном холсте 95 интервалы между волокнами в части 7 со скоплением волокон увеличиваются посредством каландрования холста, упомянутого выше, и места перекрещивания волокон друг с другом сплавляются за счет вдувания горячего воздуха при одновременном сохранении состояния волокон, в котором твердость части 7 со скоплением волокон уменьшена. Таким образом получают скрепленный горячим воздухом нетканый материал 10 для впитывающего изделия по данному варианту осуществления.
[0066]
Как описано выше, в способе изготовления по данному варианту осуществления этап 502, описанный выше, и этап 503, описанный выше, выполняются на однослойных холстах 81 и 82, полученных посредством операции разрыхления на этапе 501, описанном выше, с помощью устройства 105 для формирования многослойного холста, устройства 106 для каландрования холста и устройства 107 для термообработки. В частности, этап 502 выполняется посредством устройства 105 для формирования многослойного холста и устройства 107 для термообработки и этап каландрования (этап 503) выполняется посредством устройства 106 для каландрования холста при перемещении холста.
Посредством выполнения данных этапов 501, 502 и 503 скрепленный горячим воздухом нетканый материал 10 для впитывающего изделия по данному варианту осуществления, указанному выше, может быть изготовлен с высокой степенью совершенства. То есть, даже если нетканый материал 10, скрепленный горячим воздухом содержит волокнистый слой 8, содержащий часть 7 со скоплением волокон, скрепленный горячим воздухом нетканый материал 10 для впитывающего изделия, имеющий очень хорошую объемность и мягкую текстуру и имеющий рисунок, может быть изготовлен с высокой степенью совершенства. При необходимости изготовленный скрепленный горячим воздухом нетканый материал 10 для впитывающего изделия сматывают в рулон.
[0067]
В способе изготовления по данному варианту осуществления этап каландрования (этап 503) выполняют на многослойном холсте 90 перед подверганием холста обработке посредством пропускания воздуха. Однако этап каландрования не ограничен этим, и каландрование может выполняться отдельно на однослойном холсте 81 и однослойном холсте 82 перед наложением их друг на друга, или каландрование может выполняться на нетканом материале, скрепленном горячим воздухом после обработки посредством пропускания воздуха. Когда каландрование выполняют на нетканом материале, скрепленном горячим воздухом скрепленный горячим воздухом нетканый материал, подлежащий обработке, служит в качестве скрепленного горячим воздухом нетканого материала, представляющего собой исходный материал, перед его преобразованием в скрепленный горячим воздухом нетканый материал 10 для впитывающего изделия по данному варианту осуществления.
[0068]
В способе изготовления по данному варианту осуществления посредством выполнения этапа каландрования (этапа 503) часть 7 со скоплением волокон расплющивается с помощью каландра и часть, отличная от части 7 со скоплением волокон, также разглаживается посредством каландрования для придания ей гладкости. В нетканом материале 10, поверхность которого становится гладкой, толщины множества волокнистых слоев сохраняются в материале, образующем одно целое, и, следовательно, получающийся в результате материал образуется в виде изделия, выполненного с такой толщиной, которая позволяет ослабить ощущение постороннего предмета (ощущение дискомфорта), когда часть 7 со скоплением волокон контактирует с кожей, и выполненного со способностью к пружинению.
В способе изготовления по данному варианту осуществления волокнистая масса/скопление волокон может быть сплющена/сплющено на этапе изготовления цельного нетканого материала. Следовательно, устраняется необходимость применения устройства для контроля скоплений волокон, используемого после изготовления нетканого материала, посредством чего затраты на изготовление могут быть уменьшены. Устраняется необходимость контроля после изготовления, последующего каландрования и обработки горячим воздухом для восстановления, и, следовательно, может быть обеспечено повышение эффективности изготовления нетканого материала.
[0069]
По соображениям, связанным с эффективным уменьшением твердости части 7 со скоплением волокон, каландрование, описанное выше, предпочтительно представляет собой каландрование холста, выполняемое на одном или более из листов, выбранных из однослойного холста или многослойного холста.
[0070]
Каландрование не ограничено случаем, в котором каландрование выполняют только на одном этапе из этапа каландрования однослойного холста, этапа каландрования многослойного холста и этапа каландрования нетканого материала, скрепленного горячим воздухом и может выполняться на двух или более из данных этапов. Каландрование не ограничено случаем, в котором каландрование выполняют один раз на каждом этапе, и может выполняться два или более раз. Например, каландрование не ограничено случаем, в котором каландрование на многослойном холсте 90 по данному варианту осуществления выполняют только один раз, и может выполняться два или более раз.
[0071]
Линейное давление на этапе каландрования, а именно линейное давление, приложенное к многослойному холсту 90, однослойным холстам 81 и 82 и скрепленному горячим воздухом нетканому материалу (скрепленному горячим воздухом нетканому материалу, представляющему собой исходный материал), сдавленному между каландровыми валами 106А и 106В, предпочтительно является наибольшим из линейных давлений, приложенных к однослойным холстам 81 и 82, многослойным холстам 90 и 95 и скрепленному горячим воздухом нетканому материалу 601 со стороны всех валов/валиков на всех этапах. Выражение «все валы/валики» в данном документе означает все валы/валики, используемые на всех технологических операциях помимо каландровых валов 106А и 106В, упомянутых выше. Например, данный термин охватывает прижимной валик для перемещения нетканого материала после термообработки, прижимной валик или нажимной валик, используемый во время намотки, прижимной валик, используемый во время продольной резки после намотки, и тому подобное.
[0072]
В частности, на этапе каландрования по соображениям, связанным с эффективным уменьшением твердости части 7 со скоплением волокон перед выполнением термосплавления, линейное давление (Р), приложенное к однослойным холстам 81 и 82 и многослойному холсту 90, предпочтительно составляет 20 Н/см или более, более предпочтительно 100 Н/см или более и еще более предпочтительно 180 Н/см или более. Кроме того, по соображениям, связанным со способностью к восстановлению толщины после приложения давления, линейное давление (Р), описанное выше, предпочтительно составляет 700 Н/см или менее, более предпочтительно 500 Н/см или менее и еще более предпочтительно 250 Н/см или менее. В частности, линейное давление (Р) предпочтительно составляет 20 Н/см или более и 700 Н/см или менее, более предпочтительно 100 Н/см или более и 500 Н/см или менее и еще более предпочтительно 180 Н/см или более и 250 Н/см или менее.
[0073]
Два каландровых вала 106А и 106В, используемых в устройстве 106 для каландрования холста, представляют собой валы, периферийная поверхность которых является гладкой. В качестве их материала могут быть использованы различные материалы, используемые для каландрования. Кроме того, материал каландрового вала 106А и материал каландрового вала 106В могут быть идентичными друг другу или отличаться друг от друга.
Среди прочего, по соображениям, связанным с дополнительным усилением эффекта уменьшения твердости части 7 со скоплением волокон, каландровые валы, используемые для каландрования, предпочтительно представляют собой комбинацию полимерного вала и стального вала. При каландровании холста по данному варианту осуществления в качестве каландрового вала 106А, представляющего собой каландровый вал, находящийся в контакте с холстом 82 из многослойного холста 90, содержащим толстые волокна, используется стальной вал, и в качестве каландрового вала 106В, представляющего собой вал, находящийся в контакте с холстом 81 из многослойного холста 90, содержащим тонкие волокна, используется полимерный вал. Однако схема расположения полимерного вала и стального вала не ограничена этим, и может быть предусмотрена обратная комбинация.
[0074]
По соображениям, связанным с дополнительным усилением эффекта уменьшения твердости части 7 со скоплением волокон, твердость полимерного вала, описанного выше, предпочтительно составляет 20 единиц, более предпочтительно 50 единиц или более и еще более предпочтительно 80 единиц или более по шкале D твердости по Шору (JIS K 6253–3). По таким же соображениям, как представленные выше, твердость полимерного вала предпочтительно составляет 100 единиц или менее, более предпочтительно 95 единиц или менее и еще более предпочтительно 90 единиц или менее по шкале D твердости по Шору (JIS K 6253–3). В частности, твердость полимерного вала, описанного выше, предпочтительно составляет 20 единиц или более и 100 единиц или менее, более предпочтительно 50 единиц или более и 95 единиц или менее и еще более предпочтительно 80 единиц или более и 90 единиц или менее.
[0075]
Обработка посредством пропускания воздуха предпочтительно включает множество операций обработки посредством пропускания воздуха
Фиг.3 показывает вариант устройства для термообработки (устройства для обработки посредством пропускания воздуха), имеющего устройство 117 для первой обработки посредством пропускания воздуха и устройство 127 для второй обработки посредством пропускания воздуха. В данном варианте обработку посредством пропускания воздуха выполняют дважды за счет первой обработки посредством пропускания воздуха и второй обработки посредством пропускания воздуха. Однако число раз обработки посредством пропускания воздуха не ограничено двумя на фиг.3 и может составлять три или более раз. Когда обработка посредством пропускания воздуха включает три или более операций обработки посредством пропускания воздуха, выражение «обработка посредством пропускания воздуха на более поздней стадии» по отношению к «первоначальной обработке посредством пропускания воздуха» означает обработку посредством пропускания воздуха при обработке посредством пропускания воздуха во второй раз и после обработки посредством пропускания воздуха во второй раз. При обработке посредством пропускания воздуха на фиг.3, выполняемой два раза, «первоначальная обработка посредством пропускания воздуха» означает первую обработку посредством пропускания воздуха и «обработка посредством пропускания воздуха на более поздней стадии» означает вторую обработку посредством пропускания воздуха. На этапе обработки посредством пропускания воздуха (обработки посредством пропускания воздуха, выполняемой два раза), показанном на фиг.3, горячий воздух вдувают в кожухе 107С в устройстве 117 для первой обработки посредством пропускания воздуха (стрелка F1) и горячий воздух вдувают в кожухе 107D в устройстве 127 для второй обработки посредством пропускания воздуха (стрелка F2). При этом многослойный холст 95, подвергнутый каландрованию холста, непрерывно перемещается из устройства 117 для первой обработки посредством пропускания воздуха в устройство 127 для второй обработки посредством пропускания воздуха с помощью конвейерной ленты 107В. Таким образом, первая обработка посредством пропускания воздуха и вторая обработка посредством пропускания воздуха непрерывно применяются для многослойного холста 95.
[0076]
На этапе обработки посредством пропускания воздуха, описанном выше, предпочтительно, чтобы скорость подачи горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии была больше скорости подачи горячего воздуха при первоначальной обработке посредством пропускания воздуха, то есть первоначальную обработку посредством пропускания воздуха выполняют при более низкой скорости подачи воздуха. Таким образом, подавляется уменьшение объемности, вызываемое давлением воздуха в устройстве для обработки посредством пропускания воздуха, и проявляется «восстанавливающее» воздействие горячего воздуха, приводящее к высокой объемности холста. В частности, когда каландрование выполняют на многослойном холсте 90 или однослойных холстах 81 и 82 перед их преобразованием в нетканый материал, как описано в данном варианте осуществления, эффективна обработка, описанная выше и представляющая собой последующую обработку посредством пропускания воздуха.
[0077]
В частности, скорость S1 подачи горячего воздуха при первоначальной обработке посредством пропускания воздуха предпочтительно составляет 0,2 м/с или более, более предпочтительно 0,25 м/с или более и еще более предпочтительно 0,4 м/с или более. Скорость S1 подачи горячего воздуха при первоначальной обработке посредством пропускания воздуха предпочтительно составляет 1,2 м/с или менее, более предпочтительно 0,8 м/с или менее и еще более предпочтительно 0,5 м/с или менее. В частности, скорость S1 подачи воздуха предпочтительно составляет 0,2 м/с или более и 1,2 м/с или менее, более предпочтительно 0,25 м/с или более и 0,8 м/с или менее и еще более предпочтительно 0,4 м/с или более и 0,5 м/с или менее. Таким образом, подавляется сплющивание холста, и проявляется эффект восстановления толщины.
[0078]
Скорость S2 подачи горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии предпочтительно составляет 0,8 м/с или более, более предпочтительно 0,9 м/с или более и еще более предпочтительно 1,2 м/с или менее. Скорость S2 подачи горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии предпочтительно составляет 1,6 м/с или менее, более предпочтительно 1,4 м/с или менее и еще более предпочтительно 1,3 м/с или менее. В частности, скорость S2 подачи воздуха предпочтительно составляет 0,8 м/с или более и 1,6 м/с или менее, более предпочтительно 0,9 м/с или более и 1,4 м/с или менее и еще более предпочтительно 1,2 м/с или более и 1,3 м/с или менее. Таким образом, воздух равномерно проходит через холст, и тепловая энергия эффективно подается в структуру нетканого материала.
[0079]
Разность S3 (= S2 – S1) скорости S1 подачи горячего воздуха при первоначальной обработке посредством пропускания воздуха и скорости S2 подачи горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии предпочтительно составляет более 0 м/с, более предпочтительно 0,4 м/с или более и еще более предпочтительно 0,8 м/с или более. Разность S3 (= S2 – S1) скорости S1 подачи горячего воздуха при первоначальной обработке посредством пропускания воздуха и скорости S2 подачи горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии предпочтительно составляет 1,4 м/с или менее, более предпочтительно 1,2 м/с или менее и еще более предпочтительно 1 м/с или менее. В частности, разность S3 (= S2 – S1) скорости S1 подачи горячего воздуха при первоначальной обработке посредством пропускания воздуха и скорости S2 подачи горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии предпочтительно составляет более 0 м/с и 1,4 м/с или менее, более предпочтительно 0,4 м/с или более и 1,2 м/с или менее и еще более предпочтительно 0,8 м/с или более и 1 м/с или менее. Таким образом, могут более эффективно обеспечиваться как восстановление объемности, так и образование нетканого материала.
[0080]
На этапе обработки посредством пропускания воздуха, описанном выше, температура горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии предпочтительно выше, чем при первоначальной обработке посредством пропускания воздуха. Таким образом, сплавление волокон происходит постепенно для эффективного осуществления восстановления холста в устройстве для обработки посредством пропускания воздуха. В частности, когда каландрование выполняют на многослойном холсте 90 или однослойных холстах 81 и 82 перед их преобразованием в нетканый материал, как описано в данном варианте осуществления, увеличивается эффект, описанный выше и обеспечиваемый за счет последующей обработки посредством пропускания воздуха.
[0081]
В частности, температура Р1 горячего воздуха при первоначальной обработке посредством пропускания воздуха предпочтительно составляет 85°С или более, более предпочтительно 90°С или более и еще более предпочтительно 100°С или более. Температура Р1 горячего воздуха при первоначальной обработке посредством пропускания воздуха предпочтительно составляет 134°С или менее, более предпочтительно 115°С или менее и еще более предпочтительно 105°С или менее. В частности, температура Р1 горячего воздуха при первоначальной обработке посредством пропускания воздуха предпочтительно составляет 85°С или более и 134°С или менее, более предпочтительно 90°С или более и 115°С или менее и еще более предпочтительно 100°С или более и 105°С или менее. Таким образом, может эффективно проявляться способность холста к восстановлению в устройстве для обработки посредством пропускания воздуха
[0082]
Температура Р2 горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии равна или больше температуры плавления компонента на поверхности волокон, подлежащих использованию, (например, компонента оболочки в двухкомпонентных волокнах с ядром и оболочкой) и предпочтительно составляет 145°С или менее, более предпочтительно 137°С или менее и еще более предпочтительно 134°С. В частности, температура Р2 горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии предпочтительно равна или больше температуры плавления компонента на поверхности волокон, подлежащих использованию, и составляет 145°С или менее, более предпочтительно равна или больше температуры плавления компонента на поверхности волокон, подлежащих использованию, и составляет 137°С или менее и еще более предпочтительно равна или больше температуры плавления компонента на поверхности волокон, подлежащих использованию, и составляет 134°С или менее. Таким образом, может быть осуществлено изготовление нетканого материала, имеющего текстуру, создающую хорошее ощущение.
[0083]
Разность Р3 (= Р2 – Р1) температуры Р1 горячего воздуха при первоначальной обработке посредством пропускания воздуха и температуры Р2 горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии предпочтительно составляет более 0°С, более предпочтительно 20°С или более и еще более предпочтительно 30°С или более. Разность Р3 (= Р2 – Р1) температуры Р1 горячего воздуха при первоначальной обработке посредством пропускания воздуха и температуры Р2 горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии предпочтительно составляет 60°С или менее, более предпочтительно 40°С или менее и еще более предпочтительно 35°С или менее. В частности, разность Р3 (= Р2 – Р1) температуры Р1 горячего воздуха при первоначальной обработке посредством пропускания воздуха и температуры Р2 горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии предпочтительно составляет более 0°С и 60°С или менее, более предпочтительно 20°С или более 40°С или менее и еще более предпочтительно 30°С или более и 35°С или менее. Таким образом, может быть осуществлено изготовление объемного нетканого материала, создающего хорошее ощущение.
[0084]
Как описано ниже, в способе изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия по данному варианту осуществления предпочтительно, чтобы ненужные части, такие как обрывки/обрезки/куски, образующиеся на технологических операциях, улавливались/собирались и возвращались снова на этап разрыхления (этап 504).
На данном этапе 504 в способе предусмотрены один или оба из этапа улавливания частей холста, концевых в поперечном направлении, в кардочесальной машине, используемой на этапе разрыхления, описанном выше, и этапа частичного сбора скрепленного горячим воздухом нетканого материала, описанного выше, и разрезания и разрыхления части собранного скрепленного горячим воздухом нетканого материала. Уловленный/собранный холст, описанный выше, и подвергнутую разрезанию и разрыхлению часть скрепленного горячим воздухом нетканого материала подают на этап разрыхления, описанный выше. Выражение «подвергнутая разрезанию и разрыхлению часть скрепленного горячим воздухом нетканого материала» означает часть, включающую в себя обрывки частей, концевых в поперечном направлении, и – без ограничения этим – продукт, образовавшийся во время регулировки режима обработки, или продукт, не удовлетворяющий техническим условиям и образовавшийся на этапе изготовления нетканого материала.
[0085]
Фиг.2 показывает конкретный пример этапа 504, описанного выше. Обеспечивают всасывание и улавливание концевых в поперечном направлении (непоказанных) частей однослойных холстов 81 и 82, образующихся в кардочесальной машине кардочесальных устройств 103 и 104 (стрелки 181 и 182). Скрепленный горячим воздухом нетканый материал 10, полученный посредством выполнения обработки пропусканием воздуха в устройстве 107 для термообработки, частично собирают (стрелка 183). В этом случае часть собранного скрепленного горячим воздухом нетканого материала невозможно использовать в состоянии «как есть», и поэтому данную часть подвергают разрезанию и разрыхлению в устройстве 108 для разрезания и разрыхления для ее возврата в волокнистый вид.
Собранный/уловленный холст и подвергнутую разрезанию и разрыхлению часть скрепленного горячим воздухом нетканого материала возвращают в разрыхляющее устройство 101 и снова подвергают разрыхлению, и используют в качестве материала для формирования холста (стрелка 184). При этом материал может быть возвращен или в разрыхляющее устройство 101, или в разрыхляющее устройство 102, или в оба из них. Фиг.2 показывает процесс, в котором материал подлежит возврату в разрыхляющее устройство 101. Когда материал возвращают в разрыхляющее устройство 101, предпочтительно надлежащим образом отрегулировать количество загружаемых новых волокон (тонких волокон) 71, представляющих собой исходный материал, с тем, чтобы доля тонких волокон в холсте 81, который должен быть сформирован, могла поддерживаться на постоянном уровне или была большей, и чтобы содержание толстых волокон ограничивалась значениями, составляющими несколько процентов (например, оставалось в пределах 5%). Таким образом, при образовании части 7 со скоплением волокон в холсте 81 нетканый материал 10 содержит большое количество тонких волокон, и может быть обеспечена мягкая текстура на стороне поверхности 10А нетканого материала 10.
Возврат материала, описанного выше, не ограничен вариантом на фиг.2. Например, возврат может осуществляться в варианте, в котором материал, собранный/уловленный из кардочесального устройства 103, возвращается в разрыхляющее устройство 101 и материал, собранный/уловленный из кардочесального устройства 104, возвращается в разрыхляющее устройство 102. Иногда предпочтительно возвратить подвергнутую разрезанию и разрыхлению часть скрепленного горячим воздухом нетканого материала в разрыхляющее устройство 102.
[0086]
Как описано выше, в соответствии со способом изготовления по данному варианту осуществления может быть предпочтительно изготовлен нетканый материал 10, имеющий очень хорошую объемность и мягкую текстуру и имеющий рисунок. В частности, может быть предпочтительно изготовлен нетканый материал 10, полученный с физическими свойствами, характеризуемыми толщиной Т1 и Т2 и разностью Т3 (= Т1 – Т2) под давлением 7,64 кПа, описанными выше, и средними коэффициентами Q1 и Q2 трения и разностью Q3 (= Q1 – Q2). Нетканый материал 10 выполнен с эстетическими характеристиками, обеспечиваемыми рисунком, образованным частями 7 со скоплением волокон, в частности, рисунком, образованным частями 7 со скоплением волокон, имеющими уменьшенную толщину.
[0087]
Полученный таким образом, скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению включают в качестве заданного компонента во впитывающее изделие в соответствии с назначением (этап включения) на этапе изготовления впитывающего изделия. Этап включения предпочтительно представляет собой этап, например, подобный описанному ниже. То есть, полученный таким образом, скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению отрезают с заданным размером или вырезают с заданной формой или тому подобными характеристиками в соответствии с назначением для подготовки заданного материала, и заданный материал размещают в заданном месте относительно других компонентов. При этом получающийся в результате материал при необходимости поворачивают и складывают вместе с другими элементами, и получающийся в результате материал присоединяют и включают во впитывающее изделие. Таким образом, заданное впитывающее изделие изготавливают посредством этапа включения скрепленного горячим воздухом нетканого материала для впитывающего изделия согласно настоящему изобретению во впитывающее изделие на этапе изготовления впитывающего изделия.
Поскольку, среди прочего, скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению обеспечивает удовлетворение требований как по объемности, так и по мягкой текстуре, и выполнен с рисунком, который может быть визуально привлекательным для пользователя, предпочтительно, чтобы этап включения, описанный выше, представлял собой этап включения данного материала в элемент, образующий самый наружный слой, (например, в верхний лист или боковой лист) на стороне поверхности впитывающего изделия, обращенной к коже. В частности, предпочтительно, чтобы данный этап представлял собой этап включения нетканого материала во впитывающее изделие в качестве верхнего листа, находящегося в контакте с кожей и в наибольшей степени привлекающего внимание потребителя. Предпочтительно, чтобы скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению был выполнен с конфигурацией, в которой волокнистый слой, содержащий часть со скоплением волокон, применяется в качестве самого наружного слоя нетканого материала. Более предпочтительно, чтобы скрепленный горячим воздухом нетканый материал для впитывающего изделия согласно настоящему изобретению был размещен в самом наружном слое на стороне поверхности впитывающего изделия, обращенной к коже, и чтобы волокнистый слой, содержащий часть со скоплением волокон, описанную выше, был расположен ближе к стороне поверхности впитывающего изделия, обращенной к коже.
[0088]
С учетом вышеприведенных вариантов осуществления в настоящем изобретении дополнительно раскрыты скрепленные горячим воздухом нетканые материалы для впитывающего изделия и способы изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанные ниже.
[0089]
<1> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, в котором два или более волокнистых слоев наложены друг на друга, содержащий по меньшей мере один волокнистый слой, содержащий термопластичные волокна и часть со скоплением волокон.
[0090]
<2> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в вышеприведенном пункте <1>,
при этом скрепленный горячим воздухом нетканый материал для впитывающего изделия имеет тонкие волокна, имеющие диаметр волокон 1 дтекс или более и 2,2 дтекс или менее, предпочтительно 1 дтекс или более и более предпочтительно 1,2 дтекс или более, и предпочтительно 2 дтекс или менее и более предпочтительно 1,5 дтекс или менее, и толстые волокна, имеющие диаметр волокон, который больше диаметра тонких волокон, и
при этом волокнистый слой, содержащий часть со скоплением волокон, включает в себя тонкие волокна.
<3> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в вышеприведенном пункте <2>, в котором содержание тонких волокон в волокнистом слое, содержащем часть со скоплением волокон, предпочтительно составляет 50% масс. или более, более предпочтительно 80% масс. или более и еще более предпочтительно 100% масс.
[0091]
<4> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в любом из вышеприведенных пунктов <1> – <3>, который содержит по меньшей мере один волокнистый слой, не содержащий часть со скоплением волокон.
<5> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в вышеприведенном пункте <4>,
при этом скрепленный горячим воздухом нетканый материал для впитывающего изделия имеет толстые волокна, имеющие диаметр волокон более 2,2 дтекс и 7 дтекс или менее, предпочтительно более 2,2 дтекс и более предпочтительно 4,4 дтекс или более, и предпочтительно 5,5 дтекс или менее и более предпочтительно 5 дтекс или менее, и тонкие волокна, имеющие диаметр волокон, который меньше диаметра толстых волокон, и
при этом волокнистый слой, не содержащий часть со скоплением волокон, включает в себя толстые волокна.
<6> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в вышеприведенном пункте <5>, в котором содержание толстых волокон в волокнистом слое, не содержащем часть со скоплением волокон, предпочтительно составляет 50% масс. или более, более предпочтительно 80% масс. или более и еще более предпочтительно 100% масс.
<7> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в вышеприведенном пункте <5> или <6>, в котором содержание толстых волокон в волокнистом слое, содержащем часть со скоплением волокон, предпочтительно составляет 50% масс. или менее, более предпочтительно 30% масс. или менее и еще более предпочтительно 10% масс. или менее.
<8> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в любом из вышеприведенных пунктов <4> – <7>, в котором средний диаметр волокон в волокнистом слое, не содержащем часть со скоплением волокон, больше среднего диаметра волокон в волокнистом слое, содержащем часть со скоплением волокон.
<9> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в вышеприведенном пункте <8>, в котором разность среднего диаметра волокон волокнистого слоя, не содержащего часть со скоплением волокон, и среднего диаметра волокон волокнистого слоя, содержащего часть со скоплением волокон более 0 дтекс и 5,6 дтекс или менее, предпочтительно 2,2 дтекс или более и более предпочтительно 3 дтекс или более, и предпочтительно 4 дтекс или менее и более предпочтительно 3,5 дтекс или менее.
<10> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в любом из вышеприведенных пунктов <4> – <9>, в котором поверхностная плотность волокнистого слоя, не содержащего часть со скоплением волокон, больше поверхностной плотности волокнистого слоя, содержащего часть со скоплением волокон.
<11> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в вышеприведенном пункте <10>, в котором разность поверхностной плотности волокнистого слоя, не содержащего часть со скоплением волокон, и поверхностной плотности волокнистого слоя, содержащего часть со скоплением волокон, составляет более 0 г/м2 и 20 г/м2 или менее, предпочтительно 3 г/м2 или более и более предпочтительно 5 г/м2 или более, и предпочтительно 15 г/м2 или менее и более предпочтительно 10 г/м2 или менее.
<12> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в любом из вышеприведенных пунктов <1> – <11>, при этом поверхностная плотность скрепленного горячим воздухом нетканого материала в целом, предназначенного для впитывающего изделия, составляет 15 г/м2 или более и 40 г/м2 или менее, предпочтительно 18 г/м2 или более и более предпочтительно 20 г/м2 или более, и предпочтительно 30 г/м2 или менее и более предпочтительно 25 г/м2 или менее.
[0092]
<13> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в любом из вышеприведенных пунктов <1> – <12>, в котором в случае, когда толщина скрепленного горячим воздухом нетканого материала для впитывающего изделия, измеренная под давлением 7,64 кПа в месте, в котором расположена часть со скоплением волокон, принята в качестве Т1 и толщина скрепленного горячим воздухом нетканого материала для впитывающего изделия, измеренная под таким же давлением в месте, в котором не расположена часть со скоплением волокон, принята в качестве Т2, разность Т3 толщин, определяемая уравнением: Т3=Т1 – Т2, составляет 0,4 мм или менее, предпочтительно 0,3 мм или менее, более предпочтительно 0,2 мм или менее и еще более предпочтительно 0 (ноль) мм.
<14> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в любом из вышеприведенных пунктов <1> – <13>, при этом средний коэффициент трения скрепленного горячим воздухом нетканого материала, предназначенного для впитывающего изделия, в месте, в котором расположена часть со скоплением волокон, составляет 1,6 или более и 2,5 или менее, предпочтительно 1,6 или более, и предпочтительно 2,4 или менее и более предпочтительно 2,3 или менее.
<15> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в вышеприведенном пункте <14>, в котором разность среднего коэффициента трения скрепленного горячим воздухом нетканого материала, предназначенного для впитывающего изделия, в месте, в котором расположена часть со скоплением волокон, и среднего коэффициента трения скрепленного горячим воздухом нетканого материала, предназначенного для впитывающего изделия, в месте, в котором не расположена часть со скоплением волокон, составляет 0,7 или менее, предпочтительно 0,5 или более, более предпочтительно 0,32 или менее, еще более предпочтительно 0,3 или более и особенно предпочтительно 0 (ноль).
[0093]
<16> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в любом из вышеприведенных пунктов <1> – <15>, в котором часть со скоплением волокон образована со сплющенной формой, при которой волокна сплющены в направлении толщины нетканого материала, если смотреть в сечении нетканого материала, выполненном в направлении толщины, и поверхность части со скоплением волокон на стороне поверхности нетканого материала имеет гладкую структуру.
[0094]
<17> Скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в любом из вышеприведенных пунктов <1> – <16>, в котором волокнистый слой, содержащий часть со скоплением волокон, представляет собой самый наружный слой скрепленного горячим воздухом нетканого материала для впитывающего изделия.
<18> Впитывающее изделие, содержащее скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в любом из вышеприведенных пунктов <1> – <17>.
<19> Впитывающее изделие, в котором скрепленный горячим воздухом нетканый материал для впитывающего изделия, описанный в вышеприведенном пункте <17>, размещен в самом наружном слое на стороне поверхности впитывающего изделия, обращенной к коже, и волокнистый слой, содержащий часть со скоплением волокон, расположен ближе к стороне поверхности, обращенной к коже.
<20> Впитывающее изделие, описанное в вышеприведенном пункте <18> или <19>, содержащее скрепленный горячим воздухом нетканый материал для впитывающего изделия в качестве верхнего листа.
[0095]
<21> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, включающий:
этап разрыхления, на котором обработку для разрыхления применяют для термопластичных волокон множество раз для формирования холста;
этап, на котором множество однослойных холстов, полученных на этапе разрыхления, накладывают друг на друга для формирования многослойного холста, и обработку горячим воздухом посредством пропускания воздуха применяют для многослойного холста для получения нетканого материала, скрепленного пропусканием воздуха ; и
этап каландрования, на котором каландрование применяют для одного или более из листов, выбранных из однослойного холста, многослойного холста и нетканого материала, скрепленного горячим воздухом посредством использования пары каландровых валов.
<22> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в вышеприведенном пункте <21>, в котором линейное давление на этапе каландрования является наибольшим из линейных давлений, приложенных к однослойному холсту, многослойному холсту и скрепленному горячим воздухом нетканому материалу на всех этапах способа изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия.
<23> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в вышеприведенном пункте <21> или <22>, в котором этап каландрования представляет собой каландрование холста, выполняемое на одном или более из листов, выбранных из однослойного холста и многослойного холста.
<24> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в вышеприведенном пункте <23>, в котором на этапе каландрования холста линейное давление, приложенное к однослойному холсту или многослойному холсту, составляет 20 Н/см или более и 700 Н/см или менее, предпочтительно 100 Н/см или более и более предпочтительно 180 Н/см или более, и предпочтительно 500 Н/см или менее и более предпочтительно 250 Н/см или менее.
<25> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в любом из вышеприведенных пунктов <21> – <24>, в котором пара каландровых валов, используемых для этапа каландрования, представляет собой комбинацию полимерного вала и стального вала.
<26> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в вышеприведенном пункте <25>, в котором твердость полимерного вала составляет 20 единиц или более и 100 единиц или менее, предпочтительно 50 единиц или более и более предпочтительно 80 единиц или более, и предпочтительно 95 единиц или менее и более предпочтительно 90 единиц или менее по шкале D твердости по Шору.
[0096]
<27> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в любом из вышеприведенных пунктов <21> – <26>,
в котором обработка посредством пропускания воздуха включает множество обработок посредством пропускания воздуха, и
при этом скорость подачи горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии больше скорости подачи горячего воздуха при первоначальной обработке посредством пропускания воздуха.
<28> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в вышеприведенном пункте <27>, в котором скорость подачи горячего воздуха при первоначальной обработке посредством пропускания воздуха составляет 0,2 м/с или более и 1,2 м/с или менее, предпочтительно 0,25 м/с или более и более предпочтительно 0,4 м/с или более, и предпочтительно 0,8 м/с или менее и более предпочтительно 0,5 м/с или менее.
<29> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в вышеприведенном пункте <27> или <28>, в котором скорость подачи горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии составляет 0,8 м/с или более и 1,6 м/с или менее, предпочтительно 0,9 м/с или более и более предпочтительно 1,2 м/с или более, и предпочтительно 1,4 м/с или менее и более предпочтительно 1,3 м/с или менее.
<30> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в любом из вышеприведенных пунктов <27> – <29>, в котором разность скорости подачи горячего воздуха при первоначальной обработке посредством пропускания воздуха и скорости подачи горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии составляет более 0 м/с и 1,4 м/с или менее, предпочтительно 0,4 м/с или более и более предпочтительно 0,8 м/с или более, и предпочтительно 1,2 м/с или менее и более предпочтительно 1 м/с или менее.
<31> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в любом из вышеприведенных пунктов <21> – <30>,
в котором обработка посредством пропускания воздуха включает множество обработок посредством пропускания воздуха, и
при этом температура горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии превышает температуру горячего воздуха при первоначальной обработке посредством пропускания воздуха.
<32> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в вышеприведенном пункте <31>, в котором температура горячего воздуха при первоначальной обработке посредством пропускания воздуха составляет 85°С или более и 134°С или менее, предпочтительно 90°С или более и более предпочтительно 100°С или более, и предпочтительно 115°С или менее и более предпочтительно 105°С или менее.
<33> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в вышеприведенном пункте <31> или <32>, в котором температура горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии равна или больше температуры плавления компонента на поверхности волокон, подлежащих использованию, и составляет 145°С или менее, предпочтительно равна или больше температуры плавления компонента на поверхности волокон, подлежащих использованию, и предпочтительно составляет 137°С или менее и более предпочтительно 134°С или менее.
<34> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в любом из вышеприведенных пунктов <31> – <33>, в котором разность температуры горячего воздуха при первоначальной обработке посредством пропускания воздуха и температуры горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии составляет более 0°С и 60°С или менее, предпочтительно 20°С или более и более предпочтительно 30°С или более, и предпочтительно 40°С или менее и более предпочтительно 35°С или менее.
[0097]
<35> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в любом из вышеприведенных пунктов <21> – <34>, включающий один или оба этапа из:
этапа улавливания частей холста, концевых в поперечном направлении, в кардочесальной машине, используемой на этапе разрыхления, и
этапа, на котором скрепленный горячим воздухом нетканый материал частично собирают, и часть собранного скрепленного горячим воздухом нетканого материала подвергают разрезанию и разрыхлению,
при этом собранный холст и подвергнутую разрезанию и разрыхлению часть скрепленного горячим воздухом нетканого материала подают на этап разрыхления.
[0098]
<36> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в любом из вышеприведенных пунктов <21> – <35>, в котором многослойный холст содержит множество видов волокон, имеющих разные диаметры волокон.
<37> Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, описанный в любом из вышеприведенных пунктов <21> – <36>, в котором многослойный холст содержит тонкие волокна, имеющие диаметр волокон 1 дтекс или более и 2,2 дтекс или менее, предпочтительно 1 дтекс или более и более предпочтительно 1,2 дтекс или более, и предпочтительно 2 дтекс или менее и более предпочтительно 1,5 дтекс или менее.
[0099]
<38> Способ изготовления впитывающего изделия, включающий этап включения скрепленного горячим воздухом нетканого материала, предназначенного для впитывающего изделия и изготовленного способом изготовления, описанным в любом из вышеприведенных пунктов <21> – <37>, во впитывающее изделие.
<39> Способ изготовления впитывающего изделия, описанный в вышеприведенном пункте <38>, включающий этап включения скрепленного горячим воздухом нетканого материала для впитывающего изделия во впитывающее изделие в качестве верхнего листа.
ПРИМЕРЫ
[0100]
В дальнейшем настоящее изобретение будет описано более подробно со ссылкой на Примеры, но настоящее изобретение не ограничено ими. Направленная влево стрелка ʺ←ʺ означает, что содержание ячейки таблицы такое же, как представленное в левом столбце, на который указывает стрелка.
[0101]
(Пример 1)
Образец нетканого материала по Примеру 1 был изготовлен при использовании производственного устройства, показанного на фиг.2, как показано ниже, со скоростью обработки, составляющей 10 м/мин.
Прежде всего, в качестве волокон (тонких волокон) 71, представляющих собой исходный материал для формирования волокнистого слоя 1, были использованы термопластичные волокна с ядром и оболочкой (ядро: полиэтилентерефталат, оболочка: полиэтилен), имеющие диаметр волокон 1,4 дтекс. Были использованы волокна 71, представляющие собой исходный материал, при этом обработку для разрыхления применяли для них множество раз в разрыхляющем устройстве 101 и кардочесальном устройстве 103 для получения однослойного холста 81, имеющего поверхностную плотность 10 г/м2.
Кроме того, в качестве волокон (толстых волокон) 72, представляющих собой исходный материал для формирования волокнистого слоя 2, были использованы термопластичные волокна с ядром и оболочкой (ядро: полиэтилентерефталат, оболочка: полиэтилен), имеющие диаметр волокон 4,4 дтекс. Были использованы волокна 72, представляющие собой исходный материал, при этом обработку для разрыхления применяли для них множество раз в разрыхляющем устройстве 102 и кардочесальном устройстве 104 для получения однослойного холста 82, имеющего поверхностную плотность 15 г/м2.
Далее, в устройстве 105 для формирования многослойного холста однослойный холст 82 накладывали на однослойный холст 81 для формирования многослойного холста 90. В устройстве 106 для каландрования холста каландрование холста применяли для многослойного холста 90. В устройстве 106 для каландрования холста использовали стальной каландровый вал 106А со стороны верхнего слоя и полимерный вал 106В (с твердостью 90 единиц по шкале D Шора) со стороны нижнего слоя, и линейное давление было отрегулировано до 200 Н/см.
В устройстве 107 для термообработки обработку посредством пропускания воздуха, при которой операцию обработки посредством пропускания воздуха, показанную на фиг.3, выполняют два раза, применяли для многослойного холста 95, подвергнутого каландрованию. Скорость подачи воздуха и температура при первой обработке посредством пропускания воздуха и второй обработке посредством пропускания воздуха были отрегулированы до значений, показанных в Таблице 1. Таким образом был подготовлен образец нетканого материала в Примере 1.
Кроме того, в способе изготовления, описанном выше, не выполняли операцию сбора/улавливания частей формирующегося холста, концевых в поперечном направлении, и части нетканого материала для возврата собранных материалов на этап разрыхления. Следовательно, в результате получали средний диаметр волокон волокнистого слоя 1, определяемый диаметром волокон (тонких волокон) 71, представляющих собой исходный материал, и получали средний диаметр волокон волокнистого слоя 2, определяемый диаметром волокон (толстых волокон) 72, представляющих собой исходный материал.
[0102]
(Примеры 2–7)
Образцы нетканых материалов в Примерах 2–7 были подготовлены так же, как в Примере 1, за исключением того, что температура и скорость подачи воздуха при первой обработке посредством пропускания воздуха были отрегулированы до значений, показанных в Таблице 1.
[0103]
(Пример 8)
Образец нетканого материала в Примере 8 был подготовлен так же, как в Примере 1, за исключением того, что каландрование холста не выполняли, и каландрование нетканого материала, показанное в Таблице 1, выполняли на нетканом материале после обработки посредством пропускания воздуха.
[0104]
(Пример 9)
Образец нетканого материала в Примере 9 был подготовлен так же, как в Примере 1, за исключением того, что диаметр волокон (тонких волокон), представляющих собой исходный материал для формирования волокнистого слоя 1, был доведен до значения 2,0 дтекс, и температура и скорость подачи воздуха при первой обработке посредством пропускания воздуха были отрегулированы до значений, показанных в Таблице 1.
[0105]
(Пример 10)
Образец нетканого материала в Примере 10 был подготовлен так же, как в Примере 9, за исключением того, что диаметр волокон 72, представляющих собой исходный материал для формирования волокнистого слоя 2, был доведен до значения 2,0 дтекс.
[0106]
(Пример 11)
Образец нетканого материала в Примере 11 был подготовлен так же, как в Примере 10, за исключением того, что диаметр волокон (тонких волокон), представляющих собой исходный материал для формирования волокнистого слоя 1, и диаметр волокон 71, представляющих собой исходный материал для формирования волокнистого слоя 2 (нижнего слоя), были доведены до значения 1,4 дтекс.
[0107]
(Пример 12)
Образец нетканого материала в Примере 12 был подготовлен так же, как в Примере 11, за исключением того, что температура и скорость подачи воздуха при первой обработке посредством пропускания воздуха были отрегулированы до значений, показанных в Таблице 2.
[0108]
(Пример 13)
Образец нетканого материала в Примере 13 был подготовлен так же, как в Примере 12, за исключением того, что каландрование холста не выполняли, и каландрование нетканого материала, показанное в Таблице 2, выполняли на нетканом материале после обработки посредством пропускания воздуха.
[0109]
(Сравнительный пример 1)
Образец нетканого материала в Сравнительном примере 1 был подготовлен так же, как в Примере 1, за исключением того, что каландрование холста не выполняли.
[0110]
(Сравнительный пример 2)
Образец нетканого материала в Сравнительном примере 2 был подготовлен так же, как в Сравнительном примере 1, за исключением того, что диаметр волокон 71, представляющих собой исходный материал для формирования волокнистого слоя 2 (нижнего слоя), был доведен до значения 1,4 дтекс.
[0111]
(Испытания)
[1] Объемность
(1) Толщина образца нетканого материала под нагрузкой 0,05 кПа
Измерение выполняли, используя лазерный датчик (номер модели: ZS–LD80) и контроллер (номер модели: ZS–LDC11), изготовленные компанией OMRON Corporation, в качестве лазерного толщиномера.
При измерении толщины груз (создающий давление 0,05 кПа) был размещен между концевой частью лазерного датчика и образцом нетканого материала, подлежащим измерению, и толщину измеряли в таком состоянии с приложенным давлением. Измерение соответственно выполняли в 5 или более точках, и среднее значение для них принимали в качестве толщины. Кроме того, 0,05 кПа представляет собой нагрузку, предполагаемую для кажущейся толщины нетканого материала для избежания уменьшения толщины нетканого материала в максимально возможной степени.
(2) Толщина образца нетканого материала под давлением 7,64 кПа
Толщину (Т1) каждого образца нетканого материала в месте, в котором была расположена часть со скоплением волокон, и толщину (Т2) в месте, в котором не была расположена часть со скоплением волокон, соответственно измеряли на основе метода, описанного в (Методе измерения толщины нетканого материала под давлением 7,64 кПа), указанном выше. Рассчитывали разность толщин (Т3=Т1 – Т2).
[2] Трение
Значение MIU (µ) (Q1) для каждого образца нетканого материала в месте, в котором была расположена часть со скоплением волокон и значение MIU (µ) (Q2) в месте, в котором не была расположена часть со скоплением волокон, соответственно определяли на основе метода, описанного в (Методе определения среднего коэффициента трения), указанном выше. Рассчитывали разность Q3 значений MIU (µ) (= Q1 – Q2).
[3] Рисунок
Наличие или отсутствие части со скоплением волокон было визуально подтверждено для каждого образца нетканого материала.
[0112]
[Таблица 1]
Таблица 1
1,35 дтекс
100%
4,4 дтекс
100%
(Волокнистый слой 1/Волокнистый слой 2
Верхний: Стальной вал
Нижний: Полимерный вал твердость по шкале D: 90 единиц
Верхний: Стальной вал
Нижний: Полимерный вал, твердость по шкале D: 90 единиц
Примечания: ʺПр.ʺ означает Пример согласно данному изобретению.
Примечание *1: ʺДАʺ означает, что обработка для разрыхления волокон проводилась множество раз.
Таблица 1 (продолжение – 1)
2,0 дтекс
100%
2,0 дтекс
100%
1,35 дтекс
100%
4,4 дтекс
100%
2,0 дтекс
100%
4,4 дтекс
100%
(Волокнистый слой 1/Волокнистый слой 2
Верхний: Стальной вал
Нижний: Полимерный вал, твердость по шкале D: 90 единиц
Верхний: Стальной вал
Нижний: Полимерный вал, твердость по шкале D: 90 единиц
Примечания: ʺПр.ʺ означает Пример согласно данному изобретению, и ʺСр. пр.ʺ означает Сравнительный пример.
Примечание *1: ʺДАʺ означает, что обработка для разрыхления волокон проводилась множество раз.
Таблица 1 (продолжение – 2)
(0,05 кПа)
(µ)
(µ)
(µ)
Примечания: ʺПр.ʺ означает Пример согласно данному изобретению.
Таблица 1 (продолжение – 3)
(0,05 кПа)
(µ)
(µ)
(µ)
Примечания: ʺПр.ʺ означает Пример согласно данному изобретению, и ʺСр. пр.ʺ означает Сравнительный пример.
[0113]
[Таблица 2]
Таблица 2
1,35 дтекс
100%
1,35 дтекс
100%
1,35 дтекс
100%
1,35 дтекс
100%
(Волокнистый слой 1/Волокнистый слой 2
Верхний: Стальной вал
Нижний: Полимерный вал, твердость по шкале D: 90 единиц
Верхний: Стальной вал
Нижний: Полимерный вал, твердость по шкале D: 90 единиц
Примечания: ʺПр.ʺ означает Пример согласно данному изобретению, и ʺСр. пр.ʺ означает Сравнительный пример.
Примечание *1: ʺДАʺ означает, что обработка для разрыхления волокон проводилась множество раз.
Таблица 2 (продолжение – 1)
(0,05 кПа)
(µ)
(µ)
(µ)
Примечания: ʺПр.ʺ означает Пример согласно данному изобретению, и ʺСр. пр.ʺ означает Сравнительный пример.
[0114]
Как показано в Таблицах 1 и 2, в Примерах 1–13 разность Т3 толщины Т1 в месте, в котором была расположена часть со скоплением волокон, и толщины Т2 в месте, в котором не была расположена часть со скоплением волокон, под давлением 7,64 кПа была меньше, и объемность нетканого материала в целом была лучшей по сравнению со Сравнительными примерами 1 и 2. В частности, в Примерах нетканый материал, подвергнутый термообработке после каландрования холста, был получен в виде нетканого материала, который был более толстым и создавал лучшее ощущение в части со скоплением волокон, чем материал, подвергнутый каландрованию после образования нетканого материала.
В Примерах 1–3 при подтверждении наличия рисунка, образованного частями со скоплением волокон, все показатели, представляющие собой средний коэффициент Q1 трения в месте, в котором была расположена часть со скоплением волокон, средний коэффициент Q2 трения в месте, в котором не была расположена часть со скоплением волокон, и разность Q3 обоих коэффициентов трения, были меньше и была обеспечена более мягкая текстура нетканого материала в целом по сравнению со Сравнительными примерами 1 и 2.
Как описано выше, в Примерах 1–13 нетканые материалы были образованы с очень хорошей объемностью и мягкой текстурой, а также были выполнены с эстетическими характеристиками, обеспечиваемыми посредством рисунка.
[0115]
Изобретение было описано в связи с данными вариантами осуществления, аспектами и Примерами, при этом предусмотрено, что изобретение не должно быть ограничено никакими из подробностей в описании, если не утверждается иное, но, скорее, должно толковаться широко в пределах его сущности и объема, приведенных в сопровождающей формуле изобретения.
ОПИСАНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0116]
1 Волокнистый слой
2 Волокнистый слой
3 Часть со скоплением волокон
8 Слой со скоплением волокон (волокнистый слой, содержащий часть со скоплением волокон)
9 Слой без скоплений волокон (волокнистый слой, не содержащий часть со скоплением волокон)
10 Скрепленный горячим воздухом нетканый материал для впитывающего изделия
100 Устройство для изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия
101, 102 Разрыхляющее устройство
103, 104 Кардочесальное устройство
105 Устройство для формирования многослойного холста
106 Устройство для каландрования холста
106А, 106В Каландровый вал
107 Устройство для термообработки (устройство для обработки посредством пропускания воздуха)
117 Устройство для первой обработки посредством пропускания воздуха
127 Устройство для второй обработки посредством пропускания воздуха
108 Устройство для разрезания и разрыхления
71, 72 Волокна, представляющие собой исходный материал
81, 82 Однослойный холст (или холст)
90 Многослойный холст
95 Многослойный холст, подвергнутый каландрованию холста
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ НЕТКАНЫЙ МАТЕРИАЛ | 2021 |
|
RU2789046C1 |
| НЕТКАНЫЙ МАТЕРИАЛ, ИЗДЕЛИЕ ИЗ НЕТКАНОГО МАТЕРИАЛА И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ПРЕДУСМОТРЕННОЕ С НЕТКАНЫМ МАТЕРИАЛОМ, И СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОГО ИЗДЕЛИЯ ИЗ НЕТКАНОГО МАТЕРИАЛА | 2021 |
|
RU2791337C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2796016C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2735657C1 |
| МНОГОСЛОЙНЫЙ НЕТКАНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И ПОТОВПИТЫВАЮЩИЙ ЛИСТ | 2017 |
|
RU2713963C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2723405C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2724844C1 |
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
| НЕТКАНЫЙ МАТЕРИАЛ | 2018 |
|
RU2736266C1 |
| КОМБИНИРОВАННЫЙ МАТЕРИАЛ ИЗ ПЛОСКОЙ ТЕКСТИЛЬНОЙ СТРУКТУРЫ И ВЕРХНЕЙ ТКАНИ | 2013 |
|
RU2519983C1 |
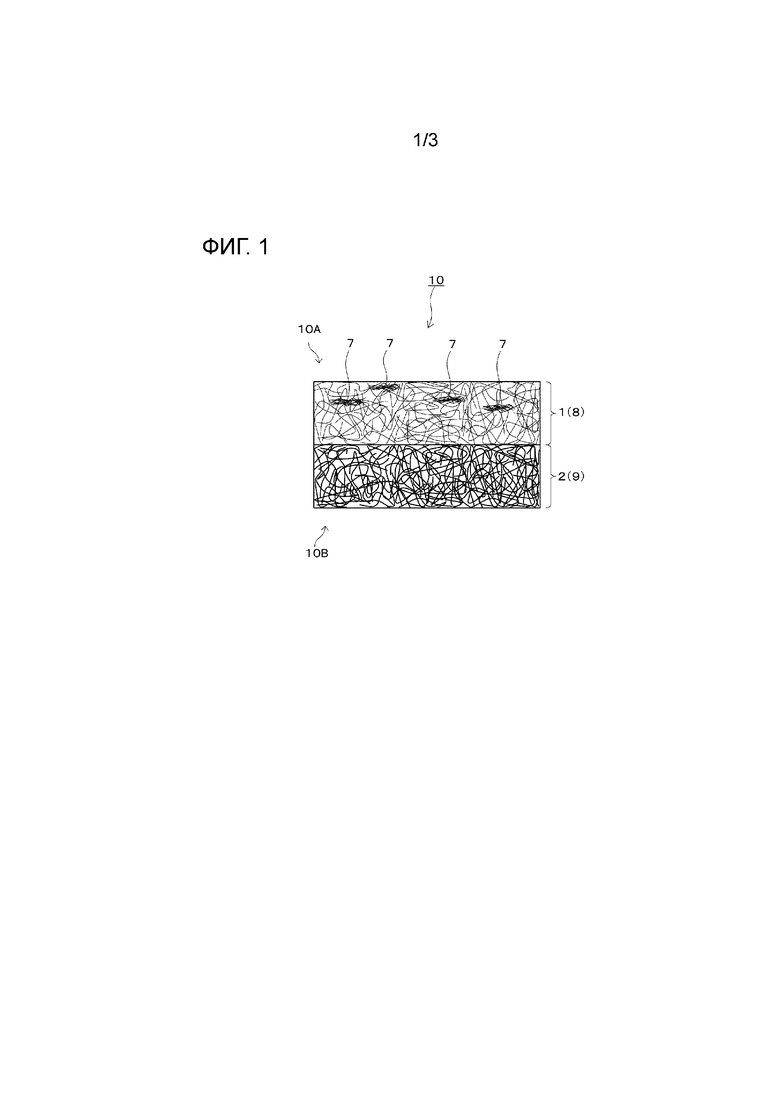
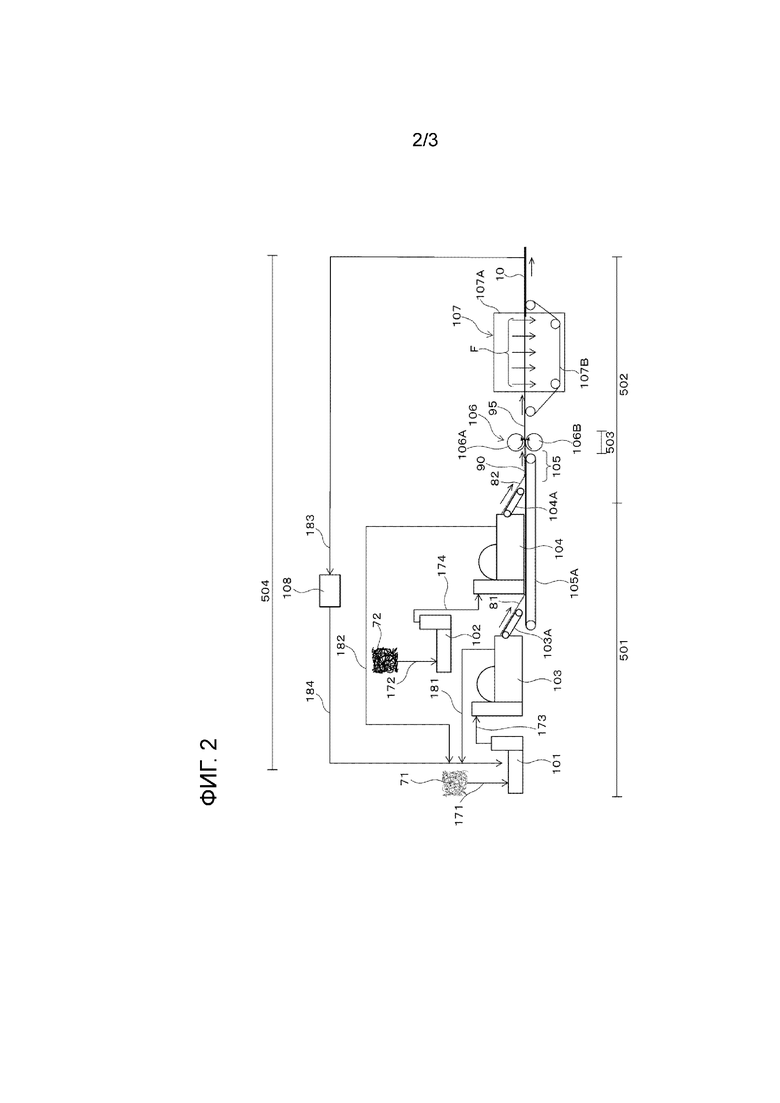
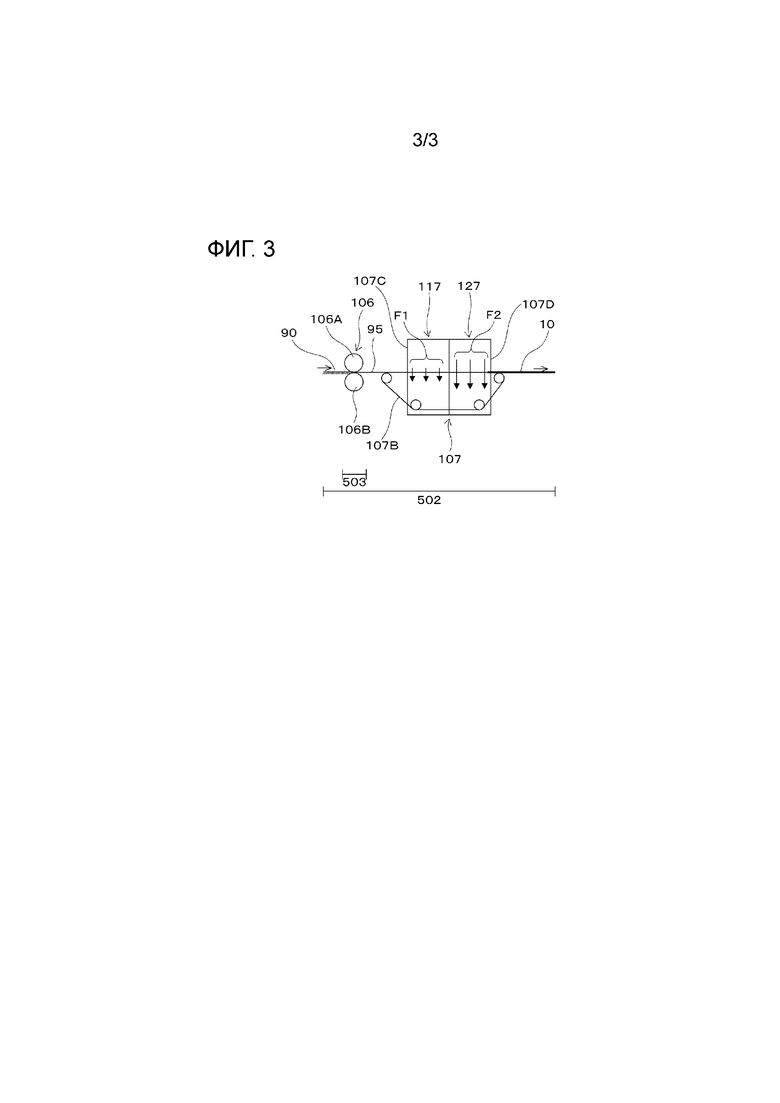
Предложен скрепленный горячим воздухом нетканый материал для впитывающего изделия, в котором два или более волокнистых слоев наложены друг на друга, содержащий, по меньшей мере, один волокнистый слой, содержащий термопластичные волокна и часть со скоплением волокон. 6 н. и 7 з.п. ф-лы, 3 ил., 2 табл. 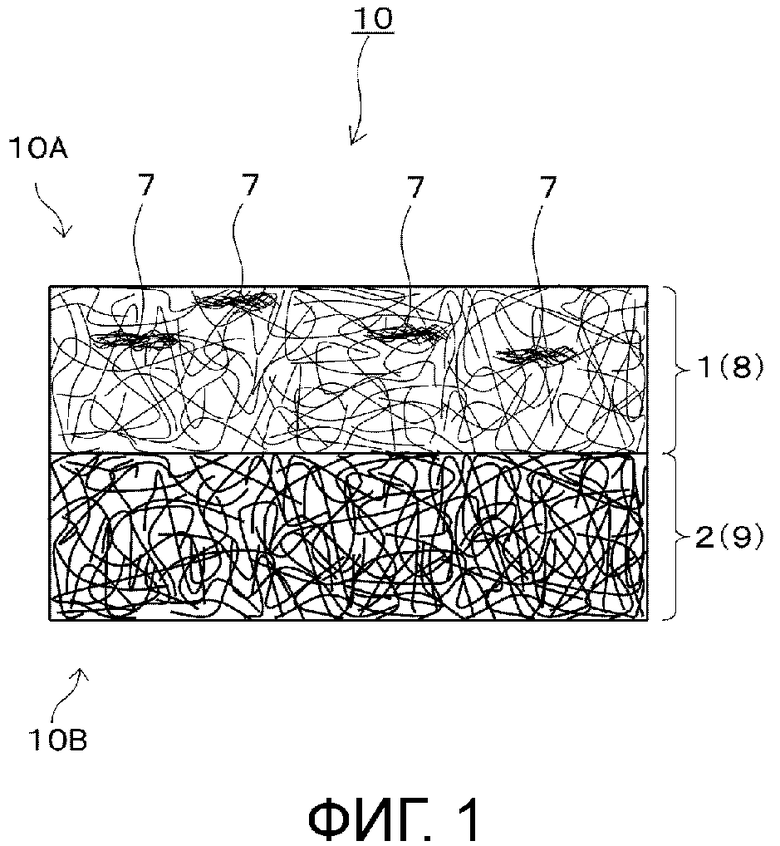
1. Скрепленный горячим воздухом нетканый материал для впитывающего изделия, в котором два или более волокнистых слоев наложены друг на друга, содержащий по меньшей мере один волокнистый слой, содержащий термопластичные волокна и часть со скоплением волокон, сформированную посредством термопластичных волокон.
2. Скрепленный горячим воздухом нетканый материал для впитывающего изделия по п. 1, в котором часть со скоплением волокон и волокна подвергнуты термосплавлению.
3. Скрепленный горячим воздухом нетканый материал для впитывающего изделия, в котором два или более волокнистых слоев наложены друг на друга, содержащий по меньшей мере один волокнистый слой, содержащий термопластичные волокна и часть со скоплением волокон,
при этом, в случае когда толщина скрепленного горячим воздухом нетканого материала для впитывающего изделия, измеренная под давлением 7,64 кПа в месте, в котором расположена часть со скоплением волокон, принята в качестве Т1 и толщина скрепленного горячим воздухом нетканого материала для впитывающего изделия, измеренная под таким же давлением в месте, в котором не расположена часть со скоплением волокон, принята в качестве Т2, разность Т3 толщин, определяемая уравнением: Т3 = Т1 – Т2, составляет 0,3 мм или менее.
4. Скрепленный горячим воздухом нетканый материал для впитывающего изделия, в котором два или более волокнистых слоев наложены друг на друга, содержащий по меньшей мере один волокнистый слой, содержащий термопластичные волокна и часть со скоплением волокон,
при этом волокнистый слой, содержащий часть со скоплением волокон, представляет собой самый наружный слой скрепленного горячим воздухом нетканого материала для впитывающего изделия и скрепленный горячим воздухом нетканый материал для впитывающего изделия размещен в самом наружном слое на обращенной к коже стороне поверхности впитывающего изделия.
5. Скрепленный горячим воздухом нетканый материал для впитывающего изделия по любому из пп. 1–4, который содержит по меньшей мере один волокнистый слой, не содержащий часть со скоплением волокон,
при этом поверхностная плотность волокнистого слоя, не содержащего часть со скоплением волокон, больше поверхностной плотности волокнистого слоя, содержащего часть со скоплением волокон, и
разность поверхностной плотности волокнистого слоя, не содержащего часть со скоплением волокон, и поверхностной плотности волокнистого слоя, содержащего часть со скоплением волокон, составляет более 0 г/м2 и 20 г/м2 или менее.
6. Скрепленный горячим воздухом нетканый материал для впитывающего изделия по любому из пп. 1–5, в котором средний коэффициент трения в месте, в котором расположена часть со скоплением волокон, составляет 1,6 или более и 2,5 или менее.
7. Скрепленный горячим воздухом нетканый материал для впитывающего изделия по п. 6, в котором разность среднего коэффициента трения в месте, в котором расположена часть со скоплением волокон, и среднего коэффициента трения в месте, в котором не расположена часть со скоплением волокон, составляет 0,7 или менее.
8. Скрепленный горячим воздухом нетканый материал для впитывающего изделия по любому из пп. 1-7,
при этом скрепленный горячим воздухом нетканый материал для впитывающего изделия имеет тонкие волокна, имеющие диаметр волокон 1 дтекс или более и 2,2 дтекс или менее, и толстые волокна, имеющие диаметр волокон, который больше диаметра тонких волокон, и
при этом волокнистый слой, содержащий часть со скоплением волокон, содержит тонкие волокна, и
содержание тонких волокон в волокнистом слое, содержащем часть со скоплением волокон, предпочтительно составляет 50% масс. или более.
9. Впитывающее изделие, содержащее скрепленный горячим воздухом нетканый материал для впитывающего изделия по любому из пп. 1–8.
10. Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, включающий:
этап разрыхления, на котором обработку для разрыхления применяют для термопластичных волокон множество раз для формирования холста;
этап, на котором множество однослойных холстов, полученных на этапе разрыхления, накладывают друг на друга для формирования многослойного холста, и обработку горячим воздухом посредством пропускания воздуха применяют для многослойного холста для получения скрепленного горячим воздухом нетканого материала; и
этап каландровании холста, при котором каландрование холста выполняют на одном или более из листов, выбранных из однослойного холста и многослойного холста.
11. Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия, включающий:
этап разрыхления, на котором обработку для разрыхления применяют для термопластичных волокон множество раз для формирования холста;
этап, на котором множество однослойных холстов, полученных на этапе разрыхления, накладывают друг на друга для формирования многослойного холста и обработку горячим воздухом посредством пропускания воздуха применяют для многослойного холста для получения скрепленного горячим воздухом нетканого материала; и
этап каландрования, на котором каландрование применяют для одного или более из листов, выбранных из однослойного холста, многослойного холста и нетканого материала, скрепленного горячим воздухом посредством использования пары каландровых валов,
при этом обработка посредством пропускания воздуха включает множество обработок посредством пропускания воздуха.
12. Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия по п. 10 или 11,
в котором обработка посредством пропускания воздуха включает множество обработок посредством пропускания воздуха, и
при этом скорость подачи горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии больше скорости подачи горячего воздуха при первоначальной обработке посредством пропускания воздуха.
13. Способ изготовления скрепленного горячим воздухом нетканого материала для впитывающего изделия по любому из пп. 10-12,
в котором обработка посредством пропускания воздуха включает множество обработок посредством пропускания воздуха, и
при этом температура горячего воздуха при обработке посредством пропускания воздуха на более поздней стадии превышает температуру горячего воздуха при первоначальной обработке посредством пропускания воздуха.
| JP 2004190196 A, 08.07.2004 | |||
| JP 2004100066 A, 02.04.2004 | |||
| JP 2002127139 A, 08.05.2002 | |||
| ДЫШАЩИЙ НЕ ПРОНИЦАЕМЫЙ ДЛЯ ЖИДКОСТИ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1998 |
|
RU2205757C2 |

