Изобретение относится к области технологии машиностроения, а именно формообразованию гладких отверстий в листовых заготовках пластическим деформированием с температурным воздействием от сил трения.
Известен способ изготовления гладких отверстий с одновременным упрочнением поверхностного слоя отверстий в листовых материалах. Способ осуществляют с использованием вращающегося осевого инструмента, выполненного в виде цилиндрического стержня из инструментального материала. Торцевая часть инструмента выполнена сферической или плоской и перпендикулярной или расположенной под углом к оси инструмента или с одной или несколькими фасками. При формообразовании инструменту сообщают вращение вокруг собственной оси, планетарное вращение со встречным или попутным перемещением по винтовой линии относительно оси обрабатываемого отверстия с последовательным образованием верхнего буртика, основного отверстия и нижнего буртика и отделением дна от листового материала (Патент RU 2574533 С1).
Недостатком этого инструмента является невозможность использования инструмента без планетарного движения из-за отсутствия конической рабочей части, а также наличие одной рабочей ступени, из-за чего повышается осевая сила, что приводит к деформации заготовки.
Наиболее близким к предлагаемому изобретению по технической сущности (прототипом) является инструмент в форме наконечника, рабочая часть которого имеет форму конуса и фланец для формирования верхней отбортовки. При термическом сверлении используется кинематическая схема сверления, при которой инструмент имеет главное вращательное движение и движение подачи вдоль оси отверстия (Патент DE 2359794 А1).
Недостатком этого инструмента является наличие одной рабочей ступени, из-за чего повышается осевая сила, что приводит к деформации заготовки.
Технической задачей предполагаемого изобретения является предотвращение деформации заготовки (прогиба вокруг отверстия) за счет обеспечения постоянной по величине осевой силы, действующей на листовую заготовку при помощи предлагаемого инструмента для получения отверстий пластическим деформированием.
Техническая задача решается за счет того, что инструмент для получения отверстий пластическим деформированием в листовых заготовках, содержащий хвостовик и рабочую ступень, согласно изобретению, снабжен предохранительным и рабочими усеченными конусами, при этом рабочая ступень выполнена в виде последовательно и соосно расположенных первой рабочей ступени с диаметром d1 и второй рабочей ступени с диаметром d2, соединенных между собой рабочим усеченным конусом, причем первая рабочая ступень соединена рабочим усеченным конусом с указанным предохранительным усеченным конусом, диаметр d1 которой определен по формуле: 
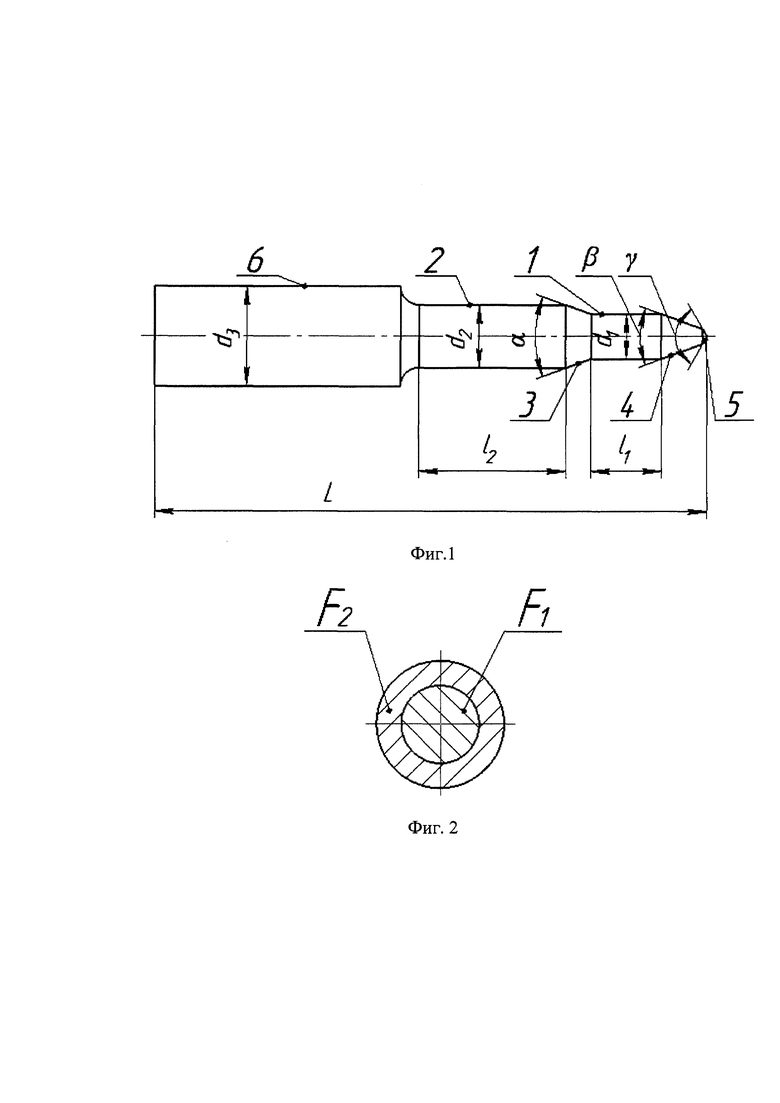
На фиг. 1 показана конструктивная схема инструмента для получения отверстий пластическим деформированием.
На фиг. 2 показаны площади сечений: F1 - площадь сечения 1-ой рабочей ступени; F2 - площадь сечения 2-ой рабочей ступени минус площадь 1-ой.
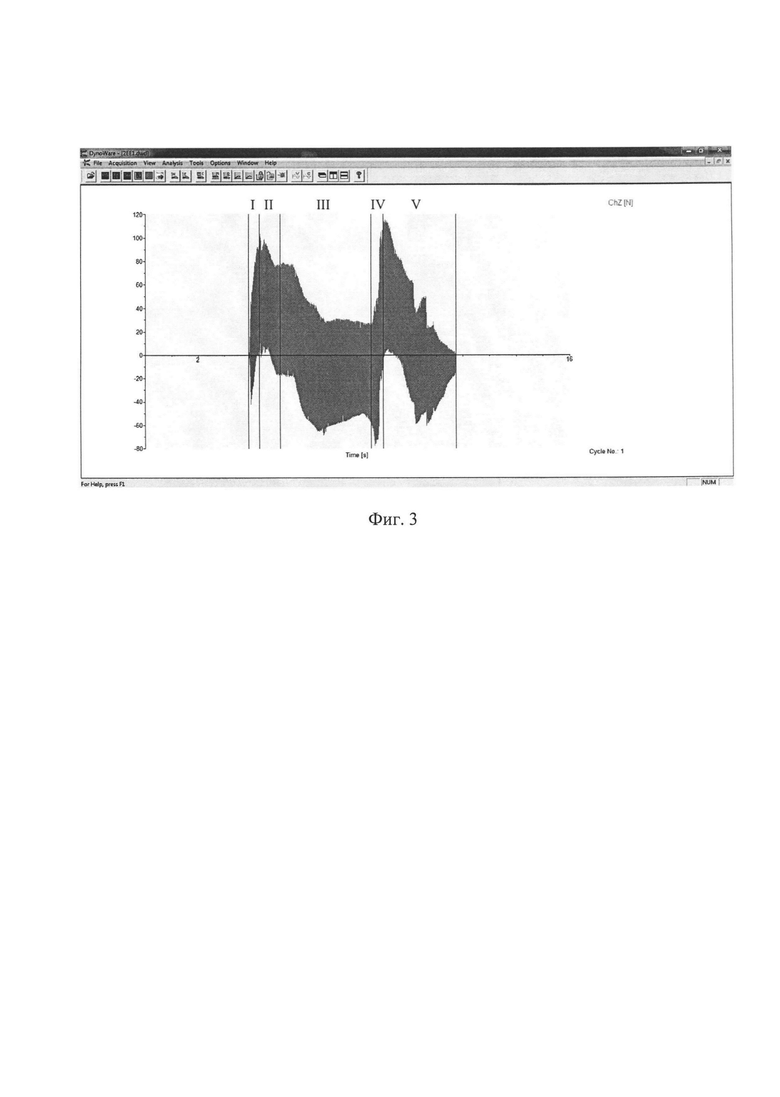
На фиг. 3 показан график изменения осевой силы в процессе работы инструмента.
Инструмент (фиг. 1) выполнен в виде отрезка цилиндрической заготовки из инструментального материала, включающего хвостовик 6 с диаметром d3, размер которого принимается конструктивно для установки в оснастку станка, расположенные неподвижно соосно и последовательно две рабочие ступени 1, 2 с разными диаметрами d1, d2, которые соединены между собой с помощью рабочих усеченных конусов 3, 4, причем усеченный конус 4 соединен с предохранительным конусом 5. Углы усеченных конусов α и β, предохранительного конуса γ, длины ступеней l1, l2 и длина всего инструмента L выбираются конструктивно, в соответствии с величиной заданных диаметров d1, d2.
Инструмент, согласно изобретению, работает следующим образом: хвостовик инструмента 6 закрепляется в шпиндель сверлильного станка через цанговый или трехкулачковый патрон. Инструменту сообщается главное движение вокруг своей оси и движение подачи к заготовке. Сначала в заготовку внедряется предохранительный конус 5, затем усеченный конус 4, затем рабочая ступень 1, затем усеченный конус 3, затем рабочая ступень 2, которая формирует готовое отверстие. После чего инструмент возвращается в исходную позицию. Так как осевая сила пропорциональна площади деформируемого слоя, наличие второй ступени на инструменте будет способствовать уменьшению этой силы, вследствие чего снизится деформация заготовки и увеличится долговечность инструмента.
Для обеспечения постоянной по величине осевой силы на рабочих ступенях 1 и 2 - площади сечений рабочих ступеней выполняются равными (фиг. 2):
F1=F2.
где F1 - площадь сечения первой рабочей ступени; F2 - площадь сечения второй рабочей ступени.
где d1 - диаметр первой ступени.
где d2 - диаметр второй ступени.
Определим взаимосвязь диаметров двух ступеней, приравнивая площади сечений:
Пример.
Был сделан инструмент для получения отверстий с заданным диаметром d2=4,2 мм. Диаметр первой ступени был определен из равенства площадей сечений:
Полученный инструмент имел следующие размеры: d1=3 мм; d2=4,2 мм; d3=7 мм; α=30°; β=30°; γ=70°; l1=8 мм; l2=8 мм; L=80 мм.
Инструмент был установлен на вертикальный обрабатывающий центр Emco Concept Mill 300. Для измерения осевой силы в процессе формообразования отверстий к столу станка был подключен динамометр фирмы Kistler.
С помощью программы Kistler DynoWare были получены графики изменения осевой силы в процессе работы инструмента (фиг.3), где горизонтальная ось - время эксперимента (с), вертикальная ось - фиксируемая сила (Н). Участок I - внедрение предохранительного конуса 5, участок II - внедрение конуса 4, участок III - внедрение рабочей ступени 1, участок IV - внедрение конуса 3, участок V - внедрение ступени 2.
В результате испытаний, по графику (фиг. 3) видно, что пиковая осевая сила при работе конуса 4 и конуса 3 практически одинакова и равна 105Н и 115Н соответственно, что является доказательством того, что достигнут технический результат.
Таким образом, предлагаемый инструмент позволяет поддерживать осевую силу постоянной по величине во время получения отверстия в заготовке, что способствует предотвращению деформации заготовки в виде прогиба листа вокруг отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| Комбинированный способ поперечно-винтовой прокатки | 2024 |
|
RU2834075C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМЫ | 2013 |
|
RU2548867C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2188091C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления | 2017 |
|
RU2654410C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462340C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2551036C1 |
Изобретение относится к машиностроению и может быть использовано при формообразовании гладких отверстий в листовых заготовках пластическим деформированием с температурным воздействием от сил трения. Инструмент содержит хвостовик, рабочую ступень, предохранительный и рабочий усеченные конусы. Рабочая ступень выполнена в виде последовательно и соосно расположенных первой рабочей ступени и второй рабочей ступени, соединенных между собой рабочим усеченным конусом. Первая рабочая ступень соединена рабочим усеченным конусом с указанным предохранительным усеченным конусом, диаметр которой определен из приведенной зависимости. Обеспечивается постоянная по величине осевая сила, воздействующая на листовую заготовку, исключается деформация заготовки в виде прогиба листа вокруг отверстия. 1 пр., 3 ил.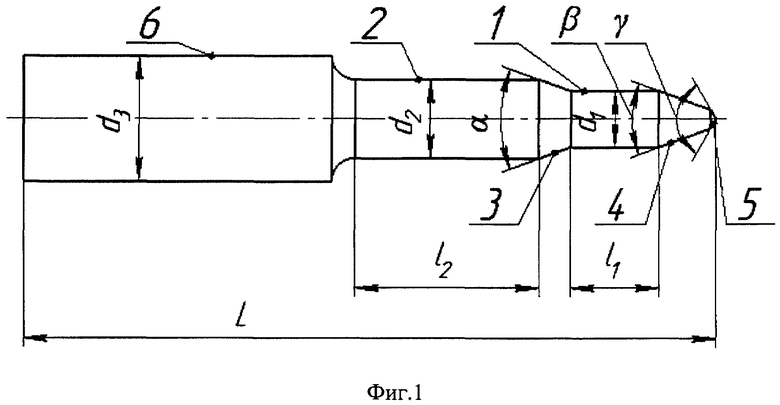
Инструмент для получения отверстий пластическим деформированием в листовых заготовках, содержащий хвостовик и рабочую ступень, отличающийся тем, что он снабжен предохранительным и рабочими усеченными конусами, при этом рабочая ступень выполнена в виде последовательно и соосно расположенных первой рабочей ступени с диаметром d1 и второй рабочей ступени с диаметром d2, соединенных между собой рабочим усеченным конусом, причем первая рабочая ступень соединена рабочим усеченным конусом с указанным предохранительным усеченным конусом, диаметр d1 которой определен по формуле: 
| ПАЯЛЬНИК | 2005 |
|
RU2359794C2 |
| Упругое экипажное колесо | 1925 |
|
SU7823A1 |
| Инструмент для обработки поверхностным пластическим деформированием | 1988 |
|
SU1699760A1 |
| WO 2002094491 A1, 28.11.2002. | |||

