Область техники
Изобретение относится к способу, определенному в п. 1, и к установке, определенной в п. 7, для обработки исходного материала и к применению способа, определенному в п. 12 формулы изобретения.
Уровень техники
В технике известны различные способы обработки различных видов исходных материалов, например, материалов, полученных в качестве отходов, забракованной продукции или побочных продуктов, и/или первичного сырья. Кроме того, известны различные способы получения различных видов композиционных продуктов. Как правило, композиционные продукты получают посредством экструзии.
В CN102757594 раскрыт способ, в котором рециркулируемый полипропилен измельчают до мелких частиц и гранулируют с помощью экструдера. Рециркулируемый полипропилен смешивают со свежим полипропиленовым материалом и материалом на основе растительного волокна с получением исходного материала, и полученный исходный материал нагревают и прессуют с получением продукта. В ЕР 1803694 раскрыт способ обработки исходного материала, который может содержать металл, пластмассу, каменную крошку или бумажные отходы. Исходный материал измельчают, расплавляют и экструдируют с получением промежуточного продукта, который разрезают на мелкие гранулы. Гранулы расплавляют и формуют с получением продукта на стадии формования. В JP 2004148796 раскрыт способ, в котором рециркулированный армированный волокном объект дробят, дробленный материал сортируют на фрагменты, во фрагмент вводят связующее, и фрагмент помещают в устройство в форме пластины, которое обеспечивает прессование с получением продукта. Материал нагревают перед прессованием или после него.
Целью изобретения является обеспечение нового типа способа и установки для обработки исходного материала, например, отходов и/или первичного сырья, и для получения продукта из исходного материала. Другой целью изобретения является обеспечение способа и установки для получения композиционного продукта. Еще одной целью изобретения является обеспечение нового способа обработки отходов, забракованной продукции, побочных потоков процесса, рециркулируемого материала и повторно используемого материла, особенно для переработки отходов, попадающих на мусорные свалки, и для утилизации таких отходов в качестве продуктов. Другой целью изобретения является обеспечение способа снижения количества отходов, попадающих на мусорные свалки. Еще одной целью изобретения является обеспечение способа снижения выбросов диоксид углерода и количества отходов попадающих на мусорные свалки.
Краткое описание изобретения
Способ и установка в соответствии с изобретением отличаются признаками, представленными в формуле изобретения.
В способе в соответствии с изобретением исходный материал, например, отходы и/или первичное сырье, содержащий по меньшей мере органический материал, обрабатывают посредством механического прессования с получением продукта. Исходный материал смешивают на стадии смешивания с получением смешанного материала и предпочтительно с повышением температуры. Смешанный материал механически прессуют на стадии прессования, на которой температура смешанного материала повышается благодаря прессованию, и на стадии прессования получают заданный продукт.
Кроме того, изобретение основано на установке, включающей по меньшей мере одну ступень смешивания для получения смешанного материала из исходного материала, содержащего по меньшей мере органический материал, и по меньшей мере одну ступень прессования для механического прессования смешанного материала, на которой температура смешанного материала повышается благодаря прессованию и на которой получают заданный продукт.
В этой связи исходный материал означает любой подходящий исходный материал, содержащий по меньшей мере органический материал. Исходный материал может включать отходы, рециркулируемый материал, повторно используемый материал и/или материал первичного изготовления, содержащий органический материал. Материал первичного изготовления может включать вновь полученный органический материал и/или вновь полученный материал на основе волокна. В этой связи материал первичного изготовления означает в данной связи любой материал первичного изготовления или вновь полученный материал, или продукт, сформированный из материала первичного изготовления, или обрезки, остатки или отбракованный материал, полученный при изготовлении такого продукта. Исходный материал может включать один или более компонентов исходного материала. В одном воплощении исходный материал представляет собой смесь, содержащую отходы и материал первичного изготовления. В одном воплощении исходный материал включает отходы. В одном воплощении исходный материал в основном состоит из отходов, так что исходный материал содержит более 50 мас.% отходов.
В этой связи отходы означают любые отходы, например, материал с мусорной свалки, бытовые отходы, фракции, отделенные от бытовых отходов, отбракованный материал из процесса или производства, рециркулируемые материалы из различных источников, и побочные продукты промышленных процессов, где отходы содержат по меньшей мере органический материал. Отходы также могут включать рециркулируемые материалы и/или повторно используемые материалы. В общем, отходы представляют собой неоднородный материал. В одном воплощении отходы могут включать бытовые отходы, фракцию, отделенную от бытовых отходов, строительный мусор, например, гипсокартон и древесину, строительный лом, промышленные побочные продукты, например, мягкие побочные продукты добывающей промышленности, текстильные отходы, золошлаковые отходы, пластмассовые отходы, картонную макулатуру, отходы изоляционных материалов, отходы стекловолокна и/или подобные компоненты или их сочетания.
В одном воплощении исходный материал включает более 10 мас.%, в одном воплощении более 20 мас.% и в одном воплощении более 30 мас.% органического материала, например, материала на основе органического волокна. В этой связи органический материал означает биоразлагаемый материал, биогенный материал и/или материал, изготовленный из натуральных материалов, например, бумаги, картона, толстой бумаги, целлюлозы, пластика, дерева или других биоразлагаемых веществ. В предпочтительном воплощении органический материал содержит наполненные воздухом сотообразные полости.
В одном воплощении отходы, содержащие по меньшей мере органический материал, смешивают на стадии смешивания с получением смешанного материала, и предпочтительно с повышением температуры. Смешанный материал механически прессуют на стадии прессования, на которой температура смешанного материала поднимается благодаря прессованию и на стадии прессования получают заданный продукт.
В одном воплощении материал первичного изготовления, содержащий по меньшей мере органический материал, смешивают на стадии смешивания с получением смешанного материала и предпочтительно с повышением температуры. Смешанный материал механически прессуют на стадии прессования, на которой температура смешанного материала поднимается благодаря прессованию, и на стадии прессования получают заданный продукт.
В одном воплощении отходы и материал первичного изготовления, содержащие по меньшей мере органический материал, смешивают на стадии смешивания с получением смешанного материала и предпочтительно с повышением температуры. Смешанный материал механически прессуют на стадии прессования, на которой температура смешанного материала поднимается благодаря прессованию, и на стадии прессования получают заданный продукт.
В одном воплощении исходный материал, например отходы, дробят и/или измельчают перед стадией смешивания. В одном воплощении установка включает по меньшей мере одну ступень дробления и/или измельчения, включающую по меньшей мере одно устройство дробления и/или устройство измельчения. В одном воплощении исходный материал или фракцию из него измельчают до волокон перед стадией смешивания.
В одном воплощении формируют агломерированный смешанный материал. В одном воплощении формируют агломераты. В одном воплощении исходный материал, например отходы, агломерируют на стадии смешивания с получением агломерированного смешанного материала. В одном воплощении, смешанный материал агломерируют после смесительного устройства на стадии смешивания. В одном воплощении агломерирование осуществляют совместно со смешиванием на стадии смешивания.
В данном контексте под агломерированием понимают грануляцию материала, когда материал формуют в виде зерен, комков или шариков. Агломерирование означает любое агломерирование, гранулирование, брикетирование или что-либо, подобное гранулированию. Преимущественно в ходе агломерирования температура материала поднимается под действием трения, в результате чего агломерирование происходит в присутствии тепла. В этой связи агломерат означает любой агломерат, такой как гранулированный материал, зерна, комки или шарики.
В одном воплощении полученный смешанный материал может находиться в любой подходящей форме, например, в форме агломератов или в форме других подходящих кусков, зерен или частиц. В одном воплощении агломераты, куски, зерна или частицы могут иметь по существу сферическую форму, по существу призматическую форму, по существу цилиндрическую форму или другую подходящую форму или их сочетание.
В одном воплощении, смешивание происходит в присутствии тепла. В одном воплощении температуру исходного материала, например, отходов, повышают на стадии смешивания. В одном воплощении температура смешиваемого материала повышается под действием перемешивания. В одном воплощении температура смешиваемого материала повышается в ходе перемешивания под действием трения. В одном воплощении температуру исходного материала повышают посредством нагрева. Посредством нагрева улучшается адгезия компонентов исходного материала, например, отходов, в ходе смешивания. Кроме того, тепло содействует, например, образованию агломератов.
В одном воплощении стадия смешивания включает по меньшей мере одно смесительное устройство для получения смешанного материала. В одном воплощении установка включает по меньшей мере одно агломерационное устройство для агломерирования исходного материала или смешанного материала. В одном воплощении установка включает по меньшей мере одно грануляционное устройство. В одном воплощении установка включает по меньшей мере одно брикетирующее устройство. В одном воплощении смесительное устройство выбирают так, что исходный материал смешивают и агломерируют в смесительном устройстве. В одном воплощении смесительное устройство выбирают так, что оно подходит для смешивания и агломерирования. В одном воплощении смесительное устройство представляет собой агломерационное устройство. Устройство может представлять собой любое смесительное устройство или агломерационное устройство, известное как таковое.
Когда исходный материал обрабатывают посредством перемешивания на стадии смешивания, обеспечивают более однородный и/или плотный смешанный материал. В одном воплощении в смешанный материал на стадии смешивания можно по желанию вводить добавки, например, связующие агенты или смазывающие вещества. В одном воплощении в смешанный материал на стадии смешивания добавляют термопластичную пластмассу, например, пригодную для вторичного использования пластмассу, рециркулируемую пластмассу, повторно используемую пластмассу и/или пластмассу первичного изготовления. В одном воплощении в смешанный материал на стадии смешивания добавляют термореактивную пластмассу, например, в качестве наполнителя.
В одном воплощении смешанные материалы подают, например, в форме агломератов, со стадии смешивания на стадию экструзии. Один или более смешанных материалов могут быть поданы на стадию экструзии. В одном воплощении установка включает по меньшей мере одну ступень экструзии перед ступенью прессования, где экструзию выполняют с помощью по меньшей мере одного экструзионного устройства, например, экструдера. В одном воплощении ступень экструзии может содержать различные ступени и оборудование. В одном воплощении экструзию, получение гранул и/или прессование можно выполнять на стадии экструзии. В одном воплощении экструзионное устройство выбирают из группы, состоящей из шнекового экструдера, двухшнекового экструдера, поршневого экструдера, другого подходящего экструдера и их сочетаний. Экструзионное устройство может представлять собой любое известное экструзионное устройство или экструдер.
В одном воплощении установка включает ступень экструзии, которая может быть пропущена при осуществлении способа. В одном воплощении смешанный материал подают на ступень экструзии или направляют мимо ступени экструзии в соответствии с технологическим планом и/или в зависимости от исходного материала или получаемого продукта.
В одном воплощении при экструзии в смешанный материал по желанию вводят добавки и/или дополнительный материал. В одном воплощении смешанный материал направляют в форме промежуточного продукта со стадии экструзии на стадию прессования. В одном воплощении промежуточный продукт представляет собой гранулы, профилированный промежуточный продукт, промежуточный продукт ленточного типа, пленку или их сочетания. В одном воплощении промежуточный продукт находится в форме гранул.
В одном воплощении смешанный материал подают на стадию прессования в гранулированной форме, например, в форме агломератов или в форме гранул. В одном воплощении по меньшей мере часть подаваемого на стадию прессования материала находится в форме агломератов или гранул. Гранулированный материал хорошо и равномерно оседает в инструментальном средстве стадии прессования и даже заполняет инструментальные средства различной формы.
В одном воплощении смешанный материал подают на стадию прессования в форме подходящих кусков, зерен или частиц. В одном воплощении куски, зерна или частицы смешанного материала могут иметь по существу сферическую форму, по существу призматическую форму, по существу цилиндрическую форму или другую подходящую форму или их сочетание.
В одном воплощении смешанный материал подают на стадию прессования со стадии смешивания. В одном воплощении смешанный материал подают на стадию прессования со стадии экструзии. В одном воплощении один или более смешанных материалов можно подавать на стадию прессования.
В одном воплощении, предпочтительно перед началом прессования, на стадию прессования, помимо смешанного материала, также можно подавать другой материал, например, в форме пленки, в форме лент, в форме листа или в форме профиля, с получением комбинированного продукта, например, с получением слоистого материала. В одном воплощении на стадию прессования, помимо смешанного материала, или в смешанный материал можно подавать армирующий материал или усиливающий материал с получением комбинированного продукта, например, слоистого продукта. Комбинированный продукт в этой связи означает любой комбинированный продукт, включающий по меньшей мере два различных материала, которые могут быть смешаны друг с другом и/или расположены слоями относительно друг друга и/или расположены другим соответствующим образом относительно друг друга. В одном воплощении комбинированный продукт представляет собой слоистый продукт. В одном воплощении на стадию прессования, помимо смешанного материала, можно подавать материал пленочного типа, несущий техническую функцию материал или декоративный материал, так что подаваемые материал пленочного типа, несущий техническую функцию материал или декоративный материал могут быть расположены на поверхности продукта, формируя декоративный компонент или несущий техническую функцию компонент. В одном воплощении несущие техническую функцию компоненты, например, болты, винты, гайки или магниты, используемые для крепления, или трубы, ребра жесткости или другие функциональные дополнительные материалы могут быть поданы на стадию прессования в дополнение к смешанному материалу, так что формируемый продукт обеспечивают функциональной деталью, например, для крепления или обеспечения жесткости, или для подачи среды в трубу, расположенную в соединении с продуктом. В одном воплощении на стадию прессования, помимо смешанного материала, или в смешанный материал можно подавать наполнитель, который может быть легче, чем смешанный материал, с получением комбинированного продукта; таким образом может быть заполнен объем продукта, снижен вес продукта или снижена потребность в исходном материале. В одном воплощении на стадии прессования внутри получаемого продукта из смешанного материала формируют пустое пространство, например, путем продувки газом, вспенивания, раздува или другим подходящим способом.
В одном воплощении ступень прессования включает по меньшей мере одно прессующее устройство для механического прессования смешанного материала. В одном воплощении прессующее устройство выбирают из группы, состоящей из гидравлического прессующего устройства, пневматического прессующего устройства, электрического прессующего устройства, электромеханического прессующего устройства, механического прессующего устройства или их сочетаний. В одном воплощении прессующее устройство представляет собой реверсивное экструзионное устройство, в котором материал сжимается и заполняет пространство, расположенное между инструментальными средствами прессующего устройства, или подвижное прессующее устройство, или ротационное прессующее устройство, или другое подходящее прессующее устройство. В одном воплощении прессующее устройство включает средство для придания формы продукту. В одном воплощении средство включает гидравлическую или пневматическую передачу мощности. В одном воплощении прессующее устройство включает средство для придания формы продукту, которое может быть однокомпонентным или многокомпонентной средством. В одном воплощении придающее форму средство включает придающую форму деталь, такую как пресс-форма, и пуансон или соответствующий механизм передачи мощности для прессования материала в придающей форму детали, и деталь, генерирующую мощность и обеспечивающую перемещение, такую как привод, например, гидравлический, пневматический или электрический цилиндр, для перемещения пуансона или соответствующего механизма передачи мощности. В одном воплощении прессующее устройство включает по меньшей мере одну дополнительную деталь, например, подвижный или неподвижный сердечник или подобную или другую подходящую дополнительную деталь, расположенную в соединении с придающим форму средством, для придания формы или дополнительной формы продукту или его части. В одном воплощении обеспечивают многокомпонентное придающее форму средство, в котором детали, по отдельности или совместно, предназначены для придания формы продукту или для облегчения удаления продукта из средства. Прессующее устройство может представлять собой любое прессующее устройство, известное как таковое.
В одном воплощении на ступени прессования и в прессующем устройстве устанавливают давление, достаточное для того, чтобы придать продукту заданную форму.
В одном воплощении смешанный материал нагревают перед стадией прессования, предпочтительно ниже температуры плавления, чтобы частицы смешанного материала, такие как агломераты или гранулы, не прилипали друг к другу с образованием крупных кластеров, например, агрегатов. В одном воплощении смешанный материал нагревают перед стадией прессования до температуры, которая является по меньшей мере температурой плавления смешанного материала или любого из его компонентов. В одном воплощении смешанный материал нагревают перед стадией прессования до температуры 80-250°С, в одном воплощении 170-220°С и в одном воплощении 140-170°С, в зависимости от исходного материала и добавок. В одном воплощении смешанный материал нагревают перед стадией прессования до температуры, которая ниже температуры плавления материала. В одном воплощении смешанный материал нагревают на стадии экструзии. В одном воплощении, смешанный материал нагревают на стадии прессования.
В одном воплощении способ включает стадию нагрева перед стадией прессования. В одном воплощении смешанный материал нагревают после стадии смешивания на стадии нагрева перед стадией прессования. В одном воплощении ступень нагрева включает по меньшей мере одно нагревательное устройство. Нагревательное устройство может представлять собой любое нагревательное устройство, известное как таковое.
В одном воплощении смешанный материал охлаждают перед стадией прессования, например, после стадии экструзии.
В одном воплощении смешанный материал подают на стадию прессования без отдельного нагрева или охлаждения.
В одном воплощении температура в начале стадии прессования ниже температуры плавления смешанного материала, так что частицы смешанного материала, например, агломераты или гранулы, не прилипают друг к другу.
В одном воплощении, температура в начале стадии прессования представляет собой по меньшей мере температуру плавления смешанного материала или любого из его компонентов.
На стадии прессования температура смешанного материала поднимается благодаря прессованию, предпочтительно благодаря прессованию смешанного материала, и/или ее поднимают посредством внешнего источника тепла, например, нагревательного устройства или нагретого прессующего устройства. Подъем температуры смешанного материала вследствие прессования и величина подъема температуры зависят от смешанного материала. Предпочтительно на стадии прессования придание формы продукту происходит в присутствии тепла. В одном воплощении газ, присутствующий в смешанном материале, например, газ в сотообразных полостях органического материала и/или газ между частицами смешанного материала сжимается на стадии прессования, и его давление повышается, что увеличивает температуру смешанного материала. В одном воплощении в ходе прессования увеличивается трение, что повышает температуру смешанного материала. В одном воплощении прессование осуществляют так, что повышается давление и повышается температура в ячейках органического материала смешанного материала, таких как ячейки органического волокна, таким образом, компоненты материала, например волокна, прилипают друг к другу. В одном воплощении смешанный материал по меньшей мере частично расплавляется на стадии прессования под действием тепла и формирует продукт.
В одном воплощении в соединении с прессующим устройством обеспечено нагревательное устройство и/или охлаждающее устройство для нагрева и/или охлаждения придающего форму средства прессующего устройства. В одном воплощении придающее форму средство нагревают перед прессованием. В одном воплощении придающее форму средство не нагревают перед прессованием, таким образом, используют так называемое холодное придающее форму средство. В одном воплощении по меньшей мере одну часть придающего форму средства нагревают и по меньшей мере одну часть не нагревают перед прессованием. В одном воплощении придающее форму средство можно нагревать до температуры, при которой смешанный материал не прилипает к ней на стадии подачи смешанного материала. В одном воплощении в смешанный материал можно вводить добавку для предотвращения адгезии смешанного материала к придающему форму средству. В одном воплощении на поверхности придающего форму средства или между придающим форму средством и смешанным материалом можно разместить вещество или материал для предотвращения адгезии смешанного материала к придающему форму средству. В одном воплощении придающее форму средство имеет такую структуру, что после стадии прессования оно является сжимаемым, благодаря чему продукт легко извлекают из придающего форму средства.
В одном воплощении обеспечено нагревательное устройство, соединенное с прессующим устройством, для нагрева смешанного материала на стадии прессования. В одном воплощении смешанный материал нагревают на стадии прессования.
В одном воплощении установка включает по меньшей мере одно устройство регулирования температуры для измерения и регулирования температуры. В одном воплощении устройство регулирования температуры расположено на ступени смешивания. В одном воплощении устройство регулирования температуры расположено на ступени прессования. В одном воплощении устройство регулирования температуры расположено на ступени экструзии. В одном воплощении устройство регулирования температуры расположено на ступени нагрева.
В одном воплощении установка включает по меньшей мере одно устройство для измерения температуры. В одном воплощении устройство для измерения температуры расположено на ступени смешивания. В одном воплощении устройство для измерения температуры расположено на ступени прессования. В одном воплощении устройство для измерения температуры расположено на ступени экструзии. В одном воплощении устройство для измерения температуры расположено на ступени нагрева.
В одном воплощении установка включает систему регулирования давления для мониторинга и регулирования давления на стадии прессования и связанное с ней прессующее устройство. В одном воплощении установка включает систему регулирования усилия для мониторинга и регулирования усилия на стадии прессования. В одном воплощении на стадии прессования давление прессования устанавливают на заданном уровне давления. В одном воплощении давление прессования на стадии прессования устанавливают на уровне давления, который обеспечивает достаточную температуру. В одном воплощении на стадии прессования температуру поднимают до уровня, на котором по меньшей мере часть смешанного материала расплавляется. В одном воплощении система регулирования давления обеспечивает поддержание давления на заданном уровне в ходе прессования.
В одном воплощении способ осуществляют непрерывно. В одном воплощении установка предназначено для непрерывной работы. В одном воплощении формируют агломераты, которые можно временно хранить и/или можно транспортировать в качестве исходного материала на отдельную стадию экструзии и/или стадию прессования.
Способ и установку в соответствии с изобретением можно использовать в областях применения, выбираемых из группы: обработка исходного материала с получением повторно используемых продуктов или рециркулируемых продуктов, получение композиционных продуктов, получение комбинированных продуктов, получение многослойных продуктов, получение исходных компонентов асфальта, получение компонента бетонной смеси, обработка промышленных побочных продуктов, получение продуктов из отходов, снижение количества отходов и их сочетание.
Благодаря изобретению, можно использовать различные исходные материалы при получении разнообразных продуктов различных размеров, таких как композиционные продукты. Кроме того, благодаря изобретению, исходные материалы с низкой степенью переработки, а также отходы, отбракованные и остаточные материалы, можно легко обрабатывать и формировать в виде полезных продуктов. Посредством изобретения можно уменьшить количество отходов, попадающих на мусорные свалки и снизить выбросы диоксида углерода.
Устройства, требующиеся для способа и установки в соответствии с изобретением, являются простыми. В первую очередь устройства, требующиеся на стадии прессования, являются простыми и недорогими, так что получение продуктов также легко децентрализовать. Более того, прессование как способ является простым. Легко осуществить получение, обработку, хранение и транспортировку агломератов, и их можно изготавливать в качестве промежуточных продуктов.
Способ в соответствии с изобретением не дает дополнительных отходов и выбросов.
Кроме того, с помощью способа и установки в соответствии с изобретением различные композиционные продукты могут быть получены безопасным и экономически выгодным путем. Способ и установку можно гибко применять при изготовлении больших и малых партий. Кроме того расходы на эксплуатацию и техническое обслуживание являются низкими.
Краткое описание чертежей
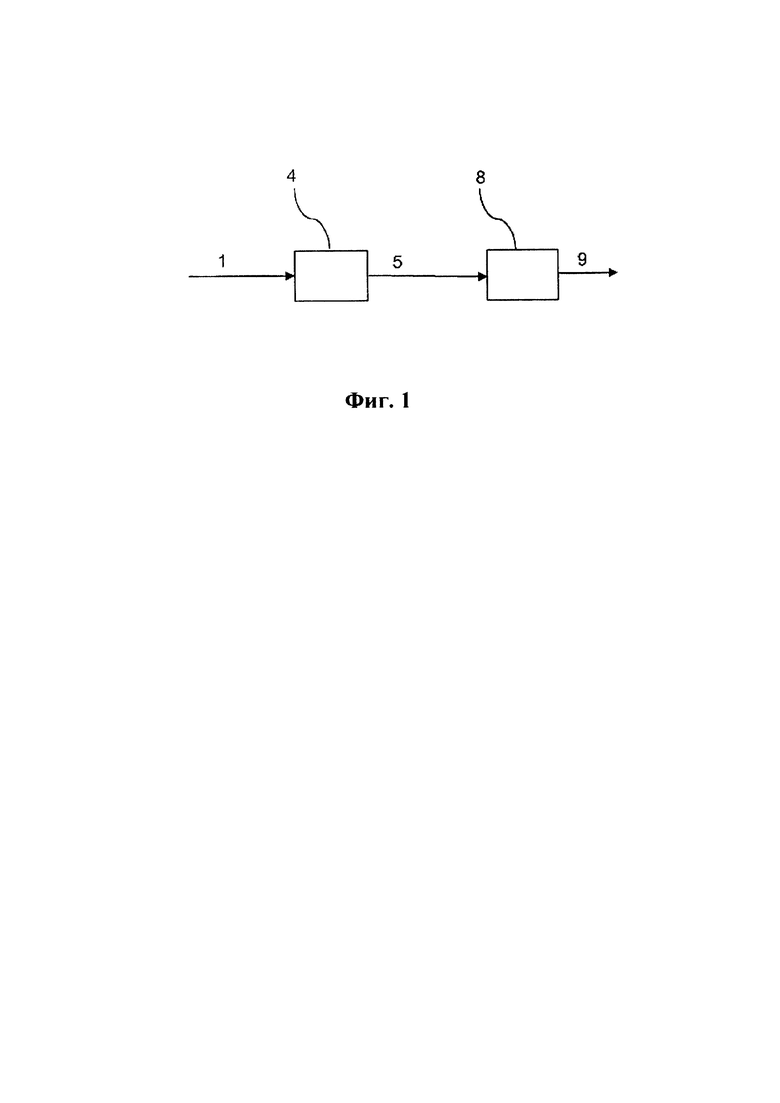
На Фиг. 1 представлена одна установка в соответствии с изобретением, и
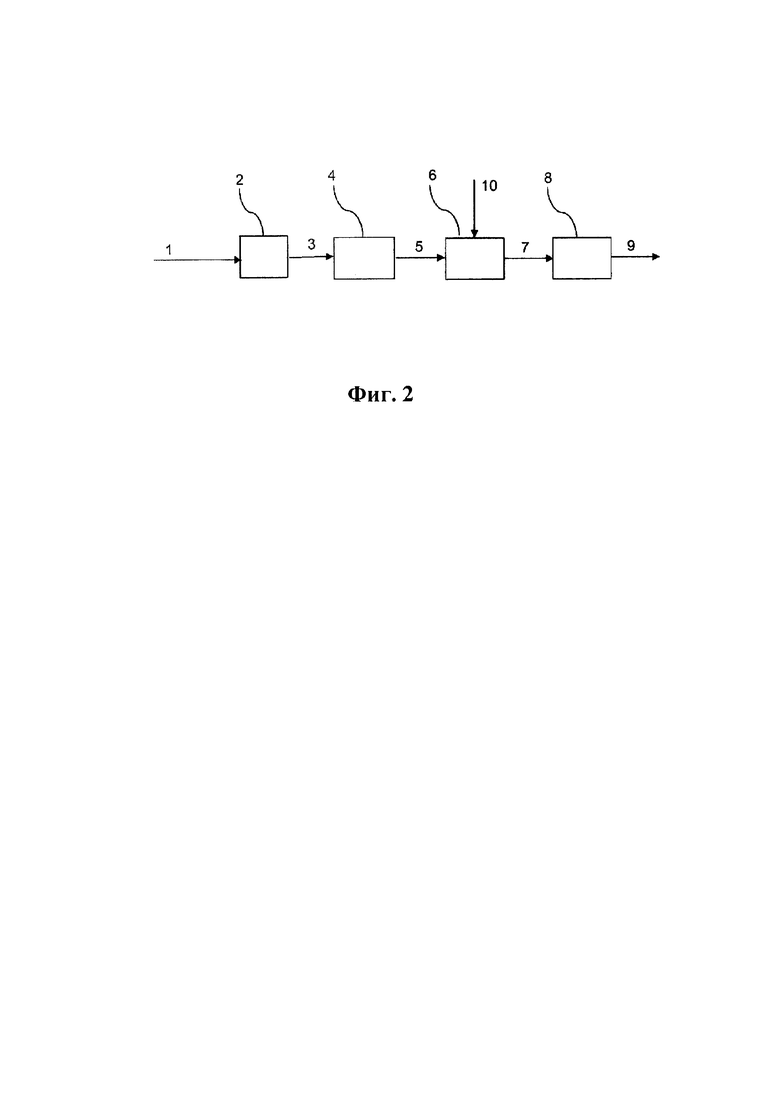
На Фиг. 2 представлена другая установка в соответствии с изобретением.
Подробное описание изобретения
Далее изобретение описано посредством подробных примеров его воплощений со ссылками на прилагаемые чертежи.
Пример 1
На Фиг. 1 представлена установка, включающая ступень (4) смешивания с получением смешанного материала (5) из исходного материала (1), содержащего по меньшей органический материал, и ступень (8) прессования для механического прессования смешанного материала с получением продукта (9) посредством нагрева.
Ступень (4) смешивания включает смесительное устройство для получения смешанного материала (5). Кроме того, ступень смешивания может включать агломерационное устройство для получения агломератов. Альтернативно, смесительное устройство выбирают так, что исходный материал смешивают и агломерируют в смесительном устройстве. Смесительное устройство может представлять собой агломерационное устройство, известное как таковое, в котором осуществляют как смешивание, так и агломерирование. В агломерационном устройстве температура материала поднимается под действием трения в связи со смешиванием. Предпочтительно смешивание происходит в присутствии тепла.
Ступень (8) прессования включает прессующее устройство, такое как инструментальное средство, включающее придающую форму деталь, такую как пресс-форма, и пуансон для перемещения материала и его прессования в придающей форму детали, и привод, например, гидравлический, пневматический или электрический цилиндр для перемещения пуансона и обеспечения давления. Прессующее устройство может представлять собой реверсивное экструзионное устройство. Альтернативно, прессующее устройство может представлять собой подвижное прессующее устройство, ротационное прессующее устройство или другое известное прессующее устройство. Установка включает систему регулирования давления для мониторинга и регулирования давления прессующего устройства.
В одном воплощении исходный материал (1), содержащий по меньшей мере органический материал, смешивают на стадии (4) смешивания с получением смешанного материала (5). Исходный материал (1) предпочтительно содержит отходы. Смешанный материал (5) находится в форме агломератов после стадии смешивания. Агломераты смешанного материала направляют или размещают в инструментальном средстве прессующего устройства ступени (8) смешивания, на которой агломераты механически прессуют. Привода средства перемещает пуансон относительно пресс-формы, так что давление воздуха в смешанном материале начинает увеличиваться, тогда как объем уменьшается, что приводит к повышению температуры сжатого воздуха. Температура смешанного материала увеличивается благодаря прессованию и получают продукт (9) в присутствии тепла. Преимуществом является то, что давление воздуха внутри сотообразных полостей органического материала поднимается вследствие прессования, так что температура увеличивается, и компоненты смешанного материала, такие как волокна, прилипают друг к другу с образованием заданного продукта.
Пример 2
На Фиг. 2 представлена установка, включающая ступень (2) дробления/измельчения исходного материала (1), ступень (4) смешивания с получением смешанного материала (5) из исходного материала, содержащего по меньшей мере органический материал, ступень (6) экструзии и ступень (8) прессования для механического прессования смешанного материала с получением продукта (9) посредством тепла.
Установка включает по меньшей мере одну ступень (2) дробления/измельчения исходного материала.
Ступень (4) смешивания включает смесительное устройство для получения смешанного материала (5). Предпочтительно смесительное устройство представляет собой агломерационное устройство, известное как таковое, в котором осуществляют как смешивание, так и агломерирование. В агломерационном устройстве температура материала повышается под действием трения в связи со смешиванием. Предпочтительно смешивание происходит в присутствии тепла.
Ступень (6) экструзии включает экструзионное устройство, такое как экструдер, которое расположено перед ступенью (8) прессования. На ступени экструзии смешанный материал (5) формуют с получением промежуточного продукта экструзии, такого как гранулы (7), которые направляют на ступень (8) прессования.
Ступень (8) прессования включает прессующее устройство, такое как инструментальное средство, включающее придающую форму деталь, такую как пресс-форма, и пуансон для перемещения материала и его прессования в придающей форму детали, и привод, например, гидравлический, пневматический или электрический цилиндр, для перемещения пуансона и обеспечения давления. Прессующее устройство может представлять собой реверсивное экструзионное устройство. Альтернативно, прессующее устройство может представлять собой подвижное прессующее устройство, ротационное прессующее устройство или другое известное прессующее устройство.
Установка включает систему регулирования давления для мониторинга и регулирования давления прессующего устройства.
В одном воплощении исходный материал (1), содержащий по меньшей мере органический материал, дробят на ступени (2) дробления и/или измельчения. Предпочтительно исходный материал (1) содержит отходы. Дробленый исходный материал (3) смешивают на ступени (4) смешивания с получением смешанного материала (5). В смешанный материал по желанию можно вводить добавки на стадии смешивания. После стадии смешивания смешанный материал находится в форме агломератов. Смешанный материал (5) подают в форме агломератов со ступени (4) смешивания на ступень (6) экструзии, где смешанный материал формуют с получением промежуточного продукта (7), который может находиться в форме гранул. На стадии экструзии по желанию можно вводить дополнительный материал или добавки (10), в смешанный материал. Смешанный материал в форме гранул (7) направляют или помещают в инструментальное средство прессующего устройства ступени (8) прессования, на которой механически прессуют агломераты. Привод средства перемещает пуансон относительно пресс-формы, так что давление воздуха в смешанном материале начинает возрастать, при этом объем уменьшается, что приводит к подъему температуры сжатого воздуха. Температура смешанного материала поднимается благодаря прессованию, и получают продукт (9) в присутствии тепла. Преимуществом является то, что давление воздуха внутри сотообразных полостей органического материала поднимается благодаря прессованию, так что температура возрастает, и компоненты смешанного материала, такие как волокна, прилипают друг к другу с образованием заданного продукта.
Пример 3
В данном примере получают продукт (9) из исходного материала (1) с помощью установки в соответствии с Фиг. 2 и примером 2, где ступень (6) экструзии заменена ступенью нагрева смешанного материала (5).
Пример 4
В данном примере продукт (9) получают из исходного материала (1) с помощью установки в соответствии с Фиг. 2 и примером 2, где ступень (6) экструзии заменена ступенью нагрева смешанного материала (5) и используемое прессующее устройство представляет собой механическое прессующее устройство, которое обеспечено дополнительным нагревом для содействия прессованию.
Пример 5
В данном примере получают продукт (9) из исходного материала (1) с помощью установки в соответствии с Фиг. 1 и примером 1 или Фиг. 2 и примером 2, где ступень (6) экструзии отсутствует и на стадии прессования также применяют еще одни материал, помимо смешанного материала, для получения продукта.
Способ и установка в соответствии с изобретением в различных воплощениях подходят для применения в различных областях для обработки множества исходных материалов. Кроме того, способ и установка в соответствии с изобретением в различных воплощениях подходят для применения при изготовлении множества композиционных продуктов. Кроме того, способ и установка в соответствии с изобретением в различных воплощениях походят для применения при обработке различных отходов.
Изобретение не ограничено только представленными выше примерами, но возможны многочисленные изменения в пределах объема защиты изобретения, определяемого формулой изобретения.
Изобретение относится к способу и установке для обработки исходного материала, где исходный материал (1), содержащий по меньшей мере органический материал, смешивают на стадии (4) смешивания с получением смешанного материала (5), и смешанный материал механически прессуют на стадии (8) прессования, на которой температура смешанного материала поднимается благодаря прессованию, и на стадии прессования получают заданный продукт (9). Кроме того, изобретение относится к применению данного способа. Благодаря изобретению, можно использовать различные исходные материалы при получении разнообразных продуктов различных размеров, таких как композиционные продукты. Кроме того, благодаря изобретению, исходные материалы с низкой степенью переработки, а также отходы, отбракованные и остаточные материалы, можно легко обрабатывать и формировать в виде полезных продуктов. Посредством изобретения можно уменьшить количество отходов, попадающих на мусорные свалки и снизить выбросы диоксида углерода. 3 н. и 9 з.п. ф-лы, 5 пр., 2 ил.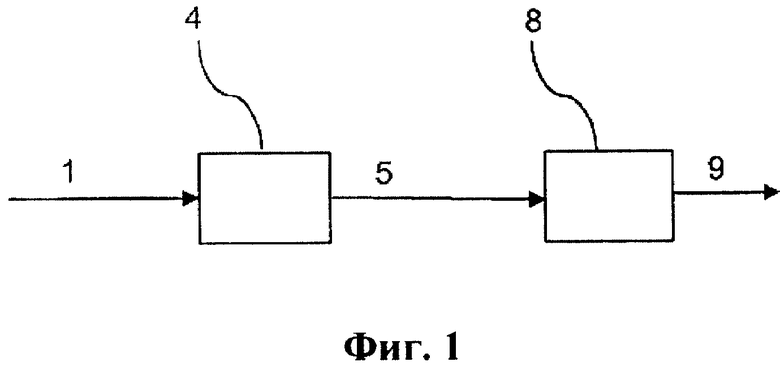
1. Способ обработки исходного материала, отличающийся тем, что
- исходный материал (1) дробят и/или измельчают (2),
- исходный материал (1), содержащий по меньшей мере органический материал, смешивают и агломерируют на стадии (4) смешивания в присутствии тепла с получением однородного и агломерированного смешанного материала (5), так что температура материала в ходе агломерирования повышается под действием трения,
- смешанный материал (5) подают на стадию прессования в гранулированной агломерированной форме,
- смешанный материал (5) механически прессуют на стадии (8) прессования, на которой температура смешанного материала поднимается благодаря прессованию, и
- на стадии прессования получают заданный продукт (9) посредством прессующего устройства, включающего средство для придания формы продукту.
2. Способ по п.1, отличающийся тем, что исходный материал (1) включает отходы, рециркулируемый материал, повторно используемый материал и/или материал первичного изготовления.
3. Способ по п.2, отличающийся тем, что отходы включают бытовые отходы, фракцию, отделенную от бытовых отходов, строительный мусор, строительный лом, промышленные побочные продукты, текстильные отходы, золошлаковые отходы, пластмассовые отходы, картонную макулатуру, отходы изоляционных материалов, отходы стекловолокна или их сочетания.
4. Способ по любому из пп.1-3, отличающийся тем, что смешанный материал (5) подают со стадии (4) смешивания на стадию (6) экструзии перед стадией (8) прессования.
5. Способ по любому из пп.1-4, отличающийся тем, что на стадию (8) прессования, помимо смешанного материала (8), также подают другой материал для получения комбинированного продукта.
6. Способ по любому из пп.1-5, отличающийся тем, что смешанный материал (5) нагревают на стадии нагрева перед стадией (8) прессования.
7. Установка для обработки исходного материала, отличающаяся тем, что она включает:
- по меньшей мере одну ступень (4) смешивания, включающую по меньшей мере одно смесительное устройство, выбранное так, что исходный материал (1) смешивают и агломерируют в смесительном устройстве с получением однородного и агломерированного смешанного материала (5) из исходного материала (1), содержащего по меньшей мере органический материал и раздробленного и/или измельченного (2), так что температура материала в ходе агломерирования повышается под действием трения,
- по меньшей мере одну ступень (8) прессования для механического прессования смешанного материала, включающую по меньшей мере одно прессующее устройство для механического прессования смешанного материала для придания формы продукту, на которую смешанный материал (5) подают в гранулированной агломерированной форме, и на которой температура смешанного материала повышается благодаря прессованию, и на которой получают заданный продукт (9) посредством средства для придания формы.
8. Установка по п.7, отличающаяся тем, что она включает по меньшей мере одну ступень (2) дробления и/или измельчения.
9. Установка по п.7 или 8, отличающаяся тем, что она включает по меньшей мере одну ступень (6) экструзии перед ступенью (8) прессования.
10. Установка по любому из пп.7-9, отличающаяся тем, что прессующее устройство включает придающую форму деталь и пуансон для прессования материала в придающей форму детали, а также деталь, генерирующую мощность и обеспечивающую перемещение для перемещения пуансона.
11. Установка по любому из пп.7-10, отличающаяся тем, что она включает систему регулирования давления для мониторинга и регулирования давления на ступени (8) прессования.
12. Применение способа по любому из пп.1-6, отличающееся тем, что способ применяют в областях применения, выбираемых из группы, включающей обработку исходного материала с получением повторно используемых продуктов или рециркулируемых продуктов, получение композиционных продуктов, получение комбинированных продуктов, получение слоистых продуктов, получение исходных компонентов асфальта, получение компонента бетонной смеси, обработка промышленных побочных продуктов, получение продуктов из отходов и/или снижение количества отходов и их сочетаний.
| ЛАЗЕРНЫЙ ПЕРФОРАТОР КОЖИ | 2001 |
|
RU2309699C2 |
| Футеровка вращающейся печи | 1989 |
|
SU1803694A1 |
| WO 9008020 A1, 26.07.1990 | |||
| JPH 0671647 A, 15.03.1994. | |||

