Настоящее изобретение относится к высокопрочному стальному листу, характеризующемуся высокими пластичностью и деформируемостью, и к способу получения такой стального листа.
Как это известно, для изготовления различных видов продукции, таких как детали элементов кузова и панелей кузова для механических транспортных средств, используют листы, изготовленные из DP (двухфазные) сталей или TRIP (c пластичностью, наведенной превращением) сталей.
Для уменьшения массы автомобиля с целью улучшения коэффициента полезного действия по топливу с учетом глобального сохранения окружающей среды желательно иметь листы, характеризующиеся улучшенными пределами текучести при растяжении и прочности при растяжении. Но такие листы также должны характеризоваться хорошей пластичностью и хорошей деформируемостью, а, говоря более конкретно, хорошей пригодностью к отбортовке внутренних кромок.
Поэтому назначение изобретения заключается в предложении стального листа, достигающего предела текучести при растяжении, составляющего, по меньшей мере, 700 МПа, предела прочности при растяжении, составляющего по меньшей мере, 900 МПа, равномерного относительного удлинения, составляющего по меньшей мере 12%, и коэффициента раздачи отверстия, составляющего по меньшей мере 20%.
Достижения цели настоящего изобретения добиваются в результате предложения стального листа, соответствующего пункту 1 формулы изобретения. Стальной лист также может включать характеристики любого из пунктов от 2 до 12 формулы изобретения. Достижения еще одной цели добиваются в результате предложения способа, соответствующего пункту 13 формулы изобретения, Способ также может включать характеристики любого из пунктов от 14 до 15 формулы изобретения. Достижения еще одной цели добиваются в результате предложения точечного сварного соединения и соответствующего пунктам 16 или 17 формулы изобретения.
Далее изобретение будет описано подробно и проиллюстрировано с использованием неограничивающих примеров.
Ниже в настоящем изобретении Ае1 обозначает равновесную температуру превращения, ниже которой аустенит является полностью нестабильным, Ае3 обозначает равновесную температуру превращения, выше которой аустенит является полностью стабильным, Ar3 обозначает температуру, вплоть до которой микроструктура остается полностью аустенитной при охлаждении, TΘ обозначает температуру, выше которой цементит становится растворенным при нагревании, а Ms обозначает температуру начала мартенситного превращения, то есть, температуру, при которой при охлаждении аустенит начинает превращаться в мартенсит.
Все уровни процентного содержания для композиций представлены в массовых процентах (мас.%), если только не будет указываться на другое.
Композиция стали, соответствующей изобретению, содержит в массовых процентах:
- 0,03% ≤ С ≤ 0,25% для обеспечения удовлетворительной прочности и улучшения стабильности остаточного аустенита, что необходимо для получения достаточного относительного удлинения. Предпочтительно содержание углерода больше или равен 0,1%. В случае чрезмерно высокого содержания углерода горячекатаный лист будет слишком твердым для холодной прокатки, а свариваемость будет недостаточной. В случае содержания углерода, составляющего менее, чем 0,03%, предел прочности при растяжении не достигнет целевых значений.
- 3,5% ≤ Mn ≤ 8% для обеспечения удовлетворительной прочности и достижения стабилизации по меньшей мере части аустенита для получения достаточного относительного удлинения. Ниже 3,5% конечная структура характеризуется недостаточной долей остаточного аустенита и недостаточным уровнем содержания Mn в остаточном аустените в результате чего не достигается желательная комбинация пластичности и прочности. Максимум определяют исходя из проблем, связанных с ликвацией, которые являются вредными для пластичности. Предпочтительно содержание марганца больше или равно 3,7%.
- 0,1% ≤ Si ≤ 2,0% и 0,03% ≤ Al ≤ 2,0%. В соответствии с изобретением Si и Al совместно играют важную роль: кремний замедляет образование выделений цементита при охлаждении ниже равновесной температуры превращения Ае3. Поэтому добавление Si в количестве, составляющем, по меньшей мере, 0,1%, способствует стабилизации достаточного количества остаточного аустенита. Si, кроме того, обеспечивает получение твердо-растворного упрочнения и замедляет образование карбидов во время прохождения перераспределения углерода из мартенсита в аустенит, происходящего в результате стадии непосредственного повторного нагревания и выдерживания, проводимой после прохождения частичного мартенситного превращения. При чрезмерно высоком содержании на поверхности образуются оксиды кремния, что ухудшает пригодность стали к нанесению покрытия. Поэтому содержание Si является меньшим или равным 2,0%.
Алюминий представляет собой элемент, очень эффективный для раскисления стали в жидкой фазе во время проведения разработки. В дополнение к этому, Al представляет собой элемент, способствующий образованию альфа-фазы, который увеличивает температуры Ае1 и Ае3 стали. Таким образом, вследствие добавления по меньшей мере 0,03% Al межкритический домен (то есть, между Ае1 и Ае3) находится в температурном диапазоне, благоприятствующем перераспределению Mn в аустените в соответствии более подробным описанием изобретения, представленным ниже. Содержание Al составляет не более чем 2,0%, предпочтительно не более чем 1,2%, для того чтобы избежать появления включений, возникновения проблем, связанных с окислением, и обеспечить упрочняемость материала.
Сталь, соответствующая изобретению, должна содержать по меньшей мере один элемент, выбираемый из числа ниобия, титана и ванадия, при минимальном объединенном уровне содержания, составляющем по меньшей мере 0,01%. Такое добавление сделает возможным упрочнение регенерированного мартенсита в результате наложения ограничений на рост мартенситных реек в результате образования выделений.
- Nb ≤ 0,080% может быть добавлен в целях измельчения аустенитных зерен во время проведения горячей прокатки и для получения дисперсионного упрочнения. В одном предпочтительном варианте осуществления минимальное количество добавленного ниобия составляет 0,010%. Добавление выше 0,080% не обеспечивает получение предела текучести при растяжении, относительного удлинения и коэффициента раздачи отверстия на желательном уровне.
- Ti ≤ 0,080% может быть добавлен для получения дисперсионного упрочнения. В одном предпочтительном варианте осуществления минимальное количество добавленного титана составляет 0,010%. Однако, при его количестве, являющемся большем или равном 0,080%, не обеспечивается получение предела текучести при растяжении, относительного удлинения и коэффициента раздачи отверстия на желательном уровне.
- V ≤ 0,2% может быть добавлен для получения дисперсионного упрочнения. В одном предпочтительном варианте осуществления минимальное количество добавленного ванадия составляет 0,010%. Однако, при его количестве, являющемся большем или равном 0,2%, не обеспечивается получение предела текучести при растяжении, относительного удлинения и коэффициента раздачи отверстия на желательном уровне.
Остальную часть композиции стали представляют собой железо и примеси, представляющие собой результат плавки. В данном отношении Ni, Cu, S, P и N по меньшей мере рассматриваются в качестве остаточных элементов, которые представляют собой неизбежные примеси. Поэтому уровни их содержания составляют менее, чем 0,05% для Ni, 0,03% для Cu, 0,010% для S, 0,020% для Р и 0,008% для N.
К композиции стали, соответствующей изобретению, необязательно могут быть добавлены некоторые элементы:
- 0,1% ≤ Мо ≤ 0,5%. Молибден увеличивает прокаливаемость, стабилизирует остаточный аустенит, уменьшая, таким образом, разложение аустенита во время перераспределения и уменьшает осевую ликвацию, которая может представлять собой результат высокого содержания марганца, и является вредной для коэффициента раздачи отверстия. Кроме того, Мо способствует измельчению структуры. Выше 0,5% добавление Мо является дорогостоящим и неэффективным с учетом свойств, получения которых добиваются.
- 0,01% ≤ Cr ≤ 1% для задерживания растворения карбидов и стабилизации остаточного аустенита. Допускается максимум 1% хрома, выше отмечается эффект насыщения, и добавление хрома является как бесполезным, так и дорогостоящим.
- 0,0005% ≤ В ≤ 0,004% для увеличения закаливаемости стали.
Предпочтительно композиция стали является такой, что сталь характеризуется углеродным эквивалентом Ceq, меньшим или равным 0,4%, при этом углеродный эквивалент определяют в виде Ceq = C% + Si%/55 + Cr%/20 + Mn%/19 – Al%/18+ 2,2 * P% – 3,24 * B% – 0,133 * Mn% * Mo%.
Далее будет описана микроструктура холоднокатаного и термообработанного стального листа, соответствующего изобретению.
Холоднокатаный и термообработанный стальной лист обладает структурой, выраженной в долях поверхности, состоящей из:
- от 10% до 30% остаточного аустенита, при этом упомянутый остаточный аустенит присутствует в виде пленок, характеризующихся аспектным отношением, составляющим по меньшей мере 3, и в виде мартенситно-аустенитных островков (так называемых островков МА), причем менее, чем 8% таких островков МА имеют размер, составляющий более, чем 0,5 мкм,
- самое большее, 10% свежего мартенсита, и
- регенерированного мартенсита, включающего выделения по меньшей мере одного элемента, выбираемого из числа ниобия, титана и ванадия.
Доли поверхности и аспектное отношение определяют при использовании следующего далее метода: образец отрезают от холоднокатаного и термообработанного стального листа, полируют и декапируют при использовании известного реагента, чтобы выявить микроструктуру. После этого поперечное сечение рассматривают при использовании оптического или сканирующего электронного микроскопа, например, при использовании сканирующего электронного микроскопа с автоэмиссионной пушкой («АЭП-СЭМ») при увеличении, большем, чем 5000х, в сочетании с устройством дифракционного обратного рассеяния электронов («ДОРЭ») и с просвечивающей электронной микроскопией (ПЭМ).
Микроструктура холоднокатаного и термообработанного стального листа включает по меньшей мере 10% аустенита, который при комнатной температуре является остаточным аустенитом. В случае если доля поверхности составляет по меньшей мере 10%, остаточный аустенит вносит свой вклад в увеличение пластичности. Выше 30% требуемый уровень коэффициента раздачи отверстия HER, соответствующего документу ISO 16630:2009, составляет менее чем 20%.
Остаточный аустенит присутствует в виде пленок, характеризующихся аспектным отношением, составляющим по меньшей мере 3, и в виде островков МА (мартенситно-аустенитных), причем менее чем 8% таких островков МА имеют размер, составляющий более чем 0,5 мкм.
Для получения требуемого уровня коэффициента раздачи отверстия HER, соответствующего документу ISO 16630:2009, должны быть соблюдены конкретное минимальное значение аспектного отношения для пленок остаточного аустенита и максимальный уровень процентного содержания островков МА, имеющих размер, составляющий более чем 0,5 мкм.
В одном предпочтительном варианте осуществления холоднокатаный и термообработанный стальной лист, соответствующий изобретению, является таким, чтобы отношение между поверхностными долями островков МА, имеющих размер более чем 0,5 мкм, и аустенитной пленкой составляло бы менее чем 1,0 или еще лучше менее чем 0,5.
В еще одном предпочтительном варианте осуществления холоднокатаный и термообработанный стальной лист, соответствующий изобретению, является таким, чтобы менее, чем 5% таких островков МА имели бы размер, составляющий более чем 0,5 мкм.
В еще одном предпочтительном варианте осуществления холоднокатаный и термообработанный стальной лист, соответствующий изобретению, является таким, чтобы доля поверхности аустенитных пленок, характеризующихся аспектным отношением, составляющим более чем 3, составляла бы по меньшей мере 5%.
Микроструктура холоднокатаного и термообработанного стального листа включает самое большее 10% свежего мартенсита. Действительно, поверхностная доля свежего мартенсита, составляющая более чем 10%, приводила бы к получению коэффициента раздачи отверстия HER, составляющего в соответствии с документом ISO 16630:2009 менее чем 20%.
В еще одном предпочтительном варианте осуществления холоднокатаный и термообработанный стальной лист, соответствующий изобретению, является таким, чтобы доля поверхности свежего мартенсита составляла бы менее чем 5%.
Микроструктура холоднокатаного и термообработанного стального листа включает регенерированный мартенсит, включающий выделения по меньшей мере одного элемента, выбираемого из числа ниобия, титана и ванадия. В случае отсутствия таких выделений марка стали не может достигать минимального значения предела прочности при растяжении, представляющего собой цель изобретения.
Регенерированный мартенсит можно отличить от свежего мартенсита на поперечном сечении, подвергнутом полированию и декапированию с использованием известного самого по себе реагента, например, реагента ниталя, при наблюдении при использовании сканирующей электронной микроскопии (СЭМ) и дифракции обратно-рассеянных электронов (ДОРЭ).
Стальной лист, соответствующий изобретению, может быть произведен при использовании любого надлежащего способа изготовления, и специалисты в соответствующей области техники могут определить этот способ. Однако, предпочтительным является использование способа, соответствующего изобретению и включающего следующие далее стадии:
Горячекатаная сталь, имеющая толщину в диапазоне, например, от 1,8 до 6 мм, может быть произведена в результате отливки стали, характеризующейся композицией, соответствующей вышеупомянутой, с получением сляба, повторного нагревания сляба при температуре Тповторное нагревание, в диапазоне между 1150°С и 1300°С, и горячей прокатки повторно нагретого сляба, при этом температура чистовой прокатки является большей, чем Ar3, для получения горячекатаной стали.
Температура чистовой прокатки предпочтительно составляет самое большее 1000°С чтобы избежать укрупнения аустенитных зерен.
После этого горячекатаную сталь охлаждают при скорости охлаждения, например, в диапазоне между 1°С/сек и 120°С/сек, и сматывают в рулон при температуре Tсмотка в рулон, в диапазоне между 20°С и 600°С.
После проведения смотки в рулон лист подвергают травлению.
После этого горячекатаный стльной лист подвергают отжигу для улучшения прокатываемости при холодной прокатке и вязкости горячекатаного стального листа и получения горячекатаного и отожженного стального листа, который является подходящим для использования при производстве холоднокатаного и термообработанного стального листа, обладающего высокими механическими свойствами, в частности, высокой прочностью и высокой пластичностью.
В одном предпочтительном варианте осуществления отжиг горячекатаного стального листа, является отжигом в камерной печи, проводимым при температуре, заключенной в диапазоне между 500°С и 680°С, на протяжении от 1000 сек до 50000 сек.
После этого горячекатаный и отожженный стальной лист необязательно подвергают травлению.
Вслед за этим горячекатаный и отожженный стальной лист подвергают холодной прокатке для получения холоднокатаной стального листа, имеющего толщину, которая может находиться в диапазоне, например, между 0,7 мм и 3 мм или еще лучше в диапазоне от 0,8 мм до 2 мм.
Степень обжатия при холодной прокатке предпочтительно находится в пределах между 20% и 80%. Величина ниже 20% не благоприятствует рекристаллизации во время проведения последующей термической обработки, что может ухудшить пластичность холоднокатаного и термообработанного стального листа. Выше 80% существует риск растрескивания кромок во время проведения холодной прокатки.
После этого холоднокатаный стальной лист подвергают термообработке в технологической линии непрерывного отжига.
Термообработка включает стадии:
- повторного нагревания холоднокатаного стального листа до температуры первого отжига, составляющей более чем 860°С, и выдерживания холоднокатаного стального листа при упомянутой температуре отжига на протяжении времени выдерживания в диапазоне между 30 сек и 600 сек, таким образом, чтобы получить при отжиге полностью аустенитную структуру.
Скорость повторного нагревания до температуры первого отжига предпочтительно заключена в диапазоне между 1°С/сек и 200°С/сек.
- закалки холоднокатаного стального листа при скорости охлаждения в диапазоне между 0,5°С/сек и 200°С/сек, до температуры закалки в диапазоне между 20°C и Ms – 50°C, и выдерживания его при упомянутой температуре закалки на протяжении времени выдерживания в диапазоне между 1 и 200 сек.
Скорость охлаждения выбирают таким образом, чтобы избежать образования перлита при охлаждении. Для каждой конкретной композиции стали и каждой структуры специалисты в соответствующей области техники знают, как определить температуру начала превращения Ms для аустенита при использовании дилатометрии.
Во время проведения данной стадии закалки аустенит частично превращается в мартенсит.
В случае температуры закалки менее чем 20°C, доля поверхности регенерированного мартенсита в конечной структуре будет чрезмерно высокой для стабилизации достаточного количества остаточного аустенита, составляющего более чем 10%. Вдобавок к этому, в случае температуры закалки большей чем Ms – 50°C, доля поверхности регенерированного мартенсита в конечной структуре будет чрезмерно низкой для получения желательного коэффициента раздачи отверстия.
- необязательного выдерживания закаленного листа при температуре закалки в течение времени выдерживания в диапазон между 1 сек и 200 сек, предпочтительно между 3 сек и 7 сек, таким образом, чтобы избежать образования эпсилон-карбидов в мартенсите, которое привело бы в результате к уменьшению относительного удлинения стали.
- повторного нагревания холоднокатаного стального листа до температуры второго отжига в пределах между ТΘ и 720°С, и выдерживания холоднокатаного стального листа при упомянутой температуре отжига на протяжении времени в диапазоне между 100 сек и 2000 сек.
Во время проведения данной стадии второго отжига цементит становится растворенным, а углерод и Mn диффундируют из мартенсита в аустенит, что, тем самым, обеспечивает достижение обогащения аустенита по углероду и Mn и регенерирование мартенсита.
- необязательного нанесения на лист покрытия в результате погружения в расплав в ванне при температуре, меньшей или равной 480°С. Может быть использован любой тип покрытий, а, в частности, из цинка или цинковых сплавов, подобных цинково-никелевому, цинково-магниевому или цинково-магниево-алюминиевому сплавам, алюминия или алюминиевых сплавов, например, алюминиево-кремниевого сплава.
- непосредственно после проведения стадии второго отжига или непосредственно после проведения стадии нанесения покрытия в результате погружения в расплав, в случае её проведения, охлаждения холоднокатаного стального листа до комнатной температуры для получения холоднокатаного и термообработанного стального листа. Скорость охлаждения предпочтительно составляет более чем 1°С/сек, например, в диапазоне между 2°С/сек и 20°С/сек.
Во время проведения данной стадии охлаждения часть аустенита может превращаться в свежий мартенсит. Однако, доля поверхности свежего мартенсита остается меньшей или равной 10% вследствие стабилизирования аустенита при использовании углерода и марганца.
- необязательно после охлаждения до комнатной температуры, в случае отсутствия стадии нанесения покрытия путем погружения в расплав, на лист может быть нанесено покрытие с использованием электрохимических способов, например, электрогальванизирования, или с использованием какого-либо способа нанесения покрытия в вакууме, подобного способу PVD (физическое осаждение из паровой фазы) или струйному нанесению покрытия осаждением паров. Может быть использован любой тип покрытий, в частности, из цинка или цинковых сплавов, подобных цинково-никелевому, цинково-магниевому или цинково-магниево-алюминиевому сплавам. Необязательно после нанесения покрытия путем электрогальванизирования лист может быть подвергнут дегазированию.
Примеры
Два вида стали, композиции которых показаны в таблице 1, отливали в виде полуфабрикатов и подвергали переработке для получения стальных листов в соответствии с технологическими параметрами, показанными в таблице 2. Переработку проводили через нагревание, контролируемую горячую прокатку и последующее водное охлаждение, достигнутое путем закалки и самоотпуска.
Таблица 1. Композиции
Подвергнутые испытаниям композиции показаны в следующей далее таблице, где уровни содержания элементов выражены в массовых процентах:
Стали А и В соответствуют изобретению, в то время как сталь С представляет собой сравнительный пример.
Специалисты в соответствующей области техники знают, как для заданной стали определить температуры Aе1, Ae3 и TΘ при использовании дилатометрических испытаний и металлографического анализа.
Таблица 2. Технологические параметры
Стальные полуфабрикаты непосредственно после проведения отливки подвергали повторному нагреванию при 1250°С, горячей прокатке, а после этого охлаждению при 550°С, травлению, отжигу при 600°С на протяжении 5 часов, травлению и холодной прокатке при степени обжатия 50%. Вслед за этим их подвергали переработке в следующих далее условиях:
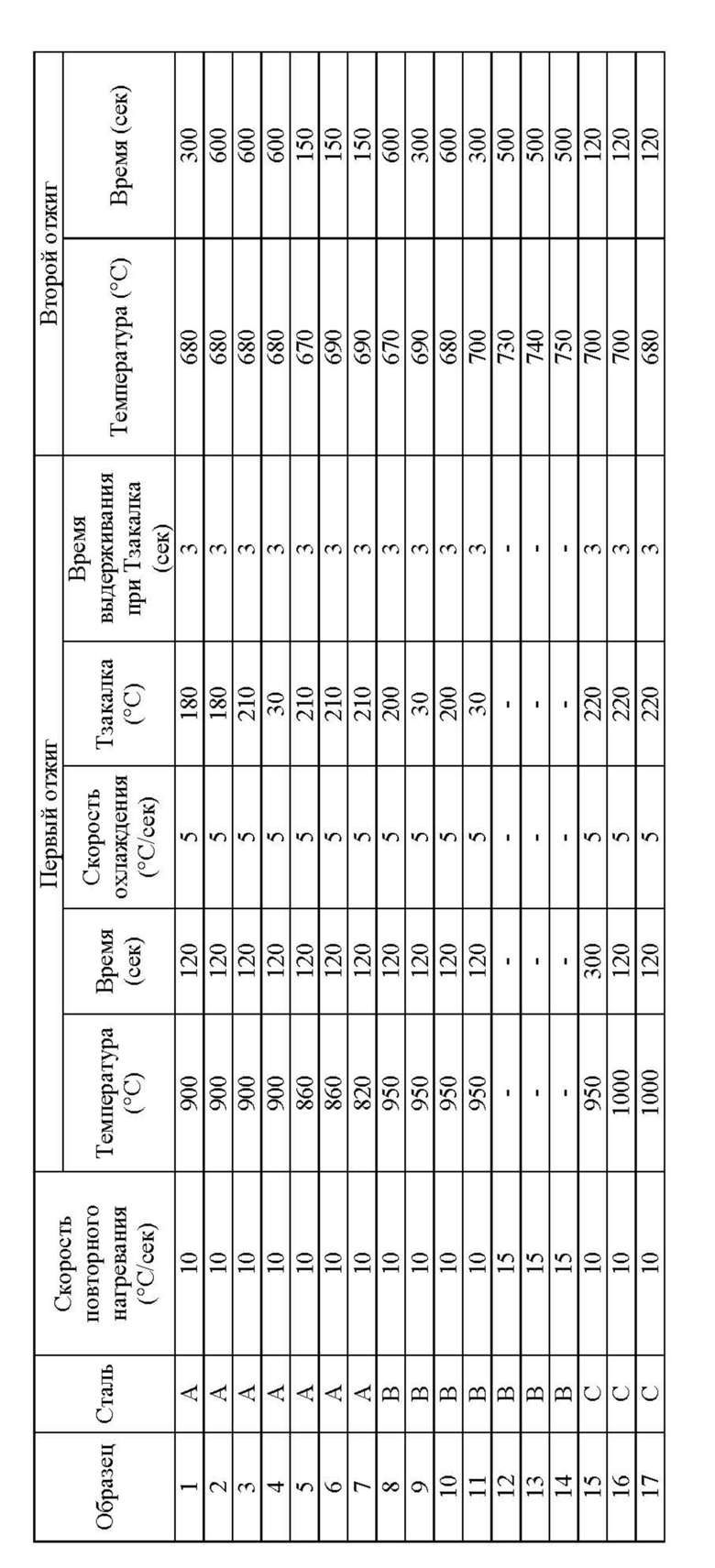
После этого проанализировали получающиеся в результате образцы, и соответствующие элементы микроструктуры и механические свойства показаны, соответственно, в таблицах 3 и 4.
Таблица 3. Микроструктура и выделения
Определили доли поверхности фаз в микроструктурах полученного стального листа:
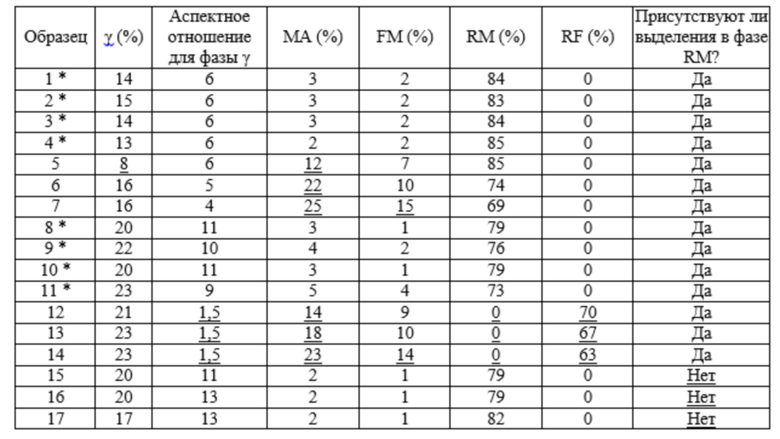
*: пробные образцы, соответствующие изобретению.
γ: обозначает долю поверхности аустенита,
аспектное отношение для фазы γ: обозначает аспектное отношение для аустенитных пленок,
МА: обозначает долю поверхности островков МА, имеющих размер более чем 0,5 мкм,
FM: обозначает долю поверхности свежего мартенсита,
ТМ: обозначает долю поверхности отпущенного мартенсита,
RМ: обозначает долю поверхности регенерированного мартенсита или рекристаллизованного феррита,
RF: обозначает долю поверхности рекристаллизованного феррита,
Присутствуют ли выделения в фазе RМ: обозначает присутствие выделений Nb в регенерированном мартенсите.
Таблица 4. Механические свойства
Определили механические свойства образцов, подвергнутых испытаниям, результаты которых были показаны в следующей далее таблице:

Предел текучести при растяжении YS, предел прочности при растяжении TS и равномерное относительное удлинение UE измеряют в соответствии с документом ISO standard ISO 6892-1, опубликованным в октябре 2009 года. Коэффициент раздачи отверстия HER измеряют в соответствии с документом standard ISO 16630:2009. Вследствие различий в методах измерения значения коэффициента раздачи отверстия HER, соответствующие документу ISO standard 16630:2009, очень сильно отличаются от значений коэффициента раздачи отверстия λ, соответствующих документу JFS T 1001 (Japan Iron and Steel Federation standard), и не могут быть с ними сопоставлены.
Как это демонстрируют примеры, стальные листы, соответствующие изобретению, а именно, примеры от 1 до 4 и от 8 до 11, являются единственными примерами, демонстрирующими все целевые свойства, благодаря своим конкретным композиции и микроструктурам.
Группа изобретений относится к области металлургии, в частности к холоднокатаному и термообработанному стальному листу и способу его изготовления. Холоднокатаный и термообработанный стальной лист из стали, характеризующейся композицией, в мас.%: С: 0,03 – 0,25, Mn: 3,5 – 8, Si: 0,1 – 2,0, Al: 0,03 – 2,0, Ti < 0,080, Nb ≤ 0,080, V < 0,2, V + Ti + Nb > 0,01, S < 0,010, P < 0,020, N < 0,008 и необязательно содержащей один или несколько следующих далее элементов: Mo: 0,1 – 0,5, Cr: 0,01 – 1, B: 0,0005 – 0,004, остальное - железо и неизбежные примеси. Лист обладает микроструктурой, состоящей из, в долях поверхности: от 10% до 30% остаточного аустенита, при этом упомянутый остаточный аустенит присутствует в виде пленок, характеризующихся аспектным отношением по меньшей мере 3, и в виде мартенситно-аустенитных островков, при этом менее чем 8% таких мартенситно-аустенитных островков имеют размер более чем 0,5 мкм, не более 10% свежего мартенсита и восстановленного мартенсита, включающего выделения по меньшей мере одного элемента из числа ниобия, титана и ванадия. Обеспечивается повышение предела текучести и предела прочности при растяжении. Лист также характеризуется высокой пластичностью и хорошей деформируемостью. 3 н. и 14 з.п. ф-лы, 4 табл., 17 пр.
1. Холоднокатаный и термообработанный стальной лист, полученный из стали, имеющей композицию, содержащую, в мас.%:
С: 0,03 – 0,25,
Mn: 3,5 – 8,
Si: 0,1 – 2,0,
Al: 0,03 – 2,0,
Ti ≤ 0,080,
Nb ≤ 0,080,
V ≤ 0,2,
V + Ti + Nb > 0,01,
S ≤ 0,010,
P ≤ 0,020,
N ≤ 0,008
и необязательно один или несколько следующих элементов, в мас.%:
Mo: 0,1 – 0,5,
Cr: 0,01 – 1,
B: 0,0005 – 0,004,
остальное представляют собой железо и неизбежные примеси, возникающие в результате плавки,
причем упомянутый холоднокатаный стальной лист обладает микроструктурой, состоящей из, в долях поверхности:
- от 10 до 30% остаточного аустенита, при этом упомянутый остаточный аустенит присутствует в виде пленок, характеризующихся аспектным отношением по меньшей мере 3, и в виде мартенситно-аустенитных островков, при этом менее чем 8% таких мартенситно-аустенитных островков имеют размер более чем 0,5 мкм,
- не более 10% свежего мартенсита, и
- восстановленного мартенсита, включающего выделения по меньшей мере одного элемента, выбираемого из ниобия, титана и ванадия.
2. Лист по п. 1, отличающийся тем, что содержание алюминия составляет не более 1,2 мас.%.
3. Лист по п. 1 или 2, отличающийся тем, что содержание ниобия составляет по меньшей мере 0,010 мас.%.
4. Лист по любому из пп. 1-3, отличающийся тем, что содержание углерода составляет по меньшей мере 0,10 мас.%.
5. Лист по любому из пп. 1-4, отличающийся тем, что отношение между долями поверхности мартенситно-аустенитных островков, имеющих размер более чем 0,5 мкм, и упомянутой аустенитной пленкой составляет менее чем 1,0.
6. Лист по п. 5, отличающийся тем, что отношение между долевыми концентрациями мартенситно-аустенитных островков, имеющих размер более чем 0,5 мкм, и упомянутой аустенитной пленкой составляет менее чем 0,5.
7. Лист по любому из пп. 1-6, отличающийся тем, что доля поверхности свежего мартенсита составляет менее чем 5%.
8. Лист по любому из пп. 1-7, отличающийся тем, что менее чем 5% мартенситно-аустенитных островков имеют размер более чем 0,5 мкм.
9. Лист по любому из пп. 1-8, отличающийся тем, что доля поверхности аустенитных пленок с аспектным отношением более чем 3 составляет по меньшей мере 8%.
10. Лист по любому из пп. 1-9, отличающийся тем, что на холоднокатаный и термообработанный стальной лист нанесено покрытие из Zn или сплава Zn.
11. Лист по любому из пп. 1-9, отличающийся тем, что на холоднокатаный и термообработанный стальной лист нанесено покрытие из Al или сплава Al.
12. Лист по любому из пп. 1-11, отличающийся тем, что он характеризуется пределом текучести при растяжении YS, составляющим по меньшей мере 700 МПа, пределом прочности при растяжении TS, составляющим по меньшей мере 900 МПа, равномерным относительным удлинением UE, составляющим по меньшей мере 12%, и коэффициентом раздачи отверстия HER, составляющим по меньшей мере 20%.
13. Способ изготовления холоднокатаного и термообработанного стального листа по любому из пп.1-12, включающий следующие далее последовательные стадии:
- отливка стали с получением сляба,
- повторное нагревание сляба при температуре Tповторное нагревание, в диапазоне между 1150 и 1300°С,
- горячая прокатка повторно нагретого сляба при температуре большей, чем Аr3, с получением горячекатаного стального листа,
- смотка в рулон горячекатаного стального листа при температуре смотки в рулон Тсмотка в рулон, в диапазоне между 20 и 600°С,
- отжиг горячекатаного стального листа с получением горячекатаного и отожженного стального листа,
- холодная прокатка горячекатаного и отожженного стального листа с получением холоднокатаного стального листа,
- повторное нагревание холоднокатаного стального листа до температуры первого отжига, составляющей более чем 860°С, и выдерживание холоднокатаного стального листа при упомянутой температуре выдерживания в течение времени выдерживания в диапазоне между 30 и 600 сек с получением при отжиге полностью аустенитной структуры,
- закалка холоднокатаного стального листа при скорости охлаждения в диапазоне между 0,5 и 200°С/сек до температуры закалки в диапазоне между 20°C и Ms – 50°C, и выдерживание его при упомянутой температуре закалки в течение времени выдерживания в диапазоне между 1 и 200 сек,
- повторное нагревание холоднокатаного стального листа до температуры второго отжига в диапазоне между ТΘ и 720°С, где TΘ обозначает температуру, выше которой цементит становится растворенным при нагревании, и выдерживание холоднокатаного стального листа при упомянутой температуре отжига в течение времени в диапазоне между 100 и 2000 сек,
- охлаждение холоднокатаного стального листа до комнатной температуры с получением холоднокатаного и термообработанного стального листа.
14. Способ по п. 13, отличающийся тем, что отжиг горячекатаного стального листа проводят в камерной печи при температуре в диапазоне между 500 и 680°С в течение от 1000 до 50000 сек.
15. Способ по п. 13 или 14, отличающийся тем, что скорость повторного нагревания упомянутого холоднокатаного стального листа до температуры первого отжига находится в диапазоне между 1 и 200°С/сек.
16. Способ производства сварного соединения точечной сваркой из по меньшей мере двух стальных листов, включающий стадии:
- обеспечения наличия холоднокатаного и термообработанного стального листа по любому из пп. 1-12 или холоднокатаного и термообработанного стального листа, изготовленного способом по любому из пп. 13-15,
- обеспечения наличия второго стального листа,
- контактной точечной сварки холоднокатаного и термообработанного стального листа и второго стального листа.
17. Способ по п. 16, отличающийся тем, что второй стальной лист представляет собой холоднокатаный и термообработанный стальной лист по любому из пп. 1-12 или холоднокатаный и термообработанный стальной лист, изготовленный способом по любому из пп. 13-15.
| US 20170101695 A1, 13.04.2017 | |||
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С УЛУЧШЕННОЙ СПОСОБНОСТЬЮ К ЛОКАЛЬНОЙ ДЕФОРМАЦИИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2551726C1 |
| Плашка | 1930 |
|
SU22435A1 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ПРЕВОСХОДНЫЕ РАВНОМЕРНОЕ ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ И СПОСОБНОСТЬ К РАСШИРЕНИЮ ОТВЕРСТИЯ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2559070C2 |
| WO 2017108897 A1, 29.06.2017 | |||
| WO 2017111524 A1, 29.06.2017. | |||

