Изобретение относится к металло-пластмассовому композиционному материалу и к способу производства такого композиционного материала.
Благодаря своей сниженной массе композиционные материалы все чаще используются в качестве гибридных компонентов для различных применений, например, в автомобильной промышленности, с тем, чтобы таким образом уменьшить массу транспортного средства и в результате снизить количество выбросов CO2.
В этих композитах термопластичный слой нанесен, например, обратным литьем под давлением или экструзией, на холодно- или горячеформованный носитель из металла, который может быть изготовлен, например, из монолитной листовой стали или из многослойной пластины с двумя стальными покровными листами и промежуточным пластмассовым слоем. Этот пластмассовый слой служит для армирования или придания структуре жесткости в том, что касается механической нагрузки во время работы, поскольку значительно увеличивает жесткость на скручивание и жесткость при разрушении компонента. Примеры пластмасс включают полиэтилен (PE), полипропилен (PP), полиэфирэфиркетон (PEEK), полифениленсульфид (PPS), поливинилхлорид (PVC) или полиамиды, такие как полиамид-6 (PA6), полиамид-6.6 (PA6.6) или полифталамид (PPA) с или без армирования волокном.
Однако полимеры плохо поддаются связыванию с металлическим материалом. Усадка полимера и различные коэффициенты расширения используемых материалов ведут к отслоению между металлическим компонентом и полимерной структурой, вследствие чего достижение желаемых механических свойств композита оказывается невозможным. Поэтому без предварительной обработки металлической поверхности сила сцепления между напыляемой на металлический носитель пластмассой и металлом оказывается слабой из-за различных химических и физических свойств обоих материалов.
DE 10 2008 040 967 A1 раскрывает различные возможности обеспечения сцепления между сталью и пластмассой. Примеры включают механическое зацепление с помощью надрезов в носителе, адгезивные материалы в качестве усилителей адгезии для сцепления между материалами и подготовку поверхности пластмассы посредством плазменной обработки.
Упомянутые варианты улучшения адгезии между пластмассой и сталью являются или очень сложными и дорогими, или, как в случае простого механического зацепления, не способными к обеспечению желаемого усовершенствования механических свойств композита.
Цель данного изобретения состоит в предоставлении металло-плостмассового композиционного материала, который может быть произведен экономически более эффективным образом по сравнению с известными композитами с сохранением при этом по меньшей мере столь же хороших механических свойств. Кроме того, также должен быть определен способ производства такого композиционного материала.
Эта цель в отношении композиционного материала достигается посредством признаков пункта 1 формулы изобретения и в отношении способа – посредством признаков по пункта 9. Предпочтительные усовершенствования являются предметом зависимых пунктов формулы изобретения.
Идея данного изобретения включает металло-пластмассовый композит, в котором металлический компонент связан физическим соединением с нанесенной на него термопластичной пластмассой, при этом он отличается тем, что физическая связь между металлическим компонентом и пластмассой сформирована на участках поверхности, входящих в контакт с пластмассой, за счет противокоррозионного защитного покрытия, полученного фосфатированием.
Хотя фосфатирование, применяемое в качестве противокоррозионного защитного субстрата для последующего окрашивания, уже приводит к значительному улучшению адгезии пластмассы к фосфатированной металлической поверхности, в соответствии с одним предпочтительным воплощением изобретения дальнейшее улучшение физической связи реализуется посредством нанесения на фосфатированные поверхности катодного окрашивания окунанием (также называемого CDP-покрытием), что выполняется перед нанесением пластмассы. Полученное катодное окрашивание окунанием затем, согласно изобретению, подвергается термической обработке при температуре от 160°C до 220°C, предпочтительно от 160°C до 180°C, либо вместе с нанесенной на него пластмассой, либо перед нанесением пластмассы.
В ходе проведенных обширных экспериментальных работ было неожиданно обнаружено, что, в отличие от усилителей адгезии или адгезивных материалов, обычно используемых для металло-пластмассовых композитов, то фосфатирование, которое используется, в частности, в автомобильной промышленности, как нельзя лучше подходит для обеспечения превосходного физического связывания между носителем из металла и предназначаемой для нанесения пластмассой. Это позволяет исключить дополнительную технологическую стадию нанесения усилителя адгезии или адгезивного материала и экономит средства на усилитель адгезии или сам адгезивный материал. Нанесение на фосфатный слой катодного окрашивания окунанием (CDP) для создания грунтовки или предварительного покрытия на компонентах транспортных средств, предназначаемых для окрашивания, дополнительно улучшает уже очень хорошую адгезию на фосфатированной металлической поверхности.
Металлический компонент предпочтительно изготовлен из холоднодеформируемой или горячедеформированной стальной листовой заготовки, которая затем очищена и затем фосфатирована, а впоследствии необязательно выполнено его катодное окрашивание окунанием. Окрашивание, полученное катодным окрашиванием окунанием подвергается термической обработке либо уже с нанесенной на него пластмассой, либо до нанесения пластмассы. Примеры подходящей для производства такого металлического компонента листовой стали включают монолитный лист или многослойный (сендвичевый) лист металл-пластмасса-металл.
Заявка данного изобретения в принципе применима для компонентов, включающих самые различные металлические материалы, но особенно подходит для стали, алюминия или магния.
Соответственно, способ согласно изобретению предназначен для производства металло-пластмассового композита, который содержит металлический компонент, который связан физическим соединением с нанесенной на него термопластичной пластмассой, и который отличается тем, что физическую связь между металлическим компонентом и пластмассой формируют посредством нанесения на участки поверхности, которые входят в контакт с пластмассой, защитного антикоррозионного покрытия в фосфатированной форме, которое обеспечивается до нанесения пластмассы.
В соответствии с одним предпочтительным воплощением изобретения, выполняемое катодное окрашивание окунанием должно быть нанесено на фосфатированную поверхность для дополнительного улучшения адгезии пластмассы, при этом обеспеченное способом окунания катодное окрашивание подвергается термической обработке, либо вместе с нанесенной впоследствии на CDP-покрытие пластмассой, либо до нанесения пластмассы, при температуре от 160°C до 220°C, предпочтительно от 160°C до 180°C.
Катодное окрашивание окунанием представляет собой электрохимический способ нанесения водорастворимых красок (электроосаждаемые краски) на электропроводящие подложки. Электропроводящую подложку, называемую также заготовкой или компонентом, опускают в ванну для окрашивания, между заготовкой и противоэлектродом прикладывают поле постоянного тока, ионизированные частицы краски разряжаются и осаждаются на заготовке таким образом, что создается покрытие заготовки. Осаждаемая лакокрасочная пленка часто имеет содержание твердых веществ от 80 до 90% и больше не является водорастворимой с тем, чтобы налипающая в ванне жидкость могла быть смыта водой. Лакокрасочная пленка затем отверждается при подвергании ее термической обработке.
Примеры пластмассы, подходящей для использования в соответствии с изобретением, могут включать полиэтилен (PE), полипропилен (PP), полиэфирэфиркетон (PEEK), полифениленсульфид (PPS), поливинилхлорид (PVC) или полиамиды, такие как полиамид-6 (PA6), полиамид-6.6 (PA6.6) или полифталамиды (PPA), с или без армирования волокном, которые наносятся на металлический компонент в виде экструдированного, вспененного или напыленного слоя, в форме пленки или ленты.
Согласно изобретению, кроме того, предпочтительно предусматривается противокоррозионное металлическое покрытие, наносимое на металлический компонент до выполнения фосфатирования и необязательного нанесения CDP-покрытия. Металлическое покрытие может быть изготовлено из цинка или преимущественно из цинка, и может быть образовано на металлическом компоненте как покрытие, нанесенное способом горячего окунания, или как электролитически осажденное покрытие.
В отличие от известного уровня техники, металло-пластмассовый композит согласно изобретению не требует отдельно наносимых усилителей адгезии или адгезивных материалов для обеспечения достаточной адгезии между металлическим компонентом и термопластичной пластмассой.
Новаторская идея в отношении типичной для автомобильной промышленности предварительной подготовки кузова к покраске состоит в том, что предназначаемая для нанесения пластмасса, например, термопластичная пластмасса, предпочтительно имеет температуру обработки, подобную температуре в печи термообработки после нанесения катодного окрашивания окунанием, что создает условия для ее плавления в ходе осуществления термической обработки CDP-покрытия с целью получения таким образом физического сцепления между пластмассой и CDP-покрытием.
В качестве альтернативного варианта, до нанесения пластмассы покрытие CDP подвергается термической обработке при температуре от 160°C до 220°C, предпочтительно от 160°C до 180°C, а затем на него наносится термопластичная пластмасса. Преимущество последнего метода состоит в том, что в этом случае также могут наноситься пластмассы с более высокими температурами обработки, чем температура термической обработки CDP-покрытия, такие как, например, полиамид PA6.
Тем не менее, в случае автомобильных кузовов при обоих вариантах способа требуется фосфатирование, а наносимое поверх CDP-покрытие в то же самое время используется как усилитель адгезии между металлическим компонентом и нанесенной на него пластмассой.
Данные преимущества вытекают из того, что фосфатирование и нанесение CDP-покрытия широко применяются в автомобильной промышленности. Однако нанесение необходимого усилителя адгезии является дополнительной стадией способа, которая может быть исключена при использовании CDP-покрытия в качестве содействующей адгезии среды. Таким образом может быть снята потребность в необходимой дополнительной стадии способа. Кроме того, нет никакой необходимости в дополнительных усилителях адгезии, то есть:
- никаких дополнительных материальных затрат,
- отсутствие дополнительных растворителей.
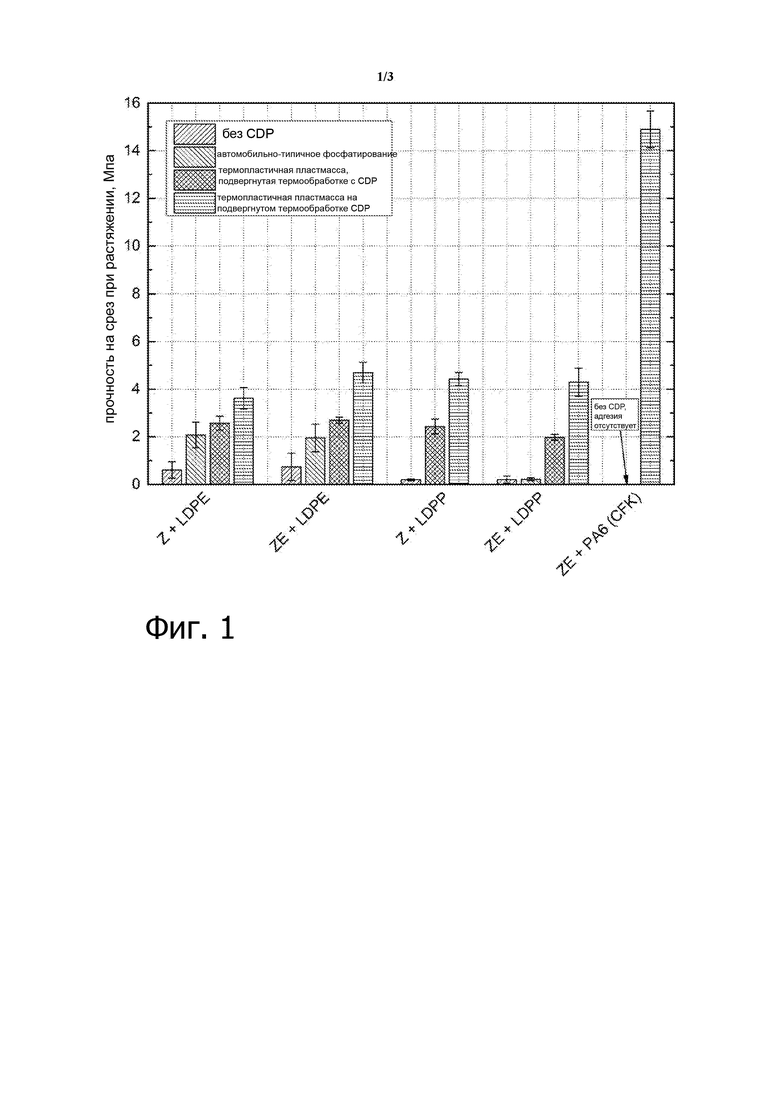
В ходе проведения экспериментов на оцинкованную электролитическим способом (ZE) или имеющее покрытие, полученное погружением в расплав (Z), листовую сталь наносились различные термопластичные пластмассы, такие как к LDPE, LDPP и PA6 (CFRP). Полиамид-6 был армирован 60% углеродного волокна. Далее определялась в соответствии с DIN EN 1465 прочность на срез при растяжении с и без использования фосфатирования или CDP-покрытия, включающего фосфатирование. В соответствии с представленным на фиг. 1 были исследованны варианты «голая поверхность стали» (столбик «без CDP»), «типичное в автомобильной промышленности фосфатирование» (столбик «автомобильно-типичное фосфатирование») и два варианта, при которых термопластичная пластмасса нанесена перед подверганием CDP термической обработке (столбик «термопластичная пластмасса, подвергнутая термической обработке с CDP») или же термопластичная пластмасса нанесена на уже подвергнутый термической обработке CDP (столбик «термопластичная пластмасса на подвергнутом термической обработке CDP»).
Как показывают представленные на фиг. 1 результаты испытаний прочности на срез при растяжении, полученные на образцах листового металла с нанесенной на него пластмассой (см. фиг. 2a и 2b), возможно достижение явного улучшения адгезии по сравнению с голой стальной поверхностью (столбец «без CDP») уже при использовании фосфатирования в качестве предварительной обработки (столбец «автомобильно-типичное фосфатирование») для краски. Покрытие CDP способно даже к еще более значительному усилению адгезии в композите из стали и пластмассы с наилучшими результатами, достигаемыми, когда термопластичная пластмасса наносится на уже подвергнутое термической обработке CDP-покрытие.
При том, что в случае голой поверхности листовой стали (столбец «без CDP») не было достигнуто практически никакой адгезии к пластмассе, в частности, нанесение пластмассы на уже подвергнутое термическому воздействию CDP-покрытие приводит к очень значительному улучшению адгезии. Как и ожидалось, наилучшие показатели адгезии к прошедшему термическую обработку CDP-покрытию были достигнуты в случае полиамида PA6 с 60% углеродного волокна.
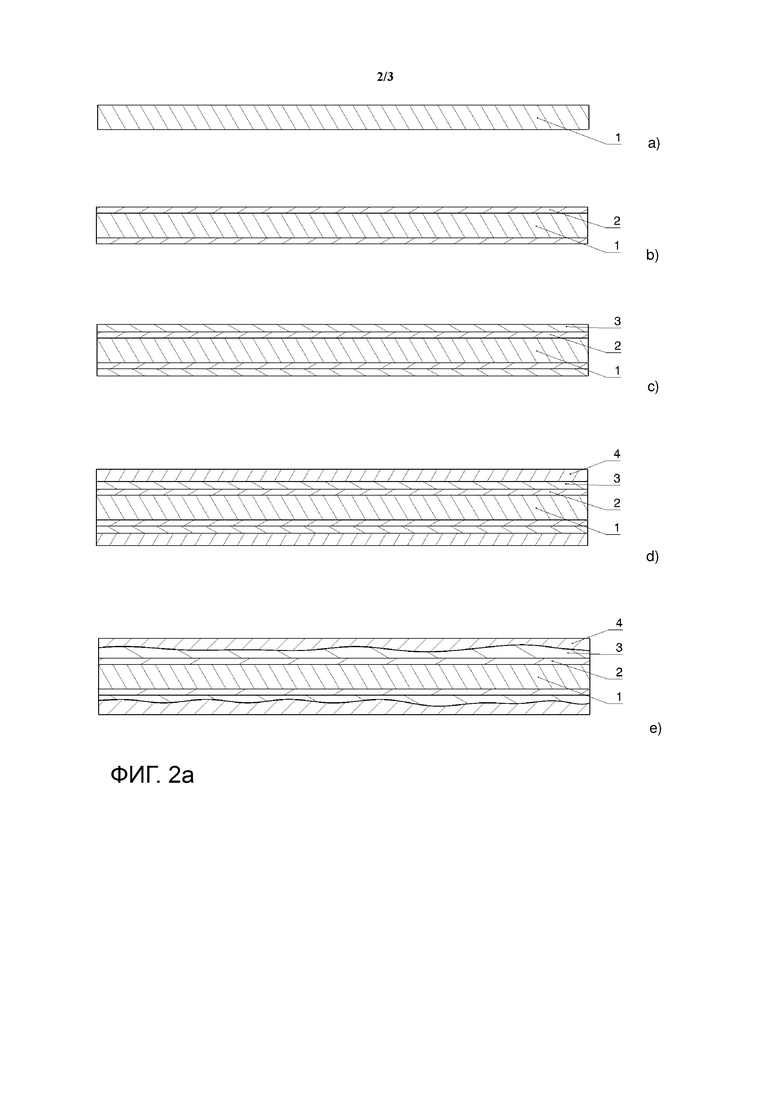
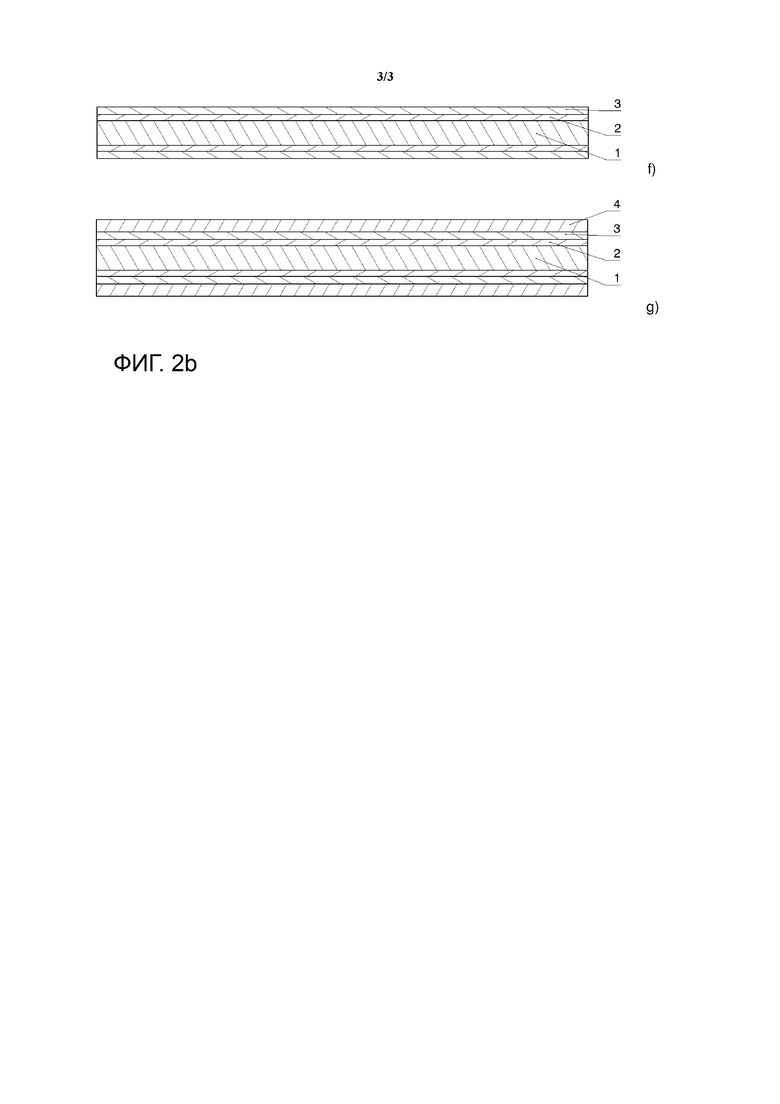
Основная структура обоих исследованных вариантов способа, при котором термопластичная пластмасса наносится до выполнения термической обработки CDP и при котором термопластичная пластмасса наносится на уже термообработанное CDP-покрытие, показана на фиг. 2a и 2b в отношении листа металло-пластмассового композита. Различные режимы обработки помечены буквенными символами от a) до g). Соответствующий порядок и последовательность необходимых технологических стадий аналогичным образом устанавливается для производства металло-пластмассовых композитов.
Согласно первому варианту способа («термопластичная пластмасса, подвергнутая термической обработке с CDP») на фиг. 2а, листовая сталь 1 (положение a) вначале обеспечивается фосфатированием 2 (положение b), на которое наносится CDP-покрытие 3 (положение c). Далее на CDP-покрытие 3 наносится термопластичная пластмасса 4 в виде пленки, экструзионного или напыляемого слоя (положение d). В завершение CDP-покрытие подвергается термической обработке или осуществляется плавление термопластичной пластмассы 4 (состояние e).
Фиг. 2b демонстрирует альтернативный вариант способа («термопластичная пластмасса на подвергнутом термической обработке CDP»), при котором вначале выполняется фосфатирование 2 листовой стали 1 и нанесение на нее CDP покрытия 3, вслед за чем она подвергается термической обработке (состояние f). Затем на прошедшее термическую обработку CDP-покрытие 3 наносится термопластичная пластмасса 4 в виде пленки, экструзионного или напыляемого покрытия (состояние g). Пои обоих вариантах способа реализуется физическое сцепление между листовой сталью и термопластичной пластмассой с превосходной адгезией.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОЧНЫЙ ПЛАНАРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ПРОМЕЖУТОЧНЫЙ СЛОЙ С ПОВЫШЕННОЙ ТЕМПЕРАТУРОЙ РАЗМЯГЧЕНИЯ ПО ВИКА | 2012 |
|
RU2620410C2 |
| ПЛАНАРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ СО СЛОЯМИ ПЛАСТМАССЫ, ИМЕЮЩИМИ РАЗНУЮ ТЕМПЕРАТУРУ РАЗМЯГЧЕНИЯ ПО ВИКА | 2012 |
|
RU2623265C2 |
| РАСТВОР ДЛЯ ФОСФАТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2001 |
|
RU2194800C2 |
| ГИБРИДНЫЙ КОМПОНЕНТ НА ОСНОВЕ МЕТАЛЛА И ПЛАСТМАССЫ | 2015 |
|
RU2636720C1 |
| СОСТАВ КОМПОЗИЦИОННОГО ПОЛИМЕРНОГО МАТЕРИАЛА ДЛЯ ФУНКЦИОНАЛЬНОГО ПОКРЫТИЯ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2006 |
|
RU2338764C2 |
| КОМПОЗИЦИОННОЕ ФТОРПОЛИМЕРНОЕ ПОКРЫТИЕ НА СТАЛИ С МЕТАЛЛИЧЕСКИМ АДГЕЗИОННЫМ СЛОЕМ | 2023 |
|
RU2812667C1 |
| ЛИСТОВОЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ СО СЛОЯМИ ПЛАСТМАССЫ, ИМЕЮЩИМИ РАЗНЫЕ ДЕМПФИРУЮЩИЕ СВОЙСТВА | 2013 |
|
RU2636730C2 |
| РАСТВОР ДЛЯ ФОСФАТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 1995 |
|
RU2090650C1 |
| АБРАЗИВОСТОЙКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2004 |
|
RU2268276C1 |
| СПОСОБ ФОРМИРОВАНИЯ КОМПОЗИЦИОННОГО ПОКРЫТИЯ ИЗ СИЛИКАТПОЛИМЕРНОГО МАТЕРИАЛА | 2006 |
|
RU2332525C1 |
Группа изобретений относится к металло-пластмассовому композиционному материалу и к способу производства такого композиционного материала. Металло-пластмассовый композиционный материал содержит металлический компонент, который физически связан с нанесенным на него термопластичным полимерным материалом. Указанный металлический компонент на участках поверхности, входящих в контакт с пластмассовым материалом, содержит противокоррозионное покрытие, изготовленное из фосфатного покрытия, для обеспечения прочной связи в данном композиционном материале между металлическим компонентом и пластмассовым материалом. Техническим результатом группы изобретений является повышение механических свойств изделия. 2 н. и 9 з.п. ф-лы, 8 ил. 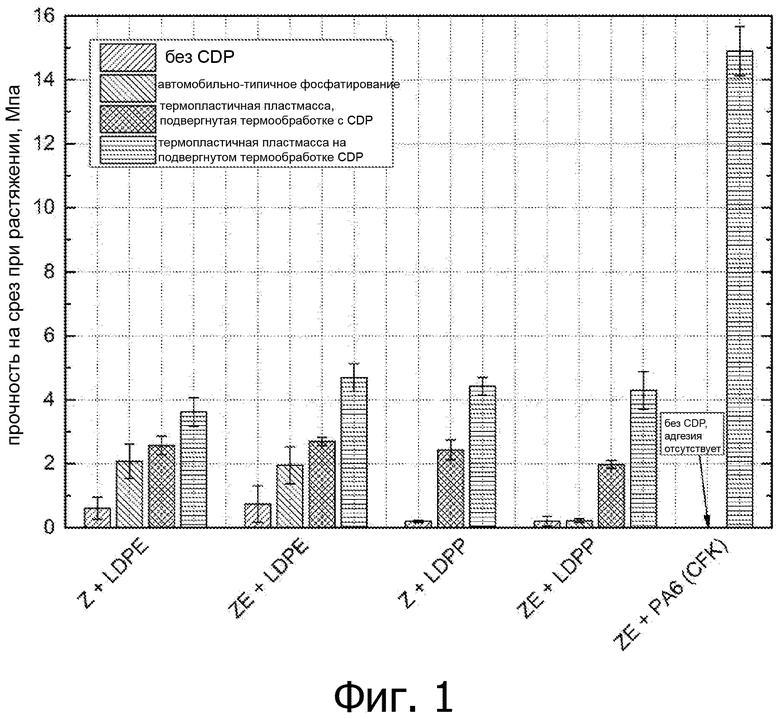
1. Металло-пластмассовый композиционный материал, в котором металлический компонент связан физическим соединением с термопластичной пластмассой, нанесенной на него, причем для обеспечения физической связи между металлическим компонентом и пластмассой указанный металлический компонент имеет на участках поверхности, входящих в контакт с пластмассой, противокоррозионное защитное покрытие, полученное фосфатированием, отличающийся тем, что на обработанную фосфатированием поверхность нанесено катодное окрашивание окунанием и данное полученное окунанием катодное окрашивание подвергнуто термической обработке либо совместно с нанесенной на него пластмассой, либо до нанесения пластмассы, при температуре от 160°C до 220°C, предпочтительно от 160°C до 180°C, причем указанная пластмасса была расплавлена либо при термической обработке совместно с полученным окунанием катодным окрашиванием, либо после нанесения на подвергнутое термической обработке полученное окунанием катодное окрашивание.
2. Композиционный материал по п. 1, отличающийся тем, что металлический компонент изготовлен из стали, алюминия или магния.
3. Композиционный материал по п. 1 или 2, отличающийся тем, что пластмасса образована из полиэфирэфиркетона, полифениленсульфида, поливинидхлорида, полиэтилена, полипропилена или полиамидов.
4. Композиционный материал по любому пп. 1 - 3, отличающийся тем, что пластмасса нанесена на металлический компонент в виде экструдированного, вспененного или напыленного слоя или в форме пленки либо ленты.
5. Композиционный материал по любому из пп. 1 - 4, отличающийся тем, что металлический компонент снабжен противокоррозионным металлическим покрытием.
6. Композиционный материал по п. 5, отличающийся тем, что указанное металлическое покрытие изготовлено из цинка или преимущественно из цинка.
7. Композиционный материал по п. 5 или 6, отличающийся тем, что указанное металлическое покрытие является покрытием, нанесенным способом горячего окунания, или электролитически осаждаемым покрытием.
8. Способ производства металло-пластмассового композиционного материала, в котором металлический компонент связан физическим соединением с нанесенной на него термопластичной пластмассой, причем для обеспечения физической связи между металлическим компонентом и пластмассой на металлический компонент по участкам, входящим в контакт с пластмассой, до нанесения пластмассы наносят противокоррозионное покрытие в форме фосфатирования, отличающийся тем, что после фосфатирования на металлический компонент наносят катодное окрашивание окунанием, которое подвергают термической обработке либо совместно с нанесенной затем на него пластмассой, либо перед нанесением пластмассы, при температуре от 160°C до 220°C, предпочтительно от 160°C до 180°C, причем указанная пластмасса расплавляется либо при термической обработке совместно с полученным окунанием катодным окрашиванием, либо после нанесения на подвергнутое термической обработке полученное окунанием катодное окрашивание.
9. Способ по п. 8, отличающийся тем, что металлический компонент изготовлен из холоднодеформированной или горячедеформированной металлической листовой заготовки из стали, алюминия или магния.
10. Способ по любому из пп. 8 или 9, отличающийся тем, что заготовка из листового металла изготовлена из монолитной металлической полосы, снабженной противокоррозионным металлическим покрытием, или из многослойного сендвичевого листа металл-пластмасса-металл.
11. Способ по п. 10, отличающийся тем, что указанная металлическая полоса покрыта цинком или цинковым сплавом, нанесенным электролитическим способом или погружением в горячий расплав.
| DE 102008061166 A1, 08.07.2010 | |||
| ПАТРОННАЯ ГИЛЬЗА И СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЕЕ ПОВЕРХНОСТЬ | 2003 |
|
RU2246684C9 |
| Установка подсушки изоляции обмоток трехфазного асинхронного электродвигателя в технологической паузе | 2021 |
|
RU2762289C1 |
| US 2015217545 A1, 06.08.2015 | |||
| DE 102009051899 B3, 10.02.2011. | |||

