Изобретение относится к процессам высокоскоростной холодной прокатки полосового металла в многоклетьевых непрерывных или дрессировочных станах, а именно способам контроля и устранения резонансной вибрации (англ. «chatter») в прокатных клетях.
Известен способ непрерывной холодной прокатки полосы с натяжением (патент РФ №2259896, кл. В21В 1/28, опубл. 2005.09.10), согласно которому осуществляют управление процессом прокатки с учетом динамики изменения горизонтальных сил, действующих на рабочий валок в процессе прокатки, и с упреждением корректируют технологические режимы, предрасположенные к возникновению вибраций в рабочих клетях. В процессе прокатки дополнительно в каждой клети измеряют шероховатость бочки рабочих валков, диаметры бочек рабочего и опорного валков, длину бочки опорного валка, расстояние между вертикальными осевыми плоскостями рабочего и опорного валков, диаметр опорной втулки-вкладыша опорного валка. С учетом известных параметров: плотности материала опорного валка, вязкости смазочно-охлаждающей жидкости при 50°С, коэффициента трения в ПЖТ опорного валка и др. с помощью математической модели очага деформации, определяют силовые и структурные параметры, в частности абсолютное и относительное обжатие, коэффициент трения, сопротивление металла пластической деформации, длины участков очага деформации и др. Далее расчетом определяют регламентируемые параметры. В процессе прокатки заднее натяжение и усилие прокатки в i-й клети поддерживают с учетом заданных настроечных технологических параметров. При необходимости производят регулировку межклетьевых натяжений и частных относительных обжатий. Разгон стана ведут с ускорением ар=1,15...1,25 м/сек2.
Недостатки известного способа заключаются в следующем:
1) низкая чувствительность, т.к. при расчетах условий устойчивости в горизонтальном направлении подушек рабочих валков не учитываются текущие изменения усилий гидравлического изгиба валков и других технологических параметров в процессе прокатки полос с натяжением;
2) низкая точность и помехоустойчивость, т.к. имеются технические проблемы измерения в процессе прокатки шероховатости бочки рабочих валков, определения коэффициента трения в ПЖТ опорного валка и очаге деформации, которые используются при расчетах с помощью математической модели.
Наиболее близким по своей технической сущности к предлагаемому способу является способ диагностики резонансной вибрации и управления многоклетьевым прокатным станом, включающий текущий контроль сигналов технологических параметров прокатки, получаемых из системы управления станом, а также осуществляемых в системе контроля вибраций, соединенной с системой управления станом: текущий контроль уровней вибрации датчиками вибрации, установленными на элементах оборудования прокатного стана, сравнение текущих уровней вибрации с заданными значениями и выработку предупреждающих или управляющих сигналов на изменение технологических параметров прокатки (патент Японии №8108205, кл. В21В 37/00; В21В 33/00; В21С 51/00, опубл. 1996.04.30).
Недостатки способа состоят в низком качестве прокатываемых полос, уменьшении скорости прокатки, а также в увеличении расхода валков и простоев стана, связанных с последствиями перехода вибраций стана в опасную (резонансную) фазу.
Кроме того, резонансные вибрации стана повышают износ оборудования, снижают его межремонтный период, в результате повышаются эксплутационные затраты и себестоимость продукции.
Эти недостатки известного способа объясняются тем, что переход вибраций в резонансную фазу сопровождается быстрым, лавинообразным нарастанием сигнала, соответствующего уровню максимума спектра вибраций в заданном диапазоне частот (нарастанием сигнала, соответствующего амплитуде вибраций). Вследствие синхронизации через прокатываемую полосу механических колебаний элементов клетей от начала нарастания амплитуды вибраций до наступления собственно резонанса проходит менее чем 1 с.
В то же время величина заданного (допустимого) уровня вибраций зависит от многих технологических факторов, а также от показателей состояния оборудования, таких как режим натяжений и нагрузок по клетям, биения рабочих и опорных валков, дефекты подшипников, износ линии привода и др. Таким образом, величина заданного (допустимого) уровня вибраций, превышение которого свидетельствует об их переходе в опасную фазу, может изменяться в широких пределах. Если заданный уровень вибраций установлен низким, то система контроля вибраций выдает сигнал предупреждения (управления) до перехода вибраций в резонансную фазу. Это не позволяет вести процесс прокатки в рациональном скоростном режиме. В результате снижается производительность. Если, наоборот, установить заданный (допустимый) уровень вибраций слишком высоким, система контроля вибраций выдаст предупреждающий и управляющий сигналы уже практически в стадии резонансной вибрации стана. Как следствие, появляются участки полос, прокатанных с периодической разнотолщинностью, выходящей за пределы допуска. Кроме того, в процессе резонансных (опасных) вибраций существенно повышается вероятность обрыва полос и повреждения валков и оборудования стана.
Технический эффект при использовании предлагаемого способа состоит в повышении качества прокатываемых полос, скорости прокатки, а также в снижении расхода валков и простоев стана, связанных с последствиями перехода вибраций стана в опасную (резонансную) фазу.
Кроме того, предлагаемый способ позволит уменьшить эксплутационные затраты на оборудование и увеличить его межремонтные сроки, снизить себестоимость продукции.
Указанный технический эффект достигается тем, что предлагаемый способ диагностики резонансной вибрации и управления многоклетьевым станом включает текущий контроль сигналов технологических параметров прокатки, получаемых из системы управления станом, а также осуществляемые в системе контроля вибраций, соединенной с системой управления станом: текущий контроль уровней вибрации датчиками вибрации, установленными на элементах оборудования прокатного стана, сравнение текущих уровней вибрации с заданными значениями и выработку предупреждающих или управляющих сигналов на изменение технологических параметров прокатки. Подачу управляющего сигнала производят в предшествующий резонансной вибрации момент времени, наступление которого определяют исходя из совместного или раздельного выполнения следующих условий:

где σn - текущее среднеквадратичное отклонение значений частот максимумов спектра сигналов виброускорений в заданном диапазоне по клетям стана, Гц, определяемое по зависимости
где Fi - текущее значение частоты максимума спектра сигнала виброускорения в i-й клети стана, Гц; n - количество клетей, начиная от последней, N-клетьевого стана, причем 2≤n≤N;
Fcp - текущее среднее значение частот максимумов спектра сигналов виброускорений по n-клетям стана, Гц; определяемое выражением
σдоп - допускаемое среднеквадратичное отклонение частот максимумов спектра сигналов виброускорений по n-клетям стана, Гц; определяемое из условия

где  - шаг по частоте при расчете спектра, Гц; Т - период времени записи сигналов виброускорений при расчете спектра, с, причем минимальную частоту в диапазоне при вычислении спектра сигналов виброускорений принимают, исходя из выражения
- шаг по частоте при расчете спектра, Гц; Т - период времени записи сигналов виброускорений при расчете спектра, с, причем минимальную частоту в диапазоне при вычислении спектра сигналов виброускорений принимают, исходя из выражения

где fраб - оборотная частота рабочих валков в последней клети стана при максимальной скорости прокатки и минимальном диаметре валков, Гц, а
максимальную частоту в диапазоне при вычислении спектра сигналов виброускорений принимают, исходя из выражения

где Δt - интервал дискретизации сигналов по времени, с;
 - коэффициенты корреляции сигналов виброускорений по меньшей мере в одной j-й паре клетей X и Y стана, j=1, 2,..., N-1, определяемые по зависимости
- коэффициенты корреляции сигналов виброускорений по меньшей мере в одной j-й паре клетей X и Y стана, j=1, 2,..., N-1, определяемые по зависимости
где σX, σY - текущие среднеквадратичные отклонения сигналов виброускорений в клетях X и Y стана; Coν(X,Y) - текущая ковариация сигналов виброускорений в клетях X и Y стана, определяемая выражением

где μX, μY - текущие средние значения сигналов виброускорений по двум клетям X и Y стана, m - количество дискретных значений сигналов, взятых для расчета, при этом  - максимально допускаемую величину значения коэффициента корреляции сигналов виброускорений до наступления резонанса устанавливают не больше 0,3.
- максимально допускаемую величину значения коэффициента корреляции сигналов виброускорений до наступления резонанса устанавливают не больше 0,3.
Преимущества предлагаемого способа достигаются за счет использования свойства известного физического явления - синхронизации механических колебательных систем при наличии упругих связей между ними [Блехман И.И. Синхронизация динамических систем. М.: Наука. 1971. 894 с]. В многоклетьевом стане прокатные клети синхронизируются через упругую прокатываемую полосу при вертикальных колебаниях валковых узлов. Свойством синхронизации колеблющихся механических систем с упругими связями (клетей и полосы) является процесс "захватывания" близких собственных частот смежных клетей Fi и стремления их к некоторому текущему среднему значению частоты - Fcp, одинаковому для всех клетей, что приводит к сближению частот, на которых фиксируются максимумы спектров сигналов каждой из клетей в диапазоне, включающем собственную частоту вертикальных колебаний клети.
Другим свойством синхронизации колебаний в предрезонансный период в клетях многоклетьевого прокатного стана является процесс упорядочивания фаз колебаний, которые регистрируются датчиками вибраций в клетях, сопровождающийся увеличением коэффициентов корреляции сигналов в каждой паре смежных клетей.
При появлении синхронизации все технологические параметры прокатки (натяжения полосы, усилия прокатки) проявляют колебания на общей для всех смежных клетей частоте, что также может быть использовано для диагностики резонансной вибрации предлагаемым способом при наличии для регистрации технологических параметров датчиков с частотой пропускания выше диапазона собственной частоты прокатных клетей (для разных станов около 100-150 Гц).
Наступление резонансной вибрации при синхронизации клетей определяется по совокупности выражений (1) на 3-5 с раньше, чем начинает увеличиваться амплитуда максимумов спектра сигналов в каждой клети отдельно, т.к. сдвиг частот и фаз начинается даже при незначительных обменах энергией колебаний. Степень синхронизации смежных клетей определяется по текущему среднеквадратичному отклонению частот максимумов спектров в клетях согласно выражению (2) и по текущим значениям коэффициентов парной корреляции сигналов вибраций, определяемым по зависимости (7).
Повышение средней скорости прокатки и производительности многоклетьевого стана достигается за счет меньшего снижения скорости стана при первых признаках синхронизации клетей, определяемой по выражению (1). Амплитуды вертикальных колебаний в клетях не успевают достичь высокого уровня, при котором необходимо уже большее снижение скорости для выхода из резонансного режима прокатки.
Необходимость ограничения σдоп по выражению (4) вызвана тем, что минимальное значение разности частот в спектре сигналов определяется точностью вычисления спектра, которая равна шагу по частоте.
Экспериментально установили, что низкочастотные колебания амплитуды максимумов спектра определяются биениями опорных и рабочих валков за счет всегда существующей на практике их разбалансировки и эксцентриситета, поэтому значение минимальной частоты диапазона по выражению (5) должно превышать двойную оборотную частоту рабочих валков в последней клети стана при максимальной скорости прокатки и минимальном диаметре рабочих валков.
Максимальная частота диапазона по выражению (6) определяется известными теоретическими положениями [Бендат Д., Пирсол А. Применение корреляционного и спектрального анализа. М., 1982. 312 с], согласно которым для надежного спектрального анализа необходимо иметь 4-5 отсчетов аналогового сигнала на период колебаний с максимальной в заданном диапазоне частотой fmax=1/[(4...5)·2·Δt], определяемой интервалом дискретизации сигнала по времени - Δt.
Использование в качестве диагностического признака среднеквадратичного отклонения частот по выражению (1) вместо значений амплитуды максимумов спектра сигнала и обоснованный выбор заданного диапазона частот по выражениям (5), (6) дает также возможность исключить влияние колебаний технологической нагрузки и биений валков.
Экспериментально установили, что при нормальном режиме прокатки текущий парный коэффициент корреляции сигналов вибраций в смежных клетях изменяется в пределах 0,2...0,3 и также не зависит от абсолютных уровней вибрации по клетям при различном техническом состоянии валков и оборудования стана.
Повышение надежности предлагаемого способа по сравнению с известными способами диагностики достигается за счет применения совокупности диагностических признаков, входящих в выражение (1) в разных вариантах. Например, для повышения помехозащищенности момент перехода к резонансным вибрациям определяют по одновременному выполнению условий, входящих в выражение (1), - логическое "И". В случае необходимости повысить чувствительность способа диагностику фазы перехода к опасным вибрациям ведут по выполнению любого одного из условий, входящих в (1), - логическое "ИЛИ". Возможно применение комбинированного выполнения условий, входящих в (1). Например, сочетание по "И" первой и второй частей и по "ИЛИ" с одним из совокупности условий второй части (т.е. при одновременном достижении порогового значения текущим среднеквадратичным отклонением значений частот и одним из коэффициент парной корреляции).
Повышение качества прокатываемых полос обеспечивается за счет снижения амплитуд вертикальных колебаний валковых систем, снижение расхода валков при повреждениях от обрыва полос, которые являются следствием резонансных вибраций путем их предотвращения.
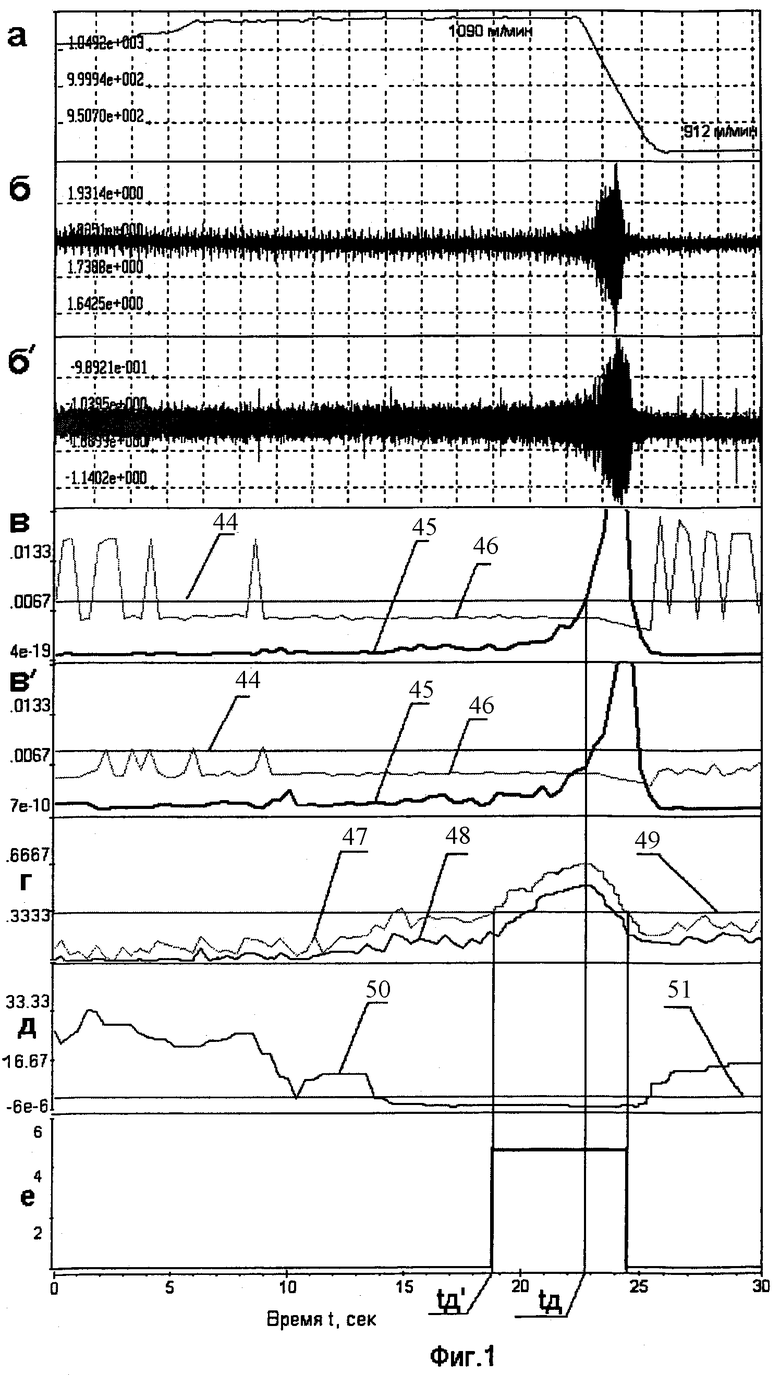
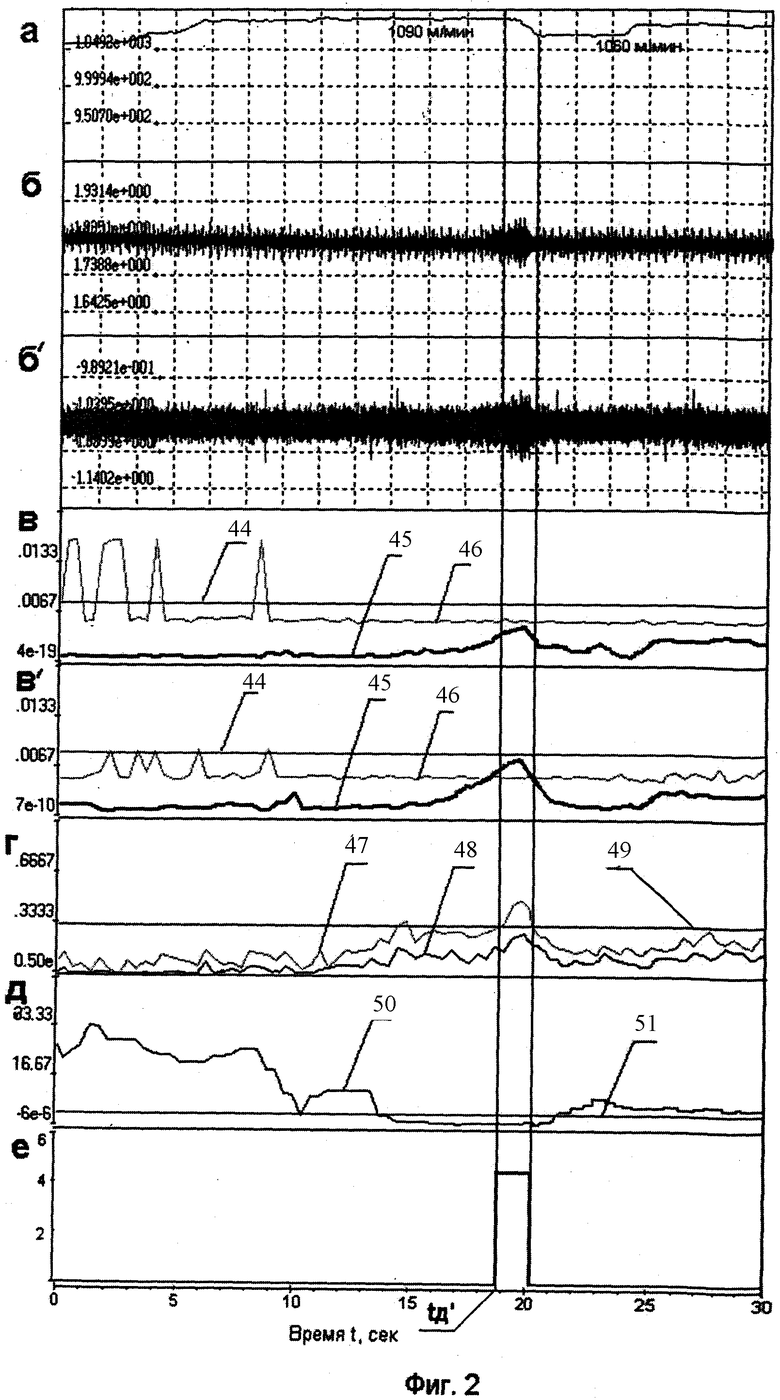
Предложенный способ поясняется в сопоставлении с известным способом графиками во времени, приведенными на фиг.1 и 2, на которых показаны: изменение скорости прокатки а), изменение сигналов виброускорения, полученных от датчиков, установленных на подушки верхних опорных валков третьей б) и четвертой б') клети 5-клетьевого стана, изменение уровней вибрации в третьей в) и четвертой в') клетях клети стана, где 44 - заданное значение, 45 - изменение амплитуды текущего максимума спектра, 46 - изменение частоты максимума спектра, г) - графики изменения коэффициентов парной корреляции сигналов вибраций в клетях, 47 - в третьей - четвертой клетях, 48 - в четвертой - пятой клетях, 49 - максимально допускаемое значение коэффициентов, д) - изменение в трех клетях (третьей, четвертой и пятой) среднеквадратичного среднеквадратичного отклонения частот максимумов спектра сигналов вибрации в заданном диапазоне частот 50 и 51 - допускаемое среднеквадратичное отклонение частот максимумов спектров, е) - сигнал управления, сформированный по предлагаемому способу.
Графики на фиг. 1 и 2 получены следующим образом. При прокатке одного и того же рулона вначале управляющий сигнал (на снижение скорости при развитии опасных вибраций) подавали по известному способу в момент времени tд, а сигнал управления по предлагаемому способу в момент времени tд' сформировали, но в АСУ ТП стана не выдавали. В результате получили графики, приведенные на фиг.1. Затем после прекращения опасных вибраций за счет снижения скорости до 912 м/мин, начатого в момент времени tд, скорость повысили снова до 1090 м/мин и одновременно обеспечили выдачу сигнала управления, формируемого по предлагаемому способу в АСУ ТП стана. На фиг.2 показано изменение во времени тех же сигналов, что и на фиг.1 Момент времени tд' соответствует началу замедления стана, выполненному по предлагаемому способу. Шкала времени относительно этого момента tд' на графиках фиг.1 и фиг.2 приведена в соответствие. Как видно из приведенных графиков, подачу управляющего сигнала по предлагаемому способу осуществили примерно за 4 с до наступления резонансных вибраций и за счет этого предотвратили их развитие.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основе этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Пример осуществления способа, не исключающий других вариантов его реализации в пределах формулы изобретения, приведен в п.2.
2. Известно устройство диагностики резонансной вибрации и управления многоклетьевым прокатным станом, содержащее автоматизированную систему управления технологическими параметрами (АСУ ТП) стана, систему контроля вибраций, соединенную с АСУ ТП, при этом система контроля вибраций содержит датчики вибраций, установленные на элементах оборудования стана, аналого-цифровой преобразователь сигналов, блок расчета спектров сигналов, блоки задания уровней максимумов спектров вибраций по числу контролируемых датчиков вибрации, компараторы по числу блоков задания уровней, блок логики, входы которого соединены с выходами компараторов и с выходом аналого-цифрового преобразователя сигналов, а выход подключен к входу блока формирования сигнала управления станом, блок управления визуализацией сигналов и монитор для визуализации заданных уровней и текущих фактических максимумов спектров сигналов вибраций (патент Японии №8108205, кл. В21В 37/00; В21В 33/00; В21С 51/00, опубл. 1996.04.30).
Однако известное устройство не позволяет одновременно увеличить скорость прокатки и качество прокатываемых полос, а также достичь снижения расхода валков и простоев стана. Эти недостатки объясняются тем, что известным устройством реализуется способ диагностики и управления многоклетьевым прокатным, основанный на сравнении уровней вибраций с заданными значениями и выдачи управляющего воздействия при превышении заданных значений. Недостатки связаны с тем, что в известном устройстве отсутствуют блоки и связи между ними, которые обеспечивали бы рациональное управление станом в процессе развития опасных колебаний (вибраций), исключающее как ложные срабатывания, что снижает среднюю скорость прокатки, так и позднюю диагностику, которая приводит к развитию опасных вибраций и в результате также к снижению скорости прокатки и другим негативным последствиям, отмеченным выше.
Технический эффект при использовании предлагаемого устройства состоит в одновременном увеличении скорости прокатки и качества прокатываемых полос, а также в снижении расхода валков и простоев стана.
Кроме того, снижаются расходы на эксплуатацию оборудования стана и увеличиваются межремонтные сроки. Уменьшается себестоимость выпускаемой продукции.
Указанный технический эффект достигается тем, что устройство диагностики резонансной вибрации и управления многоклетьевым прокатным станом содержит автоматизированную систему управления технологическими параметрами (АСУ ТП) стана, систему контроля вибраций, соединенную с АСУ ТП, при этом система контроля вибраций содержит датчики вибраций, установленные на элементах оборудования стана, аналого-цифровой преобразователь сигналов, блок расчета спектров сигналов, блоки задания уровней максимумов спектров вибраций по числу контролируемых датчиков вибрации, компараторы по числу блоков задания уровней, блок логики, входы которого соединены с выходами компараторов и с выходом аналого-цифрового преобразователя сигналов, а выход подключен к входу блока формирования сигнала управления станом, блок управления визуализацией сигналов и монитор для визуализации заданных уровней и текущих фактических максимумов спектров сигналов вибраций. Устройство снабжено двумя блоками определения текущих средних и среднеквадратических отклонений сигналов виброускорений, блоком задания величины допустимого среднеквадратичного отклонения частот максимумов спектров вибраций, блоком задания максимально допускаемого значения коэффициента корреляции, блоком определения среднеквадратичного отклонения частот максимумов спектров, по меньшей мере, в двух последних клетях, подключенным к блоку расчета спектров сигналов, и, по меньшей мере, одним блоком определения коэффициентов парной корреляции сигналов от датчиков виброускорений, установленных на элементах оборудования двух смежных клетей, начиная с последней клети стана, подключенным к двум выходам аналого-цифрового преобразователя и к двум входам двух блоков определения текущих средних и среднеквадратических отклонений сигналов виброускорений, при этом выход блока задания величины допустимого среднеквадратичного отклонения частот максимумов спектров вибраций соединен с одним из входов блока управления визуализации сигналов и с входом компаратора, соединенного по другому входу с выходом блока определения среднеквадратичного отклонения частот максимумов спектров и с одним из входов блока управления визуализацией сигналов, выход компаратора подключен к одному из входов блока логики, другие входы которого по числу блоков определения парной корреляции сигналов соединены с выходами компараторов по числу установленных блоков определения коэффициентов парной корреляции сигналов от датчиков виброускорений, входы каждого из которых подключены - один к выходу блока определения парной корреляции и к одному из входов блока управления визуализацией, а другой - к выходу блока задания максимально допускаемого значения коэффициента корреляции и к одному из входов блока управления визуализацией, четыре входа каждого из блоков определения парной корреляции сигналов соединены с выходами двух блоков определения текущих средних и среднеквадратических сигналов виброускорений.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого устройства с известными техническими решениями. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Функциональная схема предлагаемого устройства, поясняющая его работу в условиях 5-клетьевого стана 2030 бесконечной прокатки Новолипецкого металлургического комбината (НЛМК), приведена на фиг.3. На схеме обозначены: 1 - автоматизированная система управления (АСУ ТП) станом; 2, 3 и 4 - последние три клети стана (пронумерованы от последней клети, первые две клети на схеме не показаны); 5 и 6 - локальные системы управления гидронажимными устройствами (СУ ГНУ) и главными приводами клетей (СУП); 7 и 10 - пьезоэлектрические датчики вибраций, установленные на подушках 8 и 9 соответственно верхних и нижних опорных валков трех последних клетей; 11 - система контроля вибраций (СКВ), которая включает 12 - аналого-цифровой преобразователь сигналов, 13 - блок расчета спектров сигналов, 14, 15 и 16 - блоки задания допустимого уровня вибраций (уровней максимумов спектров вибраций), 17, 18 и 19 - компараторы для сравнения текущего максимума амплитуды вибраций с допустимым (заданным) уровнем, (аналогично подключены не показанные на схеме три блока задания и три компаратора, которые задействованы по каналам датчиков 10, установленных на подушках нижних опорных валков), 20 - блок управления устройством визуализации (монитором) 21, 22 - блок логики, 23 - блок формирования сигналов управления станом от СКВ, 24 - субблок, содержащий: 25, 26 и 27 - блоки определения текущих средних и среднеквадратических отклонений сигналов виброускорений (соответственно, от датчиков 7, установленных на подушках 8 верхних опорных валков третьей, четвертой и пятой клетей); 28 и 29 - блоки определения коэффициентов парной корреляции сигналов от датчиков виброускорений (соответственно, от датчиков 7, установленных на подушках 8 верхних опорных валков третьей-четвертой клети и четвертой-пятой клетей); 30 и 31 - блоки задания максимально допускаемых значений коэффициента корреляции; 32 и 33 - компараторы для сравнения максимально допустимых значений коэффициентов парной корреляции с текущими значениями, 34 - субблок, содержащий: 35 - блок определения текущего среднеквадратического отклонения (СКО) частот максимумов спектров вибраций (текущее СКО частот максимальных амплитуд в спектрах сигналов вибрации от датчиков, установленных по 2 на пятую, четвертую и третью клети, на схеме показаны только три входа - по каналам датчиков 7, установленных на подушках 8 верхних опорных валков), 36 - блок задания допускаемого значения СКО, 37 - компаратор для сравнения текущего значения СКО с минимально допустимым. К входу системы контроля вибрации, кроме датчиков вибрации, установленных на подушках опорных валков подключены выходы АСУ ТП стана. По шине данных 38 в СКВ поступают сигналы технологических параметров процесса прокатки, таких как межклетьевые натяжения, усилия прокатки, скорость прокатки, угловые скорости рабочих валков, моменты прокатки, вводятся диаметры рабочих и опорных валков.
В СКВ 11 предусмотрены: передача от аналого-цифрового преобразователя 12 по шине 39 цифровых сигналов от датчиков вибраций для их визуализации на мониторе 21, управляемом блоком 20; по шине 40 - передача сигналов технологических параметров на визуализацию; по шине 41 - передача технологических параметров в блок 13 расчета спектров; по шине 42 - передача спектров сигналов технологических параметров для визуализации; по линии 43 - сигнала скорости прокатки, вводимого в блок логики 22 для обеспечения автоматического включения устройства в работу при превышении текущей скоростью прокатки заданной величины, которую выбирают в зависимости от условий прокатки.
Пример.
Предлагаемый способ может быть реализован с помощью заявляемого устройства следующим образом.
В процессе холодной прокатки на 5-клетьевом стане 2030 ОАО "НЛМК" полосы из стали 08ю исходной толщиной 2,5 мм, шириной 1270 мм и конечной толщиной 0,5 мм вели текущий контроль рабочей скорости, равной 1090 м/мин, по сигналу, получаемому из системы управления станом 1. В системе контроля вибраций 11, соединенной с системой управления станом 1, осуществляли текущий контроль уровней вибрации датчиками вибрации 7, 10, которые были установлены на подушки верхних и нижних опорных валков соответственно 8 и 9 в пятой (2), четвертой (3) и третьей (4) клетях стана. В блоке 12 текущие сигналы от датчиков вибраций преобразовывали из аналоговой формы в цифровую, в блоке 13 цифровые сигналы преобразовали в текущие значения уровней вибрации (с использованием метода БПФ-быстрого преобразования Фурье), а затем в блоках 17, 18 и 19 их сравнивали с заданными (допустимыми) уровнями вибрации, установленными для каждой из клетей 2, 3 и 4 с помощью блоков задания соответственно 16, 15 и 14. На мониторе 20 контролировали текущие уровни вибраций в сравнении с заданными значениями. Одновременно в блоке 35 в диапазоне частот 33,5±1000 Гц по сигналам текущих значений частот максимумов спектров F3, F4 и F5 вибраций в клетях 4, 3 и 2 по выражению
определяли Fcp - текущее среднее значение частот максимумов спектра сигналов по трем последним клетям стана (использовали только сигналы, полученные от датчиков, установленных на подушках верхних опорных валков третьей, четвертой и пятой клети). Минимальное значение диапазона частот определили по максимальной оборотной частоте рабочих валков в 5-й клети (2 на фиг.3) стана 2030 (при их минимальном диаметре, равном 570 мм, и максимальной скорости прокатки, равной для данного стана 1800 м/мин), которая составляет fраб=(1800/3,14·0,570·60)=16,8 Гц. Следовательно, минимальная частота диапазона составляет fmin=2·fраб=33,5 Гц. Максимальную частоту диапазона определили с учетом принятого времени дискретизации Δt=1·10-4 fmax=1/(5·2·Δt)=1000 Гц.
По зависимости
также реализуемой блоком 35, определяли текущее среднеквадратическое отклонение частот максимумов спектров вибраций в  в диапазоне от 33,5 Гц до 1000 Гц. В блоке 37 текущее значения СКО σ3 сравнивали с допускаемым значения СКО σдоп, полученным из блока 36 задания допускаемого значения СКО. С учетом принятого периода времени записи сигналов при расчете спектра, Т=0,4096 с, шаг по частоте
в диапазоне от 33,5 Гц до 1000 Гц. В блоке 37 текущее значения СКО σ3 сравнивали с допускаемым значения СКО σдоп, полученным из блока 36 задания допускаемого значения СКО. С учетом принятого периода времени записи сигналов при расчете спектра, Т=0,4096 с, шаг по частоте  и из условия σдоп≤Δf, σдоп приняли равным 2,5 Гц.
и из условия σдоп≤Δf, σдоп приняли равным 2,5 Гц.
В субблоке 24 определяли вторую часть условий, входящих в их совокупность (1), а именно контролировали группу условий  С этой целью в блоках 25 и 26 определяли соответственно текущие средние значения μ3, μ4 и среднеквадратичные отклонения σ3, σ4 сигналов виброускорений от датчиков, установленных на подушках верхних опорных валков в третьей и четвертой клети по 4096 дискретным значениям (с учетом принятого времени дискретизации Δt=1·10-4с и периода времени записи Т=0,4096 с). Аналогично, в блоке 27 определяли текущие μ5 и σ5 сигналов виброускорений от датчика, установленного на подушке верхнего опорного валка пятой клети (на схеме обозначена цифрой 2). В блоке 28, реализующем зависимости (7) и (8) по 4096 дискретным значениям, определяли текущую ковариацию сигналов в третьей и четвертой клетях Соν(3, 4) и текущий коэффициент парной корреляции сигналов в этой j=1 паре клетей
С этой целью в блоках 25 и 26 определяли соответственно текущие средние значения μ3, μ4 и среднеквадратичные отклонения σ3, σ4 сигналов виброускорений от датчиков, установленных на подушках верхних опорных валков в третьей и четвертой клети по 4096 дискретным значениям (с учетом принятого времени дискретизации Δt=1·10-4с и периода времени записи Т=0,4096 с). Аналогично, в блоке 27 определяли текущие μ5 и σ5 сигналов виброускорений от датчика, установленного на подушке верхнего опорного валка пятой клети (на схеме обозначена цифрой 2). В блоке 28, реализующем зависимости (7) и (8) по 4096 дискретным значениям, определяли текущую ковариацию сигналов в третьей и четвертой клетях Соν(3, 4) и текущий коэффициент парной корреляции сигналов в этой j=1 паре клетей  Аналогичным образом, в блоке 29 для второй пары клетей j=2 определяли значения Соν(4, 5) и
Аналогичным образом, в блоке 29 для второй пары клетей j=2 определяли значения Соν(4, 5) и  В компараторах 32 и 33 текущие значения коэффициентов парной корреляции сигналов в двух парах клетей сравнивали с максимально допустимыми значениями, которые установили с помощью блоков 30 и 31 соответственно на уровне Кmax=0,3.
В компараторах 32 и 33 текущие значения коэффициентов парной корреляции сигналов в двух парах клетей сравнивали с максимально допустимыми значениями, которые установили с помощью блоков 30 и 31 соответственно на уровне Кmax=0,3.
Подачу управляющего сигнала произвели в предшествующий резонансной вибрации момент времени, наступление которого определили исходя из условия

Этот момент времени tд', как показано на графике е) фиг.2, поясняющей действие предлагаемого способа в условиях примера его реализации, характеризуется тем, что на выходах компараторов 37 и 32 устанавливается состояние логической "1", так как оба условия (11) выполнены. Вследствие этого на выходе блока логики 22 также появляется сигнал логической "1", который после преобразования в блоке формирования управляющих сигналов 23 был трансформирован в сигнал задания на снижение скорости стана на 30 м/мин. После отработки этого сигнала АСУ ТП 1 скорость стана была установлена на уровне 1060 м/мин.
Как видно, сравнение графиков, приведенных на фиг.1 и фиг.2 при использовании предлагаемого способа (фиг.2) и определении момента времени "tд'", предшествующего началу резонансной вибрации примерно на 4 с раньше момента времени "tд", позволяет путем снижения скорости стана до 1060 м/мин предотвратить переход вибраций в опасную фазу, которая при использовании известного способа наступила в момент времени "tд". На графиках в) и в') фиг.1 видно, что в момент времени " tд" уровень максимумов спектра сигналов достиг заданного допускаемого значения (0.0067), а затем практически сразу развились резонансные колебания. С целью недопущения аварийной ситуации скорость прокатки по сигналу превышения уровнем спектра заданного значения была снижена до 912 м/мин, что привело к увеличению общего времени прокатки данного рулона.
Величина снижения скорости и/или изменения другого технологического параметра, например натяжения в межклетьевых промежутках, необходимых и достаточных для предотвращения опасных вибраций, определяется экспериментальным путем в процессе прокатки. Вследствие этого в предлагаемом способе в процессе прокатки и настройки - первоначального определения величины требуемого изменения технологических параметров (например, величины необходимого снижения скорости) - может использоваться подача управляющего сигнала при превышении текущими значениями уровней вибрации заданных значений. Этот сигнал на изменение технологических параметров прокатки при превышении текущими значениями уровней вибрации заданных значений формируется в блоке логики 22 при изменении состояния компараторов 17, 18 и 19, сравнивающих сигналы текущих уровней вибрации, поступающими из блока 13 с заданными значениями, поступающих из блоков 14, 15 и 16. За счет этого достигается повышение надежности предлагаемого способа в целом.
Таким образом, применение предлагаемого способа позволяет повысить среднюю скорость прокатки на 10-15%, а также улучшить качество прокатываемых полос за счет снижения периодических дефектов поверхности и устранения обрывов, снизить расход валков и простои стана, связанные с последствиями перехода вибраций стана в опасную (резонансную) фазу.
Предлагаемый способ и устройство обеспечивают уменьшение эксплутационных затрат на оборудование и увеличение его межремонтных сроков, а также снижение себестоимости выпускаемой продукции.
Известно, что для повышения скорости прокатки используют увеличение концентрации эмульсола в эмульсии. Такой технологический прием связан с дополнительным расходом дорогостоящего эмульсола. Исходя из того, что предлагаемый способ обеспечивает повышение средней скорости прокатки без дополнительного повышения концентрации эмульсии (повышенного расхода эмульсола), использование способа и устройства позволит также экономить эмульсол.
Возможность ведения процесса прокатки с меньшей концентрацией эмульсии, особенно в последней клети непрерывного стана, способствует повышению моющих свойств эмульсии, что, в свою очередь, приводит к снижению загрязненности поверхности прокатываемых полос и сажеобразованию в ходе последующего рекристаллизационного отжига.
Кроме того, предлагаемый способ и устройство за счет возможности ведения процесса прокатки на более высокой скорости приводит к повышению температуры полосы, что способствует более интенсивному испарению остатков эмульсии в процессе остывания рулона в вертикальном положении перед колпаковым отжигом. Поэтому дополнительный эффект от применения предложенного способа состоит в уменьшении коррозии прокатанного металла за счет более интенсивного испарения остатков эмульсии. При этом дополнительно уменьшается сажеобразование в процессе колпакового отжига и загрязненность готовых полос и листов.
Процесс прокатки полос с более высокой температурой и, следовательно, более низким сопротивлением деформации позволяет уменьшить требуемые усилие прокатки в последней клети и шероховатость поверхности рабочих валков. За счет этого достигается дополнительное увеличение производительности стана холодной прокатки, снижение расхода валков и энергозатрат на процесс.
Известно, что для повышения скорости непрерывной прокатки без развития резонансных вибраций используют уменьшение уровня межклетьевых натяжений. Такой технологический прием связан с дополнительным повышением энергосиловых параметров процесса непрерывной прокатки. Исходя из того, что предлагаемый способ обеспечивает повышение средней скорости прокатки без дополнительного снижения межклетьевых натяжений, использование способа и устройства позволит также снизить удельную энергоемкость процесса непрерывной прокатки (снизить энергозатраты на процесс).
Таким образом, применение предложенного способа и устройства обеспечивает повышение рентабельности (снижение себестоимости) производства холоднокатаной листовой стали, способствует расширению сортамента проката, обеспечению производства тонких полос с повышенными требованиями к периодической разнотолщинности и состоянию поверхности, не допускающими дефекты поверхности "ребристость" ("поперечные теневые полосы"), и, следовательно, освоению новых видов продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления многоклетевым прокатным станом | 1989 |
|
SU1696027A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС В МНОГОКЛЕТЬЕВОМ СТАНЕ | 2002 |
|
RU2225272C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВОЗНИКНОВЕНИЯ НАЧАЛЬНОЙ СТАДИИ КРИТИЧЕСКОЙ ВИБРАЦИИ В РАБОЧЕЙ КЛЕТИ ПРОКАТНОГО СТАНА | 2018 |
|
RU2734360C2 |
| Устройство для управления непрерывным станом холодной прокатки | 2023 |
|
RU2809885C1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ПРОЦЕССЕ ПРОКАТКИ МЕЖДУ КЛЕТЯМИ МНОГОКЛЕТЬЕВОГО СТАНА С ПЕЧНЫМИ МОТАЛКАМИ | 2002 |
|
RU2268800C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ И ПОВОРОТОМ ТРУБЫ В ПРОЦЕССЕ ПРОКАТКИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2007 |
|
RU2352415C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ПРОКАТКИ НА МНОГОКЛЕТЕВОМ СТАНЕ | 2017 |
|
RU2657268C1 |
| Устройство для контроля раската и предотвращения его выхода из линии прокатки в многоручьевом многоклетьевом прокатном стане непрерывного действия | 2023 |
|
RU2832532C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС В НЕПРЕРЫВНОМ МНОГОКЛЕТЬЕВОМ СТАНЕ | 2001 |
|
RU2212962C2 |
Изобретение относится к прокатному производству. Технический эффект состоит в повышении качества прокатываемых полос, скорости прокатки, а также в снижении расхода валков и простоев стана. Сущность изобретения заключается в формировании управляющего сигнала в момент времени, предшествующий переходу вибраций в резонансную фазу. Наступление момента времени, предшествующего развитию опасных вибраций, определяют из совместного или раздельного выполнения совокупности условий. К ним относятся достижение предельных (пороговых) значений среднеквадратичных отклонений максимумов спектра сигналов виброускорений в нескольких клетях стана, начиная от последней клети, и коэффициентов корреляции сигналов виброускорений как минимум в одной паре смежных клетей. 2 н.п. ф-лы, 3 ил.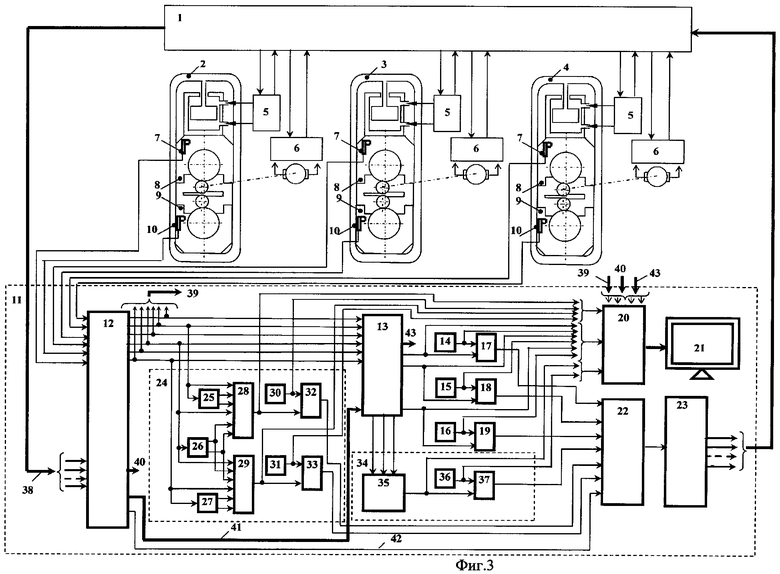

где σn - текущее среднеквадратичное отклонение значений частот максимумов спектра сигналов виброускорений в заданном диапазоне по клетям стана, Гц,
определяемое по зависимости:

где Fi - текущее значение частоты максимума спектра сигнала виброускорения в i-й клети стана, Гц;
n - количество клетей, начиная от последней, N-клетьевого стана, причем 2≤n≤N;
Fcp - текущее среднее значение частот максимумов спектра сигналов виброускорений по n-клетям стана, Гц,
определяемое по выражению:
σдоп - допускаемое среднеквадратичное отклонение частот максимумов спектра сигналов виброускорений по n-клетям стана, Гц,
определяемое из условия:

где  шаг по частоте при расчете спектра, Гц;
шаг по частоте при расчете спектра, Гц;
Т - период времени записи сигналов виброускорений при расчете спектра,с, причем минимальную частоту в диапазоне при вычислении спектра сигналов виброускорений принимают исходя из выражения:

где fраб - оборотная частота рабочих валков в последней клети стана при максимальной скорости прокатки и минимальном диаметре валков, Гц,
а максимальную частоту в диапазоне при вычислении спектра сигналов виброускорений принимают исходя из выражения:

где Δt - интервал дискретизации сигналов по времени, с;
 - коэффициенты корреляции сигналов виброускорений, по меньшей мере, в одной j-й паре клетей X и Y стана, J=1, 2.... N-1,
- коэффициенты корреляции сигналов виброускорений, по меньшей мере, в одной j-й паре клетей X и Y стана, J=1, 2.... N-1,
определяемые по выражению:
где σX, σY - текущие среднеквадратичные отклонения сигналов виброускорений в клетях X и Y стана;
Cov(X,Y) - текущая ковариация сигналов виброускорений в клетях X и Y стана, определяемая по выражению:

где μX, μY - текущие средние значения сигналов виброускорений по двум клетям X и Y стана;
m - количество дискретных значений сигналов, взятых для расчета,
при этом  - максимально допускаемую величину значения коэффициента корреляции сигналов виброускорений до наступления резонанса устанавливают не больше 0,3.
- максимально допускаемую величину значения коэффициента корреляции сигналов виброускорений до наступления резонанса устанавливают не больше 0,3.
| JP 8108205 A, 30.04.1996 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКИХ ВИБРАЦИЙ НА СТАНАХ ПРОКАТКИ ПОЛОСЫ | 2002 |
|
RU2239501C2 |
| Способ автоматического управления процессом диагностирования оборудования прокатного стана и устройство для его осуществления | 1984 |
|
SU1158267A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

