ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу изготовления композитного изделия, определенному в преамбуле п.1 формулы изобретения, и к установке для изготовления композитного изделия, определенной в преамбуле п.10 формулы изобретения.
УРОВЕНЬ ТЕХНИКИ
Из уровня техники известны различные способы изготовления различных композитных изделий и композитных материалов из различного сырья, например из материалов на основе бумаги и пластмасс. Из уровня техники известно изготовление композитных изделий из сырья на основе пластмасс с применением технологии экструзии.
Кроме того, из уровня техники известно изготовление изделий из пластмасс и полимеров с применением технологии экструзии и экструзионных головок, а также литья под давлением.
ЗАДАЧА ИЗОБРЕТЕНИЯ
Задача изобретения состоит в обеспечении нового легко регулируемого способа и установки для изготовления композитных изделий.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Отличительные признаки способа и установки по настоящему изобретению представлены в прилагаемой формуле изобретения.
Изобретение относится к способу изготовления композитного изделия, в котором из по меньшей мере одного выбранного сырья, включающего материал, содержащий волокно, и материал на основе полимера, с помощью экструзии получают промежуточное изделие, а композитное изделие формуют из промежуточного изделия с помощью по меньшей мере одного формовочного инструмента. Согласно настоящему изобретению, во время экструзии профиль поперечного сечения промежуточного изделия формуют с применением по меньшей мере одного экструзионного инструмента, а после применения экструзионного инструмента температуру промежуточного изделия регулируют таким образом, чтобы в разных частях профиля поперечного сечения промежуточного изделия были расположены разные температурные зоны в соответствии с заданными целевыми значениями температурных диапазонов, что облегчает дальнейшую обработку промежуточного изделия и формование композитного изделия. Заданные температурные диапазоны определяют в зависимости от формы композитного изделия. Предпочтительно, в зоне с более высокой температурой формование и механическая обработка происходят легче, в то время как в зоне с более низкой температурой материал остается более жестким, и нежелательное формование не происходит. Предпочтительно, создание разных температурных зон в разных частях профиля поперечного сечения промежуточного изделия осуществляют перед формованием промежуточного изделия в композитное изделие или во время формования.
Изобретение относится к установке для изготовления композитных изделий, которая включает питающее устройство для подачи по меньшей мере одного сырья, экструзионное устройство для изготовления промежуточного изделия из сырья с помощью экструзии и по меньшей мере один формовочный инструмент для формования промежуточного изделия в композитное изделие. Согласно настоящему изобретению, установка включает по меньшей мере один экструзионный инструмент, соединенный с экструзионным устройством, предназначенный для формования профиля поперечного сечения промежуточного изделия, терморегулятор для регулирования температуры полученного промежуточного изделия после применения экструзионного инструмента и регулирующее устройство для регулирования и настройки терморегулятора таким образом, чтобы в разных частях профиля поперечного сечения промежуточного изделия были расположены разные температурные зоны в соответствии с заданными целевыми значениями температурных диапазонов. Предпочтительно, установка представляет собой единый или интегрированный агрегат, в котором композитное изделие может быть изготовлено из сырья в результате последовательных стадий при прохождении через стадию изготовления промежуточного изделия.
В данном описании изобретения регулирование температуры означает измерение температуры и, при необходимости, изменение температуры. Регулирование температуры можно осуществлять с помощью охлаждения, нагревания или поддержания постоянной температуры.
В данном описании изобретения формовочный инструмент означает любой инструмент, известный из уровня техники, который применяют для формования композитного изделия из промежуточного изделия, например инструмент для сгибания, штамповки, формования или резания или инструмент для выполнения аналогичной рабочей операции или сочетания различных рабочих операций. Формы конечного изделия достигают полностью или по меньшей мере частично с помощью формовочного инструмента.
В данном описании изобретения профиль поперечного сечения означает профиль поперечного сечения получаемого промежуточного изделия и профиль поперечного сечения полученного промежуточного изделия. В данном изобретении профиль поперечного сечения предпочтительно формуют таким образом, чтобы при необходимости достичь разных прочностей материала и разных форм в разных частях изделия.
В частности, изобретение относится к способу и установке для изготовления формованного композитного изделия непосредственно из исходных материалов таким образом, чтобы производить модификацию формы профиля поперечного сечения промежуточного изделия и регулировать температуру для облегчения и ускорения формования получаемого композитного изделия. Кроме того, промежуточное изделие можно подвергнуть предварительной механической обработке перед формованием композитного изделия для облегчения и ускорения формования. Предпочтительно, композитное изделие изготавливают из сырья с помощью одной объединенной и компактной производственной установки. Изготовление можно производить в непрерывном или периодическом режиме. Предпочтительно, установка представляет собой связанный и интегрированный агрегат, в котором композитное изделие можно получить из сырья через стадию изготовления промежуточного изделия таким образом, что промежуточное изделие модифицируют для облегчения изготовления конечного композитного изделия.
В одном из воплощений изобретения сырье содержит 30-99 мас.% материала, содержащего волокно, и 1-60 мас.% материала на основе полимера. В данном описании изобретения сырье означает один сырьевой материал или смесь нескольких сырьевых материалов. Один сырьевой материал может включать материал, содержащий волокно, и/или материал на основе полимера. В данном описании изобретения материал, содержащий волокно, означает материал, содержащий любое волокно, предпочтительно натуральные волокна, такие как органические волокна, биоволокна, древесные волокна, целлюлозные волокна, бумагу и различные смеси указанных материалов. В данном описании изобретения материал на основе полимера означает любые полимеры, органические полимеры, пластмассы, компоненты на основе каучука и аналогичные материалы. В одном из воплощений изобретения сырье на основе полимера выбирают из группы, включающей полиолефины, например полиэтилен или полипропилен, сложные полиэфиры, поликарбонаты, полиамиды, фторсодержащие полимеры, хлорсодержащие полимеры, поливинилхлориды, полистиролы, полиэтилентерефталат (ПЭТ) и смеси этих или других аналогичных полимеров, подходящих для этой цели. В одном из воплощений изобретения сырье на основе полимера представляет собой полимер на основе крахмала. В качестве сырья может быть использовано первичное сырье, отходы, вторичное сырье и смеси этих или любых других подходящих сырьевых материалов.
Предпочтительно, в одном из воплощений изобретения сырье в основном состоит из отходов, вторичного сырья, повторно используемых материалов, лесосечных отходов или аналогичных остаточных материалов или материалов, классифицируемых как отходы.
В одном из воплощений изобретения по меньшей мере часть сырья измельчают. В одном из воплощений изобретения большую часть сырья измельчают. В одном из воплощений изобретения большую часть сырья, содержащего волокна, измельчают с получением частиц размером менее 5 мм, предпочтительно, частиц размером менее 2,5 мм. В предпочтительном воплощении изобретения сырье, содержащее волокна, включает как короткие, так и длинные волокна. В одном из воплощений изобретения сырье, содержащее волокна, включает волокна очень малых размеров, размер частиц которых составляет менее 0,5 мм. В одном из воплощений изобретения установка включает мельницу, предназначенную для измельчения по меньшей мере части сырья. В одном из воплощений изобретения установка включает дробильную машину, предназначенную для дробления по меньшей мере части сырья. В одном из воплощений изобретения установка включает дробильную машину и мельницу, причем дробильная машина, в которой производят дробление по меньшей мере части сырья, установлена перед мельницей, в которой производят измельчение дробленого материала.
В данном описании изобретения промежуточное изделие означает любой пленочный материал, мембрану, пленку, лист или любой материал листового типа, который может иметь форму пластины, листа или любую форму, подходящую для предполагаемого применения, или промежуточное изделие имеет форму трубы, стержня, пакета, вогнутую форму, U-образную форму или форму полосы, или представляет собой экструдированное изделие любого типа.
В одном из воплощений изобретения промежуточное изделие имеет форму, которую выбирают из группы, включающей пленку, мембрану, лист, профиль, например C-образный профиль, U-образный профиль, V-образный профиль, L-образный профиль или любой другой подходящий профиль, трубу, стержень, любую другую подходящую форму и их сочетания.
В одном из воплощений изобретения получают мембранное промежуточное изделие, включающее по меньшей мере два слоя, которые могут иметь соприкасающиеся друг с другом или расположенные на расстоянии друг от друга поверхности.
Промежуточное изделие может быть изготовлено с применением по существу любого способа экструзии, известного из уровня техники, и с применением любого экструзионного инструмента, подходящего для этой цели, или с применением более чем одного экструзионного инструмента, подходящего для формования профиля поперечного сечения промежуточного изделия. В данном описании изобретения экструзия означает любой известный способ экструзии или совместной экструзии или их сочетание.
Предпочтительно экструзию выполняют с применением по существу любого известного экструзионного инструмента, выполняющего известные рабочие операции и включающего известные детали. В данном изобретении экструзионный инструмент предпочтительно соединен с экструзионным устройством, и либо является частью экструзионного устройства, либо установлен по существу сразу после экструзионного устройства.
В одном из воплощений изобретения промежуточное изделие изготавливают с применением двухшнекового экструзионного устройства. В одном из воплощений изобретения экструзионное устройство может представлять собой цилиндрическое или коническое двухшнековое экструзионное устройство.
В одном из воплощений изобретения экструзионный инструмент включает насадочный инструмент, и промежуточное изделие изготавливают с помощью насадочного инструмента. Предпочтительно профиль поперечного сечения промежуточного изделия регулируют с помощью насадочного инструмента во время изготовления. В этом случае в разных участках поперечного сечения и в разных частях изделия получают разную прочность материала и разные формы, и, таким образом, достигают требуемого профиля поперечного сечения.
В одном из воплощений изобретения промежуточное изделие подвергают модификации во время изготовления, изменяя его толщину или форму на одном или более требуемых участках поперечного сечения. Изменение толщины или формы может быть произведено по существу любым известным способом, например прессованием, добавлением материала или любым другим подходящим способом.
В одном из воплощений изобретения мембранное промежуточное изделие изготавливают с применением совместной экструзии. Промежуточное изделие может включать один или более слоев. Разные слои могут быть изготовлены из материалов, имеющих одинаковый или разный состав, и могут иметь одинаковую или разную толщину.
В одном из воплощений изобретения перед проведением стадии формования на одну сторону или на обе стороны мембранного промежуточного изделия может быть нанесено покрытие. В одном из воплощений изобретения покрытие наносят с помощью совместной экструзии.
В одном из воплощений изобретения насадочный инструмент предпочтительно включает верхнюю часть и нижнюю часть. В одном из воплощений изобретения применяют насадочный инструмент, включающий верхнюю часть и нижнюю часть, которые имеют разные конструкции. Предпочтительно, благодаря различным нижней и верхней поверхностям насадочного инструмента можно регулировать процесс формования поперечного сечения промежуточного изделия и поток во время формования промежуточного изделия. В альтернативном воплощении изобретения верхняя и нижняя части насадочного инструмента по существу одинаковы.
В одном из воплощений изобретения экструзионный инструмент включает так называемые двухпозиционные детали и/или активные детали, которые можно регулировать и настраивать для облегчения и ускорения формования промежуточного изделия или профиля поперечного сечения промежуточного изделия. Предпочтительно, путем выбора подходящего экструзионного инструмента также можно модифицировать поверхность промежуточного изделия, например гофрировать поверхность или создать в промежуточном изделии край, который имеет большую плотность, не образует пыль и/или не поглощает влагу или текучие среды.
В одном из воплощений изобретения формование промежуточного изделия выполняют в интервале температур 130-250°С в зависимости от используемого сырья.
В одном из воплощений изобретения промежуточное изделие подвергают вспениванию во время изготовления, т.е. после изготовления промежуточное изделие находится во вспененном состоянии. В этом воплощении изобретения композитному изделию могут быть приданы особые свойства.
В одном из воплощений изобретения промежуточное изделие изготавливают путем обогащения его поверхности полимером. В одном из воплощений изобретения обогащение поверхности промежуточного изделия полимером можно осуществлять в процессе изготовления с помощью применения экструзионного инструмента, верхняя и нижняя поверхности которого модифицированы соответствующим образом, например верхняя поверхность и нижняя поверхность имеют разную шероховатость. В одном из воплощений изобретения промежуточное изделие изготавливают таким образом, что его поверхность обогащена полимером, т.е. плотность полимера на поверхности промежуточного изделия больше, чем в других частях изделия. В одном из воплощений изобретения на поверхность промежуточного изделия помещают тонкоизмельченное полимерное вещество. В одном из воплощений изобретения обогащение поверхности промежуточного изделия полимером можно осуществлять при подходящей температуре, например 170-190°С, причем частицы материала, содержащего волокно, имеют следующее распределение по размерам: 50% частиц имеют размеры 0-0,5 мм, 30% частиц имеют размеры 0,5-1,0 мм, 20% частиц имеют размеры 1,0-1,5 мм, а формование промежуточного изделия производят с применением экструзионного инструмента, модифицированного таким образом, что его верхняя и нижняя поверхности различаются. В одном из воплощений изобретения обогащение поверхности промежуточного изделия полимером происходит в интервале температур 95-230°С. После обогащения поверхности промежуточного изделия полимером изделие и, в частности, его поверхность приобретают свойства, аналогичные свойствам пластмассы. Пластмассы обладают барьерными свойствами. Такая поверхность легче поддается формованию и может быть изготовлена гладкой и плоской, что является полезным свойством, если изделие используют, например, в качестве посуды, к которой прикрепляют крышку с помощью любого известного способа, в котором применяют нагревание и плавление пластмассы. Свойства, аналогичные свойствам пластмассы, позволяют использовать разные стандартные способы обработки до или во время проведения следующей рабочей операции.
В одном из воплощений изобретения осуществляют распределение материала в промежуточном изделии с помощью заданного профиля поперечного сечения, например, таким образом, чтобы профиль поперечного сечения имел вогнутую форму, гофрированную форму или аналогичную форму, в которой распределение материала может быть использовано при дальнейшей обработке промежуточного изделия или при изготовлении композитного изделия для достижения особой формы. При дальнейшей обработке или при изготовлении композитного изделия можно применять по существу любой известный способ формования, например способ формования вытяжкой, технологию глубокой вытяжки или их сочетание, или способ с применением избыточного давления и/или вакуума, или любую другую известную технологию формования.
В одном из воплощений изобретения после применения экструзионного инструмента температуру промежуточного изделия в разных частях профиля поперечного сечения поддерживают в диапазоне 50-250°С, предпочтительно 50-200°С, в зависимости от типа используемого сырья и заданных температурных диапазонов профиля поперечного сечения.
В одном из воплощений изобретения терморегулятор в установке настраивают таким образом, чтобы обеспечить регулирование температуры по всему профилю поперечного сечения промежуточного изделия.
В одном из воплощений изобретения терморегулятор включает измерительное устройство, охлаждающее устройство и/или нагревательное устройство для контроля и регулирования температуры.
В одном из воплощений изобретения терморегулятор включает по меньшей мере одно охлаждающее устройство, предназначенное для охлаждения конвейера, который транспортирует промежуточное изделие после применения экструзионного инструмента, или его части, для регулирования температуры промежуточного изделия. В качестве охлаждающего устройства можно применять по существу любое известное устройство, подходящее для этой цели. Предпочтительно, в данном воплощении изобретения охлаждение происходит не в результате непосредственного охлаждения хладагентом, а хладагент, например текучая среда, охлаждает промежуточное вещество, например металл, которое охлаждает промежуточное изделие.
В одном из воплощений изобретения терморегулятор расположен по существу сразу после экструзионного инструмента. В одном из воплощений изобретения терморегулятор расположен на подходящем расстоянии от экструзионного инструмента.
В одном из воплощений изобретения промежуточное изделие подвергают предварительной механической обработке после регулирования температуры и предпочтительно перед применением формовочного инструмента для облегчения и ускорения формования композитного изделия. Предварительная механическая обработка может включать одну или более стадий. Стадии предварительной механической обработки могут быть выбраны из группы, включающей сгибание, прессование, штамповку, двухмерное или трехмерное формование, резание, обрезку краев, обработку краев, сгибание краев, изготовление отверстий, отделку кромки, прессование краев, выравнивание краев, закрытие образующих пыль краев и/или поглощающих краев, нанесение покрытия, присоединение дополнительных деталей, штамповку, фальцовку, тиснение, перфорацию и различные сочетания указанных операций. Предпочтительно, в одном из воплощений изобретения закрытия краев, поглощающих влагу и текучие среды, и упрощения дальнейшего формования промежуточного изделия и композитного изделия достигают путем сплющивания краев промежуточного изделия, и, кроме того, полученное композитное изделие также пригодно для обработки в автоклаве и дезинфекции. В одном из воплощений изобретения установка включает по меньшей мере один инструмент для предварительной механической обработки, предназначенный для предварительной механической обработки промежуточного изделия. В одном из воплощений изобретения установка включает несколько инструментов для предварительной механической обработки, которые предназначены для предварительной механической обработки промежуточного изделия.
В одном из воплощений изобретения по меньшей мере два промежуточных изделия могут быть соединены друг с другом для изготовления многослойного композитного изделия; причем соединение осуществляют до регулирования температуры промежуточного изделия или на стадии предварительной механической обработки до формования композитного изделия. Промежуточные изделия могут быть изготовлены из материалов одинакового или разного состава, и они могут иметь одинаковую или различную толщину.
Предпочтительно, на стадии формования композитного изделия композитному изделию придают форму с помощью по меньшей мере одного формовочного инструмента. Стадия формования композитного изделия может включать дополнительные стадии, например сгибание, прессование, штамповку, двухмерное или трехмерное формование, резание, обрезку краев, обработку краев, сгибание краев, изготовление отверстий, отделку кромки, прессование краев, выравнивание краев, закрытие образующих пыль краев и/или поглощающих краев, нанесение покрытия, присоединение дополнительных деталей, штамповку, фальцовку, тиснение, перфорацию и различные сочетания указанных операций. В одном из воплощений изобретения установка включает более одного формовочного инструмента. В одном из воплощений изобретения формование выполняют с помощью одного формовочного инструмента при проведении одной стадии формования или нескольких стадий формования, например, с применением так называемого многопозиционного инструмента.
В одном из воплощений изобретения формование промежуточного изделия в композитное изделие осуществляют на стадии формования, основанной на прессовании, с применением формовочного инструмента.
В одном из воплощений изобретения формовочный инструмент включает верхний инструмент и/или нижний инструмент для формования промежуточного изделия, например, прессованием, с образованием требуемой формы композитного изделия. В одном из воплощений изобретения структуры поверхностей верхнего инструмента и нижнего инструмента формовочного инструмента отличаются друг от друга. В одном из воплощений изобретения нижний инструмент имеет более шероховатую поверхность, чем верхний инструмент. В альтернативном воплощении изобретения структуры поверхностей нижнего инструмента и верхнего инструмента формовочного инструмента по существу одинаковы. В качестве верхнего и нижнего инструментов могут быть использованы однотипные инструменты или, в качестве альтернативы, инструменты разных типов. Например, если в качестве верхнего инструмента применяют инструмент, изготовленный из твердого и износостойкого материала, то в качестве нижнего инструмента, к которому прижимают промежуточное изделие и производят его формование верхним инструментом, может быть использован инструмент, изготовленный из полиуретана или аналогичного материала или текучей среды в разных способах, форма которого приспосабливается к форме верхнего инструмента. В одном из воплощений изобретения вместе с инструментом можно применять избыточное давление и/или вакуум.
В одном из воплощений изобретения по меньшей мере один формовочный инструмент или его часть, например верхний инструмент или нижний инструмент, может представлять собой так называемый прецизионный инструмент для получения точной формы или так называемый формообразующий инструмент для получения более грубой, частичной или достаточной формы.
Формовочный инструмент или его часть может представлять собой так называемый ненастраиваемый инструмент или, в качестве альтернативы, так называемый настраиваемый, т.е. адаптируемый инструмент, который можно регулировать в соответствии с формой изготавливаемого изделия, например единичного изделия. В качестве формовочных инструментов также можно применять инструменты с коротким сроком службы, которые изготавливают с применением технологии быстрой механической обработки. Кроме того, в качестве формовочных инструментов можно применять инструменты, изготовленные с применением лазерной технологии. Кроме того, формовочные инструменты и способы их изготовления могут быть основаны на модульном принципе.
В одном из воплощений изобретения формовочный инструмент включает так называемые двухпозиционные детали и/или активные детали, которые можно регулировать и настраивать для облегчения и ускорения формования или для достижения уникального дизайна.
В одном из воплощений изобретения изготовленное композитное изделие подвергают последующей механической обработке на стадии последующей механической обработки. В одном из воплощений изобретения установка включает инструменты для выполнения по меньшей мере одной стадии последующей механической обработки для проведения последующей механической обработки формованного композитного изделия. Стадия последующей механической обработки может представлять собой отдельную стадию, которую выполняют после формования композитного изделия, или она может быть включена в стадию формования композитного изделия. В одном из воплощений изобретения последующую механическую обработку можно выполнять с помощью формовочного инструмента. В одном из воплощений изобретения последующая механическая обработка может включать сгибание, прессование, штамповку, двухмерное или трехмерное формование, сгибание краев вверх или вниз, изготовление отверстий, присоединение дополнительных деталей, обрезку углов, обрезку краев, обработку краев, прессование краев, выравнивание краев, закрытие образующих пыль краев и/или поглощающих поверхностей краев, нанесение покрытия, штамповку, фальцовку, тиснение, перфорацию и прикрепление различных датчиков и электронных устройств, а также сочетания указанных операций.
В одном из воплощений изобретения по меньшей мере два изготовленных композитных изделия можно соединить друг с другом, чтобы получить многослойный конечный продукт на стадии последующей механической обработки.
В одном из воплощений изобретения стадию предварительной механической обработки, формования композитного изделия и/или последующей механической обработки можно выполнять по линейной технологии и/или при движении по заданной траектории из одной точки в другую, например, с применением технологии типа "вверх/вниз". В одном из воплощений изобретения стадию предварительной механической обработки, формования композитного изделия и/или последующей механической обработки можно выполнять с помощью вращающихся инструментов или инструментов, которые движутся по траектории, аналогичной вращению. В альтернативном воплощении изобретения стадию предварительной механической обработки, формования композитного изделия и/или последующей механической обработки можно выполнять с помощью любых подходящих инструментов.
В одном из воплощений изобретения дополнительное покрытие или дополнительную пленку наносят по меньшей мере на одну поверхность изготовленного композитного изделия и/или композитное изделие подвергают поверхностной обработке, нанесению покрытия и/или пропитке, предпочтительно, в сочетании с применением прессующего инструмента, действующего как формовочный инструмент, на стадии прессования или после применения формовочного инструмента на стадии последующей механической обработки. В одном из воплощений изобретения дополнительное покрытие или дополнительную пленку наносят по меньшей мере на одну поверхность промежуточного изделия и/или промежуточное изделие подвергают поверхностной обработке, нанесению покрытия и/или пропитке перед его формованием в композитное изделие. В одном из воплощений изобретения покрытие, повышающее прочность материала или поверхности, наносят в качестве дополнительного покрытия по меньшей мере на одну поверхность промежуточного изделия, причем указанное покрытие можно наносить в виде ленты и покрывать им всю поверхность или часть поверхности. В одном из воплощений изобретения дополнительное покрытие, которое наносят в виде ленты, является липким. В одном из воплощений изобретения дополнительная пленка или дополнительное покрытие могут быть изготовлены из полимерных материалов, пластмасс, материалов на биологической основе, различных наполнителей, добавок и их смесей. Поверхностную обработку, нанесение покрытия и пропитку можно выполнять по существу любым известным способом и с применением по существу любых известных материалов, которые совместимы со способом по настоящему изобретению. Кроме стандартных видов поверхностной обработки поверхностная обработка, в частности обработка после формования, может включать прикрепление различных наклеек, штрих-кодов, идентификаторов или аналогичных ярлыков и печать на поверхности, также с применением проводящих материалов.
Композитное изделие может содержать подходящие наполнители, клеи и/или добавки, например красители или связующие агенты. В качестве наполнителей, связующих агентов и добавок можно применять любые вещества, подходящие и требуемые для этой цели. В одном из воплощений изобретения наполнители, клеи и/или добавки могут быть добавлены в сырье перед формованием промежуточного изделия, например во время экструзии.
В одном из воплощений изобретения при изготовлении регулируют скорость подачи сырья. В одном из воплощений изобретения регулируют скорость изготовления композитного изделия. Можно регулировать потоки с небольшими изменениями.
В одном из воплощений изобретения композитное изделие изготавливают следующим образом: измельчают сырье и смешивают его с требуемыми добавками; сырье подают на экструзию; с помощью экструзионного инструмента изготавливают промежуточное изделие, например пленочный материал, при одновременной модификации профиля поперечного сечения промежуточного изделия; регулируют температуру промежуточного изделия в отношении профиля поперечного сечения промежуточного изделия в соответствии с требуемыми температурными зонами; и формуют композитное изделие из промежуточного изделия с помощью по меньшей мере одного формовочного инструмента.
Способ и установку по настоящему изобретению можно применять для изготовления изделия любого типа и любой формы, которое может быть изготовлено согласно настоящему изобретению. Изобретение можно применять для изготовления, например, различных коробок, ящиков, контейнеров, поддонов и аналогичных изделий. Кроме того, изобретение можно применять для изготовления других формованных предметов и изделий, например подошв обуви, изогнутых подошв или подошв обуви сложной формы, рожков для обуви, посуды, дверных ручек, различных рукояток, зубчатых колес, чехлов для мобильных телефонов, формочек и других предметов. Кроме того, изобретение можно применять для изготовления многослойных изделий.
Способ и установка по настоящему изобретению обеспечивают значительные преимущества по сравнению с уровнем техники.
Благодаря настоящему изобретению можно изготавливать композитные изделия требуемой формы из сырья простым и экономичным способом, который одновременно является энергосберегающим, водосберегающим и экономически выгодным, в одном технологическом процессе изготовления без промежуточных стадий хранения.
С применением способа и установки по настоящему изобретению можно легко изготавливать композитные изделия различных форм. Кроме того, в изделиях типа поддонов могут быть легко созданы, например, жесткие сгибы или другие жесткие формы.
С применением способа и установки по настоящему изобретению можно изготавливать изделия из повторно используемых отходов.
Изобретение обеспечивает удобный, простой и экономичный способ изготовления композитного изделия, обладающий промышленной применимостью. Монтаж установки требует меньших капитальных затрат по сравнению с традиционными решениями. Кроме того, предложен новый экологичный способ изготовления изделий из повторно используемых отходов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг.1 изображена установка по настоящему изобретению, а
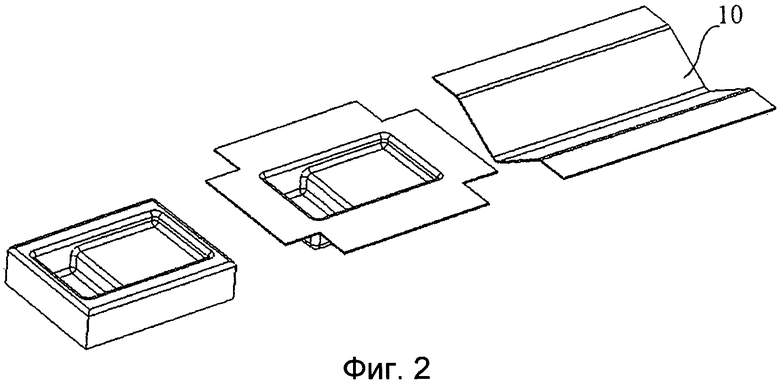
на Фиг.2 в упрощенной форме представлено формование упаковки согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже приведено подробное описание настоящего изобретения с помощью примеров воплощений изобретения со ссылками на прилагаемые чертежи.
Пример 1
На Фиг.1 изображена установка по настоящему изобретению, включающая питающее устройство для подачи сырья (не показано на Фиг.1), двухшнековое экструзионное устройство 1 и соединенный с ним экструзионный инструмент 2, включающий насадочную часть, с помощью которой формуют промежуточное изделие и придают форму профилю его поперечного сечения. Экструзионый инструмент 2 включает средства модульного или непрерывного регулирования ширины и непрерывного регулирования длины. Экструзионный инструмент 2 может включать режущую часть для формования промежуточного изделия с помощью резания. Кроме того, установка включает терморегулятор 4, который включат измерительное устройство 7, охлаждающее устройство 5 и нагревательное устройство 8, для регулирования температуры промежуточного изделия, и регулирующее устройство (не показано на чертеже) для регулирования и настройки терморегулятора 4 таким образом, чтобы в разных частях профиля поперечного сечения промежуточного изделия разные температурные зоны были расположены в соответствии с заданными предельными значениями температуры. Кроме того, установка включает инструмент 6 для предварительной механической обработки, который представляет собой устройство для обрезания краев и углов при формовании промежуточного изделия перед формованием готового композитного изделия, и формовочный инструмент 3 для формования композитного изделия, который производит прессование, а также инструмент 9 для выполнения стадии последующей механической обработки, такой как фальцовка краев, соединенный с формовочным инструментом 3. В альтернативном воплощении изобретения стадия последующей механической обработки может включать другой вид последующей механической обработки, например стадию тиснения или стадию прикрепления радиочастотного идентификатора, или сочетание нескольких стадий последующей механической обработки.
Изображенная на Фиг.1 установка представляет собой интегрированный агрегат, в котором все части объединены в связанную группу, и в котором композитное изделие можно изготавливать из сырья в ходе одного технологического процесса.
Когда установка представляет собой компактный агрегат, изображенный на Фиг.1, композитные изделия можно изготавливать из сырья на предприятиях, имеющих небольшие площади для производства и хранения. Когда в качестве инструментов для механической обработки и формования применяют настраиваемые инструменты, можно изготавливать даже малые партии разных единичных упаковок.
Пример 2
В данном эксперименте упаковки изготавливали из лесосечных отходов и повторно используемых пластмасс. Отходы дробили и измельчали, получая частицы подходящего размера; в данном воплощении изобретения размер частиц составлял менее 2,5 мм.
Упаковки, пример которых изображен на Фиг.2, формовали с применением установки, описанной в Примере 1. Сначала с помощью экструзии с применением экструзионного инструмента изготовили мембранное промежуточное изделие, толщина которого в основном составляла 1-2 мм. Профиль поперечного сечения промежуточного изделия формовали с помощью одного экструзионного инструмента. Поскольку требовалось получить глубокие прямоугольные упаковки, в тех частях пленки, в которых впоследствии должен быть образован сгиб между верхней поверхностью и краем упаковки, была произведена разметка участков сгиба. Кроме того, материал 10 распределили по профилю поперечного сечения пленки, согласно Фиг.2, чтобы облегчить последующее формование промежуточного изделия. Профиль поперечного сечения пленки можно формовать с помощью насадки экструзионного инструмента, имеющей разные верхнюю и нижнюю конструкции. Сразу после проведения экструзии регулировали температуру промежуточного изделия, охлаждая заданные участки профиля поперечного сечения, чтобы в разных частях профиля поперечного сечения промежуточного изделия получить разные температурные зоны в соответствии с заданными значениями температурных диапазонов, в результате чего в промежуточном изделии получали более жесткие участки и более гибкие, лучше поддающиеся формованию участки. Участок, имеющий более высокую температуру, например 170°С, легче поддавался обработке и формованию, в то время как участок, имеющий более низкую температуру, например 120°С, становился более жестким и, таким образом, не поддавался нежелательному формованию. После этого промежуточное изделие подвергали предварительной механической обработке, включающей обрезку краев и углов одним режущим инструментом, чтобы получить заготовку для упаковки, после чего из промежуточного изделия, представляющего собой заготовку для упаковки, с помощью прессующего формовочного инструмента формовали композитное изделие, т.е. упаковку. Кроме того, стадия последующей механической обработки композитного изделия включала применение формовочного инструмента, с помощью которого края упаковки загибали вниз.
С применением способа и установки по настоящему изобретению легко, быстро и гибким способом получили композитную упаковку требуемой формы.
Пример 3
В данном эксперименте композитные изделия изготавливали из измельченных пластмассовых отходов, т.е. пластиковых бутылок, содержащих материал на основе бумаги, например этикетки, и резаной бумаги с помощью установки, изображенной на Фиг.1.
Для получения сырья пластмассовые отходы дробили и смешивали с измельченной резаной бумагой. Сырье направляли на экструзию и получали плоский тонкий пленочный материал посредством экструзии с применением подходящей насадки. Одновременно выполняли модификацию профиля поперечного сечения пленочного материала, отмечая участки сгиба для последующего формования посуды из композитного материала. Измеряли температуру пленочного материала и регулировали ее, охлаждая промежуточное изделие до требуемой температуры. После этого пленочный материал направляли на стадию прессования, чтобы получить композитные изделия из пленочного материала с применением прессующего инструмента. Наряду с прессованием выполняли отделку и обработку краев композитного изделия, например, с помощью закрытия краев, поглощающих влагу и текучие среды, и/или образующих пыль краев.
На полученную посуду можно нанести дополнительное покрытие, т.е. во время стадии прессования на внутреннюю поверхность посуды можно нанести дополнительную пластмассовую пленку, которая придает барьерные свойства. При проведении последующих стадий наличие пластмассы на поверхности облегчает, например, плотное закупоривание крышкой, которое осуществляют путем нагревания во время стадии прикрепления крышки.
С применением настоящего изобретения легко, быстро и гибким способом изготовили посуду требуемой формы из композитного материала.
Пример 4
В данном примере композитные изделия изготавливали из целлюлозного сырья и пластмассовых отходов с помощью установки, представляющей собой модифицированную установку, описанную в Примере 1.
С помощью экструзионного устройства и экструзионных насадочных инструментов изготовили два промежуточных изделия в форме тонколистового материала. Первое промежуточное изделие изготовили из сырья, содержащего волокна, и пластмассовых отходов, а другое промежуточное изделие изготовили из пластмассовых отходов, в которые при необходимости можно добавить состав на основе каучука. Оба изделия имели по существу одинаковые профили поперечного сечения.
Перед формованием композитного изделия оба изготовленных промежуточных изделия соединяли друг с другом с получением многослойного композитного изделия. Перед формованием регулировали температуру объединенного промежуточного изделия, чтобы получить разные температурные зоны в разных частях профиля поперечного сечения для облегчения формования.
Из многослойного промежуточного изделия с применением формовочного инструмента формовали искривленную подошву для обуви, которая также включает часть каблука и плоскую поверхность для присоединения части каблука. Стадия обработки включала стадию предварительной механической обработки для обрезки краев и, тем самым, получения правильной формы, и стадию последующей механической обработки краев.
С применением настоящего изобретения легко, быстро и гибким способом изготовили однослойные или многослойные композитные изделия требуемой формы.
Способ и установку по настоящему изобретению можно использовать в различных применениях для получения различных композитных изделий, например упаковок для пищевых продуктов, упаковок для штучных товаров, упаковок для электронных устройств и т.п., или для получения упаковок, которые могут заменить, например, картонные изделия, изделия из гофрированного картона или изделия из прессованной бумажной массы, или для получения композитных изделий, которые могут заменить различные композитные или пластмассовые конструкции, детали или изделия, известные из уровня техники.
Изобретение не ограничено приведенными выше примерами; возможны различные модификации в пределах объема изобретения, определенного в формуле изобретения.
Изобретение относится к способу и установке для изготовления композитного изделия. Способ изготовления, в котором из сырья, включающего материал, содержащий волокно, и материал на основе полимера, с помощью экструзии формуют промежуточное изделие. Из промежуточного изделия с помощью по меньшей мере одного формовочного инструмента формуют композитное изделие. При проведении экструзии профиль поперечного сечения промежуточного изделия формуют с помощью по меньшей мере одного экструзионного инструмента, а после применения экструзионного инструмента температуру промежуточного изделия регулируют таким образом, чтобы в разных частях профиля поперечного сечения промежуточного изделия были расположены разные температурные зоны в соответствии с заданными целевыми значениями температурных диапазонов. Температуру промежуточного изделия регулируют в разных частях профиля поперечного сечения в диапазоне 50-250°С. Композитное изделие формуют из промежуточного изделия с помощью формовочного инструмента, который производит прессование. Изобретение позволяет изготавливать композитные изделия в одном технологическом процессе без промежуточных стадий хранения. 2 н. и 15 з.п. ф-лы, 2 ил.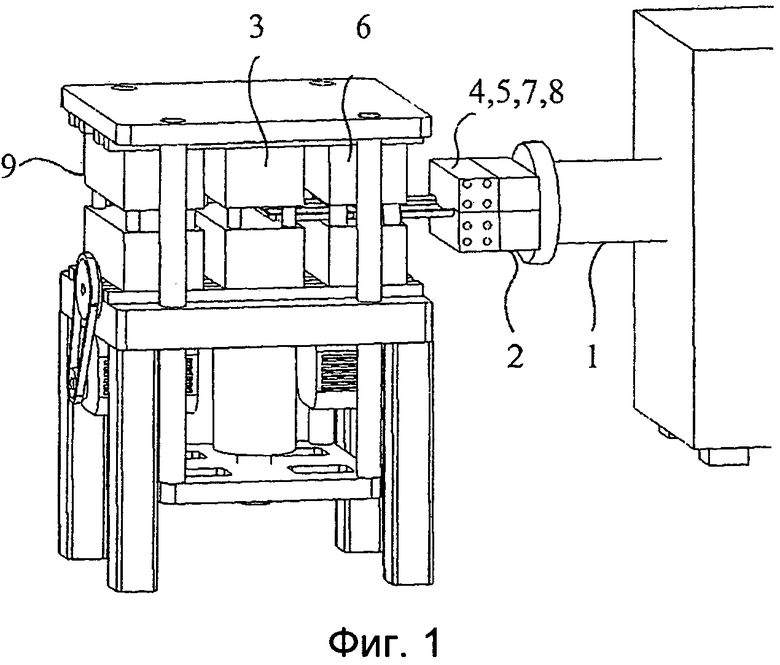
1. Способ изготовления композитного изделия, в котором из сырья, включающего материал, содержащий волокно, и материал на основе полимера, с помощью экструзии формуют промежуточное изделие, и из промежуточного изделия с помощью по меньшей мере одного формовочного инструмента формуют композитное изделие, отличающийся тем, что профиль поперечного сечения промежуточного изделия формуют с помощью по меньшей мере одного экструзионного инструмента во время экструзии, а после применения экструзионного инструмента температуру промежуточного изделия регулируют таким образом, чтобы в разных частях профиля поперечного сечения промежуточного изделия были расположены разные температурные зоны в соответствии с заданными целевыми значениями температурных диапазонов, причем температуру промежуточного изделия регулируют в разных частях профиля поперечного сечения в диапазоне 50-250°С, а композитное изделие формуют из промежуточного изделия с помощью формовочного инструмента, который производит прессование.
2. Способ по п. 1, отличающийся тем, что сырье включает 30-99 мас.% материала, содержащего волокно, и 1-60 мас.% материала на основе полимера.
3. Способ по п. 1, отличающийся тем, что промежуточное изделие формуют с применением двухшнекового экструзионного устройства.
4. Способ по п. 1, отличающийся тем, что изготавливают промежуточное изделие, форма которого выбрана из группы, включающей пленку, мембрану, лист, профиль, трубу, стержень и их сочетания.
5. Способ по п. 1, отличающийся тем, что промежуточное изделие подвергают вспениванию во время изготовления.
6. Способ по п. 1, отличающийся тем, что промежуточное изделие изготавливают таким образом, что его поверхность обогащена полимером.
7. Способ по п. 1, отличающийся тем, что в промежуточном изделии осуществляют распределение материала с помощью заданного профиля поперечного сечения для дальнейшей обработки промежуточного изделия.
8. Способ по п. 1, отличающийся тем, что промежуточное изделие подвергают предварительной механической обработке после регулирования температуры.
9. Способ по любому из пп. 1-8, отличающийся тем, что формованное композитное изделие подвергают последующей механической обработке.
10. Установка для изготовления композитного изделия, которая включает: питающее устройство для подачи по меньшей мере одного сырья, экструзионное устройство (1) для изготовления промежуточного изделия из сырья с помощью экструзии и по меньшей мере один формовочный инструмент (3) для формования промежуточного изделия в композитное изделие, отличающаяся тем, что установка включает по меньшей мере один экструзионный инструмент (2), соединенный с экструзионным устройством (1), для формования профиля поперечного сечения промежуточного изделия, терморегулятор (4) для регулирования температуры формованного промежуточного изделия после применения экструзионного инструмента (2) и регулирующее устройство для регулирования и настройки терморегулятора таким образом, чтобы в разных частях профиля поперечного сечения промежуточного изделия были расположены разные температурные зоны в соответствии с заданными целевыми значениями температурных диапазонов, причем температуру промежуточного изделия регулируют в разных частях профиля поперечного сечения в диапазоне 50-250°С, а композитное изделие формуют из промежуточного изделия с помощью формовочного инструмента (3), который производит прессование.
11. Установка по п. 10, отличающаяся тем, что экструзионное устройство (2) представляет собой двухшнековое экструзионное устройство.
12. Установка по п. 10, отличающаяся тем, что терморегулятор (4) в установке регулируют таким образом, чтобы достичь регулирования температуры по всему профилю поперечного сечения промежуточного изделия.
13. Установка по п. 10, отличающаяся тем, что терморегулятор (4) включает измерительное устройство (7), охлаждающее устройство (5) и/или нагревательное устройство (8).
14. Установка по п. 10, отличающаяся тем, что поверхность верхней части и/или нижней части по меньшей мере одного экструзионного инструмента (2) имеет такую форму, что достигают обогащения поверхности промежуточного изделия полимером.
15. Установка по п. 10, отличающаяся тем, что установка включает по меньшей мере одно устройство (6) для предварительной механической обработки, чтобы производить предварительную механическую обработку промежуточного изделия перед применением формовочного инструмента (3).
16. Установка по п. 10, отличающаяся тем, что установка включает по меньшей мере одну стадию (9) последующей механической обработки, чтобы производить механическую обработку формованного композитного изделия.
17. Установка по любому из пп. 10-16, отличающаяся тем, что установка включает измельчающее устройство, предназначенное для измельчения по меньшей мере части сырья.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 6814905 B1, 09.11.2004 | |||
| JPH 09141726 A, 03.06.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ, КОНСТРУКЦИОННЫХ ИЛИ УПАКОВОЧНЫХ МАТЕРИАЛОВ, УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 1991 |
|
RU2105776C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ КОМПОЗИЦИИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2304511C2 |

