Настоящее изобретение относится к способу производства высокопрочной листовой стали, характеризующейся высокими тягучестью и деформируемостью, и к листу, полученному при использовании данного способа.
Как это известно, для изготовления различных единиц оборудования, таких как детали элементов конструкции кузова и панелей кузова для механических транспортных средств, используют листы, изготовленные из DP-(двухфазные)-сталей или TRIP-(c пластичностью, обусловленной превращением)-сталей.
Для уменьшения массы автомобиля в целях улучшения его коэффициента полезного действия по топливу с учетом сохранения окружающей среды в глобальных масштабах желательно иметь листы, характеризующиеся улучшенными пределами текучести и прочности при растяжении. Но такие листы также должны характеризоваться хорошей тягучестью и хорошей деформируемостью, а говоря более конкретно, хорошей пригодностью к отбортовке внутренних кромок.
Как это известно, в целях разрешения данной проблемы производят листы при использовании так называемого технологического процесса закалки и перераспределения, где листы охлаждают от температуры отжига вплоть до температуры закалки, меньшей, чем температура превращения Ms, а после этого нагревают до температуры перераспределения и выдерживают при данной температуре на протяжении заданного времени. Получающиеся в результате листовые стали обладают структурой, содержащей мартенсит и остаточный аустенит и необязательно бейнит и/или феррит.
Однако остается желательным иметь возможность производить листовую сталь или деталь, характеризующиеся улучшенной комбинацией из прочности, тягучести и деформируемости.
В особенности остается желательным иметь возможность производить листовую сталь, характеризующуюся пределом текучести при растяжении YS, заключенным в пределах диапазона между 1000 МПа и 1300 МПа, пределом прочности при растяжении TS, заключенным в пределах диапазона между 1200 МПа и 1600 МПа, равномерным относительным удлинением UE, большим или равным 10%, полным относительным удлинением ТЕ, большим или равным 14%, коэффициентом раздачи отверстия HER, составляющим, по меньшей мере, 20%, и суммой произведения между пределом текучести при растяжении YS и равномерным относительным удлинением UE (YS * UE), произведения между пределом прочности при растяжении TS и полным относительным удлинением ТЕ (ТS * ТE) и произведения между пределом прочности при растяжении TS и коэффициентом раздачи отверстия HER (ТS × HER) YS * UE + ТS * ТE + ТS * НER, составляющей, по меньшей мере, 56000 МПа%.
Предел текучести при растяжении YS, предел прочности при растяжении TS, равномерное относительное удлинение UЕ и полное относительное удлинение ТЕ измеряют в соответствии с документом ISO 6892-1, опубликованным в октябре 2009 года. Как это необходимо подчеркнуть, вследствие наличия различий в методах измерения, в частности, вследствие наличия различий в геометриях использующихся образцов, значения полного относительного удлинения ТЕ, соответствующие стандарту ISO, значительно отличаются от значений полного относительного удлинения, измеренного в соответствии с документом JIS Z 2241, используя образец в соответствии с JIS Z 2201-05, в частности, будучи меньшими в сопоставлении с ними. Коэффициент раздачи отверстия HER измеряют в соответствии с документом ISO 16630:2009. Вследствие наличия различий в методах измерения значения коэффициента раздачи отверстия HER, соответствующие документу ISO 16630:2009, очень сильно отличаются от значений коэффициента раздачи отверстия λ, соответствующих документу JFS T 1001 (Стандарт Японии по чугуну и стали), и не могут быть с ними сопоставлены.
Для данной цели изобретение относится к холоднокатаной и термообработанной листовой стали, изготовленной из стали, характеризующейся композицией, содержащей, при выражении в массовых процентах:
0,10% ≤ С ≤ 0,25%,
3,5% ≤ Mn ≤ 6,0%,
0,5% ≤ Si ≤ 2,0%,
0,3% ≤ Al ≤ 1,2%,
при этом Si + Al ≥ 0,8%,
0,10% ≤ Mo ≤ 0,50%,
S ≤ 0,010%,
P ≤ 0,020%,
N ≤ 0,008%
и необязательно один или несколько элементов, выбираемых из числа Cr, Ti, Nb, V и В, таким образом, что:
0,01% ≤ Cr ≤ 1,0%,
0,010% ≤ Ti ≤ 0,080%,
0,010% ≤ Nb ≤ 0,080%,
0,010% ≤ V ≤ 0,30%,
0,0005% ≤ B ≤ 0,004%,
причем остаток композиции представляют собой железо и неизбежные примеси, получающиеся в результате плавки,
при этом упомянутая холоднокатаная листовая сталь обладает микроструктурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
- от 10% до 45% феррита, характеризующегося средним размером зерен, составляющим, самое большее, 1,3 мкм, причем произведение между поверхностной долевой концентрацией феррита и средним размером зерна феррита составляет, самое большее, 35 мкм%,
- от 8% до 30% остаточного аустенита, при этом упомянутый остаточный аустенит характеризуется уровнем содержания Mn, составляющим более, чем 1,1 * Mn%, причем Mn% обозначает уровень содержания Mn в листовой стали,
- самое большее, 8% свежего мартенсита,
- самое большее, 2,5% цементита и
- подвергшегося перераспределению мартенсита.
Предпочтительно остаточный аустенит характеризуется средним уровнем содержания С, составляющим, по меньшей мере, 0,4%.
В одном варианте осуществления упомянутые свежий и подвергшийся перераспределению мартенситы содержат карбиды, при этом поверхностная плотность карбидов, площадь поверхности которых составляет более, чем 10 × 60 нм2, составляет менее, чем 0,05 * 106/мм2.
Предпочтительно остаточный аустенит имеет форму островов, при этом острова остаточного аустенита характеризуются средним размером, составляющим менее, чем 500 нм.
В одном варианте осуществления данная структура содержит, самое большее, 0,3% цементита, при этом частицы цементита, в случае присутствия таковых, будут характеризоваться средним размером, составляющим менее, чем 50 нм.
В общем случае холоднокатаная и термообработанная листовая сталь характеризуется пределом текучести при растяжении YS, заключенным в пределах диапазона между 1000 МПа и 1300 МПа, пределом прочности при растяжении TS, заключенным в пределах диапазона между 1200 МПа и 1600 МПа, равномерным относительным удлинением UE, составляющим, по меньшей мере, 10%, полным относительным удлинением ТЕ, согласно измерению в соответствии с документом ISO 6892-1 составляющим, по меньшей мере, 14%, коэффициентом раздачи отверстия HER, согласно измерению в соответствии с документом ISO 16630:2009 составляющим, по меньшей мере, 20%, и суммой произведения между пределом текучести при растяжении YS и равномерным относительным удлинением UE (YS * UE), произведения между пределом прочности при растяжении TS и полным относительным удлинением ТЕ (ТS * ТE) и произведения между пределом прочности при растяжении TS и коэффициентом раздачи отверстия HER (ТS × HER) YS * UE + ТS * ТE + ТS * НER, составляющей, по меньшей мере, 56000 МПа%.
В одном варианте осуществления на холоднокатаную и термообработанную листовую сталь наносят покрытие из Zn или сплава Zn.
В еще одном варианте осуществления на холоднокатаную и термообработанную листовую сталь наносят покрытие из Al или сплава Al.
Предпочтительно сталь характеризуется углеродным эквивалентом Ceq, составляющим менее, чем 0,4%, при этом углеродный эквивалент определяют в виде Ceq = C + Si%/55 + Cr%/20 + Mn%/19 – Al%/18 + 2,2 * Р% – 3,24 * B% – 0,133Mn% * Mo%.
Изобретение, кроме того, относится к полученному при использовании контактной точечной сварки сопротивлением стыковому сварному соединению для, по меньшей мере, двух листовых сталей, где, по меньшей мере, одна из упомянутых двух листовых сталей представляет собой холоднокатаную и термообработанную листовую сталь, соответствующую изобретению.
Предпочтительно полученное при использовании контактной точечной сварки сопротивлением стыковое сварное соединение характеризуется альфа-числом, до проведения какой-либо послесварочной термообработки составляющим, по меньшей мере, 50 даН/мм2.
Предпочтительно полученное при использовании контактной точечной сварки сопротивлением стыковое сварное соединение характеризуется альфа-числом, составляющим, по меньшей мере, 70 даН/мм2, в особенности после проведения послесварочной термообработки.
Изобретение также относится к способу изготовления холоднокатаной и термообработанной листовой стали, включающему следующие далее последовательные стадии:
- разливка стали таким образом, что будет получен сляб, при этом упомянутая сталь характеризуется композицией, содержащей, при выражении в массовых процентах:
0,10% ≤ С ≤ 0,25%,
3,5% ≤ Mn ≤ 6,0%,
0,5% ≤ Si ≤ 2,0%,
0,3% ≤ Al ≤ 1,2%,
причем Si + Al ≥ 0,8%,
0,10% ≤ Mo ≤ 0,50%,
S ≤ 0,010%,
P ≤ 0,020%,
N ≤ 0,008%
и необязательно один или несколько элементов, выбираемых из числа Cr, Ti, Nb, V и В, таким образом, что:
0,01% ≤ Cr ≤ 1,0%,
0,010% ≤ Ti ≤ 0,080%,
0,010% ≤ Nb ≤ 0,080%,
0,010% ≤ V ≤ 0,30%,
0,0005% ≤ B ≤ 0,004%,
при этом остаток композиции представляют собой железо и неизбежные примеси, получающиеся в результате плавки,
- повторное нагревание сляба при температуре Treheat, заключенной в пределах диапазона между 1150°С и 1300°С,
- горячая прокатка повторно нагретого сляба при температуре, большей, чем Аr3, для получения горячекатаной листовой стали,
- смотка в рулон горячекатаной листовой стали при температуре смотки в рулон Tcoil, заключенной в пределах диапазона между 20°С и 600°С,
- отжиг горячекатаной листовой стали при температуре первого отжига ТА1, заключенной в пределах диапазона между 500°С и TA1max, причем TA1max представляет собой температуру, при которой при нагревании создаются, самое большее, 30% аустенита, при этом горячекатаную листовую сталь выдерживают при упомянутой температуре первого отжига TA1 на протяжении времени tA1, заключенного в пределах диапазона между 3 секундами и 50000 секундами, для получения горячекатаной и отожженной листовой стали,
- холодная прокатка горячекатаной и отожженной листовой стали таким образом, что будет получена холоднокатаная листовая сталь,
- повторное нагревание холоднокатаной листовой стали до температуры второго отжига ТА2, заключенной в пределах диапазона между Ае1 до Ае3, и выдерживание холоднокатаной листовой стали при температуре второго отжига ТА2 на протяжении времени выдерживания tA, заключенного в пределах диапазона между 30 секундами и 500 секундами, таким образом, что будет получена при отжиге структура, содержащая от 55 до 90% аустенита и от 10% до 45% феррита,
- закалка холоднокатаной листовой стали при скорости охлаждения Vc, заключенной в пределах диапазона между 1°С/с и 100°С/с, до температуры закалки QT, заключенной в пределах диапазона между 20°C и Ms – 50°C,
- повторное нагревание холоднокатаной листовой стали до температуры перераспределения ТР, заключенной в пределах диапазона между 350°С и 500°С, и выдерживание холоднокатаной листовой стали при упомянутой температуре перераспределения ТР на протяжении времени перераспределения tP, заключенного в пределах диапазона между 3 секундами и 1000 секундами,
- охлаждение холоднокатаной листовой стали до комнатной температуры для получения холоднокатаной и термообработанной листовой стали.
Предпочтительно горячекатаная и отожженная листовая сталь обладает структурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
- по меньшей мере, 67% феррита, характеризующегося средним размером зерен, составляющим менее, чем 4 мкм,
- самое большее, 30% остаточного аустенита,
- самое большее, 2% свежего мартенсита и
- самое большее, 3% цементита.
В одном варианте осуществления холоднокатаная и термообработанная листовая сталь обладает микроструктурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
- от 10% до 45% феррита, характеризующегося средним размером зерен, составляющим, самое большее, 1,3 мкм, при этом произведение между поверхностной долевой концентрацией феррита и средним размером зерна феррита составляет, самое большее, 35 мкм%,
- от 8% до 30% остаточного аустенита, причем упомянутый остаточный аустенит характеризуется уровнем содержания Mn, составляющим более, чем 1,1 * Mn%, при этом Mn% обозначает уровень содержания Mn в стали,
- самое большее, 8% свежего мартенсита,
- самое большее, 2,5% цементита и
- подвергшегося перераспределению мартенсита.
В общем случае остаточный аустенит характеризуется средним уровнем содержания С, составляющим, по меньшей мере, 0,4%.
В первом варианте осуществления отжиг, проводимый в отношении горячекатаной листовой стали, является отжигом в камерной печи, температура первого отжига ТА1 заключена в пределах диапазона между 500°С и 670°С, при этом горячекатаную листовую сталь выдерживают при упомянутой температуре первого отжига TA1 на протяжении времени, заключенного в пределах диапазона между 1000 секундами и 50000 секундами.
В данном варианте осуществления в общем случае горячекатаная и отожженная листовая сталь обладает микроструктурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
- по меньшей мере, 75% феррита, характеризующегося средним размером зерен, составляющим менее, чем 4 мкм,
- самое большее, 10% остаточного аустенита,
- самое большее, 2% свежего мартенсита и
- самое большее, 3% цементита,
при этом упомянутый остаточный аустенит характеризуется уровнем содержания Mn, составляющим более, чем 1,5 * Mn%, причем Mn% обозначает уровень содержания Mn в стали.
Во втором варианте осуществления отжиг, проводимый в отношении горячекатаной листовой стали, является непрерывным отжигом, при этом температура первого отжига ТА1 заключена в пределах диапазона между 650°С и максимальной температурой непрерывного отжига TICAmax, которая является температурой, при которой при нагревании создаются 30% аустенита, причем горячекатаную листовую сталь выдерживают при упомянутой температуре первого отжига TA1 на протяжении времени, заключенного в пределах диапазона между 3 секундами и 500 секундами.
В данном варианте осуществления в общем случае горячекатаная и отожженная листовая сталь обладает структурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
- по меньшей мере, 67% феррита, характеризующегося средним размером зерен, составляющим менее, чем 4 мкм,
- самое большее, 30% аустенита,
- самое большее, 2% свежего мартенсита и
- самое большее, 1% цементита, при этом частицы цементита, в случае присутствия таковых, будут характеризоваться средним размером, составляющим менее, чем 150 нм.
Холоднокатаная и термообработанная листовая сталь предпочтительно обладает микроструктурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
- от 10% до 45% феррита, характеризующегося средним размером зерен, составляющим, самое большее, 1,3 мкм, при этом произведение между поверхностной долевой концентрацией феррита и средним размером зерна феррита составляет, самое большее, 35 мкм%,
- от 8% до 30% остаточного аустенита, причем упомянутый остаточный аустенит характеризуется уровнем содержания Mn, составляющим более, чем 1,1 * Mn%, при этом Mn% обозначает уровень содержания Mn в стали,
- самое большее, 8% свежего мартенсита,
- самое большее, 0,3% цементита, причем частицы цементита, в случае присутствия таковых, будут характеризоваться средним размером, составляющим менее, чем 50 нм, и
- подвергшегося перераспределению мартенсита.
В одном варианте осуществления между выдерживанием при температуре перераспределения ТР и охлаждением до комнатной температуры на холоднокатаную листовую сталь наносят покрытие в результате погружения в расплав в ванне.
В еще одном варианте осуществления после проведения выдерживания холоднокатаного листа при температуре перераспределения ТР холоднокатаную листовую сталь непосредственно охлаждают до комнатной температуры.
В данном варианте осуществления после проведения стадии охлаждения холоднокатаной листовой стали до комнатной температуры на холоднокатаную и термообработанную листовую сталь может быть нанесено покрытие при использовании электрохимического способа или в результате осуществления технологического процесса нанесения покрытия в вакууме.
В одном варианте осуществления на холоднокатаную и термообработанную листовую сталь наносят покрытие из Zn или сплава Zn.
В еще одном варианте осуществления на холоднокатаную и термообработанную листовую сталь наносят покрытие из Al или сплава Al.
Предпочтительно сталь характеризуется углеродным эквивалентом Ceq, составляющим менее, чем 0,4%, при этом углеродный эквивалент определяют в виде Ceq = C + Si%/55 + Cr%/20 + Mn%/19 – Al%/18 + 2,2 * Р% – 3,24 * B% – 0,133Mn% * Mo%.
Изобретение также относится к технологическому процессу производства полученного при использовании контактной точечной сварки стыкового сварного соединения для, по меньшей мере, двух листовых сталей, включающему стадии:
- обеспечения наличия холоднокатаной и термообработанной листовой стали, соответствующей изобретению или произведенной при использовании способа, соответствующего изобретению,
- обеспечения наличия второй листовой стали,
- контактной точечной сварки между холоднокатаной и термообработанной листовой сталью и второй листовой сталью.
Например, второй листовой сталью является холоднокатаная и термообработанная листовая сталь, соответствующая изобретению или произведенная при использовании способа, соответствующего изобретению.
Теперь изобретение будет описано подробно и проиллюстрировано при использовании примеров без введения ограничений.
Ниже в настоящем изобретении Ае1 обозначает равновесную температуру превращения, ниже которой аустенит является полностью нестабильным, Ае3 обозначает равновесную температуру превращения, выше которой аустенит является полностью стабильным, Ar3 обозначает температуру, при которой при охлаждении начинается превращение аустенита в феррит, Ms обозначает температуру начала мартенситного превращения, то есть, температуру, при которой при охлаждении аустенит начинает превращаться в мартенсит, а Mf обозначает температуру конца мартенситного превращения, то есть, температуру, при которой при охлаждении завершается превращение аустенита в мартенсит. Для заданной стали специалисты в соответствующей области техники знают то, как определить данные температуры при использовании дилатометрических испытаний.
Композиция стали, соответствующей изобретению, содержит, при выражении в массовых процентах:
- 0,10% ≤ С ≤ 0,25% для обеспечения наличия удовлетворительной прочности и улучшения стабильности остаточного аустенита, что необходимо для получения достаточного относительного удлинения. Предпочтительно уровень содержания углерода является большим или равным 0,15%. В случае чрезмерно высокого уровня содержания углерода горячекатаный лист будет чрезмерно твердым для холодной прокатки, а свариваемость будет недостаточной. В случае уровня содержания углерода, составляющего менее, чем 0,10%, предел прочности при растяжении не достигнет целевых значений.
- 3,5% ≤ Mn ≤ 6,0% для обеспечения наличия удовлетворительной прочности и достижения стабилизирования, по меньшей мере, части аустенита в целях получения достаточного относительного удлинения. В особенности определяют минимум для получения конечной структуры, содержащей, при выражении в поверхностных долевых концентрациях, от 8% до 30% остаточного аустенита, характеризующегося уровнем содержания Mn, составляющим более, чем 1,1 * Mn%, при этом Mn% обозначает уровень содержания Mn в стали. Ниже 3,5% конечная структура характеризуется недостаточной долевой концентрацией остаточного аустенита и недостаточным уровнем содержания Mn в остаточном аустените таким образом, что не будет достигаться желательная комбинация из тягучести и прочности. Максимум определяют для избегания возникновения вопросов, связанных с ликвацией, которые являются вредными для тягучести. Предпочтительно уровень содержания марганца является большим или равным 3,7%.
- 0,5% ≤ Si ≤ 2,0% и 0,3% ≤ Al ≤ 1,2%, при этом уровни содержания кремния и алюминия, кроме того, удовлетворяют следующему далее соотношению: Si + Al ≥ 0,8%.
В соответствии с изобретением Si и Al совместно играют важную роль: кремний замедляет образование выделений цементита при охлаждении ниже равновесной температуры превращения Ае3. Поэтому добавление Si способствует стабилизированию достаточного количества остаточного аустенита. Si, кроме того, обеспечивает получение твердо-растворного упрочнения и задерживает образование карбидов во время прохождения перераспределения углерода из мартенсита в аустенит, которое представляет собой результат наличия стадии непосредственного повторного нагревания и выдерживания, проводимой после частичного мартенситного превращения. При чрезмерно высоком уровне содержания на поверхности образуются оксиды кремния, что ухудшает пригодность стали к нанесению покрытия. Поэтому уровень содержания Si является меньшим или равным 2,0%.
Алюминий представляет собой элемент, очень эффективный для раскисления стали в жидкой фазе во время проведения разработки. В дополнение к этому, Al представляет собой элемент, способствующий образованию альфа-фазы, который увеличивает температуры Ае1 и Ае3 стали. Таким образом, вследствие добавления, по меньшей мере, 0,3% Al межкритический домен (то есть, между Ае1 и Ае3) находится в температурном диапазоне, благоприятствующем перераспределению Mn в аустените в соответствии более подробным описанием изобретения, представленным ниже. Уровень содержания Al составляет не более, чем 1,2% в целях избегания появления включений, избегания возникновения проблем, связанных с окислением, и обеспечения прокаливаемости материала.
Кроме того, подобно Si Al стабилизирует остаточный аустенит. Воздействия Si и Al на стабилизирование остаточного аустенита являются подобными. В случае уровней содержания Si и Al, таких что Si + Al ≥ 0,8%, будет получено удовлетворительное стабилизирование аустенита, что, тем самым, делает возможным получение желательных микроструктур.
- 0,10% ≤ Мо ≤ 0,50%. Молибден увеличивает прокаливаемость, стабилизирует остаточный аустенит при уменьшении, таким образом, разложения аустенита во время прохождения перераспределения и уменьшает осевую ликвацию, которая может представлять собой результат наличия высокого уровня содержания марганца, и которая является вредной для коэффициента раздачи отверстия. Кроме того, Мо способствует измельчению структуры. Выше 0,50% добавление Мо является дорогостоящим и неэффективным с учетом свойств, получения которых добиваются.
- Необязательно 0,01% ≤ Cr ≤ 1,0% для замедления растворения карбидов и стабилизирования остаточного аустенита. Допускается максимум в 1,0% хрома, выше отмечается эффект насыщения, и добавление Cr является как бесполезным, так и дорогостоящим.
- Необязательно 0,010% ≤ Nb ≤ 0,080% в целях измельчения аустенитных зерен во время проведения горячей прокатки и получения дисперсионного упрочнения. Уровень содержания ниобия в диапазоне от 0,010% до 0,080% делает возможным получение удовлетворительных предела текучести при растяжении, относительного удлинения и коэффициента раздачи отверстия. Выше 0,080% тягучесть и коэффициент раздачи отверстия являются неудовлетворительными.
- Необязательно 0,010% ≤ Ti ≤ 0,080%. В особенности титан может быть добавлен при уровне содержания в диапазоне между 0,010% и 0,080% в дополнение к бору для защиты бора от образования BN.
Каждый из уровней содержания Nb и Ti составляет не более, чем 0,080% в целях наложения ограничений на твердение стали при высоких температурах, производимого данными элементами, где данное твердение сделало бы затруднительным производство тонких пластин вследствие увеличения усилий при горячей прокатке.
Необязательно 0,010% ≤ V ≤ 0,30% в целях получения дисперсионного упрочнения. В случае уровня содержания ванадия, составляющего более, чем 0,30%, ванадий будет потреблять углерод в результате формирования карбидов и/или карбонитридов, и это будет размягчать мартенсит. В дополнение к этому, будет ухудшена тягучесть стали, соответствующей изобретению.
Необязательно 0,0005% ≤ В ≤ 0,004% в целях увеличения закаливаемости стали.
Остальную часть композиции стали представляют собой железо и примеси, получающиеся в результате плавки. В данном отношении Ni, Cu, S, P и N, по меньшей мере, рассматриваются в качестве остаточных элементов, которые представляют собой неизбежные примеси. Поэтому их уровни содержания составляют менее, чем 0,05% для Ni, 0,03% для Cu, 0,010% для S, 0,020% для Р и 0,008% для N.
Предпочтительно композиция стали является такой, что сталь характеризуется углеродным эквивалентом Ceq, составляющим менее, чем 0,4%, при этом углеродный эквивалент определяют в виде Ceq = C + Si%/55 + Cr%/20 + Mn%/19 – Al%/18 + 2,2 * Р% – 3,24 * B% – 0,133Mn% * Mo%.
При использовании углеродного эквивалента, составляющего менее, чем 0,4%, свариваемость при контактной точечной сварке для листовой стали является очень хорошей. В дополнение к этому, несмотря на низкие уровни содержания легирующих элементов, требуемых для достижения углеродного эквивалента, составляющего менее, чем 0,4%, листовая сталь изобретения и способ ее изготовления делают возможным достижение очень высоких механических свойств.
Таким образом, в соответствии с изобретением можно добиться достижения очень высоких механических свойств и очень хорошей свариваемости при контактной точечной сварке.
Теперь будет описана микроструктура холоднокатаной и термообработанной листовой стали, соответствующей изобретению.
Холоднокатаная и термообработанная листовая сталь обладает структурой, состоящей, при выражении через поверхностные долевые концентрации, из:
- от 10% до 45% феррита, характеризующегося средним размером зерен, составляющим, самое большее, 1,3 мкм, при этом произведение между поверхностной долевой концентрацией феррита и средним размером зерна феррита составляет, самое большее, 35 мкм%,
- от 8% до 30% остаточного аустенита, при этом упомянутый остаточный аустенит характеризуется средним уровнем содержания Mn, составляющим более, чем 1,1 * Mn%, причем Mn% обозначает уровень содержания Mn в листовой стали,
- самое большее, 8% свежего мартенсита,
- самое большее, 2,5% цементита и
- подвергшегося перераспределению мартенсита.
Данные поверхностные долевые концентрации и размер зерна определяют при использовании следующего далее метода: образец отрезают от холоднокатаной и термообработанной стали, полируют и декапируют при использовании реагента, самого по себе известного, таким образом, что будет выявлена микроструктура. После этого поперечное сечение рассматривают при использовании оптического или сканирующего электронного микроскопа, например, при использовании сканирующего электронного микроскопа с автоэмиссионной пушкой («АЭП-СЭМ») при увеличении, большем, чем 5000х, в сочетании с устройством дифракционного обратного рассеяния электронов («ДОРЭ») и с просвечивающей электронной микроскопией (ПЭМ).
Определение поверхностной долевой концентрации каждой составной части (подвергшегося перераспределению мартенсита, свежего мартенсита, феррита и аустенита) проводят в результате анализа изображений при использовании метода, самого по себе известного. Долевую концентрацию остаточного аустенита, например, определяют при использовании рентгеноструктурного анализа (РСА).
Феррит в данной структуре является межкритическим ферритом.
В случае долевой концентрации феррита, составляющей менее, чем 10%, коэффициент раздачи отверстия HER не будет достигать 20%. В случае долевой концентрации феррита, составляющей более, чем 45%, не будет достигнут предел прочности при растяжении, составляющий, по меньшей мере, 1200 МПа.
Феррит характеризуется средним размером зерна, составляющим, самое большее, 1,3 мкм. В дополнение к этому, произведение между поверхностной долевой концентрацией феррита, при выражении в %, и средним размером ферритных зерен, при выражении в мкм, составляет, самое большее, 35 мкм%.
Средний размер зерна, составляющий, самое большее, 1,3 мкм, и произведение между поверхностной долевой концентрацией феррита и средним размером зерна для ферритных зерен, составляющее, самое большее, 35 мкм%, делают возможным достижение коэффициента раздачи отверстия HER, составляющего, по меньшей мере, 20%, предела текучести при растяжении YS, составляющего, по меньшей мере, 1000 МПа, и суммы YS * UE + ТS * ТE + ТS * НER, составляющей, по меньшей мере, 56000 МПа%.
Микроструктура холоднокатаной и термообработанной листовой стали включает, по меньшей мере, 8% аустенита, который при комнатной температуре является остаточным аустенитом. В случае присутствия при поверхностной долевой концентрации, составляющей, по меньшей мере, 8%, остаточный аустенит будет вносить свой вклад в увеличение тягучести.
Остаточный аустенит является обогащенным по марганцу, в особенности остаточный аустенит характеризуется средним уровнем содержания Mn, большим или равным 1,1 * Mn%, где Mn обозначает уровень содержания Mn в композиции стали. Данное обогащение по Mn стабилизирует остаточный аустенит.
В общем случае остаточный аустенит также является обогащенным по углероду, в особенности остаточный аустенит характеризуется средним уровнем содержания С, составляющим, по меньшей мере, 0,4%, предпочтительно заключенным в пределах диапазона между 0,4% и 1,0%. Данное обогащение по С дополнительно стабилизирует аустенит.
Уровень содержания С в остаточном аустените, например, определяют в результате определения долевой концентрации остаточного аустенита и постоянных кристаллической решетки при использовании рентгеноструктурного анализа (РСА), использующего ритвельдовское уточнение (Rietveld, H., «A profile refinement method for nuclear and magnetic structures», Journal of applied Crystallography, 2(2), 65-71, 1969). После этого уровень содержания С в остаточном аустенита определяют при использовании формул авторов Dyson и Holmes (D. J. Dyson, and B. Holmes: «Effect of alloying additions on the lattice parameter austenite», Journal of the Iron and Steel Institute, 1970, 208, 469-474).
В общем случае остаточный аустенит имеет форму островов, при этом средний размер островов остаточного аустенита составляет менее, чем 500 нм.
Составляющая, по меньшей мере, 8% поверхностная долевая концентрация остаточного аустенита, характеризующегося уровнем содержания Mn, составляющим более, чем 1,1 * Mn%, делает возможным получение комбинации из высокой тягучести и высокой прочности.
Действительно, обогащение остаточного аустенита по Mn обеспечивает получение высокого стабилизирования аустенита таким образом, что в случае проведения для листовой стали деформирования остаточный аустенит будет деформироваться в результате как скольжения отдельных дислокаций, так и механического двойникования.
Данная структура может содержать вплоть до 2,5% цементита. В одном варианте осуществления данная структура содержит, самое большее, 1%, а еще предпочтительно, самое большее, 0,3%, цементита.
В общем случае средний размер частиц цементита в конечной структуре составляет менее, чем 50 нм.
Подвергшийся перераспределению мартенсит присутствует в виде тонких удлиненных реек, ориентированных внутри бывших аустенитных зерен. Подвергшийся перераспределению мартенсит характеризуется средним уровнем содержания С, строго меньшим, чем номинальный уровень содержания С в стали.
В структуре может присутствовать и свежий мартенсит, при этом, однако, поверхностная долевая концентрация составляет, самое большее, 8%. Действительно, долевая концентрация свежего мартенсита, составляющая более, чем 8%, будет приводить к получению коэффициента раздачи отверстия HER, в соответствии с документом ISO 16630:2009 составляющего менее, чем 20%.
Подвергшийся перераспределению углерода мартенсит можно отличить от свежего мартенсита на поперечном сечении, подвергнутом полированию и декапированию при использовании реагента, известного самого по себе, например, реагента ниталя, согласно наблюдению при использовании сканирующей электронной микроскопии (СЭМ) и дифракции обратно-рассеянных электронов (ДОРЭ).
Мартенсит, в том числе подвергшийся перераспределению мартенсит и свежий мартенсит, в случае присутствия таковых, содержат небольшое количество карбидов. В особенности поверхностная плотность карбидов в мартенсите, площадь поверхности которых составляет более, чем 10 × 60 нм2, в общем случае является меньшей или равной 0,05 * 106/мм2.
Теперь будет раскрыт способ производства холоднокатаной и термообработанной листовой стали, соответствующей описанию изобретения, представленному выше.
Горячекатаный лист, имеющий толщину в диапазоне между 2 и 6 мм, может быть произведен в результате разливки стали, характеризующейся композицией, соответствующей вышеупомянутой композиции, таким образом, что будет получен сляб, повторного нагревания сляба при температуре Тreheat, заключенной в пределах диапазона между 1150°С и 1300°С, и горячей прокатки повторно нагретого сляба, при этом конечная температура прокатки является большей, чем Ar3, для получения горячекатаной стали.
Конечная температура прокатки предпочтительно составляет, самое большее, 1000°С в целях избегания укрупнения аустенитных зерен.
После этого горячекатаную сталь охлаждают при скорости охлаждения, заключенной, например, в пределах диапазона между 1°С/с и 50°С/с, и смотки в рулон при температуре, заключенной в пределах диапазона между 20°С и 600°С.
После проведения смотки в рулон лист обладает структурой, которая может содержать бейнит, мартенсит и остаточный аустенит.
После проведения смотки в рулон лист подвергают травлению.
После этого горячекатаную листовую сталь подвергают отжигу в целях улучшения прокатываемости при холодной прокатке и вязкости горячекатаной листовой стали и в целях получения горячекатаной и отожженной листовой стали, что является подходящим для использования при производстве холоднокатаной и термообработанной листовой стали, обладающей высокими механическими свойствами, в частности, характеризуясь высокой прочностью и высокой тягучестью.
В особенности горячекатаную листовую сталь подвергают отжигу при температуре первого отжига ТА1 и на протяжении времени первого отжига tA1, контролируемо выдерживаемых таким образом, что будет получена структура, в конце данного первого отжига состоящая, при выражении в поверхностных долевых концентрациях, из:
- по меньшей мере, 67% феррита, характеризующегося средним размером, составляющим менее, чем 4 мкм,
- самое большее, 30% остаточного аустенита,
- самое большее, 2% свежего мартенсита и
- самое большее, 3% цементита.
Присутствие, по меньшей мере, 67% феррита, характеризующегося средним размером ферритных зерен, составляющим, самое большее, 4 мкм, делает возможным производство холоднокатаной и термообработанной листовой стали, обладающей очень мелкой структурой и поэтому очень высокими механическими свойствами.
Долевая концентрация свежего мартенсита, составляющая, самое большее, 2%, делает возможным достижение высокой вязкости горячекатаной и отожженной листовой стали.
В дополнение к этому, долевая концентрация цементита, составляющая, самое большее, 3%, подразумевает облегчение растворения цементита во время проведения последующего отжига холоднокатаной листовой стали, поэтому улучшение тягучести и прочности во время проведения стадий дополнительной переработки.
Как это установили изобретатели, получения данной структуры будут добиваться в случае проведения отжига горячекатаной листовой стали при температуре первого отжига ТА1, заключенной в пределах диапазона между 500°С и TA1max, при этом TA1max представляет собой температуру, при которой при нагревании создаются, самое большее, 30% аустенита, и на протяжении времени первого отжига tA1, заключенного в пределах диапазона между 3 секундами и 50000 секундами. Время первого отжига tA1 является временем выдерживания при температуре первого отжига ТА1 и не включает времени нагревания до данной температуры первого отжига ТА1.
В случае температуры первого отжига ТА1, составляющей менее, чем 500°С, и/или времени первого отжига tA1, составляющего менее, чем 3 секунды, размягчение в результате восстановления микроструктуры будет недостаточным таким образом, что твердость горячекатаной и отожженной листовой стали будет чрезмерно высокой, что в результате приведет к получению неудовлетворительной прокатываемости листа при холодной прокатке.
В случае температуры первого отжига ТА1, большей, чем ТА1max, во время проведения первого отжига будет создаваться чрезмерно большая долевая концентрация аустенита таким образом, что долевая концентрация свежего мартенсита в горячекатаной и отожженной листовой стали будет составлять более, чем 2%, а долевая концентрация остаточного аустенита в горячекатаной и отожженной листовой стали может составлять более, чем 30%.
В случае времени первого отжига tA1, составляющего более, чем 50000 секунд, микроструктура будет укрупняться таким образом, что средний размер ферритных зерен в горячекатаной и отожженной листовой стали будет составлять более, чем 4 мкм.
Аустенит, который может быть создан во время проведения первого отжига, является обогащенным по Mn, в особенности характеризуется средним уровнем содержания Mn, составляющим, по меньшей мере, 1,5 * Mn%. Обогащение по Mn представляет собой результат перераспределения марганца в аустенит во время проведения выдерживания при температуре первого отжига ТА1. Поэтому данный аустенит стабилизируется таким образом, что структура горячекатаной и отожженной листовой стали будет содержать вплоть до 30% остаточного аустенита, в общем случае характеризующегося средним уровнем содержания Mn, составляющим более, чем 1,5 * Mn%, и содержать, самое большее, 2% свежего матенсита.
В первом варианте осуществления первый отжиг является отжигом в камерной печи.
В данном варианте осуществления в общем случае горячекатаная и отожженная листовая сталь обладает микроструктурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
- по меньшей мере, 75% феррита, характеризующегося средним размером зерен, составляющим менее, чем 4 мкм,
- самое большее, 10% остаточного аустенита,
- самое большее, 2% свежего мартенсита и
- самое большее, 3% цементита,
при этом упомянутый остаточный аустенит характеризуется уровнем содержания Mn, составляющим более, чем 1,5 * Mn%, причем Mn% обозначает уровень содержания Mn в стали.
Как это установили изобретатели, получения такой структуры будут добиваться в случае температуры первого отжига ТА1, заключенной в пределах диапазона между 500°С и 670°С, и времени первого отжига tA1, заключенного в пределах диапазона между 1000 секундами и 50000 секундами.
В целях наложения ограничений на укрупнение структуры температура первого отжига ТА1 составляет менее, чем 670°С. Выше 670°С в горячекатаной и отожженной листовой стали будет получен средний размер ферритных зерен, составляющий более, чем 4 мкм.
В первом варианте осуществления время первого отжига tA1 составляет, по меньшей мере, 1000 секунд таким образом, что будет достигнуто достаточное размягчение. Ниже 1000 секунд твердость горячекатаной и отожженной листовой стали будет чрезмерно высокой, что в результате приведет к получению неудовлетворительной прокатываемости листа при холодной прокатке.
В первом варианте осуществления аустенит, который может быть создан во время проведения первого отжига, является обогащенным по Mn, в особенности характеризуется средним уровнем содержания Mn, составляющим, по меньшей мере, 1,5 * Mn%. Данное обогащение по Mn представляет собой результат перераспределения марганца в аустенит во время проведения выдерживания при температуре первого отжига ТА1.
Поэтому данный аустенит стабилизируется таким образом, что структура горячекатаной и отожженной листовой стали будет содержать вплоть до 10% остаточного аустенита, в общем случае характеризующегося средним уровнем содержания Mn, составляющим более, чем 1,5 * Mn%, и содержать, самое большее, 2% свежего матенсита.
Во втором варианте осуществления первый отжиг является непрерывным отжигом.
В данном втором варианте осуществления первый отжиг предпочтительно проводят таким образом, что будет получена структура горячекатаной и отожженной листовой стали, состоящей, при выражении в поверхностных долевых концентрациях, из:
- по меньшей мере, 67% феррита, характеризующегося средним размером зерен, составляющим менее, чем 4 мкм,
- самое большее, 30% остаточного аустенита,
- самое большее, 2% свежего мартенсита и
- самое большее, 1% цементита,
при этом частицы цементита, в случае присутствия таковых, будут характеризоваться средним размером, составляющим менее, чем 150 нм.
В данном втором варианте осуществления температура первого отжига ТА1 предпочтительно заключена в пределах диапазона между 650°С и максимальной температурой непрерывного отжига TICAmax, являющейся температурой, при которой при нагревании создаются 30% аустенита.
Вдобавок к этому, время первого отжига tA1 заключено в пределах диапазона между 3 секундами и 500 секундами.
В случае температуры первого отжига ТА1, составляющей менее, чем 650°С, размягчение, обусловленное микроструктурой, будет недостаточным таким образом, что твердость горячекатаной и отожженной листовой стали будет чрезмерно высокой, что в результате приведет к получению неудовлетворительной прокатываемости листа при холодной прокатке.
В случае температуры первого отжига ТА1, большей, чем ТICAmax, во время проведения непрерывного отжига будет создаваться чрезмерно большая долевая концентрация аустенита, что может в результате приводить к получению недостаточного стабилизирования аустенита таким образом, что долевая концентрация свежего мартенсита в горячекатаной и отожженной листовой стали будет составлять более, чем 2%.
Вдобавок к этому, во втором варианте осуществления в случае времени первого отжига tA1, составляющего более, чем 500 секунд, микроструктура будет укрупняться таким образом, что средний размер ферритных зерен в горячекатаной и отожженной листовой стали будет составлять более, чем 4 мкм.
В данном втором варианте осуществления аустенит, который может быть создан во время проведения первого отжига, также является обогащенным по Mn, в особенности характеризуется уровнем содержания Mn, составляющим, по меньшей мере, 1,5 * Mn%.
Таким образом, данный аустенит сильно стабилизируется таким образом, что при охлаждении будет создано, самое большее, 2% свежего мартенсита. Поэтому в общем случае остаточный аустенит в горячекатаной и отожженной листовой стали характеризуется средним уровнем содержания Mn, составляющим, по меньшей мере, 1,5 * Mn%.
После этого горячекатаную и отожженную листовую сталь необязательно подвергают травлению.
Вслед за этим горячекатаную и отожженную листовую сталь подвергают холодной прокатке для получения холоднокатаного листа, имеющего толщину в диапазоне от 0,7 мм до 3 мм, например, в диапазоне от 0,8 мм до 2 мм.
Степень обжатия при холодной прокатке предпочтительно заключена в пределах диапазона между 20% и 80%. Ниже 20% не благоприятствуется рекристаллизация во время проведения последующей термообработки, что может ухудшить тягучесть холоднокатаной и термообработанной листовой стали. Выше 80% имеет место риск растрескивания кромок во время проведения холодной прокатки.
После этого холоднокатаную листовую сталь подвергают термообработке в технологической линии непрерывного отжига.
Термообработка включает стадии:
- повторного нагревания холоднокатаной листовой стали до температуры второго отжига ТА2, заключенной в пределах диапазона между Ае1 до Ае3, таким образом, что будет получена при отжиге структура, содержащая от 55% до 90% аустенита и от 10% до 45% феррита, и выдерживания холоднокатаной листовой стали при температуре второго отжига ТА2 на протяжении времени выдерживания tA2.
Специалисты в соответствующей области техники знают то, как определить Ае1 и Ае3 и температуру второго отжига ТА2, подходящую для использования при получении желательной структуры при отжиге, для каждой композиции стали исходя из дилатометрических испытаний.
Скорость повторного нагревания Vr до температуры второго отжига ТА2 предпочтительно заключена в пределах диапазона между 1°С/с и 200°С/с.
Во время проведения данного отжига растворяется цементит, который может присутствовать в данной структуре.
В особенности вследствие наличия уровней содержания Al в композиции стали температура отжига для получения при отжиге структуры, содержащей от 55% до 90% аустенита и от 10% до 45% феррита, находится в температурном диапазоне, благоприятствующем растворению карбидов.
Данный температурный диапазон также благоприятствует перераспределению Mn в аустенит во время проведения выдерживания при данной температуре.
Поэтому после проведения выдерживания листа при температуре второго отжига структура листовой стали состоит из от 55% до 90% аустенита, обогащенного по Mn, и от 10% до 45% феррита.
В случае такой температуры второго отжига, что структура, полученная при отжиге, будет содержать менее, чем 10% феррита, долевая концентрация феррита в конечной структуре будет недостаточной для достижения желательных относительного удлинения и коэффициента раздачи отверстия. В дополнение к этому, обогащение аустенита по Mn является недостаточным для стабилизирования остаточного аустенита.
- В случае такой температуры второго отжига, что структура, полученная при отжиге, будет содержать более, чем 45% феррита, долевая концентрация феррита в конечной структуре будет чрезмерно большой для достижения желательного предела прочности при растяжении, растворение карбидов будет недостаточным, что в результате приведет к укрупнению конечной структуры, в особенности к получению среднего размера зерна феррита, составляющего более, чем 1,3 мкм, и произведения между поверхностной долевой концентрацией феррита и средним размером зерна для ферритных зерен, составляющего более, чем 35 мкм%.
Время выдерживания tA2 при температуре второго отжига ТА2 заключено в пределах диапазона между 30 секундами и 500 секундами.
- В случае времени выдерживания tA2, составляющего менее, чем 30 секунд, будут достигаться недостаточное стабилизирование аустенита под воздействием Mn и недостаточное растворение карбидов. Время выдерживания tA2, составляющее более, чем 500 секунд, будет приводить к укрупнению структуры. В особенности время выдерживания tA2, составляющее более, чем 500 секунд, будет приводить к получению среднего размера зерна феррита, составляющего более, чем 1,3 мкм, и произведения между поверхностной долевой концентрацией феррита и средним размером зерна для ферритных зерен, составляющего более, чем 35 мкм%, таким образом, что не будут получены целевые свойства, в особенности целевые коэффициент раздачи отверстия, предел текучести при растяжении и сумма YS * UE + ТS * ТE + ТS * НER.
- Закалки холоднокатаной листовой стали при скорости охлаждения Vc, заключенной в пределах диапазона между 1°С/с и 100°С/с во избежание образования перлита при охлаждении, до температуры закалки QT, меньшей, чем температура превращения Ms для аустенита. Температура закалки QT заключена в пределах диапазона между 20°C и Ms – 50°C. Для каждой конкретной композиции стали и каждой структуры специалисты в соответствующей области техники знают то, как определить температуру начала превращения Ms для аустенита при использовании дилатометрии. Температура 20°С обычно является большей, чем Mf + 20°C.
Во время проведения данной стадии закалки аустенит частично превращается в мартенсит.
Температуру закалки QT выбирают таким образом, что будет получена сразу же после проведения закалки структура, состоящая из от 8% до 38% аустенита, от 10% до 45% феррита, от 12% до 82% мартенсита и, возможно, цементита.
Специалисты в соответствующей области техники знают то, как определить температуру закалки, адаптированную для получения желательной структуры.
В случае температуры закалки QT, составляющей менее, чем 20°C, долевая концентрация подвергшегося перераспределению мартенсита в конечной структуре будет чрезмерно большой для стабилизирования достаточного количества остаточного аустенита, составляющего более, чем 8%. Вдобавок к этому, в случае температуры закалки QT, большей, чем Ms – 50°C, долевая концентрация подвергшегося перераспределению мартенсита в конечной структуре будет чрезмерно маленькой для получения желательного предела прочности при растяжении.
- Необязательного выдерживания закаленного листа при температуре закалки QT на протяжении времени выдерживания tQ, заключенного в пределах диапазона между 2 секундами и 200 секундами, предпочтительно между 3 секундами и 7 секундами, таким образом, что будет избегнуто образование эпсилон-карбидов в мартенсите, которое привело бы в результате к уменьшению относительного удлинения стали.
- Повторного нагревания холоднокатаной листовой стали до температуры перераспределения ТР, заключенной в пределах диапазона между 350°С и 500°С, и выдерживания холоднокатаной листовой стали при температуре перераспределения ТР на протяжении времени перераспределения tP, заключенного в пределах диапазона между 3 секундами и 1000 секундами.
Во время проведения данной стадии перераспределения углерод диффундирует из мартенсита в аустенит, что, тем самым, обеспечивает достижение обогащения аустенита по С.
В случае температуры перераспределения ТР, составляющей более, чем 500°С или менее, чем 350°С, относительное удлинение конечной продукции будет недостаточным.
- необязательного нанесения на лист покрытия в результате погружения в расплав в ванне при температуре, меньшей или равной, например, 480°С. Может быть использован любой тип покрытий, а, в частности, из цинка или цинковых сплавов, подобных цинково-никелевому, цинково-магниевому или цинково-магниево-алюминиевому сплавам, алюминия или алюминиевых сплавов, например, алюминиево-кремниевого сплава.
- непосредственно после проведения стадии перераспределения или непосредственно после проведения стадии нанесения покрытия в результате погружения в расплав в случае проведения таковой охлаждения холоднокатаной листовой стали до комнатной температуры для получения холоднокатаной и термообработанной листовой стали. Скорость охлаждения предпочтительно составляет более, чем 1°С/с, заключена, например, в пределах диапазона между 2°С/с и 20°С/с.
Во время проведения данной стадии охлаждения часть аустенита может превращаться в свежий мартенсит. Однако, поверхностная долевая концентрация свежего мартенсита остается меньшей или равной 8% вследствие стабилизирования аустенита под воздействием С и Mn.
- необязательно после проведения охлаждения до комнатной температуры в случае непроведения стадии нанесения покрытия в результате погружения в расплав на лист может быть нанесено покрытие при использовании электрохимических способов, например, электрогальванизирования, или в результате осуществления какого-либо технологического процесса нанесения покрытия в вакууме, подобного способу ФОПФ или струйному нанесению покрытия осаждением паров. Может быть использован любой тип покрытий, а, в частности, из цинка или цинковых сплавов, подобных цинково-никелевому, цинково-магниевому или цинково-магниево-алюминиевому сплавам. Необязательно после нанесения покрытия в результате электрогальванизирования лист может быть подвергнут дегазированию.
- необязательно после проведения охлаждения до комнатной температуры и необязательного нанесения покрытия лист может быть подвергнут дополнительной отпускной термообработки при температуре, заключенной в пределах диапазона между 150°С и 450°С, на протяжении времени выдерживания, заключенного в пределах диапазона между 1 и 20 минутами, (чем большей будет температура, тем меньшим будет время выдерживания). Назначение данной отпускной термообработки заключается в улучшении деформируемости листа.
Данный способ изготовления делает возможным получение конечной структуры, то есть, после прохождения перераспределения и охлаждения до комнатной температуры, состоящей, при выражении в поверхностных долевых концентрациях, из:
- от 10% до 45% феррита,
- от 8% до 30% остаточного аустенита,
- самое большее, 8% свежего мартенсита,
- подвергшегося перераспределению мартенсита и
- самое большее, 2,5% цементита.
Феррит является межкритическим ферритом.
Присутствие межкритического феррита в структуре вместо феррита, который мог бы быть создан во время проведения охлаждения ниже температуры второго отжига ТА2, (ниже в настоящем документе «полученный в результате превращения феррит») делает возможным достижение обогащение по Mn для аустенита во время проведения данного второго отжига. Действительно, присутствие полученного в результате превращения феррита вместо межкритического феррита будет подразумевать невозможность прохождения достаточного стабилизирования остаточного аустенита под воздействием Mn во время проведения второго отжига таким образом, что не будут достигнуты желательные свойства, в особенности желательное полное относительное удлинение.
Феррит характеризуется средним размером зерна, составляющим, самое большее, 1,3 мкм. В дополнение к этому, произведение между поверхностной долевой концентрацией феррита, при выражении в %, и средним размером ферритных зерен, при выражении в мкм, составляет, самое большее, 35 мкм%.
Средний размер зерна представляет собой результат наличия мелкой структуры горячекатаной и отожженной листовой стали и проведения последующей термообработки, в особенности деформирования листа во время проведения холодной прокатки и последующей рекристаллизации.
Остаточный аустенит является обогащенным по Mn, при этом данное обогащение представляет собой результат в особенности перераспределения Mn из феррита в аустенит во время проведения выдерживания при температуре второго отжига ТА2. В особенности данное обогащение по Mn представляет собой результат проведения межкритического отжига при ТА2 в температурном диапазоне, благоприятствующем диффундированию Mn из феррита в аустенит. Поэтому уровень содержания Mn в остаточном аустените является большим, чем 1,1 * Mn%.
В общем случае остаточный аустенит является обогащенным по С, при этом данное обогащение представляет собой результат перераспределения углерода из мартенсита в аустенит во время проведения выдерживания при температуре перераспределения ТР.
В общем случае средний уровень содержания С в остаточном аустените составляет, по меньшей мере, 0,4%, предпочтительно заключен в пределах диапазона между 0,4% и 1,0%.
Остаточный аустенит имеет форму островов, при этом средний размер островов остаточного аустенита составляет менее, чем 500 нм.
Подвергшийся перераспределению мартенсит создается при охлаждении ниже температуры превращения Ms после проведения второго отжига и последующих нагревания и выдерживания при температуре перераспределения ТР, заключенной в пределах диапазона между 350°С и 500°С.
Подвергшийся перераспределению мартенсит характеризуется средним уровнем содержания С, строго меньшим, чем номинальный уровень содержания С в стали. Данный низкий уровень содержания С представляет собой результат перераспределения углерода из мартенсита, созданного при закалке ниже температуры Ms стали, в аустенит во время проведения выдерживания при температуре перераспределения ТР.
Свежий мартенсит может создаваться при охлаждении от температуры перераспределения ТР до комнатной температуры. Однако, вследствие стабилизирования остаточного аустенита под воздействием Mn долевая концентрация свежего мартенсита в структуре является меньшей или равной 8%.
Мартенсит, в том числе подвергшийся перераспределению мартенсит и свежий мартенсит, в случае присутствия таковых, содержит небольшое количество карбидов. В особенности в общем случае поверхностная плотность карбидов в мартенсите, площадь поверхности которых составляет более, чем 10 × 60 нм2, является меньшей или равной 0,05 * 106/мм2.
Данное маленькое количество карбидов в мартенсите представляет собой результат перераспределения С из мартенсита в аустенит во время проведения выдерживания при температуре перераспределения ТР. Данное маленькое количество карбидов вносит свой вклад в получение высокой комбинации из предела прочности при растяжении и полного относительного удлинения.
Действительно, чем меньшим будет количество карбидов, тем меньшей будет долевая концентрация углерода и марганца в форме карбидов, и тем большей будет долевая концентрация углерода и марганца в аустените. В противоположность этому, поверхностная плотность карбидов в мартенсите, площадь поверхности которых составляет более, чем 10 × 60 нм2, составляющая более, чем 0,05 * 106/мм2, будет подразумевать несодержание аустенитом достаточных количеств углерода и марганца и отсутствие достаточного стабилизирования.
При охлаждении от температуры отжига и во время прохождения перераспределения может быть создана маленькая долевая концентрация цементита. Однако, долевая концентрация цементита в конечной структуре в любом случае будет оставаться меньшей, чем 2,5%. В общем случае долевая концентрация цементита в конечной структуре составляет менее, чем 1%, а предпочтительно менее, чем 0,3%.
В дополнение к этому, в общем случае средний размер частиц цементита в конечной структуре составляет менее, чем 150 нм.
В случае первого отжига, являющегося непрерывным отжигом, конечная структура будет содержать, самое большее, 0,3% цементита, при этом частицы цементита, в случае присутствия таковых, будут характеризоваться средним размером, составляющим менее, чем 50 нм. Действительно, непрерывный отжиг в результате приводит к созданию очень маленькой долевой концентрации цементита, при этом горячекатаная и отожженная листовая сталь характеризуется долевой концентрацией цементита, составляющей, самое большее, 1%. В дополнение к этому, частицы цементита являются очень мелкими, при этом средний размер частиц составляет, самое большее, 150 нм. Поэтому цементит полностью или почти что полностью растворяется во время проведения последующего отжига при температуре второго отжига.
Получают листовые стали, характеризующиеся пределом текучести при растяжении YS, заключенным в пределах диапазона между 1000 МПа и 1300 МПа, пределом прочности при растяжении TS, заключенным в пределах диапазона между 1200 МПа и 1600 МПа, равномерным относительным удлинением UE, большим или равным 10%, полным относительным удлинением ТЕ, большим или равным 14%, коэффициентом раздачи отверстия HER, составляющим, по меньшей мере, 20%, и суммой произведения между пределом текучести при растяжении YS и равномерным относительным удлинением UE (YS * UE), произведения между пределом прочности при растяжении TS и полным относительным удлинением ТЕ (ТS * ТE) и произведения между пределом прочности при растяжении TS и коэффициентом раздачи отверстия HER (ТS × HER) YS * UE + ТS * ТE + ТS * НER, составляющей, по меньшей мере, 56000 МПа%. В общем случае произведение предел текучести при растяжении × равномерное относительное удлинение (YS × UE) составляет, по меньшей мере, 11000 МПа%, а произведение предел прочности при растяжении × полное относительное удлинение (ТS × ТE) составляет, по меньшей мере, 19000 МПа%.
Еще одна цель изобретения представляет собой сварную сборную конструкцию, включающую первую листовую сталь и вторую листовую сталь, сваренные друг с другом при использовании контактной точечной сварки сопротивлением. Первая листовая сталь является холоднокатаной и термообработанной листовой сталью, соответствующей изобретению, а вторая листовая сталь может быть соответствующей изобретению или характеризоваться другой композицией. В особенности первая и вторая листовые стали могут характеризоваться идентичными композициями или различными композициями и идентичными толщинами или различными толщинами.
Сварную сборную конструкцию изготавливают в результате производства первой и второй листовых сталей и контактной точечной сварки сопротивлением для первой и второй листовых сталей.
Полученное при использовании сварных швов контактной точечной сварки сопротивлением соединение первой листовой стали со второй листовой сталью характеризуется высоким сопротивлением в испытании на поперечное растяжение, определяемым альфа-числом, составляющим, по меньшей мере, 50 даН/мм2, а предпочтительно, по меньшей мере, 70 даН/мм2, в особенности после проведения послесварочной термообработки.
В данном случае альфа-число обозначает максимальную нагрузку в испытании на поперечное воздействие, поделенную на диаметр сварного шва и толщину. Это приведенная нагрузка для контактной точечной сварки сопротивлением, при выражении в даН/мм2.
Примеры
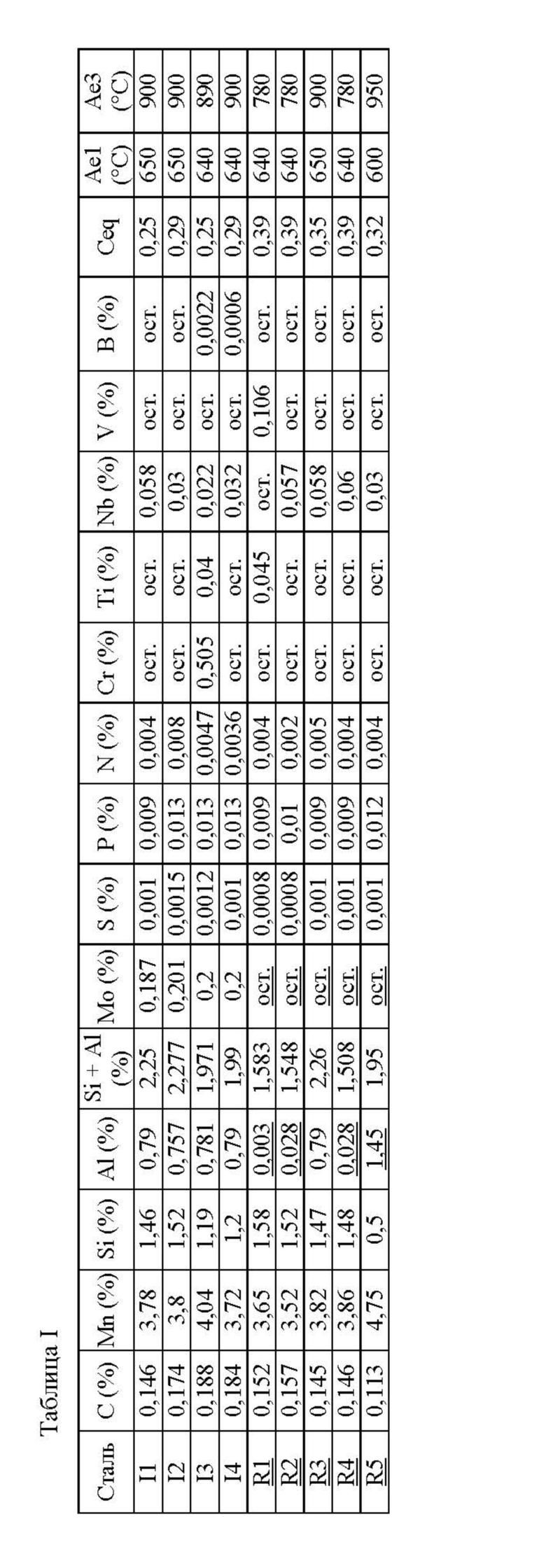
В качестве примеров и сравнительных примеров были изготовлены листы, образованные из композиций сталей, соответствующих таблице I, при этом уровни содержания выражают в массовых процентах.
В данной таблице «ост.» обозначает присутствие элемента только в качестве остатка и отсутствие какого-либо преднамеренного добавления данного элемента.
Температуры превращения сталей Aе1 и Ae3 измерялись при использовании дилатометрии и представлены в таблице I.
В данной таблице подчеркнутые значения не соответствуют изобретению.
Стали разливали таким образом, что были получены слитки. Слитки подвергали повторному нагреванию при температуре Treheat 1250°С, горячей прокатке при температуре, большей, чем Ar3, для получения горячекатаной стали и травлению.
После этого горячекатаные стали подвергали смотке в рулон при температуре Tcoil 450°С или 20°С, отжигу в камерной печи или непрерывному отжигу при температуре первого отжига ТА1 на протяжении времени tA1 для получения, тем самым, горячекатаных и отожженных листовых сталей.
Микроструктурный анализ проводился на образцах, взятых из горячекатаных и отожженных листовых сталей.
После этого горячекатаные и отожженные листовые стали подвергали травлению и холодной прокатке со степенью обжатия при холодной прокатке 50% для получения холоднокатаных листов, имеющих толщину 1,2 мм.
Холоднокатаные листы подвергали повторному нагреванию до температуры второго отжига ТА2 при скорости нагревания Vr = 10°С/с и выдерживанию при температуре второго отжига ТА2 на протяжении времени выдерживания tA2.
После этого холоднокатаные листы подвергали закалке при скорости охлаждения Vc = 5°С/с до температуры закалки QT и выдерживанию при температуре QT на протяжении времени tQ = 3 с.
Вслед за этим листы подвергали повторному нагреванию до температуры перераспределения ТР и выдерживанию при температуре перераспределения ТР на протяжении времени перераспределения tP, после этого непосредственному охлаждению до комнатной температуры.
Условия обработки представлены в таблице II.
В данной таблице столбец «Тип отжига» указывает на проведение отжига в виде отжига в камерной печи или непрерывного отжига.
Таблица II
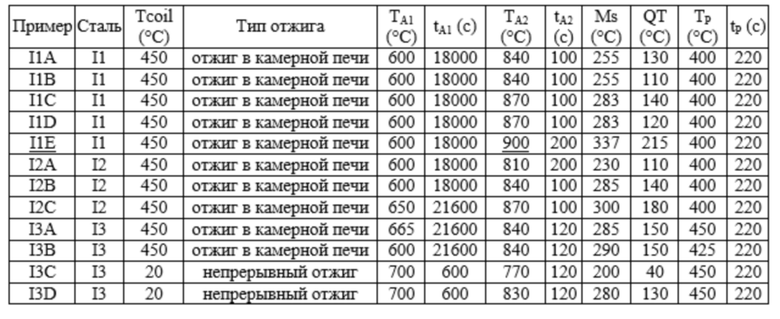
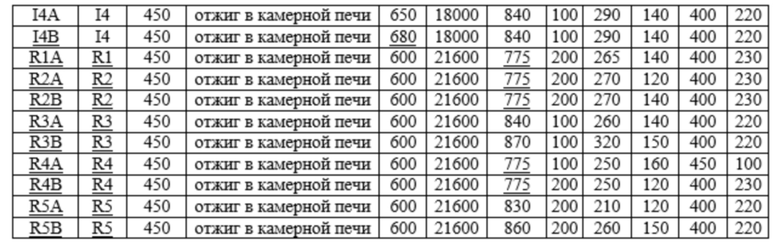
В таблице II подчеркнутые значения не соответствуют изобретению.
Микроструктуры горячекатаных и отожженных листовых сталей представлены в таблице III.
Таблица III
В таблице III Fγ представляет собой поверхностную долевую концентрацию аустенита, при выражении в процентах, Fα представляет собой поверхностную долевую концентрацию феррита, при выражении в процентах, и Dα представляет собой средний размер ферритных зерен, при выражении в микрометрах.
Микроструктуры холоднокатаных и термообработанных листовых сталей анализировали в результате наблюдения при использовании сканирующего электронного микроскопа с автоэмиссионной пушкой («АЭП-СЭМ») при увеличении, большем, чем 5000х, в сочетании с устройством дифракционного обратного рассеяния электронов («ДОРЭ») и с просвечивающей электронной микроскопией (ПЭМ).
Микроструктуры холоднокатаных и термообработанных листовых сталей представлены в таблице IV. В данной таблице:
- Fγ обозначает поверхностную долевую концентрацию остаточного аустенита, при выражении в процентных долевых концентрациях,
- Dγ представляет собой средний размер островов остаточного аустенита, при выражении в нм,
- Fα обозначает поверхностную долевую концентрацию феррита, при выражении в процентах,
- Dα представляет собой средний размер зерна феррита, при выражении в мкм,
- Fα * Dα представляет собой произведение между поверхностной долевой концентрацией феррита, при выражении в %, и средним размером зерна феррита, при выражении в мкм,
- FM представляет собой поверхностную долевую концентрацию свежего мартенсита, при выражении в процентах,
- РМ представляет собой поверхностную долевую концентрацию подвергшегося перераспределению мартенсита, при выражении в процентах,
- dc представляет собой поверхностную плотность карбидов в мартенсите, характеризующихся площадью поверхности, составляющей более, чем 10 × 60 нм2, при выражении в 106/мм2.
Таблица IV
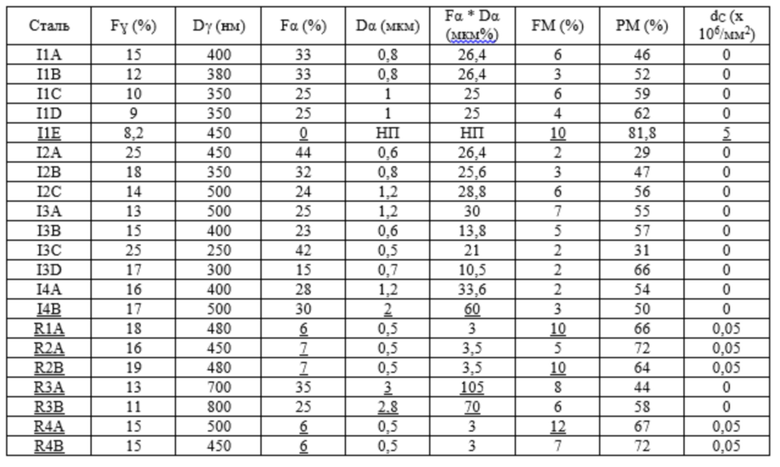

В данной таблице подчеркнутые значения не соответствуют изобретению. «но» обозначает «не определено», а «НП» обозначает «не применимо».
В дополнение к этому, определяли средний уровень содержания Mn в остаточном аустените для примеров от I1A до I1D и от I2A до I4A. Все данные примеры характеризуются средним уровнем содержания Mn, большим, чем 1,1 * Mn%.
Долевая концентрация цементита для данных примеров от I1A до I1D и от I2A до I4A составляет менее, чем 2,5%.
Также определяли механические свойства холоднокатаных и термообработанных листовых сталей. В особенности предел текучести при растяжении YS, предел прочности при растяжении TS, равномерное относительное удлинение UE и полное относительное удлинение ТЕ измеряли в соответствии с документом ISO 6892-1, опубликованным в октябре 2009 года. Коэффициент раздачи отверстия HER измеряли в соответствии с документом standard ISO 16630:2009.
Механические свойства представлены в таблице V.
Таблица V
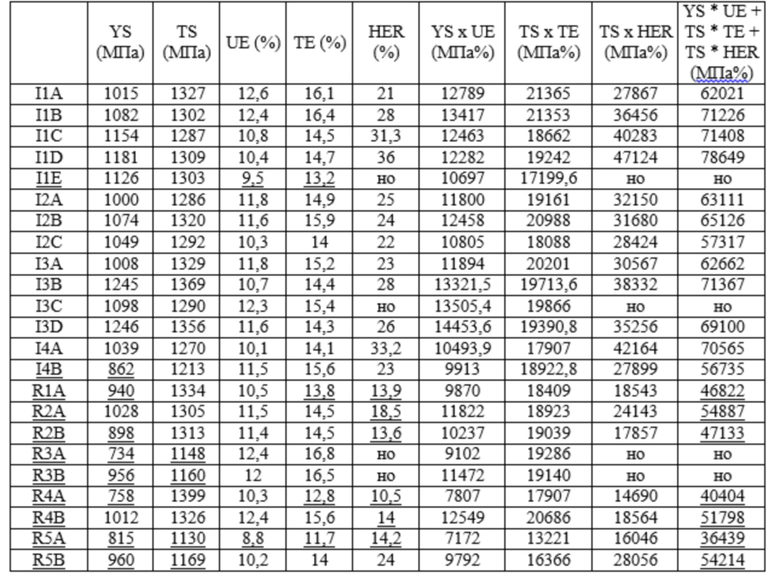
В данной таблице подчеркнутые значения не соответствуют изобретению. «но» обозначает «не определено».
Примеры I1A – I1D и I2A – I4A получали из сталей, соответствующих изобретению, и производили при использовании способа изготовления, соответствующего изобретению. Все данные примеры характеризуются пределом текучести при растяжении YS, заключенным в пределах диапазона между 1000 МПа и 1300 МПа, пределом прочности при растяжении TS, заключенным в пределах диапазона между 1200 МПа и 1600 МПа, равномерным относительным удлинением UE, составляющим, по меньшей мере, 10%, полным относительным удлинением ТЕ, согласно измерению в соответствии с документом ISO 6892-1 составляющим, по меньшей мере, 14%, коэффициентом раздачи отверстия HER, согласно измерению в соответствии с документом ISO 16630:2009 составляющим, по меньшей мере, 20%, и суммой YS * UE + ТS * ТE + ТS * НER, составляющей более, чем 56000 МПа%.
В противоположность этому, пример I1E, несмотря на его получение из стали, характеризующейся композицией, соответствующей изобретению, подвергали второму отжигу при температуре второго отжига, равной Ае3. В результате конечная структура холоднокатаной и термообработанной листовой стали не содержит феррита таким образом, что не достигаются целевые равномерное и полное относительные удлинения.
Пример I4B также получали из стали, характеризующейся композицией, соответствующей изобретению, но подвергали отжигу в камерной печи при температуре 680°С. Как следствие размер ферритных зерен для горячекатаной листовой стали после проведения отжига в камерной печи составляет более, чем 4 мкм. Поэтому холоднокатаная и термообработанная листовая сталь обладает структурой, где средний размер зерна феррита составляет более, чем 1,3 мкм, а произведение Fα * Dα между поверхностной долевой концентрацией феррита, при выражении в %, и средним размером феррита, при выражении в нм, составляет более, чем 35 мкм%. В результате предел текучести при растяжении для примера I4B составляет менее, чем 1000 МПа.
Вдобавок к этому, примеры R1A, R2B и R4A производили из сталей, содержащих менее, чем 0,3% Al и менее, чем 0,1% Мо. Как следствие температура Ае3 для данных сталей была чрезмерно низкой, что делает возможным проведение второго отжига в температурном диапазоне, благоприятствующем обогащению аустенита по Mn, при одновременном создании структуры при отжиге, содержащей от 10% до 45% феррита и от 55% до 90% аустенита. Поэтому даже несмотря на проведение для стали отжига при температуре второго отжига ТА2 775°С, то есть, меньшей, чем температуры второго отжига для примеров, соответствующих изобретению, структура содержала более, чем 90% аустенита и менее, чем 10% феррита при отжиге таким образом, что конечная структура содержит менее, чем 10% феррита.
В дополнение к этому, температура второго отжига ТА2 775°С даже не была достаточной для обеспечения значительного диффундирования Mn в аустенит. Вследствие наличия большой долевой концентрации аустенита, созданной при отжиге, и маленького диффундирования Mn в данный аустенит во время проведения второго отжига аустенит не был достаточно обогащен по Mn. В результате конечные структуры для примеров R1A, R2B и R4A содержали более, чем 8% свежего мартенсита.
Вследствие наличия чрезмерно маленькой долевой концентрации феррита и чрезмерно большой долевой концентрации свежего мартенсита пределы текучести при растяжении YS для примеров R1A, R2B и R4A составляли менее, чем 1000 МПа, а их коэффициенты раздачи отверстия HER составляли менее, чем 20%. В дополнение к этому, полные относительные удлинения ТЕ для примеров R1A и R4A не достигают 14%.
Пример R2A производили при использовании тех же самых условий, что и пример R2B, за исключением использования температуры закалки, которая была меньшей для примера R2A (120°C), чем для примера R2B (140°C). Как следствие пример R2A содержит больше подвергшегося перераспределению мартенсита и меньше, чем 8% свежего мартенсита. Тем не менее, долевая концентрация феррита остается меньшей, чем 10% таким образом, что достигаются коэффициент раздачи отверстия HER, составляющий менее, чем 20%, и сумма YS * UE + ТS * ТE + ТS * НER, составляющая менее, чем 56000 МПа%.
Примеры R3А и R3B производили из стали, не содержащей Мо. Как следствие размер ферритных зерен в конечной структуре составляет более, чем 1,3 мкм, а предел прочности при растяжении не достигает 1200 МПа.
Пример R4B производили из стали, содержащей менее, чем 0,3% Al и менее, чем 0,1% Мо. Как следствие температура Ае3 для данной стали была чрезмерно низкой, что делает возможным проведение второго отжига в температурном диапазоне, благоприятствующем обогащению аустенита по Mn, при одновременном создании структуры при отжиге, содержащей от 10% до 45% феррита и от 55% до 90% аустенита. Поэтому даже несмотря на проведение отжига стали при температуре второго отжига ТА2 775°С, то есть, меньшей, чем температуры второго отжига для примеров, соответствующих изобретению, структура содержала более, чем 90% аустенита и менее, чем 10% феррита при отжиге таким образом, что конечная структура содержит менее, чем 10% феррита.
Вследствие наличия чрезмерно маленькой долевой концентрации феррита коэффициент раздачи отверстия HER для примера R4B составляет менее, чем 20%.
Примеры R5A и R5B производили из стали, содержащей более, чем 1,0% Al и не содержащей Мо.
Пример R5A подвергали отжигу при 830°С таким образом, что конечная структура содержит более, чем 45% феррита. В дополнение к этому, вследствие отсутствия Мо в стали произведение между поверхностной долевой концентрацией феррита и средним размером зерна феррита составляет более, чем 35 мкм%. Как следствие ни одно из целевых свойств не достигается.
Для R5B проводили отжиг при более высокой температуре второго отжига (860°С) таким образом, что конечная структура содержит менее, чем 45% феррита. Однако, произведение между поверхностной долевой концентрацией феррита и средним размером зерна феррита остается большим, чем 35 мкм%. Как следствие не достигаются целевые пределы прочности и текучести при растяжении, и сумма YS * UE + ТS * ТE + ТS * НER остается меньшей, чем 56000 МПа%.
Вдобавок к этому, изобретатели оценили свариваемость листовых сталей, полученных при использовании условий изготовления, описанных выше.
В особенности в отношении некоторых из листовых сталей проводили испытания на контактную точечную сварку сопротивлением. Холоднокатаные и темообработанные листовые стали, произведенные в различных условиях испытания, подвергали контактной точечной сварке сопротивлением при использовании сварочного усилия 400 даН.
Проводили испытания на поперечное растяжение и определяли альфа-число.
В данном случае альфа-число обозначает максимальную нагрузку в испытании на поперечное воздействие, поделенную на диаметр сварного шва и толщину. Это приведенная нагрузка для контактной точечной сварки сопротивлением, при выражении в даН/мм2.
Параметры и результаты представлены в таблице VI, где:
- «Условие испытания» обозначает холоднокатаную и термообработанную листовую сталь, в отношении которой проводили испытание на контактную точечную сварку сопротивлением,
- «альфа» обозначает альфа-число, то есть, максимальную нагрузку в испытании на поперечное воздействие, поделенную на диаметр сварного шва и толщину, при выражении в даН/мм2.
Таблица VI
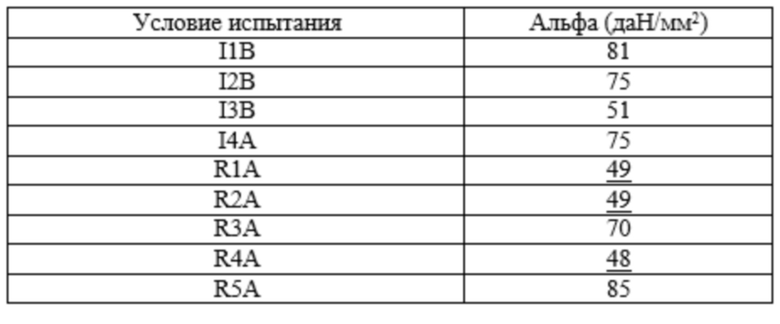
Примеры I1B, I2B, I3B и I4A получали из сталей, характеризующихся композицией, соответствующей изобретению, и производили при использовании условий изготовления, соответствующих изобретению. Как следствие сварные швы контактной точечной сварки сопротивлением, произведенные при использовании контактной точечной сварки сопротивлением для данных сталей, демонстрировали высокую тягучесть, характеризуясь альфа-числом, составляющим, по меньшей мере, 50 даН/мм2 до проведения какой-либо послесварочной термообработки.
Холоднокатаные и термообработанные листовые стали, соответствующие изобретению и изготовленные в соответствии с изобретением, могут быть использованы при достижении выгоды в отношении изготовления конструктивных деталей или деталей для обеспечения безопасности транспортных средств.
Изобретение относится к области металлургии, а именно к холоднокатаной и термообработанной листовой стали, используемой в автомобилестроении. Сталь имеет следующий химический состав, мас.%: 0,10≤С≤0,25, 3,5≤Mn≤6,0, 0,5≤Si≤2,0, 0,3≤Al≤1,2, 0,10≤Mo≤0,50, S≤0,010, P≤0,020, N≤0,008, при необходимости один или несколько элементов, выбранных из: 0,01≤Cr≤1,0, 0,010≤Ti≤0,080, 0,010≤Nb≤0,080, 0,010≤V≤0,30 и 0,0005≤B≤0,004, остальное - железо и неизбежные примеси. Сталь обладает микроструктурой, состоящей, при выражении в поверхностных долевых концентрациях, из: от 10% до 45% феррита, характеризующегося средним размером зерен, составляющим, самое большее, 1,3 мкм, от 8% до 30% остаточного аустенита, самое большее, 8% свежего мартенсита и самое большее, 2,5% цементита и подвергшегося перераспределению мартенсита. Произведение поверхностной долевой концентрацией феррита на средний размер зерен феррита составляет, самое большее, 35 мкм%, а остаточный аустенит характеризуется уровнем содержания Mn, составляющим более чем 1,1×Mn%, где Mn% обозначает уровень содержания Mn в листовой стали. Сталь обладает требуемым уровнем механических свойств и высокой деформируемостью. 4 н. и 25 з.п. ф-лы, 6 табл.
1. Холоднокатаная и термообработанная листовая сталь, полученная из стали, имеющей следующий далее химический состав, мас.%:
0,10≤С≤0,25,
3,5≤Mn≤6,0,
0,5≤Si≤2,0,
0,3≤Al≤1,2,
0,10≤Mo≤0,50,
S≤0,010,
P≤0,020,
N≤0,008
и необязательно один или несколько элементов, выбранных из Cr, Ti, Nb, V и В, таким образом, что:
0,01≤Cr≤1,0,
0,010≤Ti≤0,080,
0,010≤Nb≤0,080,
0,010≤V≤0,30,
0,0005≤B≤0,004,
остальное - железо и неизбежные примеси,
при этом указанная листовая сталь обладает микроструктурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
от 10% до 45% феррита, характеризующегося средним размером зерен, составляющим, самое большее, 1,3 мкм, причем произведение поверхностной долевой концентрацией феррита на средний размер зерен феррита составляет, самое большее, 35 мкм%,
от 8% до 30% остаточного аустенита, причем остаточный аустенит характеризуется уровнем содержания Mn, составляющим более чем 1,1×Mn%, где Mn% обозначает уровень содержания Mn в листовой стали,
самое большее, 8% свежего мартенсита,
самое большее, 2,5% цементита и
подвергшегося перераспределению мартенсита.
2. Листовая сталь по п. 1, в которой остаточный аустенит характеризуется средним уровнем содержания С, составляющим по меньшей мере 0,4%.
3. Листовая сталь по п. 1 или 2, в которой свежий мартенсит и подвергшийся перераспределению мартенсит содержат карбиды, причем поверхностная плотность карбидов, площадь поверхности которых составляет более чем 10×60 нм2, составляет менее чем 0,05×106/мм2.
4. Листовая сталь по любому из пп. 1-3, в которой остаточный аустенит имеет форму островков, причем островки остаточного аустенита характеризуются средним размером, составляющим менее чем 500 нм.
5. Листовая сталь по любому из пп. 1-4, в которой микроструктура содержит, самое большее, 0,3% цементита, при этом частицы цементита, в случае присутствия таковых, характеризуются средним размером, составляющим менее чем 50 нм.
6. Листовая сталь по любому из пп. 1-5, которая характеризуется пределом текучести при растяжении YS, заключенным в пределах диапазона между 1000 МПа и 1300 МПа, пределом прочности при растяжении TS, заключенным в пределах диапазона между 1200 МПа и 1600 МПа, равномерным относительным удлинением UE, составляющим по меньшей мере 10%, полным относительным удлинением ТЕ, согласно измерению в соответствии со стандартом ISO 6892-1, составляющим по меньшей мере 14%, коэффициентом раздачи отверстия HER, согласно измерению в соответствии со стандартом ISO 16630:2009, составляющим по меньшей мере 20%, и суммой произведения между пределом текучести при растяжении YS и равномерным относительным удлинением UE (YS×UE), произведения между пределом прочности при растяжении TS и полным относительным удлинением ТЕ (ТS×ТE) и произведения между пределом прочности при растяжении TS и коэффициентом раздачи отверстия HER (ТS×HER) YS×UE + ТS×ТE + ТS×НER, составляющей по меньшей мере 56000 МПа%.
7. Листовая сталь по любому из пп. 1-6, на которой нанесено покрытие из Zn или сплава Zn.
8. Листовая сталь по любому из пп. 1-6, на которой нанесено покрытие из Al или сплава Al.
9. Листовая сталь по любому из пп. 1-8, в которой сталь характеризуется углеродным эквивалентом Ceq, составляющим менее чем 0,4%, при этом углеродный эквивалент определяют как Ceq = C + Si%/55 + Cr%/20 + Mn%/19 - Al%/18 + 2,2×Р% - 3,24×B% - 0,133Mn%×Mo%.
10. Сварное соединение, полученное контактной точечной сваркой сопротивлением по меньшей мере двух листовых сталей, в котором по меньшей мере одна из упомянутых двух листовых сталей представляет собой холоднокатаную и термообработанную листовую сталь по любому из пп. 1-9.
11. Сварное соединение по п. 10, характеризующееся альфа-числом, представляющим собой максимальную нагрузку в испытании на поперечное растяжение, деленную на диаметр сварного шва и толщину, до проведения послесварочной термообработки, составляющим по меньшей мере 50 даН/мм2.
12. Сварное соединение по п. 10 или 11, характеризующееся альфа-числом, представляющим собой максимальную нагрузку в испытании на поперечное растяжение, деленную на диаметр сварного шва и толщину, после проведения послесварочной термообработки, составляющим по меньшей мере 70 даН/мм2.
13. Способ изготовления холоднокатаной и термообработанной листовой стали, включающий следующие далее последовательные стадии:
разливка стали c получением сляба, при этом сталь имеет следующий далее химический состав, мас.%:
0,10≤С≤0,25,
3,5≤Mn≤6,0,
0,5≤Si≤2,0,
0,3≤Al≤1,2%,
0,10≤Mo≤0,50,
S≤0,010,
P≤0,020,
N≤0,008
и необязательно один или несколько элементов, выбранных из Cr, Ti, Nb, V и В, таким образом, что:
0,01≤Cr≤1,0,
0,010≤Ti≤0,080,
0,010≤Nb≤0,080,
0,010≤V≤0,30,
0,0005≤B≤0,004,
остальное - железо и неизбежные примеси,
повторный нагрев сляба до температуры Treheat, составляющей 1150-1300°С,
горячая прокатка повторно нагретого сляба при температуре, большей чем Аr3, для получения горячекатаной листовой стали,
смотка в рулон горячекатаной листовой стали при температуре смотки в рулон Tcoil, заключенной в пределах диапазона между 20°С и 600°С,
отжиг горячекатаной листовой стали при температуре первого отжига ТА1, заключенной в пределах диапазона между 500°С и TA1max, причем TA1max представляет собой температуру, при которой при нагреве создается, самое большее, 30% аустенита, при этом горячекатаную листовую сталь выдерживают при упомянутой температуре первого отжига TA1 на протяжении времени tA1, заключенного в пределах диапазона между 3 с и 50000 с, для получения горячекатаной и отожженной листовой стали,
холодная прокатка горячекатаной и отожженной листовой стали для получения холоднокатаной листовой стали,
повторный нагрев холоднокатаной листовой стали до температуры второго отжига ТА2, заключенной в пределах диапазона между Ае1 до Ае3, и выдержка холоднокатаной листовой стали при температуре второго отжига ТА2 на протяжении времени выдержки tA, заключенного в пределах диапазона между 30 с и 500 с для получения при отжиге микроструктуры, содержащей от 55 до 90% аустенита и от 10% до 45% феррита,
закалка холоднокатаной листовой стали при скорости охлаждения Vc, заключенной в пределах диапазона между 1°С/с и 100°С/с, до температуры закалки QT, заключенной в пределах диапазона между 20°C и Ms - 50°C,
повторный нагрев холоднокатаной листовой стали до температуры перераспределения ТР, заключенной в пределах диапазона между 350°С и 500°С, и выдержка холоднокатаной листовой стали при упомянутой температуре перераспределения ТР на протяжении времени перераспределения tP, заключенного в пределах диапазона между 3 с и 1000 с,
охлаждение холоднокатаной листовой стали до комнатной температуры для получения холоднокатаной и термообработанной листовой стали.
14. Способ по п. 13, в котором горячекатаная и отожженная листовая сталь обладает структурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
по меньшей мере 67% феррита, характеризующегося средним размером зерен, составляющим менее чем 4 мкм,
самое большее, 30% остаточного аустенита,
самое большее, 2% свежего мартенсита и
самое большее, 3% цементита.
15. Способ по п. 13 или 14, в котором холоднокатаная и термообработанная листовая сталь обладает микроструктурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
от 10% до 45% феррита, характеризующегося средним размером зерен, составляющим, самое большее, 1,3 мкм, при этом произведение между поверхностной долевой концентрацией феррита и средним размером зерен феррита составляет, самое большее, 35 мкм%,
от 8% до 30% остаточного аустенита, причем упомянутый остаточный аустенит характеризуется уровнем содержания Mn, составляющим более, чем 1,1×Mn%, при этом Mn% обозначает уровень содержания Mn в стали,
самое большее, 8% свежего мартенсита,
самое большее, 2,5% цементита и
подвергшегося перераспределению мартенсита.
16. Способ по п. 15, в котором остаточный аустенит характеризуется средним уровнем содержания С, составляющим по меньшей мере 0,4%.
17. Способ по любому из пп. 13-16, в котором отжиг горячекатаной листовой стали является отжигом в камерной печи, при этом температура первого отжига ТА1 заключена в пределах диапазона между 500°С и 670°С, причем горячекатаную листовую сталь выдерживают при упомянутой температуре первого отжига TA1 на протяжении времени, заключенного в пределах диапазона между 1000 с и 50000 с.
18. Способ по п. 17, в котором горячекатаная и отожженная листовая сталь обладает микроструктурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
по меньшей мере 75% феррита, характеризующегося средним размером зерен, составляющим менее чем 4 мкм,
самое большее, 10% остаточного аустенита,
самое большее, 2% свежего мартенсита и
самое большее, 3% цементита,
при этом упомянутый остаточный аустенит характеризуется уровнем содержания Mn, составляющим более чем 1,5×Mn%, причем Mn% обозначает уровень содержания Mn в стали.
19. Способ по любому из пп. 13-16, в котором отжиг горячекатаной листовой стали является непрерывным отжигом, при этом температура первого отжига ТА1 заключена в пределах диапазона между 650°С и максимальной температурой непрерывного отжига TICAmax, которая является температурой, при которой при нагреве получают 30% аустенита, причем горячекатаную листовую сталь выдерживают при упомянутой температуре первого отжига TA1 на протяжении времени, заключенного в пределах диапазона между 3 с и 500 с.
20. Способ по п. 19, в котором горячекатаная и отожженная листовая сталь обладает структурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
по меньшей мере 67% феррита, характеризующегося средним размером зерен, составляющим менее чем 4 мкм,
самое большее, 30% аустенита,
самое большее, 2% свежего мартенсита и
самое большее, 1% цементита, при этом частицы цементита, в случае присутствия таковых, имеют средний размер, составляющий менее чем 150 нм.
21. Способ по п. 19 или 20, в котором холоднокатаная и термообработанная листовая сталь обладает микроструктурой, состоящей, при выражении в поверхностных долевых концентрациях, из:
от 10% до 45% феррита, характеризующегося средним размером зерен, составляющим, самое большее, 1,3 мкм, при этом произведение между поверхностной долевой концентрацией феррита и средним размером зерна феррита составляет, самое большее, 35 мкм%,
от 8% до 30% остаточного аустенита, причем упомянутый остаточный аустенит характеризуется уровнем содержания Mn, составляющим более чем 1,1×Mn%, при этом Mn% обозначает уровень содержания Mn в стали,
самое большее, 8% свежего мартенсита,
самое большее, 0,3% цементита, причем частицы цементита, в случае присутствия таковых, имеют средний размер, составляющий менее чем 50 нм, и
подвергшегося перераспределению мартенсита.
22. Способ по любому из пп. 13-21, в котором между выдерживанием при температуре перераспределения ТР и охлаждением до комнатной температуры на холоднокатаную листовую сталь наносят покрытие в результате погружения в ванну с расплавом.
23. Способ по любому из пп. 13-21, в котором после проведения выдерживания холоднокатаного листа при температуре перераспределения ТР холоднокатаную листовую сталь непосредственно охлаждают до комнатной температуры.
24. Способ по п. 23, в котором после проведения стадии охлаждения холоднокатаной листовой стали до комнатной температуры на холоднокатаную и термообработанную листовую сталь наносят покрытие при использовании электрохимического способа или в результате осуществления технологического процесса нанесения покрытия в вакууме.
25. Способ по п. 22 или 24, в котором на холоднокатаную и термообработанную листовую сталь наносят покрытие из Zn или сплава Zn.
26. Способ по п. 22 или 24, в котором на холоднокатаную и термообработанную листовую сталь наносят покрытие из Al или сплава Al.
27. Способ по любому из пп. 13-26, в котором сталь характеризуется углеродным эквивалентом Ceq, составляющим менее, чем 0,4%, при этом углеродный эквивалент определяют как Ceq = C + Si%/55 + Cr%/20 + Mn%/19 - Al%/18 + 2,2×Р% - 3,24×B% - 0,133Mn%×Mo%.
28. Способ получения сварного соединения, полученного контактной точечной сваркой по меньшей мере двух листовых сталей, включающий:
обеспечение наличия холоднокатаной и термообработанной листовой стали по любому из пп. 1-9 или холоднокатаной и термообработанной листовой стали, полученной способом по любому из пп. 13-27,
обеспечение наличия второй листовой стали,
контактную точечную сварку указанной холоднокатаной и термообработанной листовой стали и указанной второй листовой стали.
29. Способ по п. 28, в котором второй листовой сталью являются холоднокатаная и термообработанная листовая сталь по любому из пп. 1-9 или холоднокатаная и термообработанная листовая сталь, полученная способом по любому из пп. 13-27.
| WO 2017108959 A1, 29.06.2017 | |||
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНЫЙ ОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНОЙ ФОРМУЕМОСТЬЮ, И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2012 |
|
RU2556253C1 |
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНЫЙ ГАЛЬВАНИЗИРОВАННЫЙ СТАЛЬНОЙ ЛИСТ, ПРЕВОСХОДНЫЕ ПО ФОРМУЕМОСТИ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2557862C1 |
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ - СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНЫЙ ГАЛЬВАНИЗИРОВАННЫЙ СТАЛЬНОЙ ЛИСТ, ОБЛАДАЮЩИЕ ПРЕВОСХОДНОЙ СТАБИЛЬНОСТЬЮ ФОРМЫ, И СПОСОБ ИХ ПРОИЗВОДСТВА | 2012 |
|
RU2575113C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ МЭМС-ДАТЧИКОВ | 2021 |
|
RU2757169C1 |

