Изобретение относится к цветной металлургии и может быть использовано при получении сплавов латуни в машиностроении для зашиты деталей машин от изнашивания и для изготовления прутков, предназначенных для изготовления деталей, являющихся составными частями трубопроводной арматуры.
Известен сплав латуни для изготовления прутков [патент RU 2768921, МПК С22С 9/04, опубл. 25.03.2022], содержащий, мас. %: медь 56 - 58, свинец 1,5 - 2,41, железо 0,01 - 0,45, никель 0,04 - 0,43, олово 0,03 - 0,42, кремний 0,02 - 0,26, алюминий 0,022 - 0,41, марганец 0,02 - 0,40, сурьма 0,003 - 0,03, висмут ≤0,003, неизбежные примеси ≤1,5, цинк - остальное. Латунь по указанному патенту содержит 56-58 мас. % меди, при этом наличие α-фазы или полностью исключается, или возможно в малых количествах (менее 10%) и то в случае минимального содержания примесей.
Недостатком данного сплава является непригодность для работы в напряженных состояниях, особенно в агрессивных средах, эта латунь не пригодна для изготовления трубопроводной арматуры. Она подходит только для изделий декоративного характера или изделий, работающих без внешних нагрузок в сухой, неагрессивной среде.
Известен экологически чистый высокоточный материал из медного сплава ROHS [заявка на изобретение №CN 104451248, дата публикации 25.03.2015], который состоит из: мас. %: медь 57% ~ 62%, цинк 35% ~ 39%, свинец 1% ~ 3%, алюминий 0,1% ~ 0,3%, железо 0,1% ~ 0,5%, никель 0,3% ~ 0,6%, олово 0,5% ~ 0,8%, марганец 0,03% ~ 0,05%, кремний 0,02% ~ 0,05%, сурьма ≤0,005%, фосфор ≤0,01%, висмут ≤0,002%. Изготовление ведут в индукционной печи линейной частоты, при температуре плавления составляет 1100 ~ 1200°С в течение 3 ~ 4 часов, затем ведут литье слитков путем непрерывной разливки с получением слитка, осуществляют горячую экструзию при температуре 700 ~ 730°С, растягивают стержень с получением диаметра 12~40 мм.
К недостаткам вышеуказанного сплава следует отнести длительное время обработки, что приводит к повышенным затратам на их изготовление, а также недостаточно высокая механообрабатываемость, наличие микродефектов структуры, которые негативно влияют на возможность их использования для изготовления деталей сантехнических изделий.
Известен способ изготовления порошковых износостойкого материала и способа его изготовления [патент РФ №2472866]. Порошковый износостойкий сплав, содержащий износостойкий компонент в виде порошка твердого сплава и пластичную матрицу на основе меди, отличающийся тем, что в качестве износостойкой компоненты сплав содержит порошок отходов твердого сплава, а матрица на основе меди дополнительно содержит хром и титан, при следующем соотношении компонентов сплава, мас. %: медь (25-30), хром (0,8-1,0), титан (0,1-0,2) и отходы твердых сплавов остальное. Способ изготовления порошкового износостойкого сплава, включающий смешивание порошков, засыпку смеси в предварительно изготовленный и обезжиренный контейнер, герметизацию контейнера, нагрев его до температуры 1150-1200°С, выдержку в течение 15-30 мин для инфильтрации, последующее охлаждение до температуры 950-1000°С и прессование при давлении 150-200 МПа.
Данный способ имеет ряд недостатков, а именно высокое количество операций, необходимость использование дорогостоящих материалов, постоянного поддержания температуры плавления в котле, что ведет к повышенным энергозатратам, низкая экологичность процесса.
Анализ описанных выше аналога и прототипа выявил, что ни в одном из них не достигается желаемый результат - получение свинцово-латунного сплава высокой коррозионной стойкости, механической прочности и пластичности.
Технической задачей изобретения является получение заготовок сплава латуни с высокими физико-механическими свойствами без существенного увеличения затрат на их изготовление.
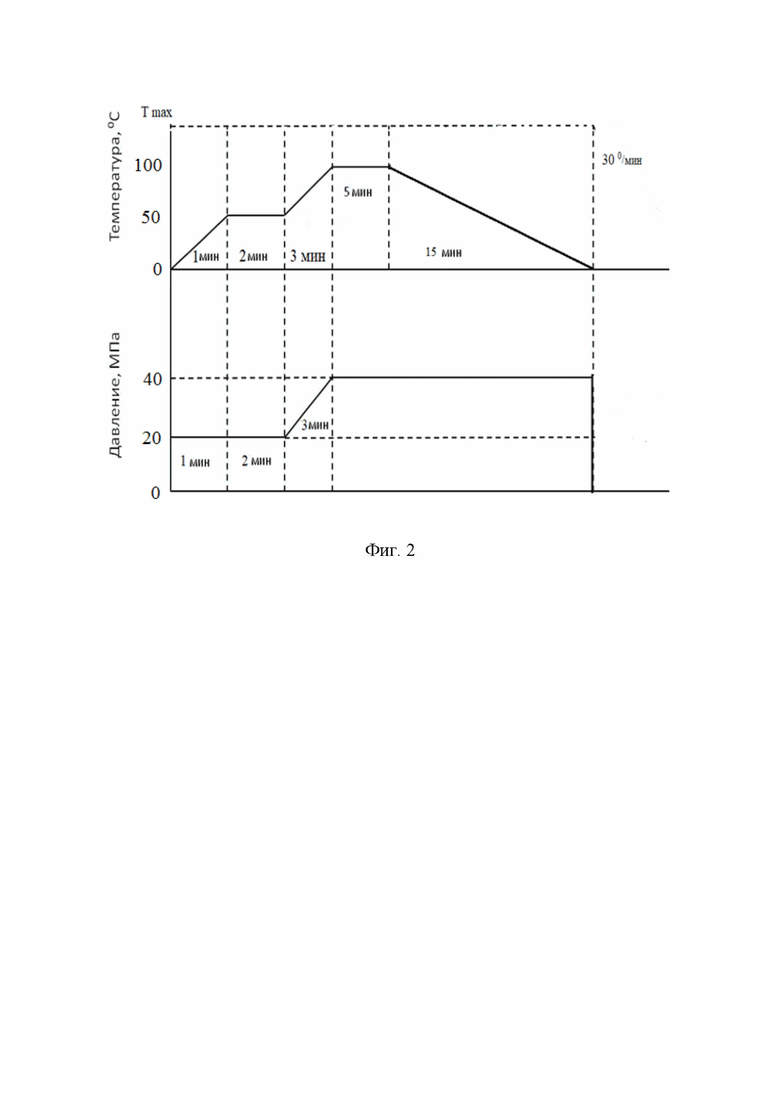
Поставленная задача решается тем, что при изготовлении сплава из порошка свинцовой латуни ЛС58-3 обеспечивают порошок, полученного электроэрозионным диспергированием отходов сплава ЛС58-3, и проводят спекание полученного порошка, при этом обеспечивают порошок свинцовой латуни ЛС58-3, полученный электроэрозионным диспергированием отходов сплава ЛС58-3 в изопропиловом спирте при напряжении на электродах 150-200 В, емкости конденсаторов 45-65 мкФ и частоте следования импульсов 50-100 Гц, проводят искровое плазменное спекание при температуре 100°С, давлении 40 МПа и времени выдержки 5 минут.
Процесс электроэрозионного диспергирования (ЭЭД) представляет собой разрушение токопроводящего материала в результате локального воздействия кратковременных электрических разрядов между электродами.
Регулируя электрические параметры установки для электроэрозионного диспергирования (ЭЭД) можно получать за определенные промежутки времени нужное количество порошка заданных размеров и качества. Получаемые электроэрозионным способом порошковые материалы имеют в основном сферическую форму частиц.
Получение сплава латуни с добавлением свинца искровым плазменным спеканием в условиях быстрого нагрева и малой продолжительности рабочего цикла способствует повышению физико-механических свойств по сравнению с промышленными сплавами, из которых были получены исходные частицы порошка, за счет подавления роста зерна и получения равновесного состояния с субмикронным и наномасштабным зерном. Использование метода искрового плазменного спекания для получения свинцового сплава латуни из порошка, полученного электроэрозионным диспергированием сплава ЛС58-3, позволит обеспечить высокую работоспособность деталей за счет однородности поверхности, благоприятной структуры и низкой пористости изделия.
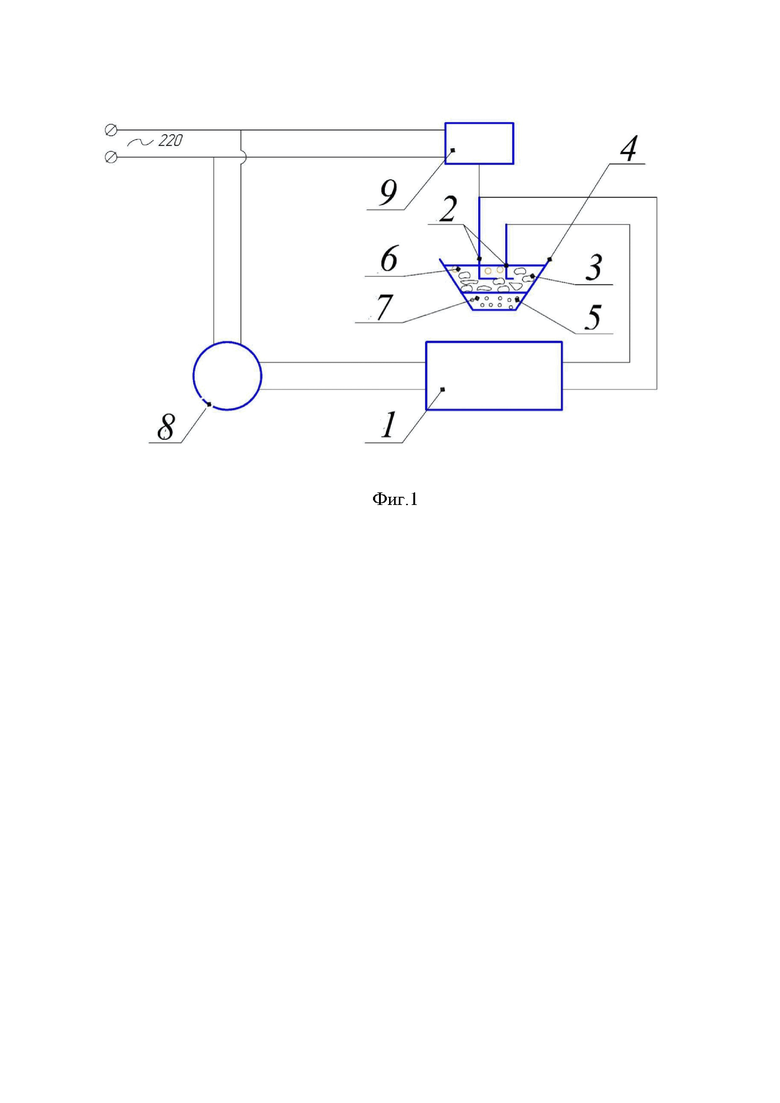
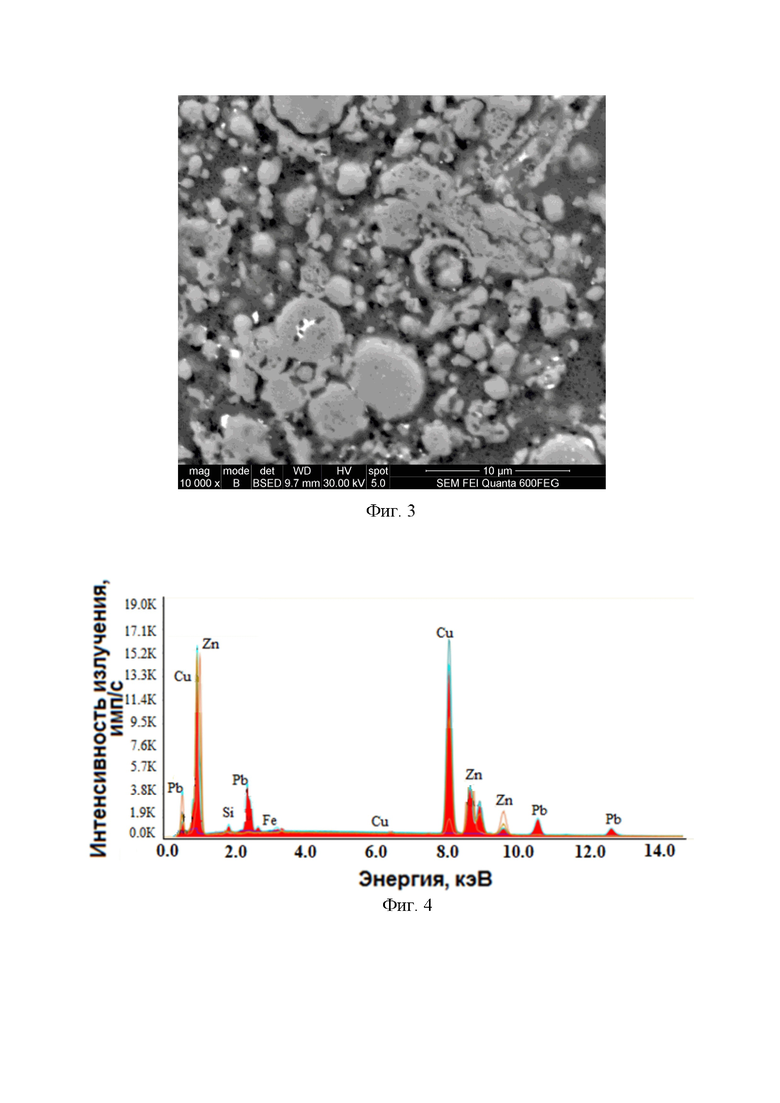
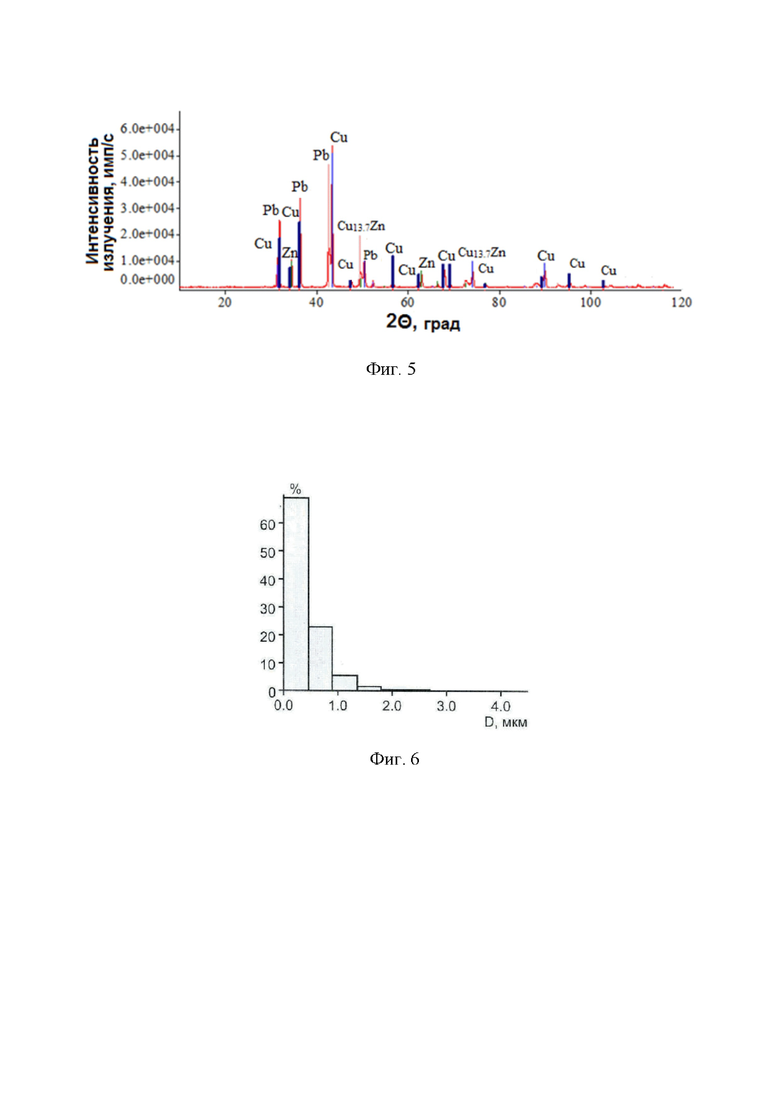
На фигуре 1 представлена схема процесса ЭЭД отходов сплава ЛС58-3, на фигуре 2 показаны методика и режимы искрового плазменного спекания порошков, на фигуре 3 - микроструктура свинцового сплава латуни, на фигуре 4 - спектрограмма элементного состава свинцового сплава латуни, на фигуре 5 - дифрактограмма свинцового сплава латуни.
Порошок из отходов свинцового сплава латуни ЛС58-3 получали в следующей последовательности.
На первом этапе производили сортировку отходов сплава ЛС58-3, их промывку, сушку, обезжиривание и взвешивание. Реактор заполняли рабочей средой - изопропиловый спирт, отходы загружали в реактор. Монтировали электроды из тех же отходов сплава ЛС58-3. Смонтированные электроды подключали к генератору импульсов. Устанавливали необходимые параметры процесса: частоту следования импульсов, напряжение на электродах, емкость конденсаторов.
На втором этапе - этапе электроэрозионного диспергирования отходов сплава ЛС58-3 включали установку. Процесс ЭЭД отходов сплава ЛС58-3 представлен на фигуре 1. Импульсное напряжение генератора 1 прикладывается к электродам 2 и далее к отходам сплава 3 (в качестве электродов так же служили соответственно отходы втулки сплава ЛС58-3) в реакторе 4. При достижении напряжения определенной величины происходит электрический пробой рабочей среды 5, находящийся в межэлектродном пространстве, с образованием канала разряда. Благодаря высокой концентрации тепловой энергии, материал в точке разряда плавится и испаряется, рабочая среда испаряется и окружает канал разряда газообразными продуктами распада (газовым пузырем 6). В результате развивающихся в канале разряда и газовом пузыре значительных динамических сил, капли расплавленного материала выбрасываются за пределы зоны разряда в рабочую среду, окружающую электроды, и застывают в ней, образуя каплеобразные частицы порошка 7. Регулятор напряжения 8 предназначен для установки необходимых значений напряжения, а встряхиватель 9 передвигает один электрод, что обеспечивает непрерывное протекание процесса ЭЭД.
На третьем этапе проводится выгрузка рабочей жидкости с порошком из реактора.
На четвертом этапе происходит выпаривание раствора, его сушка, взвешивание, фасовка, упаковка. Затем полученный порошок подвергали спеканию.
Спекание свинцово-латунного порошка осуществляли в системе SPS 25-10 «Thermal Technology» (США).
При этом достигается следующий технический результат: получение заготовки сплава с улучшенными физико-механическими свойствами такими, как пористость, прочность и износостойкость без существенного увеличения затрат на их изготовление.
Пример 1.
Порошки из отходов сплава ЛС58-3 получали методом электроэрозионного диспергирования в изопропиловом спирте на установке ЭЭД при напряжении на электродах 150-200 В, емкости разрядных конденсаторов 45-65 мкФ, частоты следования импульсов 50-100 Гц. В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошка.
Спекание полученного порошка осуществляли в системе SPS 25-10 «Thermal Technology» (США) при температуре Т=60°С, давлении Р=40 МПа и времени выдержки t=5 мин.
При данных режимах порошковый материал не спекся.
Пример 2.
Порошки из отходов сплава ЛС58-3 получали методом электроэрозионного диспергирования в изопропиловом спирте на установке ЭЭД [Пат.2449859 Российская Федерация, МПК C22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и патентообладатель Юго-Зап. гос. ун-т. - №2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. №13]. При получении порошка использовали следующие параметры установки: напряжение на электродах 150-200 В, емкости разрядных конденсаторов 45-65 мкФ, частоты следования импульсов 50-100 Гц. В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошка.
Спекание полученного порошка осуществляли в системе SPS 25-10 «Thermal Technology» (США) при температуре Т=100°С, давлении Р=40 МПа и времени выдержки t=5 мин.
Полученную заготовку сплава исследовали различными методами.
Микроструктуру сплава исследовали на электронно-ионном сканирующем (растровом) микроскопе с полевой эмиссией электронов «QUANTA 600 FEG» (Нидерланды). Анализ микроструктуры сплава, показал, что новый сплав имеет мелкозернистое строение, равномерное распределение фаз и отсутствие значительных пор, трещин и несплошностей.
Рентгеноспектральный микроанализ сплава проводили на энергодисперсионном анализаторе рентгеновского излучения фирмы «EDAX» (Нидерланды), встроенном в растровый электронный микроскоп «QUANTA 200 3D» (Нидерланды). На основе анализа спектрограмм элементного состава установлено, что на поверхности функциональных сплавов содержится углерод, а все остальные элементы Cu, Zn распределены относительно равномерно.
Фазовый анализ сплава выполняли на рентгеновском дифрактометре «Rigaku Ultima IV» (Япония). Анализ дифрактограмм фазового состава исследуемого сплава показал наличие в нем фазы интерметаллида Cu13.7Zn и фаз чистых металлов Cu, Pb и Zn.
Получен сплав с улучшенными физико-механическими свойствами такими, как пористость, прочность и износостойкость без существенного увеличения затрат на его изготовление.
Пример 3.
Порошки из отходов сплава ЛС58-3 получали методом электроэрозионного диспергирования в изопропиловом спирте на установке ЭЭД при напряжении на электродах 150-200 В, емкости разрядных конденсаторов 45-65 мкФ, частоты следования импульсов 50-100 Гц. В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошка.
Спекание полученного порошка осуществляли в системе SPS 25-10 «Thermal Technology» (США) при температуре Т=200°С, давлении Р=40 МПа и времени выдержки t=5 мин. При данных режимах имелись раковины и рыхлости на поверхности заготовки.
Изобретение относится к металлургии и может быть использовано при получении свинцовой латуни в машиностроении для защиты деталей машин от изнашивания. Способ изготовления сплава из порошка свинцовой латуни ЛС58-3 включает обеспечение порошка, полученного электроэрозионным диспергированием отходов сплава ЛС58-3, и спекание полученного порошка. Обеспечивают порошок свинцовой латуни ЛС58-3, полученный электроэрозионным диспергированием отходов сплава ЛС58-3 в изопропиловом спирте при напряжении на электродах 150-200 В, емкости конденсаторов 45-65 мкФ и частоте следования импульсов 50-100 Гц, проводят искровое плазменное спекание при температуре 100°С, давлении 40 МПа и времени выдержки 5 минут. Обеспечивается повышение физико-механических свойств. 6 ил., 3 пр.
Способ изготовления сплава из порошка свинцовой латуни ЛС58-3, включающий обеспечение порошка, полученного электроэрозионным диспергированием отходов сплава ЛС58-3, и спекание полученного порошка, отличающийся тем, что обеспечивают порошок свинцовой латуни ЛС58-3, полученный электроэрозионным диспергированием отходов сплава ЛС58-3 в изопропиловом спирте при напряжении на электродах 150-200 В, емкости конденсаторов 45-65 мкФ и частоте следования импульсов 50-100 Гц, проводят искровое плазменное спекание при температуре 100°С, давлении 40 МПа и времени выдержки 5 минут.
| Способ получения сплава из порошка свинцовой латуни ЛС58-3 | 2023 |
|
RU2810417C1 |
| Способ получения свинцово-латунных порошков из отходов сплава ЛС58-3 в изопропиловом спирте | 2023 |
|
RU2811328C1 |
| Способ получения спеченных изделий из электроэрозионных порошков на основе алюминиевого сплава АД0Е | 2023 |
|
RU2812059C1 |
| Способ получения электроконтактного композитного материала на основе меди, содержащего кластеры на основе частиц тугоплавкого металла | 2016 |
|
RU2645855C2 |
| CN 106591610 B, 01.05.2018 | |||
| EP 2915890 A4, 15.06.2016 | |||
| СПОСОБ ПОЛУЧЕНИЯ МЕДНОГО ПОРОШКА ИЗ ОТХОДОВ | 2014 |
|
RU2599476C2 |
| ПОРОШКОВЫЙ ИЗНОСОСТОЙКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2472866C2 |

