Настоящее изобретение относится к способу получения заготовки из латуни и к заготовке из латуни, полученной с помощью этого способа. В частности, настоящее изобретение относится к заготовке из латуни без примеси свинца или с низким содержанием свинца.
Вообще, обычно определяют, что латунь «не содержит свинец», если содержание свинца составляет менее 0,1 мас.%, и определяют, что латунь характеризуется «низким содержанием свинца», если содержание свинца находится в интервале от 0,1 мас.% до 0,2 мас.%.
Как известно, латунь, сплав меди (Cu) и цинка (Zn), представляет собой металл, широко используемый в обрабатывающей промышленности, прежде всего, благодаря своим превосходным литейным качествам, которые позволяют получать полуобработанные заготовки (отливки) с помощью процессов литья, и обладающий исключительной способностью поддаваться механической обработке, что дает возможность производить окончательную обработку заготовки надлежащим образом с помощью рубительных машин.
Способность латуни поддаваться механической обработке в значительной степени зависит от количества содержащегося в ней свинца (Pb).
Однако в последние годы возрастает необходимость изготавливать некоторые изделия, например, вентили, патрубки или другие компоненты, контактирующие с водой, в частности, с питьевой водой, с использованием сплавов, не содержащих свинец. Такие требования вытекают, главным образом, из необходимости предотвратить растворение свинца в воде с последствиями, которые считаются негативными для здоровья.
Опытно-конструкторские разработки очень многих производителей направлены в этой связи на технический проработки в отношении латуни, не содержащей свинец, которая обладает механическими свойствами и способностью поддаваться механической обработке, подобными тем, которые присущи традиционной латуни.
В этом отношении одним из наиболее перспективных направлений является замена свинца графитом, и заявителем в этой связи подана заявка на патент Италии №102013902181365.
Настоящее изобретение является частью практических усилий в этом направлении и, в частности, относится к инновационному способу производства заготовки из латуни, не содержащей свинец или характеризующейся низким содержанием свинца, а также к заготовке, полученной с помощью такого способа.
Характерные особенности и преимущества способа в соответствии с настоящим изобретением будут понятны из приведенного ниже описания.
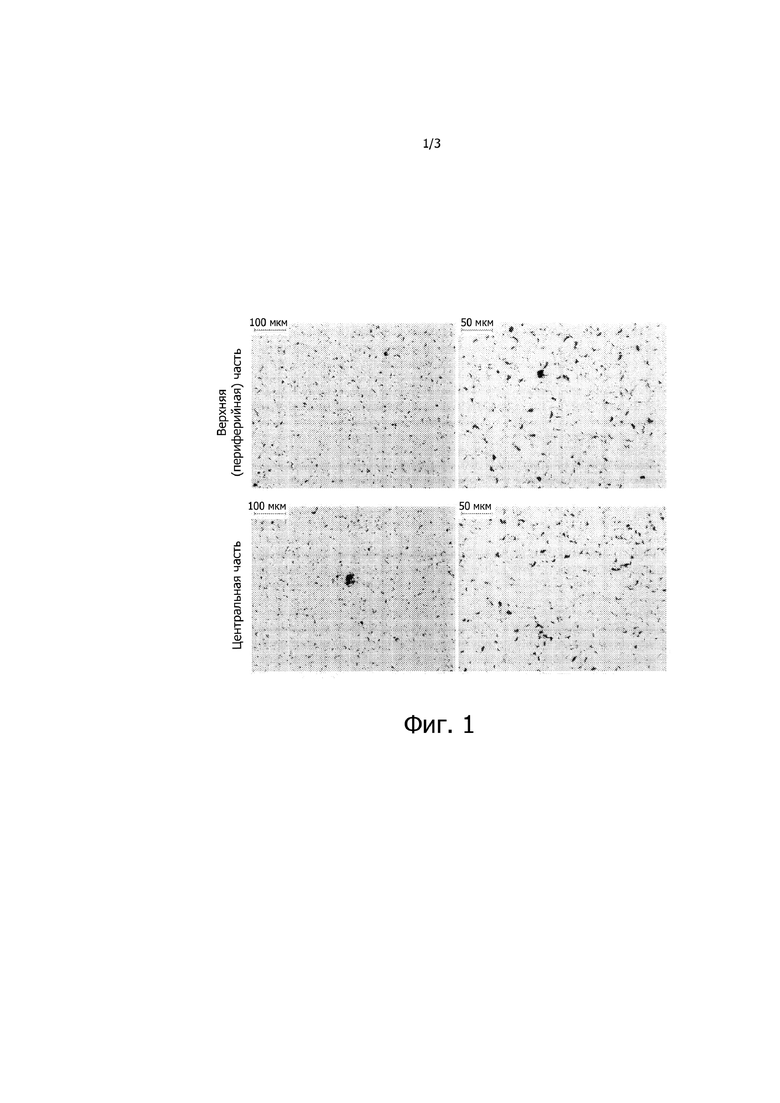
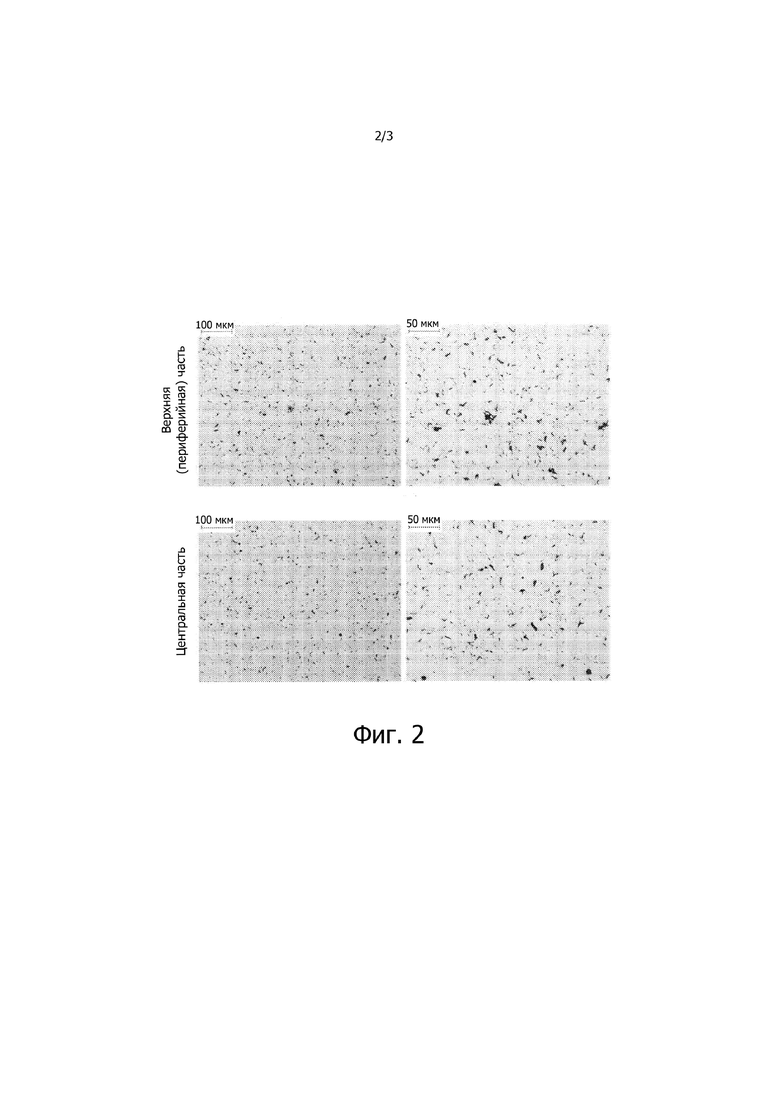
На фиг.1 и фиг.2 представлены микроструктуры, в двух различных степенях увеличения, поперечных сечений прутков, изготовленных из латуни, не содержащей свинец, в соответствии с настоящим изобретением, в верхней (периферийной) и центральной частях прутка.
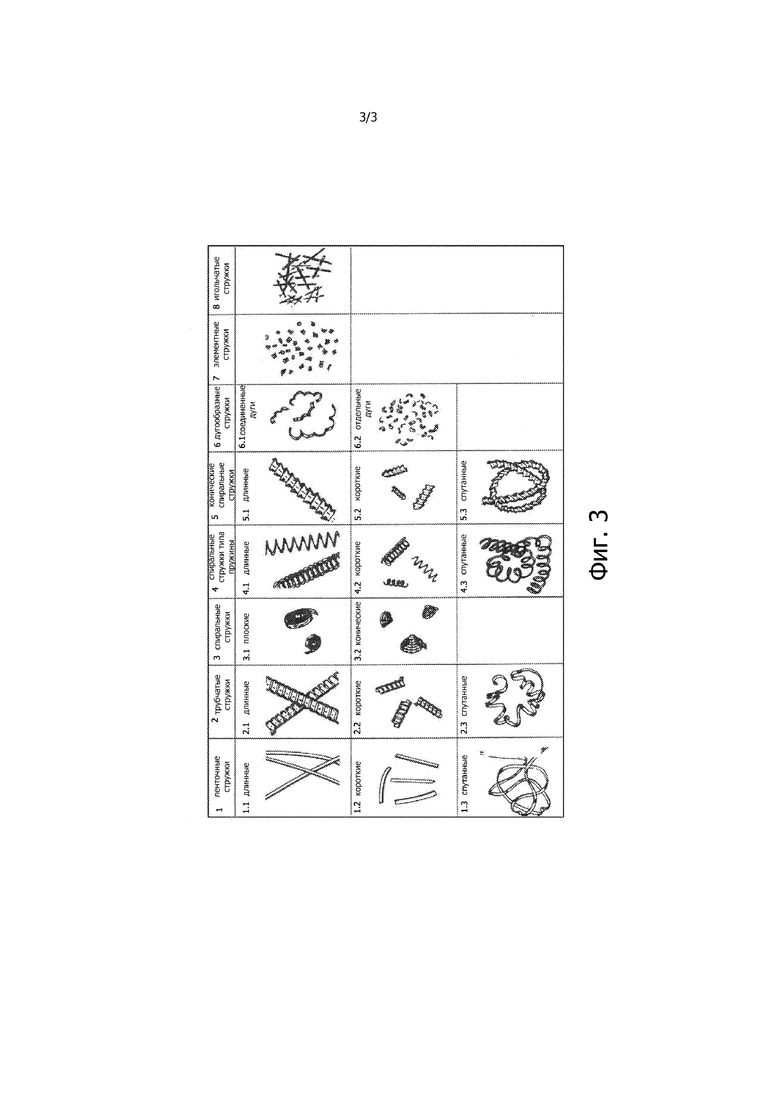
На фиг.3 представлена таблица, заимствованная из международного стандарта ISO3685, которая иллюстрирует различные формы стружек.
В соответствии со способом заготовку получают посредством экструзии, прямой или обратной экструзии порошка, содержащего порошкообразную латунь и порошкообразный графит.
Экструзия осуществляется при температуре, подходящей для спекания порошка, и предварительно заданной скорости перемещения пуансона экструдера, например, 120 мм/с.
Например, перед осуществлением экструзии порошкообразную смесь нагревают до заданной температуры нагревания, которая предпочтительно меньше температуры плавления, в течение предварительно заданного интервала времени. например, порошкообразную смесь нагревают до температуры 720°С в течение 1 часа.
Порошкообразная латунь по существу не содержит свинец или имеет низкое его содержание; при этом порошкообразный графит предпочтительно добавляют в количестве, составляющем от 0,5 мас.% до 2 мас.% по отношению к порошкообразной латуни, предпочтительно в количестве приблизительно составляющем 1%.
В соответствии с вариантом воплощения порошкообразную латунь получают посредством охлаждения разбрызгиванием, формования из расплава, процесса распыления, посредством химических реакций, например, осаждения или с помощью механических процессов, таких как измельчение.
В частности, процесс распыления может быть осуществлен как газовое распыление, газовое распыление в вакууме или в инертной атмосфере, распыление водой, центробежное распыление (под действием центробежных сил), распыление с помощью вращающегося диска, путем сверхбыстрого отвердевания расплава, ультразвуковое распыление.
Предпочтительно латунный порошок имеет широкий диапазон размеров зерен, например, от 500 мкм до 50 мкм; такой широкий диапазон и возможно нерегулярный гранулометрический состав зерен, способствует уплотнению порошков.
Кроме того, в соответствии с вариантом воплощения порошкообразный графит получают путем дробления.
Порошок латуни и графитовый порошок смешивают, например, в смесителе/ бункере-дозаторе в течение предварительно заданного интервала времени.
В соответствии с вариантом воплощения порошкообразную смесь накапливают в цилиндрических контейнерах, называемых банками, например, изготовленных из меди, которые после заполнения и продувки внутри инертным газом герметично закрывают, например, с помощью сварки.
Например, в качестве инертного газа используют аргон (Ar).
Указанные контейнеры загружают в экструдер для выдавливания и после предварительного нагревания или во время нагревания осуществляют экструдирование, прямое или обратное, с получением в результате заготовки из композита, которая содержит материал контейнера, например, на поверхности заготовки.
После этого последовательно производят операцию очистки для удаления материала контейнера с заготовки из композита, с получением, таким образом, желаемой заготовки.
Согласно другому варианту воплощения порошкообразную смесь загружают непосредственно в экструдер и непосредственно получают желаемую заготовку; это позволяет избежать проведения операции очистки заготовки.
В соответствии с ещё одним вариантом воплощения порошкообразную смесь перед спеканием подвергают действию давления, например, при размещении смеси в контейнере или непосредственно в экструдере.
Экспериментальные исследования.
Например, в одном экспериментальном исследовании была подготовлена первая банка С1, диаметром приблизительно 70 мм, содержащая смесь порошкообразной латуни, не содержащей свинец, и порошкообразного графита, предварительно подвергнутую сжатию с усилием до 120 тонн; и
вторая банка С2, диаметром приблизительно 70 мм, содержащая смесь порошкообразной латуни, не содержащей свинец, и порошкообразного графита, не подвергнутая сжатию.
Обе банки С1 и С2 были нагреты до температуры 720°С в течение 1 часа; затем указанные две банки С1 и С2 были подвергнуты прямому экструдированию, при степени деформации при экструдировании 8:1, скорости перемещения пуансона 12 мм/с и конечном диаметре заготовки 30 мм.
Было получено два прутка: пруток В1 из банки С1 и пруток В2 из банки С2.
Для обоих прутков конечная плотность составляла приблизительно 8 г/см3, а твердость HV5KG приблизительно составляла 85.
На фиг.1 и фиг.2 показаны на виде в разрезе две микроструктуры прутков В1 и В2 в двух различных увеличениях, в верхней части и в центре.
Испытания на растяжение показали, что величина Rp0,2% составляет приблизительно 170 МПа, величина rm составляет приблизительно 370 МПа, а А% составляет 23%.
Проведенные опыты показывают, что прутки, полученные указанным образом, имеют механические свойства и микроструктуру, которые подобны и практически идентичны механическим свойствам и микроструктуре прутков, полученных путем осуществления традиционного цикла производства.
Раскрытие сущности изобретения
В соответствии с изобретением заготовку получают посредством экструзии, прямой или обратной, из смеси стружки латуни, не содержащей свинец или с низким содержанием свинца, и порошкообразного графита.
Смесь предварительно нагревают или в одном варианте воплощения нагревают в процессе экструзии.
Термин «стружка» означает более или менее тонкую полоску материала, обычно спутанную. Например, стружка имеет форму, показанную в Таблице G.1 международного стандарта ISO3685 (фиг.3).
Латунные стружки получают путем механической обработки со снятием стружки, осуществляемой на полуобработанных изделиях из латуни, не содержащей свинец, или с низким содержанием свинца.
В соответствии с вариантом воплощения латунные стружки измельчают путем дробления, после чего с помощью экструзии, прямой или обратной, получают заготовку из смеси измельченных стружек латуни, не содержащей свинец, или с низким содержанием свинца, и порошкообразного графита.
Стружки измельчают путем дробления, например, с помощью дробилок с отделением фракции, имеющей размер частичек меньше предварительно заданного размера, например, менее 0,5 мм (частички латуни), и рециркуляцией оставшейся части измельченных стружек.
Последовательно частички латуни смешивают с порошкообразным графитом (например, средний размер частичек составляет 20 мкм), например, 1% w/w, например, путем придания смеси вращательного движения для получения однородной смеси.
В свете инновации способ в соответствии с настоящим изобретением является весьма предпочтительным с производственной точки зрения, поскольку он предусматривает относительно простую обработку порошков и стружек и использование существующих экструзионных прессов.
В частности, использование стружек позволяет эффективно осуществлять механическое производство путем снятия стружки на расположенном на удалении предприятии и отделение частичек и экструзию на основном предприятии. Стружку транспортируют из удаленного предприятия на основное предприятие, что (транспортирование латуни в виде стружки) позволяет избежать проблем, связанных с транспортированием порошкообразных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛАТУННОЙ ЗАГОТОВКИ С ПОНИЖЕННЫМ СОДЕРЖАНИЕМ СВИНЦА И ПОЛУЧЕННАЯ ЗАГОТОВКА | 2019 |
|
RU2811934C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ СВИНЦОВЫХ ЛАТУНЕЙ | 2007 |
|
RU2352682C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ ПОЛУЧЕНИЯ ПОРОШКООБРАЗНОГО ОКСИДА СВИНЦА | 2016 |
|
RU2651840C1 |
| НЕ СОДЕРЖАЩИЙ СВИНЦА АЛЮМИНИЕВЫЙ СПЛАВ 6ХХХ | 1995 |
|
RU2126848C1 |
| Латунный сплав для изготовления прутков | 2021 |
|
RU2768921C1 |
| СПЛАВ ЛАТУНИ, ВКЛЮЧАЮЩИЙ КЕРАМИЧЕСКИЕ НАНОЧАСТИЦЫ ОКСИДА АЛЮМИНИЯ, КОТОРЫЙ ОБЛАДАЕТ УЛУЧШЕННЫМИ СВОЙСТВАМИ В ОТНОШЕНИИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2014 |
|
RU2679671C1 |
| ПОДДАЮЩИЙСЯ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ СПЛАВ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2004 |
|
RU2348720C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛАВА ИЗ ПОРОШКА СВИНЦОВОЙ ЛАТУНИ ЛС58-3, ПОЛУЧЕННОГО ЭЛЕКТРОЭРОЗИОННЫМ ДИСПЕРГИРОВАНИЕМ В ИЗОПРОПИЛОВОМ СПИРТЕ | 2024 |
|
RU2841555C1 |
| СПОСОБ РАФИНИРОВАНИЯ СВИНЦА | 1993 |
|
RU2062807C1 |
| Латунный сплав | 2022 |
|
RU2792349C1 |
Изобретение относится к способу получения заготовок из латуни и может быть использовано для изготовления деталей, контактирующих, в частности, с питьевой водой. Способ получения заготовки из латуни, не содержащей свинец или с низким содержанием свинца, включает механическую обработку путем снятия стружки с изделия, изготовленного из латуни, не содержащей свинец или с низким содержанием свинца, причем указанная стружка представляет собой тонкую полоску распрямленную или спутанную, приготовление предварительно заданного количества порошкообразного графита, имеющего заданный размер частиц, отделение частичек латуни, имеющих размер зерна, меньший чем заданный, смешивание частичек латуни с порошкообразным графитом, нагрев смеси и осуществление экструзии, при этом механическую обработку со снятием стружки осуществляют на удаленном предприятии, предварительно заданное количество стружки транспортируют на основное предприятие, а стадии отделения частичек латуни и экструзию нагретой смеси осуществляют на упомянутом основном предприятии. Изобретение направлено на разработку экологически чистого способа получения латуни, обладающей механическими свойствами такими же, как у латуни, содержащей свинец. 6 з.п. ф-лы, 3 ил., 1 пр.
1. Способ получения заготовки из латуни, не содержащей свинец или с низким содержанием свинца, включающий следующие стадии:
осуществление механической обработки путем снятия стружки на полуобработанном изделии, изготовленном из латуни, не содержащей свинец или с низким содержанием свинца, с получением предварительно заданного количества стружки, причем указанная стружка представляет собой тонкую полоску из материала, распрямленную или спутанную;
приготовление предварительно заданного количества порошкообразного графита, имеющего заданный средний размер частиц;
отделение частичек латуни, имеющих размер зерна меньший, чем заданный размер зерна в указанном количестве стружки;
смешивание частичек латуни с порошкообразным графитом с получением смеси латуни и графита;
нагрев смеси латуни и графита с получением нагретой смеси;
осуществление экструзии нагретой смеси с получением упомянутой заготовки из латуни, не содержащей свинец или с низким содержанием свинца;
при этом стадию механической обработки со снятием стружки осуществляют на удаленном предприятии, причем предварительно заданное количество стружки транспортируют на основное предприятие, а стадии отделения частичек латуни и осуществления экструзии нагретой смеси осуществляют на упомянутом основном предприятии.
2. Способ по п.1, в котором измельчают предварительно заданное количество стружки, например, в дробилке, и отделяют частички латуни, имеющие размер меньше предварительно заданного размера, например, 0,5 мм.
3. Способ по п. 1 или 2, в котором смесь содержит порошкообразный графит в интервале от 0,5 мас.% до 1 мас.%.
4. Способ по п. 2 или 3, в котором смесь нагревают до температуры в интервале от 600°С до 780°С.
5. Способ по любому из пп. 1-4, в котором во время экструзии происходит процесс спекания.
6. Способ по любому из пп. 1-5, в котором осуществляют прямую экструзию.
7. Способ по любому из пп. 1-5, в котором осуществляют обратную экструзию.
| СПОСОБ СТРЕЛЬБЫ УПРАВЛЯЕМЫМ СНАРЯДОМ | 2004 |
|
RU2275582C2 |
| СОЛНЕЧНАЯ ЭНЕРГЕТИЧЕСКАЯ СИСТЕМА (ВАРИАНТЫ) | 2003 |
|
RU2259002C2 |
| CN 105435790 A, 30.03.2016 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ ГРАФИТОСОДЕРЖАЩЕЙ КОМПОЗИЦИИ | 1996 |
|
RU2103286C1 |
| Устройство для определения механического состава почв | 1974 |
|
SU488137A1 |

