Настоящее изобретение относится к способу изготовления горячекатаного и отожжённого стального листа, характеризующегося высокой прокатываемостью в холодном состоянии и ударной вязкостью, и подходящего для получения холоднокатаного и термообработанного стального листа, обладающего очень хорошим сочетанием пластичности и прочности, а также к горячекатаному и отожжённому стальному листу, полученному указанным способом.
Настоящее изобретение относится также к способу изготовления холоднокатаного и термообработанного стального листа, обладающего очень хорошим сочетанием пластичности и прочности, а также к холоднокатаному и термообработанному стальному листу, полученному указанным способом.
В автомобильной промышленности, в частности, существует постоянная потребность в уменьшении массы транспортных средств, с целью увеличения эффективности использования топлива в свете глобального сохранения окружающей среды, и повышения безопасности путём использования сталей, имеющих высокую прочность при растяжении. Такие стали действительно можно использовать для производства деталей, имеющих меньшую толщину при одновременном обеспечении того же самого или повышенного уровня безопасности.
В этой связи, предложены стали, содержащие микролегирующие элементы, упрочнение которых достигается одновременно за счёт диспергирования и уменьшения размера зерна. В результате разработки таких сталей последовало появление сталей повышенной прочности, называемых улучшенными сталями высокой прочности, которые сохраняют хорошие уровни прочности вместе с хорошей формуемостью в холодном состоянии.
С целью достижения ещё более высоких уровней прочности при растяжении разработаны стали, демонстрирующие поведение TRIP (пластичность, обусловленная превращением) с весьма предпочтительными сочетаниями свойств (прочность при растяжении/деформируемость). Указанные свойства связаны со структурой таких сталей, которые состоят из ферритной матрицы, заключающей в себе бейнит и остаточный аустенит. Остаточный аустенит стабилизируют путём добавления кремния или алюминия, при этом указанные элементы замедляют осаждение карбидов в аустените и бейните. Присутствие остаточного аустенита придаёт высокую пластичность недеформированному листу. Под влиянием последующей деформации, например, при одноосном напряжении, остаточный аустенит детали, изготовленной из стали TRIP, неуклонно превращается в мартенсит, что в результате приводит к существенному упрочнению и задержке появления шейки.
Для достижения улучшенного сочетания прочности и пластичности дополнительно было предложено производить листы так называемым способом «закалки и разделения», в котором листы подвергают отжигу в аустенитном или межкритическом домене, охлаждают до температуры закалки ниже температуры превращения Ms, а после этого нагревают до температуры разделения и поддерживают при указанной температуре в течение заданного периода времени. Полученные стальные листы имеют структуру, заключающую в себе мартенсит и удерживаемый аустенит, а также, необязательно, бейнит и/или феррит. Удерживаемый аустенит имеет высокое содержание элемента C, достигаемое в результате выделения углерода из мартенсита в ходе разделения, а мартенсит содержит малую долю карбидов.
Все указанные стальные листы представлены хорошими балансами стойкости и пластичности.
Однако, когда приступают к изготовлению таких листов, появляются новые проблемы. В частности, для придания стали её окончательных свойств, в процесс получения таких стальных листов перед термообработкой обычно включают разливку стального полупродукта, горячую прокатку полупродукта для получения горячекатаного стального листа, а затем сматывание горячекатаного стального листа в рулон. Затем горячекатаный стальной лист подвергают холодной прокатке до желаемой толщины и термообработке, выбранной как функция желаемой конечной структуры и свойств, для получения холоднокатаного и термообработанного стального листа.
На основании состава указанных сталей, при помощи процесса их производства достигается высокий уровень стойкости. В частности, перед холодной прокаткой горячекатаный стальной лист демонстрирует высокую твёрдость, что ухудшает его способность подвергаться холодной прокатке. Как следствие, уменьшается диапазон допустимых размеров для холоднокатаных листов.
С целью решения данной проблемы предложено подвергать горячекатаный стальной лист до холодной прокатки отжигу в периодическом режиме при температуре, составляющей, как правило, от 500°C до 700°C, в течение периода времени длительностью несколько часов.
Отжиг в периодическом режиме действительно приводит к снижению твёрдости горячекатаного стального листа, а, следовательно, улучшает его способность подвергаться холодной прокатке.
Однако указанное решение не является полностью удовлетворительным.
Действительно, обработка путём отжига в периодическом режиме, как правило, приводит к ухудшению конечных свойств стали, в частности, её пластичности и прочности.
В дополнение к этому, горячекатаный стальной лист демонстрирует недостаточную вязкость после отжига в периодическом режиме, что может являться причиной разрыва полосы при дальнейшей обработке.
С учётом вышесказанного, настоящее изобретение относится к получению горячекатаного стального листа, и, следовательно, способу его изготовления; листа, характеризующегося улучшенной прокатываемостью в холодном состоянии и вязкостью, который при этом подходит для получения холоднокатаного и термообработанного стального листа, обладающего очень хорошими механическими свойствами, в частности, очень хорошим сочетанием пластичности и прочности.
Данное изобретение относится также к получению холоднокатаного и термообработанного стального листа, а также способу его изготовления; листа, обладающего очень хорошим сочетанием механических свойств по сравнению с аналогичными стальными листами, полученными способом, включающим в себя обработку путём отжига в периодическом режиме перед холодной прокаткой.
Для достижения этой цели изобретение относится к способу изготовления стального листа, включающему в себя следующие стадии:
- разливают сталь, имеющую состав, заключающий в себе, масс. %:
0,1% ≤ C ≤ 0,4%
3,5% ≤ Mn ≤ 8,0%
0,1% ≤ Si ≤ 1,5%
Al ≤ 3%
Mo ≤ 0,5%
Cr ≤ 1%
Nb ≤ 0,1%
Ti ≤ 0,1%
V ≤ 0,2%
B ≤ 0,004%
0,002% ≤ N ≤ 0,013%
S ≤ 0,003%
P ≤ 0,015%,
при этом остальное представляет собой железо и неизбежные примеси, образующиеся в результате плавления, для получения стального полупродукта,
- повторно нагревают стальной полупродукт до температуры Tповт. нагр., составляющей от 1150°C до 1300°C,
- осуществляют горячую прокатку повторно нагретого полупродукта при температуре, составляющей от 800°C до 1250°C, при этом конечная температура прокатки TКТП равна 800°C или выше, получая таким путём горячекатаный стальной лист,
- охлаждают горячекатаный стальной лист до температуры Tсмат. сматывания в рулон, равной 650°C или ниже, со скоростью охлаждения Vc1, составляющейот 1°C/с до 150°C/с, и сматывают горячекатаный стальной лист в рулон при температуре Tсмат. сматывания, затем
- непрерывно отжигают горячекатаный стальной лист при температуре TICA непрерывного отжига, составляющей от TICA мин до TICA макс, при этом TICA мин = 650°C, а TICA макс является температурой, при которой после нагревания образуется 30% аустенита, причём горячекатаный стальной лист выдерживают при указанной температуре TICA непрерывного отжига в течение периода времени tICA непрерывного отжига, составляющего от 3 с до 3600 с, затем
- охлаждают горячекатаный стальной лист до комнатной температуры, при этом горячекатаный стальной лист охлаждают со средней скоростью VICA охлаждения от 600°C до 350°C, составляющей, по меньшей мере, 1°C/с, получая таким путём горячекатаный и отожжённый стальной лист,
- осуществляют холодную прокатку горячекатаного и отожжённого стального листа со степенью обжатия при холодной прокатке, составляющей от 30% до 70%, получая таким путём холоднокатаный стальной лист.
Предпочтительно, горячекатаный и отожжённый стальной лист имеет структуру, состоящую в поверхностной части из:
- феррита, зёрна феррита имеют средний размер, по большей мере, 3 мкм,
- по большей мере, 30% аустенита,
- по большей мере, 8% свежего мартенсита и
- цементита, имеющего среднее содержание Mn ниже 25%.
Как правило, горячекатаный и отожжённый стальной лист имеет твёрдость по Виккерсу ниже 400 HV.
Предпочтительно, горячекатаный и отожжённый стальной лист характеризуется значением работы разрушения листов по Шарпи при 20°C, составляющей, по меньшей мере, 50 Дж/см2.
Предпочтительно, данный способ дополнительно включает в себя стадию травления горячекатаного стального листа между сматыванием в рулоны и непрерывным отжигом и/или после непрерывного отжига.
Предпочтительно, период времени tICA непрерывного отжига составляет от 200 с до 3600 с.
Предпочтительно, способ дополнительно включает в себя после холодной прокатки следующее:
- нагревают холоднокатаный стальной лист до температуры Tотжига отжига, составляющей от 650°C до 1000°C, и
- выдерживают холоднокатаный стальной лист при температуре Tотжига отжига в течение периода времени tотжига отжига, составляющего от 30 с до 10 мин.
В первом варианте осуществления температура Tотжига отжига составляет от TICA мин до Ae3.
Во втором варианте осуществления температура Tотжига отжига составляет от Ae3 до 1000°C.
В одном из вариантов осуществления способ дополнительно включает в себя стадию охлаждения холоднокатаного стального листа от температуры Tотжига отжига до комнатной температуры со скоростью Vc2 охлаждения, составляющей от 1°C/с до 70°C/с, для получения холоднокатаного и термообработанного стального листа.
В другом варианте осуществления способ дополнительно включает в себя после выдерживания холоднокатаного стального листа при температуре Tотжига отжига последовательные стадии:
- охлаждение холоднокатаного стального листа от температуры Tотжига отжига до температуры TВ выдерживания, составляющей от 350°C до 550°C, со скоростью Vc2 охлаждения, составляющей от 1°C/с до 70°C/с,
- поддержание холоднокатаного стального листа при температуре TВ выдерживания в течение периода времени tВ выдерживания, составляющего от 10 с до 500 с, затем
- охлаждение холоднокатаного стального листа от температуры TВ выдерживания до комнатной температуры со скоростью Vc3 охлаждения, составляющей от 1°C/с до 70°C/с, для получения холоднокатаного и термообработанного стального листа.
Предпочтительно, данный способ дополнительно включает в себя стадию отпуска холоднокатаного и термообработанного стального листа при температуре TО отпуска, составляющей от 170°C до 450°C, в течение периода времени tО отпуска, составляющего от 10 с до 1200 с.
Предпочтительно, данный способ дополнительно включает в себя стадию нанесения на холоднокатаный и термообработанный стальной лист покрытия из Zn или сплава Zn, либо Al или сплава Al.
В ещё одном варианте осуществления способ дополнительно включает в себя следующие стадии:
- закалку нагретого холоднокатаного стального листа путём понижения температуры от температуры Tотжига отжига до температуры QT закалки, составляющей от Mf +20°C до Ms -20°C, со скоростью Vc4 охлаждения, вполне достаточной для исключения образования феррита и перлита при охлаждении,
- повторное нагревание холоднокатаного стального листа от температуры QT закалки до температуры TP разделения, составляющей от 350°C до 500°C, и поддержание холоднокатаного стального листа при температуре TP разделения в течение периода времени tP разделения, составляющего от 3 с до 1000 с,
- охлаждение холоднокатаного стального листа до комнатной температуры с целью получения холоднокатаного и термообработанного стального листа.
В первой вариации указанного варианта осуществления температура Tотжига отжига является такой, что холоднокатаный стальной лист после отжига имеет структуру, состоящую в поверхностной части из следующего:
- от 10% до 45% феррита,
- аустенита и
- по большей мере, 0,3% цементита, причём частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
Во второй вариации указанного варианта осуществления температура Tотжига отжига выше Ae3, при этом холоднокатаный стальной лист после отжига имеет структуру, состоящую из:
- аустенита и,
- по большей мере, 0,3% цементита, причём частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
После поддержания холоднокатаного стального листа при температуре TP разделения холоднокатаный стальной лист можно немедленно охлаждать до комнатной температуры.
В одном из вариантов, между поддержанием холоднокатаного стального листа при температуре TP разделения и охлаждением холоднокатаного стального листа до комнатной температуры на холоднокатаный стальной лист наносят покрытие методом горячего окунания в ванне.
Предпочтительно, содержание элемента Si в композиции составляет, по большей мере, 1,4%.
Настоящее изобретение относится также к холоднокатаному и термообработанному стальному листу, полученному из стали, имеющей состав, заключающий в себе, масс. %:
0,1% ≤ C ≤ 0,4%
3,5% ≤ Mn ≤ 8,0%
0,1% ≤ Si ≤1,5%
Al ≤ 3%
Mo ≤ 0,5%
Cr ≤ 1%
Nb ≤ 0,1%
Ti ≤ 0,1%
V ≤ 0,2%
B ≤ 0,004%
0,002% ≤ N ≤ 0,013%
S ≤ 0,003%
P ≤ 0,015%,
причём остальное представляет собой железо и неизбежные примеси, образующиеся в результате плавления,
при этом холоднокатаный стальной лист имеет структуру, состоящую в поверхностной части из следующего:
- от 8 до 50% остаточного аустенита,
- по большей мере, 80% межкритического феррита, при этом зёрна феррита, при их наличии, имеют средний размер, по большей мере, 1,5 мкм, и
- по большей мере, 1% цементита, при этом частицы цементита, при их наличии, имеют средний размер меньше 50 нм,
- мартенсита и/или бейнита.
В рамках одного из вариантов осуществления структура содержит в поверхностной части, по меньшей мере, 10% межкритического феррита.
В другом варианте осуществления структура в поверхностной части состоит из следующего:
- от 8 до 50% остаточного аустенита,
- по большей мере, 1% цементита, при этом частицы цементита, при их наличии, имеют средний размер меньше 50 нм,
- мартенсита и/или бейнита.
В определённом варианте осуществления мартенсит состоит из отпущенного мартенсита и/или свежего мартенсита.
В первой вариации указанного варианта осуществления структура в поверхностной части состоит из следующего:
- от 8% до 50% остаточного аустенита, имеющего среднее содержание элемента C, по меньшей мере, 0,4% и среднее содержание элемента Mn, по меньшей мере, 1,3*Mn%, при этом Mn% обозначает среднее содержание Mn в составе стали,
- от 40% до 80% межкритического феррита,
- по большей мере, 15% мартенсита и/или бейнита, и
- по большей мере, 0,3% цементита, при этом частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
Во второй вариации указанного варианта осуществления структура в поверхностной части состоит из следующего:
- от 8% до 30% остаточного аустенита, имеющего среднее содержание элемента C, по меньшей мере, 0,4%,
- от 70% до 92% мартенсита и/или бейнита, и
- по большей мере, 1% цементита, при этом частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
В другом варианте осуществления структура в поверхностной части состоит из следующего:
- по большей мере, 45% межкритического феррита,
- от 8% до 30% остаточного аустенита,
- разделенного мартенсита,
- по большей мере, 8% свежего мартенсита, и
- по большей мере, 1% цементита, при этом частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
В первой вариации указанного варианта осуществления структура в поверхностной части состоит из следующего:
- от 10% до 45% межкритического феррита,
- от 8% до 30% остаточного аустенита,
- разделенного мартенсита,
- по большей мере, 8% свежего мартенсита и
- по большей мере, 0,3% цементита, при этом частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
Во второй вариации варианта осуществления структура в поверхностной части состоит из следующего:
- от 8% до 30% остаточного аустенита,
- разделенного мартенсита,
- по большей мере, 8% свежего мартенсита и
- по большей мере, 1% цементита, при этом частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
Предпочтительно, содержание элемента Si в данной композиции составляет, по большей мере, 1,4%.
Далее изобретение будет подробно описано и проиллюстрировано примерами без введения ограничений, со ссылкой на прилагаемые фигуры, в числе которых:
- Фигура 1 представляет собой микрофотографию, иллюстрирующую структуру сравнительного горячекатаного и подвергнутого отжигу в периодическом режиме стального листа,
- Фигура 2 представляет собой микрофотографию, иллюстрирующую структуру горячекатаной стали, подвергнутой непрерывному отжигу согласно настоящему изобретению,
- Фигура 3 представляет собой график сравнения механических свойств холоднокатаного и термообработанного стального листа, полученного либо из горячекатаного и подвергнутого периодическому отжигу стального листа, либо из горячекатаного и подвергнутого непрерывному отжигу стального листа.
Согласно изобретению, содержание углерода составляет от 0,1% до 0,4%. Углерод является элементом, стабилизирующим аустенит. При содержании ниже 0,1% трудно достигать высоких уровней прочности при растяжениии. Если содержание углерода составляет больше 0,4%, снижается прокатываемость в холодном состоянии и становится слабой свариваемость. Предпочтительно, содержание углерода составляет от 0,1% до 0,2%.
Содержание марганца составляет от 3,5% до 8,0%. Марганец обеспечивает упрочнение твёрдого раствора и оказывает утончающее воздействие на микроструктуру. Следовательно, марганец способствует повышению прочности при растяжении. При содержании выше 3,5%, Mn используют для обеспечения важной стабилизации аустенита в микроструктуре на протяжении всего процесса изготовления и в конечной структуре. В частности, при содержании Mn выше 3,5%, может достигаться конечная структура холоднокатаного и термообработанного стального листа, содержащего, по меньшей мере, 8% остаточного аустенита. В дополнение к этому, вследствие стабилизации остаточного аустенита элементом Mn может достигаться высокая пластичность. При содержании выше 8,0% становится слабой свариваемость, одновременно при этом сегрегации и включения ухудшают стойкость к разрушениям.
Кремний является очень эффективным для повышения прочности через посредство твёрдого раствора и для стабилизации аустенита. Кроме того, кремний задерживает образование цементита при охлаждении путём существенного замедления осаждения карбидов. Это следует из того, что растворимость кремния в цементите является очень низкой и что Si повышает активность углерода в аустенитe. С учётом вышесказанного, любому образованию цементита будет предшествовать стадия, на которой Si вытесняется на границу раздела. Следовательно, обогащение аустенита углеродом приводит к его стабилизации при комнатной температуре.
По этой причине содержание Si составляет, по меньшей мере, 0,1%. Однако содержание Si ограничивается 1,5%, поскольку за пределами указанной величины слишком сильно возрастают усилия при прокатке и затрудняется процесс горячей прокатки. Снижается также прокатываемость в холодном состоянии. В дополнение к этому, при слишком высоком его содержании на поверхности образуются оксиды кремния, что ухудшает пригодность стали для нанесения покрытия.
Предпочтительно, содержание Si составляет, по большей мере, 1,4%. Действительно, содержание Si, по большей мере, 1,4% уменьшает или даже подавляет появление красной окалины (называемой также тигровыми полосами), вызываемое наличием файялита (Fe2SiO4), при горячей прокатке.
Алюминий является очень эффективным элементом для раскисления стали в жидкой фазе в ходе глубокой обработки. Предпочтительно, содержание Al составляет не менее 0,003% с целью достижения достаточной степени раскисления стали в жидком состоянии.
Кроме того, подобно Si, Al стабилизирует остаточный аустенит и задерживает образование цементита при охлаждении. Однако содержание Al составляет не выше 3% во избежание появления включений, проблем окисления и для обеспечения прокаливаемости материала.
Сталь согласно изобретению может содержать, по меньшей мере, один элемент, выбранный из молибдена и хрома.
Молибден повышает прокаливаемость, стабилизирует удерживаемый аустенит и уменьшает центральную сегрегацию, которая может формироваться в результате наличия марганца и которая является вредной для формуемости. При содержании выше 0,5% Mo может образовывать слишком много карбидов, что может быть вредным для пластичности.
В случае, когда Mo не добавляют, сталь, тем не менее, может содержать, по меньшей мере, 0,001% Mo в виде примеси. В случае добавления Mo его содержание обычно составляет величину, равную 0,05% или выше.
Хром повышает закаляемость стали и способствует достижению высокой прочности при растяжении. Допускается максимум 1% хрома. Действительно, выше 1% заметен эффект насыщения, и добавление Cr является и бесполезным, и дорогостоящим. В случае добавления Cr его содержание обычно составляет, по меньшей мере, 0,01%. Если не осуществляют намеренного добавления Cr, его содержимое может присутствовать в виде примеси, при содержании до 0,001%.
Микролегирующие элементы, такие как титан, ниобий и ванадий можно добавлять в количественном содержании, по большей мере, 0,1% Ti, по большей мере, 0,1% Nb и, по большей мере, 0,2% V с целью достижения дополнительного упрочнения при дисперсионном осаждении. В частности, титан и ниобий используют для контролирования размера зерна в течение отверждения.
В случае добавления Nb его содержание предпочтительно составляет, по меньшей мере, 0,01%. При содержании выше 0,1% достигается эффект насыщения, и добавление более 0,1% Nb является и бесполезным, и дорогостоящим.
При добавлении Ti его содержание предпочтительно составляет, по меньшей мере, 0,015%. В случае, когда содержание Ti составляет от 0,015% до 0,1%, осаждение происходит при очень высокой температуре в форме TiN, а затем, при более низкой температуре, в форме мелкозернистого TiC, что в результате приводит к упрочнению. Кроме того, когда в дополнение к бору добавляют титан, последний предотвращает объединение бора с азотом, при этом азот соединяется с титаном. Следовательно, в случае добавления бора содержание титана предпочтительно составляет выше 3,42 N. Однако содержание Ti должно оставаться равным 0,1% или ниже во избежание осаждения крупнозернистых осадков TiN, повышающих твёрдость горячекатаного стального листа и холоднокатаного стального листа в процессе изготовления.
Необязательно, состав стали включает в себя бор для повышения закаляемости стали. При добавлении B его содержание выше 0,0002%, а предпочтительно выше 0,0005% или равное указанной величине, вплоть до 0,004%. Действительно, выше такого предела предполагается уровень насыщения в отношении прокаливаемости.
Сера, фосфор и азот, как правило, присутствуют в составе стали в виде примесей.
Содержание азота обычно составляет, по меньшей мере, 0,002%. Содержание азота должно составлять, по большей мере, 0,013% с тем, чтобы предотвращать образование крупнозернистых осадков TiN и/или AlN, ухудшающих пластичность.
В отношении серы отметим, что при содержании выше 0,003% пластичность снижается вследствие присутствия избыточных сульфидов, таких как MnS, в частности, испытания на раздачу отверстия показывают более низкие значения в присутствии таких сульфидов.
Фосфор является элементом, который затвердевает в твёрдом раствое, но который ухудшает точечную свариваемость и пластичность в горячем состоянии, конкретно, вследствие его склонности к сегрегации на границах зёрен или совместной сегрегации с марганцем. По этим причинам его содержание должно ограничиваться 0,015% с целью достижения хорошей точечной свариваемости.
Остальное составляет железо и неизбежные примеси. Такая примесь может включать в себя, по большей мере, 0,03% Cu и, по большей мере, 0,03% Ni.
Способ согласно изобретению относится к получению горячекатаного и отожжённого стального листа, характеризующегося высокой прокатываемостью в холодном состоянии, наряду с высокой вязкостью, и подходящего для производства холоднокатаного и термообработанного стального листа, обладающего очень хорошим сочетанием пластичности и прочности.
Способ согласно изобретению относится к изготовлению такого холоднокатаного и термообработанного стального листа.
Авторы настоящего изобретения исследовали проблемы низкой вязкости горячекатаных и подвергнутых отжигу в периодическом режиме стальных листов, а также ухудшенных механических свойств холоднокатаных и термообработанных стальных листов, изготовленных из таких горячекатаных и подвергнутых отжигу в периодическом режиме стальных листов, по сравнению с листами, которые не были бы подвергнуты отжигу, и обнаружили, что указанные проблемы проистекают из четырёх основных факторов.
Конкретно, данные авторы обнаружили, что отжиг в периодическом режиме приводит к образованию крупнозернистого цементита, высокообогащённого марганцем, который, следовательно, сильно стабилизируется в горячекатаном и подвергнутом периодическому отжигу стальном листе. Авторы настоящего изобретения дополнительно обнаружили, что цементит, стабилизированный таким образом, неполностью растворяется в ходе последующей стандартной термообработки холоднокатаного стального листа. Следовательно, часть Mn стали остаётся увлечённой в цементит, при этом его влияние на прочность и пластичность стали подавляется таким образом.
Авторы настоящего изобретения дополнительно обнаружили, что отжиг в периодическом режиме также приводит к укрупнению структуры горячекатаного и подвергнутого периодическому отжигу стального листа, что в результате приводит к укрупнению конечной структуры холоднокатаного и термообработанного стального листа и ухудшает механические свойства.
В дополнение к этому, авторы изобретения обнаружили, что микролегирующие элементы, которые можно включать в состав стали, особенно Nb, осаждаются на ранней стадии в ходе отжига в периодическом режиме в виде крупнозернистых осадков, которые не придают твёрдости стали, и, следовательно, больше не пригодны для обеспечения упрочнения при дисперсионном осаждении в ходе последующей термообработки холоднокатаного стального листа.
Наконец, авторы изобретения обнаружили, что отжиг в периодическом режиме осуществляют при температуре и в течение периода времени, которые обусловливают отпускную хрупкость, приводящую к низкой вязкости горячекатаного и отожжённого в периодическом режиме стального листа.
С целью решения указанных проблем авторы настоящего изобретения осуществили эксперименты при повышении температуры отжига в периодическом режиме выше температуры Ae1 превращения сталей.
Однако авторы изобретения обнаружили, что применение более высоких температур отжига в периодическом режиме, хотя и ограничивает образование цементита, обогащённого элементом Mn, в результате приводит к укрупнению микроструктуры, ухудшая таким образом конечные свойства холоднокатаного и термообработанного стального листа.
Исходя из полученных сведений, авторы настоящего изобретения обнаружили, что прокатываемость в холодном состоянии и вязкость можно значительно улучшать при одновременном обеспечении конечных свойств холоднокатаных и термообработанных стальных листов, если горячекатаный стальной лист отжигать таким образом, чтобы он имел микроструктуру, заключающую в себе:
- феррит, со средним размером зерна, по большей мере, 3 мкм,
- по большей мере, 30% аустенита,
- по большей мере, 8% свежего мартенсита, и
- цементит, имеющий среднее содержание Mn ниже 25%.
Доля свежего мартенсита, составляющая, по большей мере, 8%, делает возможным достижение высокой вязкости горячекатаного и отожжённого стального листа.
В частности, авторы изобретения выполнили эксперименты при осуществлении отжига горячекатаных стальных листов, изготовленных из сталей нескольких составов, в различных условиях, приводящих к варьированию содержания фракций аустенита и свежего мартенсита после охлаждения до комнатной температуры, и определили величину работы разрушения стальных листов, полученных таким путём, в испытаниях по Шарпи при 20°C.
На основе указанных экспериментов авторы изобретения обнаружили, что работа разрушения листов по Шарпи является возрастающей функцией температуры отжига и убывающей функцией фракции свежего мартенсита. Кроме того, авторы изобретения обнаружили, что высокое значение работы разрушения листов по Шарпи, по меньшей мере, 50 Дж/см2 при 20°C, достигается, если горячекатаный и отожжённый стальной лист содержит долю свежего мартенсита, составляющую, по большей мере, 8%.
Кроме того, цементит, имеющий среднее содержание Mn ниже 25%, подразумевает, что растворение цементита облегчается в ходе конечной термообработки холоднокатаного стального листа, и это повышает пластичность и прочность на дальнейших стадиях обработки. В отличие от этого, цементит со средним содержанием Mn выше 25% будет приводить к ухудшению механических свойств холоднокатаного и термообработанного стального листа, полученного из горячекатаного и отожжённого стального листа.
В дополнение к этому, наличие среднего размера ферритного зерна, по большей мере, 3 мкм позволяет получать холоднокатаный и термообработанный стальной лист, имеющий очень тонкую микроструктуру, и улучшать его механические свойства.
Авторы настоящего изобретения дополнительно обнаружили, что вышеупомянутая микроструктура позволяет достигать твёрдости горячекатаного и отожжённого стального листа ниже 400 HV, обеспечивая удовлетворительную прокатываемость горячекатаного и отожжённого стального листа в холодном состоянии.
Авторы изобретения обнаружили, что указанная микроструктура и указанные свойства горячекатаного и отожжённого стального листа достигаются путём осуществления непрерывного отжига горячекатаного стального листа при температуре TICA непрерывного отжига, находящейся в диапазоне от минимальной температуры TICA мин= 650°C непрерывного отжига до максимальной температуры TICA макс непрерывного отжига, которая является температурой, после нагревания при которой образуется 30% аустенита, и в течение периода времени, составляющего от 3 с до 3600 с, с последующим охлаждением горячекатаного стального листа в конкретных условиях охлаждения.
В частности, авторы изобретения обнаружили, что вследствие высокой температуры TICA непрерывного отжига период времени отжига, по большей мере, 3600 с является достаточным для достижения адекватного отпуска структуры, улучшая таким путём прокатываемость горячекатаного и отожжённого стального листа в холодном состоянии при одновременном исключении укрупнения структуры.
Кроме того, отжиг листа при температуре выше 650°C позволяет смягчать горячекатаный стальной лист, ограничивая обогащение частиц цементита элементом Mn величиной ниже 25% и ограничивая осаждение микролегирующих элементов, при их наличии, а также предотвращая укрупнение таких осадков, сохраняя таким образом влияние C, Mn и микролегирующих элементов на конечные механические свойства. Он также ограничивает сегрегацию охрупчивающих примесей, подобных P, на границах зёрен.
Далее способ изготовления будет описан подробно.
Способ получения стали согласно изобретению включает в себя разливку стали с химическим составом в соответствии с изобретением.
Разлитую сталь повторно нагревают до температуры Tповт. нагр., составляющей от 1150°C до 1300°C.
Когда температура Tповт. нагр. повторного нагрева сляба составляет ниже 1150°C, слишком сильно возрастают усилия при прокатке и затрудняется процесс горячей прокатки.
При температуре выше 1300°C окисление протекает очень интенсивно, что приводит к потере на окалину и разрушению поверхности.
Осуществляют горячую прокатку повторно нагретого сляба при температуре от 1250°C до 800°C, при этом последний пропуск горячего проката имеет место при конечной температуре TКТП прокатки, равной 800°C или выше.
Если конечная температура TКТП прокатки ниже 800°C, снижается обрабатываемость в горячем состоянии.
После горячей прокатки сталь охлаждают со скоростью Vc1 охлаждения, составляющей от 1°C/с до 150°C/с, до температуры Tсмат. сматывания в рулон, равной 650°C или ниже. При скорости ниже 1°C/с образуется слишком крупнозернистая микроструктура и ухудшаются конечные механические свойства. При скорости выше 150°C/с процесс охлаждения трудно контролировать.
Температура Tсмат. сматывания в рулон должна быть равна 650°C или ниже. Если температура сматывания составляет выше 650°C, под окалиной протекает глубокое межзёренное окисление, что приводит к ухудшению свойств поверхности.
После сматывания в рулон горячекатаный стальной лист предпочтительно подвергают травлению.
Затем осуществляют непрерывный отжиг горячекатаного стального листа, т.е. несмотанный горячекатаный стальной лист претерпевает термообработку при непрерывном перемещении внутри печи.
Горячекатаный стальной лист подвергают непрерывному отжигу при температуре TICA непрерывного отжига, находящейся в диапазоне от минимальной температуры TICA мин = 650°C непрерывного отжига до максимальной температуры TICA макс непрерывного отжига, которая является температурой, при которой во время нагревания образуется 30% аустенита, и в течение периода времени, составляющего от 3 с до 3600 с.
В указанных условиях микроструктура стали, сформировавшаяся в ходе непрерывного отжига, перед охлаждением до комнатной температуры состоит из:
- феррита,
- менее 30% аустенита
- цементита, имеющего среднее содержание Mn ниже 25%.
Если температура непрерывного отжига ниже 650°C, смягчение посредством выделения микроструктуры в ходе обработки в виде непрерывного отжига является недостаточным, так что твёрдость горячекатаного и отожжённого стального листа составляет выше 400 HV. Температура непрерывного отжига ниже 650°C также усиливает сегрегацию охрупчивающих элементов, подобных P, на границах зёрен и приводит к низким значениям вязкости, что является критичным для дальнейшей обработки стальных листов.
Если температура непрерывного отжига выше TICA макс, будет формироваться слишком большая доля аустенита в ходе непрерывного отжига, что в результате может привести к недостаточной стабилизации аустенита и образованию более 8% свежего мартенсита при охлаждении.
Если период времени непрерывного отжига менее 3 с, твёрдость горячекатаного и отожжённого стального листа будет слишком высокой, конкретно, выше 400 HV, так что его прокатываемость в холодном состоянии будет неудовлетворительной. Период времени непрерывного отжига предпочтительно составляет, по меньшей мере, 200 с.
Если период времени непрерывного отжига больше 3600 с, микроструктура укрупняется; в частности, зерна феррита имеют средний размер больше 3 мкм. Предпочтительно, период времени непрерывного отжига составляет, по большей мере, 500 с.
Аустенит, который может образовываться в ходе отжига, обогащается углеродом и марганцем, конкретно, он имеет среднее содержание Mn, по меньшей мере, 1,3*Mn%, при этом Mn% обозначает содержание Mn в стали, и среднее содержание C, по меньшей мере, 0,4%.
Следовательно, аустенит сильно стабилизируется.
Затем горячекатаный стальной лист охлаждают от температуры TICA отжига до комнатной температуры, со средней скоростью VICA охлаждения в диапазоне от 600°C до 350°C, составляющей, по меньшей мере, 1°C/с. При этом условии отпускная хрупкость ограничивается.
Если скорость охлаждения от 600°C до 350°C ниже 1°C/с, в горячекатаном и отожжённом стальном листе происходит сегрегация, усиливающая отпускную хрупкость, так что его прокатываемость в холодном состоянии не является удовлетворительной.
Горячекатаный и отожжённый стальной лист, полученный таким образом, имеет структуру, состоящую из:
- феррита,
- по большей мере, 30% аустенита,
- по большей мере, 8% свежего мартенсита,
- цементита, имеющего среднее содержание Mn меньше 25%.
Доля свежего мартенсита, составляющая, по большей мере, 8%, достигается вследствие стабилизации аустенита элементом Mn, который при охлаждении, следовательно, не превращается в свежий мартенсит или превращается в него лишь в небольшой степени.
Удерживаемый аустенит горячекатаного и отожжённого стального листа имеет среднее содержание Mn, по меньшей мере, 1,3*Mn%, где Mn% обозначает содержание Mn в стали, и имеет среднее содержание C, по меньшей мере, 0,4%.
Отпускную обработку, необязательно, выполняют так, чтобы дополнительно ограничить долю свежего мартенсита.
В дополнение к этому, зёрна феррита имеют средний размер, по большей мере, 3 мкм. Действительно, непрерывный отжиг, осуществляемый в течение относительно короткого периода времени, по сравнению с отжигом в периодическом режиме, не приводил к укрупнению структуры, а, следовательно, он позволяет получать горячекатаный и отожжённый лист, имеющий очень тонкую структуру.
На данной стадии улучшались прокатываемость горячекатаного и отожжённого листа в холодном состоянии и вязкость, по сравнению с горячекатаным стальным листом до отжига. В дополнение к этому, горячекатаный и отожжённый стальной лист подходит для получения холоднокатаного и термообработанного стального листа, имеющего очень хорошие механические свойства, конкретно, высокую пластичность и прочность.
В частности, горячекатаный и отожжённый лист имеет твёрдость по Виккерсу ниже 400 HV и, следовательно, характеризуется очень хорошей прокатываемостью в холодном состоянии.
В дополнение к этому, горячекатаный и отожжённый стальной лист характеризуется величиной работы разрушения листов по Шарпи при 20°C, составляющей, по меньшей мере, 50 Дж/см2. С учётом вышесказанного, горячекатаный и отожжённый стальной лист характеризуется очень хорошей технологичностью, и риск разрыва полосы при дополнительной обработке сильно снижается, по сравнению с горячекатаными стальными листами, если бы они были подвергнуты отжигу в периодическом режиме. Кроме того, авторы изобретения обнаружили, что величина работы разрушения горячекатаного и отожжённого стального листа по Шарпи больше не только соответствующей величины горячекатаных и подвергнутых отжигу в периодическом режиме стальных листов, но и также, как правило, больше величины работы разрушения по Шарпи горячекатаного стального листа, из которого был получен горячекатаный и отожжённый стальной лист.
После охлаждения до комнатной температуры горячекатаный и отожжённый стальной лист, необязательно, подвергают травлению. Однако данную стадию можно исключить. Действительно, вследствие короткой продолжительности непрерывного отжига, в течение него не происходит внутреннего окисления или оно имеет место в небольшой степени. Предпочтительно, горячекатаный и отожжённый стальной лист подвергают травлению на указанной стадии, если не осуществляли травления между горячей прокаткой и непрерывным отжигом.
Затем выполняют холодную прокатку горячекатаного стального листа, при этом для получения холоднокатаного стального листа степень обжатия при холодной прокатке составляет от 30% до 70%. Степень ниже 30% не благоприятствует рекристаллизации в течение последующей термообработки, что может ухудшать пластичность холоднокатаного стального листа после термообработки. При степени выше 70% существует риск растрескивания кромок во время холодной прокатки.
После этого холоднокатаный стальной лист подвергают термообработке на линии непрерывного отжига для получения холоднокатаного и термообработанного стального листа.
Термообработку, выполняемую в отношении холоднокатаного стального листа, выбирают в зависимости от заданных конечных механических свойств.
В любом случае термообработка заключает в себе стадии нагревания холоднокатаного стального листа до температуры Tотжига отжига, составляющей от 650°C до 1000°C, и выдерживания холоднокатаного стального листа при температуре Tотжига отжига в течение периода времени tотжига отжига, составляющего от 30 с до 10 мин.
В дополнение к этому, температура Tотжига отжига является такой, что структура, образующаяся при отжиге, содержит, по меньшей мере, 8% аустенита.
Если температура отжига ниже 650°C, в структуре при отжиге будет образовываться цементит, что приведёт к ухудшению механических свойств холоднокатаного и термообработанного стального листа.
Температура Tотжига отжига составляет, по большей мере, 1000°C в целях ограничения укрупнения аустенитных зёрен.
Скорость Vr повторного нагревания до температуры Tотжига отжига предпочтительно составляет от 1°C/с до 200°C/с.
Согласно первому варианту осуществления отжиг представляет собой межкритический отжиг, при этом температура Tотжига отжига ниже Ae3 и такая, что структура, образующаяся при отжиге, содержит, по меньшей мере, 8% аустенита.
Согласно второму варианту осуществления температура Tотжига отжига выше или равна Ae3 с целью получения при отжиге структуры, состоящей из аустенита и, по большей мере, 1% цементита.
В первом варианте осуществления по окончании выдерживания при температуре отжига, аустенит имеет содержание C, по меньшей мере, 0,4% и среднее содержание Mn, по меньшей мере, 1,3*Mn%.
Затем холоднокатаный и отожжённый стальной лист охлаждают до комнатной температуры, либо непосредственно, т.е. без какой-либо стадии выдерживания, отпуска или повторного нагревания между температурой Tотжига отжига и комнатной температурой, либо опосредованно, т.е. со стадиями выдерживания, отпуска и/или повторного нагревания, для получения холоднокатаного и термообработанного стального листа.
В любом случае холоднокатаный и термообработанный стальной лист имеет структуру (далее в настоящем документе конечную структуру), заключающую в себе:
- от 8% до 50% остаточного аустенита,
- мартенсит, который может включать в себя свежий мартенсит и/или отделённый или отпущенный мартенсит, и, необязательно, бейнит,
- по большей мере, 80% межкритического феррита, и
- по большей мере, 1% цементита.
Удерживаемый аустенит обычно имеет среднее содержание C, по меньшей мере, 0,4% и, как правило, среднее содержание Mn, по меньшей мере, 1,3*Mn%.
За счёт того, что содержание Mn в цементите составляет, по большей мере, 25% в микроструктуре горячекатаного и отожжённого стального листа, цементит легко растворяется при отжиге. В зависимости от проводимой термообработки, в конечной структуре может оставаться небольшая доля цементита. Однако доля цементита в конечной структуре будет в любом случае оставаться ниже 1%. В дополнение к этому, частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
Мартенсит может содержать свежий мартенсит и отделённый мартенсит или отпущенный мартенсит.
Как объясняется более подробно ниже, отделённый мартенсит имеет среднее содержание C строго ниже номинального содержания C в стали. Указанное низкое содержание C является результатом отделения углерода от мартенсита, образовавшегося при закалке ниже температуры Ms стали, в аустенит во время выдерживания при температуре TP разделения, составляющей от 350°C до 500°C.
В отличие от этого, отпущенный мартенсит имеет среднее содержание C, равное номинальному содержанию C в стали. Отпущенный мартенсит формируется в результате отпуска мартенсита, образовавшегося при закалке ниже температуры Ms стали.
Отделённый мартенсит можно отличить от отпущенного мартенсита и свежего мартенсита на срезе, отполированном и протравленном реагентом, известным в таком качестве, например, реагентом ниталь, на срезе, наблюдаемом при помощи методов сканирующей электронной микроскопии (СЭМ) и дифракции обратно-рассеянных электронов (ДОЭ).
Данная структура может заключать в себе бейнит, конкретно, бейнит без карбидов, содержащий менее 100 единиц карбидов на единичную поверхность, равную 100 мм2.
Доля феррита зависит от температуры отжига в ходе термообработки.
Феррит, в случае присутствия в конечной структуре, является межкритическим ферритом.
С учётом вышесказанного, феррит, в случае присутствия, передаётся из структуры горячекатаного и отожжённого стального листа, который затем подвергается холодной прокатке и рекристаллизуется. В результате, феррит имеет средний размер зерна, по большей мере, 1,5 мкм.
Далее будут описаны более подробно предпочтительные виды термообработки, осуществляемые в отношении холоднокатаных стальных листов.
В первом предпочтительном варианте термообработки, после выдерживания при температуре Tотжига отжига ниже или выше температуры Ae3, холоднокатаный стальной лист охлаждают до комнатной температуры со скоростью Vc2 охлаждения, составляющей от 1°C/с до 70°C/с.
Холоднокатаный стальной лист охлаждают со скоростью Vc2 охлаждения до комнатной температуры или охлаждают со скоростью Vc2 охлаждения до температуры TВ выдерживания, составляющей от 350°C до 550°C, и выдерживают при температуре TВ выдерживания в течение периода времени от 10 с до 500 с. Было показано, что такая термическая обработка, которая, например, облегчает нанесение Zn покрытия способом горячего окунания, не оказывает влияния на конечные механические свойства. После необязательного выдерживания при температуре TВ выдерживания холоднокатаный стальной лист охлаждают до комнатной температуры со скоростью Vc3 охлаждения, составляющей от 1°C/с до 70°C/с.
Необязательно, после охлаждения до комнатной температуры холоднокатаный и термообработанный стальной лист отпускают при температуре Tt, составляющей от 170 до 450°C в течение периода времени tt отпуска, составляющего от 10 до 1200 с.
Указанная обработка создаёт условия для отпуска мартенсита, который может образовываться при охлаждении до комнатной температуры после отжига. Таким образом, твёрдость мартенсита снижается, а пластичность повышается. При температуре ниже 170°C отпускная обработка не является достаточно эффективной. Выше 450°C становится высокой потеря прочности, а баланс прочности и пластичности больше не улучшается.
Структура холоднокатаного и термообработанного стального листа, полученного с использованием первого предпочтительного варианта термообработки, в поверхностной части состоит из следующего:
- от 8% до 50% остаточного аустенита, имеющего среднее содержание C, по меньшей мере, 0,4%,
- по большей мере, 80% межкритического феррита,
- по большей мере, 92% мартенсита и/или бейнита,
- по большей мере, 1% цементита.
Мартенсит состоит из отпущенного мартенсита и/или свежего мартенсита.
Данная структура может заключать в себе бейнит, конкретно, бейнит без карбидов, содержащий менее 100 единиц карбидов на единичную поверхность, составляющую 100 мм2.
Средний размер частиц цементита меньше 50 нм.
Величины долей феррита и аустенита зависят от температуры отжига в течение термообработки.
В первом варианте первого предпочтительного вида термообработки температура Tотжига отжига ниже температуры Ae3, а предпочтительно такая, чтобы структура, образующаяся при отжиге, содержала от 40% до 80% феррита.
В результате осуществления указанного первого варианта конечная структура в поверхностной части предпочтительно содержит:
- от 8% до 50% остаточного аустенита, имеющего среднее содержание C, по меньшей мере, 0,4% и среднее содержание Mn, по меньшей мере, 1,3*Mn%,
- от 40% до 80 % межкритического феррита, при этом зёрна феррита имеют средний размер, по большей мере, 1,5 мкм,
- по большей мере, 15% мартенсита (состоящего из отпущенного мартенсита и/или свежего мартенсита) и/или бейнита,
- по большей мере, 0,3% цементита, при этом частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
Во втором варианте первого предпочтительного вида термообработки температура отжига выше температуры Ae3 или равна ей.
В указанном втором варианте конечная структура состоит из следующего:
- от 8% до 30% остаточного аустенита, имеющего среднее содержание C, по меньшей мере, 0,4%,
- от 70% до 92% мартенсита (состоящего из отпущенного мартенсита и/или свежего мартенсита) и/или бейнита,
- по большей мере, 1% цементита, при этом частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
Во втором предпочтительном виде термообработки холоднокатаный стальной лист подвергают процессу закалки и разделения.
Для этого, после выдерживания при температуре Tотжига отжига холоднокатаный стальной лист закаляют в диапазоне от температуры Tотжига отжига до температуры QT закалки, которая ниже температуры Ms превращения аустенита, со скоростью Vc4 охлаждения, вполне достаточной для исключения образования феррита и перлита при охлаждении.
Скорость Vc4 охлаждения до температуры QT закалки предпочтительно составляет, по меньшей мере, 2°C/с.
В течение указанной стадии закалки аустенит частично превращается в мартенсит.
Температура закалки выбрана в диапазоне от Mf+20°C до Ms-20°C, в зависимости от желаемой конечной структуры, особенно, от долей разделенного мартенсита и остаточного аустенита, желаемых в конечной структуре. Специалист в данной области техники знает, как определять начальную и конечную температуры Ms и Mf превращения аустенита для каждого конкретного состава стали и каждой структуры методом дилатометрии.
Если температура QT закалки ниже Mf+20°C, доля разделенного мартенсита в конечной структуре слишком велика. Кроме того, если температура закалки QT выше Ms-20°C, доля разделенного мартенсита в конечной структуре слишком мала, так что не будет достигаться высокая пластичность.
Специалист в данной области техники знает, как определять температуру закалки, адекватную для получения желаемой структуры.
Холоднокатаный стальной лист необязательно выдерживают при температуре QT закалки в течение периода времени tQ выдерживания, составляющего от 2 с до 200 с, предпочтительно от 3 с до 7 с для того, чтобы избежать образования эпсилон-карбидов в мартенсите, что привело бы к снижению пластичности стали.
Затем холоднокатаный стальной лист повторно нагревают до температуры TP разделения, составляющей от 350°C до 500°C, и поддерживают при температуре TP разделения в течение периода времени tP разделения, составляющего от 3 с до 1000 с. В продолжение указанной стадии разделения углерод диффундирует из мартенсита в аустенит, посредством чего достигается обогащение аустенита углеродом C.
Если температура TP разделения выше 500°C или ниже 350°C, удлинение конечного продукта не является удовлетворительным.
Необязательно, на холоднокатаный стальной лист наносят покрытие методом горячего окунания в ванне при температуре, например, равной 480°C или ниже. Можно использовать любой вид покрытий и, в частности, цинк или цинковые сплавы, подобные цинк-никелевым, цинк-магниевым или цинк-магний-алюминиевым сплавам; алюминий или алюминиевые сплавы, например, алюмокремниевый сплав.
Сразу после стадии разделения или после стадии нанесения покрытия методом горячего окунания, в случае её выполнения, холоднокатаный стальной лист охлаждают до комнатной температуры для получения холоднокатаного и термообработанного стального листа. Скорость охлаждения до комнатной температуры предпочтительно выше 1°C/с, например, составляющая от 2°C/с до 20°C/с.
Конечная структура холоднокатаного и термообработанного стального листа, полученного при помощи второй предпочтительной термообработки, зависит главным образом от температуры Tотжига отжига и температуры QT закалки.
Тем не менее, структура холоднокатаного и термообработанного стального листа, полученного таким путём, в поверхностной части обычно состоит из следующего:
- от 8% до 30% остаточного аустенита,
- по большей мере, 45% межкритического феррита,
- разделенного мартенсита,
- по большей мере, 8% свежего мартенсита,
- по большей мере, 1% цементита.
Удерживаемый аустенит обогащён углеродом, конкретно, имеет среднее содержание C, по меньшей мере, 0,4%.
Феррит, при его наличии, является межкритическим ферритом и имеет средний размер зерна, по большей мере, 1,5 мкм.
Доля свежего мартенсита в структуре равна 8% или ниже. Действительно, доля свежего мартенсита выше 8% ухудшала бы коэффициент раздачи отверстия HER.
В условиях указанной второй предпочтительной термообработки может образовываться небольшая доля цементита при охлаждении от температуры отжига и в ходе разделения. Однако доля цементита в конечной структуре в любом случае будет оставаться ниже 1%, а средний размер частиц цементита в конечной структуре остаётся меньше 50 нм.
В первой вариации второго предпочтительного варианта осуществления температура Tотжига отжига является такой, что после отжига холоднокатаный стальной лист имеет структуру, состоящую в поверхностной части из следующего:
- от 10% до 45 % феррита,
- аустенита и
- по большей мере, 0,3% цементита, при этом частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
В условиях указанной первой вариации конечная структура предпочтительно содержит в поверхностной части следующее:
- от 10% до 45% межкритического феррита, имеющего средний размер зерна, по большей мере, 1,5 мкм,
- от 8% до 30% остаточного аустенита,
- отделённый мартенсит,
- по большей мере, 8% свежего мартенсита и
- по большей мере, 0,3% цементита, при этом частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
Удерживаемый аустенит обогащается элементами Mn и C. Конкретно, среднее содержание C в удерживаемом аустенитe составляет, по меньшей мере, 0,4%, а среднее содержание Mn в удерживаемом аустените составляет, по меньшей мере, 1,3*Mn%.
Во второй вариации второго предпочтительного варианта осуществления температура Tотжига отжига равна температуре Ae3 или выше, так что после отжига холоднокатаный стальной лист имеет структуру, состоящую из аустенита и, по большей мере, 0,3% цементита.
В условиях указанной второй вариации температура QT закалки предпочтительно выбрана так, чтобы сразу после закалки получать структуру, состоящую, по большей мере, из следующих компонентов: от 8% до 30% аустенита, по большей мере, 92% мартенсита и, по большей мере, 1% цементита.
В условиях указанной второй вариации конечная структура в поверхностной части состоит из следующего:
- от 8% до 30% остаточного аустенита,
- разделенного мартенсита,
- по большей мере, 8% свежего мартенсита и
- по большей мере, 1% цементита, при этом частицы цементита, при их наличии, имеют средний размер меньше 50 нм.
Удерживаемый аустенит обогащён элементом C, при этом среднее содержание C в удерживаемом аустените составляет, по меньшей мере, 0,4%.
Характерные признаки микроструктуры, описанные выше, определяют, например, путём наблюдения микроструктуры при помощи сканирующего электронного микроскопа с полевой эмиссионной пушкой (“FEG-SEM”) при увеличении более 5000x, соединённого с устройствами дифракции обратно-рассеянных электронов («ДОЭ») и просвечивающей электронной микроскопии (ПЭМ).
Примеры:
В качестве примеров и для сравнения, были изготовлены листы, выполненные из композиций сталей согласно таблице I, при этом их содержимые части выражены в массовых процентах.
Таблица 1
(%)
(%)
(%)
(%)
(%)
(%)
(%)
(%)
(%)
(%)
(%)
(%)
В первом эксперименте стали I1, I2, I3, I6 и I7 разливали для получения слитков. Слитки повторно нагревали при температуре Tповт. нагр., равной 1250°C, освобождали от окалины и подвергали горячей прокатке при температуре выше Ar3 для получения горячекатаных сталей.
Затем горячекатаные стали охлаждали со скоростью Vc1 охлаждения, составляющей от 1°C/с до 150°C, до температуры Tсмат. сматывания и сматывали в рулон при указанной температуре Tсмат..
После этого некоторые из горячекатаных сталей подвергали либо непрерывному отжигу, либо отжигу в периодическом режиме при температуре TA отжига в течение периода времени tA отжига, затем охлаждали до комнатной температуры со средней скоростью VICA охлаждения в диапазоне от 600°C до 350°C.
Ниже в таблице 2 приведены условия изготовления горячекатаных и отожжённых стальных листов, а также доля аустенита, образовавшегося после отжига.
Таблица 2
(°C)
отжига (%)
(°C/с)






























В таблице 2 подчёркнутые значения не находятся в соответствии с изобретением, а «н.о.» означает «не определяли».
Авторы настоящего изобретения исследовали микроструктуры горячекатаных и, необязательно, отожжённых стальных листов, полученных таким образом, при помощи сканирующего электронного микроскопа с полевой эмиссионной пушкой (“FEG-SEM”) при увеличении 5000x, соединённого с устройствами дифракции обратно-рассеянных электронов («ДОЭ») и просвечивающей электронной микроскопии (ПЭМ).
Конкретно, авторы изобретения определяли размер зерна феррита, долю свежего мартенсита (FM) на поверхности, долю аустенита (RA) на поверхности и среднее содержание Mn в цементите (Mn% в цементите).
Далее авторы изобретения определили величину работы разрушения горячекатаных стальных листов по Шарпи при 20°C и твёрдость по Виккерсу. Характерные признаки микроструктур и механические свойства представлены ниже в таблице 3.
Таблица 3
(%)
(Дж/см2)




























В данной таблице «н.о.» означает «не определяли». Подчёркнутые значения не находятся в соответствии с изобретением.
Данные эксперименты показывают, что только когда горячекатаные стальные листы, отожжённые в условиях изобретения, имеют заданную микроструктуру, и достигаются заданные механические свойства горячекатаных и отожжённых стальных листов.
В отличие от этого, листы примеров I1A, I2A, I3A, I6A и I7A не подвергались никакому отжигу.
В результате, их твёрдость составляет выше 400 HV, так что прокатываемость указанных горячекатаных стальных листов в холодном состоянии является недостаточной.
Листы примеров I1B, I2B и I3B подвергали отжигу в периодическом режиме при температуре 500°C в течение периода времени 25200 с. Отжиг в периодическом режиме приводил к снижению твёрдости, по сравнению с листами примеров I1A, I2A и I3A, соответственно, не подвергавшимися никакому отжигу. Однако отжиг в периодическом режиме в результате приводил к уменьшению величины работы разрушения листов по Шарпи, так что технологичность листов примеров I1B, I2B и I3B является недостаточной. В дополнение к этому, отжиг в периодическом режиме в результате приводил к образованию цементита, обогащённого элементом Mn в высокой степени.
Листы примеров I1C, I2C, I3C, I6C и 7C также подвергали отжигу в периодическом режиме, при температуре 600°C в течение 25200 с. В результате отжига в периодическом режиме снижалась твёрдость листов указанных примеров, по сравнению с листами примеров I1A, I2A, I3A, I6A и I7A, соответственно, и дополнительно снижалась, по сравнению с листами примеров I1B, I2B и I3B. Однако величина работы разрушения листов по Шарпи оставалась ниже 50 Дж/см2, а отжиг в периодическом режиме приводил к образованию цементита, обогащённого элементом Mn в высокой степени.
Затем авторы настоящего изобретения осуществляли эксперименты при повышении температуры отжига в периодическом режиме до 650°C, выше температуры превращения Ae1 (примеры I1D, I2D, I3D, I6D и I7D). Указанная более высокая температура отжига в периодическом режиме в результате приводила к возрастанию величины работы разрушения листов по Шарпи и снижению среднего содержания Mn в цементите, по сравнению с листами примеров I1C, I2C, I3C, I6C и I7C, соответственно.
Тем не менее, отжиг в периодическом режиме при температуре выше Ae1 приводил к укрупнению микроструктуры, при этом размер зерна феррита составлял больше 3 мкм.
Далее авторы изобретения повышали температуру отжига в периодическом режиме до 680°C (примеры I1E и I3E). Указанное повышение температуры отжига в периодическом режиме приводило к дальнейшему возрастанию величины работы разрушения листов по Шарпи и дополнительному снижению среднего содержания Mn в цементите. Однако указанное повышение температуры отжига в периодическом режиме приводило также к дополнительному нежелательному увеличению размера зерна феррита.
Таким образом, данные примеры показывают, что, даже если отжиг в периодическом режиме снижает твёрдость горячекатаного стального листа, величина работы разрушения горячекатаных и отожжённых в периодическом режиме стальных листов по Шарпи, как правило, является недостаточной для обеспечения высокой технологичности стальных листов. В дополнение к этому, отжиг в периодическом режиме приводит в результате к нежелательному образованию цементита, обогащённого элементом Mn в высокой степени. Данные примеры дополнительно показывают, что, хотя повышение температуры отжига в периодическом режиме может приводить к возрастанию величины работы разрушения листов по Шарпи и уменьшению среднего содержания Mn в цементите, величина работы разрушения листов по Шарпи в большинстве случаев остаётся ниже заданного значения 50 Дж/см2, а повышение температуры отжига в периодическом режиме приводит к нежелательному укрупнению микроструктуры.
Лист примера I3L подвергали непрерывному отжигу, однако при этом температура непрерывого отжига составляла ниже 650°C. Как следствие, смягчение посредством выделения микроструктуры являлось недостаточным, так что твёрдость листа примера I3L составляет выше 400 HV, а величина работы разрушения листов по Шарпи является недостаточной.
Листы примеров I1G и I3Q отжигали в непрерывном режиме при такой температуре отжига, что после отжига образовывалось больше 30% аустенита. В результате, доля свежего мартенсита в горячекатаных и отожжённых стальных листах составляет выше 8%, так что твёрдость листов указанных примеров составляет выше 400 HV, а величина работы разрушения листов по Шарпи ниже 50 Дж/см2.
Листы примеров I1F, I2H, I2J, I2K, I3H, I3M, I3, I3O, I3P, I3J, I6K и I7K подвергали непрерывному отжигу в условиях изобретения. Как следствие, горячекатаные и отожжённые стальные листы характеризуются величиной работы разрушения листов по Шарпи при 20°C, составляющей, по меньшей мере, 50 Дж/см2, и твёрдостью, равной 400 HV или ниже. Следовательно, указанные горячекатаные и отожжённые стальные листы имеют удовлетворительную прокатываемость в холодном состоянии и технологичность. В дополнение к этому, микроструктура листов упомянутых примеров является такой, что средний размер зерна феррита составляет меньше 3 мкм, а среднее содержание Mn в цементите ниже 25%. Следовательно, данные горячекатаные стальные листы подходят для получения холоднокатаных и термообработанных стальных листов, обладающих очень хорошими механическими свойствами.
Исследовали микроструктуры горячекатаного и отожжённого стального листа, полученного таким путём.
Микроструктуры листов примеров I1E и I1F показаны на фигурах 1 и 2, соответственно.
Наблюдаемая на указанных фигурах микроструктура стали I1F, полученная при помощи непрерывного отжига согласно изобретению, намного тоньше микроструктуры стали I1E, полученной с помощью отжига в периодическом режиме при температуре выше Ae1.
Данные эксперименты демонстрируют, что в отличие от отжига в периодическом режиме, непрерывный отжиг согласно изобретению в результате приводит к образованию очень тонкой микроструктуры.
Авторы настоящего изобретения дополнительно осуществили эксперименты для оценки конечных свойств холоднокатаных и термообработанных сталей, полученных в результате отжига в периодическом режиме при температуре ниже Ae1 или выше Ae1, либо подвергнутых непрерывному отжигу согласно изобретению до холодной прокатки.
Конкретно, стали I1, I2, I4, I5, I6 и I7 разливали с целью получения слитков. Слитки повторно нагревали при температуре Tповт. нагр., равной 1250°C, очищали от окалины и подвергали горячей прокатке при температуре выше Ar3 для получения горячекатаной стали.
Затем горячекатаные стальные листы сматывали в рулон при температуре Tсмат.
После этого горячекатаные стальные листы подвергали отжигу либо в периодическом, либо в непрерывном режиме.
Затем горячекатаные и отожжённые стальные листы подвергали холодной прокатке со степенью обжатия при холодной прокатке, равной 50%, и подвергали различным термообработкам, включающим в себя отжиг, затем охлаждение до комнатной температуры со скоростью Vc1 охлаждения.
После этого определяли предел текучести, прочность при растяжении, однородное удлинение и коэффициент раздачи отверстия холоднокатаных и термообработанных стальных листов, полученных таким путём.
Условия изготовления и измеренные характеристики приведены в таблицах 4 и 5.
В указанных таблицах Tсмат. обозначает температуру сматывания в рулоны, а TA и tA собой температуру и период времени отжига в периодическом или непрерывном режиме, HBA относится к отжигу в периодическом режиме, ICA относится к непрерывному отжигу согласно изобретению, Tотжига является температурой отжига, tотжига является периодом времени отжига, а Vc1 является скоростью охлаждения (или условиями охлаждения).
Измеренные характеристики, приведённые в таблицах 4 и 5, представляют собой предел текучести YS, прочность при растяжении TS, однородное удлинение UE и коэффициент раздачи отверстия HER.
В данных таблицах «н.о.» означает «не определяли». Подчёркнутые значения не находятся в соответствии с изобретением.
Таблица 4
(°C)
(°C)
(мин)
(°C)
(с)
(°C/с)
(МПа)
(МПа)
(%)
(%)


дух 
дух
дух
дух
дух
дух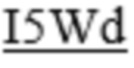
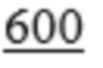




Таблица 5
(°C)
(°C)
(мин)
(°C)
(с)
(°C/с)
(с)
(МПа)
(МПа)
(%)
(%)
Характеристики примеров листов, полученных из стали I4, приведены на фигуре 3 (при этом UTS обозначает прочность при растяжении, а UEl обозначает однородное удлинение).
Каждая кривая на данной фигуре соответствует условиям отжига после горячей прокатки (чёрные квадраты: отжиг в периодическом режиме при 600°C в течение 300 мин; белые квадраты: непрерывный отжиг при 700°C в течение 2 мин), а каждая точка каждой кривой представляет информацию о прочности при растяжении и однородном удлинении, достигаемых при помощи конкретной температуры отжига; понятно, что чем выше температура отжига, тем выше прочность при растяжении.
Результаты, приведённые на фигуре 3 и в таблице 4, демонстрируют, что осуществление непрерывного отжига в соответствии с изобретением позволяет достигать улучшенного сочетания прочности при растяжении и удлинения, по сравнению с отжигом в периодическом режиме.
Таким образом, стальные листы, изготовленные согласно изобретению, можно применять с полезным эффектом для изготовления элементов конструкции транспортных средств или деталей, обеспечивающих их безопасность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОЛОДНОКАТАНЫЙ И ОТОЖЖЁННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2803955C1 |
| ХОЛОДНОКАТАНЫЙ И ТЕРМООБРАБОТАННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2775990C1 |
| ХОЛОДНОКАТАНЫЙ ОТОЖЖЁННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2809296C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2689826C1 |
| ХОЛОДНОКАТАНЫЙ И ТЕРМООБРАБОТАННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2834434C1 |
| ХОЛОДНОКАТАНЫЙ ОТОЖЖЁННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2804574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ДЕТАЛИ | 2021 |
|
RU2827343C2 |
| ВЫСОКОПРОЧНАЯ И ВЫСОКОДЕФОРМИРУЕМАЯ ЛИСТОВАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2746997C1 |
| ХОЛОДНОКАТАНЫЙ, ОТОЖЖЁННЫЙ И ПОДВЕРГНУТЫЙ ПЕРЕРАСПРЕДЕЛЕНИЮ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2812256C1 |
| ХОЛОДНОКАТАНЫЙ И ОТОЖЖЁННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2804576C1 |

Изобретение относится к способу изготовления горячекатаного и отожженного стального листа и может быть использовано в автомобильной промышленности. Способ изготовления холоднокатаного стального листа, включающий следующие стадии: разливка стали, содержащей, в мас. %: 0,1 ≤ C ≤ 0,4, 3,5 ≤ Mn ≤ 8,0, 0,1 ≤ Si ≤ 1,5, Al ≤ 3, Mo ≤ 0,5, Cr ≤ 1, Nb ≤ 0,1, Ti ≤ 0,1, V ≤ 0,2, B ≤ 0,004, 0,002 ≤ N ≤ 0,013, S ≤ 0,003, P ≤ 0,015, Fe и примеси - остальное, с получением стальной заготовки, повторный нагрев заготовки до температуры Tповт. нагр., составляющей от 1150°C до 1300°C, осуществление горячей прокатки заготовки при температуре, составляющей от 800°C до 1250°C, при этом конечная температура прокатки TFRT 800°C или выше, охлаждение горячекатаного стального листа до температуры Tсмат. сматывания в рулон 650°C или ниже со скоростью охлаждения Vc1, составляющей от 1°C/с до 150°C/с, сматывание листа в рулон при температуре Tсмат. сматывания, затем отжиг в непрерывном режиме и охлаждение горячекатаного стального листа до комнатной температуры и осуществление холодной прокатки горячекатаного и отожженного стального листа со степенью обжатия при холодной прокатке, составляющей от 30% до 70%. Лист характеризуется улучшенной прокатываемостью в холодном состоянии и вязкостью, а также высокими значениями прочности и пластичности. 2 н. и 25 з.п. ф-лы, 5 табл., 48 пр.
1. Способ изготовления холоднокатаного стального листа, включающий следующие стадии:
разливка стали, содержащей, в мас. %:
0,1 ≤ C ≤ 0,4
3,5 ≤ Mn ≤ 8,0
0,1 ≤ Si ≤ 1,5
Al ≤ 3
Mo ≤ 0,5
Cr ≤ 1
Nb ≤ 0,1
Ti ≤ 0,1
V ≤ 0,2
B ≤ 0,004
0,002 ≤ N ≤ 0,013
S ≤ 0,003
P ≤ 0,015,
железо и неизбежные примеси - остальное, с получением стальной заготовки,
повторный нагрев стальной заготовки до температуры Tповт. нагр., составляющей от 1150°C до 1300°C,
осуществление горячей прокатки повторно нагретой заготовки при температуре, составляющей от 800°C до 1250°C, при этом конечная температура прокатки TFRT 800°C или выше, с получением горячекатаного стального листа,
охлаждение горячекатаного стального листа до температуры Tсмат. сматывания в рулон 650°C или ниже со скоростью охлаждения Vc1, составляющей от 1°C/с до 150°C/с, и сматывание горячекатаного стального листа в рулон при температуре Tсмат. сматывания, затем
отжиг в непрерывном режиме горячекатаного стального листа при температуре TICA непрерывного отжига, составляющей от TICA мин. до TICA макс., при этом TICA мин.= 650°C, а TICAмакс. является температурой, при которой после нагрева образовано 30% аустенита, причем горячекатаный стальной лист выдерживают при указанной температуре TICA непрерывного отжига в течение периода времени tICA непрерывного отжига, составляющего от 3 с до 3600 с, затем
охлаждение горячекатаного стального листа до комнатной температуры, при этом в диапазоне от 600°C до 350°C горячекатаный стальной лист охлаждают со средней скоростью VICA охлаждения по меньшей мере 1°C/с с получением горячекатаного и отожженного стального листа,
осуществление холодной прокатки горячекатаного и отожженного стального листа со степенью обжатия при холодной прокатке, составляющей от 30% до 70%.
2. Способ по п. 1, отличающийся тем, что горячекатаный и отожженный стальной лист имеет структуру, состоящую в долях поверхности из:
феррита со средним размером зерна не более 3 мкм,
не более 30% аустенита,
не более 8% свежего мартенсита и
цеметита, имеющего среднее содержание Mn менее 25%.
3. Способ по п. 1 или 2, отличающийся тем, что горячекатаный и отожженный стальной лист имеет твердость по Виккерсу менее 400 HV.
4. Способ по любому из пп. 1-3, отличающийся тем, что горячекатаный и отожженный стальной лист имеет величину работы разрушения листа по Шарпи при 20°C, составляющую по меньшей мере 50 Дж/см2.
5. Способ по любому из пп. 1-4, отличающийся тем, что после стадии сматывания в рулон и перед стадией непрерывного отжига и/или после непрерывного отжига дополнительно проводят стадию травления горячекатаного стального листа.
6. Способ по любому из пп. 1-5, отличающийся тем, что период времени tICA непрерывного отжига составляет от 200 с до 3600 с.
7. Способ по любому из пп. 1-6, отличающийся тем, что после холодной прокатки дополнительно проводят термообработку путем:
нагрева холоднокатаного стального листа до температуры Tотжига отжига, составляющей от 650°C до 1000°C, и
выдержки холоднокатаного стального листа при температуре Tотжига отжига в течение периода времени tотжига отжига, составляющего от 30 с до 10 мин.
8. Способ по п. 7, отличающийся тем, что температура Tотжига отжига составляет от TICA мин. до Ae3.
9. Способ по п. 7, отличающийся тем, что температура Tотжига отжига составляет от Ae3 до 1000°C.
10. Способ по любому из пп. 7-9, отличающийся тем, что дополнительно проводят охлаждение холоднокатаного стального листа от температуры Tотжига отжига до комнатной температуры со скоростью Vc2 охлаждения, составляющей от 1°C/с до 70°C/с.
11. Способ по любому из пп. 7-9, отличающийся тем, что после выдержки холоднокатаного стального листа при температуре Tотжига отжига дополнительно проводят следующие последовательные стадии:
охлаждение холоднокатаного стального листа от температуры Tотжига отжига до температуры TВ выдерживания, составляющей от 350°C до 550°C, со скоростью Vc2 охлаждения, составляющей от 1°C/с до 70°C/с,
поддержание холоднокатаного стального листа при температуре TВ выдерживания в течение периода времени tВ выдерживания, составляющего от 10 с до 500 с, затем
охлаждение холоднокатаного стального листа от температуры TВ выдерживания до комнатной температуры со скоростью Vc3 охлаждения, составляющей от 1°C/с до 70°C/с.
12. Способ по любому из пп. 10 или 11, отличающийся тем, что дополнительно включает стадию отпуска подвергнутого отжигу холоднокатаного стального листа при температуре TT отпуска, составляющей от 170°C до 450°C, в течение периода времени tT отпуска, составляющего от 10 с до 1200 с.
13. Способ по любому из пп. 10-12, отличающийся тем, что дополнительно проводят стадию нанесения покрытия из Zn или сплава Zn, либо покрытия из Al или сплава Al на холоднокатаный и подвергнутый отжигу стальной лист.
14. Способ по любому из пп. 7-9, отличающийся тем, что после выдержки холоднокатаного стального листа при температуре Tотжига отжига дополнительно проводят следующие стадии:
охлаждение нагретого холоднокатаного стального листа от температуры Tотжига отжига до температуры QT охлаждения, находящейся в диапазоне от Mf +20°C до Ms -20°C, со скоростью Vc4 охлаждения, достаточной для исключения образования феррита и перлита при охлаждении,
повторный нагрев холоднокатаного стального листа от температуры QT охлаждения до температуры TP разделения, составляющей от 350°C до 500°C, и поддержание холоднокатаного стального листа при температуре TP разделения в течение периода времени tP разделения, составляющего от 3 с до 1000 с,
охлаждение холоднокатаного стального листа до комнатной температуры.
15. Способ по п. 14, отличающийся тем, что температуру Tотжига отжига выбирают для обеспечения после отжига структуры холоднокатаного стального листа, состоящей в долях поверхности из:
от 10% до 45% феррита,
аустенита и
не более 0,3% цементита со средним размером частиц цементита менее 50 нм.
16. Способ по п. 14, отличающийся тем, что температуру Tотжига отжига выбирают выше Ae3 для обеспечения после отжига структуры холоднокатаного стального листа, состоящей в долях поверхности из:
аустенита и
не более 0,3% цементита со средним размером частиц цементита менее 50 нм.
17. Способ по любому из пп. 14-16, отличающийся тем, что после поддержания холоднокатаного стального листа при температуре TP разделения холоднокатаный стальной лист немедленно охлаждают до комнатной температуры.
18. Способ по любому из пп. 14-16, отличающийся тем, что после поддержания холоднокатаного стального листа при температуре TP разделения и перед охлаждением холоднокатаного стального листа до комнатной температуры на холоднокатаный стальной лист наносят покрытие методом горячего окунания в ванну.
19. Холоднокатаный и термообработанный стальной лист, характеризующийся тем, что он получен из стали, содержащей, в мас.%:
0,1 ≤ C ≤ 0,4
3,5 ≤ Mn ≤ 8,0
0,1 ≤ Si ≤ 1,5
Al ≤ 3
Mo ≤ 0,5
Cr ≤ 1
Nb ≤ 0,1
Ti ≤ 0,1
V ≤ 0,2
B ≤ 0,004
0,002 ≤ N ≤ 0,013
S ≤ 0,003
P ≤ 0,015,
железо и неизбежные примеси – остальное,
при этом холоднокатаный и термообработанный стальной лист имеет структуру, состоящую в долях поверхности из:
от 8 до 50% остаточного аустенита,
не более 80% межкритического феррита со средним размером зерна феррита не более 1,5 мкм,
не более 1% цементита со средним размером частиц цементита менее 50 нм,
мартенсита и необязательно бейнита.
20. Лист по п. 19, отличающийся тем, что структура содержит в долях поверхности по меньшей мере 10% межкритического феррита.
21. Лист по п. 19, отличающийся тем, что структура в долях поверхности состоит из:
от 8 до 50% остаточного аустенита,
не более 1% цементита со средним размером частиц цементита менее 50 нм,
мартенсита и необязательно бейнита.
22. Лист по любому из пп. 19-21, отличающийся тем, что мартенсит состоит из отпущенного мартенсита и/или свежего мартенсита.
23. Лист по п. 22, отличающийся тем, что структура в долях поверхности состоит из:
от 8% до 50% остаточного аустенита, имеющего среднее содержание C, по меньшей мере, 0,4 мас.% и среднее содержание Mn, по меньшей мере, 1,3*Mn%, при этом Mn% обозначает среднее содержание Mn в составе стали,
от 40% до 80% межкритического феррита,
не более 0,3% цементита со средним размером частиц цементита менее 50 нм,
не более 15% мартенсита и необязательно бейнита.
24. Лист по п. 22, отличающийся тем, что структура в долях поверхности состоит из:
от 8% до 30% остаточного аустенита, имеющего среднее содержание C, по меньшей мере, 0,4 мас.%,
не более 1% цементита со средним размером частиц цементита менее 50 нм,
от 70% до 92% мартенсита и необязательно бейнита.
25. Лист по любому из пп. 19-21, отличающийся тем, что после стадии разделения или после нанесения покрытия методом горячего окунания структура в долях поверхности состоит из:
не более 45% межкритического феррита,
от 8% до 30% остаточного аустенита,
разделенного мартенсита, подвергшегося на стадии разделения перераспределению углерода,
не более 8% свежего мартенсита и
не более 1% цементита со средним размером частиц цементита менее 50 нм.
26. Лист по п. 25, отличающийся тем, что структура в долях поверхности состоит из:
от 10% до 45% межкритического феррита,
от 8% до 30% остаточного аустенита,
разделенного мартенсита, подвергшегося на стадии разделения перераспределению углерода,
не более 8% свежего мартенсита, и
не более 0,3% цементита со средним размером частиц цементита менее 50 нм.
27. Лист по п. 25, отличающийся тем, что структура в долях поверхности состоит из:
от 8% до 30% остаточного аустенита,
разделенного мартенсита, подвергшегося на стадии разделения перераспределению углерода,
не более 8% свежего мартенсита, и
не более 1% цементита со средним размером частиц цементита менее 50 нм.
| WO 2008102009 A1, 28.08.2008 | |||
| WO 2016001705 A1, 07.01.2016 | |||
| EP 3017073 B1, 30.08.2017 | |||
| ОБЛАДАЮЩАЯ ПОВЫШЕННОЙ ПРОЧНОСТЬЮ СТАЛЬНАЯ ПОЛОСА ИЛИ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2246552C2 |

