Область техники, к которой относится изобретение
Изобретение относится к изготовлению трехмерного изделия посредством выборочного расплавления порошка в виде последовательно накладываемых слоев из одного или различных порошков.
Уровень техники
Из уровня техники [патент RU 2401180 С2, дата публикации: 10.10.2010] известен способ получения градиентных материалов из порошков, который включает последовательное нанесение слоев порошка из различных материалов, выборочное спекание заданной области, нанесение нового слоя и его спекание. Устройство для реализации известного способа содержит рабочую камеру с входным окном, лазер, рабочий бункер с поршнем, бункер-питатель, каретку для засыпки и укладки порошка. При этом устройство засыпки и укладки дополнительно снабжено механизмом очистки и прикатки порошка.
Недостатком известного способа является образование дефектов в изделии после сплавления или спекания вследствие возникновения остаточных напряжений, появляющихся в результате неравномерного остывания и фазовых превращений материала, идущих с объемными изменениями, высокие требования к порошкам по их форме и дисперсности, сложность осуществления процесса, образование дефектов в изделиях после их сплавления вследствие неоднородной плотности порошка и образования ступени на границе получаемого изделия, так как высота уплотняемого слоя разная в границах изделия и вне его.
Наиболее близким аналогом предлагаемого изобретения (прототипом) является способ селективного лазерного выращивания деталей из металлических порошков, который включает последовательное нанесение слоев порошка заданной толщины, их выравнивание посредством ножа или валика, выборочное сплавление или спекание лазерным лучом заданной области, нанесение нового слоя и его спекание [Григорьянц А.Г. и др. Лазерные аддитивные технологии в машиностроении / Учебное пособие. - М.: изд-во МГТУ им. Н.Э. Баумана, 2018. - 278 с., с. 65]. Устройство для реализации данного способа состоит из бункера с порошком, рабочей камеры с подложкой, выравнивающего ножа или валика, лазера. После оплавления каждого слоя подложка бункера с порошком поднимается, подложка рабочей камеры опускается, наносится и выравнивается новый слой порошка, и порошок сплавляется или спекается лазером до получения готового изделия.
Недостатком прототипа является образование остаточных термических и деформационных напряжений, вызванных тепловыми процессами при нагреве и остывании слоев получаемого изделия, которые приводят к пластической деформации изделия (изменению его формы) и образованию в нем трещин, неравновесной структуры, пористости, короблений, расслоений после сплавления или спекания [Григорьянц А.Г. и др. Лазерные аддитивные технологии в машиностроении / Учебное пособие. - М.: изд-во МГТУ им. Н.Э. Баумана, 2018. - 278 с., с. 81]. Поэтому для снятия остаточных напряжений, получения равновесной структуры, повышения вязкости и пластичности материала после выращивания изделий необходимо проводить дополнительную термическую обработку получаемых изделий. Однако такая термическая обработка усложняет технологический процесс, но не решает все возникающие проблемы и применима не для всех материалов [Григорьянц А.Г. и др. Лазерные аддитивные технологии в машиностроении / Учебное пособие. - М.: изд-во МГТУ им. Н.Э. Баумана, 2018. - 278 с., с. 81-83].
Раскрытие сущности изобретения
Техническая задача настоящего изобретения состояла в устранении недостатков известных технических решений, в том числе прототипа.
Технический результат предлагаемого изобретения заключается в снижении дефектообразования в изделиях за счет снижения остаточных напряжений и повышения качества сплавления или спекания частиц порошка, в ускорении диффузионных процессов в изделии и в повышении физико-механических, технологических и эксплуатационных свойств получаемых изделий.
Техническая задача решается и технический результат достигается тем, что в предлагаемом способе изготовления изделий из порошков посредством послойного селективного выращивания, включающем последовательное нанесение слоев порошка, их выравнивание посредством ножа или валика и селективное сплавление, в процессе послойного селективного выращивания на изделие воздействуют ультразвуковыми колебаниями.
В предпочтительном варианте осуществления предлагаемого способа частота колебаний находится в пределах 16-80 кГц, а амплитуда колебаний составляет 5-70 мкм в зависимости от материала и размеров частиц порошка, размеров изделия. Выбор частоты колебаний определяется тем, что колебания в ультразвуковом диапазоне имеют ряд преимуществ в сравнении с колебаниями слышимого диапазона: возможность получения направленного излучения и фокусировки колебаний, в результате чего повышается интенсивность ультразвуковых колебаний в определенных зонах воздействия. Амплитуда колебаний зависит от вида обрабатываемого материала, формы и размеров получаемого изделия.
В еще одном варианте осуществления способа воздействию ультразвуковыми колебаниями одновременно подвергают выращиваемое изделие и порошок.
Для реализации предложенного способа также предложено устройство, содержащее бункер с порошком, рабочую камеру с подложкой, выравнивающий нож или валик для выравнивания порошка, лазер, при этом на подложку рабочей камеры установлен по крайней мере один ультразвуковой излучатель.
В одном из вариантов осуществления предлагаемого устройства подложка рабочей камеры по форме и размерам соответствует основанию выращиваемого изделия.
В еще одном варианте осуществления устройства колебательная система, включающая ультразвуковой излучатель, концентратор, подложку, имеет размер, кратный полуволне ультразвуковых колебаний.
Введение ультразвука в тело получаемого изделия и в зону селективного сплавления позволяет получить следующие эффекты:
1. При прохождении ультразвука по изделию ускоряются диффузионные процессы, процессы термической и химико-термической обработки, естественное и искусственное старение, улучшаются физико-механические, технологические и эксплуатационные свойства изделий [Хорбенко И.Т. Ультразвук в машиностроении / Издание 2-е. - М.: Машиностроение, 1974. - 280 с., с. 259-261].
2. При совмещении процессов лазерной сварки и ультразвуковой обработки материала наблюдается подавление образования пор в сварных швах, структура металла получается более равномерной, происходит дегазация расплава, повышаются механические характеристики изделия. При этом увеличение частоты ультразвуковых колебаний ведет к снижению пористости в шве [Горунов А.И. и др. Исследование влияния ультразвуковых воздействий на лазерную сварку нержавеющей стали / Материалы V Международной конференции «Аддитивные технологии: настоящее и будущее», 22 марта 2019 г., с. 74-79].
3. Воздействие ультразвука на порошок в процессе выращивания изделия способствует более плотной и равномерной укладке частиц порошка (он начинает как бы "течь"), увеличивая свою плотность, что также снижает дефектообразование в изделиях, повышает качество сплавления или спекания частиц порошка.
Краткое описание чертежей
Сущность предложенного способа и устройства для его осуществления поясняется чертежами, которые не должны ограничивать объем притязаний заявленного технического решения, поскольку являются лишь иллюстрирующими материалами частного случая его выполнения.
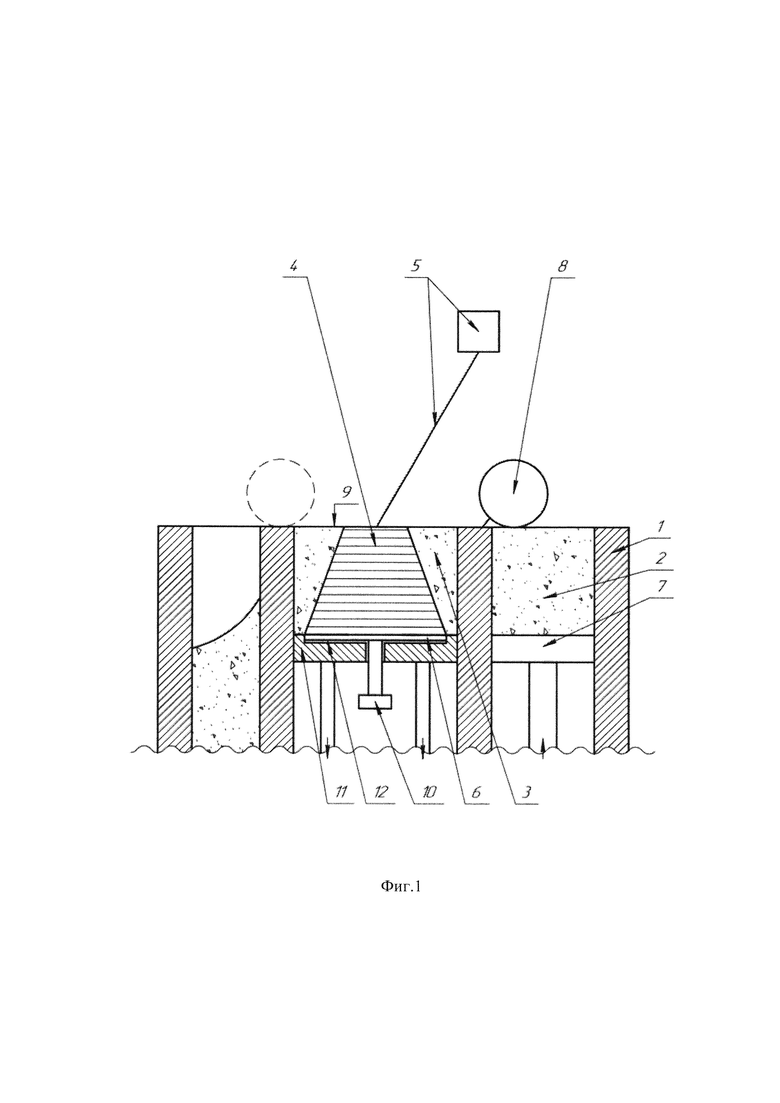
На фиг. 1 представлена схема установки для реализации предложенного способа изготовления изделий из порошка посредством послойного селективного выращивания.
На фиг. 2 представлен вариант конструкции установки для одновременного воздействия ультразвуком на выращиваемое изделие и порошок.
На фиг. 3 представлен общий вид подложки с дисковым излучателем.
Осуществление изобретения
Предложенный способ включает последовательное нанесение слоев порошка из одного или различных материалов и селективное спекание или сплавление заданной области в плоскости каждого слоя. Устройство для осуществления способа состоит из рабочей камеры и бункера подачи порошка. Оплавление порошка осуществляется лазерным излучением, сканирующим его поверхность. Порошок переносится из бункера подачи в рабочую камеру и выравнивается в рабочей камере ножом или валиком.
Схема установки для реализации предложенного способа изготовления изделий из порошка посредством послойного селективного выращивания состоит из бункера 1 для подачи порошка 2, рабочей камеры 3, в которой происходит формирование изделия 4. Оплавление порошка происходит лазерным излучением 5, сканирующим поверхность зоны обработки. После каждого оплавления слоя подложка 6 рабочей камеры 3 опускается на величину несколько большую толщины слоя модели для нивелирования процесса усадки порошка в процессе сплавления или спекания. После этого подложка 7 бункера 1 поднимается. Порошок 2 переносится и выравнивается ножом или валиком 8 по поверхности зоны обработки 9 и избирательно сплавляется или спекается. Эта операция повторяется до получения готового изделия.
Для снижения дефектообразования в изделиях за счет снижения остаточных напряжений, повышения качества сплавления или спекания частиц порошка, подавления образования пор, ускорения диффузионных процессов, процессов термической обработки, для повышения физико-механических, технологических и эксплуатационных свойств получаемых изделий в процессе послойного селективного выращивания на изделие воздействуют ультразвуковыми колебаниями. Для этого на подложку 6 рабочей камеры 3 установлен по крайней мере один ультразвуковой излучатель 10 (магнитострикционный, пьезокерамический или иной преобразователь). Подложка 6, по форме и размерам соответствующая основанию выращиваемого изделия, является частью колебательной системы, которая включает в себя: ультразвуковой (магнитострикционный или пьезокерамический) излучатель (преобразователь), концентратор (промежуточный элемент между ультразвуковым излучателем и ножом или валиком, который устанавливается при необходимости усиления колебаний); излучатель - подложка 6. Подложка 6 является в этом случае излучающим элементом системы. Частота колебаний предпочтительно находится в пределах от 16 до 80 кГц, а амплитуда колебаний предпочтительно составляет 5-70 мкм в зависимости от материала и размеров частиц порошка, размеров изделия. Концентраторы изготавливаются из конструкционных среднеуглеродистых сталей, титановых, алюминиевых и других сплавов. Подложка 6 опирается на основание подложки 11 и перемещается вместе с ней. Для уменьшения потерь энергии ультразвуковых колебаний между подложкой 6 и основанием подложки 11 находится изолирующая прокладка 12.
При воздействии ультразвуковых колебаний одновременно на выращиваемое изделие и порошок подложка 6 по форме и размерам соответствует основанию подложки 12.
Все эти элементы представляют собой увязанную между собой по акустическим, механическим и конструктивным параметрам систему. Система должна работать в резонансном режиме, т.е., предпочтительно, чтобы высота излучателя, концентратора и подложки была кратной полуволне L=λ/2 при выбранной частоте. Длина волны λ=C/ƒ, где: С - скорость распространения волны, ƒ - частота колебаний. При выращивании изделия оно является частью колебательной системы. В процессе выращивания изделия происходит увеличение его высоты, и резонансный режим может нарушаться. Поэтому ультразвуковой генератор должен иметь систему подстройки резонансного режима. При подстройке резонансного режима (изменении частоты колебаний) изменяется длина волны, поэтому все части выращиваемого изделия будут периодически находиться между пучностью смещений (в этом месте наблюдаются максимальная амплитуда колебаний и минимальное напряжение) и узлом смещений (в этом месте наблюдаются максимальное напряжение и минимальная амплитуда колебаний). Это способствует получению изделия с заданными и равномерными свойствами по всему объему.
После подготовки слоя порошка в рабочую камеру подается защитный газ (азот, аргон). Далее слой порошка подвергают сплавлению или спеканию лучом лазера в соответствии с программным обеспечением режима сплавления или спекания. При оформлении следующих слоев цикл операций повторяется до изготовления всего изделия. Ультразвуковые колебания включаются после получения у изделия определенной высоты, которая зависит от материала изделия и его размеров.
После этого готовое изделие подвергают охлаждению, очистке от порошка и удалению из рабочей камеры.
Пример выполнения
В качестве излучателя при установке его на подложку можно использовать колебательные системы УЗАГС-0,3/22-О, УЗАГС-0,4/22-О с частотой колебаний 22±1,65 кГц и подложкой 6 в виде дискового излучателя (фиг. 3). Мощность излучателя 300 Вт, 400 Вт. Между излучателем 10 и подложкой (дисковым излучателем) 6 установлен концентратор 13 для усиления колебаний. Для соединения между собой излучателя 10, концентратора 13 и подложки 6 используется резьбовое соединение при помощи шпильки, которое позволяет, при необходимости, произвести их разъединение и соединение. Материал подложки, концентратора - титановый сплав.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ ПОСРЕДСТВОМ ПОСЛОЙНОГО СЕЛЕКТИВНОГО ВЫРАЩИВАНИЯ | 2020 |
|
RU2728375C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ИЗ ПОРОШКОВОГО МАТЕРИАЛА МЕТОДОМ ПОСЛОЙНОГО ЛАЗЕРНОГО СИНТЕЗА С ПРИМЕНЕНИЕМ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ | 2021 |
|
RU2759104C1 |
| Способ изготовления высокоточной заготовки из порошка титанового сплава | 2018 |
|
RU2709694C1 |
| Установка для селективного лазерного плавления металлического порошка | 2023 |
|
RU2824771C1 |
| Установка для селективного лазерного плавления металлического порошка | 2023 |
|
RU2824770C1 |
| Установка селективного лазерного спекания и способ получения крупногабаритных изделий на этой установке | 2019 |
|
RU2717761C1 |
| Способ выращивания монокристалла и устройство для его осуществления | 2017 |
|
RU2638850C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ИЗ ПОРОШКОВОГО МАТЕРИАЛА ЦИКЛИЧНЫМ ПОСЛОЙНЫМ ЛАЗЕРНЫМ СИНТЕЗОМ | 2013 |
|
RU2526909C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ ЖАРОПРОЧНЫХ УЛЬТРАДИСПЕРСНЫХ ПОРОШКОВ ПОСЛОЙНЫМ ЛАЗЕРНЫМ СПЛАВЛЕНИЕМ | 2023 |
|
RU2830495C1 |
| Устройство для гибридного лазерно-акустического создания функционально-градиентного материала | 2017 |
|
RU2669953C1 |

Изобретение относится к изготовлению изделия послойным селективным выращиванием из порошка. Устройство содержит бункер с порошком, рабочую камеру с подложкой для выращивания изделия и лазер, выполненный с возможностью селективного сканирования слоя порошка. Подложка снабжена выполненной с возможностью работы в резонансном режиме колебательной системой, включающей ультразвуковой излучатель, установленный посредством концентратора для усиления колебаний на подложку. Высота ультразвукового излучателя, концентратора и подложки кратна полуволне при заданной частоте ультразвуковых колебаний. Способ изготовления изделия послойным селективным выращиванием из порошка включает воздействие на выращиваемое на подложке изделие ультразвуковыми колебаниями посредством колебательной системы с частотой ультразвуковых колебаний 16-80 кГц и амплитудой 5-70 мкм. Обеспечивается снижение дефектообразования в изделиях за счет снижения остаточных напряжений и повышения качества сплавления или спекания частиц порошка, ускорение диффузионных процессов в изделии и повышение физико-механических, технологических и эксплуатационных свойств получаемых изделий. 2 н.п. ф-лы, 3 ил., 1 пр.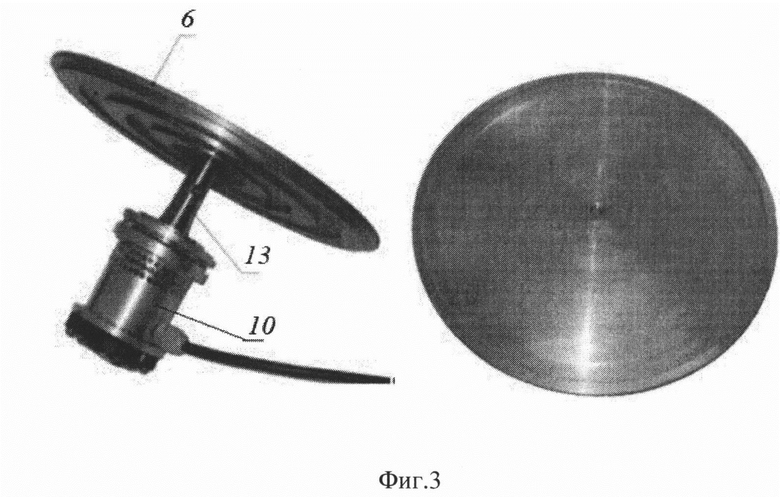
1. Устройство для изготовления изделия послойным селективным выращиванием из порошка, содержащее бункер с порошком, рабочую камеру с подложкой для выращивания изделия и лазер, выполненный с возможностью селективного сканирования слоя порошка, отличающееся тем, что подложка снабжена выполненной с возможностью работы в резонансном режиме колебательной системой, включающей ультразвуковой излучатель, установленный посредством концентратора для усиления колебаний на подложку, при этом высота ультразвукового излучателя, концентратора и подложки кратна полуволне при заданной частоте ультразвуковых колебаний.
2. Способ изготовления изделия послойным селективным выращиванием из порошка в устройстве для изготовления изделия послойным селективным выращиванием по п. 1, включающий последовательное нанесение слоев порошка и селективное сканирование лазером, при этом на выращиваемое на подложке изделие воздействуют ультразвуковыми колебаниями посредством колебательной системы с частотой ультразвуковых колебаний 16-80 кГц и амплитудой 5-70 мкм.
| CN 108176857 A, 19.06.2018 | |||
| УСТРОЙСТВО НАНЕСЕНИЯ СЛОЯ ДЛЯ 3D-ПРИНТЕРА | 2015 |
|
RU2631793C1 |
| US 20180178290 A1, 28.06.2018 | |||
| Способ послойного изготовления детали селективным плавлением или селективным спеканием слоев порошка с оптимальной плотностью посредством высокоэнергетического пучка | 2013 |
|
RU2665653C2 |

