Настоящее изобретение относится к листовым сталям, которые подвергают горячей формовке для производства деталей и закалке под прессом при использовании стадии охлаждения, достигаемой в результате выдерживания деталей в прессовом штампе. Данные детали используют в качестве конструктивных элементов в механических транспортных средствах для реализации функций предотвращения проникновения или поглощения энергии. Такие детали также могут быть использованы, например, для изготовления инструментов или деталей для сельскохозяйственного машинного оборудования.
В таком типе областей применения желательным является производство стальных деталей, которые объединяют высокую механическую прочность, высокую сопротивляемость ударам, хорошую сопротивляемость коррозии и точность размеров. Данная комбинация является в особенности желательной в автомобильной промышленности, где предпринимаются попытки по значительному уменьшению массы транспортных средств. Говоря более конкретно, демонстрации данных свойств требуют автомобильные детали, такие, как детали для препятствования проникновению и конструктивные детали, в особенности, передний или задний обвязочные брусы крыши, продольные брусы крыши и центральные стойки кузова, детали шасси, такие как нижние рычаги независимых подвесок, ложементы для двигателей, а также другие детали, которые вносят свой вклад в безопасность механических транспортных средств, такие как бамперы, усилители дверей или средних стоек. Достижения данного уменьшения массы можно добиться, в частности, благодаря использованию стальных деталей, обладающих мартенситной или бейнитно-мартенситной микроструктурой.
Изготовление деталей, относящихся к данному типу, описывается в публикациях предшествующего уровня техники FR 2780984 и FR 2807447, в соответствии с которыми вырезанную из листовой стали для термообработки заготовку с нанесенным предварительным покрытием из металла или металлического сплава подвергают нагреванию в печи, а после этого горячей формовке. Выдерживание детали в технологической оснастке после проведения формовки делает возможным достижение быстрого охлаждения, что приводит к образованию подвергнутых закалке микроструктур, которые демонстрируют очень высокие механические характеристики. Способ, относящийся к данному типу, называется закалкой под прессом.
Механические характеристики деталей, полученных таким образом, в общем случае оценивают при использовании испытаний на предел прочности при растяжении и твердость. Таким образом, в документах, процитированных выше, раскрываются способы изготовления, которые делают возможным достижение предела прочности при растяжении TS 1500 МПа, исходя из стальной заготовки, характеризующейся первоначальным пределом прочности при растяжении TS 500 МПа до нагревания и быстрого охлаждения.
Однако, условия эксплуатации определенных подвергнутых закалке деталей с нанесенным покрытием требуют демонстрации не только высокого уровня предела прочности при растяжении TS, но также и хорошей пластичности. Пластичность деталей, например, оценивают в результате измерения полного относительного удлинения. Например, детали, полученные при использовании способа изготовления из публикации FR 2780984, несмотря на демонстрацию высокого предела прочности при растяжении характеризуются полным относительным удлинением, которое остается составляющим менее чем 6%.
Таким образом, в публикации ЕР 2137327 предлагается способ изготовления подвергнутой закалке под прессом детали из стальной заготовки, характеризующейся композицией, содержащей: 0,040 - 0,100% С, 0,80 - 2,00% Mn, < 0,30% Si, < 0,005% S, < 0,030% P, 0,01 - 0,070% Al, 0,015 - 0,100% Al, 0,030 - 0,080% Ti, < 0,009% N, < 0,100% Cu, Ni, Mo, < 0,006% Ca. После закалки под прессом могут быть получены предел прочности при растяжении, составляющий более, чем 500 МПа, и полное относительное удлинение, составляющее по меньшей мере 15%. Однако, вследствие природы микроструктуры, которая представляет собой равноосный феррит, невозможно добиться достижения очень высокого уровня предела прочности при растяжении.
Вдобавок к этому, в документе ЕР 1865086 раскрывается композиция стали, содержащая 0,1 - 0,2% С, 0,05 - 0,3% Si, 0,8 - 1,8% Mn, 0,5 - 1,8% Ni, < 0,015% P, < 0,003% S, 0,0002 - 0,008% B, необязательно 0,01 - 0,1% Ti, необязательно 0,01 - 0,05% Al, необязательно 0,002 - 0,005% N. Данная композиция делает возможным изготовление подвергнутой закалке под прессом детали, характеризующейся пределом прочности при растяжении, составляющим более, чем 1000 МПа, и полным относительным удлинением, составляющим более, чем 10%. Однако, вследствие своего высокого уровня содержания никеля данная сталь является дорогостоящей с точки зрения изготовления.
В документе ЕР 1881083 раскрывается подвергнутая закалке под прессом деталь, изготовленная из композиции стали, содержащей 0,11 - 0,18% С, 0,10 - 0,30% Si, 1,60 - 2,20% Mn, < 0,0015% P, < 0,010% S, 1,00 - 2,00% Cr, 0,020% N, 0,020 - 0,060% Nb, 0,001 - 0,004% B, 0,001 - 0,050% Ti. Деталь характеризуется пределом прочности при растяжении, составляющим более, чем 1200 МПа, и полным относительным удлинением, составляющим более, чем 12%. Однако, вследствие своего высокого уровня содержания хрома данная сталь также является дорогостоящей с точки зрения изготовления.
Собственно говоря, что самое главное, полное относительное удлинение не представляется наиболее уместным параметром с точки зрения гарантирования демонстрации деталью достаточной пластичности для поглощения деформаций или ударов без возникновения риска разламывания. Таким образом, высокое полное относительное удлинение не гарантирует демонстрацию такой достаточной пластичности.
Скорее, в соответствии с анализом в публикации «Crash Ductility and Numerical Modeling of Usibor® 1500 Fracture behavior», P. Dietsch and D. Hasenpouth, Proceedings of the International Automotive Body Congress, Frankfurt 2015 в сопоставлении с полным относительным удлинением деформация разрушения и угол изгибания представляются более уместными с точки зрения гарантирования демонстрации деталью достаточной пластичности для поглощении деформаций или ударов без возникновения риска разламывания, в частности, в областях, соответствующих локальным концентрированиям напряжений вследствие геометрии детали или потенциального присутствия микродефектов на поверхности деталей. Данная пластичность также может быть обозначена термином «пластичность при столкновении в ходе аварии» и не коррелирует с полным и равномерным относительными удлинениями.
В документе WO 2017/006159 раскрывается способ изготовления подвергнутой закалке под прессом детали из стали, характеризующейся композицией, содержащей 0,062 - 0,095% С, 1,4 - 1,9% Mn, 0,2 - 0,5% Si, 0,020 - 0,070% Al, 0,02 - 0,1% Cr, где 1,5% ≤ C + Mn + Si + Cr ≤ 2,7%, 0,040 - 0,060% Nb, 3,4 * N ≤ Ti ≤ 8 * N, 0,044 ≤ Nb + Ti ≤ 0,090%, 0,0005 - 0,004% B, 0,001 - 0,009% N, 0,0005 - 0,003% S и 0,001 - 0,20% P, при этом подвергнутая закалке под прессом деталь характеризуется углом изгибания, составляющим более, чем 75°, и деформацией разрушения в плоском деформированном состоянии, составляющей более, чем 0,60.
Однако, предел прочности при растяжении таких деталей остается составляющим менее, чем 1200 МПа.
Таким образом, желательным является наличие листовой стали для изготовления подвергнутой закалке под прессом детали, подвергнутой закалке под прессом детали и способа ее изготовления, на которые не накладывались бы прежние ограничения. Говоря более конкретно, желательным является наличие листовой стали, подходящей для использования при производстве подвергнутой закалке под прессом стальной детали, характеризующейся пределом текучести при растяжении YS, составляющим по меньшей мере 1000 МПа, пределом прочности при растяжении TS, заключенным в пределах между 1300 и 1600 МПа, и высокой пластичностью, характеризующейся углом изгибания, составляющим более, чем 60°, и деформацией разрушения в плоском деформированном состоянии, составляющей более, чем 0,50, и такой подвергнутой закалке под прессом стальной детали. Также желательным является наличие листовой стали для закалки под прессом, которая могла бы оказаться доступной либо в состоянии без нанесенного покрытия, либо с нанесенным металлическим покрытием, придающим листовой стали высокую сопротивляемость коррозии после проведения закалки под прессом.
Вдобавок к этому, желательным является производство листовой стали или подвергнутой закалке под прессом стальной детали, которая является легкосвариваемой либо до, либо после проведения горячей прессовки.
В особенности желательным является наличие листовой стали, которая могла бы быть легкосвариваемой либо в рамках гомогенного способа (то есть, сварка двух листов, характеризующихся идентичной композицией), либо в рамках гетерогенного способа (сварка двух листов, характеризующихся различными композициями сталей) и, кроме того, быть подвергнутой закалке под прессом таким образом, чтобы данные подвергнутые закалке под прессом сварочные швы обладали бы высокими механическими свойствами.
В целях улучшения их сопротивляемости окислению на листы, изготовленные из подвергаемых закалке под прессом сталей, обычно наносят предварительное покрытие, в частности, предварительное покрытие из алюминия, сплава на алюминиевой основе или алюминиевого сплава. Заготовки, произведенные из таких листов с нанесенным предварительным покрытием, могут быть сварены с другими заготовками, например, другими заготовками с нанесенными предварительными покрытиями, при этом данные сваренные заготовки после этого подвергают горячей формовке и закалке под прессом до получения их конечного профиля.
В случае сварки таких заготовок с нанесенными предварительными покрытиями с другими заготовками часть нанесенного предварительного покрытия расплавляется с образованием сварочного металла, возникающего между данными заготовками в результате сварки.
Экзогенный металл может в результате приводить к образованию интерметаллических областей, которые после последующего механического нагружения имеют тенденцию к тому, чтобы становиться центром инициирования разрушения в статических или динамических условиях.
Помимо этого, поскольку алюминий представляет собой элемент, стимулирующий образование альфа-формы, он замедляет превращение в аустенит расплавленной области во время нагревания, предшествующего горячей формовке сваренной заготовки. Поэтому в данном случае невозможным является получение сварного соединения, обладающего полностью прокаленной структурой после закалки под прессом, и поэтому сварное соединение, полученное таким образом, характеризуется меньшими твердостью и пределом прочности при растяжении, чем сами листы.
Для разрешения данной проблемы было предложено удаление нанесенного предварительного покрытия в области сварочного шва в результате лазерной абляции до сварки.
Однако, данная лазерная абляция индуцирует возникновение дополнительных издержек.
Поэтому также желательным является наличие листовой стали с предварительно нанесенным предварительным покрытием из алюминия, сплава на алюминиевой основе или алюминиевого сплава, которая может быть подвергнута лазерной сварке с другим листом без удаления всего нанесенного предварительного покрытия при одновременном гарантировании демонстрации высоких механических свойств по всему объему всей подвергнутой закалке под прессом и лазерной сварке стальной детали после прессовки, в частности, высоких механических свойств в шве, полученном в результате лазерной сварки.
Также желательным является наличие подвергнутых закалке под прессом деталей, которые были бы легкосвариваемыми после горячей прессовки, в особенности, при использовании контактной точечной сварки сопротивлением.
Действительно, термический цикл, связанный с контактной точечной сваркой сопротивлением, индуцирует возникновение температурного градиента в диапазоне от комнатной температуры вплоть до ликвидуса стали. Нагревание при температуре в диапазоне Ас1 - Ас3 может стимулировать размягчение микроструктуры подвергнутой закалке под прессом детали в зоне термического воздействия, то есть, в областях подвергнутых закалке под прессом деталей, которые не расплавляются и обладают своими микроструктурой и свойствами, измененными в результате сварки. В случае чрезмерной важности данного размягчения внешнее приложенное напряжение может быть сконцентрировано в размягченной зоне, что, таким образом, приводит к возникновению преждевременного выхода из строя, обусловленного концентрированием деформаций.
Поэтому желательным является наличие сварных соединений, полученных при использовании контактной точечной сварки сопротивлением и характеризующихся высокой пластичностью, а предпочтительно свободных от значительного размягчения в зоне термического воздействия.
С данной целью изобретение относится к листовой стали для изготовления подвергнутой закалке под прессом стальной детали, при этом листовая сталь имеет состав, содержащей в массовых процентах:
0,15% ≤ C ≤ 0,22%,
3,5% ≤ Mn < 4,2%,
0,001% ≤ Si ≤ 1,5%,
0,020% ≤ Al ≤ 0,9%,
0,001% ≤ Cr ≤ 1%,
0,001% ≤ Mo ≤ 0,3%,
0,001% ≤ Ti ≤ 0,040%,
0,0003% ≤ B ≤ 0,004%,
0,001% ≤ Nb ≤ 0,060%,
0,001% ≤ N ≤ 0,009%,
0,0005% ≤ S ≤ 0,003%,
0,001% ≤ P ≤ 0,020%,
необязательно 0,0001% ≤ Cа ≤ 0,003%,
при этом остаток представляют собой железо и неизбежные примеси,
причем упомянутая листовая сталь обладает микроструктурой, состоящей при выражении в долях поверхности из:
менее чем 50% феррита,
между 1% и 20% остаточного аустенита,
цементита, такого, что поверхностная плотность частиц цементита, больших, чем 60 нм, составляет менее, чем 107/мм2,
дополнительного компонента, состоящего из бейнита и/или мартенсита,
при этом остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим по меньшей мере 1,1 * Mn%, где Mn% обозначает уровень содержания Mn в составе стали.
В соответствии с одним вариантом осуществления листовая сталь включает металлическое предварительное покрытие на каждой из двух своих основных лицевых поверхностей.
Например, металлическое предварительное покрытие является предварительным покрытием из алюминия, сплава на алюминиевой основе или алюминиевого сплава.
В соответствии с еще одним примером металлическое предварительное покрытие является предварительным покрытием из цинка-алюминия, сплава на цинковой основе или цинкового сплава.
Предпочтительно листовая сталь включает обезуглероженную область на поверхности каждой из двух основных поверхностей под металлическим предварительным покрытием, при этом глубина р50% данной обезуглероженной области заключена в пределах между 6 и 30 микрометрами, причем р50% представляет собой глубину, на которой уровень содержания углерода является равным 50% от уровня содержания С в составе стали, и где отожженная листовая сталь не включает слоя оксида железа на поверхности раздела между упомянутыми основными поверхностями и упомянутым металлическим предварительным покрытием.
В соответствии с одним вариантом осуществления листовой сталью является неотожженная листовая сталь, при этом микроструктура листовой стали состоит при выражении в долях поверхности из:
между 5% и 20% остаточного аустенита,
цементита, такого, что поверхностная плотность частиц цементита, больших, чем 60 нм, составляет менее, чем 107/мм2,
дополнительного компонента, состоящего из бейнита и/или мартенсита,
при этом остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим по меньшей мере 1,1 * Mn%, где Mn% обозначает уровень содержания Mn в составе стали.
В особенности, листовая сталь является, например, горячекатаной листовой сталью, характеризующейся удельной работой разрушения по Шарпи KCv, большей или равной 60 Дж/см2.
В соответствии с еще одним вариантом осуществления листовой сталью является отожженная листовая сталь, при этом микроструктура отожженной листовой стали состоит при выражении в долях поверхности из:
менее, чем 50% феррита,
между 1% и 20% остаточного аустенита,
цементита, такого, что поверхностная плотность частиц цементита, больших, чем 60 нм, составляет менее, чем 107/мм2,
дополнительного компонента, состоящего из мартенсита,
при этом остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим по меньшей мере 1,1 * Mn%, где Mn% обозначает уровень содержания Mn в составе стали.
Предпочтительно композиция стали является такой, что Al ≥ 0,3%.
Листовая сталь в общем случае имеет толщину, заключенную в пределах между 0,7 мм и 5 мм.
В соответствии с одним вариантом осуществления уровень содержания Mn составляет менее, чем 4,0%.
Уровень содержания Мо предпочтительно составляет по меньшей мере 0,05%.
В одном варианте осуществления уровень содержания В является меньшим или равным 0,0015%.
В одном варианте осуществления композиция является такой, что Al ≥ 0,15% и Ti < 3,42 * N.
В еще одном варианте осуществления композиция является такой, что Al < 0,15%, а Ti ≥ 3,42 * N. В данном варианте осуществления композиция предпочтительно является такой, что Ti < 8 х N.
Предпочтительно уровень содержания Nb является большим или равным 0,010%.
Предпочтительно уровень содержания азота составляет менее, чем 0,007%.
Изобретение также относится к способу производства листовой стали для изготовления подвергнутой закалке под прессом стальной детали, при этом упомянутый способ включает следующие далее последовательные стадии:
- получение стального полуфабриката, имеющий состав, содержащий в массовых процентах:
0,15% ≤ C ≤ 0,22%,
3,5% ≤ Mn < 4,2%,
0,001% ≤ Si ≤ 1,5%,
0,020% ≤ Al ≤ 0,9%,
0,001% ≤ Cr ≤ 1%,
0,001% ≤ Mo ≤ 0,3%,
0,001% ≤ Ti ≤ 0,040%,
0,0003% ≤ B ≤ 0,004%,
0,001% ≤ Nb ≤ 0,060%,
0,001% ≤ N ≤ 0,009%,
0,0005% ≤ S ≤ 0,003%,
0,001% ≤ P ≤ 0,020%,
необязательно 0,0001% ≤ Cа ≤ 0,003%,
при этом остаток представляют собой железо и неизбежные примеси,
- горячая прокатка упомянутого стального полуфабриката для получения горячекатаной листовой стали,
- смотка в рулон упомянутой горячекатаной листовой стали при температуре смотки в рулон Tcoil, составляющей менее, чем 550°С, для получения листовой стали, смотанной в рулон,
- необязательно холодная прокатка листовой стали, смотанной в рулон.
Например, в случае проведения холодной прокатки листовую сталь, смотанную в рулон, подвергают холодной прокатке со степенью обжатия при холодной прокатке, заключенной в пределах между 30% и 80%.
Предпочтительно после смотки в рулон и до холодной прокатки листовую сталь, смотанную в рулон, подвергают отжигу в камерной печи при температуре отжига в камерной печи ТНВА, заключенной в пределах между 550°С и 700°С, при этом листовую сталь, смотанную в рулон, оставляют при упомянутой температуре отжига в камерной печи ТНВА на протяжении времени отжига в камерной печи tHBA, заключенного в пределах между 1 часом и 20 часами.
Предпочтительно при этом способ, кроме того, включает стадию отжига смотанной в рулон и необязательно холоднокатаной листовой стали при температуре отжига ТА, большей или равной 650°С, при этом стадия отжига включает нагревание смотанной в рулон и необязательно холоднокатаной листовой стали до температуры отжига ТА и выдерживание смотанной в рулон и необязательно холоднокатаной листовой стали при температуре отжига ТА на протяжении времени отжига tA, заключенного в пределах между 30 с и 600 с.
В одном варианте осуществления температура отжига ТА является меньшей, чем Ае3.
В еще одном варианте осуществления температура отжига ТА является большей или равной Ае3.
В соответствии с одним вариантом осуществления после выдерживания при температуре отжига ТА на листовую сталь наносят предварительное покрытие из металла или металлического сплава при нанесении покрытия в результате погружения в расплав в ванне, после этого ее охлаждают до комнатной температуры.
Например, на листовую сталь наносят предварительное покрытие из цинка, сплава на цинковой основе или цинкового сплава.
В еще одном примере на листовую сталь наносят предварительное покрытие из алюминия, сплава на алюминиевой основе или алюминиевого сплава.
Предпочтительно листовую сталь подвергают отжигу при упомянутой температуре отжига ТА для получения после завершения отжига обезуглероживания поверхности отожженной листовой стали на глубину р50%, заключенную в пределах между 6 и 30 микрометрами, при этом р50% представляет собой глубину, на которой уровень содержания углерода является равным 50% от уровня содержания С в композиции, и для получения отожженной листовой стали, не включающей слой оксида железа на своей поверхности.
В общем случае листовая сталь имеет толщину, заключенную в пределах между 0,7 мм и 5 мм.
Предпочтительно композиция стали является такой, что Al ≥ 0,3%.
В соответствии с одним вариантом осуществления уровень содержания Mn составляет менее, чем 4,0%.
Уровень содержания Мо предпочтительно составляет по меньшей мере 0,05%.
В одном варианте осуществления уровень содержания В является меньшим или равным 0,0015%.
В одном варианте осуществления композиция является такой, что Al ≥ 0,15% и Ti < 3,42 * N.
В еще одном варианте осуществления композиция является такой, что Al < 0,15%, а Ti ≥ 3,42 * N. В данном варианте осуществления композиция предпочтительно является такой, что Ti < 8 х N.
Предпочтительно уровень содержания Nb является большим или равным 0,010%.
Предпочтительно уровень содержания азота составляет менее, чем 0,007%.
Изобретение также относится к подвергнутой закалке под прессом стальной детали, изготовленной из стали, имеющей состав, содержащий в массовых процентах:
0,15% ≤ C ≤ 0,22%,
3,5% ≤ Mn < 4,2%,
0,001% ≤ Si ≤ 1,5%,
0,020% ≤ Al ≤ 0,9%,
0,001% ≤ Cr ≤ 1%,
0,001% ≤ Mo ≤ 0,3%,
0,001% ≤ Ti ≤ 0,040%,
0,0003% ≤ B ≤ 0,004%,
0,001% ≤ Nb ≤ 0,060%,
0,001% ≤ N ≤ 0,009%,
0,0005% ≤ S ≤ 0,003%,
0,001% ≤ P ≤ 0,020%,
необязательно 0,0001% ≤ Cа ≤ 0,003%,
при этом остаток представляют собой железо и неизбежные примеси,
где микроструктура состоит в основной части упомянутой подвергнутой закалке под прессом стальной детали при выражении в долях поверхности из:
по меньшей мере 50% подвергшегося перераспределению углерода мартенсита,
менее, чем 30% феррита,
по меньшей мере 2% остаточного аустенита,
цементита, такого, что поверхностная плотность частиц цементита, больших, чем 60 нм, составляет менее, чем 107/мм2, и
самое большее, 5% свежего мартенсита,
при этом остаточный аустенит характеризуется средним уровнем содержания С, составляющим по меньшей мере 0,5%.
В общем случае остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим по меньшей мере 1,1 * Mn%, где Mn% обозначает уровень содержания Mn в составе стали.
Предпочтительно композиция стали является такой, что Al ≥ 0,3%.
В соответствии с одним вариантом осуществления на подвергнутую закалке под прессом стальную деталь наносят металлическое покрытие.
Например, упомянутое металлическое покрытие является покрытием из сплава на цинковой основе или цинкового сплава.
В еще одном примере упомянутое металлическое покрытие является покрытием из сплава на алюминиевой основе или алюминиевого сплава.
Подвергнутая закалке под прессом стальная деталь в общем случае характеризуется пределом текучести при растяжении, составляющим по меньшей мере 1000 МПа, пределом прочности при растяжении, заключенным в пределах между 1300 и 1600 МПа, деформацией разрушения в плоском деформированном состоянии, составляющей более, чем 0,50, и углом изгибания, составляющим более, чем 60°.
В соответствии с одним вариантом осуществления подвергнутая закалке под прессом стальная деталь включает по меньшей мере одну первую горячедеформированную зону, характеризующуюся эквивалентной деформацией εb, составляющей более, чем 0,15, и по меньшей мере одну вторую зону, претерпевшую воздействие того же самого цикла охлаждения при закалке под прессом, что и первая горячедеформированная зона, где эквивалентная деформация εb составляет менее, чем 0,05.
В общем случае различие в твердости между упомянутой второй зоной и упомянутой первой горячедеформированной зоной составляет более, чем 15 HV1.
В общем случае средняя ширина мартенситной рейки в упомянутой первой горячедеформированной зоне уменьшается на более, чем 15% в сопоставлении со средней шириной мартенситной рейки в упомянутой второй зоне.
Предпочтительно доля мартенситной рейки, имеющей ширину, составляющую менее, чем 0,8 мкм, является по меньшей мере на 35% большей в высокодеформированных зонах, чем в низкодеформированных зонах.
В общем случае подвергнутая закалке под прессом стальная деталь имеет толщину, заключенную в пределах между 0,7 мм и 5 мм.
В соответствии с одним вариантом осуществления уровень содержания Mn составляет менее, чем 4,0%.
Уровень содержания Мо предпочтительно составляет по меньшей мере 0,05%.
В одном варианте осуществления уровень содержания В является меньшим или равным 0,0015%.
В одном варианте осуществления композиция является такой, что Al ≥ 0,15% и Ti < 3,42 * N.
В еще одном варианте осуществления композиция является такой, что Al < 0,15%, а Ti ≥ 3,42 * N. В данном варианте осуществления композиция предпочтительно является такой, что Ti < 8 х N.
Предпочтительно уровень содержания Nb является большим или равным 0,010%.
Предпочтительно уровень содержания азота составляет менее, чем 0,007%.
Изобретение, кроме того, относится к способу изготовления подвергнутой закалке под прессом стальной детали, включающему следующие далее последовательные стадии:
- получение листовой стали, соответствующей изобретению или произведенной при использовании способа, соответствующего изобретению,
- резка упомянутой листовой стали в соответствии с предварительно определенным профилем таким образом, чтобы получить стальную заготовку,
- нагревание стальной заготовки до температуры Tm, заключенной в пределах между 800°С и 950°С, и выдерживание стальной заготовки при упомянутой температуре Tm на протяжении времени выдерживания tm, заключенного в пределах между 60 с и 600 с, таким образом, чтобы получить нагретую стальную заготовку, обладающую структурой, содержащей между 70% и 100% аустенита,
- перевод нагретой заготовки в формовочный пресс,
- горячая формовка нагретой заготовки в формовочном прессе таким образом, чтобы получить формованную деталь,
- охлаждение формованной детали до температуры прекращения охлаждения ТС, заключенной в пределах между комнатной температурой и Ms - 100°C,
- повторное нагревание формованной детали от температуры прекращения охлаждения ТС до температуры последующей обработки ТРТ, заключенной в пределах между 350°С и 550°С, и оставление формованной детали при упомянутой температуре последующей обработки ТРТ на протяжении времени выдерживания tPT, заключенного в пределах между 10 с и 600 с,
- охлаждение формованной детали до комнатной температуры для получения подвергнутой закалке под прессом стальной детали.
В общем случае подвергнутая закалке под прессом стальная деталь имеет толщину, заключенную в пределах между 0,7 мм и 5 мм.
Изобретение, кроме того, относится к подвергнутой лазерной сварке стальной заготовке для изготовления подвергнутой закалке под прессом и лазерной сварке стальной детали, при этом подвергнутая лазерной сварке стальная заготовка включает:
- первую стальную заготовку, произведенную в результате резки листовой стали, соответствующей изобретению и включающей металлическое предварительное покрытие на каждой из двух своих основных лицевых поверхностей, при этом металлическое предварительное покрытие является предварительным покрытием из алюминия, сплава на алюминиевой основе или алюминиевого сплава,
- вторую стальную заготовку, характеризующуюся композицией, содержащей между 0,065% и 0,38% углерода, при этом на упомянутую вторую стальную заготовку предварительно наносят предварительное покрытие из алюминия, сплава на алюминиевой основе или алюминиевого сплава, и
- соединение первой заготовки со второй стальной заготовкой в виде сварочного шва, полученного в результате лазерной сварки,
где предварительные покрытия из алюминия, сплава на алюминиевой основе или алюминиевого сплава для первой стальной заготовки и второй стальной заготовки покрывают непосредственное соседство сварочного шва, полученного в результате лазерной сварки, на по меньшей мере одной стороне первой и второй стальных заготовок.
В еще одном варианте осуществления вторую стальную заготовку изготавливают из стали, характеризующейся химическим составом, содержащим при выражении в массовых процентах: 0,04% ≤ C ≤ 0,38%, 0,05% ≤ Mn ≤ 4,2%, 0,001% ≤ Si ≤ 1,5%, 0,005% ≤ Al ≤ 0,9%, 0,001% ≤ Cr ≤ 2%, Mo ≤ 0,65%, Ni ≤ 2%, 0,001% ≤ Ti ≤ 0,2%, Nb ≤ 0,1%, B ≤ 0,010%, 0,0005% ≤ N ≤ 0,010%, 0,0001% ≤ S ≤ 0,05%, 0,0001% ≤ P ≤ 0,1%, W ≤ 0,30%, Cа ≤ 0,006%, при этом остаток представляют собой железо и неизбежные примеси.
Предпочтительно композиция второй стальной заготовки является такой, что С ≥ 0,065%.
Изобретение также относится к способу изготовления подвергнутой лазерной сварке стальной заготовки, включающему:
- получение первой листовой стали, соответствующей изобретению и включающей металлическое предварительное покрытие на каждой из двух ее основных лицевых поверхностей, при этом металлическое предварительное покрытие является предварительным покрытием из алюминия, сплава на алюминиевой основе или алюминиевого сплава,
- резку первой листовой стали в соответствии с предварительно определенным профилем таким образом, чтобы получить первую стальную заготовку,
- получение второй стальной заготовки, характеризующейся композицией, содержащей от 0,065% до 0,38% углерода, с предварительно нанесенным предварительным покрытием из алюминия, сплава на алюминиевой основе или алюминиевого сплава,
- без удаления всего предварительного покрытия на по меньшей мере одной стороне первой и второй стальных заготовок лазерную сварку первой стальной заготовки со второй стальной заготовкой таким образом, чтобы получить подвергнутую лазерной сварке стальную заготовку.
В еще одном варианте осуществления вторую стальную заготовку изготавливают из стали, характеризующейся химическим составом, содержащим при выражении в массовых процентах: 0,04% ≤ C ≤ 0,38%, 0,05% ≤ Mn ≤ 4,2%, 0,001% ≤ Si ≤ 1,5%, 0,005% ≤ Al ≤ 0,9%, 0,001% ≤ Cr ≤ 2%, Mo ≤ 0,65%, Ni ≤ 2%, 0,001% ≤ Ti ≤ 0,2%, Nb ≤ 0,1%, B ≤ 0,010%, 0,0005% ≤ N ≤ 0,010%, 0,0001% ≤ S ≤ 0,05%, 0,0001% ≤ P ≤ 0,1%, W ≤ 0,30%, Cа ≤ 0,006%, при этом остаток представляют собой железо и неизбежные примеси. Предпочтительно композиция второй стальной заготовки является такой, что С ≥ 0,065%.
Изобретение, кроме того, относится к подвергнутой закалке под прессом и лазерной сварке стальной детали, включающей первую подвергнутую закалке под прессом стальную деталь, вторую подвергнутую закалке под прессом стальную деталь и соединение первой подвергнутой закалке под прессом стальной детали со второй подвергнутой закалке под прессом стальной деталью в виде сварочного шва, подвергнутого закалке под прессом и полученного в результате лазерной сварки,
где первая подвергнутая закалке под прессом стальная деталь является деталью, соответствующей изобретению, при этом на деталь наносят металлическое покрытие, упомянутое металлическое покрытие является покрытием из сплава на алюминиевой основе или алюминиевого сплава, вторая подвергнутая закалке под прессом стальная деталь имеет состав, содержащей между 0,04% и 0,38% углерода, при этом на упомянутую вторую подвергнутую закалке под прессом стальную деталь наносят покрытие из алюминия, сплава на алюминиевой основе или алюминиевого сплава,
причем упомянутый подвергнутый закалке под прессом и полученный в результате лазерной сварки сварочной шов обладает структурой, содержащей, самое большее, 15% феррита,
и где на по меньшей мере одной стороне первой и второй подвергнутых закалке под прессом стальных деталей толщина покрытия в зоне термического воздействия является той же самой, что и толщина покрытия на остальной части первой и второй подвергнутых закалке под прессом стальных деталей.
Предпочтительно вторая подвергнутая закалке под прессом стальная деталь имеет состав, содержащей между 0,065% и 0,38% углерода.
В еще одном варианте осуществления вторую подвергнутую закалке под прессом стальную деталь изготавливают из стали, характеризующейся химическим составом, содержащим при выражении в массовых процентах: 0,04% ≤ C ≤ 0,38%, 0,05% ≤ Mn ≤ 4,2%, 0,001% ≤ Si ≤ 1,5%, 0,005% ≤ Al ≤ 0,9%, 0,001% ≤ Cr ≤ 2%, Mo ≤ 0,65%, Ni ≤ 2%, 0,001% ≤ Ti ≤ 0,2%, Nb ≤ 0,1%, B ≤ 0,010%, 0,0005% ≤ N ≤ 0,010%, 0,0001% ≤ S ≤ 0,05%, 0,0001% ≤ P ≤ 0,1%, W ≤ 0,30%, Cа ≤ 0,006%, при этом остаток представляют собой железо и неизбежные примеси. Предпочтительно уровень содержания С составляет по меньшей мере 0,065%.
Изобретение также относится к способу изготовления подвергнутой закалке под прессом и лазерной сварке стальной детали, включающему следующие далее последовательные стадии:
- получение подвергнутой лазерной сварке стальной заготовки, соответствующей изобретению или произведенной при использовании способа, соответствующего изобретению,
- нагревание подвергнутой лазерной сварке стальной заготовки до температуры Tm, заключенной в пределах между 800°С и 950°С, и выдерживание подвергнутой лазерной сварке стальной заготовки при упомянутой температуре Tm на протяжении времени выдерживания tm, заключенного в пределах между 60 с и 600 с, таким образом, чтобы получить нагретую и подвергнутую лазерной сварке стальную заготовку, обладающую структурой, содержащей между 70% и 100% аустенита,
- перевод нагретой и подвергнутой лазерной сварке стальной заготовки в формовочный пресс,
- горячая формовка нагретой и подвергнутой лазерной сварке заготовки в формовочном прессе таким образом, чтобы получить формованную и подвергнутую лазерной сварке деталь,
- охлаждение формованной и подвергнутой лазерной сварке детали до температуры прекращения охлаждения ТС, заключенной в пределах между комнатной температурой и Ms - 100°C,
- повторное нагревание формованной и подвергнутой лазерной сварке детали от температуры прекращения охлаждения ТС до температуры последующей обработки ТРТ, заключенной в пределах между 350°С и 550°С, и оставление формованной и подвергнутой лазерной сварке детали при упомянутой температуре последующей обработки ТРТ на протяжении времени выдерживания tPT, заключенного в пределах между 10 с и 600 с,
- охлаждение формованной и подвергнутой лазерной сварке детали до комнатной температуры для получения подвергнутой закалке под прессом и лазерной сварке стальной детали.
Изобретение также относится к полученному при использовании контактной точечной сварки сопротивлением сварочного шва между по меньшей мере первой и второй стальными деталями, где первая стальная деталь является подвергнутой закалке под прессом стальной деталью, соответствующей изобретению, при этом упомянутой полученный при использовании контактной точечной сварки сопротивлением сварочный шов характеризуется альфа-числом, составляющим по меньшей мере 50 даН/мм2, и долей пробочного шва, составляющей по меньшей мере 0,70.
Например, вторая стальная деталь также является подвергнутой закалке под прессом стальной деталью, соответствующей изобретению.
Предпочтительно первая стальная деталь имеет состав, такой, что Al ≥ 0,3%, и различие между твердостью по Виккерсу для стали основы первой стальной детали и минимальным значением твердости по Виккерсу в зоне термического воздействия составляет менее, чем 25% от твердости по Виккерсу для стали основы первой подвергнутой закалке под прессом стальной детали.
Изобретение, кроме того, относится к сварной конструкции, включающей первую стальную деталь и вторую стальную деталь, сваренные друг с другом при использовании контактной точечной сварки сопротивлением, при этом сварная конструкция включает по меньшей мере одно соединение первой стальной детали со второй стальной деталью в виде сварочного шва, полученного при использовании контактной точечной сварки, где первая стальная деталь является подвергнутой закалке под прессом стальной деталью, соответствующей изобретению, вторую стальную деталь изготавливают из стали, характеризующейся химическим составом, содержащим при выражении в массовых процентах: 0,04% ≤ C ≤ 0,38%, 0,05% ≤ Mn ≤ 4,2%, 0,001% ≤ Si ≤ 1,5%, 0,005% ≤ Al ≤ 0,9%, 0,001% ≤ Cr ≤ 2%, Mo ≤ 0,65%, Ni ≤ 2%, 0,001% ≤ Ti ≤ 0,2%, Nb ≤ 0,1%, B ≤ 0,010%, 0,0005% ≤ N ≤ 0,010%, 0,0001% ≤ S ≤ 0,05%, 0,0001% ≤ P ≤ 0,1%, W ≤ 0,30%, Cа ≤ 0,006%, при этом остаток представляют собой железо и неизбежные примеси, причем упомянутый или каждый полученный при использовании контактной точечной сварки сопротивлением сварочный шов характеризуется альфа-числом, составляющим по меньшей мере 50 даН/мм2, и долей пробочного шва, составляющей по меньшей мере 0,70.
Предпочтительно вторая стальная деталь имеет состав, такой, что С ≥ 0,065%.
Предпочтительно первая стальная деталь имеет состав, такой, что Al ≥ 0,3%, и различие между твердостью по Виккерсу для стали основы первой стальной детали и минимальным значением твердости по Виккерсу в зоне термического воздействия составляет менее, чем 25% от твердости по Виккерсу для стали основы первой подвергнутой закалке под прессом детали.
Вторая стальная деталь характеризуется, например, композицией, соответствующей изобретению.
Например, вторая стальная деталь имеет состав, такой, что Al ≥ 0,3%.
В общем случае вторая стальная деталь является подвергнутой закалке под прессом стальной деталью.
Изобретение также относится к сварной конструкции, включающей первую стальную деталь и вторую стальную деталь, сваренные друг с другом при использовании контактной точечной сварки сопротивлением, при этом сварная конструкция включает по меньшей мере одно соединение первой стальной детали со второй стальной деталью в виде сварочного шва, полученного при использовании контактной точечной сварки, где первая стальная деталь является подвергнутой закалке под прессом стальной деталью, соответствующей изобретению, а вторая стальная деталь является подвергнутой закалке под прессом деталью или холодноштампованной или холодноформованной стальной деталью, характеризующейся пределом прочности при растяжении, составляющим не более, чем 2100 МПа.
Предпочтительно вторая стальная деталь характеризуется уровнем содержания С, составляющим не более, чем 0,38%, и уровнем содержания Mn, составляющим не более, чем 4,2%.
Изобретение также относится к использованию подвергнутой закалке под прессом стальной детали, соответствующей любому варианту осуществления изобретения или произведенной при использовании способа, соответствующего изобретению, при изготовлении детали для препятствования проникновению или детали для поглощения энергии в механическом транспортном средстве.
Теперь изобретение будет описываться более подробно, но без наложения ограничений, с учетом прилагающейся фигуры, иллюстрирующей микроструктуру подвергнутой закалке под прессом детали, соответствующей изобретению.
Листовую сталь и подвергнутую закалке под прессом стальную деталь изготавливают из стали, характеризующейся специфической композицией, при этом элементы выражаются в уровнях массового процентного содержания:
- 0,15% ≤ С ≤ 0,22%: уровень содержания углерода должен составлять не менее, чем 0,15%, для получения удовлетворительных предела текучести при растяжении и предела прочности при растяжении после закалки под прессом. Однако, в случае превышения уровнем содержания углерода значения в 0,22% уменьшатся изгибаемость и вязкость металла сварного шва.
- 3,5% ≤ Mn ≤ 4,2%: уровень содержания марганца должен составлять по меньшей мере 3,5% для получения достаточной закаливаемости таким образом, чтобы получить структуру, характеризующуюся достаточной долевой концентрацией мартенсита после закалки под прессом. В дополнение к этому, ниже 3,5% Mn при сварке в зоне термического воздействия будет формироваться чрезмерно высокая долевая концентрация феррита, что в результате приведет к получению недостаточной твердости зоны термического воздействия и локализации разрушения в данной зоне, что стимулирует возникновение низкой пластичности. Однако, уровень содержания Mn, составляющий более, чем 4,2%, увеличивает риск формирования ликваций, обладающих микроструктурами, относящимися к полосовому типу, что связано с уменьшением пластичности. В дополнение к этому, уровень содержания Mn, составляющий более, чем 4,2%, будет ухудшать свариваемость, в особенности, уменьшать характеристики при растяжении для сварочных швов, полученных при использовании контактной точечной сварки сопротивлением.
Предпочтительно уровень содержания Mn составляет менее, чем 4,0% для достижения еще более высокой свариваемости.
- 0,001% ≤ Si ≤ 1,5%: кремний вносит свой вклад в раскисление стали на ступени жидкости и может вносить свой вклад в закалку после горячей формовки. Однако, в случае уровня содержания Si, составляющего более, чем 1,5%, будет недостаточной вязкость листовой стали после горячей прокатки и/или до холодной прокатки. В дополнение к этому, такой высокий уровень содержания Si может стимулировать образование поверхностных оксидов, которые предотвращают сцепляемость покрытия при изготовлении листовых сталей с нанесенными металлическими покрытиями. Уменьшение количества Si до чрезвычайно низкого значения, составляющего менее, чем 0,001%, было бы дорогостоящим и неэффективным с учетом тех свойств, получения которых добиваются.
- 0,020% ≤ Al ≤ 0,9%: в случае добавления алюминия в количестве, составляющем не менее, чем 0,020%, он будет очень эффективным раскислителем в жидком состоянии. Предпочтительно уровень содержания Al составляет по меньшей мере 0,3%. В особенности, в случае получения подвергнутой закалке под прессом детали из листовой стали с предварительно нанесенным предварительным покрытием из алюминия, сплава на основе алюминия или алюминиевого сплава легирование данного предварительного покрытия в общем случае будет проведено до горячей формовки. Данное легирование требует использования температуры нагревания до горячей прессовки, заключенной в пределах между 800°С и 950°С. Вследствие добавления по меньшей мере 0,3% Al температура нагревания, заключенная в пределах между 800°С и 950°С, будет приводить при нагревании к получению желательной структуры, содержащей по меньшей мере 70% аустенита, однако, без стимулирования чрезмерно существенного укрупнения аустенитных зерен.
- 0,001% ≤ Сr ≤ 1%: хром может быть добавлен для замедления растворения карбидов и стабилизирования остаточного аустенита. Допустимым является максимум в виде 1% хрома: выше данного уровня содержания Cr предотвращает растворение карбидов, образовавшихся на более ранней ступени. Уменьшение количества Cr до чрезвычайно низкого значения, составляющего менее, чем 0,001%, было бы дорогостоящим и неэффективным с учетом тех свойств, получения которых добиваются.
- 0,001% ≤ Mo ≤ 0,3%: молибден вносит свой вклад в достижение хорошей свариваемости, увеличивает вязкость горячекатаной листовой стали и, таким образом, улучшает перерабатываемость горячекатаной листовой стали. Мо также уменьшает микроликвации марганца во время разливки. Помимо этого, Мо увеличивает предел прочности при растяжении и угол изгибания подвергнутой закалке под прессом детали. В целях получения данных эффектов уровень содержания Мо предпочтительно составляет по меньшей мере 0,05%. Однако, выше 0,3% добавление Мо является дорогостоящим. Вдобавок к этому, уменьшение количества Мо до чрезвычайно низкого значения, составляющего менее, чем 0,001%, было бы дорогостоящим и неэффективным с учетом тех свойств, получения которых добиваются.
- 0,0003% ≤ В ≤ 0,004%: при уровне содержания бора, составляющем по меньшей мере 0,0003%, он увеличивает предел прочности при растяжении и угол изгибания для подвергнутой закалке под прессом детали. В дополнение к этому, В увеличивает вязкость горячекатаной листовой стали и поэтому увеличивает ее перерабатываемость. В особенности, вследствие В в составе стали может присутствовать вплоть до 1,5% Si при одновременном сохранении удовлетворительной вязкости горячекатаной листовой стали. В также улучшает свариваемость подвергнутой закалке под прессом детали. Однако, в настоящем изобретении В не добавляют в связи с его ролью в отношении прокаливаемости, поскольку достижения достаточной прокаливаемости добиваются в результате добавления по меньшей мере 3,5% Mn. На уровень содержания В накладывают ограничение значением в 0,004%, поскольку выше данного уровня содержания эффект от него насыщается. В дополнение к этому, уровень содержания В предпочтительно является меньшим или равным 0,0015% таким образом, чтобы ограничить образование выделений борокарбидов во время нагревания и выдерживания, предшествующих стадии прессовки.
- 0,001% ≤ Ti ≤ 0,040%: титан при высокой температуре образует выделения в форме нитридов. Таким образом, титан может быть добавлен для стабильного связывания достаточного количества азота таким образом, чтобы азот не был бы доступен или был бы доступен только в маленьком количестве с точки зрения объединения с бором. Таким образом, бор является доступным для увеличения вязкости горячекатаной листовой стали и свариваемости, предела прочности при растяжении и угла изгибания подвергнутой закалке под прессом детали. Однако, в случае превышения количеством титана значения в 0,040% возникнет риск образования выделений титана на жидкой ступени во время выработки стали, что, таким образом, создаст крупные нитриды титана, которые уменьшают пластичность и изгибаемость после закалки под прессом.
В случае содержания композицией стали по меньшей мере 0,15% Al добавление Ti будет всего лишь необязательным, поскольку Al, как и Ti связывается с азотом. Однако, уменьшение количества Ti до чрезвычайно низкого значения, составляющего менее, чем 0,001%, было бы дорогостоящим и неэффективным с учетом тех свойств, получения которых добиваются. В данном варианте осуществления уровень содержания Ti составляет, например, менее, чем 3,42 * N.
В случае содержания композицией стали менее, чем 0,15% Al Ti предпочтительно будут добавлять при уровне содержания, большем или равном 3,42 * N, где N обозначает уровень содержания азота в составе стали.
Предпочтительно уровень содержания Ti составляет менее, чем 8 х N.
- 0,001% ≤ Nb ≤ 0,060%: ниобий может присутствовать в качестве примеси при уровне содержания, составляющем по меньшей мере 0,001%. Вдобавок к этому, уменьшение количества Nb до чрезвычайно низкого значения, составляющего менее, чем 0,001%, было бы дорогостоящим и неэффективным с учетом тех свойств, получения которых добиваются. В случае проведения преднамеренного добавления Nb его уровень содержания предпочтительно составит по меньшей мере 0,010%. При объединении с углеродом и/или азотом ниобий формирует мелкие карбонитриды ниобия Nb(CN). Уровень содержания Nb, составляющий не менее, чем 0,010%, делает возможным получение таких выделений, которые измельчают размер аустенитного зерна во время нагревания, которое непосредственно предшествует горячей прессовке. Данное более мелкое аустенитное зерно в результате приводит к получению структуры более мелких реек и увеличенных пластичности и вязкости. Однако, уровень содержания, составляющий более, чем 0,060%, стимулирует получение большей твердости горячекатаного листа, что делает более затруднительным проведение холодной прокатки.
- 0,001% ≤ N ≤ 0,009%: во время выработки стали корректируют уровень содержания азота. При уровне содержания азота, составляющем не менее, чем 0,001%, он объединяется с титаном и ниобием с образованием с образованием нитридов и карбонитридов, что накладывает ограничения на укрупнение аустенитного зерна во время нагревания, которое непосредственно предшествует горячей прессовке, что, в свою очередь, измельчает мартенситные рейки, полученные после горячей прессовки. Однако, уровень содержания N, составляющий более, чем 0,009%, уменьшает угол изгибания подвергнутой закалке под прессом детали и уменьшает пластичность. Предпочтительно уровень содержания азота составляет менее, чем 0,007%.
- 0,0005% ≤ S ≤ 0,003%: выше 0,003% создаются сульфиды, которые уменьшают изгибаемость и пластичность подвергнутой закалке под прессом детали. Однако, уровень содержания S, составляющий менее, чем 0,0005%, требует проведения дорогостоящей десульфурирующей обработки без получения значительной выгоды. Таким образом, уровень содержания S составляет по меньшей мере 0,0005%.
- 0,001% ≤ Р ≤ 0,020%: в случае присутствия фосфора в количестве, составляющем более, чем 0,020%, он может претерпевать ликвацию на границах аустенитных зерен и уменьшать вязкость подвергнутой закалке под прессом детали. Однако, уровень содержания Р, составляющий менее, чем 0,001%, требует проведения дорогостоящей обработки на жидкой ступени без получения значительной выгоды в отношении механических свойств подвергнутой закалке под прессом детали. Таким образом, уровень содержания Р составляет по меньшей мере 0,001%.
- 0,0001% ≤ Са ≤ 0,003%: в качестве необязательного элемента в композицию стали может быть добавлен кальций. В случае добавления Са при уровне содержания, составляющем не менее, чем 0,0001%, он будет объединяться с серой и кислородом, что, таким образом, создаст оксисульфиды, которые не оказывают неблагоприятного воздействия на пластичность, как и в случае удлиненных сульфидов марганца. Кроме того, данные оксисульфиды исполняют функцию зародышеобразователей для образования мелких выделений (Ti,Nb)(C,N). Данный эффект насыщается при уровне содержания Са, составляющем более, чем 0,003%.
Остаток композиции представляют собой железо и неизбежные примеси. В данном отношении никель, медь и ванадий рассматриваются в качестве остаточных элементов, которые представляют собой неизбежные примеси. Поэтому их уровни содержания составляют, самое большее, 0,05% Ni, самое большее, 0,03% Cu и, самое большее, 0,007% V.
В соответствии с изобретением подвергнутую закалке под прессом деталь получают из листовой стали, характеризующейся вышеупомянутой композицией и специфической микроструктурой.
Листовая сталь, соответствующая изобретению, имеет толщину, заключенную в пределах между 0,7 мм и 5 мм.
Листовая сталь может быть горячекатаной или холоднокатаной листовой сталью в зависимости от желательной толщины конечной детали.
Например, горячекатаные листовые стали, соответствующие изобретению, имеют толщину, заключенную в пределах между 1,5 мм и 5 мм, а холоднокатаные листовые стали имеют толщину в диапазоне от 0,7 мм до 2,5 мм.
В одном конкретном варианте осуществления, в особенности, при желательности производства подвергнутой закалке под прессом детали, характеризующейся большим уменьшением массы, листовая сталь изобретения будет иметь толщину, которая является не однородной, а которая варьируется. Различие по толщине между наиболее толстым участком стали и наиболее тонким участком может достигать 50% от толщины наиболее толстого участка.
В частности, листы, имеющие неоднородную толщину, могут быть произведены в результате непрерывной подвижной прокатки, то есть, при использовании способа, где толщина листа, полученная после прокатки, является переменной в направлении прокатки, определяясь исходя из соотношения с нагрузкой, которая была приложена при использовании роликов к листу во время способа прокатки.
Вдобавок к этому, листовая сталь, соответствующая изобретению, может быть отожженной листовой сталью. В особенности, в случае нанесения на листовую сталь покрытия при нанесении покрытия в результате погружения в расплав в ванне листовой сталью будет отожженная листовая сталь в соответствии с более подробным раскрытием изобретения, представленным ниже. Вдобавок к этому, в случае холодной прокатки листовой стали отжиг предпочтительно будут проводить после холодной прокатки, будет или нет нанесено на лист покрытие в результате погружения в расплав.
Микроструктура листовой стали, соответствующей изобретению, зависит от того, будет ли листовая сталь отожженной листовой сталью, или же листовая сталь не будет подвергнута отжигу после горячей прокатки (в случае листовой стали в виде горячекатаной листовой стали) или после холодной прокатки (в случае листовой стали в виде холоднокатаной листовой стали).
Однако, в любом случае листовая сталь (то есть, будет ли она отожженной или неотожженной листовой сталью) обладает микроструктурой, состоящей при выражении в долях поверхности из:
менее, чем 50% феррита,
между 1% и 20% остаточного аустенита,
цементита, такого, что поверхностная плотность частиц цементита, больших, чем 60 нм, составляет менее, чем 107/мм2,
дополнительного компонента, состоящего из бейнита и/или мартенсита,
при этом остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим по меньшей мере 1,1 * Mn%, где Mn% обозначает уровень содержания Mn в составе стали.
Под термином «частицы цементита, большие, чем 60 нм» необходимо понимать то, что частицы цементита, которые рассматриваются, имеют больший размер, составляющий более, чем 60 нм.
Микроструктура листовой стали содержит между 1% и 20% аустенита, который при комнатной температуре является остаточным аустенитом. Остаточный аустенит является обогащенным по марганцу, при этом средний уровень содержания Mn в остаточном аустените является большим или равным 1,1 * Mn%, где Mn% обозначает уровень содержания Mn в составе стали. Данное обогащение по Mn стабилизирует остаточный аустенит.
Микроструктура листовой стали может содержать феррит, при этом поверхностная долевая концентрация феррита составляет, самое большее, 50%. В одном варианте осуществления микроструктура листовой стали не содержит феррита.
Дополнительный компонент микроструктуры листовой стали состоит из бейнита и/или мартенсита, что составляет остаток микроструктуры. Говоря более конкретно, данный дополнительный компонент может состоять из мартенсита или может состоять из мартенсита и бейнита.
В особенности, вследствие высокого уровня содержания Mn в составе стали при охлаждении от температур, больших чем Ае1, образуется мартенсит без возникновения потребности в высокой скорости охлаждения для этого.
Микроструктура листовой стали может содержать цементит. Однако, поверхностная плотность частиц цементита, имеющих больший размер, составляющий более, чем 60 нм, составляет менее, чем 107/мм2.
Поверхностные долевые концентрации аустенита, мартенсита и феррита и поверхностную плотность частиц цементита, имеющих больший размер, составляющий более, чем 60 нм, определяют при использовании следующего далее метода: от листовой стали отрезают образец, который подвергают полированию и травлению при использовании реагента, самого по себе известного, таким образом, чтобы выявить микроструктуру. После этого рассматривают поперечное сечение при использовании оптического или сканирующего электронного микроскопа. Определение поверхностной долевой концентрации каждой составной части (мартенсита, феррита, аустенита и цементита) проводят в результате анализа изображений при использовании метода, самого по себе известного.
В первом варианте осуществления листовая сталь является горячекатаной или холоднокатаной листовой сталью, которую не подвергали отжигу после горячей прокатки или холодной прокатки, смотря по тому, что будет применимо, то есть, неотожженной листовой сталью. В данном первом варианте осуществления на листовую сталь не наносят покрытия в результате погружения в расплав.
В данном варианте осуществления листовая сталь обладает микроструктурой, состоящей при выражении в долях поверхности из:
между 5% и 20% остаточного аустенита,
цементита, такого, что поверхностная плотность частиц цементита, имеющих больший размер, составляющий более, чем 60 нм, составляет менее, чем 107/мм2,
дополнительного компонента, состоящего из бейнита и/или мартенсита,
при этом остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим по меньшей мере 1,1 * Mn%, где Mn% обозначает уровень содержания Mn в составе стали.
Во втором варианте осуществления листовая сталь является отожженной листовой сталью, которая может быть горячекатаной и отожженной листовой сталью или холоднокатаной и отожженной листовой сталью. Отожженная листовая сталь, соответствующая данному варианту осуществления является, например, листовой сталью с нанесенным предварительным покрытием или без нанесенного покрытия.
В данном втором варианте осуществления листовая сталь обладает микроструктурой, состоящей при выражении в долях поверхности из:
менее, чем 50% феррита,
между 1% и 20% остаточного аустенита,
цементита, такого, что поверхностная плотность частиц цементита, имеющих больший размер, составляющий более, чем 60 нм, составляет менее, чем 107/мм2,
дополнительного компонента, состоящего из мартенсита,
при этом остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим по меньшей мере 1,1 * Mn%, где Mn% обозначает уровень содержания Mn в составе стали.
В данном варианте осуществления структура может не содержать феррита в зависимости от условий отжига в соответствии с более подробным разъяснением изобретения, представленным ниже.
На листовую сталь, описанную выше, может быть не нанесено покрытие, или необязательно может быть предварительно нанесено металлическое предварительное покрытие. Металлическое предварительное покрытие может быть образовано из алюминия, сплава на алюминиевой основе или алюминиевого сплава. Металлическое предварительное покрытие также может быть образовано и из цинка, сплава на цинковой основе или цинкового сплава.
В следующем далее изложении сплав на основе алюминия (или цинка) является сплавом, в котором Al (или Zn) представляет собой основной элемент в предварительном покрытии при выражении в уровнях массового процентного содержания, а алюминиевый (или цинковый) сплав является сплавом, в котором уровень массового содержания Al (или Zn) в предварительном покрытии составляет более, чем 50%.
В случае нанесения на листовую сталь предварительного покрытия оно предпочтительно будет включать обезуглероженную область на поверхности каждой из двух своих основных поверхностей под предварительным покрытием, при этом глубина р50% данной обезуглероженной области заключена в пределах между 6 и 30 микрометрами, причем р50% представляет собой глубину, на которой уровень содержания углерода является равным 50% от уровня содержания С в составе стали.
Кроме того, листовая сталь предпочтительно не включает слоя оксида железа на поверхности раздела между основными поверхностями и металлическим предварительным покрытием.
Теперь будет описываться микроструктура подвергнутой закалке под прессом стальной детали, соответствующей изобретению.
Данное описание микроструктуры относится к основной части подвергнутой закалке под прессом стальной детали, что означает то, что в целях достижения желательных механических свойств данная микроструктура присутствует на по меньшей мере 95% от объема подвергнутой закалке под прессом стальной детали. В соответствии с представленным ниже разъяснением изобретения вследствие того, что деталь может быть сварена до закалки под прессом, то есть, того, что микроструктура сварного шва может быть отличной от того, что имеет место в объеме подвергнутой закалке под прессом детали, или вследствие изменений микроструктуры, которые могут представлять собой результат более интенсивной локальной деформации на стадии прессовки, микроструктура может быть локально различной в некоторых зонах детали, что, однако, составляет менее, чем 5% от объема данной детали.
Таким образом, основная часть подвергнутой закалке под прессом детали обладает микроструктурой, состоящей при выражении в долях поверхности из:
- по меньшей мере 50% подвергшегося перераспределению углерода мартенсита,
- менее, чем 30% феррита,
- по меньшей мере 2% остаточного аустенита,
- цементита, такого, что поверхностная плотность частиц цементита, имеющих больший размер, составляющий более, чем 60 нм, составляет менее, чем 107/мм2, и
- самое большее, 5% свежего мартенсита,
при этом остаточный аустенит характеризуется средним уровнем содержания С, составляющим по меньшей мере 0,5%.
Данные поверхностные долевые концентрации и плотность определяют при использовании следующего далее метода: от повергнутой закалке под прессом детали отрезают образец, который подвергают полированию и травлению при использовании реагента, самого по себе известного, таким образом, чтобы выявить микроструктуру. После этого рассматривают поперечное сечение при использовании оптического или сканирующего электронного микроскопа. Определение поверхностной долевой концентрации каждой составной части (подвергшегося перераспределению углерода мартенсита, свежего мартенсита, феррита и аустенита) и определение поверхностной плотности частиц цементита, имеющих больший размер, составляющий более, чем 60 нм, проводят в результате анализа изображений при использовании метода, самого по себе известного. Долевую концентрацию остаточного аустенита, например, определяют при использовании рентгеноструктурного анализа (РСА).
Подвергшийся перераспределению углерода мартенсит присутствует в виде мелких удлиненных реек, ориентированных в пределах бывших аустенитных зерен. Подвергшийся перераспределению углерода мартенсит создают при охлаждения ниже температуры превращения Ms после горячей формовки и последующих нагревания и выдерживания при температуре последующей обработки ТРТ, заключенной в пределах между 350°С и 550°С.
Подвергшийся перераспределению углерода мартенсит характеризуется средним уровнем содержания С, строго меньшим, чем номинальный уровень содержания С в стали. Данный низкий уровень содержания С представляет собой результат перераспределения углерода из мартенсита, созданного при прокаливании ниже температуры Ms для стали, в аустенит во время выдерживания при температуре последующей обработки ТРТ, заключенной в пределах между 350°С и 550°С.
В структуре может присутствовать и свежий мартенсит. В особенности, свежий мартенсит может формироваться при охлаждении формованной детали от температуры последующей обработки ТРТ до комнатной температуры. Однако, вследствие высокого стабилизирования аустенита под воздействием С и в общем случае Mn поверхностная долевая концентрация свежего мартенсита, сформированного при охлаждении, остается составляющей менее, чем 5%.
Подвергшийся перераспределению углерода мартенсит можно отличить от свежего мартенсита на поперечном сечении, подвергнутом полированию и травлению при использовании реагента, известного самого по себе, например, реагента ниталя, согласно наблюдению при использовании сканирующей электронной микроскопии (СЭМ) и дифракции обратно-рассеянных электронов (ДОРЭ).
Микроструктура подвергнутой закалке под прессом детали содержит по меньшей мере 2% аустенита, которым при комнатной температуре является остаточный аустенит. Остаточный аустенит является обогащенным по углероду, при этом данное обогащение представляет собой результат перераспределения углерода из мартенсита, образованного ниже Ms, в аустенит во время выдерживания при температуре последующей обработки ТРТ, заключенной в пределах между 350°С и 550°С.
В особенности, остаточный аустенит характеризуется средним уровнем содержания С, составляющим по меньшей мере 0,5%. Данное обогащение по С стабилизирует аустенит.
Уровень содержания С в остаточном аустените, например, определяют в результате определения долевой концентрации остаточного аустенита и параметров кристаллической решетки при использовании рентгеноструктурного анализа (РСА) c применением ритвельдовского уточнения (Rietveld, H., «A profile refinement method for nuclear and magnetic structures», Journal of applied Crystallography, 2(2), 65-71, 1969). После этого уровень содержания С в остаточном аустените определяют при использовании формул Дайсона и Холмса (D. J. Dyson, and B. Holmes: «Effect of alloying additions on the lattice parameter austenite», Journal of the Iron and Steel Institute, 1970, 208, 469-474).
Остаточный аустенит также является в общем случае обогащенным по марганцу и стабилизированным под воздействием данного элемента.
В особенности, остаточный аустенит характеризуется средним уровнем содержания Mn, в общем случае большим или равным 1,1 * Mn%, где Mn обозначает уровень содержания Mn в составе стали.
В случае присутствия остаточного аустенита с поверхностной долевой концентрацией, составляющей по меньшей мере 2%, он будет вносить свой вклад в увеличение пластичности, в особенности, угол изгибания и деформацию разрушения.
Микроструктура деталей также может содержать феррит. Однако, данная мягкая и пластичная составная часть не дает возможности достижения высокого предела прочности при растяжении. Таким образом, поскольку одна цель изобретения заключается в изготовлении подвергнутой закалке под прессом детали, характеризующейся пределом прочности при растяжении, заключенным в пределах между 1300 и 1600 МПа, поверхностная долевая концентрация феррита не должна составлять более, чем 30%, в противном случае желательная прочность не могла бы быть получена.
Ферритные зерна в случае присутствия таковых предпочтительно будут иметь средний размер, составляющий, самое большее, 1,5 мкм. Данный средний размер ферритных зерен вносит свой вклад в достижение предела текучести при растяжении, составляющего по меньшей мере 1000 МПа.
Поскольку подвергнутая закалке под прессом деталь должна демонстрировать высокие характеристики изгибаемости, как это было установлено, с данной целью предпочтительно необходимо контролировать средний размер нитридов титана. Средний размер TiN может быть определен согласно наблюдениям при использовании сканирующей или просвечивающей электронной микроскопии. Говоря более конкретно, как это было определено, на средний размер TiN предпочтительно необходимо накладывать ограничения во внешних зонах поблизости от поверхности подвергнутой закалке под прессом детали, которые являются наиболее деформированными зонами во время изгибания. Данные зоны заключены в пределах между одной четвертью толщины детали и наиболее близкой поверхностью детали. В случае среднего размера TiN, составляющего не менее, чем 2 микрометра, будет инициироваться повреждение на границах между нитридами титана, характеризующимися прямоугольным профилем, и матрицей, и угол изгибания может составить менее, чем 60°.
В данных внешних зонах также имеет место риск того, что инициирование повреждения представляет собой результат присутствия удлиненных сульфидов: данные составные части могут присутствовать в случае наличия достаточно высокого уровня содержания серы с точки зрения объединения в основном с марганцем в форме крупных выделений. Вследствие их высокой формоизменяемости при повышенных температурах они легко удлиняются в результате горячей прокатки и во время горячего деформирования при закалке под прессом. Таким образом, в случае средней длины сульфидов, составляющей более, чем 120 микрометров, во внешних зонах (то есть, от одной четверти толщины до наиболее близкой поверхности) деформация разрушения может составлять менее, чем 0,50 вследствие инициирования пластичности на данных сульфидах.
На данную подвергнутую закалке под прессом деталь может быть не нанесено покрытие или необязательно может быть нанесено покрытие. Покрытие может быть образовано из сплава на алюминиевой основе или алюминиевого сплава. Покрытие также может быть образовано и из сплава на цинковой основе или цинкового сплава.
В одном конкретном варианте осуществления подвергнутая закалке под прессом деталь изобретения имеет толщину, которая является не однородной, а которая варьируется. Различие по толщине между наиболее толстым участком детали и наиболее тонким участком может достигать 50% от толщины наиболее толстого участка.
Таким образом, возможными являются достижение желательного уровня механической сопротивляемости в зонах, которые в наибольшей степени подвергаются воздействию внешних напряжений, и экономия массы в других зонах подвергнутой закалке под прессом детали, что, таким образом, вносит свой вклад в уменьшение массы транспортного средства. В частности, детали, имеющие неоднородную толщину, могут быть произведены из листов, имеющих переменную толщину и изготовленных в результате непрерывной подвижной прокатки. Таким образом, в пределах условий изобретения возможным является выгодное изготовление деталей транспортных средств, имеющих переменную толщину, таких как передний или задний обвязочные брусы крыши, поперечины сидений, туннельные арки, стойки, поперечины приборных панелей или дверные кольца.
Такую подвергнутую закалке под прессом деталь, имеющую переменную толщину, в особенности, производят из листовой стали, соответствующей изобретению и имеющей переменную толщину.
Теперь будет разъяснен способ изготовления листовой стали и подвергнутой закалке под прессом детали.
Предлагается стальной полуфабрикат в форме отлитых сляба или слитка, способных подвергаться дальнейшей горячей прокатке и характеризующихся описанной выше композицией стали. Толщина полуфабриката обычно заключена в пределах между 50 и 250 мм.
Данный полуфабрикат подвергают нагреванию до температуры, предпочтительно заключенной в пределах между 1200 и 1300°С, горячей прокатки таким образом, чтобы получить горячекатаную листовую сталь, и смотке в рулон при температуре Tcoil.
Температура смотки в рулон Tcoil не должна составлять более, чем 550°С, в противном случае имеет место чрезмерно существенное образование выделений карбонитридов ниобия, что индуцирует закалку и увеличивает затруднения в отношении проведения дальнейшей стадии холодной прокатки. В случае непревышения величиной Tcoil значения в 550°С в листовой стали останется по меньшей мере 50% свободного ниобия. В дополнение к этому, на температуру смотки в рулон накладывают ограничения значением в 550°С в целях ограничения внутреннего селективного окисления.
Температура смотки в рулон предпочтительно составляет по меньшей мере 20°С, еще более предпочтительно по меньшей мере 350°С.
Во время смотки в рулон марганец перераспределяется в аустенит, что, таким образом, обогащает и стабилизирует аустенит.
На данной ступени толщина горячекатаной листовой стали может находиться в типичном диапазоне 1,5 - 5 мм.
Горячекатаная листовая сталь, полученная таким образом, обладает микроструктурой, состоящей при выражении в долях поверхности из:
между 5% и 20% остаточного аустенита,
цементита, такого, что поверхностная плотность частиц цементита, имеющих больший размер, составляющий более, чем 60 нм, составляет менее, чем 107/мм2,
дополнительного компонента, состоящего из бейнита и/или мартенсита,
при этом остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим по меньшей мере 1,1 * Mn%, где Mn% обозначает уровень содержания Mn в составе стали.
На данной ступени горячекатаная листовая сталь характеризуется очень высокой работой разрушения по Шарпи, в общем случае составляющей более, чем 60 Дж/см2 при 25°С.
Для областей применения, в которых желательная конечная толщина находится в пределах данного диапазона, горячекатаные листовые стали могут быть использованы как таковые для изготовления подвергнутой закалке под прессом детали в соответствии с представленным ниже описанием изобретения или могут быть подвергнуты отжигу с нанесением покрытия при использовании способа, описанного ниже, в случае необходимости изготовления подвергнутой закалке под прессом детали с нанесенным покрытием.
Для областей применения, в которых желательной является уменьшенная толщина, в особенности, в диапазоне 0,7 - 2,5 мм, горячекатаную листовую сталь подвергают декапированию в обычных условиях и, кроме того, холодной прокатке.
В целях получения высокой долевой концентрации рекристаллизации во время дальнейшего отжига степень обжатия при холодной прокатке обычно заключена в пределах между 30% и 80%.
Степень обжатия при холодной прокатке определяют следующим далее образом: в случае обозначения символом t0 толщины листовой стали до холодной прокатки, а символом tf толщины листовой стали после холодной прокатки степень обжатия при прокатке будет иметь вид: (t0 - tf)/t0.
На данной ступени, то есть, непосредственно после холодной прокатки, холоднокатаная листовая сталь обладает микроструктурой, состоящей при выражении в долях поверхности из:
между 5% и 20% остаточного аустенита,
цементита, такого, что поверхностная плотность частиц цементита, имеющих больший размер, составляющий более, чем 60 нм, составляет менее, чем 107/мм2,
дополнительного компонента, состоящего из бейнита и мартенсита,
при этом остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим по меньшей мере 1,1 * Mn%, где Mn% обозначает уровень содержания Mn в составе стали.
Предпочтительно после горячей прокатки и до холодной прокатки горячекатаную листовую сталь подвергают отжигу в камерной печи в целях уменьшения твердости горячекатаной листовой стали и поэтому улучшения ее прокатываемости в холодном состоянии и уменьшения рисков растрескивания кромок во время дальнейшей холодной прокатки.
Например, горячекатаную листовую сталь подвергают отжигу в камерной печи при температуре отжига в камерной печи ТНВА, заключенной в пределах между 550°С и 700°С, и выдерживают при данной температуре на протяжении времени отжига в камерной печи tHBA, заключенного в пределах между 1 часом и 20 часами.
Вслед за этим после горячей прокатки (в случае необходимости производства горячекатаной листовой стали с нанесенным предварительным покрытием) или после холодной прокатки катаную листовую сталь, то есть, горячекатаную или холоднокатаную листовую сталь, необязательно подвергают отжигу.
Отжиг предпочтительно будут проводить, в случае катаной листовой стали в виде холоднокатаной листовой стали, после холодной прокатки. Действительно, отжиг проводят в таком случае в целях достижения рекристаллизации зерен. В особенности, вследствие данной рекристаллизации плоскостность листовых сталей после отжига является в особенности хорошей, что делает возможным производство листов или заготовок, которые могут быть сварены при использовании лазерной сварки. Действительно, лазерная сварка требует наличия заготовок, характеризующихся строгими допусками по плоскостности, в противном случае при сварке могут возникать геометрические дефекты вследствие наличия зазоров.
В случае катаной листовой стали в виде горячекатаной листовой стали какой-либо такой рекристаллизации не потребуется, и горячекатаную листовую сталь разрезают для производства заготовки и подвергают горячей формовке в соответствии с представленным ниже описанием изобретения без проведения какого-либо отжига.
Однако, в случае желательности производства горячекатаной или холоднокатаной листовой стали с нанесенным покрытием в результате погружения в расплав в ванне горячекатаную или холоднокатаную листовую сталь в любом случае будут подвергать отжигу после смотки в рулон при подготовке для нанесения покрытия.
Говоря другими словами, отжиг необязательно проводят при необходимости производства горячекатаной или холоднокатаной листовой стали без нанесенного покрытия.
В противоположность этому, отжиг вне зависимости от того, будет ли листовая сталь горячекатаной или же холоднокатаной, будут проводить в любом случае при необходимости производства листовой стали с нанесенным покрытием в результате погружения в расплав.
В любом случае (то есть, вне зависимости от того, будет ли иметь место лист в виде горячекатаного листа или же холоднокатаного листа) отжиг будут проводить в результате нагревания листовой стали до температуры отжига ТА, большей или равной 650°С, выдерживания листовой стали при температуре отжига ТА на протяжении времени отжига tA, заключенного в пределах между 30 с и 600 с, после этого охлаждения листовой стали в целях получения отожженной листовой стали, обладающей структурой, состоящей при выражении в долях поверхности из:
- менее, чем 50% феррита,
- между 1% и 20% остаточного аустенита, при этом остаточный аустенит характеризуется средним уровнем содержания Mn, большим или равным 1,1 * Mn%,
- цементита, такого, что поверхностная плотность частиц цементита, имеющих больший размер, составляющий более, чем 60 нм, составляет менее, чем 107/мм2,
причем дополнительный компонент состоит из мартенсита.
Листовая сталь может быть охлаждена непосредственно от температуры отжига ТА до комнатной температуры или может быть подвергнута во время охлаждения отпускной обработке, и/или на нее может быть нанесено покрытие в результате погружения в расплав в ванне, в соответствии с более подробным разъяснением изобретения, представленным ниже.
В соответствии с одним вариантом осуществления в случае листовой стали, являющейся в общем случае холоднокатаной листовой сталью, температура отжига ТА будет большей, чем Ае3 таким образом, чтобы добиться достижения полной рекристаллизации. Ae3 обозначает температуру равновесного превращения, выше которой аустенит является полностью стабильным.
В данном варианте осуществления структура листовой стали после охлаждения до комнатной температуры не содержит феррит, но демонстрирует высокую долевую концентрацию свежего мартенсита, характеризующегося высокой твердостью.
Поэтому в данном варианте осуществления листовую сталь предпочтительно подвергают отпускной обработке после отжига для облегчения дальнейшей резки листов в целях получения заготовки.
Отпускную обработку, например, проводят после выдерживания при температуре отжига ТА и до необязательного нанесения покрытия в результате погружения в расплав.
Например, данную отпускную обработку проводят в результате охлаждения листовой стали от температуры отжига ТА после выдерживания на протяжении времени отжига tA до температуры, заключенной в пределах между комнатной температурой и Ms - 100°C, после этого повторного нагревания листовой стали до температуры отпуска Tt, заключенной в пределах между 350°С и 550°С, и выдерживания при данной температуре на протяжении времени, заключенного в пределах между 10 с и 600 с. Ms обозначает температуру, при которой при охлаждении начинается превращение в мартенсит.
Вслед за этим после выдерживания при температуре отпуска Tt либо листовую сталь охлаждают до комнатной температуры, либо на нее наносят покрытие в результате погружения в расплав в ванне, а после этого ее охлаждают до комнатной температуры в соответствии с более подробным описанием изобретения, представленным ниже.
В еще одном варианте осуществления в случае листовой стали, являющейся горячекатаной или холоднокатаной листовой сталью, температура отжига ТА будет заключена в пределах между 650°С и Ае3, при этом Ае3 обозначает температуру равновесного превращения, выше которой аустенит является полностью стабильным. Специалисты в соответствующей области техники знают то, как определить Ае3 в результате термодинамического вычисления или при использовании испытаний, включающих нагревание и изотермическое выдерживание.
В данном варианте осуществления структура листовой стали при температуре отжига ТА и после выдерживания при температуре отжига не является полностью аустенитной, но содержит феррит.
Во время выдерживания при температуре отжига ТА завершается перераспределение марганца в аустенит.
В данном варианте осуществления после выдерживания при температуре отжига ТА листовую сталь, например, незамедлительно охлаждают до комнатной температуры, или на нее наносят покрытие в результате погружения в расплав, а после этого ее охлаждают до комнатной температуры в соответствии с более подробным раскрытием изобретения, представленным ниже.
Действительно, в случае температуры отжига ТА, меньшей, чем Ае3, отожженная листовая сталь, полученная таким образом, будет обладать структурой, содержащей феррит, таким образом, что отожженная листовая сталь может быть легче разрезана для производства заготовки после охлаждения до комнатной температуры.
Однако, в случае необходимости в зависимости от твердости стали может быть проведена отпускная обработка, раскрытая выше, для облегчения дальнейшей резки листа в целях получения заготовки.
После выдерживания при температуре отжига ТА, будет ли она большей или меньшей, чем Ае3, и необязательной отпускной обработки дальнейшие стадии способа зависят от типа листа, который должен быть изготовлен:
- в случае необходимости производства листовой стали без нанесенного покрытия листовую сталь будут охлаждать от температуры отжига ТА или от температуры отпуска Tt до комнатной температуры,
- в случае необходимости производства листовой стали с нанесенным предварительным покрытием отожженную листовую сталь будут охлаждать от температуры отжига ТА или доводить от температуры отпуска Tt, смотря по тому, что будет применимо, (то есть, в случае неравенства температуры отпуска и желательной температуры нанесения предварительного покрытия) до температуры нанесения предварительного покрытия Tpc, после этого на нее предварительно наносят металлическое предварительное покрытие при непрерывном нанесении покрытия в результате погружения в расплав в ванне, вслед за этим ее охлаждают до комнатной температуры.
Температура нанесения предварительного покрытия Трс является близкой к температуре Tbm ванны для нанесения предварительного покрытия в целях предотвращения термической дестабилизации ванны. По данной причине температура нанесения предварительного покрытия Трс предпочтительно заключена в пределах между Tbm - 10°C и Tbm + 50°C.
В случае желательного предварительного покрытия, образованного из алюминия, сплава на алюминиевой основе или алюминиевого сплава, на листовую сталь будут непрерывно наносить покрытие в результате погружения в расплав в ванне при температуре в диапазоне приблизительно 650 - 680°С, при этом точная температура зависит от композиции сплава на алюминиевой основе или алюминиевого сплава. Одно предпочтительное предварительное покрытие образовано из Al-Si, что получают в результате погружения листа в горячий расплав в ванне, содержащей при расчете на массу от 5% до 11% Si, от 2% до 4% Fe, необязательно от 0,0015 до 0,0030% Са, при этом остаток представляют собой Al и примеси.
После этого лист охлаждают до комнатной температуры. В качестве опции данный лист с нанесенным предварительным покрытием из Al, сплава на основе Al или сплава Al может быть подвергнут дальнейшей термической обработке при температуре и на протяжении времени, выбираемых таким образом, чтобы получить предварительное покрытие, включающее по меньшей мере один интерметаллический слой, содержащий Al и железо и необязательно кремний и не содержащий ни Al в свободном виде, ни фазы τ5, относящейся к типу Fe3Si2Al12, ни фазы τ6, относящейся к типу Fe2Si2Al9.
В случае желательного предварительного покрытия, образованного из цинка, сплава на цинковой основе или цинкового сплава, на листовую сталь будут непрерывно наносить покрытие в результате погружения в расплав в ванне при температуре, составляющей приблизительно 460°С, при этом точная температура зависит от композиции сплава на цинковой основе или цинкового сплава. Нанесение предварительного покрытия может представлять собой непрерывные гальванизацию или отжиг и гальванизацию в результате погружения в расплав, то есть, при включении термической обработки незамедлительно после гальванизации в результате погружения в расплав при приблизительно 450 - 520°С таким образом, чтобы получить предварительное покрытие, содержащее 7 - 11% Fe. Предварительное покрытие, полученное в результате гальванизации, обычно содержит 0,25 - 0,70% Al, 0,01 - 0,1% Fe, при этом остаток представляют собой цинк и неизбежные примеси, представляющие собой результат переработки. Предварительное покрытие, полученное в результате отжига и гальванизации, обычно содержит 0,15 - 0,4% Al, 6 - 15% Fe, при этом остаток представляют собой цинк и неизбежные примеси, представляющие собой результат переработки.
Предварительное покрытие может быть образовано из цинково-алюминиево-магниевого сплава, содержащего 1 - 15% Al, 0,5 - 5% Mg, 0,01 - 0,1% Fe, при этом остаток представляют собой цинк и неизбежные примеси, представляющие собой результат переработки. Предварительное покрытие также может быть образовано из сплава, содержащего 4 - 6% Al, 0,01 - 0,1% Fe, при этом остаток представляют собой цинк и неизбежные примеси, представляющие собой результат переработки.
Предварительное покрытие также может быть образовано из алюминиево-цинкового сплава, содержащего 40 - 45% Zn, 3 - 10% Fe и 1 - 3% Si, при этом остаток представляют собой алюминий и неизбежные примеси, представляющие собой результат переработки.
В качестве опции способ нанесения металлического предварительного покрытия может включать осаждение двух слоев таким образом, чтобы металлическое предварительное покрытие было бы образовано из слоя алюминия, сплава на алюминиевой основе или алюминиевого сплава с нанесенным поверх него слоем цинка, сплава на цинковой основе или цинкового сплава. Данный слой, например, осаждают в результате электролитического осаждения или вакуумного осаждения: ФОПФ (физического осаждения из паровой фазы) и/или ХОПФ (химического осаждения из паровой фазы).
Полученная таким образом отожженная листовая сталь, которая может быть горячекатаной или холоднокатаной, и на которую может быть нанесено покрытие или может быть не нанесено покрытие, обладает структурой, состоящей из:
менее, чем 50% феррита,
между 1% и 20% остаточного аустенита,
цементита, такого, что поверхностная плотность частиц цементита, имеющих больший размер, составляющий более, чем 60 нм, составляет менее, чем 107/мм2,
дополнительного компонента, состоящего из мартенсита,
при этом остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим по меньшей мере 1,1 * Mn%, где Mn% обозначает уровень содержания Mn в составе стали.
В одном варианте осуществления в случае температуры отжига ТА, большей, чем Ае3, структура не будет содержать феррита.
Вдобавок к этому, в случае необходимости производства листовой стали с нанесенным предварительным покрытием отжиг предпочтительно будут проводить таким образом, чтобы получить после завершения отжига обезуглероживание поверхности листовой стали на глубину р50%, заключенную в пределах между 6 и 30 микрометрами, причем р50% представляет собой глубину, на которой уровень содержания углерода является равным 50% от уровня содержания С в составе стали.
С данной целью атмосфера отжига в рамках технологической линии непрерывного отжига или непрерывного нанесения покрытия в результате погружения в расплав во время нагревания и выдерживания, например, находится в пределах следующих далее диапазонов:
⋅ Н2 между 2% (об.) и 10% (об.), при этом остаток представляют собой N2 и неизбежные примеси, причем температура точки росы заключена в пределах между - 15°С и + 60°С.
Обезуглероживание также может быть получено в результате подачи в атмосферу отжига избыточного количества О2.
В этом можно удостовериться:
- либо в результате зонной обработки во время нагревания и выдерживания, либо в результате подачи в часть секции нагревания и секции томления атмосферы, содержащей между 0,05% (об.) и 6% (об.) О2, при этом остаток представляют собой N2 и неизбежные примеси, причем температура точки росы заключена в пределах между - 60°С и + 60°С,
- либо в результате прохождения в печи с открытым пламенем во время стадии нагревания, где атмосфера представляет собой результат сжигания смеси из воздуха и природного газа или топлива, при этом соотношение между воздухом и природным газом находится в диапазоне между 1 и 1,2,
- либо при использовании любого другого способа, обеспечивающего получение уровней содержания О2, сопоставимых с соответствующими представленными выше уровнями содержания, в секции нагревания и/или выдерживания или части секции нагревания или выдерживания.
Теперь будет описываться способ изготовления подвергнутой закалке под прессом детали из листовой стали, соответствующей изобретению.
В соответствии с представленным выше разъяснением изобретения листовая сталь, соответствующая изобретению, может быть неотожженной горячекатаной листовой сталью, горячекатаной и отожженной листовой сталью с нанесенным предварительным покрытием, неотожженной холоднокатаной листовой сталью, холоднокатаной и отожженной листовой сталью или холоднокатаной и отожженной листовой сталью с нанесенным предварительным покрытием.
Сначала листовую сталь разрезают в соответствии с предварительно определенным профилем таким образом, чтобы получить плоскую заготовку, геометрия которой находится в определенном соотношении с конечной геометрией намечаемой детали.
Необязательно до нагревания и горячей прессовки заготовки заготовку подвергают холодной формовке для получения предварительно деформированной заготовки. Данное холодное предварительное деформирование, предназначенное для приближения в большей или меньшей степени заготовки к конечной геометрии намечаемой детали, делает возможным уменьшение величины деформирования на следующей далее стадии горячей формовки.
После этого заготовку, либо плоскую, либо предварительно холоднодеформированную, нагревают до температуры Tm, заключенной в пределах между 800 и 950°С. Нагревание проводят в нагревательном устройстве, например, нагревательной печи. На нагревательные средства ограничений не накладывают, и они могут иметь в своей основе радиационное, индукционное или резистивное нагревание. Нагретую заготовку выдерживают при температуре Tm на протяжении времени tm, заключенного в пределах между 60 с и 600 с. Данные диапазоны температура-время делают возможным получение в конце выдерживания при температуре Tm структуры, содержащей между 70% и 100% аустенита и вплоть до 30% феррита.
В случае температуры Tm, составляющей менее, чем 800°С, конечная структура подвергнутой закалке под прессом детали будет характеризоваться чрезвычайно высокой долевой концентрацией феррита, в особенности, составляющей более, чем 30%, таким образом, что не будет достигнут предел прочности при растяжении TS, составляющий по меньшей мере 1300 МПа. Время выдерживания tm при температуре Tm, составляющее менее, чем 60 с, также может в результате привести к получению чрезвычайно высокой долевой концентрации феррита в конечной детали и предела прочности при растяжении, составляющего менее, чем 1300 МПа.
В случае температуры Tm, составляющей более, чем 950°С, и/или времени выдерживания tm, более продолжительного, чем 600 с, стадия нагревания и выдерживания может в результате приводить при нагревании к получению чрезвычайно существенного укрупнения зерен аустенита, что вызывает уменьшение пределов прочности при растяжении и текучести при растяжении для конечной детали.
Кроме того, в случае нанесения на заготовку предварительного покрытия данные нагревание и выдерживание будут стимулировать встречное диффундирование между предварительным покрытием и стальной подложкой. Термин «предварительное покрытие» используется для обозначения сплава до нагревания, а термин «покрытие» - для обозначения слоя сплава, сформированного во время нагревания, которое непосредственно предшествует горячей штамповке. Поэтому термическая обработка в печи модифицирует природу предварительного покрытия и его геометрию, поскольку толщина конечного покрытия является большей, чем соответствующая толщина предварительного покрытия. Покрытие, созданное в результате легирования, предохраняет подстилающую сталь от окисления и дополнительного обезуглероживания и является надлежащим для последующей горячей формовки, в частности, в штамповочном прессе. Легирование имеет место по всей толщине покрытия. В зависимости от композиции предварительного покрытия в результате встречного диффундирования в данном слое сплава и/или сплаве в форме твердого раствора создаются одна или несколько интерметаллических фаз. Обогащение покрытия по железу в результате приводит к быстрому увеличению его температуры плавления. Созданному покрытию также свойственно преимущество, заключающееся в его сцепляемости и пригодности для использования при потенциальных операциях горячей формовки и быстром охлаждении, которые следуют далее. Таким образом, во время нагревания в результате встречного диффундирования временно или в конечном итоге создаются интерметаллические фазы, что делает возможными облегчение дальнейшего деформирования в горячем прессе и предотвращение обезуглероживания и окисления поверхности стали.
После стадий нагревания и выдерживания нагретую заготовку извлекают из нагревательного устройства. Нагретую заготовку переводят в формовочный пресс.
Вследствие высокой прокаливаемости стали во время данного перевода не происходит какого-либо превращения аустенита в полигональный феррит таким образом, что на продолжительность перевода Dt не требуется накладывать ограничения низким значением во избежание такого превращения. Само собой разумеется то, что в любом случае на продолжительность перевода Dt необходимо накладывать ограничения во избежание уменьшения температуры заготовки ниже желательной температуры горячей формовки. Температура горячей формовки в общем случае составляет по меньшей мере 450°С.
После этого нагретую заготовку подвергают горячей формовке в формовочном прессе таким образом, чтобы получить формованную деталь. Во время стадии формовки режимы и величины деформирования различаются при переходе от одного места к другому вследствие геометрии конечной детали и формовочной оснастки. Например, некоторые зоны могут находиться в состоянии расширения, в то время как другие деформируются в условиях наложения ограничений. Каким бы ни был режим деформирования, эквивалентная деформация εb может быть определена в каждом местоположении в подвергнутой закалке под прессом детали в виде 
Например, подвергнутая закалке под прессом стальная деталь включает по меньшей мере одну первую горячедеформированную зону, характеризующуюся эквивалентной деформацией εb, составляющей более, чем 0,15, и по меньшей мере одну вторую зону, претерпевшую воздействие того же самого цикла охлаждения при закалке под прессом, что и первая горячедеформированная зона, где эквивалентная деформация εb составляет менее, чем 0,05.
После этого деталь выдерживают в пределах оснастки формовочного пресса таким образом, чтобы обеспечить надлежащую скорость охлаждения и избежать коробления детали вследствие усадки и фазовых превращений.
Деталь в основном охлаждается по механизму проводимости в результате теплопередачи с оснасткой. Оснастка может включать циркулирование хладагента таким образом, чтобы увеличить скорость охлаждения, или нагревательные патроны таким образом, чтобы уменьшить скорости охлаждения. Таким образом, скорости охлаждения могут быть откорректированы в результате использования таких средств. Однако, вследствие высокой прокаливаемости стали скорости охлаждения не требуется доводить до высокого значения с точки зрения достижения превращения аустенита в мартенсит при охлаждении ниже Ms.
Для получения подвергнутой закалке под прессом детали, соответствующей изобретению, формованную деталь охлаждают до температуры прекращения охлаждения ТС, меньшей, чем Ms - 100°C, таким образом, чтобы получить частичное превращение аустенита в мартенсит.
В одном варианте осуществления температура прекращения охлаждения ТС является комнатной температурой, например, находясь в диапазоне между 20°С и 30°С.
После этого формованную деталь повторно нагревают от температуры прекращения охлаждения ТС до температуры последующей обработки ТРТ, заключенной в пределах между 350°С и 550°С, и оставляют при температуре последующей обработки ТРТ на протяжении времени выдерживания tPT, заключенного в пределах между 10 с и 600 с, например, между 10 с и 120 с.
Температура последующей обработки ТРТ предпочтительно заключена в пределах между 350°С и 450°С.
Во время данной стадии выдерживания углерод перераспределяется из мартенсита в аустенит, тем самым, происходят обогащение и стабилизирование аустенита и отпуск мартенсита.
После этого формованную деталь охлаждают от температуры последующей обработки ТРТ до комнатной температуры для получения подвергнутой закалке под прессом стальной детали.
Охлаждение, например, проводят на воздухе. Во время данного охлаждения часть аустенита может превращаться в свежий мартенсит. Однако, вследствие стабилизирования аустенита, в особенности, под воздействием углерода, долевая концентрация свежего мартенсита, который создается, составляет менее, чем 5%.
Подвергнутая закалке под прессом стальная деталь, полученная таким образом, обладает микроструктурой, состоящей в основной части детали при выражении в долях поверхности из:
- по меньшей мере 50% подвергшегося перераспределению углерода мартенсита,
- менее, чем 30% феррита,
- по меньшей мере 2% остаточного аустенита,
- цементита, такого, что поверхностная плотность частиц цементита, имеющих больший размер, составляющий более, чем 60 нм, составляет менее, чем 107/мм2, и
- самое большее, 5% свежего мартенсита.
Подвергнутый перераспределению углерода мартенсит характеризуется средним уровнем содержания С, меньшим, чем номинальный уровень содержания С в стали (то есть, средний уровень содержания С в подвергнутой закалке под прессом стальной детали), при этом данный низкий уровень содержания представляет собой результат перераспределения углерода из мартенсита в аустенит во время выдерживания при температуре последующей обработки ТРТ.
Остаточный аустенит характеризуется средним уровнем содержания С, составляющим по меньшей мере 0,5%, при этом данный высокий уровень содержания также представляет собой результат перераспределения углерода из мартенсита в аустенит во время выдерживания при температуре последующей обработки ТРТ.
В общем случае остаточный аустенит характеризуется средним уровнем содержания Mn, большим, чем 1,1 * Mn%.
В общем случае ферритные зерна в случае наличия таковых будут иметь средний размер, составляющий, самое большее, 1,5 мкм.
Подвергнутые закалке под прессом стальные детали, полученные при использовании описанного способа, имеют толщину, которая обычно заключена в пределах между 0,7 мм и 5 мм.
Изобретатели отыскали способ получения высокой пластичности в зонах подвергнутой закалке под прессом детали, где во время использования детали могло бы испытываться воздействие высокой концентрации напряжений: в случае деформирования зон в формовочном прессе, характеризующегося эквивалентной деформацией εb, составляющей более, чем 0,15, структура данных деформированных зон будет более мелкой.
В особенности, изобретатели сопоставили недеформированные или низкодеформированные зоны (при этом последний термин обозначает зоны, где εb < 0,05) с зонами, где деформирование было проведено при величине, составляющей более, чем 0,15. Твердость высокодеформированных (или подвергнутых деформированию в высокой степени) зон в общем случае увеличивается по меньшей мере на 15 HV1 (при этом HV1 представляет собой твердость по Виккерсу, измеренную при нагрузке в 1 кгс) в сопоставлении с тем, что имеет место для недеформированных или низкодеформированных зон в подвергнутой закалке под прессом детали.
Однако, данное увеличение твердости по меньшей мере компенсируется уменьшением размера мартенситной рейки.
Изобретатели измерили среднюю ширину мартенситной (подвергшейся перераспределению углерода и свежей в случае наличия таковых) рейки в низко- или высокодеформированных зонах. После проведения анализа ДОРЭ для выявления микроструктуры ширину рейки определяют при использовании метода секущих, который сам по себе известен. Как это было представлено в качестве доказательства, приложение эквивалентной деформации, составляющей более, чем 0,15, уменьшает среднюю ширину рейки на более, чем 15% в сопоставлении с тем, что имеет место для низкодеформированных зон. Данное уменьшение ширины рейки увеличивает сопротивляемость возможным инициированию и распространению трещины. В общем случае в зонах, где приложенная деформация составляет более, чем 0,15, средняя ширина мартенситной рейки составляет менее, чем 0,65 мкм. В порядке сопоставления средняя ширина мартенситной рейки в низкодеформированных зонах в общем случае составляет более, чем 0,75 мкм.
Вдобавок к этому, как это было представлено в качестве доказательства, приложение эквивалентной деформации, составляющей более, чем 0,15, модифицирует для мартенситной рейки распределение по размерам в сопоставлении с тем, что имеет место для низкодеформированных зон.
В особенности, доля мартенситных реек, имеющих ширину, составляющую менее, чем 0,8 мкм, является по меньшей мере на 35% большей в высокодеформированных зонах, чем в низкодеформированных зонах.
Данный уменьшенный размер мартенситной рейки обеспечивает, в особенности, увеличение вязкости.
Таким образом, объединение композиции стали и параметров закалки под прессом делает возможным достижение высокой пластичности в целевых зонах деталей. В автомобильных областях применения формованные детали демонстрируют более высокую пластичность в случае столкновений.
Еще одна цель изобретения представляет собой подвергнутую лазерной сварке стальную заготовку с предварительно нанесенным предварительным покрытием из алюминия, сплава на алюминиевой основе или алюминиевого сплава и подвергнутую закалке под прессом и лазерной сварке стальную деталь с нанесенным покрытием из сплава на алюминиевой основе или алюминиевого сплава.
Подвергнутая лазерной сварке стальная заготовка включает по меньшей мере первую стальную заготовку, полученную из соответствующей изобретению листовой стали с предварительно нанесенным предварительным покрытием из алюминия, сплава на алюминиевой основе или алюминиевого сплава, вторую стальную заготовку также с предварительно нанесенным предварительным покрытием из алюминия, сплава на алюминиевой основе или алюминиевого сплава и соединение первой заготовки со второй стальной заготовкой в виде сварочного шва, полученного в результате лазерной сварки. Стальные заготовки могут характеризоваться идентичными композициями или различными композициями и идентичными толщинами или различными толщинами. В случае различных композиций, как это было представлено в качестве доказательства, уровень содержания углерода во второй стальной заготовке должен быть заключен в пределах между 0,04% и 0,38% (масс.), предпочтительно между 0,065% и 0,38%, в целях создания сварного шва, демонстрирующего желательные характеристики пластичности.
Например, вторую стальную заготовку изготавливают из стали, характеризующейся химическим составом, содержащим при выражении в массовых процентах:
0,04% ≤ C ≤ 0,38%,
0,05% ≤ Mn ≤ 4,2%,
0,001% ≤ Si ≤ 1,5%,
0,005% ≤ Al ≤ 0,9%,
0,001% ≤ Cr ≤ 2%,
Mo ≤ 0,65%,
Ni ≤ 2%,
0,001% ≤ Ti ≤ 0,02%,
Nb ≤ 0,1%,
B ≤ 0,010%,
0,0005% ≤ N ≤ 0,010%,
0,0001% ≤ S ≤ 0,05%,
0,001% ≤ P ≤ 0,1%,
W ≤ 0,30%,
Cа ≤ 0,006%,
при этом остаток представляют собой железо и неизбежные примеси.
Предпочтительно уровень содержания С составляет по меньшей мере 0,065%.
В первом варианте осуществления вторая стальная заготовка имеет состав, содержащей в массовых процентах: 0,04% ≤ C ≤ 0,100%, 0,80% ≤ Mn ≤ 2,0%, 0,005% ≤ Si ≤ 0,30%, 0,010% ≤ Al ≤ 0,070%, 0,001% ≤ Cr ≤ 0,10%, 0,001% ≤ Ni ≤ 0,10%, 0,03% ≤ Ti ≤ 0,08%, 0,015% ≤ Nb ≤ 0,1%, 0,0005% ≤ N ≤ 0,009%, 0,0001% ≤ S ≤ 0,005%, 0,0001% ≤ P ≤ 0,030%, Мо ≤ 0,10%, Cа ≤ 0,006%, при этом остаток представляют собой железо и неизбежные примеси.
Во втором варианте осуществления вторая заготовка имеет состав, содержащей в массовых процентах: 0,065% ≤ C ≤ 0,095%, 1,4% ≤ Mn ≤ 1,9%, 0,2% ≤ Si ≤ 0,5%, 0,020% ≤ Al ≤ 0,070%, 0,02% ≤ Cr ≤ 0,1%, где 1,5% ≤ (C + Mn + Si + Cr) ≤ 2,7%, 3,4 x N ≤ Ti ≤ 8 x N, 0,04% ≤ Nb ≤ 0,06%, где 0,044% ≤ (Nb + Ti) ≤ 0,09%, 0,0005% ≤ B ≤ 0,004%, 0,001% ≤ N ≤ 0,009%, 0,0005% ≤ S ≤ 0,003%, 0,001% ≤ P ≤ 0,020% и необязательно 0,0001% ≤ Cа ≤ 0,006%, при этом остаток представляют собой железо и неизбежные примеси.
В третьем варианте осуществления вторая заготовка имеет состав, содержащей в массовых процентах: 0,15% ≤ C ≤ 0,38%, 0,5% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,5%, 0,005% ≤ Al ≤ 0,1%, 0,01% ≤ Cr ≤ 1%, 0,001% ≤ Ti < 0,2%, 0,0005% ≤ B ≤ 0,010%, 0,0005% ≤ N ≤ 0,010%, 0,0001% ≤ S ≤ 0,05%, 0,0001% ≤ P ≤ 0,1%, при этом остаток представляют собой железо и неизбежные примеси.
В четвертом варианте осуществления вторая заготовка имеет состав, содержащей в массовых процентах: 0,24% ≤ C ≤ 0,38%, 0,40% ≤ Mn ≤ 3%, 0,10% ≤ Si ≤ 0,70%, 0,015% ≤ Al ≤ 0,070%, 0,001% ≤ Cr ≤ 2%, 0,25% ≤ Ni ≤ 2%, 0,015% ≤ Ti ≤ 0,1%, 0% ≤ Nb ≤ 0,06%, 0,0005% ≤ В ≤ 0,0040%, 0,003% ≤ N ≤ 0,010%, 0,0001% ≤ S ≤ 0,005%, 0,0001% ≤ P ≤ 0,025%, причем уровни содержания Ti и N удовлетворяют следующему далее соотношению: Ti/N > 3,42, при этом уровни содержания С, марганца, Cr и Si удовлетворяют следующему далее соотношению: 
В пятом варианте осуществления вторая стальная заготовка имеет состав, соответствующей изобретению и содержащей в массовых процентах: 0,15% ≤ C ≤ 0,22%, 3,5% ≤ Mn < 4,2%, 0,001% ≤ Si ≤ 1,5%, 0,020% ≤ Al ≤ 0,9%, 0,001% ≤ Cr ≤ 1%, 0,001% ≤ Мо ≤ 0,3%, 0,001% ≤ Ti ≤ 0,040%, 0,0003% ≤ B ≤ 0,004%, 0,001% ≤ Nb ≤ 0,060%, 0,001% ≤ N ≤ 0,009%, 0,0005% ≤ S ≤ 0,003%, 0,001% ≤ P ≤ 0,020%, необязательно 0,0001% ≤ Са ≤ 0,003%, при этом остаток представляют собой железо и неизбежные примеси.
Полученную в результате лазерной сварки стальную заготовку изготавливают в результате резки соответствующей изобретению листовой стали с предварительно нанесенным предварительным покрытием из алюминия, сплава на алюминиевой основе или алюминиевого сплава для получения первой заготовки, резки листовой стали, которой, например, является листовая сталь, соответствующая изобретению, также с предварительно нанесенным предварительным покрытием из алюминия, сплава на алюминиевой основе или алюминиевого сплава для получения второй заготовки. Например, вторая заготовка имеет состав в соответствии с представленным выше определением изобретения, а предпочтительно в соответствии с первым, вторым, третьим, четвертым или пятым вариантами осуществления.
Первую и вторую заготовки сваривают вдоль одной из их соответствующих периферийных сторон. Вследствие высокого уровня содержания Mn в составе стали изобретения до сварки не требуется какой-либо абляции всего предварительного покрытия на верхней и нижней сторонах заготовок. Например, по меньшей мере одну сторону одной из заготовок не подвергают абляции или не подвергают абляции всего предварительного покрытия.
Действительно, обусловленный присутствием Mn эффект стимулирования образования гамма-фазы в стали, а, следовательно, и в сварочном шве уравновешивает эффект от Al в сварочном шве, что представляет собой результат плавления предварительного покрытия и включения расплавленного предварительного покрытия в сварочный шов.
Поэтому в соответствии с изобретением до сварки не проводят какой-либо такой абляции всего предварительного покрытия на верхней и нижней сторонах заготовок.
Таким образом, после сварки предварительные покрытия из алюминия, сплава на алюминиевой основе или алюминиевого сплава у первой и второй заготовок покрывают непосредственную окрестность полученного в результате лазерной сварки сварочного шва на по меньшей мере одной стороне первой и второй стальных заготовок.
После этого полученная в результате лазерной сварки заготовка, изготовленная таким образом, может быть подвергнута горячей формовке и закалке под прессом в описанных выше условиях без появления риска возникновения трещин во время горячей формовки. Подвергнутая закалке под прессом и сварке деталь, полученная таким образом, когда металл сварочного шва и первая и вторая заготовки были подвергнуты закалке под прессом в рамках одной и той же операции, демонстрирует высокие механическую сопротивляемость и характеристики пластичности. В особенности, соединение первой подвергнутой закалке под прессом детали, представляющей собой результат горячей формовки первой заготовки, и второй подвергнутой закалке под прессом детали, представляющей собой результат горячей формовки второй заготовки, в виде сварочного шва, подвергнутого закалке под прессом и полученного в результате лазерной сварки, обладает структурой, содержащей, самое большее, 15% феррита.
В дополнение к этому, вследствие непроведения до сварки какой-либо такой абляции всего предварительного покрытия на верхней и нижней сторонах заготовок подвергнутая закалке под прессом и сварке деталь является такой, что по меньшей мере на одной стороне первой и второй подвергнутых закалке под прессом стальных деталей толщина покрытия в зоне термического воздействия является той же самой, что и толщина покрытия на остальной части первой и второй подвергнутых закалке под прессом стальных деталей.
Еще один объект изобретения относится к сварной конструкции, содержащей первую подвергнутую закалке под прессом стальную деталь и вторую подвергнутую закалке под прессом стальную деталь, сваренные друг с другом при использовании контактной точечной сварки сопротивлением. Первая подвергнутая закалке под прессом стальная деталь соответствует изобретению, а вторая подвергнутая закалке под прессом стальная деталь может соответствовать изобретению или может характеризоваться другой композицией. В особенности, первая и вторая детали могут характеризоваться идентичными композициями или различными композициями и идентичными толщинами или различными толщинами.
Например, вторую деталь изготавливают из стали, характеризующейся химическим составом, содержащим при выражении в массовых процентах:
0,04% ≤ C ≤ 0,38%,
0,05% ≤ Mn ≤ 4,2%,
0,001% ≤ Si ≤ 1,5%,
0,005% ≤ Al ≤ 0,9%,
0,001% ≤ Cr ≤ 2%,
Mo ≤ 0,65%,
Ni ≤ 2%,
0,001% ≤ Ti ≤ 0,2%,
Nb ≤ 0,1%,
B ≤ 0,010%,
0,0005% ≤ N ≤ 0,010%,
0,0001% ≤ S ≤ 0,05%,
0,0001% ≤ P ≤ 0,1%,
W ≤ 0,30%,
Cа ≤ 0,006%,
при этом остаток представляют собой железо и неизбежные примеси.
Предпочтительно уровень содержания С во второй детали составляет по меньшей мере 0,065%.
Например, композиция второй стальной детали может соответствовать композиции из первого, второго, третьего, четвертого и пятого вариантов осуществления, описанных выше по отношению ко второй заготовке.
Сварную конструкцию изготавливают в результате производства первой и второй подвергнутых закалке под прессом стальных деталей и проведения контактной точечной сварки сопротивлением в отношении первой и второй стальных деталей.
Соединения первых деталей и вторых деталей в виде сварочных швов, полученных при использовании контактной точечной сварки сопротивлением, характеризуются высокой сопротивляемостью в испытании на поперечное растяжение, определяемой альфа-числом, составляющим по меньшей мере 50 даН/мм2, и долей пробочного шва, составляющей по меньшей мере 0,70.
В данном случае альфа-число обозначает максимальную нагрузку в поперечном испытании, поделенную на диаметр сварочного шва и толщину. Это нормированная нагрузка для контактной точечной сварки сопротивлением, выраженная в даН/мм2.
Доля пробочного шва равна диаметру пробочного шва, поделенному на диаметр расплавленной зоны (РЗ). Чем меньшей будет доля пробочного шва, тем меньшей будет пластичность расплавленной зоны.
В общем случае размягчение в зоне термического воздействия, то есть, различие между твердостью по Виккерсу для стали основы и твердостью по Виккерсу в зоне термического воздействия, является на 25% меньшим, чем твердость по Виккерсу для стали основы.
Еще одна цель изобретения представляет собой сварную конструкцию, включающую первую подвергнутую закалке под прессом стальную деталь и вторую стальную деталь, сваренные друг с другом при использовании контактной точечной сварки сопротивлением, при этом первая подвергнутая закалке под прессом стальная деталь соответствует изобретению, и причем вторая стальная деталь является горячештампованной или холодноштампованной стальной деталью, характеризующейся пределом прочности при растяжении, составляющим не более, чем 2100 МПа. Предпочтительно вторая стальная деталь характеризуется уровнем содержания С, составляющим не более, чем 0,38%, и уровнем содержания Mn, составляющим не более, чем 4,2%.
Теперь изобретение будет проиллюстрировано при использовании следующих далее примеров, которые никоим образом не являются ограничивающими.
Стали, характеризующиеся композицией, соответствующей таблице 1 при выражении в уровнях массового процентного содержания, получали в соответствии с формой слябов. Температуры Ае3, определенные при использовании термодинамического вычисления, представлены в приведенной ниже таблице 1.
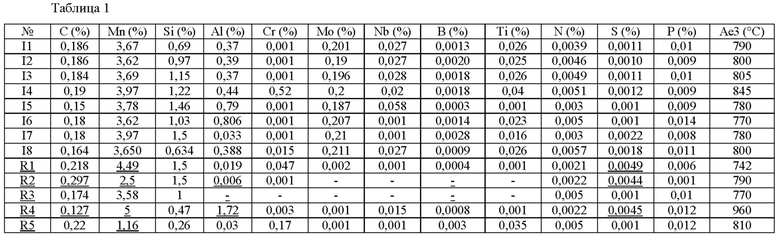
Слябы подвергали нагреванию до температуры Th, горячей прокатке и смотке в рулон при температуре смотки в рулон Tcoil. После этого горячекатаные листовые стали подвергали декапированию, необязательно отжигу в камерной печи при температуре отжига в камерной печи ТНВА на протяжении времени выдерживания tHBA при температуре ТНВА, декапированию, вслед за этим холодной прокатке при степени обжатия при холодной прокатке rCR для получения холоднокатаных листовых сталей, имеющих толщину th.
После этого некоторые из холоднокатаных листовых сталей подвергали отжигу при температуре отжига ТА на протяжении времени отжига tA. На некоторые из листов предварительно наносили покрытие на основе Al-Si в результате погружения в расплав в ванне, содержащей при расчете на массу от 5% до 11% Si, от 2% до 4% Fe, необязательно от 0,0015 до 0,0030% Са, при этом остаток представляют собой Al и примеси.
Условия изготовления (А, В, ...) отожженных листовых сталей обобщенно представлены в приведенной ниже таблице 2.
Таблица 2
(с)



До отжига в камерной печи при 25°С определяли работу разрушения по Шарпи для некоторых из горячекатаных листов. В особенности, из горячекатаных листовых сталей до отжига в камерной печи отбирали образцы для испытания на удар по Шарпи, имеющие размеры 55 х 10 мм2 и V-образные надрезы, характеризующиеся глубиной 2 мм, углом 45° и радиусом впадины 0,25 мм, и измеряли удельную работу ударного разрушения («работу разрушения по Шарпи») KCv.
Результаты представлены в приведенной ниже таблице 3. Как это принято, условия испытания связывают композицию стали и условия изготовления листа. Таким образом, I1A обозначает, например, горячекатаную листовую сталь, полученную из композиции стали I1, произведенной при температуре Th и температуре смотки в рулон Tcoil из условия А.
Таблица 3
до отжига в камерной печи (Дж/см2)
Примеры I1A, I2A, I3A, I4B, I5C, I6B, I7C и I8A, характеризующиеся композицией, соответствующей изобретению, и произведенные при температурах Th и температурах смотки в рулон Tcoil в соответствии с изобретением, характеризуются очень высокой работой разрушения по Шарпи при 25°С, составляющей по меньшей мере 60 Дж/см2.
В противоположность этому, образец R3B имеет состав, не содержащей В и Al. Как следствие пример R3B несмотря на его производство при температуре Th и температуре смотки в рулон Tcoil в соответствии с изобретением характеризуется низкой работой разрушения по Шарпи.
После этого холоднокатаные листы разрезали для получения заготовок. Заготовки нагревали до температуры Tm и выдерживали при данной температуре Tm на протяжении времени выдерживания tm таким образом, чтобы получить нагретые стальные заготовки, обладающие структурой, содержащей между 70% и 100% аустенита.
После этого нагретые заготовки переводили в формовочный пресс и подвергали горячей формовке таким образом, чтобы получить формованные детали.
Некоторые формованные детали охлаждали до температуры прекращения охлаждения TC, после этого повторно нагревали от температуры прекращения охлаждения ТС до температуры последующей обработки ТРТ и оставляли при температуре последующей обработки ТРТ на протяжении времени выдерживания tPT.
После этого детали охлаждали на воздухе при комнатной температуре.
Другие детали охлаждали до комнатной температуры непосредственно после горячей формовки без проведения какой-либо последующей обработки (условие h).
Условия изготовления (a, b, …) подвергнутых закалке под прессом деталей обобщенно представлены в приведенной ниже таблице 4.
Предел текучести при растяжении YS и предел прочности при растяжении TS определяли в отношении подвергнутых закалке под прессом деталей при использовании образцов, имеющих размеры 12,5 х 50 мм2, в соответствии с документом Standard ISO (EN 6892-1-2009).
Таблица 4
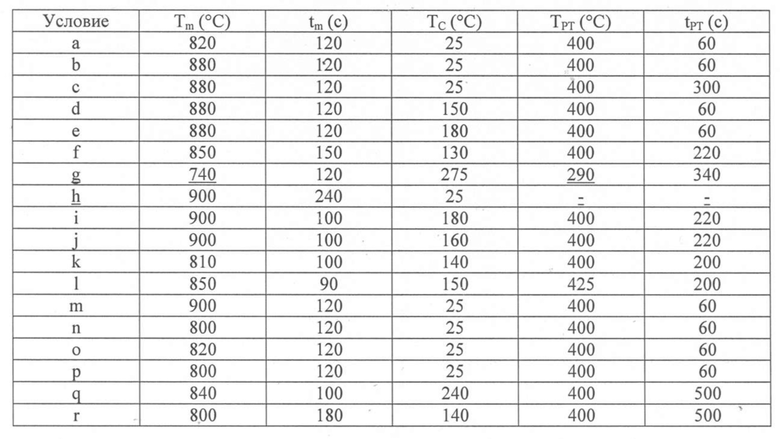
В отношении подвергнутых закалке под прессом деталей, имеющих размеры 60 х 60 мм2 и опираемых на два ролика, определяли критический угол изгибания в соответствии с методом method B of the VDA-238 bending Standard (при нормировании до толщины 1,5 мм). Усилие изгибания прикладывали при использовании острого пуансона, имеющего радиус 0,4 мм. Разнесение между роликами и пуансоном равно толщине подвергнутых испытанию деталей, при этом добавляют просвет 0,5 мм. Детектируют возникновение трещины, поскольку это совпадает с уменьшением нагрузки на кривой нагрузка-смещение. Испытания прерывают при уменьшении нагрузки более, чем на 30 Н от своего максимального значения. После снятия нагрузки и, таким образом, после упругого последействия для образца измеряют угол изгибания (α) для каждого образца. Изгибают три образца вдоль каждого направления (направления прокатки и поперечного направления) таким образом, чтобы получить среднее значение αА угла изгибания.
Деформацию разрушения определяют в результате изгибания образцов в плоских деформированных состояниях, что представляет собой наиболее серьезное состояние с учетом столкновения транспортного средства. Исходя из данных испытаний возможным является определение критического смещения образцов при возникновении разрушения. С другой стороны, анализ при использовании метода конечных элементов делает возможным моделирование изгибания такого образца, то есть, в целях установления уровня деформации, который имеется в изогнутой зоне для такого критического смещения. Данная деформация в таких критических состояниях является деформацией разрушения материала.
Результаты таких механических испытаний представлены в таблице 5. Как это принято, условия испытания связывают композицию стали, условия изготовления стали и условия изготовления подвергнутой закалке под прессом детали. Таким образом, I1A относится, например, к подвергнутой закалке под прессом детали, полученной из композиции стали I1, произведенной в результате воздействия на листовую сталь, изготовленную при использовании условия A, условия закалки под прессом а.
В таблице 5 также представлены некоторые характерные особенности микроструктуры подвергнутых закалке под прессом деталей. Поверхностные долевые концентрации различных составных частей определяли в результате полирования и травления образцов при использовании различных реагентов (ниталь, пикраль, реагент Беше-Бежара, метабисульфит натрия и реагент ЛеПера) таким образом, чтобы выявить конкретные составные части. Количественное определение поверхностных долевых концентраций было проведено в результате анализа изображений и при использовании программного обеспечения Aphelion™ в отношении более, чем десяти представительных зон, имеющих размеры, составляющие по меньшей мере 100 х 100 мкм2.
Долевую концентрацию остаточного аустенита определяли при использовании рентгеноструктурного анализа (РСА). Уровень содержания С в остаточном аустените определяли в результате оценки долевой концентрации остаточного аустенита и параметров кристаллической решетки, используя рентгеноструктурный анализ (РСА) c применением ритвельдовского уточнения и при использовании формул Дайсона и Холмса.
В таблице 5 Ms обозначает температуру, при которой при охлаждении начинается превращение аустенита, присутствующего в структуре, в мартенсит в соответствии с определением в результате дилатометрического анализа. Поэтому в таблице 5 для каждой композиции стали и условий изготовления приводится температура Ms в зависимости для каждой композиции стали от композиции и от условий изготовления, в особенности, от температуры Tm.
Вдобавок к этому, в таблице 5 РМ обозначает долевую концентрацию подвергшегося перераспределению углерода мартенсита, FM обозначает долевую концентрацию свежего мартенсита, F обозначает долевую концентрацию феррита, dcm обозначает поверхностную плотность частиц цементита, имеющих больший размер, составляющий более, чем 60 нм, RA обозначает долевую концентрацию остаточного аустенита, CRA представляет собой средний уровень содержания С в остаточном аустените.
Вдобавок к этому, YS представляет собой предел текучести при растяжении, TS представляет собой предел прочности при растяжении, и αА представляет собой угол изгибания (при выражении в градусах).
Таблица 5
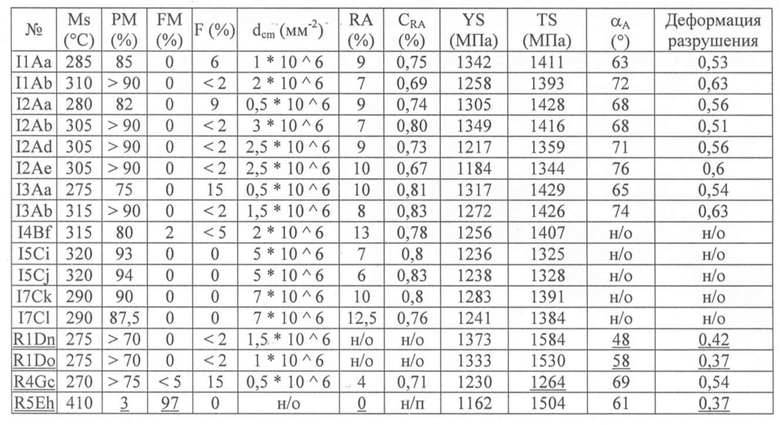
В данной таблице 5 н/о обозначает «не определяли», а н/п обозначает «неприменимо».
В данных опытах I1Aa, I1Ab, I2Aa, I2Ab, I2Ad, I2Ae, I3Aa, I3Ab, I4Bf, I5Ci, I5Cj, I7Ck и I7Cl композиции, условия изготовления листовых сталей и условия закалки под прессом соответствуют изобретению, и получают желательные характерные особенности микроструктуры. Как следствие добиваются достижения высоких характеристик при растяжении и высокой пластичности при столкновении в ходе аварии, в особенности, высоких углов изгибания и деформаций разрушения.
Микроструктура образца I1Ab продемонстрирована на прилагающейся фигуре, где «RA» обозначает остаточный аустенит, а «РМ» обозначает подвергшийся перераспределению углерода мартенсит.
В опытах R1Dn и R1Do уровни содержания Mn и S не удовлетворяют условиям изобретения. Даже в случае соответствия условий изготовления листовых сталей и условий закалки под прессом диапазонам изобретения пластичность при столкновении в ходе аварии, в особенности, угол изгибания и деформация разрушения, не будут удовлетворять требуемым значениям.
В опыте R4Gc уровни содержания C, Mn, Al и S не удовлетворяют условиям изобретения. Даже в случае соответствия условий изготовления листовых сталей и условий закалки под прессом диапазонам изобретения предел прочности при растяжении не будет достигать 1300 МПа.
В опыте R5Eh уровень содержания Mn является чрезмерно низким. В дополнение к этому, после горячей формовки не проводили какой-либо последующей обработки. Следовательно, структура характеризуется высокой долевой концентрацией свежего мартенсита. Даже в случае достижения пределами текучести при растяжении и прочности при растяжении целевых значений пластичность при столкновении в ходе аварии, в особенности, деформация разрушения, не будет удовлетворительной.
Вдобавок к этому, изобретатели оценили свариваемость листовых сталей и подвергнутых закалке под прессом деталей, полученных при использовании описанных выше условий изготовления.
В особенности, в отношении некоторых из подвергнутых закалке под прессом деталей проводили испытания на контактную точечную сварку сопротивлением. Подвергнутые закалке под прессом детали, произведенные в различных условиях испытания, подвергали контактной точечной сварке сопротивлением при использовании параметров сварки, приведенных в таблице 6, и интенсивности, заключенной в пределах между 5 и 8 кА, при этом, как это необходимо понимать, каждую деталь сваривали с другой деталью, произведенной в тех же самых условиях испытания.
В отношении разрезанных и полированных сварочных швов, полученных при использовании контактной точечной сварки сопротивлением, проводили испытания на твердость в целях определения возможного размягчения в зоне термического воздействия в окрестности сварочного шва между металлами. Данное размягчение измеряют при использовании различия между твердостью металла основы и минимальным значением твердости в зоне термического воздействия. В отношении сварочных швов, полученных при использовании контактной точечной сварки сопротивлением, проводили испытания на растяжение проводили и измеряли полное относительное удлинение для сварочных швов. В сопоставлении с относительным удлинением для металла основы сварочные швы вызывают изменение относительного удлинения, которое может быть более или менее ярко выраженным в сопоставлении с соответствующей характеристикой металла основы. Таким образом, относительное изменение относительного удлинения определяют в виде: (относительное удлинение для металла основы - относительное удлинение для сварочного шва)/относительное удлинение для металла основы.
Параметры и результаты представлены в таблице 6, где:
«Условие испытания» обозначает подвергнутую закалке под прессом деталь, в отношении которой проводили испытание на контактную точечную сварку сопротивлением,
«Сварочное усилие» обозначает сварочное усилие при выражении в даН во время контактной точечной сварки,
«альфа» обозначает альфа-число, то есть, максимальную нагрузку в поперечном испытании, поделенную на диаметр сварочного шва и толщину, при выражении в даН/мм2,
«Доля пробочного шва» обозначает долю пробочного шва, равную диаметру пробочного шва, поделенному на диаметр расплавленной зоны (РЗ),
«Размягчение зоны ЗТВ» обозначает различие между твердостью по Виккерсу для металла основы и минимальным значением твердости по Виккерсу в зоне термического воздействия,
«Относительное размягчение» представляет собой отношение между размягчением зоны ЗТВ и твердостью по Виккерсу для металла основы при выражении в процентных величинах.
Таблица 6
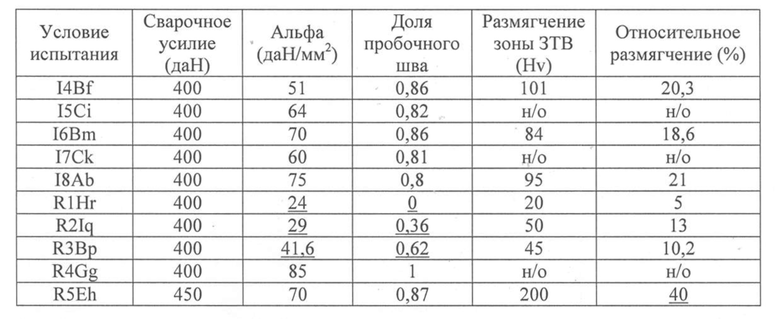
В таблице 6 н/о обозначает «не определяли».
Примеры I4Bf, I5Ci, I6Bm, I7Ck и I8Ab изготавливают из сталей, характеризующихся композицией, соответствующей изобретению, и производили при использовании условий изготовления, соответствующих изобретению. Как следствие сварочные швы, полученные при использовании контактной точечной сварки сопротивлением и произведенные при использовании контактной точечной сварки сопротивлением в отношении данных деталей, демонстрируют высокую пластичность, характеризуясь альфа-числом, составляющим по меньшей мере 50 даН/мм2, и долей пробочного шва, составляющей по меньшей мере 0,70.
В противоположность этому, пример R1Hr изготавливают из стали, характеризующейся чрезмерно высоким уровнем содержания Mn. Как следствие сварочные швы, полученные при использовании контактной точечной сварки сопротивлением и произведенные при использовании контактной точечной сварки сопротивлением в отношении двух деталей R1Hr, демонстрируют низкую пластичность, в особенности, альфа-число, составляющее менее, чем 50 даН/мм2, и долю пробочного шва, составляющую менее, чем 0,70.
Вдобавок к этому, пример R2Iq изготавливают из стали, характеризующейся чрезмерно высоким уровнем содержания С. Как следствие сварочные швы, полученные при использовании контактной точечной сварки сопротивлением и произведенные при использовании контактной точечной сварки сопротивлением в отношении двух деталей R2Iq, демонстрируют низкую пластичность, в особенности, альфа-число, составляющее менее, чем 50 даН/мм2, и долю пробочного шва, составляющую менее, чем 0,70. Размягчение зоны ЗТВ является менее ярко выраженным для подвергнутых закалке под прессом деталей I4Bf, I6Bm и I8Ab, изготовленных в соответствии с изобретением, чем для эталонной детали R5Eh, для которой имеет место значительная потеря относительного удлинения в зоне ЗТВ.
Таким образом, стальные детали, изготовленные в соответствии с изобретением, могут быть использованы при достижении выгоды в отношении изготовления конструктивных деталей или деталей для обеспечения безопасности транспортных средств.
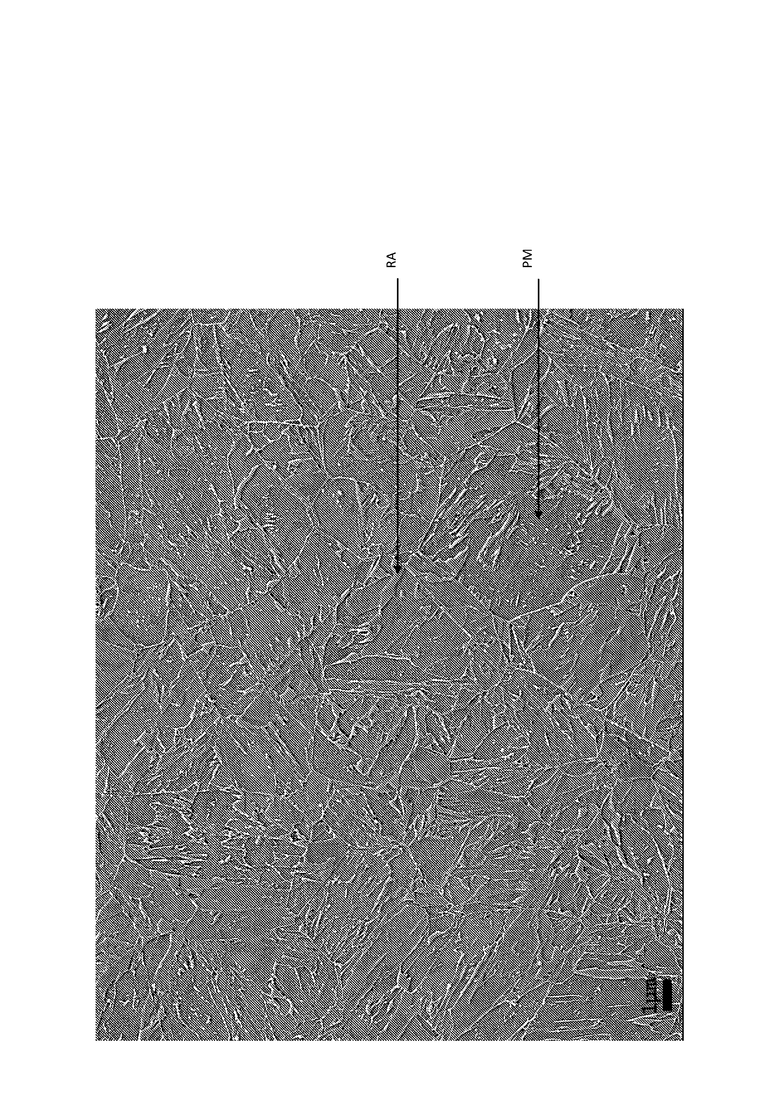
Изобретение относится к области металлургии, а именно к листовой стали для изготовления подвергнутой закалке под прессом детали, характеризующейся составом, содержащим, мас.%: 0,15 ≤ C ≤ 0,22, 3,5 ≤ Mn < 4,2, 0,001 ≤ Si ≤ 1,5, 0,020 ≤ Al ≤ 0,9, 0,001 ≤ Cr ≤ 1, 0,001 ≤ Mo ≤ 0,3, 0,001 ≤ Ti ≤ 0,040, 0,0003 ≤ B ≤ 0,004, 0,001 ≤ Nb ≤ 0,060, 0,001 ≤ N ≤ 0,009, 0,0005 ≤ S ≤ 0,003, 0,001 ≤ P ≤ 0,020, при этом микроструктура состоит из менее чем 50% феррита, от 1% до 20% остаточного аустенита, цементита, такого, что поверхностная плотность частиц цементита, больших чем 60 нм, составляет менее чем 107/мм2, дополнительного компонента, состоящего из бейнита и/или мартенсита, причем остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим по меньшей мере 1,1*Mn. Заявленная сталь обладает высокой пластичностью при хорошей свариваемости. 4 н. и 19 з.п. ф-лы, 1 ил., 6 табл.
1. Листовая сталь для изготовления подвергнутой закалке под прессом стальной детали, при этом листовая сталь имеет состав, содержащий, мас.%:
0,15 ≤ C ≤ 0,22,
3,5 ≤ Mn < 4,2,
0,001 ≤ Si ≤ 1,5,
0,3 ≤ Al ≤ 0,9,
0,001 ≤ Cr ≤ 1,
0,001 ≤ Mo ≤ 0,3,
0,001 ≤ Ti ≤ 0,040,
0,0003 ≤ B ≤ 0,004,
0,001 ≤ Nb ≤ 0,060,
0,001 ≤ N ≤ 0,009,
0,0005 ≤ S ≤ 0,003,
0,001 ≤ P ≤ 0,020,
необязательно 0,0001 ≤ Cа ≤ 0,003,
при этом остаток представляют собой железо и неизбежные примеси,
причем упомянутая листовая сталь обладает микроструктурой, состоящей при выражении в долях поверхности из:
менее чем 50% феррита,
между 1% и 20% остаточного аустенита,
цементита, такого, что поверхностная плотность частиц цементита, имеющих больший размер чем 60 нм, составляет менее чем 107/мм2,
дополнительного компонента, состоящего из бейнита и/или мартенсита,
при этом остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим по меньшей мере 1,1*Mn%, где Mn% обозначает уровень содержания Mn в составе стали.
2. Листовая сталь по п. 1, в которой листовой сталью является отожженная листовая сталь, при этом микроструктура отожженной листовой стали является такой, что дополнительный компонент состоит из мартенсита.
3. Листовая сталь по п. 2, в которой листовая сталь включает в себя две основные лицевые поверхности и содержит металлическое предварительное покрытие на каждой из двух своих основных лицевых поверхностей.
4. Листовая сталь по п. 3, в которой металлическое предварительное покрытие является предварительным покрытием из алюминия, сплава на алюминиевой основе или алюминиевого сплава.
5. Листовая сталь по п. 3, в которой металлическое предварительное покрытие является предварительным покрытием из цинка-алюминия, сплава на цинковой основе или цинкового сплава.
6. Листовая сталь по п. 3, в которой имеется обезуглероженная область на поверхности каждой из двух основных лицевых поверхностей под металлическим предварительным покрытием, при этом глубина р50% обезуглероженной области заключена в пределах между 6 и 30 микрометрами, причем р50% представляет собой глубину, на которой уровень содержания углерода является равным 50% от уровня содержания С в составе стали, при этом отожженная листовая сталь не имеет слоя оксида железа на поверхности раздела между упомянутыми основными лицевыми поверхностями и упомянутым металлическим предварительным покрытием.
7. Листовая сталь по п. 1, в которой упомянутой листовой сталью является неотожженная листовая сталь, при этом микроструктура листовой стали состоит при выражении в долях поверхности из:
между 5% и 20% остаточного аустенита,
цементита,
дополнительного компонента, состоящего из бейнита и/или мартенсита.
8. Листовая сталь по п. 7, в которой листовая сталь является горячекатаной листовой сталью, характеризующейся удельной работой разрушения по Шарпи KCv, полученной при испытания на удар по Шарпи в отношении образца, имеющего размеры 55×10 мм2 и V-образные надрезы, характеризующиеся глубиной 2 мм, углом 45° и радиусом впадины 0,25 мм, большей или равной 60 Дж/см2.
9. Листовая сталь по любому из пп. 1-8, в которой листовая сталь имеет толщину, заключенную в пределах между 0,7 мм и 5 мм.
10. Способ производства листовой стали для изготовления подвергнутой закалке под прессом стальной детали, включающий следующие далее последовательные стадии:
получение стального полуфабриката, имеющего состав, содержащий, мас.%:
0,15 ≤ C ≤ 0,22,
3,5 ≤ Mn < 4,2,
0,001 ≤ Si ≤ 1,5,
0,3 ≤ Al ≤ 0,9,
0,001 ≤ Cr ≤ 1,
0,001 ≤ Mo ≤ 0,3,
0,001 ≤ Ti ≤ 0,040,
0,0003 ≤ B ≤ 0,004,
0,001 ≤ Nb ≤ 0,060,
0,001 ≤ N ≤ 0,009,
0,0005 ≤ S ≤ 0,003,
0,001 ≤ P ≤ 0,020,
необязательно 0,0001 ≤ Cа ≤ 0,003,
при этом остаток представляют собой железо и неизбежные примеси,
горячая прокатка упомянутого стального полуфабриката для получения горячекатаной листовой стали,
смотка в рулон упомянутой горячекатаной листовой стали при температуре смотки в рулон Tcoil, составляющей менее чем 550°С, для получения листовой стали, смотанной в рулон,
необязательно холодная прокатка листовой стали, смотанной в рулон.
11. Способ по п. 10, в котором упомянутую листовую сталь, смотанную в рулон, подвергают холодной прокатке со степенью обжатия при холодной прокатке, заключенной в пределах между 30% и 80%.
12. Способ по п. 11, в котором после смотки в рулон и до холодной прокатки листовую сталь, смотанную в рулон, подвергают отжигу в камерной печи при температуре отжига в камерной печи ТНВА, заключенной в пределах между 550°С и 700°С, при этом листовую сталь, смотанную в рулон, оставляют при упомянутой температуре отжига в камерной печи ТНВА на протяжении времени отжига в камерной печи tHBA, заключенного в пределах между 1 часом и 20 часами.
13. Способ по п. 10, включающий также стадию отжига смотанной в рулон и необязательно холоднокатаной листовой стали при температуре отжига ТА, большей или равной 650°С, при этом стадия отжига включает нагрев смотанной в рулон и необязательно холоднокатаной листовой стали до температуры отжига ТА и выдерживание смотанной в рулон и необязательно холоднокатаной листовой стали при температуре отжига ТА на протяжении времени отжига tA, заключенного в пределах между 30 с и 600 с.
14. Способ по п. 13, в котором температура отжига ТА является меньшей чем Ае3.
15. Способ по п. 13, в котором температура отжига ТА является большей или равной Ае3.
16. Способ по любому из пп. 13-15, в котором после выдерживания при температуре отжига ТА на листовую сталь наносят предварительное покрытие из металла или металлического сплава при нанесении покрытия в результате погружения в расплав в ванне, после этого ее охлаждают до комнатной температуры.
17. Способ по п. 16, в котором на листовую сталь наносят предварительное покрытие из цинка, сплава на цинковой основе или цинкового сплава.
18. Способ по п. 16, в котором на листовую сталь наносят предварительное покрытие из алюминия, сплава на алюминиевой основе или алюминиевого сплава.
19. Способ по п. 16, в котором листовую сталь подвергают отжигу при упомянутой температуре отжига ТА для получения после завершения отжига обезуглероживания поверхности отожженной листовой стали на глубину р50%, заключенную в пределах между 6 и 30 микрометрами, где р50% представляет собой глубину, на которой уровень содержания углерода является равным 50% от уровня содержания С в составе стали, и для получения отожженной листовой стали, не имеющей слоя оксида железа на своей поверхности.
20. Способ по любому из пп. 10-19, в котором листовая сталь имеет толщину, заключенную в пределах между 0,7 мм и 5 мм.
21. Способ изготовления подвергнутой закалке под прессом стальной детали, включающий следующие далее последовательные стадии:
обеспечение листовой стали по любому из пп. 1-8 или листовой стали, полученной способом по любому из пп. 10-15,
резку листовой стали в соответствии с предварительно определенным профилем таким образом, чтобы получить стальную заготовку,
нагрев стальной заготовки до температуры Tm, заключенной в пределах между 800°С и 950°С, и выдерживание стальной заготовки при упомянутой температуре Tm на протяжении времени выдерживания tm, заключенного в пределах между 60 с и 600 с, таким образом, чтобы получить нагретую стальную заготовку, обладающую структурой, содержащей между 70% и 100% аустенита,
перевод нагретой заготовки в формовочный пресс,
горячую формовку нагретой заготовки в формовочном прессе таким образом, чтобы получить формованную деталь,
охлаждение формованной детали до температуры прекращения охлаждения ТС, заключенной в пределах между комнатной температурой и Ms - 100°C,
повторный нагрев формованной детали от температуры прекращения охлаждения ТС до температуры последующей обработки ТРТ, заключенной в пределах между 350°С и 550°С, и оставление формованной детали при упомянутой температуре последующей обработки ТРТ на протяжении времени выдерживания tPT, заключенного в пределах между 10 с и 600 с,
охлаждение формованной детали до комнатной температуры для получения подвергнутой закалке под прессом стальной детали.
22. Способ по п. 21, в котором подвергнутая закалке под прессом стальная деталь имеет толщину, заключенную в пределах между 0,7 мм и 5 мм.
23. Применение способа изготовления подвергнутой закалке под прессом стальной детали по п. 21 для изготовления детали для препятствования проникновению или детали для поглощения энергии для механического транспортного средства.
| US 20170130286 A1, 11.05.2017 | |||
| АКУСТИЧЕСКОЕ ВЫХОДНОЕ УСТРОЙСТВО | 2020 |
|
RU2801637C1 |
| WO 2013037485 A1, 21.03.2013 | |||
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНЫЙ ОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНОЙ ФОРМУЕМОСТЬЮ, И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2012 |
|
RU2556253C1 |
| СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИЗДЕЛИЕ ИЗ ГОРЯЧЕШТАМПОВАННОГО СТАЛЬНОГО ЛИСТА | 2013 |
|
RU2599934C2 |

