Настоящее изобретение относится к способу производства высокопрочного стального листа, характеризующегося высокой пластичностью и высокой деформируемостью, и к листу, полученному при использовании данного способа.
Как это известно, для изготовления различных единиц оборудования, таких как детали элементов конструкции кузова и панелей кузова для механических транспортных средств, используют листы, изготовленные из DP-(двухфазные)-сталей или TRIP-(c пластичностью, обусловленной превращением)-сталей.
Для уменьшения массы автомобиля в целях улучшения его коэффициента полезного действия по топливу с учетом глобального сохранения окружающей среды желательно иметь листы, характеризующиеся улучшенными пределами текучести и прочности при растяжении. Но такие листы также должны характеризоваться хорошей пластичностью и хорошей деформируемостью, а говоря более конкретно, хорошей пригодностью к отбортовке.
Как это известно, для решения данной проблемы производят листы при использовании так называемого технологического процесса закалки и перераспределения, при котором листы охлаждают от температуры отжига вплоть до температуры закалки, меньшей, чем температура превращения Ms, а после этого нагревают до температуры перераспределения и выдерживают при данной температуре на протяжении заданного времени. Получающиеся в результате стальные листы обладают структурой, содержащей мартенсит и остаточный аустенит и необязательно бейнит и/или феррит.
Однако остается желательным иметь возможность производить стальной лист или деталь, характеризующиеся улучшенной комбинацией прочности, пластичности и деформируемости.
Особенно желательно иметь возможность производить стальной лист, характеризующийся пределом текучести YS, заключенным в пределах от 1100 МПа до 1700 МПа, пределом прочности на разрыв TS, заключенным в пределах от 1300 МПа до 2000 МПа, однородным удлинением UE, большим или равным 10%, общим удлинением ТЕ, большим или равным 13%, предпочтительно по меньшей мере 13%, произведением предел текучести × однородное удлинение (YS × UE), составляющим по меньшей мере 13000 МПа-%, произведением предел прочности на разрыв × общее удлинение (ТS × ТE), составляющим по меньшей мере 19000 МПа-%, и коэффициентом раздачи отверстия HER, составляющим по меньшей мере 20%.
Предел текучести YS, предел прочности на разрыв TS, однородное удлинение UЕ и общее удлинение ТЕ измеряют в соответствии с документом ISO standard ISO 6892-1, опубликованным в октябре 2009 года. Необходимо подчеркнуть, что вследствие различий в методах измерения, в частности, вследствие различий в геометриях использующихся образцов, значения общего удлинения ТЕ, соответствующие стандарту ISO standard, значительно отличаются от значений общего удлинения, измеренного в соответствии с документом JIS Z 2201-05 standard, в частности, они являются меньшими по сравнению с ними. Коэффициент раздачи отверстия HER измеряют в соответствии с документом ISO standard 16630:2009. Вследствие различий в методах измерения значения коэффициента раздачи отверстия HER, соответствующие документу ISO standard 16630:2009, очень сильно отличаются от значений коэффициента раздачи отверстия λ, соответствующих документу JFS T 1001 (Japan Iron and Steel Federation standard), и не могут быть с ними сопоставлены.
Для решения задачи изобретение относится к холоднокатаному и термообработанному стальному листу, характеризующемуся композицией, содержащей в массовых процентах:
0,10% ≤ С ≤ 0,40%,
3,5% ≤ Mn ≤ 8,0%,
0,5% ≤ Si ≤ 2,5%,
0,003% ≤ Al ≤ 3,0%,
при этом Si + Al ≥ 0,8%,
0,001% ≤ Mo ≤ 0,5%,
S ≤ 0,010%,
P ≤ 0,020%,
N ≤ 0,008%
и необязательно один или несколько элементов, выбираемых из числа Cr, Ti, Nb, V и В, таким образом, что:
0,01% ≤ Cr ≤ 2,0%,
0,010% ≤ Ti ≤ 0,080%,
0,010% ≤ Nb ≤ 0,080%,
0,010% ≤ V ≤ 0,30%,
0,0005% ≤ B ≤ 0,003%,
остальное представляют собой железо и неизбежные примеси, получающиеся в результате плавки,
при этом упомянутый холоднокатаный стальной лист обладает микроструктурой, состоящей в поверхностных долях из от 10% до 50% остаточного аустенита, самое большее, 8% свежего мартенсита и отпущенного мартенсита, причем упомянутый остаточный аустенит включает:
- Mn-обогащенный аустенит, характеризующийся уровнем содержания Mn, составляющим более, чем 1,3 * Mn%, при этом Mn% обозначает уровень содержания Mn в стальном листе, и
- Mn-обедненный аустенит, характеризующийся уровнем содержания Mn, находящемся в пределах от 0,5 * Mn% до 1,3 * Mn%,
причем поверхностная доля упомянутого Mn-обогащенного аустенита по отношению ко всей микроструктуре в целом находится в пределах от 2% до 12%.
Предпочтительно Mn-обедненный аустенит и Mn-обогащенный аустенит характеризуются средним уровнем содержания С в пределах от 0,4% до 1,0%.
Предпочтительно Mn-обогащенный аустенит имеет форму островков, при этом средний размер островков Mn-обогащенного аустенита составляет менее, чем 500 нм.
Предпочтительно упомянутые свежий и отпущенный мартенситы содержат карбиды, при этом поверхностная плотность карбидов, наибольший размер которых составляет более, чем 60 нм, является меньшей или равной 4,106/мм2.
Предпочтительно холоднокатаный и термообработанный стальной лист характеризуется пределом текучести YS в пределах от 1100 МПа до 1700 МПа, пределом прочности на разрыв TS в пределах от 1300 МПа до 2000 МПа, однородным удлинением UE, составляющим по меньшей мере 10%, полным относительным удлинением ТЕ, согласно измерению в соответствии с документом ISO standard ISO 6892-1 составляющим по меньшей мере 13%, произведением предел прочности на разрыв × общее удлинение (ТS × ТE), составляющим по меньшей мере 19000 МПа-%, произведением предел текучести × однородное удлинение (YS × UE), составляющим по меньшей мере 13000 МПа-%, и коэффициентом раздачи отверстия HER, согласно измерению в соответствии с документом ISO standard 16630:2009 составляющим по меньшей мере 20%.
В соответствии с одним вариантом осуществления на холоднокатаный и термообработанный стальной лист нанесено покрытие из Zn или сплава Zn.
В соответствии с еще одним вариантом осуществления на холоднокатаный и термообработанный стальной лист нанесено покрытие из Al или сплава Al.
В соответствии с одним вариантом осуществления композиция стали удовлетворяет по меньшей мере одному из следующих далее условий:
С ≥ 0,15%,
С ≤ 0,30%.
предпочтительно Mn ≥ 3,7%.
Изобретение также относится к способу изготовления холоднокатаного и термообработанного стального листа, включающему следующие далее последовательные стадии:
- разливки стали таким образом, чтобы получить сляб, при этом упомянутая сталь характеризуется композицией, содержащей в массовых процентах:
0,10% ≤ С ≤ 0,40%,
3,5% ≤ Mn ≤ 8,0%,
0,5% ≤ Si ≤ 2,5%,
0,003% ≤ Al ≤ 3,0%,
причем Si + Al ≥ 0,8%,
0,001% ≤ Mo ≤ 0,5%,
S ≤ 0,010%,
P ≤ 0,020%,
N ≤ 0,008%
и необязательно один или несколько элементов, выбираемых из числа Cr, Ti, Nb, V и В, таким образом, что:
0,01% ≤ Cr ≤ 2,0%,
0,010% ≤ Ti ≤ 0,080%,
0,010% ≤ Nb ≤ 0,080%,
0,010% ≤ V ≤ 0,30%,
0,0005% ≤ B ≤ 0,003%,
остальное представляют собой железо и неизбежные примеси, получающиеся в результате плавки,
- повторного нагревания сляба при температуре Treheat в пределах от 1150°С до 1300°С,
- горячей прокатки повторно нагретого сляба при температуре, большей, чем Аr3, для получения горячекатаной стали,
- скатывания в рулон горячекатаной стали при температуре в пределах от 20°С до 600°С,
- отжига горячекатаной стали при температуре ТНВА, меньшей, чем Ас1 – 20°С, на протяжении времени tHBA, большего или равного минимальному времени отжига в камерной печи tHBAmin, определенным как:
 ,
,
где tHBAmin выражают в часах, ТНВА представляет собой температуру отжига в камерной печи, выражаемую в градусах Кельвина, Mn% обозначает уровень содержания Mn в стали в массовых процентах, и С% обозначает уровень содержания С в стали в массовых процентах,
- холодной прокатки стали таким образом, чтобы получить холоднокатаный стальной лист,
- повторного нагревания холоднокатаного стального листа до температуры отжига ТА в пределах от Ае3 до Ае3 + 150°С, таким образом, чтобы получить при отжиге структуру, состоящую из аустенита, и выдерживания холоднокатаного стального листа при температуре отжига ТА на протяжении времени выдерживания tA, находящегося в пределах от tAmin до tAmax,
при этом tAmin и tAmax определяют как:

 ,
,
где tAmin и tAmax выражают в секундах, а ТА представляет собой температуру отжига, выражаемую в градусах Кельвина, Mn% обозначает уровень содержания Mn в стали, выражаемый в массовых процентах, С% обозначает уровень содержания С в стали, выражаемый в массовых процентах, и Сr% обозначает уровень содержания Сr в стали, выражаемый в массовых процентах,
- закалки холоднокатаного стального листа при скорости охлаждения, достаточно высокой для того, чтобы избежать образования феррита и перлита при охлаждении, до температуры закалки QT в пределах от Mf + 20°C до Ms – 50°C,
- повторного нагревания холоднокатаного стального листа до температуры перераспределения ТР в пределах от 350°С до 500°С, и выдерживания холоднокатаного стального листа при упомянутой температуре перераспределения ТР на протяжении времени перераспределения tP от 3 секунд до 1000 секунд,
- охлаждения холоднокатаного стального листа до комнатной температуры для получения холоднокатаного и термообработанного стального листа.
Предпочтительно температура отжига в камерной печи ТНВА является большей или равной 500°С.
После закалки холоднокатаного стального листа до температуры закалки QT и до нагревания листа до температуры распределения ТР лист предпочтительно выдерживают при температуре закалки QT на протяжении времени выдерживания от 2 секунд до 200 секунд, предпочтительно от 3 секунд до 7 секунд.
В соответствии с одним вариантом осуществления между выдерживанием холоднокатаного стального листа при температуре распределения ТР и охлаждением холоднокатаного стального листа до комнатной температуры на стальной лист наносят покрытие погружением в расплав в ванне при температуре, меньшей или равной 480°С.
В соответствии с еще одним вариантом осуществления после выдерживания холоднокатаного листа при температуре распределения ТР холоднокатаный лист непосредственно охлаждают до комнатной температуры.
После стадии охлаждения холоднокатаного стального листа до комнатной температуры на холоднокатаный и термообработанный стальной лист может быть нанесено покрытие при использовании электрохимического способа или в результате осуществления технологического процесса нанесения покрытия в вакууме.
В соответствии с одним вариантом осуществления на холоднокатаный и термообработанный стальной лист наносят покрытие из Zn или сплава Zn.
В соответствии с еще одним вариантом осуществления на холоднокатаный и термообработанный стальной лист наносят покрытие из Al или сплава Al.
Предпочтительно холоднокатаный и термообработанный стальной лист обладает микроструктурой, состоящей в поверхностных долях из от 10% до 50% остаточного аустенита, самое большее, 8% свежего мартенсита и отпущенного мартенсита, при этом упомянутый остаточный аустенит включает:
- Mn-обогащенный аустенит, характеризующийся уровнем содержания Mn, составляющим более, чем 1,3 * Mn%, причем Mn% обозначает уровень содержания Mn в стальном листе, и
- Mn-обедненный аустенит, характеризующийся уровнем содержания Mn в пределах от 0,5 * Mn% до 1,3 * Mn%,
при этом поверхностная доля упомянутого Mn-обогащенного аустенита по отношению ко всей микроструктуре в целом находится в пределах от 2% до 12%.
В соответствии с одним вариантом осуществления композиция стали удовлетворяет по меньшей мере одному из следующих далее условий:
С ≥ 0,15%,
С ≤ 0,30%.
предпочтительно Mn ≥ 3,7%.
Изобретение, кроме того, относится к сварному соединению, полученному контактной точечной сварки, по меньшей мере двух стальных листов, причем по меньшей мере один из упомянутых двух стальных листов представляет собой холоднокатаный и термообработанный стальной лист, соответствующий изобретению.
Предпочтительно сварное соединение, полученное контактной точечной сваркой характеризуется альфа-числом до проведения какой-либо послесварочной термообработки, составляющим по меньшей мере 30 даН/мм2 (деканьютон на мм2).
Предпочтительно сварное соединение, полученное контактной точечной сваркой, характеризуется альфа-числом, составляющим по меньшей мере 50 даН/мм2.
Предпочтительно два стальных листа представляют собой холоднокатаные и термообработанные стальные листы, соответствующие изобретению, и характеризуются композицией, такой что

Изобретение также относится к технологическому способу производства сварного соединения путем контактной точечной сварки по меньшей мере двух стальных листов, включающему стадии:
- обеспечения наличия холоднокатаного и термообработанного стального листа, соответствующего изобретению или полученного способом, соответствующим изобретению,
- обеспечения наличия второго стального листа,
- контактной точечной сварки холоднокатаного и термообработанного стального листа и вторым стальным листом.
Предпочтительно вторым стальным листом является холоднокатаный и термообработанный стальной лист, соответствующий изобретению или полученный способом, соответствующим изобретению.
Теперь изобретение будет описано подробно и проиллюстрировано при использовании неограничивающих примеров.
Ниже в настоящем изобретении Ас1 обозначает температуру, при которой при нагревании начинает образовываться аустенит, Ае3 обозначает температуру равновесного превращения, выше которой аустенит является полностью стабильным, Ar3 обозначает температуру, при которой при охлаждении начинается превращение аустенита в феррит, Ms обозначает температуру начала мартенситного превращения, то есть, температуру, при которой при охлаждении аустенит начинает превращаться в мартенсит, а Mf обозначает температуру конца мартенситного превращения, то есть, температуру, при которой при охлаждении завершается превращение аустенита в мартенсит. Специалисты в соответствующей области техники знают то, как определить данные температуры для стали при использовании дилатометрических испытаний.
Композиция стали, соответствующей изобретению, содержит в массовых процентах:
- 0,10% ≤ С ≤ 0,40% для обеспечения наличия удовлетворительной прочности и улучшения стабильности остаточного аустенита, что необходимо для получения достаточного удлинения. Предпочтительно уровень содержания углерода является большим или равным 0,10%, еще предпочтительно большим или равным 0,15%. Предпочтительно уровень содержания углерода является меньшим или равным 0,30%. В случае чрезмерно высокого уровня содержания углерода горячекатаный лист будет чрезмерно твердым для холодной прокатки, а свариваемость будет недостаточной. В случае содержания углерода, составляющего менее, чем 0,10%, предел прочности на разрыв не достигнет целевых значений. Еще более предпочтительно уровень содержания углерода является меньшим или равным 0,20%.
- 3,5% ≤ Mn ≤ 8,0 для обеспечения наличия удовлетворительной прочности и стабилизирования по меньшей мере части аустенита для получения достаточного удлинения. В особенности определяют минимум для получения конечной структуры, содержащей в поверхностных долях от 2% до 12% Mn-обогащенного аустенита, характеризующегося уровнем содержания Mn, составляющим более, чем 1,3 * Mn%, при этом Mn% обозначает уровень содержания Mn в стали. Максимум позволяет избежать вопросов, связанных с ликвацией, которая является вредной для пластичности. Предпочтительно уровень содержания марганца является большим или равным 3,7%. В соответствии с первым вариантом осуществления уровень содержания марганца находится в пределах от 3,5% до 6,0%, предпочтительно от 3,7% до 6,0%. В соответствии со вторым вариантом осуществления уровень содержания марганца находится в пределах от 6,0% до 8,0%. В соответствии с еще одним вариантом осуществления уровень содержания марганца находится в пределах от 3,5% до 4,0%.
- 0,5% ≤ Si ≤ 2,5% и 0,003% ≤ Al ≤ 3,0%, уровни содержания кремния и алюминия, кроме того, удовлетворяют следующему соотношению: Si + Al ≥ 0,8.
В соответствии с изобретением Si и Al совместно играют важную роль: кремний замедляет образование выделений цементита при охлаждении ниже температуры равновесного превращения Ае3. Поэтому добавление Si способствует стабилизированию достаточного количества остаточного аустенита. Si, кроме того, обеспечивает получение упрочнения твердого раствора и замедляет образование карбидов во время перераспределения углерода из мартенсита в аустенит, которое представляет собой результат стадии непосредственного повторного нагревания и выдерживания, проводимой после частичного мартенситного превращения. При чрезмерно высоком уровне содержания на поверхности образуются оксиды кремния, что ухудшает пригодность стали к нанесению покрытия. Поэтому уровень содержания Si является меньшим или равным 2,5%.
Алюминий представляет собой элемент, очень эффективный для раскисления стали в жидкой фазе во время обработки. Содержание Al составляет не менее, чем 0,003% для достаточного раскисления стали в жидком состоянии. Кроме того, подобно Si, Al стабилизирует остаточный аустенит. Содержание Al составляет не более, чем 3,0% для того, чтобы избежать появления включений, и возникновения проблем, связанных с окислением, и обеспечения прокаливаемости материала.
Воздействия Si и Al на стабилизирование аустенита являются аналогичными. В случае содержания Si и Al, такого что Si + Al ≥ 0,8%, будет получено удовлетворительное стабилизирование аустенита, что, тем самым, делает возможным получение желательных микроструктур.
- 0,001% ≤ Мо ≤ 0,5%. Уровень содержания молибдена 0,001% соответствует присутствию Мо в качестве примеси. Предпочтительно в сталь преднамеренно добавляют Мо для увеличения прокаливаемости, для стабилизирования остаточного аустенита в целях уменьшения разложения аустенита во время перераспределения и для уменьшения осевой ликвации, которая может представлять собой результат высокого уровня содержания марганца, и которая является вредной для коэффициента раздачи отверстия. В случае добавления Мо содержание Мо будет большим или равным 0,05%. Таким образом, содержание Мо предпочтительно находится в пределах от 0,05% до 0,5%. Содержание выше 0,5% Мо может образовывать чрезмерно большое количество карбидов, что может оказаться вредным для пластичности.
- Необязательно 0,01% ≤ Cr ≤ 2,0% для задерживания растворения карбидов и стабилизирования остаточного аустенита. Допускается максимум в 2,0% хрома, выше отмечается эффект насыщения, и добавление Cr является как бесполезным, так и дорогостоящим.
- Необязательно 0,010% ≤ Nb ≤ 0,080% в целях измельчения аустенитных зерен во время горячей прокатки и получения дисперсионного упрочнения. Уровень содержания ниобия в диапазоне от 0,010% до 0,080% делает возможным получение удовлетворительных предела текучести и удлинения.
- Необязательно 0,010% ≤ Ti ≤ 0,080%. В особенности титан может быть добавлен до содержания в диапазоне от 0,010% до 0,080% в дополнение к бору для защиты бора от образования BN.
Помимо этого, добавление Nb и Ti может увеличивать стойкость к размягчению мартенсита во время отпуска.
Содержание каждого из Nb и Ti составляет не более, чем 0,080% для того, чтобы ограничить твердость стали при высоких температурах, обеспечиваемую данными элементами, т.к. указанная твердость сделала бы затруднительным производство тонких пластин вследствие увеличения усилий при горячей прокатке.
Необязательно 0,010% ≤ V ≤ 0,30% в целях получения дисперсионного упрочнения. В случае содержания ванадия, составляющего более, чем 0,30%, ванадий будет потреблять углерод в результате формирования карбидов и/или карбонитридов, и это будет размягчать мартенсит. В дополнение к этому, будет ухудшена пластичность стали, соответствующей изобретению.
Необязательно 0,0005% ≤ В ≤ 0,003% в целях увеличения закаливаемости стали.
Остальное в композиции стали представляют собой железо и примеси, получающиеся в результате плавки. В данном отношении Ni, Cu, S, P и N по меньшей мере рассматриваются в качестве остаточных элементов, которые представляют собой неизбежные примеси. Поэтому их уровни содержания составляют менее, чем 0,05% для Ni, 0,03% для Cu, 0,010% для S, 0,020% для Р и 0,008% для N.
В дополнение к этому, композиция является такой, что углеродный эквивалент стали, определенный в виде:  , где С%, Mn%, Si%, Cr%, Mo% и V% обозначают, соответственно, уровни содержания C, Mn, Si, Cr, Mo и V в стали, является меньшим или равным 1,30%.
, где С%, Mn%, Si%, Cr%, Mo% и V% обозначают, соответственно, уровни содержания C, Mn, Si, Cr, Mo и V в стали, является меньшим или равным 1,30%.
Действительно, при наличии такого углеродного эквивалента значительно улучшается свариваемость стали. Помимо этого, как это установили изобретатели, в стальном листе, соответствующем изобретению или полученным способом по изобретению, достигается комбинация очень высоких механических свойств без добавления больших количеств легирующих элементов, которые бы ухудшили свариваемость. Поэтому при композиции стали, такой что углеродный экевивалент является меньшим или равным 1,30%, могут быть получены высокие пластичность и прочность при одновременном сохранении хорошей свариваемости.
Горячекатаный лист, имеющий толщину в диапазоне от 2 до 6 мм, может быть произведен в результате разливки стали, характеризующейся композицией, соответствующей вышеупомянутой, таким образом, чтобы получить сляб, повторного нагревания сляба при температуре Тreheat в пределах от 1150°С до 1300°С, и горячей прокатки повторно нагретого сляба, при этом конечная температура прокатки является большей, чем Ar3, для получения горячекатаного листа.
Конечная температура прокатки предпочтительно составляет, самое большее, 1000°С, чтобы избежать укрупнения аустенитных зерен.
После этого горячекатаную сталь охлаждают при скорости охлаждения, например, в пределах от 1 до 50°С/сек, и скатывают в рулон при температуре, в пределах от 20°С до 600°С.
После скатывания в рулон лист обладает структурой, которая может содержать бейнит, мартенсит, аустенит и необязательно феррит.
После скатывания в рулон лист подвергают травлению.
После этого лист подвергают отжигу в камерной печи в целях получения крупнозернистых карбидов, обогащенных по Mn.
В особенности температуру отжига в камерной печи ТНВА и время отжига в камерной печи tHBA контролируют так, чтобы получить выделения углерода в цементите в диапазоне от по меньшей мере 50% вплоть до 100% (при этом данные уровни процентного содержания выражают по отношению к совокупному уровню содержания углерода в стали, то есть по меньшей мере 50% углерода стали образуют выделения в цементите) и уровня содержания Mn в цементите, составляющего по меньшей мере 25%. Формулировка «выделения углерода в цементите, составляющие по меньшей мере 50%» подразумевает, что уровень процентного содержания углерода в твердом растворе по отношению к совокупному количеству углерода составаляет менее, чем 50%. Доля аустенита в конце отжига в камерной печи в любом случае остается меньшей, чем 5%.
Температура отжига в камерной печи ТНВА является меньшей, чем Ас1 – 20°С, чтобы избежать образования аустенита во время отжига в камерной печи и таким образом ограничить долю аустенита в листе после отжига в камерной печи значением, составляющим, самое большее, 5%. Температура отжига в камерной печи ТНВА предпочтительно является большей или равной 500°С, чтобы получить достаточную крупнозернистость карбидов.
Кроме того, время отжига в камерной печи tHBA, то есть, время выдерживания при температуре отжига в камерной печи, должно быть большим или равным минимальному времени отжига в камерной печи tHBAmin, чтобы получить выделения углерода в цементите в количестве, составляющем по меньшей мере 50%, и уровня содержания Mn в цементите, составляющего по меньшей мере 25%.
Минимальное вреимя отжига в камерной печи tHBAmin зависит от температуры отжига в камерной печи ТНВА и от уровней содержания С и Mn в стали. Чем большей будет температура отжига в камерной печи ТНВА, тем меньшим будет минимальное время отжига в камерной печи tHBAmin, требуемое для получения целевых выделений углерода в цементите и уровня содержания Mn в цементите. Кроме того, чем большим будет уровень содержания Mn в стали, и чем меньшим будет уровень содержания С в стали, тем меньшим будет минимальное время отжига в камерной печи tHBAmin, требуемое для получения целевых выделений углерода в цементите и уровня содержания Mn в цементите.
Как это установили изобретатели, минимальное время отжига в камерной печи tHBAmin выражают в виде:
,
где tHBAmin выражают в часах (час), ТНВА представляет собой температуру отжига в камерной печи, выражаемую в градусах Кельвина (К), при этом Mn% обозначает уровень содержания Mn в стали, выражаемый в массовых процентах, и С% обозначает уровень содержания С в стали, выражаемый в массовых процентах.
В случае времени отжига в камерной печи, меньшего, чем минимальное время отжига в камерной печи tHBAmin, будут получены недостаточные количество выделений углерода в цементите и обогащение карбидов по Mn.
В конце отжига в камерной печи лист обладает структурой, состоящей из крупнозернистых Mn-обогащенных карбидов, самое большее, 5% аустенита и феррита.
После этого лист необязательно подвергают травлению и холодной прокатке для получения холоднокатаного листа, имеющего толщину в диапазоне от 0,7 мм до 3 мм, например, в диапазоне от 0,8 мм до 2 мм.
Степень обжатия при холодной прокатке предпочтительно находится в пределах от 20% до 80%.
После этого холоднокатаный стальной лист подвергают термообработке в технологической линии непрерывного отжига.
Термообработка включает стадии:
- повторного нагревания холоднокатаного стального листа до температуры отжига ТА, в пределах от Ае3 до Ае3 + 150°С, чтобы получить при отжиге структуру, состоящую из аустенита, и выдерживания холоднокатаного стального листа при температуре отжига ТА на протяжении времени выдерживания tA.
Специалисты в соответствующей области техники знают, как определить Ае3 исходя из дилатометрических испытаний.
Температура отжига ТА составляет, самое большее, Ае3 + 150°С для того, чтобы ограничить укрупнение аустенитных зерен.
Скорость повторного нагревания Vr до температуры отжига ТА предпочтительно находится в пределах от 1°С/сек до 200°С/сек.
Во время отжига крупнозернистые карбиды, обогащенные по Mn, растворяются, и аустенит локально обогащается по Mn. Время выдерживания tA при температуре отжига ТА выбирают таким образом, чтобы получить растворение крупнозернистого цементита, обеспечивая, тем самым, достижение локального обогащения аустенита по Mn одновременно избегая диффундирования Mn во всю структуру в целом.
В частности, время выдерживания tA при температуре отжига ТА выбирают таким образом, чтобы получить в конце стадии отжига от 2% до 12% Mn-обогащенного аустенита по отношению ко всей структуре в целом, при этом Mn-обогащенный аустенит характеризуется уровнем содержания Mn, составляющим более, чем 1,3 * Mn%, причем Mn% обозначает уровень содержания Mn в стали.
Как это установили изобретатели, в целях получения в конце стадии отжига от 2% до 12% Mn-обогащенного аустенита холоднокатаный стальной лист должен быть выдержан при температуре отжига ТА на протяжении времени выдерживания tA в пределах от минимального времени выдерживания tAmin до максимального времени выдерживания tAmax, которые зависят от температуры отжига ТА и от уровней содержания углерода, марганца и хрома в стали и определяются как:
,
где tAmin и tAmax выражают в секундах (сек), а ТА представляет собой температуру отжига, выражаемую в градусах Кельвина (К), Mn% обозначает уровень содержания Mn в стали, выражаемый в массовых процентах, С% обозначает уровень содержания С в стали, выражаемый в массовых процентах, и Сr% обозначает уровень содержания Сr в стали, выражаемый в массовых процентах.
В частности, как это установили изобретатели, чем большим будет соотношение между уровнем содержания Mn и уровнем содержания С, и чем большим будет уровень содержания хрома, тем медленнее будет кинетика растворения карбидов во время отжига при температуре отжига ТА. Таким образом, минимальное и максимальное времена выдерживания представляют собой возрастающие функции от соотношения между Mn% и С% и возрастающие функции от содержания Cr.
В случае времени выдерживания, меньшего, чем минимальное время выдерживания tAmin, растворение крупнозернистых Mn-обогащенных карбидов будет недостаточным и в конце отжига сталь будет содержать карбиды, и обогащение аустенита по Mn будет недостаточным.
В случае времени выдерживания, большего, чем максимальное время выдерживания tAmax, крупнозернистые Mn-обогащенные карбиды будут полностью растворяться, но диффундирование Mn во всей структуре в целом является слишком важным так, что в конце отжига обогащение аустенита по Mn будет недостаточным.
В конце отжига структура стального листа состоит из аустенита, при этом аустенит включает Mn-обогащенный аустенит, характеризующийся уровнем содержания Mn, составляющим более, чем 1,3 * Mn%, и Mn-обедненный аустенит, характеризующийся уровнем содержания Mn, заключенным в пределах от 0,5 * Mn% до 1,3 * Mn%. Удельный вес Mn-обогащенного аустенита по отношению ко всей структуре в целом находится в пределах от 2% до 12%.
- закалки холоднокатаного стального листа при скорости охлаждения Vc, достаточно высокой, чтобы избежать образования феррита и перлита при охлаждении, до температуры закалки QT, меньшей, чем температура превращения Ms для аустенита. Температура закалки QT находится в пределах от Mf + 20°C до Ms – 50°C. Скорость охлаждения Vc предпочтительно составляет по меньшей мере 2°С/сек. Для каждой конкретной композиции стали и каждой структуры специалисты в соответствующей области техники знают, как определить температуру начала и конца превращения Ms и Mf для аустенита при использовании дилатометрии.
Во время данной стадии закалки Mn-обедненный аустенит частично превращается в мартенсит, в то время как Mn-обогащенный аустенит, стабилизированный при использовании Mn, превращения не претерпевает.
Температуру закалки QT выбирают таким образом, чтобы получить сразу же после закалки структуру, состоящую из от 10% до 58% аустенита и, самое большее, 90% мартенсита. Удельный вес Mn-обогащенного аустенита остается в пределах от 2% до 12%.
Специалисты в соответствующей области техники знают, как определить температуру закалки, адаптированную для получения желательной структуры.
В случае температуры закалки QT, меньшей, чем Mf + 20°C, доля отпущенного (то есть, подвергнутого перераспределению) мартенсита в конечной структуре будет слишком большой для стабилизирования достаточного количества остаточного аустенита, составляющего более, чем 10%. Помимо этого, в случае температуры закалки QT, большей, чем Ms – 50°C, доля отпущенного мартенсита в конечной структуре будет слишком маленькой для получения желательного предела прочности на разрыв.
- необязательного выдерживания закаленного листа при температуре закалки QT на протяжении времени выдерживания tQ в пределах от 2 секунд до 200 секунд, предпочтительно от 3 секунд до 7 секунд, таким образом, чтобы избежать образования эпсилон-карбидов в мартенсите, что привело бы в результате к уменьшению удлинения стали.
- повторного нагревания холоднокатаного стального листа до температуры перераспределения ТР, находящейся в пределах от 350°С до 500°С, и выдерживания холоднокатаного стального листа при температуре перераспределения ТР на протяжении времени перераспределения tP, в пределах от 3 секунд до 1000 секунд. Во время данной стадии перераспределения углерод диффундирует из мартенсита в аустенит, что, тем самым, обеспечивает достижение обогащения аустенита по С. В особенности углерод диффундирует из мартенсита в Mn-обедненный аустенит и в Mn-обогащенный аустенит таким образом, что как Mn-обедненный аустенит, так и Mn-обогащенный аустенит становятся обогащенными по С.
В случае температуры перераспределения ТР, составляющей более, чем 500°С или менее, чем 350°С, удлинение конечного продукта будет неудовлетворительным.
- необязательного нанесения на лист покрытия путем погружения в расплав в ванне при температуре, меньшей или равной 480°С. Может быть использован любой тип покрытий, в частности, покрытия из цинка или цинковых сплавов, подобных цинково-никелевому, цинково-магниевому или цинково-магниево-алюминиевому сплавам, алюминия или алюминиевых сплавов, например, алюминиево-кремниевого сплава.
- непосредственно после стадии перераспределения или после стадии нанесения покрытия погружением в расплав, в случае ее проведения, охлаждения холоднокатаного стального листа до комнатной температуры для получения холоднокатаного и термообработанного стального листа. Скорость охлаждения предпочтительно составляет более, чем 1°С/сек, например, в пределах от 2°С/сек до 20°С/сек.
Во время данной стадии охлаждения часть Mn-обедненного аустенита может превращаться в свежий мартенсит. Однако, поверхностная доля свежего мартенсита остается меньшей или равной 8% вследствие стабилизирования аустенита при использовании С и/или Mn.
- необязательно после охлаждения до комнатной температуры и необязательного нанесения покрытия погружением в расплав на лист может быть нанесено покрытие при использовании электрохимических способов, например, электрогальванизации, или в результате осуществления какого-либо технологического процесса нанесения покрытия в вакууме, подобного способу PVD или струйному нанесению покрытия осаждением паров. Может быть использован любой тип покрытий, в частности, из цинка или цинковых сплавов, подобных цинково-никелевому, цинково-магниевому или цинково-магниево-алюминиевому сплавам. Необязательно после нанесения покрытия в результате электрогальванизации лист может быть подвергнут дегазированию.
- необязательно после охлаждения до комнатной температуры и необязательного нанесения покрытия лист может быть подвергнут дополнительному отпуску при температуре в пределах от 150°С до 450°С, на протяжении времени выдерживания в пределах от 1 до 20 минут, (чем большей будет температура, тем меньшим будет время выдерживания). Назначение данного отпуска термообработкой заключается в улучшении деформируемости листа.
Данный способ изготовления делает возможным получение конечной структуры, то есть, после перераспределения и охлаждения до комнатной температуры, состоящей в поверхностных долях из:
- от 10% до 50% остаточного аустенита,
- самое большее, 8% свежего мартенсита и
- отпущенного мартенсита.
Остаточный аустенит включает:
- Mn-обогащенный аустенит, характеризующийся уровнем содержания Mn, составляющим более, чем 1,3 * Mn%, при этом поверхностная доля упомянутого Mn-обогащенного аустенита по отношению ко всей микроструктуре в целом заключена в пределах от 2% до 12%, и
- Mn-обедненный аустенит, характеризующийся уровнем содержания Mn, заключенным в пределах от 0,5 * Mn% до 1,3 * Mn%. Поверхностная доля Mn-обедненного аустенита предпочтительно составляет по меньшей мере 5%.
Как Mn-обогащенный аустенит, так и Mn-обедненный аустенит являются обогащенными по С. Уровень содержания С в Mn-обогащенном и Mn-обедненном аустенитах находится в пределах от 0,4% до 1,0%.
Mn-обогащенный аустенит имеет форму островков, при этом средний размер островков Mn-обогащенного аустенита составляет менее, чем 500 нм.
Поверхностная доля по меньшей мере 2% Mn-обогащенного аустенита, характеризующегося содержанием Mn, составляющим более, чем 1,3 * Mn%, что делает возможным получение улучшенной комбинации удлинения и прочности.
Действительно, обогащение остаточного аустенита по Mn обеспечивает получение высокого стабилизирования аустенита таким образом, что в случае проведения деформирования стального листа Mn-обогащенный аустенит будет деформироваться в результате как скольжения отдельных дислокаций, так и механического двойникования.
Мартенсит, в том числе отпущенный мартенсит и свежий мартенсит, в случае их наличия, содержит маленькое количество карбидов. В частности, поверхностная плотность карбидов в мартенсите, наибольший размер которых составляет более, чем 60 нм, является меньшей или равной 4·106/мм2. Данное маленькое количество карбидов в мартенсите вносит свой вклад в получение произведения предел прочности на разрыв × общее удлинение (ТS × ТE), составляющего по меньшей мере 19000 МПа-%. Действительно, чем меньшим будет количество карбидов, тем меньшей будет доля углерода и марганца в виде карбидов, и тем большей будет доля углерода и марганца в аустените. В противоположность этому, указание «поверхностная плотность карбидов в мартенсите, наибольший размер которых составляет более, чем 60 нм, является большей 4·106/мм2» будет подразумевать то, что аустенит не содержит достаточных количеств углерода и марганца и не является достаточно стабилизированным.
Доля свежего мартенсита в структуре является меньшей или равной 8%. Доля свежего мартенсита, составляющая более, чем 8%, будет приводить к получению коэффициента раздачи отверстия HER, в соответствии с документом ISO 16630:2009 составляющего менее, чем 20%.
Данные признаки, например, определяют в результате наблюдения микроструктуры при использовании сканирующего электронного микроскопа с автоэмиссионной пушкой («АЭП-СЭМ») при увеличении, большем, чем 5000х, в сочетании с устройством дифракционного обратного рассеяния электронов «ДОРЭ») и с просвечивающей электронной микроскопией (ПЭМ).
Получают стальные листы, характеризующиеся пределом текучести YS, находящемся в пределах от 1100 МПа до 1700 МПа, пределом прочности на разрыв TS, находящемся в пределах от 1300 МПа до 2000 МПа, однородным удлинением UE, составляющим по меньшей мере 10%, общим удлинением ТЕ, согласно измерению в соответствии с документом ISO standard ISO 6892-1 составляющим по меньшей мере 13%, произведением предел прочности на разрыв × общее удлинение (ТS × ТE), составляющим по меньшей мере 19000 МПа-%, произведением предел текучести × однородное удлинение (YS × UE), составляющим по меньшей мере 13000 МПа-%, и коэффициентом раздачи отверстия HER, согласно измерению в соответствии с документом ISO standard 16630:2009 составляющим по меньшей мере 20%.
Примеры
В качестве примеров и сравнительных примеров были изготовлены листы, образованные из композиций сталей, соответствующих таблице I, где уровни содержания выражены в массовых процентах.
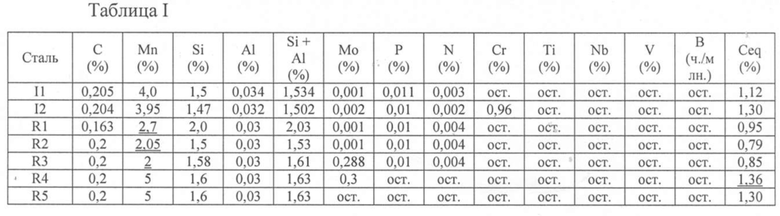
В данной таблице «ост.» обозначает присутствие элемента только в качестве остатка и отсутствие какого-либо преднамеренного добавления данного элемента.
Температуры превращения сталей, такие как Ac1, Ae3 (или Ас3) и Ms, измеряли при использовании дилатометрии и они представлены в таблице II.
Таблица II
*: приведенное значение представляет собой температуру Ас3.
Стали разливали таким образом, чтобы получить слитки. Слитки подвергали повторному нагреванию при температуре Treheat 1250°С, горячей прокатке при температуре, большей, чем Ar3, для получения горячекатаного листа и травлению.
После этого горячекатаные листы подвергали скатыванию в рулон при температуре Tcoil, отжигу в камерной печи при температуре ТНВА на протяжении времени tHBA, травлению и холодной прокатке со степенью обжатия при холодной прокатке 50% для получения холоднокатаных листов, имеющих толщину 1,2 мм.
Холоднокатаные листы подвергали повторному нагреванию до температуры отжига ТА при скорости нагревания Vr = 20°С/сек и выдерживанию при температуре отжига ТА на протяжении времени выдерживания tA, закалке при скорости охлаждения Vc до температуры закалки QT и выдерживанию при температуре QT на протяжении времени tQ.
После этого листы подвергали повторному нагреванию до температуры перераспределения ТР и выдерживанию при температуре перераспределения ТР на протяжении времени перераспределения tP, после этого непосредственному охлаждению до комнатной температуры.
Условия обработки представлены в таблице III.
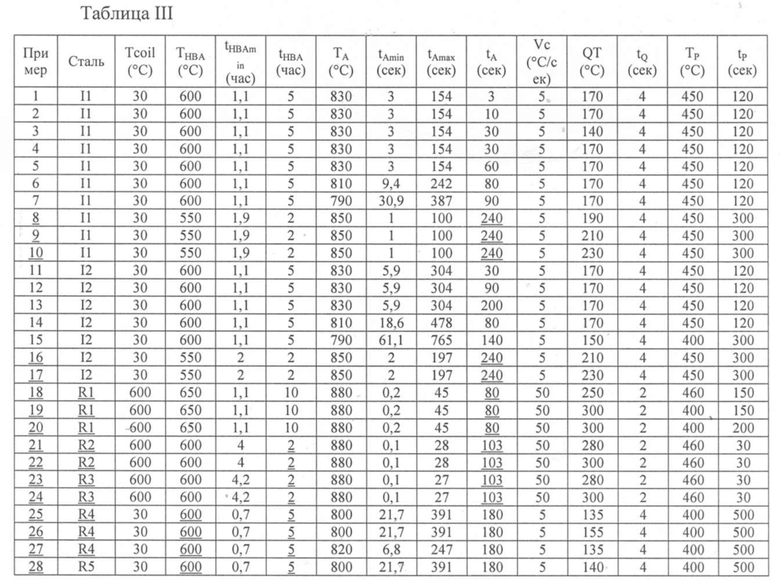
В таблице III Tcoil представляет собой температуру скатывания в рулон, ТНВА представляет собой температуру отжига в камерной печи, tHBAmin представляет собой минимальное время отжига в камерной печи, tHBA представляет собой время отжига в камерной печи, Vr представляет собой скорость нагревания до температуры отжига ТА, tAmin представляет собой минимальное время отжига, tAmax представляет собой максимальное время отжига, tA представляет собой время отжига, Vc представляет собой скорость охлаждения до температуры закалки, QT представляет собой температуру закалки, tQ представляет собой время выдерживания при температуре закалки, ТР представляет собой температуру перераспределения, а tP представляет собой время перераспределения. Подчеркнутые значения не соответствуют изобретению.
Микроструктуры представлены в таблице IV. В таблице IV γ представляет собой поверхностную долю аустенита, γMn+ представляет собой поверхностную долю Mn-обогащенного аустенита, SγMn+ представляет собой средний размер островков Mn-обогащенного аустенита, γMn– представляет собой поверхностную долю Mn-обедненного аустенита, В представляет собой поверхностную долю бейнита, FM представляет собой поверхностную долю свежего мартенсита, ТМ представляет собой поверхностную долю отпущенного мартенсита, и dC представляет собой поверхностную плотность карбидов в мартенсите, наибольший размер которых составляет более, чем 60 нм.
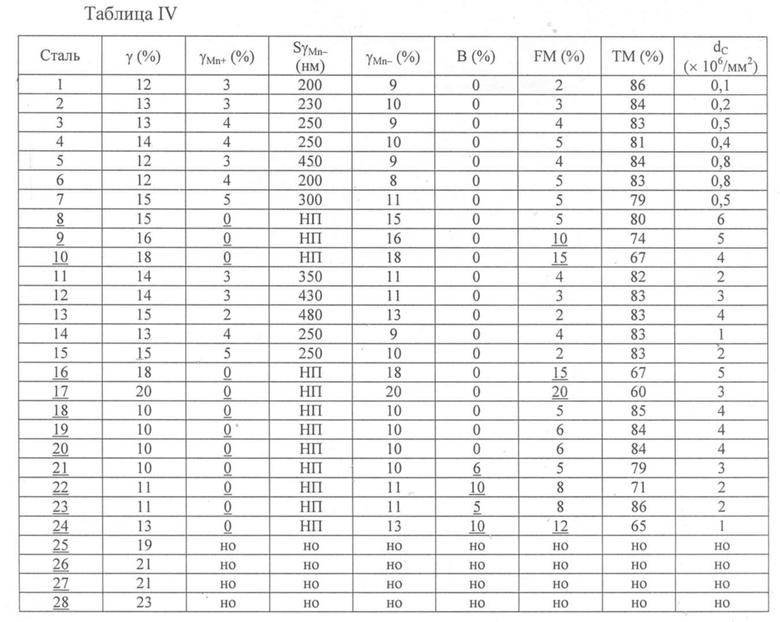
В данной таблице «НП» обозначает «не применимо»; «но» обозначает «не определено»; подчеркнутые значения не соответствуют изобретению.
Механические свойства представлены в таблице V. Измеренные свойства представляют собой коэффициент раздачи отверстия HER, предел текучести YS, предел прочности на разрыв TS, однородное удлинение UE и общее удлинение ТЕ.
Таблица V
Предел текучести YS, предел прочности на разрыв TS, однородное удлинение UE и общее удлинение ТЕ измеряли в соответствии с документом ISO standard ISO 6892-1, опубликованным в октябре 2009 года. Коэффициент раздачи отверстия HER измеряли в соответствии с документом standard ISO 16630:2009.
Примеры 1-7 и 11-15 были выполнены с листами, имеющими композицию, соответствующую изобретению, и листы получали при использовании способа изготовления, соответствующего изобретению. Все данные примеры характеризуются пределом текучести YS, находящемся в пределах от 1100 МПа до 1700 МПа, пределом прочности на разрыв TS, находящемся в пределах от 1300 МПа до 2000 МПа, однородным удлинением UE, составляющим по меньшей мере 10%, общим удлинением ТЕ, согласно измерению в соответствии с документом ISO standard ISO 6892-1 составляющим по меньшей мере 13%, произведением предел прочности на разрыв × общее удлинение (ТS × ТE), составляющим более, чем 19000 МПа-%, произведением предел текучести × однородное удлинение (YS × UE), большим, чем 13000 МПа-%, и коэффициентом раздачи отверстия HER, согласно измерению в соответствии с документом ISO standard 16630:2009 составляющим по меньшей мере 20%.
В противоположность этому, листы примеров 8-10, 16 и 17 выдерживали при температуре отжига ТА на протяжении времени tA, большего, чем максимальное время отжига tAmax. Как следствие, во время отжига карбиды, обогащенные по Mn во время отжига в камерной печи, полностью растворялись, и Mn диффундировал во всей структуре в целом таким образом, что в конце отжига какого-либо Mn-обогащенного аустенита не оставалось.
Таким образом, конечная структура в данных примерах не содержит какого-либо Mn-обогащенного аустенита, и достижения целевых свойств не добиваются. В частности, ни один из данных примеров не характеризуется произведением предел текучести × однородное удлинение, достигающим 13000 МПа-%.
Листы примеров от 18 до 20 получают из стали R1, содержащей только 2,7% Mn, то есть, менее, чем 3,5% Mn. В результате даже при очень продолжительном времени отжига в камерной печи (10 часов), приводящем к образованию крупнозернистых карбидов, получают недостаточное обогащение данных карбидов по Mn. Кроме того, листы примеров от 18 до 20 выдерживали при температуре отжига ТА на протяжении времени tA, большего, чем максимальное время отжига tAmax. Как следствие, в конце отжига стальной лист не содержал Mn-обогащенного аустенита.
Таким образом, конечные структуры листов из примеров от 18 до 20 не содержат какого-либо Mn-обогащенного аустенита, и достижения целевых свойств не добиваются.
Листы примеров 21 и 22 получают из стали R2, содержащей только 2,05% Mn, а листы примеров 23 и 24 получают из стали R3, содержащей только 2% Mn. Кроме того, листы примеров от 21 до 24 подвергали отжигу в камерной печи на протяжении недостаточного времени. В результате получали недостаточную долю цементита и недостаточное обогащение цементита по Mn. Вдобавок к этому, листы примеров от 21 до 24 выдерживали при температуре отжига ТА на протяжении времени tA, большего, чем максимальное время отжига tAmax. Как следствие, в конце отжига стальной лист не содержал Mn-обогащенного аустенита. Вдобавок к этому, вследствие отсутствия стабилизирования аустенита при использовании Mn аустенит частично превращался в бейнит во время перераспределения.
Таким образом, конечные структуры листов из примеров от 21 до 24 не содержат какого-либо Mn-обогащенного аустенита, и достижения целевых свойств не добиваются.
Листы примеров 26-28 подвергали отжигу в камерной печи при температуре, большей, чем Ac1 – 20°C, а, следовательно, не содержат какого-либо Mn-обогащенного аустенита. В результате достижения целевых свойств не добиваются.
Изобретатели, кроме того, определили свариваемость при контактной точечной сварке для листов, соответствующих изобретению, в сопоставлении с листами, изготовленными из стали R4. В частности, листы, изготовленные из сталей I1, I2 или R4, подвергали контактной точечной сварке друг с другом и определяли альфа-число, которое представляет собой максимальную нагрузку в испытании на поперечный изгиб, поделенную на диаметр сварного шва, и толщину до проведения какой-либо послесварочной термообработки (ПСТО) (без проведения обработки ПСТО) и после проведения послесварочной термообработки (с проведением обработки ПСТО). Это приведенная нагрузка для контактной точечной сварки, выраженная в даН/мм2.
Результаты представлены в приведенной ниже таблице VI.
Таблица VI
Таблица VI демонстрирует возможность получения сталей изобретения, характеризующихся высокими пластичностью и прочностью, при одновременном сохранении хорошей свариваемости. Наоборот, сталь R4 достигает высокого предела прочности на разрыв в ущерб свариваемости при контактной точечной сварке.
Таким образом, сталь изобретения может быть с выгодой использована для производства различных сварных конструкций.
В частности, сварная конструкция, включающая сварные соединения контактной точечной сваркой, из по меньшей мере двух стальных листов может быть произведена в результате производства первого стального листа при использовании способа, соответствующего изобретению, обеспечения наличия второго стального листа и контактной точечной сварки между первым стальным листом и вторым стальным листом. Второй стальной лист производят, например, при использовании способа, соответствующего изобретению.
Таким образом, получают сварное соединение путем контактной точечной сварки, характеризующееся высоким альфа-числом. В особенности альфа-число до проведения какой-либо послесварочной термообработки составляет по меньшей мере 30 даН/мм2, т.е. 30⋅10Н/мм2 а альфа-число после проведения какой-либо послесварочной термообработки составляет по меньшей мере 50 даН/мм2, т.е. 50⋅10Н/мм2.
Стальные листы, необязательно сваренные при использовании контактной точечной сварки в соответствии с изобретением, используют с выгодой для изготовления конструкционных деталей в механических транспортных средствах, поскольку они обеспечивают наличие высокой деформируемости во время технологического процесса изготовления и высокого поглощения энергии в случае столкновения. Сварные швы контактной точечной сварки, соответствующие изобретению, также используются с выгодой для изготовления конструкционных деталей в механических транспортных средствах.
Изобретение относится к области металлургии, а именно к холоднокатаному и термообработанному стальному листу, используемому для изготовления деталей элементов конструкции кузова и панелей кузова для механических транспортных средств. Лист имеет композицию, содержащую, в мас.%: 0,10≤С≤0,40, 3,5≤Mn≤8,0, 0,5≤Si≤2,5, 0,003≤Al≤3,0, при этом Si+Al≥0,8, 0,001≤Mo≤0,5, S≤0,010, P≤0,020, N≤0,008, при необходимости один или несколько элементов из: 0,01≤Cr≤2,0, 0,010≤Ti≤0,080, 0,010≤Nb≤0,080, 0,010≤V≤0,30 и 0,0005≤B≤0,003, остальное - железо и неизбежные примеси. Значение углеродного эквивалента стали листа Сeq составляет не более 1,3%. Лист имеет микроструктуру, состоящую в поверхностных долях из от 10 до 50% остаточного аустенита, отпущенного мартенсита и самое большее 8% свежего мартенсита. Упомянутый остаточный аустенит включает Mn-обогащенный аустенит, характеризующийся содержанием Mn в пределах более чем 1,3⋅Mn%, и Mn-обедненный аустенит, характеризующийся содержанием Mn в пределах от 0,5⋅Mn% до 1,3⋅Mn%, где Mn% обозначает уровень содержания Mn в стальном листе, причем поверхностная доля упомянутого Mn-обогащенного аустенита по отношению ко всей микроструктуре находится в пределах от 2% до 12%. Изготавливаемые листы обладают требуемым высоким уровнем механических свойств. 4 н. и 20 з.п. ф-лы, 6 табл.
1. Холоднокатаный и термообработанный стальной лист, характеризующийся композицией стали, содержащей, в мас.%:
0,10 ≤ С ≤ 0,40,
3,5 ≤ Mn ≤ 8,0,
0,5 ≤ Si ≤ 2,5,
0,003 ≤ Al ≤ 3,0,
при этом Si + Al ≥ 0,8,
0,001 ≤ Mo ≤ 0,5,
S ≤ 0,010,
P ≤ 0,020,
N ≤ 0,008
причем  ≤ 1,30%,
≤ 1,30%,
и необязательно один или несколько элементов, выбираемых из Cr, Ti, Nb, V и В, таким образом, что:
0,01 ≤ Cr ≤ 2,0,
0,010 ≤ Ti ≤ 0,080,
0,010 ≤ Nb ≤ 0,080,
0,010 ≤ V ≤ 0,30,
0,0005 ≤ B ≤ 0,003,
остальное представляют собой железо и неизбежные примеси, получающиеся в результате плавки,
при этом упомянутый холоднокатаный стальной лист обладает микроструктурой, состоящей в поверхностных долях из от 10% до 50% остаточного аустенита, отпущенного мартенсита и самое большее, 8% свежего мартенсита, причем упомянутый остаточный аустенит включает:
- Mn-обогащенный аустенит, характеризующийся содержанием Mn, составляющим более чем 1,3 ⋅ Mn%, где Mn% обозначает уровень содержания Mn в стальном листе, и
- Mn-обедненный аустенит, характеризующийся содержанием Mn, в пределах от 0,5 ⋅ Mn% до 1,3 ⋅ Mn%,
причем поверхностная доля упомянутого Mn-обогащенного аустенита по отношению ко всей микроструктуре находится в пределах от 2% до 12%.
2. Холоднокатаный и термообработанный стальной лист по п. 1, в котором Mn-обедненный аустенит и Mn-обогащенный аустенит характеризуются средним уровнем содержания С в пределах от 0,4% до 1,0%.
3. Холоднокатаный и термообработанный стальной лист по п. 1, в котором Mn-обогащенный аустенит имеет форму островков, при этом средний размер островков Mn-обогащенного аустенита составляет менее чем 500 нм.
4. Холоднокатаный и термообработанный стальной лист по п. 1, в котором упомянутые свежий и отпущенный мартенситы содержат карбиды, при этом поверхностная плотность карбидов, наибольший размер которых составляет более чем 60 нм, является меньшей или равной 4·106/мм2.
5. Холоднокатаный и термообработанный стальной лист по любому из пп. 1-4, который имеет предел текучести YS в пределах от 1100 МПа до 1700 МПа, предел прочности на разрыв TS в пределах от 1300 МПа до 2000 МПа, однородное удлинение UE, по меньшей мере 10%, общее удлинение ТЕ, согласно измерению в соответствии с документом ISO standard ISO 6892-1 по меньшей мере 13%, произведение предела прочности на разрыв × общее удлинение (ТS × ТE) по меньшей мере 19000 МПа⋅%, произведение предела текучести × однородное удлинение (YS × UE) по меньшей мере 13000 МПа⋅% и коэффициент раздачи отверстия HER, согласно измерению в соответствии с документом ISO standard 16630:2009, по меньшей мере 20%.
6. Холоднокатаный и термообработанный стальной лист по любому из пп. 1-4, на который нанесено покрытие из Zn или сплава Zn.
7. Холоднокатаный и термообработанный стальной лист по любому из пп. 1-4, на который нанесено покрытие из Al или сплава Al.
8. Холоднокатаный и термообработанный стальной лист по любому из пп. 1-4, композиция стали которого удовлетворяет по меньшей мере одному из следующих далее условий:
С ≥ 0,15%,
С ≤ 0,30%.
9. Холоднокатаный и термообработанный стальной лист по любому из пп. 1-4, в котором Mn ≥ 3,7%.
10. Сварное соединение, полученное контактной точечной сваркой по меньшей мере двух стальных листов, в котором по меньшей мере один из упомянутых двух стальных листов представляет собой холоднокатаный и термообработанный стальной лист по любому из пп. 1-4.
11. Сварное соединение по п. 10, которое характеризуется альфа-числом до проведения послесварочной термообработки, составляющим по меньшей мере 30⋅10 Н/мм2, где альфа-число представляет собой максимальную нагрузку в испытании на поперечный изгиб, деленную на диаметр сварного шва и толщину.
12. Сварное соединение по п. 10, которое характеризуется альфа-числом, составляющим по меньшей мере 50⋅10 Н/мм2, где альфа-число представляет собой максимальную нагрузку в испытании на поперечный изгиб деленную на диаметр сварного шва и толщину.
13. Способ изготовления холоднокатаного и термообработанного стального листа, включающий следующие далее последовательные стадии:
- разливка стали таким образом, чтобы получить сляб, при этом упомянутая сталь характеризуется композицией, содержащей, в мас.%:
0,10 ≤ С ≤ 0,40,
3,5 ≤ Mn ≤ 8,0,
0,5 ≤ Si ≤ 2,5,
0,003 ≤ Al ≤ 3,0,
причем Si + Al ≥ 0,8,
0,001 ≤ Mo ≤ 0,5,
S ≤ 0,010,
P ≤ 0,020,
N ≤ 0,008
причем ≤ 1,30%,
и необязательно один или несколько элементов, выбираемых из Cr, Ti, Nb, V и В, таким образом, что:
0,01 ≤ Cr ≤ 2,0,
0,010 ≤ Ti ≤ 0,080,
0,010 ≤ Nb ≤ 0,080,
0,010 ≤ V ≤ 0,30,
0,0005 ≤ B ≤ 0,003,
остальное представляют собой железо и неизбежные примеси, получающиеся в результате плавки,
- повторное нагревание сляба при температуре Treheat, в пределах от 1150°С до 1300°С,
- горячая прокатка повторно нагретого сляба при температуре, большей чем Аr3, для получения горячекатаного листа,
- скатывание в рулон горячекатаного листа при температуре в пределах от 20°С до 600°С,
- отжиг горячекатаного листа при температуре ТНВА, большей или равной 500°С и меньшей, чем Ас1 – 20°С, в течение времени tHBA, большего или равного минимальному времени отжига в камерной печи tHBAmin, определяемого как:
 ,
,
где tHBAmin выражают в часах, ТНВА представляет собой температуру отжига в камерной печи, выражаемую в градусах Кельвина, Mn% обозначает уровень содержания Mn в стали, в мас.%, и С% обозначает уровень содержания С в стали, в мас.%,
- холодная прокатка листа таким образом, чтобы получить холоднокатаный стальной лист,
- повторное нагревание холоднокатаного стального листа до температуры отжига ТА, находящейся в пределах от Ае3 до Ае3 + 150°С, таким образом, чтобы получить при отжиге структуру, состоящую из аустенита, и выдерживания холоднокатаного стального листа при температуре отжига ТА на протяжении времени выдерживания tA, находящегося в пределах от tAmin до tAmax,
при этом tAmin и tAmax определяют как:
 ,
,
 ,
,
где tAmin и tAmax выражают в секундах, а ТА представляет собой температуру отжига, выражаемую в градусах Кельвина, Mn% обозначает уровень содержания Mn в стали, выражаемый в мас.%, С% обозначает уровень содержания С в стали, выражаемый в мас.%, и Сr% обозначает уровень содержания Сr в стали, выражаемый в мас.%,
- закалка холоднокатаного стального листа при высокой скорости охлаждения, достаточной для того, чтобы избежать образования феррита и перлита при охлаждении, до температуры закалки QT в пределах от Mf + 20°C до Ms – 50°C,
- повторное нагревание холоднокатаного стального листа до температуры перераспределения ТР в пределах от 350°С до 500°С, и выдерживания холоднокатаного стального листа при упомянутой температуре перераспределения ТР в течение времени перераспределения tP в пределах от 3 секунд до 1000 секунд,
- охлаждение холоднокатаного стального листа до комнатной температуры для получения холоднокатаного и термообработанного стального листа.
14. Способ по п. 13, в котором после закалки холоднокатаного стального листа до температуры закалки QT и до нагревания листа до температуры перераспределения ТР лист выдерживают при температуре закалки QT на протяжении времени выдерживания, находящегося в пределах от 2 секунд до 200 секунд, предпочтительно от 3 секунд до 7 секунд.
15. Способ по п. 13, в котором между выдерживанием холоднокатаного стального листа при температуре перераспределения ТР и охлаждением холоднокатаного стального листа до комнатной температуры на стальной лист наносят покрытие погружением в расплав в ванне при температуре, меньшей или равной 480°С.
16. Способ по п. 13, в котором после выдерживания холоднокатаного листа при температуре перераспределения ТР холоднокатаный лист немедленно охлаждают до комнатной температуры.
17. Способ по п. 16, в котором после стадии охлаждения холоднокатаного стального листа до комнатной температуры на холоднокатаный и термообработанный стальной лист наносят покрытие при использовании электрохимического способа или при использовании процесса нанесения покрытия в вакууме.
18. Способ по п. 15 или 17, в котором на холоднокатаный и термообработанный стальной лист наносят покрытие из Zn или сплава Zn.
19. Способ по п. 15 или 17, в котором на холоднокатаный и термообработанный стальной лист наносят покрытие из Al или сплава Al.
20. Способ по любому из пп. 13-17, в котором холоднокатаный и термообработанный стальной лист имеет микроструктуру, состоящую в поверхностных долях из от 10% до 50% остаточного аустенита, отпущенного мартенсита и самое большее 8% свежего мартенсита, при этом упомянутый остаточный аустенит включает:
- Mn-обогащенный аустенит, характеризующийся уровнем содержания Mn, составляющим более, чем 1,3 ⋅ Mn%, причем Mn% обозначает уровень содержания Mn в стальном листе, и
- Mn-обедненный аустенит, характеризующийся уровнем содержания Mn в пределах от 0,5 ⋅ Mn% до 1,3 ⋅ Mn%,
при этом поверхностная доля упомянутого Mn-обогащенного аустенита по отношению ко всей микроструктуре находится в пределах от 2% до 12%.
21. Способ по любому из пп. 13-17, в котором композиция стали удовлетворяет по меньшей мере одному из следующих далее условий:
С ≥ 0,15%,
С ≤ 0,30%.
22. Способ по любому из пп. 13-17, в котором Mn ≥ 3,7%.
23. Способ производства сварного соединения по п. 10, включающий стадии:
- обеспечение наличия холоднокатаного и термообработанного стального листа по п.1,
- обеспечение наличия второго стального листа,
- контактная точечная сварка между холоднокатаным и термообработанным стальным листом и вторым стальным листом.
24. Способ по п. 23, в котором второй стальной лист представляет собой холоднокатаный и термообработанный стальной лист по п. 1.

