Настоящее изобретение в целом относится к листовому композиционному материалу, содержащему слоистую структуру с по меньшей мере следующими слоями:
i. первым слоем термопластичного материала KSu;
ii. несущим слоем;
iii. барьерным слоем;
iv. вторым слоем термопластичного материала KSw,
при этом слои i-iv расположены в указанной последовательности, и листовой композиционный материал содержит по меньшей мере один дополнительный слой термопластичного материала KSv. Кроме того, настоящее изобретение относится к способу получения листового композиционного материала, контейнеру, который окружает внутреннюю часть и содержит по меньшей мере один такой листовой композиционный материал, и способу получения такого контейнера, включающему стадии получения листового композиционного материала с описанной выше слоистой структурой, складывания, соединения и, возможно, наполнения и закрывания контейнера, полученного таким образом.
С давних пор пищевые продукты, будь то пищевые продукты для потребления человеком или корма для животных, сохраняли путем хранения либо в жестяной банке, либо в стеклянной банке, закрытой крышкой. Однако такие системы упаковки имеют некоторые серьезные недостатки, в частности, высокую собственную массу, энергоемкое производство и вызывающее трудности открывание.
Из уровня техники известны альтернативные системы упаковки для хранения пищевых продуктов в течение длительного периода времени, по возможности без порчи. Они представляют собой контейнеры, изготовленные из листовых композиционных материалов - часто также называемых ламинатом. Такие листовые композиционные материалы часто состоят из слоя термопластичного материала, несущего слоя, обычно выполненного из картона или бумаги, слоя усилителя адгезии, слоя алюминия и дополнительного слоя пластмассы. Такой листовой композиционный материал описан, в частности, в WO 90/09926. Указанные ламинированные контейнеры уже имеют много преимуществ по сравнению с традиционными стеклянными и жестяными банками, например, компактное хранение и низкую собственную массу. Тем не менее, для таких систем упаковки также существуют возможности улучшения.
Таким образом, в указанном способе производства, в частности, при закрывании упомянутых выше контейнеров, приклеивание поверхности контейнеров, которые предполагают закрыть, к закрывающим устройствам происходит снова и снова. Поэтому упаковка может иметь повреждение и дефекты, в результате чего повреждение можно наблюдать визуально или оно находится внутри листового композиционного материала. Это особенно нежелательно, поскольку указанную стадию выполняют в конце создания стоимости и, соответственно, удаление поврежденных пакетов и претензии из-за некачественных уплотнений обуславливают повышенные затраты. Таким образом, например, может иметь место повреждение барьерных слоев или слоев пластмассы, расслоение или образование трещин в несущем слое.
При закрывании контейнеров, уже заполненных пищевым продуктом, в числе прочего, возникают следующие проблемы: контейнеры описанного выше типа, как правило, закрывают путем размягчения, поверхностного плавления или разжижения слоев пластмассы, из которых состоит контейнер. В размягченном, расплавленном или жидком состоянии указанные слои пластмассы часто проявляют клейкие свойства, так что контейнер прилипает к закрывающему устройству на таком липком участке. Наряду с появлением пакетов с повреждениями и дефектами, такое прилипание также приводит к дорогостоящим, укороченным интервалам между техническим обслуживанием закрывающих устройств. Таким образом, описанные выше трудности при закрывании можно избежать при поддержании температуры в месте закрывания на более низком уровне. Липкость вещества в целом уменьшается с понижением температуры, что ведет к меньшему прилипанию контейнеров к закрывающему устройству. Тем не менее, места закрывания, полученные таким образом, часто менее герметичны, что, в свою очередь, может привести к уменьшению срока хранения и понижению качества пищевых продуктов, содержащихся в контейнере.
В целом задача настоящего изобретения состоит в том, чтобы по меньшей мере частично устранить недостатки, имеющиеся на уровне техники.
Кроме того, существует задача получения листового композиционного материала, который, при закрывании с помощью закрывающего устройства, как можно меньше прилипает к закрывающему устройству, предпочтительно, совсем не прилипает.
Кроме того, задача согласно настоящему изобретению состоит в обеспечении контейнера из композиционного материала, причем указанный контейнер может быть получен путем простого складывания композиционного материала и одновременно должен обладать высокой герметичностью. Поэтому указанный контейнер должен особенно хорошо подходить для длительного хранения портящихся пищевых продуктов.
Дополнительная задача состоит в получении листового композиционного материала, который, при закрывании с помощью закрывающего устройства, как можно меньше прилипает к закрывающему устройству, предпочтительно, совсем не прилипает, и который одновременно должен одновременно обладать высокой герметичностью в смысле непроницаемости в отношении жидкости, пара и кислорода.
Дополнительная задача состоит в получении листового композиционного материала, имеющего как можно большее окно уплотнения.
Дополнительная задача состоит в получении листового композиционного материала, подходящего, в частности, для производства контейнеров для транспортировки и хранения пищевых продуктов, кормов для животных, напитков с низким содержанием углекислоты и т.п.
Вклад в реализацию по меньшей мере одной из описанных выше задач сделан с помощью предмета независимых пунктов формулы изобретения. Предмет зависимых пунктов формулы изобретения, зависящих от независимых пунктов формулы, представляет собой предпочтительные варианты реализации указанного вклада в отношении достижения указанных задач.
Вклад в реализацию по меньшей мере одной из перечисленных выше задач сделан с помощью листового композиционного материала, содержащего слоистую структуру с по меньшей мере следующими слоями:
i. первым слоем термопластичного материала KSu;
ii. несущим слоем;
iii. барьерным слоем;
iv. вторым слоем термопластичного материала KSw;
при этом предпочтительно расположить слои i-iv в указанной последовательности;
причем листовой композиционный материал содержит по меньшей мере один дополнительный слой термопластичного материала KSv, который предпочтительно расположен между слоем ii и слоем iv;
при этом температура размягчения по Вика слоя термопластичного материала KSu и предпочтительно также температура размягчения по Вика слоя термопластичного материала KSv в каждом случае выше температуры размягчения по Вика слоя термопластичного материала KSw.
Применяемый в настоящем описании термин ʺсоединенныйʺ включает склеивание двух предметов без участия Ван-дер-ваальсовых сил притяжения. Указанные предметы могут либо следовать непосредственно друг за другом, либо могут быть присоединены один к другому через дополнительные предметы. В случае листового композиционного материала это означает, например, что несущий слой можно соединить непосредственно и, следовательно, напрямую со слоем термопластичного материала KSu, или его можно также присоединить опосредованно через слой усилителя адгезии, однако прямое соединение предпочтительно.
Используемое выше выражение ʺсодержащий слоистую структуру с по меньшей мере 5 слоямиʺ означает, что по меньшей мере заданные слои могут присутствовать в листовом композиционном материале согласно настоящему изобретению в указанной последовательности. Это выражение не обязательно означает, что указанные слои непосредственно следуют друг за другом. Скорее, указанное выражение включает комбинации, в которых один или более дополнительных слоев может также присутствовать между двумя слоями, последовательно перечисленными в приведенной выше последовательности. Согласно предпочтительному варианту реализации листового композиционного материала согласно настоящему изобретению, указанный материал содержит по меньшей мере один дополнительный слой термопластичного материала KSa, который предпочтительно расположен между слоем ii и слоем iv, особенно предпочтительно, между слоем iii и слоем iv.
Кроме того, например, на весь или часть участка со стороны слоя термопластичного материала KSu, обращенного к окружающей среде можно также дополнительно нанести дополнительный слой или несколько дополнительных слоев. В частности, печатный слой можно также нанести со стороны слоя термопластичного материала KSu, обращенного к окружающей среде. Однако возможные дополнительные слои также представляют собой покрывающие или защитные слои. Согласно другому варианту реализации изобретения, печатный слой также можно расположить между несущим слоем и слоем термопластичного материала KSu. В этом случае, слой термопластичного материала KSu сам по себе также может представлять собой покрывающий или защитный слой для печатного слоя.
Согласно настоящему изобретению, листовой композиционный материал содержит по меньшей мере один первый слой термопластичного материала KSu, при этом масса на единицу площади указанного слоя предпочтительно составляет от 5 до 50 г/м2, особенно предпочтительно, от 8 до 40 г/м2 и, наиболее предпочтительно, от 10 до 30 г/м2. Слой термопластичного материала KSu предпочтительно содержит термопластичный полимер в количестве по меньшей мере 70% масс., предпочтительно, по меньшей мере 80% масс. и, особенно предпочтительно, по меньшей мере 95% масс., в каждом случае в пересчете на слой термопластичного материала KSu. В принципе, для получения слоя термопластичного материала KSv можно использовать все известные термопластичные материалы, которые кажутся подходящими специалисту в данной области техники. Возможные подходящие термопластичные материалы для получения слоя термопластичного материала KSu представляют собой, в частности, материалы, которые можно легко обработать благодаря хорошим экструзионным свойствам. Среди прочего, подходящими являются полимеры, полученные с помощью цепной полимеризации, в частности, полиэфиры или полиолефины, сополимеры циклических олефинов (СОС), сополимеры полициклических олефинов (РОС), в частности, полиэтилен и полипропилен, которые особенно предпочтительны, при этом самым предпочтительным является полиэтилен. Для получения слоя термопластичного материала KSu можно также использовать смеси по меньшей мере двух термопластичных материалов.
Согласно настоящему изобретению, из полиэтиленов предпочтительными являются полиэтилен высокой плотности (HDPE), полиэтилен средней плотности (MDPE), полиэтилен низкой плотности (LDPE), линейный полиэтилен низкой плотности (LLDPE), полиэтилен очень низкой плотности (VLDPE) и полиэтилен (РЕ) и смеси по меньшей мере двух из указанных соединений. Скорость течения расплава (MFR) подходящих полиэтиленов составляет от 1 до 25 г/10 мин, предпочтительно, от 2 до 20 г/10 мин и, особенно предпочтительно, от 2,5 до 15 г/10 мин, и плотность составляет от 0,890 г/см3 до 0,980 г/см3, предпочтительно, от 0,895 г/см3 до 0,975 г/см3, и, также предпочтительно, от 0,900 г/см3 до 0,970 г/см3. Температура плавления по меньшей мере одного термопластичного полимера, содержащегося в слое термопластичного материала KSu, предпочтительно всех полимеров, содержащихся в слое термопластичного материала KSu, предпочтительно составляет от 80 до 155°С, предпочтительно, от 90 до 145°С и, особенно предпочтительно, от 95 до 135°С. В конкретном примере реализации настоящего изобретения, температура размягчения по Вика термопластичного полимера составляет по меньшей мере 90°С, предпочтительно, по меньшей мере 95°С и, особенно предпочтительно, по меньшей мере 100°С. Кроме того, температура плавления такого термопластичного полимера предпочтительно составляет по меньшей мере 110°С, предпочтительно, по меньшей мере 115°С и, особенно предпочтительно, по меньшей мере 120°С. Кроме того, плотность такого термопластичного полимера предпочтительно составляет по меньшей мере 0,918 г/см3, предпочтительно, по меньшей мере 0,922 г/см3, особенно предпочтительно, по меньшей мере 0,925 г/см3 и, более предпочтительно, по меньшей мере 0,930 г/см3.
Согласно предпочтительному примеру реализации настоящего изобретения, слой термопластичного материала KSu присутствует в виде смеси по меньшей мере двух термопластичных материалов. В связи с этим, кроме того, предпочтительно, чтобы слой пластмассы KSu содержал термопластичный материал в количестве по меньшей мере 25% масс., особенно предпочтительно, по меньшей мере 35% масс. и, наиболее предпочтительно, по меньшей мере 45% масс., в каждом случае в пересчете на слой термопластичного материала KSu, температура размягчения по Вика которого составляла по меньшей мере 90°С, предпочтительно, по меньшей мере 95°С и, особенно предпочтительно, по меньшей мере 100°С. Кроме того, температура плавления такого термопластичного материала составляет по меньшей мере 110°С, предпочтительно, более чем 115°С и, особенно предпочтительно, по меньшей мере 120°С. Кроме того, плотность указанного термопластичного материала предпочтительно составляет по меньшей мере 0,918 г/см3, предпочтительно, по меньшей мере 0,922 г/см3, особенно предпочтительно, по меньшей мере 0,925 г/см3 и, более предпочтительно, по меньшей мере 0,930 г/см3.
Согласно дополнительному предпочтительному варианту реализации изобретения, предпочтительно, чтобы температура размягчения по Вика слоя термопластичного материала KSu составляла от 90°С до 150°С, предпочтительно, от 95°С до 140°С и, особенно предпочтительно, от 100°С до 135°С.
В качестве несущего слоя можно использовать любой материал, который подходит специалисту в данной области техники для этой цели и который имеет достаточную прочность и жесткость для придания контейнеру устойчивости в такой степени, что в заполненном состоянии контейнер по существу сохраняет свою форму. Наряду со многими пластмассами, предпочтительными являются волокнистые вещества на растительной основе, в частности, древесная масса (пульпа), предпочтительно отсортированная по крупности, отбеленная и/или не отбеленная древесная масса, при особенно предпочтительными являются бумага и картон. Масса на единицу площади несущего слоя предпочтительно составляет от 120 до 450 г/м2, особенно предпочтительно, от 130 до 400 г/м2 и, наиболее предпочтительно, от 150 до 380 г/м2. Как правило, предпочтительный картон предпочтительно имеет одно- или многослойную структуру и может быть покрыт с одной или обеих сторон одним или более покрывающих слоев. Кроме того, содержание остаточной влаги в предпочтительном картоне составляет менее, чем 20% масс., предпочтительно, от 2 до 15% масс., и, особенно предпочтительно, от 4 до 10% масс. Особенно предпочтительный картон имеет многослойную структуру. Кроме того, на поверхности, обращенной к окружающей среде, картон предпочтительно содержит по меньшей мере один, но особенно предпочтительно, по меньшей мере два слоя покрывающего слоя, который известен специалисту в данной области техники как ʺпокрытиеʺ. В бумажном производстве, жидкие фазы, содержащие неорганические твердые частицы, предпочтительно, растворы, содержащие мел, гипс или глину, которые наносят на поверхность картона, обычно называют ʺпокрытиемʺ. Сопротивление расслаиванию по Скотту, предпочтительного картона предпочтительно составляет от 100 до 350 Дж/м2, предпочтительно, от 125 до 330 Дж/м2 и, особенно предпочтительно, от 135 до 310 Дж/м2. Благодаря приведенным выше диапазонам можно получить композиционный материал, из которого можно легко сложить контейнер с высокой герметичностью при низких допустимых отклонениях.
Слой термопластичного материала KSv предпочтительно лежит между слоем ii и слоем iv. Согласно первому примеру реализации настоящего изобретения, слой термопластичного материала KSv лежит между слоем ii и слоем iii, при этом согласно конкретному варианту реализации первого примера реализации настоящего изобретения, слой термопластичного материала KSv предпочтительно непосредственно следует за слоем ii и предпочтительно опосредованно соединен со слоем iii, например, через слой усилителя адгезии. Согласно второму предпочтительному варианту реализации изобретения, слой термопластичного материала KSv расположен между слоем iii и слоем iv. Согласно конкретному варианту реализации второго примера воплощения настоящего изобретения, слой термопластичного материала KSv предпочтительно соединен непосредственно со слоем iv и предпочтительно опосредованно соединен, например, через слой усилителя адгезии, со слоем iii.
Масса на единицу площади слоя термопластичного материала KSv предпочтительно составляет от 5 до 40 г/м2, особенно предпочтительно, от 8 до 30 г/м2 и, более предпочтительно, от 10 до 25 г/м2. В частности, для получения слоя термопластичного материала KSu можно предпочтительно использовать пластмассы, которые уже были описаны выше.
Согласно конкретному примеру реализации настоящего изобретения, слой термопластичного материала KSv содержит по меньшей мере один термопластичный полимер, температура размягчения по Вика которого составляет по меньшей мере 90°С, предпочтительно, по меньшей мере 95°С и, особенно предпочтительно, по меньшей мере 100°С. Кроме того, температура плавления такого термопластичного полимера предпочтительно составляет по меньшей мере 110°С, предпочтительно, по меньшей мере 115°С и, особенно предпочтительно, по меньшей мере 120°С. Кроме того, плотность указанного термопластичного полимера предпочтительно составляет по меньшей мере 0,918 г/см3, предпочтительно, по меньшей мере 0,922 г/см3, особенно предпочтительно, по меньшей мере 0,925 г/см3 и, более предпочтительно, по меньшей мере 0,930 г/см3.
Согласно предпочтительному примеру реализации настоящего изобретения, слой термопластичного материала KSv присутствует в виде смеси по меньшей мере двух термопластичных материалов. В связи с этим, также предпочтительно, чтобы слой пластмассы KSv содержал термопластичный материал в количестве по меньшей мере 25% масс., особенно предпочтительно, по меньшей мере 35% масс. и, наиболее предпочтительно, по меньшей мере 45% масс., в каждом случае в пересчете на слой пластмассы KSu, температура размягчения по Вика которого составляет по меньшей мере 90°С, предпочтительно, по меньшей мере 95°С и, особенно предпочтительно, по меньшей мере 100°С. Кроме того, температура плавления такого термопластичного материала предпочтительно составляет по меньшей мере 110°С, предпочтительно, по меньшей мере 115°С и, особенно предпочтительно, по меньшей мере 120°С. Кроме того, плотность такого термопластичного материала предпочтительно составляет по меньшей мере 0,918 г/см3, предпочтительно, по меньшей мере 0,922 г/см3, особенно предпочтительно, по меньшей мере 0,925 г/см3 и, более предпочтительно, по меньшей мере 0,930 г/см3.
Согласно дополнительному предпочтительному варианту реализации изобретения, предпочтительно, чтобы температура размягчения по Вика слоя термопластичного материала KSv составляла от 90°С до 150°С, предпочтительно, от 95°С до 140°С и, особенно предпочтительно, от 100°С до 135°С.
Согласно конкретному варианту реализации описанного выше примера воплощения настоящего изобретения, слой пластмассы KSv присутствует в виде смеси полиолефина, полученного с применением металлоценового катализатора, и дополнительного полимера, предпочтительно представляющего собой полиолефин, который не был получен с помощью металлоценового катализатора, предпочтительно полиэтилен, который не был получен с помощью металлоценового катализатора (mPE). Особенно предпочтительно, когда слой термопластичного материала KSv присутствует в виде смеси, содержащей mPE в количестве от 25 до 95% масс., предпочтительно, от 35 до 85% масс., и, особенно предпочтительно, от 45 до 75% масс., и РЕ в количестве от 5 до 75% масс., предпочтительно, от 15 до 65% масс. и, особенно предпочтительно, от 25 до 55% масс., при этом описанный в настоящей заявке mPE соответствует по меньшей мере одному, предпочтительно, по меньшей мере двум и, особенно предпочтительно, всем параметрам, включающим температуру размягчения по Вика, температуру плавления, величину MFR и плотность, упомянутым выше при описании слоя термопластичного материала KSv.
Согласно предпочтительному примеру реализации настоящего изобретения, слой термопластичного материала KSv присутствует в виде смеси по меньшей мере двух термопластичных материалов. В связи с этим, также предпочтительно, если слой пластмассы KSv содержит термопластичный материал в количестве по меньшей мере 25% масс., особенно предпочтительно, по меньшей мере 35% масс. и, наиболее предпочтительно, по меньшей мере 45% масс., в каждом случае в пересчете на слой пластмассы KSv, температура размягчения по Вика которого составляет по меньшей мере 90°С, предпочтительно, по меньшей мере 95°С и, особенно предпочтительно, по меньшей мере 100°С. Кроме того, температура плавления такого термопластичного материала составляет по меньшей мере 110°С, предпочтительно, по меньшей мере 115°С и, особенно предпочтительно, по меньшей мере 120°С. Кроме того, плотность такого термопластичного материала составляет по меньшей мере 0,918 г/см3, предпочтительно, по меньшей мере 0,922 г/см3, особенно предпочтительно, по меньшей мере 0,925 г/см3 и, более предпочтительно, по меньшей мере 0,930 г/см3.
В качестве барьерного слоя можно использовать любой материал, который подходит для такой цели специалисту в данной области техники и проявляет достаточное защитное действие, в частности, в отношении кислорода. Барьерный слой предпочтительно, выбирают из
a. барьерного слоя пластмассы;
b. металлического слоя;
c. слоя оксида металла; или
d. комбинации по меньшей мере двух слоев а-с.
Если барьерный слой представляет собой барьерный слой из пластмассы согласно альтернативному варианту а, указанный слой предпочтительно, содержит по меньшей мере 70% масс, особенно предпочтительно, по меньшей мере 80% масс. и, наиболее предпочтительно, по меньшей мере 95% масс. по меньшей мере одной пластмассы, известной специалисту в данной области техники для такой цели, в частности, благодаря защитным свойствам в отношении запаха или газа, которые являются подходящими с точки зрения упаковки контейнеров. В настоящей заявке возможные пластмассы, в частности, термопластичные материалы, представляют собой пластмассы, содержащие N или О, как сами по себе, так и в смесях двух или более пластмасс. Согласно настоящему изобретению, может оказаться целесообразным, если температура плавления барьерного слоя из пластмассы составляет от более чем 155 до 300°С, предпочтительно, от 160 до 280°С и, особенно предпочтительно, от 170 до 270°С.
Также предпочтительно, если масса на единицу площади барьерного слоя из пластмассы составляет от 2 до 120 г/м2, предпочтительно, от 3 до 60 г/м2, особенно предпочтительно, от 4 до 40 г/м2 и, более предпочтительно, от 6 до 30 г/м2. Кроме того, барьерный слой пластмассы предпочтительно получают из расплавов, например с помощью экструзии, в частности, послойной экструзии. Более предпочтительно, когда барьерный слой пластмассы также можно ввести в листовой композиционный материал путем ламинирования. В настоящей заявке предпочтительно, чтобы пленка была включена в листовой композиционный материал. Согласно другому варианту реализации изобретения, можно также выбрать барьерные слои пластмассы, получаемые путем осаждения из раствора или дисперсии пластмасс.
Возможные подходящие полимеры предпочтительно представляют собой полимеры, средневесовая молекулярная масса которых, определенная методом гель-проникающей хроматографии (GPC) в сочетании с рассеянием света, составляет от 3×103 до 1×107 г/моль, предпочтительно, от 5×103 до 1×106 г/моль и, особенно предпочтительно, от 6×103 до 1×105 г/моль. Возможными подходящими полимерами, в частности, являются полиамид (РА) или сополимер полиэтилена/винилового спирта (EVOH) или их смесь.
Из числа полиамидов, можно использовать все полиамиды (РА), которые кажутся подходящими специалисту в данной области техники для применения согласно настоящему изобретению. В настоящей заявке, в частности, следует упомянуть РА 6, РА 6.6, РА 6.10, РА 6.12, РА 11 или РА 12 или смесь по меньшей мере двух из указанных соединений, при этом особенно предпочтительными являются РА 6 и РА 6.6, причем РА 6 является более предпочтительным. РА 6 можно приобрести на рынке, например, под торговыми названиями Akulon®, Durethan® и Ultramid®. Кроме того, подходящими являются аморфные полиамиды, такие как, например, MXD6, Grivory® и Selar® РА. Плотность РА также предпочтительно составляет от 1,01 до 1,40 г/см3, предпочтительно, от 1,05 до 1,30 г/см3 и, особенно предпочтительно, от 1,08 до 1,25 г/см3. Кроме того, коэффициент вязкости РА предпочтительно составляет от 130 до 185 мл/г и, предпочтительно, от 140 до 180 мл/г.
Как и EVOH, можно использовать все EVOH, которые кажутся специалисту в данной области техники подходящими для применения согласно настоящему изобретению. Примеры таких EVOH, помимо прочего, можно приобрести при большом количестве различных конфигураций в компании EVAL Europe NV, Бельгия под торговым названием EVAL™, например, типы EVAL™ F104B или EVAL™ LR171B. Предпочтительные EVOH имеют по меньшей мере одно, два, несколько или все из следующих свойств:
- содержание этилена от 20 до 60 моль %, предпочтительно, от 25 до 45 моль %;
- плотность от 1,0 до 1,4 г/см3, предпочтительно, от 1,1 до 1,3 г/см3,
- температура плавления от более чем 155 до 235°С, предпочтительно, от 165 до 225°С;
- величина MFR (210°С<2,16 кг, если TM(EVOH)<230°С; 230°С/2,16 кг, если 210°С<TM(EVOH)<230°С) от 1 до 25 г/10 мин, предпочтительно, от 2 до 20 г/10 мин;
- скорость проникновения кислорода от 0,05 до 3,2 см3⋅20 мкм/м2⋅день⋅атм, предпочтительно, от 0,1 до 1 см3⋅20 мкм/м2⋅день⋅атм.
Согласно альтернативному варианту b барьерный слой представляет собой металлический слой. Все слои с металлами, которые известны специалисту в данной области техники и могут обеспечить высокую непроницаемость в отношении света и кислорода, в принципе подходят в качестве металлического слоя. Согласно предпочтительному варианту реализации изобретения, металлический слой может присутствовать в виде фольги или в виде осажденного слоя, например, полученного путем физического осаждения из газовой фазы. Металлический слой предпочтительно представляет собой сплошной слой. Согласно дополнительному предпочтительному варианту реализации изобретения, толщина металлического слоя составляет от 3 до 20 мкм, предпочтительно, от 3,5 до 12 мкм и, особенно предпочтительно, от 4 до 10 мкм.
Предпочтительные выбранные металлы представляют собой алюминий, железо или медь. Стальной слой, например, в форме фольги, может быть предпочтительным в виде слоя железа. Более предпочтительно, металлический слой представляет собой слой с алюминием. Слой алюминия целесообразно выполнить из алюминиевого сплава, такого как, например, AlFeMn, AlFe1.5Mn, AlFeSi или AlFeSiMn. Чистота обычно составляет 97,5% и выше, предпочтительно, 98,5% и выше, в каждом случае в пересчете на весь слой алюминия. Согласно конкретному варианту реализации изобретения, металлический слой выполнен из алюминиевой фольги. Растяжимость подходящей алюминиевой фольги составляет более чем 1%, предпочтительно, более чем 1,3% и, особенно предпочтительно, более чем 1,5%, и предел прочности на разрыв составляет более чем 30 Н/мм2, предпочтительно, более чем 40 Н/мм2 и, особенно предпочтительно, более чем 50 Н/мм. Подходящая алюминиевая фольга в испытании с пипеткой демонстрирует размер капель более чем 3 мм, предпочтительно, более чем 4 мм и, особенно предпочтительно, более чем 5 мм. Подходящие сплавы для получения слоев алюминия или фольги можно приобрести под наименованиями EN AW 1200, EN AW 8079 или EN AW 8111 в компаниях Hydro Aluminium Deutschland GmbH или Amcor Flexibles Singen GmbH.
В случае металлической фольги в качестве барьерного слоя усилитель адгезии можно расположить между металлической фольгой и следующим слоем термопластичного материала с одной и/или обеих сторон металлической фольги. Однако, согласно конкретному варианту реализации контейнера в соответствии с настоящим изобретением, усилитель адгезии размещают между металлической фольгой и следующим слоем термопластичного материала не со стороны металлической фольги.
Более предпочтительно, слой оксида металла можно выбрать в качестве барьерного слоя согласно альтернативному варианту с. Возможные слои оксида металла представляют собой все слои оксида металла, которые хорошо известны и кажутся подходящими специалисту в данной области техники с точки зрения обеспечения защитного действия в отношении света, пара и/или газа. В частности, предпочтительными являются слои оксида металла на основе алюминия, железа или меди, уже упомянутые выше, и слои оксида металла на основе соединений титана или оксида кремния. Слой оксида металла получают, например, путем осаждения из паровой фазы оксида металла на слой пластмассы, например, на ориентированную полипропиленовую пленку. Предпочтительным способом получения такого слоя является физическое осаждение из газовой фазы.
Согласно дополнительному предпочтительному варианту реализации изобретения, металлический слой или слой оксида металла может присутствовать в качестве слоистого композиционного материала из одного или более слоев пластмассы с металлическим слоем. Такой слой можно получить, например, путем осаждения из паровой фазы металла на слой пластмассы, например, на ориентированную полипропиленовую пленку. Предпочтительным способом получения такого слоя является физическое осаждение из газовой фазы.
Согласно дополнительному предпочтительному варианту реализации композиционного материала в соответствии с настоящим изобретением, листовой композиционный материал согласно изобретению содержит по меньшей мере один дополнительный слой термопластичного материала KSa, который предпочтительно расположен между слоем iii и слоем iv. Согласно конкретному варианту реализации изобретения, слой термопластичного материала KSa следует за барьерным слоем, и предпочтительно, следует опосредованно, например, через слой усилителя адгезии. Согласно другому варианту реализации изобретения, между барьерным слоем и слоем термопластичного материала KSa дополнительный слой отсутствует, в частности, отсутствует слой усилителя адгезии. Слой термопластичного материала KSw предпочтительно следует за слоем термопластичного материала KSa, и, особенно предпочтительно, следует непосредственно. Если композиционный материал согласно настоящему изобретению не содержит слоя термопластичного материала KSa, слой термопластичного материала KSw следует за барьерным слоем, предпочтительно, опосредованно, например, через слой усилителя адгезии. Согласно другому примеру реализации настоящего изобретения, в отсутствии слоя термопластичного материала KSa, между слоем термопластичного материала KSw и барьерным слоем дополнительный слой также не размещают, в частности, не размещают слой усилителя адгезии.
Масса на единицу площади слоя термопластичного материала KSa предпочтительно составляет от 5 до 50 г/м2, особенно предпочтительно, от 8 до 40 г/м2 и, более предпочтительно, от 10 до 30 г/м2. В частности, для получения слоя термопластичного материала KSu в свою очередь можно предпочтительно использовать пластмассы, которые уже были описаны выше. Кроме того, температура размягчения по Вика слоя термопластичного материала KSa составляет от 90°С до 150°С, предпочтительно, от 95°С до 140°С и, особенно предпочтительно, от 100°С до 135°С.
Согласно предпочтительному примеру реализации настоящего изобретения, слой термопластичного материала KSa присутствует в виде смеси по меньшей мере двух термопластичных материалов. В связи с этим, также предпочтительно, если слой термопластичного материала KSa содержит термопластичный материал в количестве по меньшей мере 25% масс., особенно предпочтительно, по меньшей мере 35% масс. и, наиболее предпочтительно, по меньшей мере 45% масс., в каждом случае в пересчете на слой термопластичного материала KSa, температура размягчения по Вика которого составляет по меньшей мере 90°С, предпочтительно, по меньшей мере 95°С и, особенно предпочтительно, по меньшей мере 100°С. Кроме того, температура плавления такого термопластичного материала предпочтительно составляет по меньшей мере 110°С, предпочтительно, по меньшей мере 115°С и, особенно предпочтительно, по меньшей мере 120°С. Кроме того, плотность указанного термопластичного материала предпочтительно составляет по меньшей мере 0,918 г/см3, предпочтительно, по меньшей мере 0,922 г/см3, особенно предпочтительно, по меньшей мере 0,925 г/см3 и, более предпочтительно, по меньшей мере 0,930 г/см3.
Согласно конкретному варианту реализации описанного выше примера реализации настоящего изобретения, слой термопластичного материала KSa присутствует в виде смеси полиолефина, полученного с применением металлоценового катализатора, и дополнительного полимера, предпочтительно представляющего собой полиолефин, который не был получен с помощью металлоценового катализатора, предпочтительно, полиэтилен, который не был получен с помощью металлоценового катализатора. Особенно предпочтительно, если слой термопластичного материала KSa присутствует в виде смеси mPE в количестве от 25 до 95% масс., предпочтительно, от 35 до 85% масс. и, особенно предпочтительно, от 45 до 75% масс. и РЕ в количестве от 5 до 75% масс., предпочтительно, от 15 до 65% масс., и, особенно предпочтительно, от 25 до 55% масс., при этом mPE, описанный в настоящей заявке, соответствует по меньшей мере одному, предпочтительно, по меньшей мере двум и, особенно предпочтительно, всем параметрам, включающим температуру размягчения по Вика, температуру плавления, величину MFR и плотность, упомянутым выше при описании слоя термопластичного материала KSv.
Для получения слоя термопластичного материала KSw, масса на единицу площади которого предпочтительно составляет от 2 до 60 г/м2, особенно предпочтительно, от 5 до 50 г/м2 и, более предпочтительно, от 7 до 40 г/м2, можно использовать все известные термопластичные материалы, которые кажутся подходящими специалисту в данной области техники. В частности, можно предпочтительно использовать пластмассы, которые уже были описаны при рассмотрении слоев термопластичного материала KSu, KSv или KSa. Также предпочтительно изготовить слой термопластичного материала KSw в виде смеси по меньшей мере двух термопластичных материалов.
Согласно предпочтительному варианту реализации изобретения, слой термопластичного материала KSw основан на смеси по меньшей мере двух полимеров, при этом плотность одного полимера предпочтительно составляет от 0,910 до 0,930 г/см3, предпочтительно, от 0,915 до 0,925 г/см3. Кроме того, температура плавления такого полимера предпочтительно составляет от 100°С до 115°С. Плотность второго полимера предпочтительно составляет от 0,880 до 0,915 г/см3, предпочтительно, от 0,890 до 0,910 г/см3, и температура плавления особенно предпочтительно составляет от 90°С до 115°С. Температура размягчения по Вика слоя KSw составляет от 60 до 105°С, предпочтительно, от 65 до 100°С и, особенно предпочтительно, от 70 до 95°С.
Согласно конкретному варианту реализации описанного выше примера воплощения настоящего изобретения, слой пластмассы KSw присутствует в виде смеси полиолефина, полученного с применением металлоценового катализатора, и дополнительного полимера, предпочтительно представляющего собой полиолефин, который не был получен с помощью металлоценового катализатора, предпочтительно, полиэтилен, который не был получен с помощью металлоценового катализатора. Особенно предпочтительно, когда слой пластмассы KSw присутствует в виде смеси mPE в количестве от 65 до 95% масс., предпочтительно, от 70 до 90% масс. и, особенно предпочтительно, от 75 до 85% масс. и РЕ в количестве от 5 до 35% масс., предпочтительно, от 10 до 30% масс. и, особенно предпочтительно, от 15 до 25% масс Согласно дополнительному примеру варианта реализации настоящего изобретения, слой термопластичного материала KSw присутствует в виде смеси mPE в количестве от 15 до 45% масс., предпочтительно, от 20 до 40% масс. и, особенно предпочтительно, от 25 до 35% масс. и РЕ в количестве от 55 до 85% масс., предпочтительно, от 60 до 80% масс. и, особенно предпочтительно, от 65 до 75% масс.
Согласно дополнительному предпочтительному варианту реализации изобретения, один или более или все слои термопластичного материала из композиционного материала KSu, KSv, KSw и, возможно, KSa, наряду с термопластичным полимером могут также содержать неорганическое твердое вещество в качестве наполнителя. В связи с этим, предпочтительно, если конкретный слой термопластичного материала содержит термопластичный полимер или полимерную смесь в количестве по меньшей мере 60% масс., предпочтительно, по меньшей мере 80% масс. и, особенно предпочтительно, по меньшей мере 95% масс., в каждом случае в пересчете на соответствующий слой термопластичного материала. Все твердые вещества, которые кажутся подходящими специалисту в данной области техники, можно использовать в качестве неорганического твердого вещества, предпочтительно, измельченной твердого вещества, предпочтительно, в виде солей или оксидов двух- - четырехвалентных металлов. Примеры, которые можно упомянуть в настоящей заявке, представляют собой сульфаты или карбонаты кальция, бария или магния или диоксид титана, предпочтительно, карбонат кальция. Средние размеры частиц (d50 %) неорганической твердой фазы, определенные с помощью ситового анализа, предпочтительно составляют от 0,1 до 10 мкм, предпочтительно, от 0,5 до 5 мкм и, особенно предпочтительно, от 1 до 3 мкм.
Согласно дополнительному предпочтительному варианту реализации изобретения по меньшей мере один, предпочтительно, по меньшей мере два и, более предпочтительно, по меньшей мере три слоя термопластичного материала KSu, KSv, KSw и, возможно, KSa представляют собой смесь пластмасс по меньшей мере двух пластмасс.
Согласно дополнительному предпочтительному варианту реализации изобретения, по меньшей мере один из слоев термопластичного материала KSu, KSv, KSw и, возможно, KSa выполнен из полиэтилена или полипропилена или смеси по меньшей мере двух из указанных соединений.
Согласно дополнительному конкретному варианту реализации листового композиционного материала согласно настоящему изобретению по меньшей мере один из слоев термопластичного материала KSu, KSa, KSw и, возможно, KSa присутствует в виде смеси полиолефина, полученного с применением металлоценового катализатора, и дополнительного полимера, предпочтительно, представляющего собой полиолефин, который не был получен с помощью металлоценового катализатора, предпочтительно, полиэтилен, который не был получен с помощью металлоценового катализатора (mPE). Особенно предпочтительно, когда слой термопластичного материала KSv присутствует в виде смеси mPE в количестве от 25 до 95% масс., предпочтительно, от 35 до 85% масс. и, особенно предпочтительно, от 45 до 75% масс. и РЕ в количестве от 5 до 75% масс., предпочтительно, от 15 до 65% масс. и, особенно предпочтительно, от 25 до 55% масс., при этом mPE, описанный в настоящей заявке, соответствует по меньшей мере одному, предпочтительно, по меньшей мере двум и, особенно предпочтительно, всем упомянутым выше параметрам.
По меньшей мере один из слоев пластмассы KSu, KSv, KSw и, возможно, KSa предпочтительно содержит по меньшей мере один полиолефин с массовой плотностью от 0,918 г/см3 до 0,980 г/см3, предпочтительно, от 0,922 до 0,970 г/см3, особенно предпочтительно, от 0,925 до 0,965 г/см3 и, более предпочтительно, от 0,930 до 0,960 г/см3, в количестве от 20% масс, до 100% масс., предпочтительно, от 45 до 95% масс. и, особенно предпочтительно, от 65 до 85% масс., в каждом случае в пересчете на суммарную массу слоя пластмассы. Особенно предпочтительно, когда слои пластмассы KSu, KSv и, возможно, KSa, в частности, имеют приведенную выше массовую плотность. Согласно дополнительному предпочтительному варианту реализации изобретения, массовая плотность двух слоев пластмассы KSv и KSu и, более предпочтительно, слоев пластмассы KSu, KSv и, возможно, KSa, находится в приведенном выше диапазоне. Особенно предпочтительно, если массовая плотность слоя пластмассы KSw не лежит в упомянутом диапазоне. Согласно дополнительному предпочтительному варианту реализации изобретения, температура плавления слоев термопластичного материала KSu, KSv, KSw и, возможно, KSa находится в диапазоне от 80 до 155°С.
Согласно настоящему изобретению, температура размягчения по Вика слоя термопластичного материала KSu более высокая, особенно предпочтительно, в каждом случае выше температуры размягчения по Вика слоя термопластичного материала KSw на по меньшей мере 4 K, по меньшей мере 6 K, по меньшей мере 8 K, по меньшей мере 10 K, по меньшей мере 12 K, по меньшей мере 14 K, по меньшей мере 16 K или по меньшей мере 18 K. Согласно другому варианту реализации изобретения, температура размягчения по Вика слоя термопластичного материала KSv также более высокая, особенно предпочтительно, в каждом случае выше температуры размягчения по Вика слоя термопластичного материала KSw на по меньшей мере 4 K, по меньшей мере 6 K, по меньшей мере 8 K, по меньшей мере 10 K, по меньшей мере 12 K, по меньшей мере 14 K, по меньшей мере 16 K или по меньшей мере 18 K. Наблюдаемые максимальные различия в температурах размягчения по Вика часто составляют 60 K.
Также предпочтительно, когда температура размягчения по Вика по меньшей мере одного слоя термопластичного материала KSu, и, особенно предпочтительно, также слоя термопластичного материала KSv, составляет в каждом случае от 85 до 140°С, или от 90 до 135°С, или от 95 до 130°С. Температура размягчения по Вика по меньшей мере одного слоя пластмассы KSw предпочтительно составляет от 60°С до 105°С, или от 65°С до 100°С, или от 70°С до 95°С.
Согласно дополнительному предпочтительному варианту реализации изобретения, температура плавления слоя термопластичного материала KSu более высокая, особенно предпочтительно, в каждом случае выше температуры плавления слоя термопластичного материала KSw на по меньшей мере 3 K или 4 K, по меньшей мере 6 K, по меньшей мере 8 K, по меньшей мере 10 K, по меньшей мере 12 K, по меньшей мере 14 K, по меньшей мере 16 K или по меньшей мере 18 K. Согласно другому примеру реализации настоящего изобретения, температура плавления слоя термопластичного материала KSv также более высокая, особенно предпочтительно, в каждом случае выше температуры плавления слоя термопластичного материала KSw на по меньшей мере 3 K или 4 K, по меньшей мере 6 K, по меньшей мере 8 K, по меньшей мере 10 K, по меньшей мере 12 K, по меньшей мере 14 K, по меньшей мере 16 K или по меньшей мере 18 K. Наблюдаемые максимальные различия в температурах плавления часто составляют 60 K.
Также предпочтительно, когда температура плавления слоя термопластичного материала KSu, и возможно, слоя термопластичного материала KSv, в каждом случае составляет от 100 до 150°С или от 105 до 140°С. Температура плавления слоя термопластичного материала KSw предпочтительно составляет от 80°С до 120°С, или от 85°С до 115°С, или от 90°С до 110°С.
Кроме того, предпочтительно, когда конкретный слой термопластичного материала, наиболее удаленный от несущего слоя - часто называемого слоем термопластичного материала KSw - присутствует в виде смеси по меньшей мере двух пластмасс.
Согласно дополнительному предпочтительному варианту реализации изобретения, между несущим слоем и слоем термопластичного материала KSw не размещают металлическую фольгу.
Возможные усилители адгезии в слое усилителя адгезии представляют собой все пластмассы, которые, благодаря функционализации с применением подходящих функциональных групп, подходят для обеспечения прочного соединения за счет образования ионных или ковалентных связей с поверхностью другого конкретного слоя. Предпочтительно существуют функционализированные полиолефины, которые были получены посредством сополимеризации этилена с акриловыми кислотами, такими как акриловая кислота, метакриловая кислота, кротоновая кислота, акрилаты, производные акрилатов или ангидриды карбоновых кислот, содержащие двойные связи, например, малеиновый ангидрид, или с по меньшей мере двумя из указанных соединений. Среди перечисленных соединений предпочтительными являются полимеры, привитые полиэтиленом-малеиновым ангидридом (ЕМАН), сополимеры этилена/акриловой кислоты (ЕАА) или сополимеры этилена/метакриловой кислоты (ЕМАА), которые продаются на рынке, например, под торговыми названиями Bynel® и Nucrel® 0609HSA компанией DuPont или Escor® 6000ExCo компанией ExxonMobile Chemicals.
Согласно настоящему изобретению, предпочтительно, если адгезия между несущим слоем, слоем термопластичного материала KSu или KSv, предпочтительно, по меньшей мере двумя из указанных слоев, конкретным следующим слоем составляет по меньшей мере 0,5 Н/15 мм, предпочтительно, по меньшей мере 0,7 Н/15 мм и, особенно предпочтительно, по меньшей мере 0,8 Н/15 мм. Согласно одному из вариантов реализации настоящего изобретения, предпочтительно, когда адгезия между слоем термопластичного материала KSu и несущим слоем составляет по меньшей мере 0,3 Н/15 мм, предпочтительно, по меньшей мере 0,5 Н/15 мм и, особенно предпочтительно, по меньшей мере 0,7 Н/15 мм. Кроме того, предпочтительно, если адгезия между барьерным слоем и слоями, прилегающими к барьерному слою, в случае непосредственного следования слоев термопластичного материала KSv и/или KSa составляет по меньшей мере 0,8 Н/15 мм, предпочтительно, по меньшей мере 1,0 Н/15 мм и, особенно предпочтительно, по меньшей мере 1,4 Н/15 мм. В случае, когда за барьерным слоем опосредованно через слои усилителя адгезии расположены следующие слои листового композиционного материала, предпочтительно, если адгезия между барьерным слоем и слоем усилителя адгезии составляет по меньшей мере 1,8 Н/15 мм, предпочтительно, по меньшей мере 2,2 Н/15 мм и, особенно предпочтительно, по меньшей мере 2,8 Н/15 мм. Согласно конкретному варианту реализации листового композиционного материала, между отдельными слоями имеет место такая сильная адгезия, что при испытании на адгезионную прочность происходит разрыв несущего слоя, и в случае картона в качестве несущего слоя, так называемый разрыв волокна картона.
В одном из вариантов реализации способа согласно настоящему изобретению, предпочтительно для дополнительного улучшения склеивания двух соседних слоев друг с другом подвергнуть указанные слои поверхностной обработке, например, во время покрытия. Подходящими способами поверхностной обработки являются огневая обработка, обработка плазмой, обработка коронным разрядом или обработка с помощью озона, известные, наряду с прочими, специалисту в данной области техники. Однако также возможно использование других способов, которые приводят к образованию функциональных групп на поверхности обработанного слоя. Согласно конкретному варианту реализации изобретения, по меньшей мере один из указанных способов используют при ламинировании металлических слоев, в частности, металлической фольги.
Чтобы облегчить открывание контейнера согласно настоящему изобретению, несущий слой может содержать по меньшей мере одно отверстие. Согласно конкретному варианту реализации изобретения, указанное отверстие покрывают по меньшей мере барьерным слоем и по меньшей мере слоем термопластичного материала KSw в качестве слоя, закрывающего отверстие.
Согласно дополнительному предпочтительному варианту реализации изобретения, несущий слой композиционного материала содержит отверстие, закрытое по меньшей мере слоем термопластичного материала KSv, барьерным слоем и слоями термопластичного материала KSw и, возможно, слоем термопластичного материала KSa в качестве слоев, закрывающих отверстие. Особенно предпочтительно дополнительно покрыть отверстие слоем термопластичного материала KSu. Кроме того, между уже упомянутыми слоями можно расположить один или более дополнительных слоев, в частности, слои усилителя адгезии. В настоящей заявке предпочтительно соединить друг с другом слои, закрывающие отверстие, по меньшей мере частично, предпочтительно, в пределах по меньшей мере 30%, предпочтительно, по меньшей мере 70% и, особенно предпочтительно, в пределах по меньшей мере 90% от площади участка, образованного отверстием. Согласно конкретному варианту реализации изобретения, предпочтительно, когда отверстие проходит через весь композиционный материал и покрыто укупорочным средством или устройством открывания, которое закрывает отверстие.
В связи с первым предпочтительным вариантом реализации изобретения, отверстие, расположенное в несущем слое, может иметь любую форму, известную специалисту в данной области техники, и подходить для различных укупорочных средств, соломинок для питья или средств открывания.
Открывание такого контейнера обычно выполняют путем по меньшей мере частичного разрушения слоев, закрывающих отверстие. Такое разрушение можно осуществить путем разрезания, вдавливания в контейнер или вытягивания из контейнера. Указанное разрушение можно осуществить с применением укупорочного средства, выполненного с возможность открывания, соединенного с контейнером и расположенного вблизи отверстия, обычно выше отверстия, или соломки для питья, которую проталкивают через слои, закрывающие отверстие.
Согласно дополнительному предпочтительному варианту реализации изобретения, несущий слой композиционного материала содержит несколько отверстий в форме перфорированной структуры, при этом отдельные отверстия покрыты по меньшей мере барьерным слоем и слоем термопластичного материала KSw в качестве слоя, закрывающего отверстие. Затем контейнер, изготовленный из такого композиционного материала, можно открыть путем разрыва вдоль перфорированной структуры. Такие отверстия для перфорированных структур предпочтительно изготавливают с помощью лазера. Применение лазерных лучей особенно предпочтительно, если в качестве барьерного слоя используют металлическую или металлизированную фольгу. Кроме того, перфорированную структуру можно изготовить с помощью механических средств перфорации, обычно имеющих лезвия.
Согласно дополнительному предпочтительному варианту реализации изобретения, листовой композиционный материал подвергают термической обработке по меньшей мере вблизи по меньшей мере одного отверстия. В случае нескольких отверстий, присутствующих в несущем слое в форме перфорированной структуры, особенно предпочтительно выполнить такую термическую обработку вокруг граничной области отверстия.
Термическую обработку можно осуществить с помощью излучения, горячего газа, термического контакта с твердой фазой, с помощью механической вибрации или с применением комбинации по меньшей мере двух из указанных мер. Особенно предпочтительно, если термическую обработку выполняют путем облучения, предпочтительно, электромагнитного излучения и, особенно предпочтительно, электромагнитной индукции или также с применением горячего газа. Конкретные оптимальные рабочие параметры, которые должны быть выбраны, известны специалисту в данной области техники.
Согласно дополнительному предпочтительному варианту реализации изобретения, пластмасса в слоях термопластичного материала из листового композиционного материала, в частности, в слоях термопластичного материала KSv и, возможно, KSa, не содержит сомономеров, которые известны специалисту в данной области техники как влияющие на улучшение адгезии, обычно за счет образования химических связей. Такие сомономеры были упомянуты выше в числе других при описании слоев усилителя адгезии. В частности, поэтому слои термопластичного материала KSv и, возможно, KSa как правило не подходят в качестве усилителей адгезии или в качестве адгезивных слоев.
В настоящем изобретении также предложен способ получения листового композиционного материала, описанного выше. Для такого получения можно использовать все способы, которые известны специалисту в данной области техники и кажутся подходящими для получения композиционного материала согласно настоящему изобретению.
Согласно одному из предпочтительных вариантов реализации настоящего изобретения, листовой композиционный материал, предложенный в изобретении, можно получить способом, который включает, в числе прочего, следующие технологические стадии:
A. обеспечение заготовки композиционного материала, содержащей по меньшей мере несущий слой;
B. нанесение по меньшей мере одного слоя термопластичного материала на одну сторону заготовки композиционного материала,
C. нанесение о меньшей мере одного дополнительного слоя термопластичного материала на противоположную сторону заготовки композиционного материала.
На технологической стадии А способа согласно настоящему изобретению, сначала получают заготовку композиционного материала, содержащую по меньшей мере несущий слой. Заготовка композиционного материала предпочтительно содержит несущий слой, который уже может иметь одно или более отверстий и на которой возможно нанесен по меньшей мере один печатный слой. Однако указанная заготовка композиционного материала предпочтительно представляет собой непечатный несущий слой.
На стадии В на полученную заготовку композиционного материала наносят по меньшей мере один слой термопластичного материала. Нанесение такого по меньшей мере одного слоя предпочтительно осуществляют путем покрытия расплавом, предпочтительно, путем покрытия методом экструзии. Однако с помощью совместной экструзии на стадии В также возможно последовательное или одновременное нанесение нескольких слоев, например, слоев термопластичного материала, барьерных слоев и/или слоев усилителя адгезии.
Далее на стадии С на противоположную сторону заготовки композиционного материала наносят по меньшей мере один дополнительный слой термопластичного материала. Нанесение такого по меньшей мере одного дополнительного слоя термопластичного материала предпочтительно выполняют путем покрытия расплавом, предпочтительно, путем покрытия методом экструзии. Однако с помощью совместной экструзии на стадии С также возможно последовательное или одновременное нанесение нескольких слоев, например, слоев термопластичного материала, барьерных слоев и/или слоев усилителя адгезии.
Согласно предпочтительному варианту реализации изобретения, при нанесении отдельных слоев по меньшей мере одну пленку или многослойную композиционную пленку получают в форме рулона и наслаивают на композиционный материал посредством дополнительных слоев, предпочтительно, слоев термопластичного материала или слоев усилителя адгезии. Это имеет место, в частности во время введения металлических слоев, в частности металлической фольги.
Если листовой композиционный материал содержит одно или более отверстий, облегчающих раскрытие, указанные отверстия можно сделать в листовом композиционном материале либо перед стадией А, после стадии В, либо после стадии С.
Согласно предпочтительному варианту реализации указанного способа, непечатный несущий слой, который уже содержит отверстия, обеспечивают в качестве заготовки композиционного материала на стадии А. Затем на стадии В на заготовку композиционного материала наносят слой термопластичного материала KSu. Далее на дополнительной технологической стадии С наносят слой термопластичного материала KSv, барьерный слой, слой термопластичного материала KSw и возможно, слой термопластичного материала KSa. В каждом случае сюда же можно совместно нанести один или более слоев усилителя адгезии. Однако согласно другому варианту реализации изобретения, на стадии В также возможно нанесение первого слоя термопластичного материала KSv, барьерного слоя, слоя термопластичного материала KSw и, возможно, слоя термопластичного материала KSa. Затем на стадии С наносят слой термопластичного материала KSu. В каждом случае сюда же также можно совместно нанести дополнительные слои, например, слои усилителя адгезии. Экструзию можно осуществить с получением отдельных слоев в серии следующих один за другим отдельных экструдеров или также с получением нескольких слоев посредством совместной экструзии при неизменном сохранении приведенной выше последовательности отдельных слоев. В процессе согласно настоящему изобретению также можно использовать комбинацию способов нанесения покрытий экструзией и ламинированием.
В связи с листовым композиционным материалом, а также в связи с заготовкой композиционного материала, по меньшей мере один из двух указанных элементов предпочтительно имеет по меньшей мере один или два и более надрезов, вдоль которых при производстве контейнера образуются грани. Это облегчает складывание и образование загиба, проходящего вдоль линии, полученной с помощью надреза, и позволяет получить таким образом складку, расположенную как можно более равномерно и точно. Надрезы можно сделать уже перед стадией А, после стадии В или также после стадии С, при этом предпочтительно нанести надрезы после стадии С, то есть после нанесения покрытия на обе стороны несущего слоя.
Как правило, листовой композиционный материал получают в виде свернутых в рулон изделий при совместной экструзии отдельных слоев листового композиционного материала. На указанные свернутые в рулон изделия нанесены надрезы. Однако также можно сделать надрезы в несущем слое уже перед нанесением покрытия.
Согласно дополнительному предпочтительному варианту реализации предложенного в настоящем изобретении способа производства листового композиционного материала, предпочтительно, особенно если несущий слой, описанный выше, включает отверстие или несколько отверстий, когда по меньшей мере один из слоев термопластичного материала KSu, KSv, KSw или, возможно, KSa растягивают во время нанесения, при этом указанное растяжение предпочтительно выполняют путем растяжения в расплаве, особенно предпочтительно, путем одноосного растяжения в расплаве. Для осуществления такого растяжения, на заготовку композиционного материала наносят слой в расплавленном состоянии с помощью экструдера для экструзии из расплава и затем нанесенный слой, который все еще находится в расплавленном состоянии, растягивают в предпочтительно в одноосном направлении, обеспечивая ориентацию полимера в этом направлении. Далее нанесенный слой оставляют охлаждаться с целью термофиксации.
В связи с этим, особенно предпочтительно выполнять растяжение с применением по меньшей мере следующих стадий нанесения:
b1. получения по меньшей мере одного слоя термопластичного материала в виде по меньшей мере одной пленки расплава, выходящей через меньшей мере одну щель экструзионной головки при скорости на выходе Vвыход;
b2. нанесения по меньшей мере одной пленки расплава на заготовку композиционного материала, перемещающуюся относительно по меньшей мере одной щели экструзионной головки со скоростью перемещения Vувел.;
где Vвыход<Vувел.. Особенно предпочтительно, когда Vувел. больше, чем Vвыход, в 5-200 раз, особенно предпочтительно, в 7-150 раз, более предпочтительно, в 10-50 раз и, наиболее предпочтительно, в 15-35 раз. В этом контексте, предпочтительно, когда Vувел. составляет по меньшей мере 100 м/мин, особенно предпочтительно, по меньшей мере 200 м/мин и очень предпочтительно, по меньшей мере 350 м/мин, но не выше 1300 м/мин.
После нанесения слоя расплава на заготовку композиционного материала с применением процесса растяжения, описанного выше, слой расплава оставляют охлаждаться с целью термофиксации, при этом такое охлаждение предпочтительно выполняют путем гашения за счет контакта с поверхностью, температуру которой поддерживают в диапазоне от 5 до 50°С, особенно предпочтительно, в диапазоне от 10 до 30°С.
Как уже описано выше, после термофиксации может оказаться особенно предпочтительным подвергнуть листовой композиционный материал тепловой обработке по меньшей мере вблизи по меньшей мере одного отверстия, чтобы по меньшей мере частично устранить в этом месте ориентацию полимера.
Согласно дополнительному предпочтительному варианту реализации изобретения, по меньшей мере один, предпочтительно, два или даже все слоя термопластичного материала KSu, KSv, KSw или, возможно, KSa получают с помощью экструзии или совместной экструзии по меньшей мере одного полимера Р1 через щелевую экструзионную головку с получением выходящей поверхности, при этом по меньшей мере один полимер Р2, отличающийся от полимера Р1, размещают на боковых сторонах поверхности по меньшей мере одного полимера Р1, выходящего из щелевой экструзионной головки. В качестве полимера Р2 предпочтительно выбирают термопластичные полимеры. Предпочтительные термопластичные полимеры имеют высокую степень разветвления, широкое распределение молекулярных масс, и в случае покрытия, нанесенного экструзией, после выхода из головки проявляют низкую склонность к ʺсужениюʺ и ʺкороблению краевʺ или отслаиванию пленки.
Выше уже были описаны предпочтительные варианты реализации изобретения, относящиеся к производству листового композиционного материала, в котором используют по меньшей мере один или более, вплоть до всех, слоев термопластичных материалов, которые можно получить с помощью экструзии или совместной экструзии. Выбор используемого термопластичного материала зависит от того, какие слои термопластичного материала KSu, KSv, KSw или, возможно, KSa должны быть получены посредством экструзии или совместной экструзии. Что касается подходящих и предпочтительных термопластичных материалов, можно отослать к описанию слоев пластмассы KSu, KSv, KSw и, возможно, KSa. Затем выбранный термопластичный материал или смесь выбранных термопластичных материалов образуют Р1 конкретного слоя термопластичного материала. Во время совместной экструзии различных слоев, из нескольких различных термопластичных материалов или смесей пластмасс Р1 образуется поверхность F.
Что касается эффективного использования материалов, согласно предпочтительному варианту реализации изобретения, полимер Р2 может также представлять собой составную часть поверхности F. Один или более термопластичных материалов, предпочтительно, полиэтилены, особенно предпочтительно, LDPE и, более предпочтительно, LDPE, полученные в автоклавном реакторе, являются особенно подходящими в качестве полимера Р2. В качестве примера, подходящими полимерами являются 23L430 или 19N430 от компании Ineos. Также возможно применение смеси по меньшей мере двух подходящих полимеров в качестве граничного слоя Р2.
Полимер Р1 и полимер Р2 предпочтительно, подвергают совместной экструзии. Таким образом, они образуют тесно связанные участки выходящей поверхности. В настоящей заявке используют по существу два варианта загрузки полимерного потока Р2 в экструзионную головку. Если Р2 также является составной частью пленки F, его можно выделить в отдельный полимерный поток в загрузочном блоке и направить в граничную область экструзионной головки. В качестве альтернативы, можно также использовать дополнительный экструдер, который обеспечивает Р2 и направляет его в экструзионную головку.
Во время экструзии, термопластичные материалы обычно нагревают до температур от 210 до 330°С, которые измеряют на расплавленной полимерной пленке ниже выхода у экструзионной головки. Экструзию можно осуществить с помощью экструзионных устройств, известных специалисту в данной области техники и приобретаемых на рынке, таких как, например, экструдеры, шнеки экструдера, загрузочный блок и т.п.
Согласно дополнительному предпочтительному варианту реализации изобретения, появившейся участок охлаждают до температуры ниже самой низкой температуры плавления полимеров Р1 и Р2, расположенных на этой поверхности или на ее боковых сторонах, и затем по меньшей мере боковые стороны указанной поверхности отделяют от самой поверхности. Охлаждение можно осуществить любым способом, который известен специалисту в данной области техники и кажется подходящим. Кроме того, в настоящей заявке предпочтительной является уже описанная выше термофиксация. Далее, по меньшей мере боковые стороны отделяют от поверхности F. Указанное отделение можно осуществить любым способом, который известен специалисту в данной области техники и кажется подходящим. Такое отделение предпочтительно выполняют с помощью ножа, лазерного луча или струи воды или комбинации двух или более из указанных способов, при этом особенно предпочтительным является применение ножей, в частности, ножей для резания наклонным лезвием.
В настоящем изобретении также предложен контейнер, который окружает внутреннюю часть и содержит по меньшей мере листовой композиционный материал, описанный выше. Варианты реализации изобретения, и, в частности, предпочтительные варианты реализации изобретения, описанные в связи с листовым композиционным материалом, предложенным в настоящем изобретении, также являются предпочтительными для контейнера согласно настоящему изобретению.
В настоящем изобретении также предложен контейнер, который окружает внутреннюю часть и содержит по меньшей мере листовой композиционный материал, описанный выше. Варианты реализации изобретения, и, в частности, предпочтительные варианты реализации изобретения, описанные в связи с листовым композиционным материалом, предложенным в настоящем изобретении, также являются предпочтительными для контейнера согласно настоящему изобретению.
В настоящем изобретении также предложен способ производства контейнера, окружающего внутреннюю часть, включающий по меньшей мере стадии
а. обеспечения листового композиционного материала, содержащего слоистую структуру с по меньшей мере следующими 5 слоями:
i. первым слоем термопластичного материала KSu пластмассовой композиции KSum;
ii. несущим слоем;
iii. барьерным слоем;
iv. вторым слоем термопластичного материала KSw пластмассовой композиции KSwm;
при этом слои i-iv предпочтительно расположены в указанной последовательности;
причем листовой композиционный материал содержит по меньшей мере один дополнительный слой термопластичного материала KSv из пластмассовой композиции KSvm, предпочтительно расположенный между слоем ii и слоем iv;
при этом температура размягчения по Вика пластмассовой композиции KSum выше температуры размягчения по Вика пластмассовой композиции KSwm;
b. складывания листового композиционного материала с образованием складки с по меньшей мере двумя складными поверхностями, прилегающими друг к другу, при этом слой iv обращен к внутренней части контейнера;
c. соединения в каждом случае по меньшей мере части по меньшей мере двух складных поверхностей с образованием зоны контейнера;
d. закрывания сложенного, листового композиционного материала с помощью закрывающего устройства, что предпочтительно приводит к получению закрытого, заполненного контейнера.
Пластмассовые композиции, применяемые согласно настоящему изобретению, можно изготовить из одного термопластичного материала или от двух или более термопластичных материалов. Соответственно, приведенные выше утверждения применяют в настоящей заявке к термопластичным материалам и слоям термопластичного материала. В целом пластмассовые композиции можно подавать в экструдер в любой форме, которая подходит для экструдирования с точки зрения специалиста в данной области техники. Пластмассовые композиции предпочтительно используют в виде порошков или гранул, предпочтительно, в виде гранул.
Варианты реализации изобретения, и, в частности, предпочтительные варианты реализации изобретения, описанные в связи с листовым композиционным материалом согласно настоящему изобретению, также предпочтительно использовать в способе, предложенном в настоящем изобретении для производства контейнера, окружающего внутреннюю часть. Кроме того, в частности предпочтительно, когда температура размягчения по Вика пластмассовой композиции KSum выше температуры размягчения по Вика пластмассовой композиции KSwm. Согласно дополнительному примеру реализации способа согласно настоящему изобретению, предпочтительно, когда температура размягчения по Вика пластмассовой композиции KSvm также выше температуры размягчения по Вика пластмассовой композиции KSwm.
Кроме того, в способе согласно настоящему изобретению, предпочтительно, когда температура размягчения по Вика пластмассовой композиции KSum выше чем температура размягчения по Вика пластмассовой композиции KSwm, особенно предпочтительно в каждом случае на по меньшей мере 4 K, по меньшей мере 6 K, по меньшей мере 8 K, по меньшей мере 10 K, по меньшей мере 12 K, по меньшей мере 14 K, по меньшей мере 16 K или по меньшей мере 18 K. Согласно другому варианту реализации изобретения, температура размягчения по Вика пластмассовой композиции KSvm также выше, чем температура размягчения по Вика пластмассовой композиции KSwm, в каждом случае особенно предпочтительно на по меньшей мере 4 K, по меньшей мере 6 K, по меньшей мере 8 K, по меньшей мере 10 K, по меньшей мере 12 K, по меньшей мере 14 K, по меньшей мере 16 K или по меньшей мере 18 K. Наблюдаемые максимальные различия в температурах размягчения по Вика часто составляют 60 K.
Если свернутые в рулон изделия, имеющие надрезы, не применяют непосредственно на стадии а, болванки для отдельного контейнера получают из свернутых в рулон изделий и используют в виде листового композиционного материала на стадии а.
Контейнер согласно настоящему изобретению может принимать большое количество различных форм, но по существу предпочтительной является структура квадратной формы. Более того, контейнер можно сформировать по всей его поверхности из листового композиционного материала, или контейнер может иметь структуру из двух или нескольких частей. В случае структуры, состоящей из нескольких частей, наряду с листовым композиционным материалом можно также использовать другие материалы, например, пластичный материал, который можно применять, в частности, в верхней части или в основании контейнера. Однако в настоящей заявке предпочтительно, когда контейнер изготавливают из листового композиционного материала в пределах по меньшей мере 50%, особенно предпочтительно, в пределах по меньшей мере 70% и, более предпочтительно, в пределах по меньшей мере 90% относительно поверхности. Кроме того, контейнер может содержать устройство для опорожнения содержимого. Указанное устройство можно изготовить, например, из пластичного материала и прикрепить к наружной части контейнера. Кроме того, указанное устройство можно встроить в контейнер путем ʺбезлитникового литья под давлениемʺ.
Согласно предпочтительному варианту реализации, контейнер, предлагаемый в настоящем изобретении, имеет по меньшей мере одну, предпочтительно, от 4 до 22 или также более граней, особенно предпочтительно, от 7 до 12 граней. В контексте настоящего изобретения, под гранью понимают участки, которые образуются при складывании поверхности. Грани, которые можно упомянуть в качестве примера, представляют собой удлиненные области контакта в каждом случае двух поверхностей стенок контейнера. В контейнере, стенки контейнера предпочтительно представляют собой поверхности контейнера, расположенные между гранями.
На технологической стадии а способа согласно настоящему изобретению, сначала обеспечивают листовой композиционный материал, полученный описанным выше способом производства листового композиционного материала, из которого затем на технологической стадии b формируют заготовку контейнера путем складывания.
Согласно одному из вариантов реализации способа согласно настоящему изобретению, на стадии b температура по меньшей мере одного, предпочтительно, по меньшей мере двух слоев термопластичного материала KSu, KSv, KSw и, возможно, KSa, также предпочтительно, по меньшей мере слоя пластмассы KSw, и, особенно предпочтительно, каждого из слоев термопластичного материала KSu, KSv, KSw и, возможно, KSa, выше температуры плавления отдельного слоя.
Согласно другому варианту реализации способа, предложенного в настоящем изобретении, на стадии b температура по меньшей мере одного, предпочтительно, по меньшей мере двух слоев термопластичного материала KSu, KSv, KSw и, возможно, KSa, также предпочтительно, по меньшей мере слоя термопластичного материала KSw, и, особенно предпочтительно, каждого из слоев термопластичного материала KSu, KSv, KSw и, возможно, KSa, ниже температуры плавления отдельного слоя.
Согласно дополнительному предпочтительному варианту реализации способа, предложенного в настоящем изобретении, температура плавления по меньшей мере одного, предпочтительно, по меньшей мере двух слоев термопластичного материала KSu, KSv, KSw и, возможно, KSa, также предпочтительно, по меньшей мере слоев термопластичного материала KSw и, возможно, KSa, или также всех слоев термопластичного материала KSu, KSv, KSw и, возможно, KSa ниже температуры плавления барьерного слоя.
В настоящей заявке температуры плавления по меньшей мере одного, предпочтительно, по меньшей мере двух слоев термопластичного материала KSu, KSv, KSw и, возможно, KSa, также предпочтительно, по меньшей мере слоев термопластичного материала KSw и, возможно, KSa или также всех слоев термопластичного материала KSu, KSv, KSw и, возможно, KSa и температура плавления барьерного слоя предпочтительно отличаются на по меньшей мере 1 K, особенно предпочтительно, на по меньшей мере 10 K, еще более предпочтительно, на по меньшей мере 50 K, более предпочтительно, на по меньшей мере 100 K. Разность температур следует предпочтительно выбрать достаточно высокой с тем, чтобы при складывании не происходило расплавление барьерного слоя, в частности, не происходило расплавление барьерного слоя пластмассы.
В способе согласно настоящему изобретению, согласно дополнительному варианту реализации, дополнительная стадия складывания следует за стадией d в качестве стадии е, причем при дополнительном складывании температура по меньшей мере одного, предпочтительно, каждого из слоев термопластичного материала KSu, KSv, KSw и, возможно, KSa ниже температуры плавления указанного слоя термопластичного материала.
Согласно настоящему изобретению, в этом контексте под ʺскладываниемʺ понимают операцию, при которой в сложенном листовом композиционном материале за счет складывающейся грани сгибающего устройства образуется предпочтительно удлиненный загиб, формирующий угол. Для этого, две прилегающие поверхности листового композиционного материала часто еще больше сгибают по направлению друг к другу. За счет складки образуются по меньшей мере две соседние складные поверхности, по меньшей мере части которых затем можно соединить с образованием зоны контейнера. Согласно настоящему изобретению, такое соединение можно осуществить с помощью любого метода, который кажется подходящим специалисту в данной области техники и который позволяет получить место соединения, которое по возможности будет непроницаемо как для газовой, так и для жидкой фазы. Указанное соединение можно осуществить путем уплотнения или склеивания или с помощью комбинации двух указанных методов. В случае уплотнения, место соединения создают с помощью жидкости и ее затвердевания. В случае склеивания, между границами раздела или поверхностями двух предметов, которые должны быть соединены, образуются химические связи, создающие место соединения. В случае уплотнения или склеивания, часто целесообразно спрессовывать друг с другом поверхности, подвергаемые уплотнению или склеиванию.
Температуру уплотнения предпочтительно выбирают таким образом, чтобы термопластичные материалы, участвующие в уплотнении, предпочтительно, полимеры слоя термопластичного материала KSu и/или слоя термопластичного материала KSw, присутствовали в виде расплава. Соответственно, температуры уплотнения выше температуры плавления отдельной пластмассы на по меньшей мере 1 K, предпочтительно, на по меньшей мере 5 K и, особенно предпочтительно, на по меньшей мере 10 K. Кроме того, выбранная температура уплотнения не должна быть слишком высокой, чтобы воздействие тепла на пластмассу или пластмассы не было излишне сильным с тем, чтобы указанные материалы не теряли своих предполагаемых свойств.
Согласно дополнительному предпочтительному варианту реализации способа, предложенного в настоящем изобретении, предполагают, что контейнер заполняют пищевым продуктом перед стадией b или после стадии с. В качестве пищевого продукта можно использовать все предназначенные для потребления человеком пищевые продукты, известные специалисту в данной области техники, а также корма для животных. Предпочтительные пищевые продукты представляют собой жидкости при температуре выше 5°С, например, молочные продукты, супы, соусы и негазированные напитки. Наполнение можно осуществить различными способами. С одной стороны, пищевой продукт и контейнер можно стерилизовать по отдельности, перед наполнением, до максимально возможной степени с применением подходящих методов, таких как обработка контейнера с помощью Н2O2, УФ излучения или другого подходящего высокоэнергетического излучения, плазменная обработка или комбинация по меньшей мере двух из указанных методов, а также путем нагревания пищевого продукта, и затем заполняют контейнер. Такой тип наполнения часто называют ʺасептическим наполнениемʺ и он является предпочтительным согласно настоящему изобретению. Наряду асептическим наполнением или вместо него, также широко распространенной является процедура нагревания контейнера, заполненного пищевым продуктом для снижения количества микроорганизмов. Такую процедуру предпочтительно выполняют путем пастеризации или автоклавирования. В этой процедуре можно также использовать менее стерильные пищевые продукты и контейнеры.
Согласно варианту реализации способа, предложенного в настоящем изобретении, в котором контейнер заполняют пищевым продуктом перед стадией b, предпочтительно, когда из листового композиционного материала сначала формируют трубчатую структуру с фиксированным продольным швом путем уплотнения или склеивания перекрывающихся граничных поверхностей. Такую трубчатую структуру сжимают по боковой линии, придают окончательную форму и отделяют и формируют с получением открытого контейнера путем складывания и уплотнения или склеивания. В настоящей заявке пищевой продукт уже можно поместить в контейнер перед приданием формы и перед отделением и складыванием основания в смысле стадии b.
Согласно варианту реализации способа, предложенного в настоящем изобретении, в котором контейнер заполняют пищевым продуктом после стадии с, предпочтительно использовать контейнер, который получают путем придания формы листовому композиционному материалу и открывают с одной стороны. Придание формы листовому композиционному материалу и получение такого открытого контейнера можно осуществить на стадиях b и с с помощью любой процедуры, которая кажется подходящей для этого специалисту в данной области техники. В частности, придание формы можно осуществить с помощью процедуры, при которой болванки листового контейнера, в которых при их вырезании уже учтена форма контейнера, складывают таким образом, чтобы получить заготовку открытого контейнера. Это, как правило, осуществляют с помощью процедуры, в которой после складывания указанной болванки контейнера, ее продольные грани уплотняют или склеивают с получением боковой стенки, и одну сторону заготовки контейнера закрывают путем складывания и дополнительного закрепления, в частности, уплотнения или склеивания.
Согласно дополнительному примеру реализации способа согласно настоящему изобретению, складные поверхности предпочтительно образуют угол μ, составляющий менее чем 90°, предпочтительно, менее, чем 45° и, особенно предпочтительно, менее, чем 20°. Складные поверхности часто складывают настолько, что в конце складывания они лежат друг на друге. В частности, это целесообразно, если складные поверхности, лежащие друг на друге, далее соединяют друг с другом для формирования основания контейнера и верхушки контейнера, которая часто имеет остроконечную конфигурацию или также может быть плоской. В отношении остроконечной конфигурации, можно отослать к примеру в WO 90/09926 А2.
Кроме того, согласно одному из вариантов реализации способа, предложенного в настоящем изобретении, перед стадией с по меньшей мере один из по меньшей мере двух слоев термопластичного материала KSu и KSw или оба слоя нагревают выше температуры плавления слоев термопластичного материала. Предпочтительно, перед стадией с, особенно предпочтительно, непосредственно перед стадией с, выполняют нагревание до температур, которые выше температуры плавления указанных слоев на по меньшей мере 1 K, предпочтительно, по меньшей мере 5 K и, особенно предпочтительно, по меньшей мере 10 K. Температура должна быть как можно выше температуры плавления отдельной пластмассы в той мере, чтобы при охлаждении, вследствие складывания, перемещения и прессования, пластмасса не охладилась до такой степени, чтобы снова стать твердой.
Нагревание до указанных температур предпочтительно выполняют путем облучения, с помощью механической вибрации, путем приведения в контакт с горячим твердым веществом или горячим газом, предпочтительно, горячим воздухом или с помощью комбинации указанных методов. В случае облучения, возможен любой тип излучения, который подходит специалисту в данной области техники с точки зрения размягчения пластмасс. Предпочтительными типами излучения являются ИК лучи, УФ лучи, микроволны или также электромагнитное излучение, в частности, электромагнитная индукция. Предпочтительными видами вибрации является ультразвук.
В способе согласно настоящему изобретению, также предпочтительно, когда максимальная интенсивность пропускания по меньшей мере одного из перфорированных покрывающих слоев, представляющих собой вытянутый полимер, отличается до и после термической обработки. Такое различие обычно можно выявить за счет различных изображений участка, визуально наблюдаемого через поляризационный фильтр. Таким образом, термообработанные участки отличаются по контрастности светлый-темный от участков на поверхности, которые прилегают к термообработанным участкам, но сами не подвергались термообработке. Кроме того, различие в глянце в целом можно определить благодаря изменению структуры полимерного внутреннего слоя, возникающего в результате термической обработки, по сравнению с участками, которые не подвергались термообработке. Такую же процедуру можно применить к участкам перед и после термической обработки.
Наряду с перфорированными покрывающими слоями, термообработке можно также подвергнуть дополнительные участки листового композиционного материала. Указанные участки также проявляют различную максимальную интенсивность пропускания по сравнению с необработанными областями. Такие участки включают все участки, в которых обеспечено соединение посредством уплотнения и/или сделаны надрезы для складывания. Среди таких участков, особенно предпочтительными являются продольные швы, при которых листовой композиционный материал формируется в трубчатую структуру или структуру, подобную рубашке. После описанной выше термической обработки, термообработанные области можно снова оставить охлаждаться.
Согласно описанному выше варианту реализации, в настоящем изобретении также предложено применение листового композиционного материала согласно изобретению или контейнера, изготовленного из указанного композиционного материала или содержащего его, для хранения пищевых продуктов, в частности, стерилизованных пищевых продуктов.
Методы испытаний:
Если в настоящем документе не указано иное, описанные в настоящем документе параметры измеряют на основе стандартов ИСО. Такими стандартами являются, для определения
- скорости течения расплава (MFR): ISO 1133 (если не указано иное, при 190°С и 2,16 кг);
плотности: ISO 1183-1;
- температуры плавления с использованием способа DSC: ISO 11357-1, -5; если образец основан на смеси нескольких пластмасс, при этом определение температуры плавления с помощью описанного выше способа позволяет получить несколько максимальных температура Тр, самую высокую из максимальных температура Tp,m, которая должна быть отнесена к пластмассе смеси пластмасс, определяют как температуру плавления. Оборудование калибруют согласно инструкциям производителя на основе следующих измерений:
- температуры начала разложения индия
- теплоты плавления индия
- температуры начала разложения цинка
- молекулярно-массового распределения с применением гель-проникающей хроматографии в сочетании с рассеянием света: ISO 16014-3/-5;
- коэффициента вязкости PA: ISO 307 в 95% серной кислоте;
- скорости проникновения кислорода: ISO 14663-2 Приложение С при 20°С и 65% относительной атмосферной влажности
- температуры размягчения по Вика: ISO 306:2004, способ VST-A50 (загрузка = 10 Н, повышение температуры = 50 К/ч) с применением масляной нагревательной бани
- влагосодержания картона: ISO 287:2009
- сопротивления расслаиванию по Скотту: TAPPI T403um
- Для определения адгезии двух соседних слоев, указанные слои закрепляют на вращающемся ролике на аппарате для испытания на отслаивание под углом 90°, например, от компании Instron ʺGerman rotating wheel fixtureʺ, который вращается со скоростью 40 мм/мин при проведении измерения. Образцы были нарезаны заранее с получением полосок размером 15 мм. С одной стороны образца слои отделяют друг от друга и отделенные концы зажимают в натяжном устройстве, направленном перпендикулярно вверх. К натяжному устройству прикрепляют измерительный прибор для определения силы растяжения. При вращении валика измеряют силу, необходимую для отделения слоев друг от друга. Указанная сила соответствует прочности прилипания слоев друг к другу и выражается в Н/15 мм. Разделение отдельных слоев можно осуществить, например, механически, или путем целенаправленной предварительной обработки, например, путем размягчения образца в течение 3 мин в 60°С горячей 30% уксусной кислоте.
- Испытание с пипеткой: При таком испытании, по меньшей мере 10 капель по 5 мкл каждая дистиллированной воды наносят на поверхность, подвергаемую испытанию, и определяют размер капель.
- Для определения температуры размягчения по Вика на отдельных слоях композиционного материала, слой, подлежащий исследованию, отделяют от остальных слоев с применением механических или химических средств. В данном испытании важно обеспечить отсутствие загрязнения образцов соседними слоями. Из материала образца, собранного таким образом, можно изготовить образец для испытаний согласно размерам, заданным в ISO 306:2004, и можно определить температуру размягчения по Вика в соответствии с упомянутым стандартом. Если материал пластмассы, подвергаемый исследованию, присутствует в виде хлопьев или крупинок, их обрабатывают с получением одного однородного образца для испытаний. Такую обработку можно осуществить путем прессования, осторожного нагревания или с применением обоих способов.
Примеры:
Листовые композиционные материалы получали с помощью способа нанесения покрытия, описанного выше, с применением технологических стадий А-С. В случае листового композиционного материала согласно примеру 1, сначала наносили несущий слой, который, возможно, содержит отверстия для укупорочных средств или соломок для питья. Указанный слой сначала покрывали согласно технологической стадии А слоем пластмассы KSu и на технологической стадии С слоем пластмассы KSv, слоем усилителя адгезии и затем барьерным слоем, с последующим нанесением слоя усилителя адгезии слоя пластмассы KSa и наконец слоя пластмассы KSw на боковую поверхность несущего слоя, обращенную в сторону, противоположную слою пластмассы KSu. Такое нанесению обычно выполняют в коммерчески доступной установке для нанесения покрытий.
В случае примера 2, указанную процедуру выполняли также как и в примере 1. Единственно, существует различие, состоящее в том, что сначала наносят первый барьерный слой, слой усилителя адгезии и слой пластмассы KSv на несущий слой со стороны, противоположной слою пластмассы KSu, а затем наносят слой пластмассы KSw.
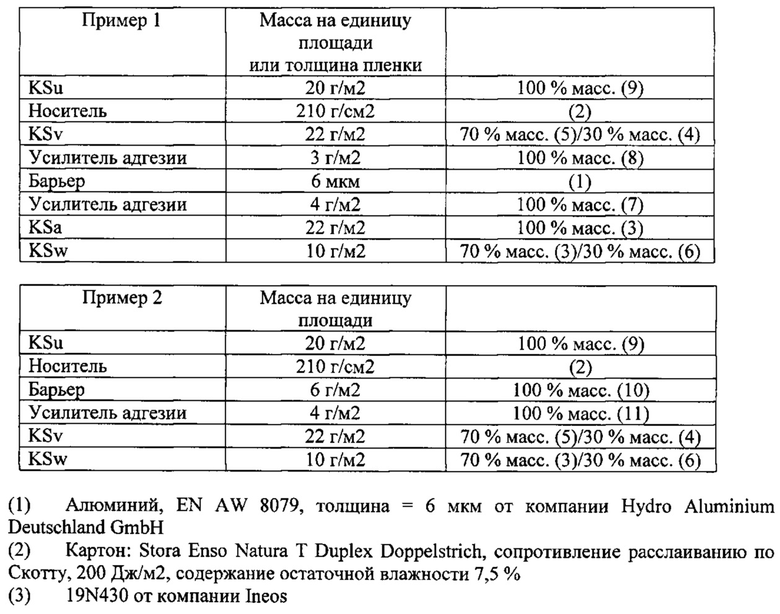
Чертежи:
Далее настоящее изобретение объяснено более подробно с помощью указанных чертежей, приведенных в качестве примера, которые не ограничивают изобретение и на которых показано:
1 - схематическое изображение контейнера, изготовленного с применением способа согласно настоящему изобретению,
2 - схематическое изображение последовательности технологических операций способа согласно настоящему изобретению,
3 - схематическое изображение участка контейнера, изготовленного с применением способа согласно настоящему изобретению,
4а - схематическое изображение складывания с помощью способа согласно настоящему изобретению,
4b - схематическое изображение складки, образующейся с помощью способа согласно настоящему изобретению,
5а - схематическое изображение вдоль сечения А-А в развернутом состоянии,
5b - схематическое изображение вдоль сечения А-А в сложенном состоянии,
6 - схематическое изображение листового композиционного материала, который можно использовать в способе согласно настоящему изобретению,
7 - схематическое изображение листового композиционного материала, который можно использовать в способе согласно настоящему изобретению,
8а - схематическое изображение расположения сонотрода-наковальни перед уплотнением,
8b - схематическое изображение расположения сонотрода-наковальни во время и в конце уплотнения,
9а - процесс экструзии (вид сверху)
9b - процесс экструзии (вид сбоку)
На фиг. 1 показан контейнер 2, окружающий внутреннюю часть 1 и выполненный из листового композиционного материала 3. Контейнер 2 показан вместе со своей верхней стороной 12, обращенной кверху. Контейнер 2 выполнен из листового композиционного материала 3, который содержит по меньшей мере несущий слой 4. Кроме того, контейнер 2 может содержать отверстие 36.
На фиг. 2 показано схематическое изображение последовательности устройств и производственных стадий, используемых в способе согласно настоящему изобретению. При производстве 20 композиционного материала, листовой композиционный материал 3 изготавливают посредством экструзии из несущего слоя 4, барьерного слоя 5 и слоев термопластичного материала KSv 35, KSu 13 и KSw 7 и, возможно, дополнительного слоя термопластичного материала KSa 6 и - при необходимости - по меньшей мере одного слоя усилителя адгезии 19 и, как правило, получают в виде свернутых в рулон изделий. При изготовлении 21 композиционного материала, которое опосредованно или непосредственно следует за производством композиционного материала 20, в свернутых в рулон изделиях, на которых можно заранее нанести отпечаток или декорирование, делают надрез 14. Кроме того, если свернутые в рулон изделия, в которых сделаны надрезы 14, не используют сами по себе для производства контейнеров, при изготовлении 21 композиционного материала получают болванки контейнеров. За стадией получения 21 композиционного материала следует стадия производства 22 контейнера, на которой, в частности, складывание и соединение выполняют способом согласно настоящему изобретению. На этой стадии также можно осуществить наполнение пищевым продуктом.
На фиг. 3 показан контейнер 2, полученный способом согласно настоящему изобретению, который - для лучшего представления - показан вместе с зоной контейнера 23, предназначенной для основания 12, расположенной в верхней части. Зона контейнера 23, предназначенная для основания 12, содержит несколько надрезов 14.
На фиг. 4а показано поперечное сечение, проходящее через листовой композиционный материал 3 с надрезом 14, образованным выемкой 24 и выступом 25. Грань 17 сгибающего устройства 18 расположена выше выемки 24, что позволяет ей войти в выемку 24, так что складывание можно осуществить вокруг грани 17 вдоль надреза 14 и получить складку 8, показанную в виде поперечного сечения на фиг. 4b. Такая складка 8 имеет две складные поверхности 9 и 10, которые образуют угол μ и присутствуют в виде участка 15 с большой площадью и участка 16 с маленькой площадью. По меньшей мере один слой термопластичного материала 6, 7 или 13 расплавляют на части 11 участка 16 с маленькой площадью. Путем совместного прессования складных поверхностей 9, 10, вследствие чего угол μ уменьшается до 0, две складные поверхности 9, 10 соединяются друг с другом путем уплотнения.
На фиг. 5а показан отрезок вдоль линии А-А, изображенной на фиг. 3, перед складыванием, из листового композиционного материала 3 с надрезами 14. За счет граней 17 сгибающих устройств 18, которые входят в надрезы 14, установленные в центре на передних поверхностях, надрезы 14 перемещаются в направлении двух стрелок, в результате чего образуются складки 8, показанные на фиг. 5b, с углами μ. Отрезок, показанный на чертеже, проходящий через наиболее удаленную от центра подлежащую сложению часть зоны контейнера, предназначенную для основания 12 контейнера 2, содержит часть 11, направленную к внутренней части 1, в которой расплавляют по меньшей мере один слой термопластичного материала 6, 7 или 13. Путем совместного прессования продольных сторон 26, что позволяет уменьшить величину шести углов μ до 0°, две внутренние поверхности 27 продольных сторон 26, обращенных к внутренней части 1, соединяют друг с другом путем уплотнения, создавая, таким образом, основание 12.
На фиг. 6 показан листовой композиционный материал 3, верхняя сторона которого лежит снаружи контейнера 2, изготовленного из указанного материала, а нижняя сторона находится с внутренней стороны. Образовавшаяся конструкция в направлении снаружи внутрь имеет следующее строение: слой термопластичного материала KSu 13 (как правило, РЕ, возможно содержащий наполнитель в виде неорганической соли) с массой на единицу площади от 8 до 60 г/м2, за которым следует несущий слой 4 картона с массой на единицу площади от 120 до 400 г/м2, за которым следует слой термопластичного материала KSv 35, обычно с массой на единицу площади от 5 до 50 г/м2, за которым следует барьерный слой 5, например, барьер из пластмассы, с массой на единицу площади от 2 до 120 г/м2, за которым следует слой усилителя адгезии 19 с массой на единицу площади от 2 до 30 г/м2, за которым, возможно, следует слой термопластичного материала KSa 6, обычно из РЕ, с массой на единицу площади от 5 до 50 г/м2 (также показанный на чертеже), за которым следует дополнительный слой термопластичного материала KSw 7, обычно из смеси РЕ и mPE, с массой на единицу площади от 2 до 60 г/м2.
На фиг. 7, листовой композиционный материал, показанный на фиг. 6, дополнен за счет дополнительного слоя 19 усилителя адгезии с массой на единицу площади от 2 до 30 г/м2, расположенного между барьерным слоем 5, например, металлическим слоем, с толщиной 3-12 мкм, и несущим слоем 4.
На фиг. 8а показан участок 30 сложенного листового композиционного материала 3 между сонотродом 28 и наковальней 34, которые оба содержат поверхностный рельеф 29. Указанный участок сложенного композиционного материала образуется за счет дополнительного уменьшения угла μ в случае складывания, показанного на фиг. 5b, и часто содержит промежуточное пространство 33 на участках с несколькими слоями. Поверхностный рельеф 29 расположен таким образом, что выемки 33 на поверхностном рельефе 29 расположены напротив многослойных участков 31 с большей толщиной, образующихся при складывании, что позволяет как можно более равномерно осуществить распределение давления и механической вибрации по сонотроду 28. Кроме того, таким способом улучшается фиксация участка 30 сложенного композиционного материала, подвергаемого соединению, до исчезновения промежуточного пространства 33. Сонотрод 28 перемещается к наковальне 34 в направлении стрелки, при этом давление действует на участок 30 сложенного композиционного материала, подвергаемого соединению, зажатый между поверхностными рельефами 29. Таким образом, участок сложенного композиционного материала, показанный на фиг. 8b, спрессовывают и удерживают в соответствии с поверхностным рельефом, так что механическое ультразвуковое колебание, генерируемое сонотродом 28, передается сложенному композиционному материалу 30 и происходит соединение путем уплотнения, при котором расплавленные слои пластмассы по меньшей мере частично перетекают один в другой благодаря давлению прессования и снова затвердевают при охлаждении, обычно в течение времени удерживания, перед высвобождением участка 30 сложенного композиционного материала, обработанного таким образом, из сонотрода.
На фиг. 9 схематически показан предпочтительный процесс нанесения покрытия согласно настоящему изобретению а. вид спереди и b. вид со стороны. Пленочное покрытие в расплавленном состоянии 39 выходит из щели 38 экструзионной головки 37 и его наносят на несущий слой 4 с помощью охлаждающих и прессующих валиков 41. Пленочное покрытие образует поверхность F, которая содержит полимеры Р1 42 и Р2 43, при этом полимер Р2 43 образует граничные участки поверхности F. Граничные поверхности Р2 43 поверхности F предпочтительно отделяют от поверхности F с помощью режущих инструментов 44, предпочтительно, разрубных ножей. Расплавленное пленочное покрытие 39 выходит из экструзионной головки 37 со скоростью Vвыход и испытывает ускорение до скорости Vувел. за счет применения охлаждающих и прессующих валиков и, таким образом, подвергается одноосному растяжению.
Перечень условных обозначений
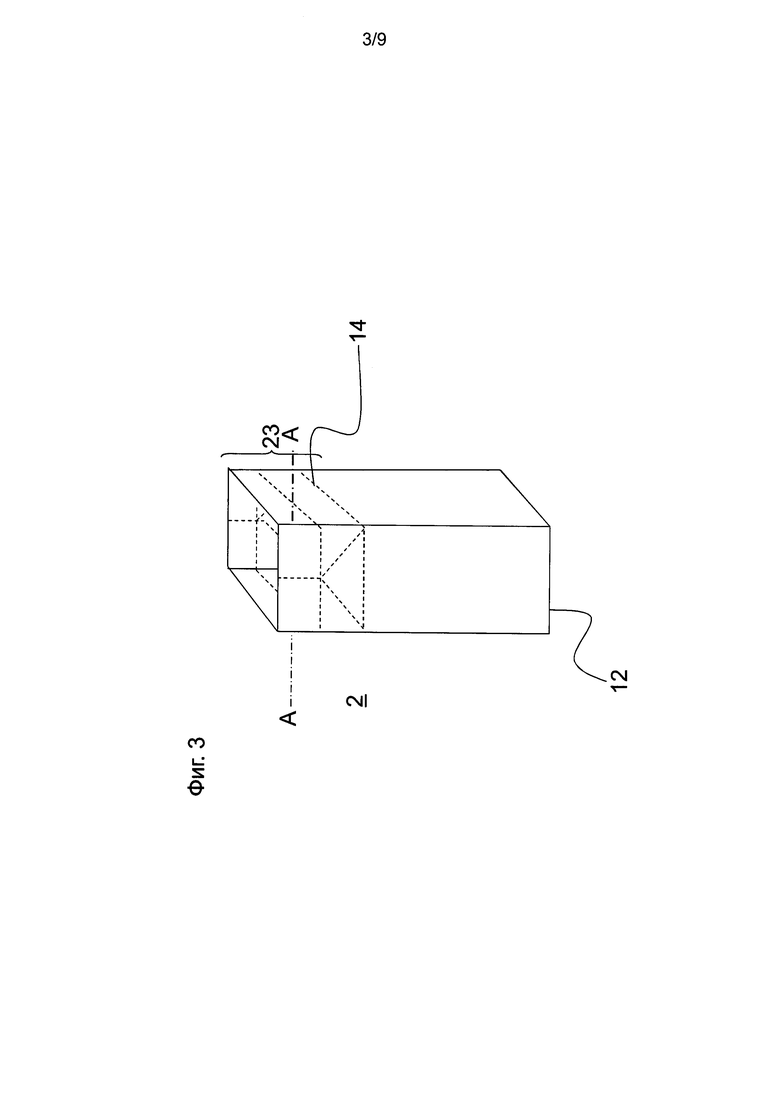
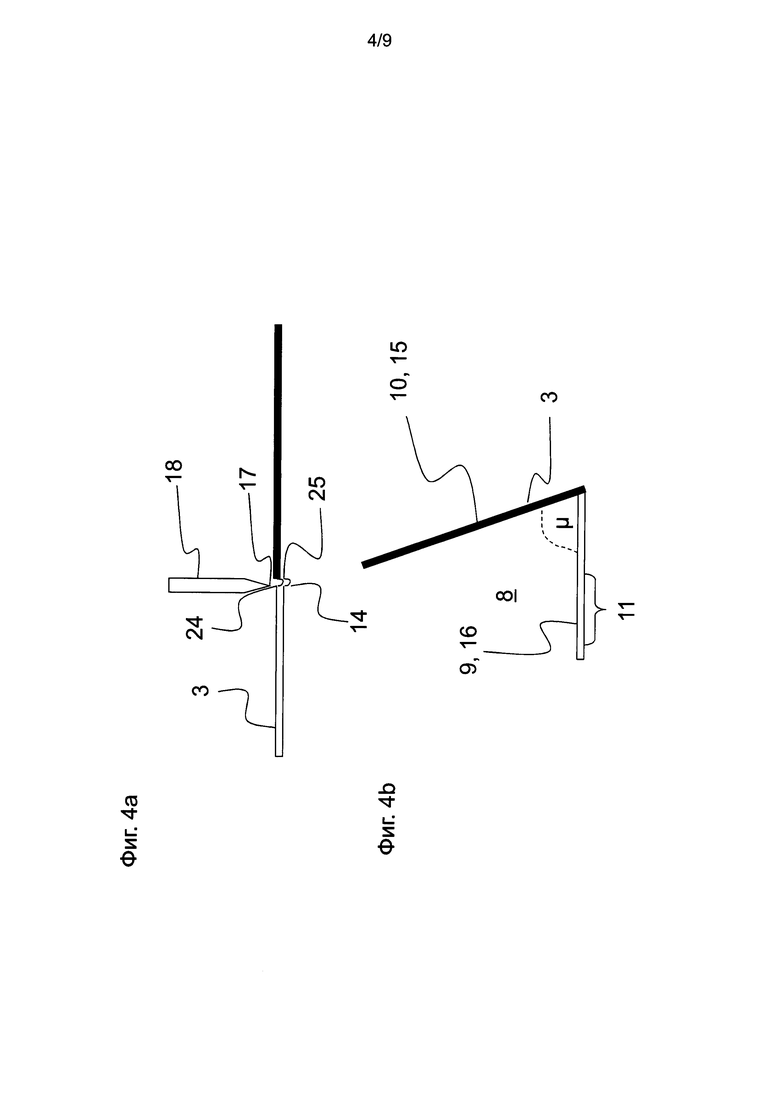
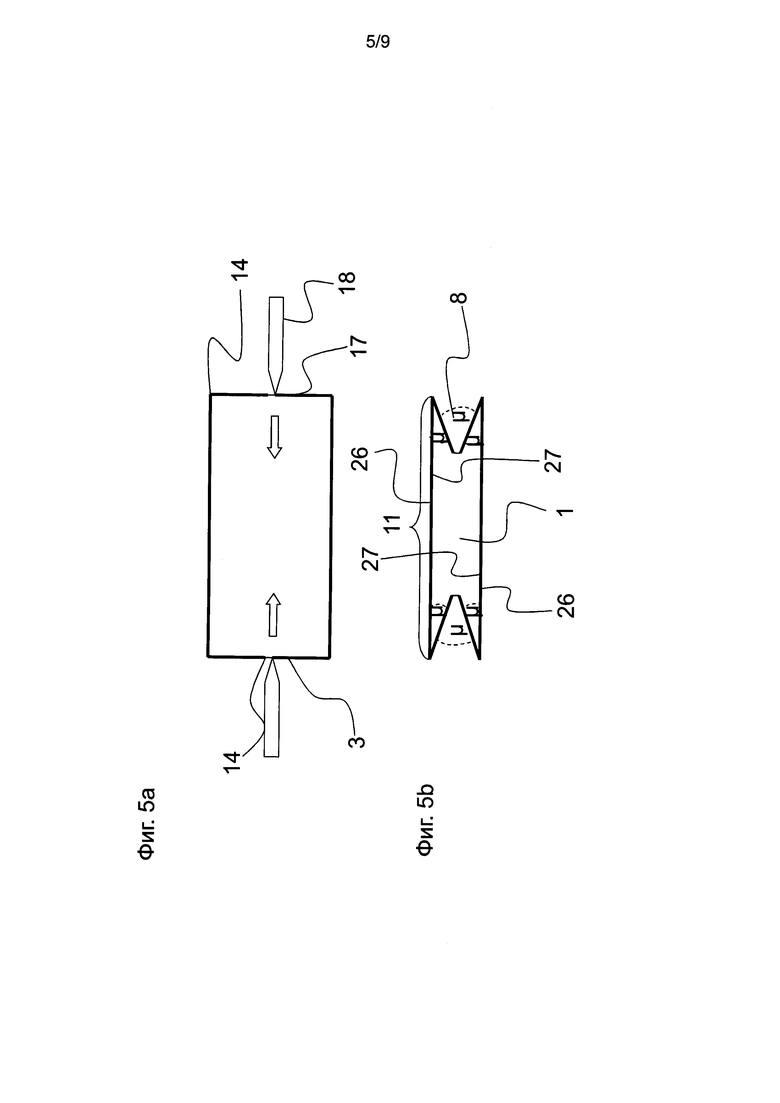

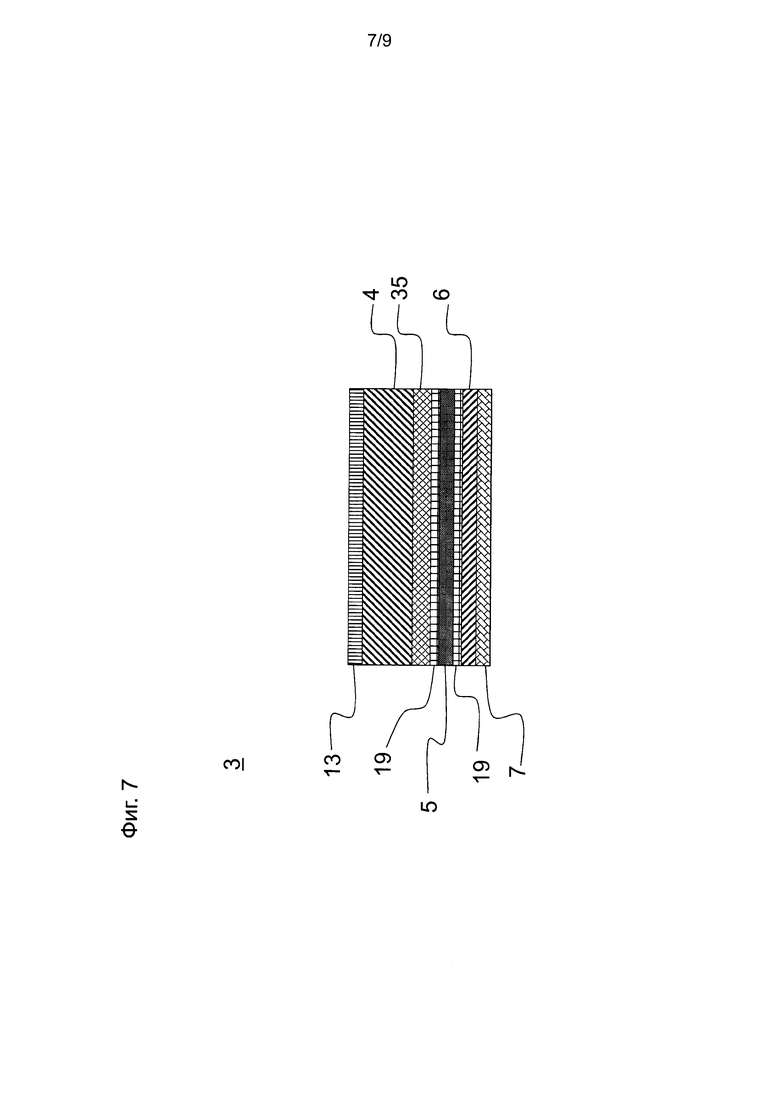
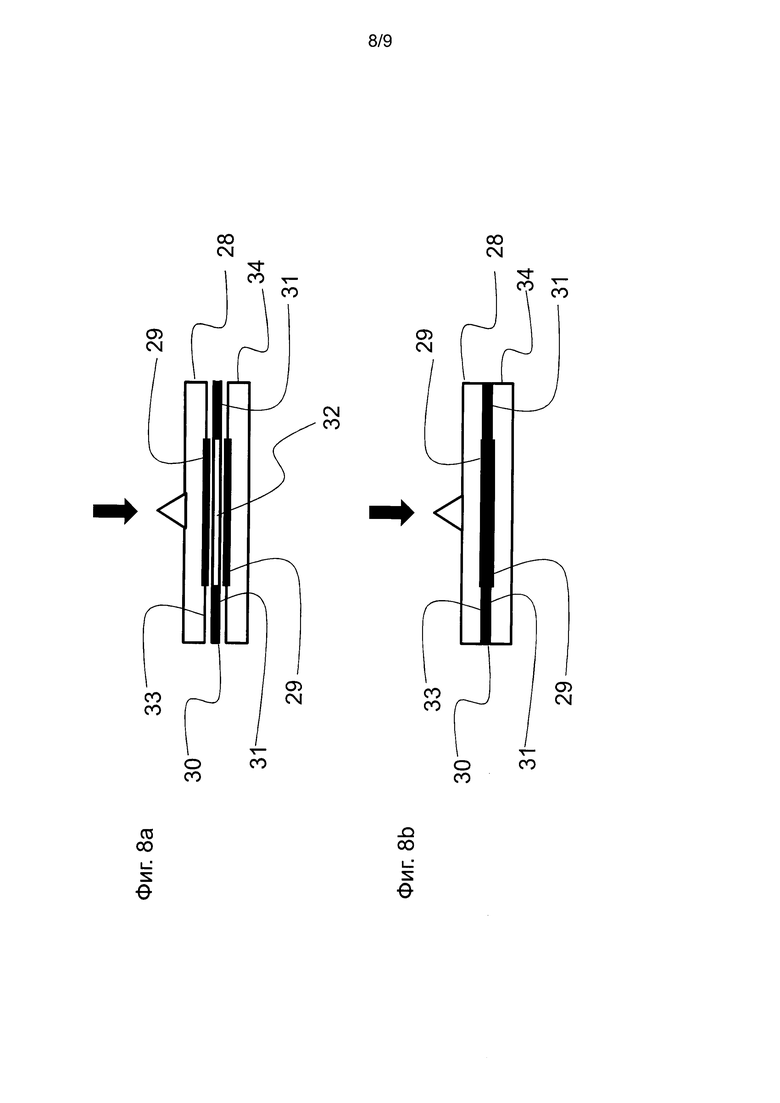
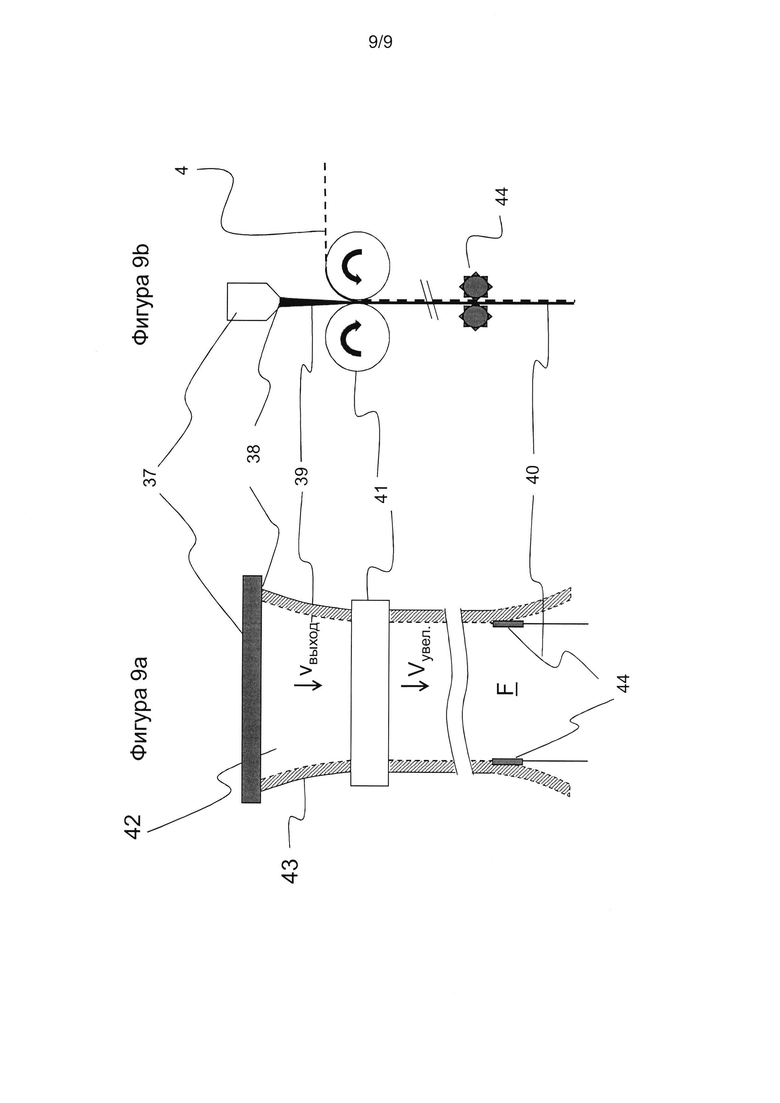
Изобретение относится к материалам контейнеров для упаковки и касается планарного композиционного материала со слоями пластмассы, имеющими разную температуру размягчения по Вика. Материал содержит слоистую структуру с по меньшей мере следующими слоями: i. первым слоем термопластичного материала KSu; ii. несущим слоем; iii. барьерным слоем; iv. вторым слоем термопластичного материала KSw, при этом листовой композиционный материал содержит по меньшей мере один дополнительный слой термопластичного материала KSv. Температура размягчения по Вика слоя термопластичного материала KSu выше температуры размягчения по Вика слоя термопластичного материала KSw. Изобретение описывает также способ получения листового композиционного материала, контейнера, окружающего внутреннюю часть, содержащего, по меньшей мере, один такой листовой композиционный материал, и способ получения такого контейнера, включающего стадии обеспечения листового композиционного материала с описанной выше слоистой структурой, складывания, соединения и, возможно, наполнения и закрывания контейнера, полученного таким образом. Изобретение обеспечивает создание листового композиционного материала для изготовления контейнера, обеспечивающего длительное хранение пищевых продуктов. 5 н. и 36 з.п. ф-лы, 13 ил., 2 пр.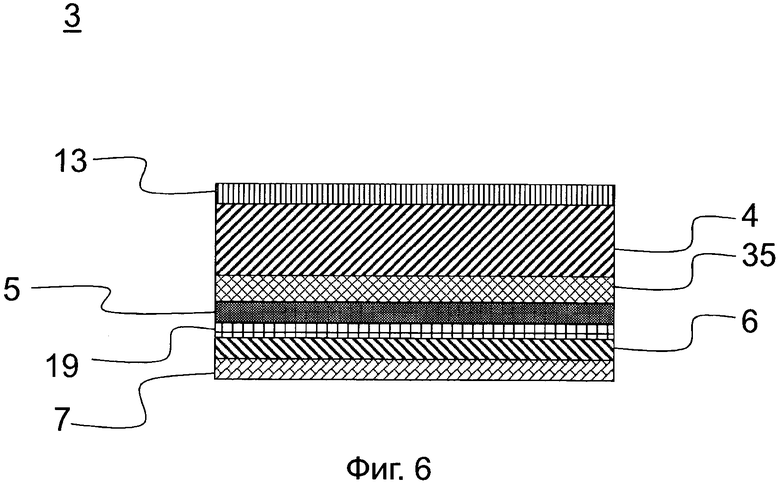
1. Листовой композиционный материал (3) для обеспечения контейнера, содержащий слоистую структуру с по меньшей мере следующими слоями:
i. первым слоем термопластичного материала KSu (13);
ii. несущим слоем (4);
iii. барьерным слоем (5);
iv. вторым слоем термопластичного материала KSw (7);
при этом листовой композиционный материал содержит по меньшей мере один дополнительный слой термопластичного материала KSv (35);
причем температура размягчения по Вика слоя термопластичного материала KSu (13) выше температуры размягчения по Вика слоя термопластичного материала KSw (7).
2. Листовой композиционный материал (3) по п. 1, отличающийся тем, что температура размягчения по Вика слоя термопластичного материала KSv (35) выше температуры размягчения по Вика слоя термопластичного материала KSw (7).
3. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что несущий слой (4) содержит картон с водосодержанием в диапазоне от 2 до 20% масс. в пересчете на суммарную массу картона.
4. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что несущий слой (4) содержит картон, сопротивление расслаиванию по Скотту которого составляет от 120 до 350 Дж/м2.
5. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что температура размягчения по Вика слоя термопластичного материала KSu (13) выше на по меньшей мере 4 К температуры размягчения по Вика слоя термопластичного материала KSw (7).
6. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что температура размягчения по Вика слоя термопластичного материала KSv (35) выше температуры размягчения по Вика слоя термопластичного материала KSw (7) на по меньшей мере 4 К.
7. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что температура плавления слоя термопластичного материала KSu (13) выше температуры плавления слоя термопластичного материала KSw (7).
8. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что температура плавления слоя термопластичного материала KSv (35) выше температуры плавления слоя термопластичного материала KSw (7).
9. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что температура плавления слоя термопластичного материала KSu (13) выше температуры плавления слоя термопластичного материала KSw (7) на по меньшей мере 3 К.
10. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что температура плавления слоя термопластичного материала KSv (35) выше температуры плавления слоя термопластичного материала KSw (7) на по меньшей мере 3 К.
11. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что композиционный материал содержит по меньшей мере один дополнительный слой термопластичного материала KSa (6).
12. Листовой композиционный материал (3) по п. 11, отличающийся тем, что между слоем (iii) и слоем (iv) размещен по меньшей мере один дополнительный слой KSa (6).
13. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что между слоем (ii) и слоем (iii) размещен слой KSv (35).
14. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что адгезия между несущим слоем, слоем термопластичного материала KSu (13) или KSv (35) и конкретным следующим слоем составляет по меньшей мере 0,5 Н/15 мм.
15. Листовой композиционный материал (3) по п. 1, отличающийся тем, что по меньшей мере один из слоев термопластичного материала представляет собой смесь пластмасс из по меньшей мере двух пластмасс.
16. Листовой композиционный материал (3) по п. 1, отличающийся тем, что по меньшей мере один из слоев термопластичного материала выполнен из полиэтилена или полипропилена или смеси по меньшей мере двух из них.
17. Листовой композиционный материал (3) по п. 15 или 16, отличающийся тем, что смесь пластмасс, из которой состоит по меньшей мере один слой термопластичного материала, содержит в качестве одного из по меньшей мере двух компонентов смеси полиолефин, полученный с применением металлоцена.
18. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что по меньшей мере один из слоев пластмассы содержит по меньшей мере один полиолефин, массовая плотность которого составляет от 0,921 г/см3 до 0,980 г/см3, в количестве от 50% масс. до 100% масс., в каждом случае в пересчете на суммарную массу слоя пластмассы.
19. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что барьерный слой (5) выбран из
a. барьерного слоя пластмассы,
b. металлического слоя,
c. слоя оксида металла или
d. комбинации по меньшей мере двух из слоев а-с.
20. Листовой композиционный материал (3) по пп. 1-2, отличающийся тем, что несущий слой (4) содержит по меньшей мере одно отверстие (36), на которое нанесены по меньшей мере барьерный слой (5) и по меньшей мере один из слоев термопластичного материала KSv (35) или KSw (7) в качестве слоев, закрывающих отверстие (36).
21. Контейнер (2), окружающий внутреннюю часть (1), содержащий по меньшей мере один листовой композиционный материал (3) по пп. 1-20.
22. Способ получения контейнера (2), окружающего внутреннюю часть (1), включающий по меньшей мере стадии
a. обеспечения листового композиционного материала (3), содержащего слоистую структуру с по меньшей мере следующими 5 слоями:
i. первым слоем термопластичного материала KSu (13), выполненного из композиции пластмассы KSum;
ii. несущим слоем (4);
iii. барьерным слоем (5);
iv. вторым слоем термопластичного материала KSw (7), выполненного из композиции пластмасс KSwm;
при этом листовой композиционный материал содержит по меньшей мере один дополнительный слой термопластичного материала KSv (35), выполненного из композиции пластмасс KSvm;
причем температура размягчения по Вика композиции пластмасс KSum выше температуры размягчения по Вика композиции пластмасс KSwm;
b. складывания листового композиционного материала (3) с образованием складки (8) с по меньшей мере двумя складными поверхностями (9, 10), прилегающими друг к другу,
при этом слой (iv) обращен к внутренней части (1) контейнера (2);
c. соединения в каждом случае по меньшей мере части (11) по меньшей мере двух складных поверхностей (9, 10) с образованием зоны контейнера (12);
d. закрывания сложенного листового композиционного материала с помощью закрывающего устройства.
23. Способ по п. 22, отличающийся тем, что температура размягчения по Вика композиции пластмасс KSvm выше температуры размягчения по Вика композиции пластмасс KSwm.
24. Способ по п. 22 или 23, отличающийся тем, что по меньшей мере один из слоев термопластичного материала KSu (13), KSv (35) или KSw (7) нагревают на стадии (b) выше температуры плавления указанного слоя пластмассы.
25. Способ по п. 22, отличающийся тем, что температура по меньшей мере одного из слоев термопластичного материала KSu (13), KSv (35) или KSw (7) на стадии (b) ниже температуры плавления указанного слоя пластмассы.
26. Способ по пп. 22, 23 или 25, отличающийся тем, что температура плавления по меньшей мере одного из слоев термопластичного материала KSu (13), KSv (35) или KSw (7) ниже температуры плавления барьерного слоя (5).
27. Способ по пп. 22, 23 или 25, отличающийся тем, что по меньшей мере один из слоев термопластичного материала KSu (13), KSv (35), KSw (7) получают с помощью экструзии по меньшей мере одного полимера Р1 (42) через щелевую экструзионную головку (38) с получением выходящей поверхности (F), при этом обеспечивают по меньшей мере один полимер Р2 (43), отличающийся от полимера Р1 (42), на боковых сторонах поверхности (F) по меньшей мере одного полимера Р1 (42), выходящего из щелевой экструзионной головки (38).
28. Способ по п. 27, отличающийся тем, что выходящую поверхность (F) охлаждают до температуры ниже самой низкой температуры плавления полимеров, обеспечиваемых на этой поверхности или на ее боковых сторонах, и затем по меньшей мере боковые стороны поверхности (F) отделяют от указанной поверхности (F).
29. Способ по одному из пп. 22, 23 или 25, отличающийся тем, что складные поверхности (9, 10) образуют угол μ, составляющий менее 90°.
30. Способ по одному из пп. 22, 23 или 25, отличающийся тем, что соединение согласно стадии (с) выполняют путем уплотнения с помощью по меньшей мере одного из слоев термопластичного материала KSu (13) или KSw (7).
31. Способ по одному из пп. 22, 23 или 25, отличающийся тем, что по меньшей мере один из слоев термопластичного материала KSu (13) или KSw (7) нагревают выше температуры плавления непосредственно перед стадией (с).
32. Способ по одному из пп. 22, 23 или 25, отличающийся тем, что нагревание выполняют путем облучения, приведения в контакт с горячим твердым веществом, с помощью механической вибрации или горячего газа или комбинации указанных способов.
33. Способ по одному из пп. 22, 23 или 25, отличающийся тем, что нагревание выполняют с помощью механической вибрации.
34. Способ по п. 33, отличающийся тем, что нагревание выполняют с помощью ультразвука.
35. Способ по одному из пп. 22, 23 или 25, отличающийся тем, что контейнер (2) заполняют пищевым продуктом перед стадией (b) или после стадии (с).
36. Способ по п. 22, отличающийся тем, что листовой композиционный материал (3) имеет по меньшей мере один надрез (14) и складку (8) делают вдоль надреза (14).
37. Способ по п. 36, отличающийся тем, что надрез (14) разделяет листовой композиционный материал (3) на участок (15) с большой площадью и участок (16) с малой по сравнению с участком (15) с большой площадью.
38. Способ по п. 36 или 37, отличающийся тем, что складка (8) образована гранью (17) сгибающего устройства (18), надавливающей на надрез (14).
39. Способ по одному из пп. 22, 23 или 25, отличающийся тем, что за стадией (d) в качестве стадии (е) следует дополнительное складывание, при этом при дополнительном складывании на стадии (е) температура по меньшей мере одного из слоев термопластичного материала KSu (13), KSv (3) или KSw (7) ниже температуры плавления указанного слоя пластмассы.
40. Контейнер (2), получаемый способом по одному из пп. 22-39.
41. Применение композиционного материала по одному из пп. 1-20 или контейнера по п. 21 или 40 для хранения пищевых продуктов.
| US 5783269 A1, 21.07.1998 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| WO 9009926 A2, 07.09.1990. | |||

