Изобретение относится к технологии прокатного производства и может найти применение для определения возникновения начальной стадии критических вибраций в рабочих клетях многоклетевых непрерывных и бесконечных станов холодной прокатки. Реализация возможна в виде его алгоритмической реализации в автоматизированных системах управления.
Известен способ определения критических вибраций на станах прокатки полосы, в котором распознавание момента возникновения критических вибраций осуществляют путем диагностирования колебаний натяжения полосы в стане (Патент РФ №2239501, МПК В21В 37/00, опубл. 10.11.2004).
Недостатком указанного способа является использование в качестве диагностируемого параметра натяжение полосы с применением датчиков натяжения на стане. Датчики натяжения имеют механическое исполнение и обладают существенной постоянной времени и инерционностью. В расчетах будет присутствовать существенная погрешность, а также расчет будет производиться несвоевременно из-за задержки в линии обратной связи.
Наиболее близким по технической сущности к предлагаемому изобретению является способ диагностики резонансной вибрации и управления многоклетьевым прокатным станом, включающий текущий контроль сигналов технологических параметров прокатки, получаемых из системы управления станом, а также осуществляемые в системе контроля вибраций, соединенной с системой управления станом, текущий контроль уровней вибрации датчиками вибрации, установленными на элементах оборудования прокатного стана, сравнение текущих уровней вибрации с заданными значениями и выработку предупреждающих или управляющих сигналов на изменение технологических параметров прокатки согласно которому подачу управляющего сигнала производят в предшествующий резонансной вибрации момент времени, наступление которого определяют исходя из выполнения некоторых условий (Патент РФ №2338609, МПК В21В 37/00, опубл. 20.11.2008).
Недостатком данного способа является то, что необходимо применение дополнительных датчиков вибрации, и построения специального диагностического комплекса со специализированным оборудованием. Это снижает надежность и требует дополнительных затрат на установку и сопровождение системы.
Задача изобретения - определение возникновения начальной стадии критических вибраций в рабочих клетях прокатных станов, в тот момент, когда значения отклонений пока малы и не приносят негативных последствий.
Существующие правила настройки прокатных станов фиксируют колебания технологических параметров, но не учитывают факторы, влияющие на возможное негативное развитие нестационарности технологии в опасные вибрации.
Текущая стандартная система настройки параметров прокатки не позволяет выявлять негативные динамические эффекты непрерывно в реальном режиме времени, перерастающие в опасные резонансные вибрации, в указанных условиях актуальна задача недопущения возникновения условий, способствующих развитию вибраций.
Вибрации проявляются при попытках прокатки металла на повышенных скоростях, близких к проектным значениям 20-25 м/с, вынуждая тем самым снижать скорость стана, чреваты порывами полос, вследствие колебаний натяжений, появлением дефектов типа «полосы поперечной ребристости» на рабочих прокатных валках и полосе и возникновением аварийных простоев стана
Техническим результатом изобретения является снижение простоев станов по причине возникновения опасных критических фаз вибраций, освоение проектных скоростей стана, повышение его производительности, уменьшение потерь металла на брак, а также повышение качества проката.
Указанный технический результат достигается тем, что в способе определения возникновения начальной стадии критической вибрации в рабочей клети прокатного стана, включающем непрерывные измерения в процессе прокатки фактических значений параметра технологического оборудования прокатного стана, на основании которых с использованием методов статистической обработки измеренных значений осуществляют сравнение параметра обработанных измеренных значений с заданным значением, при этом на основании результатов сравнения определяют возникновение начальной стадии критической вибрации согласно изобретению в качестве упомянутого параметра технологического оборудования используют величину тока двигателя главного привода прокатного стана, при этом рассчитывают медианное значение нормализованной выборки измеренных фактических значений тока двигателя, которое сравнивают с предварительно определенным заданным медианным значением нормализованной выборки тока двигателя главного привода в условиях отсутствия вибрации при прокатке с определением величины рассогласования, или рассчитывают медианное значение нормализованной выборки производной измеренных фактических значений тока двигателя, которое сравнивают с предварительно определенным заданным медианным значением нормализованной выборки производной тока двигателя главного привода в условиях отсутствия вибрации при прокатке с определением величины рассогласования, причем на основании распознавания непрерывного возрастания упомянутой величины рассогласования фиксируют возникновение начальной стадии критической вибрации.
Сущность изобретения заключается в следующем. При прокатке металла непрерывно, не реже чем каждые 200-300 миллисекунд, снимается токовый сигнал с двигателей главных приводов. Ток двигателя при этом является диагностическим параметром, оценивающим изменение нагрузок в системе «очаг деформации-валковый узел-механическая передача-электродвигатель» в реальном режиме времени. Поскольку ток привода прямо пропорционален моменту нагружения, диагностикой тока можно оценить характер нагружения при постоянной скорости прокатки и динамических режимах, скачки нагрузок и их общий уровень в процессе прокатки. Под характером нагружения понимается непрерывное изменение сил и моментов, действующих в очаге деформации и линии привода стана, которые характеризуют стабильность процесса прокатки. В свою очередь указанная стабильность может быть нарушена колебательным характером нагружения, переходящим в опасную вибрационную фазу. Своевременное определение зарождения данных вибраций и является основной целью настоящего изобретения.
Токовый сигнал с помощью методов статистической обработки программно преобразуется в кривую нормального распределения. Далее непрерывно в условиях различных режимов прокатки металла определяется медианное значение выборки тока двигателя или медианное значение производной тока двигателя. Используя значения медианы выборки тока двигателя или производной от значений тока двигателя, полученные в условиях стабильного режима прокатки, вычисляют величины рассогласования ε или ε'.

где ε - величина рассогласования фактического значения медианы выборки токовых значений с эталонным;
 - медианное значение тока двигателя при фактической выборке;
- медианное значение тока двигателя при фактической выборке;
 - медианное значение тока двигателя при эталонной выборке.
- медианное значение тока двигателя при эталонной выборке.

где ε' - величина рассогласования фактического значения медианы выборки токовых значений с эталонным;
 - медианное значение производной тока двигателя при фактической выборке;
- медианное значение производной тока двигателя при фактической выборке;
 - медианное значение производной тока двигателя при эталонной выборке.
- медианное значение производной тока двигателя при эталонной выборке.
В условиях нестабильности процесса прокатки металла, приводящего к возникновению вибраций в рабочих клетях, медианное значение нормализованной выборки тока двигателя или производной от значений тока двигателя будут существенно отличаться в большую сторону от медианного значения тока двигателя или производной от значений тока двигателя при эталонной выборке, соответственно значения величины рассогласования ε или ε' будут увеличиваться.
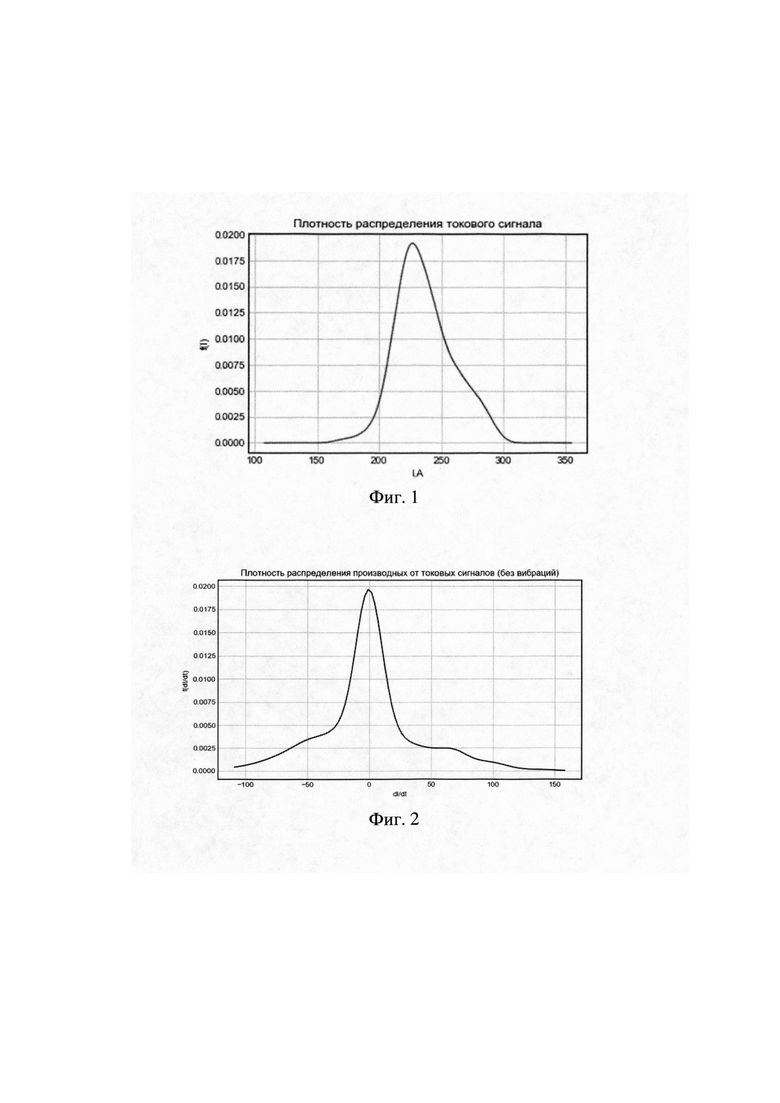
Экспериментально было установлено, что в режиме прокатки без вибраций медианное значение (второй квантиль) статистического нормального распределения тока двигателя или производной от значений токового сигнала всегда находится около одного фиксированного значения (Фиг. 1, 2).
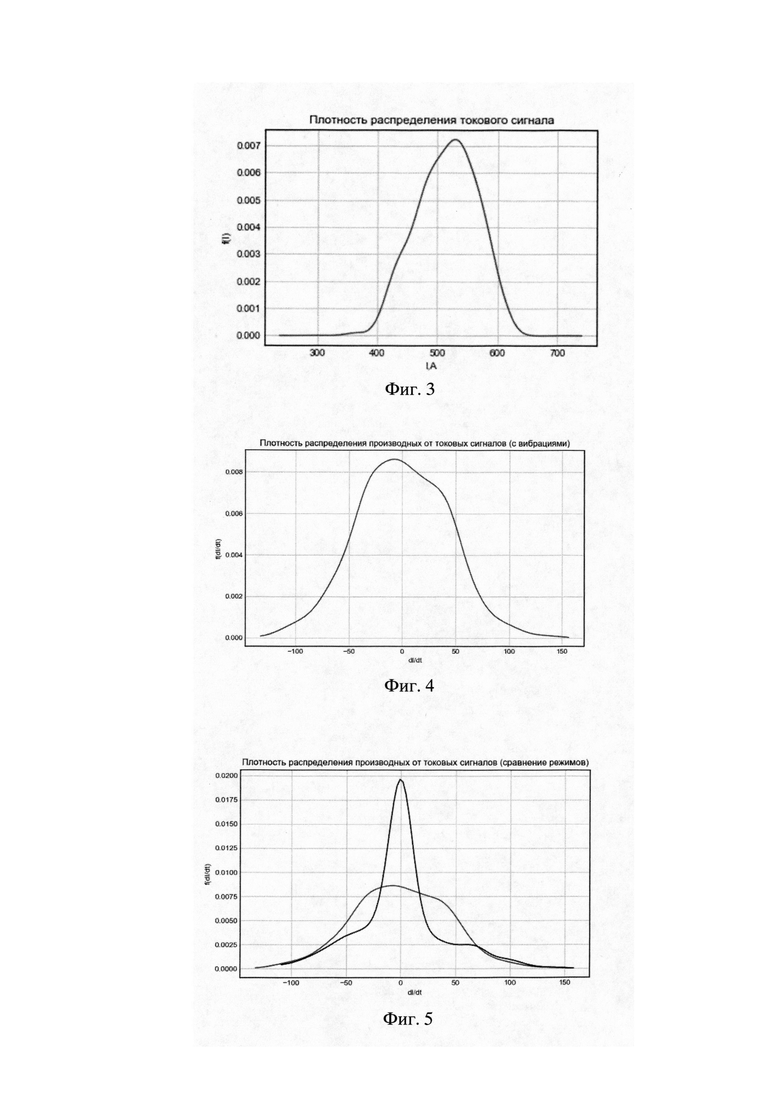
В режимах начала вибраций и непосредственно вибраций, математическое ожидание начинает отклоняться и имеет существенное отклонение в момент вибрации, также пропадает симметрия значений крайних квантилей, что можно наблюдать на графике статистического распределения тока двигателя или производной от значений токового сигнала (Фиг. 3, 4).
Наглядней это видно, когда производится наложение графиков (Фиг. 5). Данные наблюдения легли в основу изобретения. В рамках исследования были получены данные токовых сигналов прокатных двигателей с реального прокатного стана за разные периоды и на разных технологических режимах.
Срезы токовых сигналов, необходимо разделять на отдельные массивы данных, формировать статистические распределения величины тока якоря, брать производную, ранжировать данные и вычислять статистические соотношения медиан. Медианное значение тока двигателя (второй квантиль) либо производную этой величины во времени определяют исходя из выражения.

где, Ме - величина медианного значения выборки тока главного привода прокатного стана;
I0 - нижняя граница интервала, в котором находится медиана;
h - размах рассматриваемого интервала тока двигателя;
Σ f - объем выборки (количество измеренных значений тока двигателя за рассматриваемый период времени);
 - накопленная частота (количество измеренных значений тока двигателя) в интервале, предшествующем медианному;
- накопленная частота (количество измеренных значений тока двигателя) в интервале, предшествующем медианному;
fMe - частота (количество измеренных значений тока двигателя) в заданном медианном интервале
Установлено, что, ориентируясь на медианное значение тока двигателя прокатного стана либо его производную, можно выявлять условия, при которых возникает и развивается вибрация. При этом в нормальном режиме работы клетей, медианное значение находится в нуле с точностью 1*10-5 и менее.
Перед возникновением вибраций и непосредственно в момент вибрации в клетях прокатных станов медианное значение выборки тока двигателя или производной от значений тока двигателя непрерывно возрастает.
Для реализации данного изобретения непрерывно снимается токовый сигнал. С помощью методов статистической обработки рассчитывается медианное значение (второй квантиль) для каждой выборки тока двигателя или его производной и сопоставляется с эталонным, получая при этом некоторую величину рассогласования ε или ε'. Увеличение значения величины рассогласования ε или ε' свидетельствует о развитии процесса вибрации. Зная информацию о зарождении процесса вибрации, можно предпринять корректирующие меры для ее предотвращения путем подачи предупреждающих сигналов для технологического и сервисно-ремонтного персонала и реализации автоматизированных алгоритмов, оперативно корректирующих параметры прокатки, для клетей, например, снижение скорости полосы или автоматической перенастройки растворов валков и скоростного режима стана, обеспечивая тем самым оптимальные режимы работы.
Для работы данного способа в различных станах значение величины рассогласования ε или ε' можно откалибровать на реальных данных, для получения индивидуальной предельной величины, которая может быть сохранена в памяти ЭВМ в качестве эталонной величины. При этом, калибровка значения не требует каких-то специальных экспериментов с запуском и остановом стана и может быть реализована без вмешательства в работу стана, прямо на рабочих данных.
Таким образом, указанный выше технический результат изобретения может быть достигнут.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ВОЗНИКНОВЕНИЯ НАЧАЛЬНОЙ СТАДИИ КРИТИЧЕСКОЙ ВИБРАЦИИ В РАБОЧЕЙ КЛЕТИ ПРОКАТНОГО СТАНА | 2021 |
|
RU2763501C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ МОМЕНТОВ НА РАБОЧИХ ВАЛКАХ ПРОКАТНОЙ КЛЕТИ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2007 |
|
RU2362641C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ДВИГАТЕЛЯМИ ПОСТОЯННОГО ТОКА ГЛАВНЫХ ПРИВОДОВ ПРОКАТНОГО СТАНА | 2011 |
|
RU2504447C2 |
| СПОСОБ КОНТРОЛЯ КИНЕМАТИЧЕСКИХ ПАРАМЕТРОВ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2006 |
|
RU2320435C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКИХ ВИБРАЦИЙ НА СТАНАХ ПРОКАТКИ ПОЛОСЫ | 2002 |
|
RU2239501C2 |
| СПОСОБ ЗАДАНИЯ СКОРОСТНОГО РЕЖИМА НЕПРЕРЫВНОЙ ГРУППЫ ПРОКАТНЫХ КЛЕТЕЙ СТАНА ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛА С ОБЕСПЕЧЕНИЕМ МИНИМАЛЬНОГО НАТЯЖЕНИЯ В МЕЖКЛЕТЕВЫХ ПРОМЕЖУТКАХ | 2002 |
|
RU2198753C1 |
| ЭЛЕКТРОПРИВОД ПРОКАТНОГО СТАНА | 2013 |
|
RU2523032C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРИВОДНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ ПРОКАТНОГО СТАНА | 1973 |
|
SU389856A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ШИРОКИХ ПОЛОС | 2004 |
|
RU2274504C1 |
Изобретение относится к области прокатного производства и может быть использовано при выявлении возникновения начальной стадии критической вибрации в рабочей клети прокатного стана. Способ включает непрерывные измерения в процессе прокатки фактических значений величины тока двигателя главного привода прокатного стана, при этом рассчитывают медианное значение нормализованной выборки измеренных фактических значений тока двигателя или их производной, которое сравнивают с предварительно определенным заданным медианным значением нормализованной выборки тока двигателя или его производной в условиях отсутствия вибрации с определением величины рассогласования, а на основании распознавания непрерывного возрастания величины рассогласования фиксируют возникновение начальной стадии критической вибрации. Использование изобретения позволяет повысить надежность технологического процесса прокатки и снизить простои прокатного стана. 5 ил.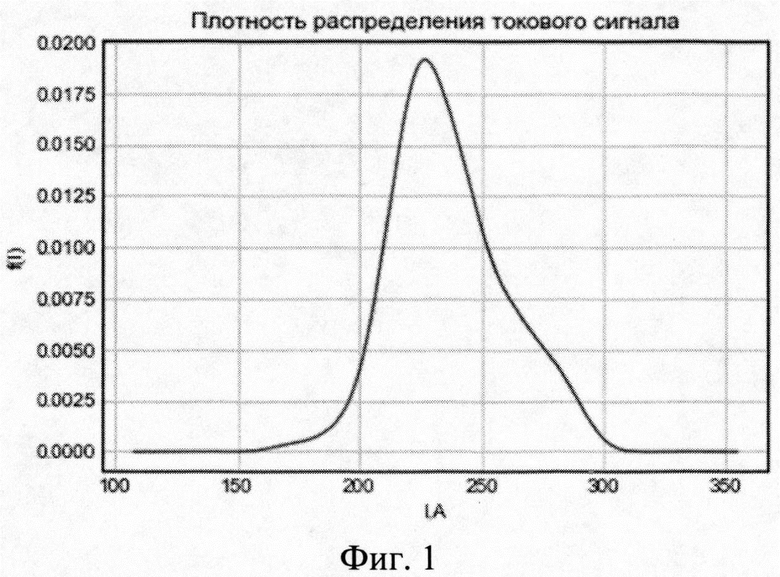
Способ определения возникновения начальной стадии критической вибрации в рабочей клети прокатного стана, включающий непрерывные измерения в процессе прокатки фактических значений параметра технологического оборудования прокатного стана, на основании которых с использованием методов статистической обработки измеренных значений осуществляют сравнение параметра обработанных измеренных значений с заданным значением, при этом на основании результатов сравнения определяют возникновение начальной стадии критической вибрации, отличающийся тем, что в качестве упомянутого параметра технологического оборудования используют величину тока двигателя главного привода прокатного стана, при этом рассчитывают медианное значение нормализованной выборки измеренных фактических значений тока двигателя, которое сравнивают с предварительно определенным заданным медианным значением нормализованной выборки тока двигателя главного привода в условиях отсутствия вибрации при прокатке с определением величины рассогласования, или рассчитывают медианное значение нормализованной выборки производной измеренных фактических значений тока двигателя, которое сравнивают с предварительно определенным заданным медианным значением нормализованной выборки производной тока двигателя главного привода в условиях отсутствия вибрации при прокатке с определением величины рассогласования, причем на основании распознавания непрерывного возрастания упомянутой величины рассогласования фиксируют возникновение начальной стадии критической вибрации.
| СПОСОБ ДИАГНОСТИКИ РЕЗОНАНСНОЙ ВИБРАЦИИ И УПРАВЛЕНИЯ МНОГОКЛЕТЬЕВЫМ СТАНОМ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2338609C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКИХ ВИБРАЦИЙ НА СТАНАХ ПРОКАТКИ ПОЛОСЫ | 2002 |
|
RU2239501C2 |
| KR 20110070537 A, 24.06.2011 | |||
| CN 108568455 A, 25.09.2018 | |||
| Однорядный лифт | 1946 |
|
SU79682A1 |

