Изобретение относится к обработке материалов давлением, а именно к устройствам для упрочнения материала в процессе обработки.
Известно, что обеспечение высоких внутренних давлений в обрабатываемой заготовке приводит к интенсивной пластической деформации в материале заготовки и улучшает ее механические свойства. К числу основных методов получения интенсивной пластической деформации относятся кручение под высоким давлением и равноканальное угловое (РКУ) прессование (Р.З. Валиев, И.В. Александров. Наноструктурные материалы, полученные интенсивной пластической деформацией. -М.: Логос, 2000, с. 10-15).
Известно устройство для обработки металлов давлением (патент РФ 2128095, МКИ6 В 21 С 25/00, публ. 27.03.99г.), содержащее матрицу с расположенными в ней двумя пересекающимися каналами. Это устройство обеспечивает РКУ-прессование и позволяет получать массивные заготовки различной формы.
Недостатком устройства является невозможность достижения высоких пластических деформаций.
Наиболее близким к предложенному является устройство для комбинированной обработки, совмещающее РКУ-прессование и деформирование кручением, содержащее пуансон, две полуматрицы с вертикальным и горизонтальным пересекающимися каналами, закрепленные на основании, причем полуматрица с горизонтальным каналом жестко связана с зубчатым колесом, обеспечивающем вращение заготовки в горизонтальном канале (Утяшев Ф.З., Еникеев Ф.У., Латыш В.В., Петров Е.Н., Валитов В. А. Термомеханическая обработка для формирования ультрамелкозернистой структуры путем интенсивной пластической деформации. Тезисы международной конференции "Investigation and Application of Severe Plastic Deformation", NATO Sc., 1999 г., c.73-77).
Недостатком устройства является невозможность достижения высоких пластических деформаций с сохранением целостности заготовки.
Задача - повышение механических характеристик и качества обрабатываемых заготовок за счет высоких пластических деформаций.
Поставленная задача достигается устройством для обработки материалов давлением, содержащим пуансон, две полуматрицы - верхнюю и нижнюю соответственно с вертикальным и горизонтальным пересекающимися каналами, закрепленные на основании, причем нижняя полуматрица жестко связана с зубчатым колесом, обеспечивающим вращение заготовки в горизонтальном канале. В отличие от прототипа устройство дополнительно содержит сменную шайбу, установленную на выходе горизонтального канала соосно ему и жестко соединенную с нижней полуматрицей, внутреннее отверстие которой меньше выходного отверстия горизонтального канала и определяется исходя из обеспечения внутреннего давления в заготовке 5-10 тыс. МПа, причем вертикальный канал выполнен с заходной частью, имеющей площадь поперечного сечения, в 2-10 раз превышающую площадь поперечного сечения вертикального канала, а горизонтальный канал имеет последовательно расположенные от линии пересечения с вертикальным каналом входную цилиндрическую часть с диаметром поперечного сечения D1, равным диаметру поперечного сечения вертикального канала, и длиной А, равной (0,1-2) D1, конусную часть, меньшим основанием направленную к выходу горизонтального канала, причем диаметр меньшего основания конуса D2 равен (0,6-0,95) D1, и выходную цилиндрическую часть с диаметром D2.
Наличие в устройстве сменной шайбы, установленной на выходе горизонтального канала и имеющей внутреннее отверстие, меньшее, чем выходное отверстие горизонтального канала, обеспечивает усилие подпора на деформируемую заготовку, позволяющее достичь высоких пластических деформаций. Деформирование заготовки кручением, осуществляемое посредством вращения зубчатого колеса, обеспечивает наибольший эффект благодаря конусной части в горизонтальном канале. Такая конструкция позволяет не только улучшить механические характеристики материала заготовки, но и повысить ее качество.
Выполнение в вертикальном канале заходной части с площадью поперечного сечения, во много раз превышающей площадь поперечного сечения горизонтального канала позволяет увеличить удельное давление на заготовку, сохранив целостность инструмента-пуансона.
На чертеже представлена конструкция устройства, которое содержит пуансон 1, верхнюю полуматрицу 2 с вертикальным каналом 3, в который устанавливается заготовка 4, и заходной частью 5, в которую укладывается пластичный материал 6. Вертикальный канал пересекает горизонтальный канал 7, расположенный в нижней полуматрице 8, которая жестко закреплена в зубчатом колесе 9. Верхняя полуматрица жестко закреплена на основании 10, на котором также закреплена с возможностью вращения сменная шайба 11, жестко закрепленная на выходе горизонтального канала нижней полуматрицы. Горизонтальный канал имеет последовательно расположенные от линии пересечения с вертикальным каналом входную цилиндрическую часть длиной А с диаметром D1, равным диаметру вертикального канала, конусную часть с диаметром меньшего основания D2=(0,6-0,95) D1, выходную цилиндрическую часть с диаметром D2, в которой находится пластичный материал 12. Сменная шайба 11 имеет внутреннее отверстие диаметром d=(0,1-0,95) D2.
Устройство работает следующим образом.
В вертикальный канал 3 укладывается пластичный материал 12 (например, свинец). На него устанавливается обрабатываемая заготовка 4, на которую в заходной части 5 вертикального канала укладывается пластичный материал 6 (например, свинец). Воздействуя на него пуансоном 1, продавливают пластичный материал 12 и заготовку 4 в горизонтальный канал 7. Здесь заготовка последовательно проходит входную цилиндрическую часть длиной А, затем конусную часть и выходную цилиндрическую часть, подвергаясь пластической деформации. В процессе деформирования пластичный материал 12 продавливается через отверстие диаметром d сменной шайбы 11, чем создается усилие подпора на деформируемую заготовку, обеспечивающее в зависимости от размера внутреннего отверстия шайбы величину внутреннего давления в заготовке 5-10 тыс. МПа.
Заготовка 4, перемещаясь из вертикального канала в горизонтальный канал 7, деформируется в месте пересечения каналов как при равноканальном угловом прессовании. При дальнейшем перемещении заготовки по горизонтальному каналу она деформируется в конусной части. Вращением посредством зубчатого колеса 9 нижней полуматрицы 8 обеспечивается деформирование кручением, эффект которого усиливается конусной частью. Степень такого деформирования зависит от расстояния А между линией пересечения вертикального и горизонтального каналов и конусной частью горизонтального канала, а также от скорости вращения зубчатого колеса.
Благодаря наличию пластичного материала 6, посредством которого осуществляется воздействие на заготовку со стороны пуансона, и пластичного материала 12, посредством которого на заготовку передается усилие подпора, достигается высокое внутреннее давление в материале заготовки, которое приводит к интенсивной пластической деформации, не разрушая ее. Наличие конусной части в горизонтальном канале также способствует избежанию дефектов в заготовке.
Таким образом, предложенное устройство позволяет деформировать заготовку посредством равноканального углового прессования и одновременно подвергать ее деформированию кручением, обеспечивая интенсивную пластическую деформацию в материале заготовки, что приводит к улучшению ее механических свойств. Кроме того, предложенное устройство позволяет повысить качество обрабатываемых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2004 |
|
RU2268100C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2347634C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2349403C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2003 |
|
RU2240197C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379148C2 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ЗАГОТОВОК В ПЕРЕСЕКАЮЩИХСЯ КАНАЛАХ | 1998 |
|
RU2139164C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2116155C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2128095C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2007 |
|
RU2361687C1 |
Использование в процессах обработки материалов давлением, в частности, путем пластического деформирования с изменением физических свойств металлов. Сущность: устройство содержит две полуматрицы - верхнюю и нижнюю соответственно с вертикальным и горизонтальным пересекающимися каналами. Нижняя полуматрица жестко связана зубчатым колесом, обеспечивающим вращение заготовки в горизонтальном канале. Вертикальный канал выполнен с заходной частью, в которую укладывается пластичный материал, через который воздействуют на заготовку пуансоном, достигая высокого удельного давления, не нарушая целостности инструмента - пуансона. Наличие в устройстве сменной шайбы, расположенной на выходе горизонтального канала и имеющей внутреннее отверстие меньше выходного сечения горизонтального канала, обеспечивает через пластичный материал усилие подпора на деформируемую заготовку, позволяющее достичь высоких пластических деформаций. Предложенная конструкция устройства для обработки позволяет улучшать механические свойства материала заготовки и повышать ее качество. 1 ил.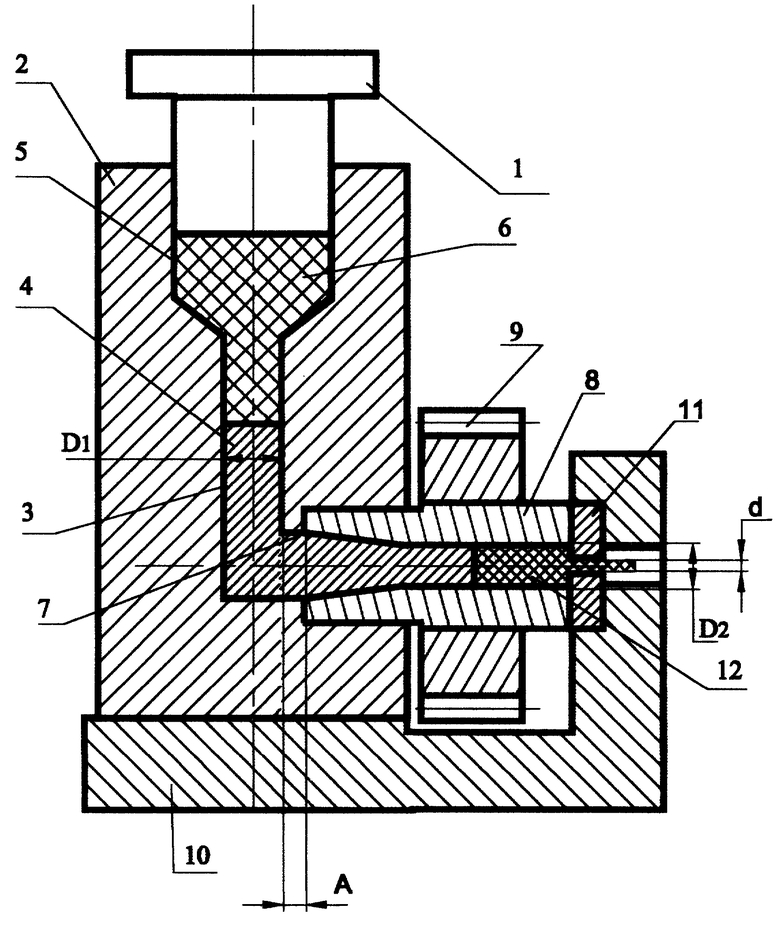
Устройство для обработки материалов давлением, содержащее пуансон, две полуматрицы - верхнюю и нижнюю соответственно с вертикальным и горизонтальным пересекающимися каналами, закрепленные на основании, причем нижняя полуматрица жестко связана с зубчатым колесом, обеспечивающим вращение заготовки в горизонтальном канале, отличающееся тем, что оно дополнительно содержит сменную шайбу, установленную на выходе горизонтального канала соосно ему и жестко соединенную с нижней полуматрицей, внутреннее отверстие которой меньше выходного отверстия горизонтального канала и определяется исходя из обеспечения внутреннего давления в заготовке 5-10 тыс. МПа, причем вертикальный канал выполнен с заходной частью, имеющей площадь поперечного сечения, в 2-10 раз превышающую площадь поперечного сечения вертикального канала, а горизонтальный канал имеет последовательно расположенные от линии пересечения с вертикальным каналом входную цилиндрическую часть с диаметром поперечного сечения D1, равным диаметру поперечного сечения вертикального канала, и длиной А, равной (0,1-2) D1, конусную часть, меньшим основанием направленную к выходу горизонтального канала, причем диаметр меньшего основания конуса D2 равен (0,6-0,95) D1, и выходную цилиндрическую часть с диаметром D2.
| УТЯШЕВ Ф.З | |||
| Термомеханическая обработка для формирования ультрамелкозернистой структуры путем интенсивной пластической деформации | |||
| Тезисы международной конференции "Investigation and Application of Severe Plastic Deformation" NATO Sc., 1999, с.73-77 | |||
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2128095C1 |
| Электродиализатор | 1975 |
|
SU569315A1 |
| JP 4111918 А, 13.04.1992. | |||
