Область техники, к которой относится изобретение
Настоящее изобретение относится к сварочной проволоке из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа, которая может обеспечить коррозионную стойкость в зоне сварного шва даже без подправления или другой последующей обработки, и к способу дуговой сварки оцинкованного стального листа с применением указанной сварочной проволоки, конкретнее изобретение относится к сварочной проволоке из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа, при применении которой в сварочном шве не происходит растрескивание и обеспечивается высокая эффективность проведения сварочных работ, и к способу дуговой сварки оцинкованного стального листа с применением указанной сварочной проволоки.
Следует отметить, что оцинкованный стальной лист в качестве свариваемого материала по настоящему изобретению включает как оцинкованный стальной лист, так и сплав на основе цинка, которым покрыт стальной лист.
Известный уровень техники
Оцинкованный стальной лист с целью повышения коррозионной стойкости конструктивных элементов широко используется в строительной области, автомобильной промышленности и т.д. До настоящего времени для повышения коррозионной стойкости обычных конструкций сначала проводили сварку неплакированных конструктивных элементов, затем сборку погружали в ванну цинкования для осаждения цинка на поверхности стального материала и зоны сварного шва, в результате обеспечивалась коррозионная стойкость конструкции в целом. Однако при применении этого способа, поскольку плакирование проводится после сварки конструктивных элементов, производительность процесса является низкой. Кроме того, требуется установка гальванической ванны и другого оборудования, что приводит к увеличению производственных затрат.
Для того чтобы избежать этого, предложен способ изготовления конструкций, согласно которому предусматривается проведение сварки предварительно оцинкованных стальных листов. Кроме того, для повышения коррозионной стойкости конструктивных элементов в последнее время практикуется изготовление сварных конструкций с проведением сварки стальных листов, покрытых сплавом на основе цинка системы Zn-Al-Mg-Si, или стальных листов, покрытых сплавом другого состава на основе цинка, что позволяет повысить коррозионную стойкость по сравнению с обычным оцинкованным стальным листом (например, см. документ JP 2000-064061).
Известная ранее проблема растрескивания, происходящего в результате охрупчивания жидким металлом при нанесении покрытия погружением в расплав (ниже, называемое «растрескивание вследствие охрупчивания цинком»), представляет особую проблему при изготовлении сварной конструкции посредством сварки оцинкованных стальных листов или стальных листов, покрытых сплавом на основе цинка, во время которой указанное растрескивание легко происходит в металле сварного шва и зоне термического влияния основного металла.
Предполагают, что растрескивание вследствие охрупчивания цинком вызывается, главным образом, компонентами цинкового покрытия, остающимися в расплавленном состоянии на поверхности зоны термического влияния основного металла, которая располагается вблизи зоны сварного шва, и проникающими к границам зерен в зоне сварного шва. Следует отметить, что при проведении сварки цинковое покрытие, присутствовавшее на поверхности зоны образования сварного шва, рассеивается, таким образом, предполагают, что оно не является причиной растрескивания сварного шва, связанной с охрупчиванием.
С другой стороны, для обеспечения коррозионной стойкости сварных конструкций из нержавеющей стали с давних пор используется легированный сварочный материал из нержавеющей стали. В данном случае, даже металл сварного шва, содержащий компоненты нержавеющей стали, который формируется при сварке нержавеющей стали с нержавеющей сталью и нержавеющей стали с углеродистой сталью, обладает превосходной коррозионной стойкостью, подобной коррозионной стойкости основного материала из нержавеющей стали.
С целью получения металла сварного шва с высокой коррозионной стойкостью при сварке оцинкованного стального листа изобретатели проводили испытания согласно техническим требованиям, по результатам которых было установлено, что, даже при использовании сварочного материала из нержавеющей стали на основе стали SUS309, или стали SUS329, или другого сварочного материала, в металле сварного шва образуется большое количество трещин в результате охрупчивания цинком, в связи с чем применение указанного способа сварки является затруднительным.
В качестве способа решения проблемы растрескивания вследствие охрупчивания цинком металла сварного шва изобретатели предложили регулировать содержание С, Si, Mn, Ni и Cr для получения соответствующей области ферритной структуры в металле сварного шва и достижения требуемого предела прочности и, кроме того, предложили в сварочной проволоке из нержавеющей стали с флюсовым сердечником регулировать содержание TiO2 в шлакообразующем материале и т.д., чтобы предотвратить в металле сварного шва растрескивание вследствие охрупчивания цинком (см. документ JP 2006-035293).
Однако при применении указанного способа сварки оцинкованного стального листа, в зависимости от режимов проведения сварки, в металле сварного шва часто наблюдалось растрескивание вследствие охрупчивания цинком. Предотвратить растрескивание не представлялось возможным. К тому же, возникали проблемы, связанные с тем, что металл сварного шва, полученного указанным способом, имел низкую пластичность и, кроме того, стабильность дуги, влияющая на эффективность проведения сварочных работ, была низкой, а также наблюдалась плохая отделяемость шлака.
Для решения указанных проблем изобретатели приняли участие в дополнительных всесторонних исследованиях сварных соединений, которые были направлены на предотвращение растрескивания сварного шва вследствие охрупчивания, и предложили установить границы содержания компонентов в металле сварного шва сварного соединения, чтобы исключить растрескивание в металле сварного шва вследствие охрупчивания (см. документ JP 2007-118077). Кроме того, в указанном документе изложены предложенные изобретателями ограничения содержания компонентов в сплаве сварной проволоки, чтобы содержание компонентов в металле сварного шва сварного соединения находилось в заданном диапазоне.
Раскрытие изобретения
Техническая проблема
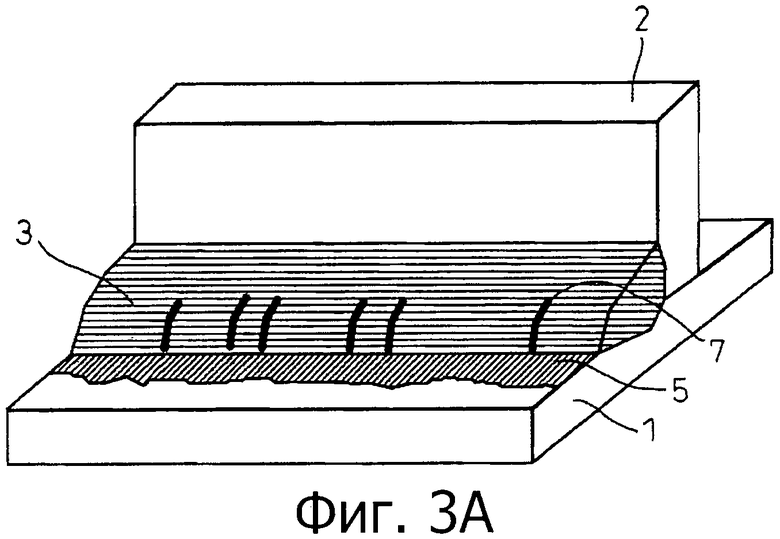
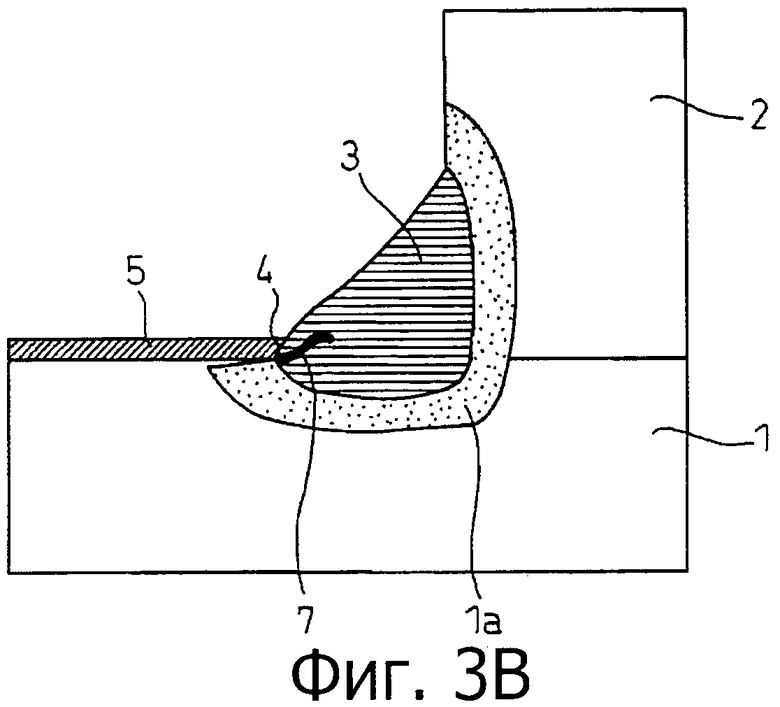
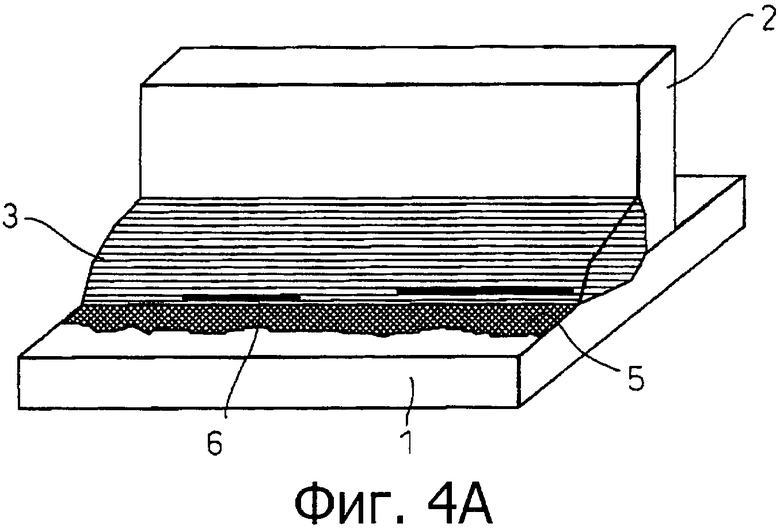
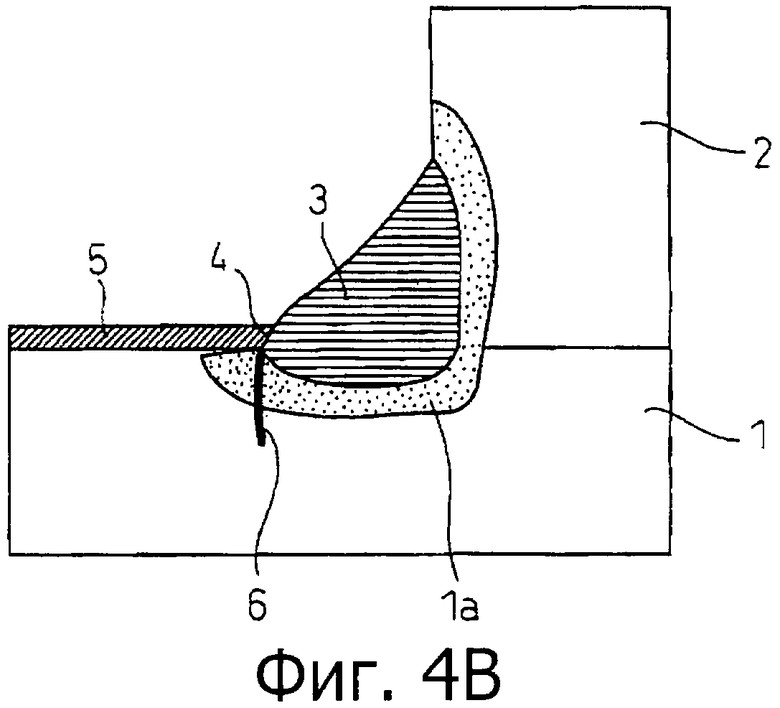
На фиг.3А и фиг.3В показан пример растрескивания, происходящего в металле сварного шва, а на фиг.4А и фиг.4В показан пример растрескивания, которое происходит от границы наружной поверхности сварного шва к зоне термического влияния основного металла, указанные примеры могут рассматриваться как типичные примеры растрескивания вследствие охрупчивания цинком.
Изобретатели установили, что растрескивание вследствие охрупчивания цинком металла сварного шва, тип которого показан на фиг.3А и фиг.3В, может быть подавлено благодаря созданию в сварном шве материала, имеющего композицию компонентов, описанную в документе JP 2007-118077. Однако наряду с предотвращением растрескивания при создании сварного соединения, необходимо обеспечить пластичность зоны сварного шва и другие механические характеристики. В описанном в документе JP 2007-118077 изобретении, в котором рассматриваются компоненты используемого сварочного материала, показаны диапазоны содержания С, Si, Mn, Ni и Cr, но подходящее соотношение компонентов не указано. Для проведения специального исследования по выбору сварочной проволоки, которая позволяла бы получить сварное соединение, удовлетворяющее требованиям, необходимо было воссоздать большое количество дефектов, что представляло собой проблему.
Изучение растрескивания в обычном сварном соединении, которое происходит от границы наружной поверхности сварного шва до зоны термического влияния основного металла, как показано на фиг.4А и фиг.4В, не вызывало трудностей, но растрескивание иногда происходит, например, в кольцевом сварном шве, где остаточные напряжения при сварке считаются большими, и при сварке квадратной стальной трубы, когда сила фиксации материала зоны сварного шва становится высокой. Это представляет собой дополнительную проблему. Как предполагают, механизм возникновения указанного растрескивания, представленного на фиг.4А и фиг.4В, состоит в том, что растрескивание 6 вызывается цинком 5, присутствующим в расплавленном состоянии на поверхности стального листа, который в процессе охлаждения после сварки проникает в зону концентрации напряжения, т.е. от границы 4 наружной поверхности сварного шва к зоне 1а термического влияния основного металла.
Следует отметить, что согласно документу JP 2006-035293 для предотвращения растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла содержание TiO2 в шлакообразующем материале сварочной проволоки повышают до 60% или более, но общее содержание шлакообразующего материала является относительно низким и составляет 5% или менее от общей массы сварочной проволоки и, так как общее содержание указанного шлакообразующего материала является малым, при сварке часто происходит разбрызгивание и т.д. Для повышения эффективности проведения сварочных работ предусмотрена камера. Кроме того, также иногда наблюдалось растрескивание, связанное с режимами сварки.
Таким образом, задача настоящего изобретения состоит в том, чтобы создать сварочную проволоку из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа, при применении которой предотвращается растрескивание вследствие охрупчивания цинком и обеспечивается пластичность металла сварного шва при сварке оцинкованного стального листа и, кроме того, предотвращается растрескивание вследствие охрупчивания цинком в зоне термического влияния основного металла и обеспечивается превосходная эффективность проведения сварочных работ, а также предложить способ дуговой сварки оцинкованного стального листа при применении указанной проволоки.
Решение проблемы
Для решения вышеупомянутой проблемы изобретатели приняли участие в различных исследованиях композиции сплава сварочной проволоки. В результате изобретатели установили, что путем подбора подходящего содержания С, Si, Mn, Ni и Cr в сварочной проволоке и увеличения значения величины F=3×[Cr%]+4,5×[Si%]-2,8×[Ni%]-84×[С%]-1,4×[Mn%]-19,8 можно уменьшить растрескивание вследствие охрупчивания цинком и, кроме того, обеспечить требуемую пластичность. На фиг.2 показана зависимость между величиной F и количеством трещин при сварке оцинкованного стального листа (условия сварки и т.д. являются одинаковыми, как далее поясняется в обзоре технических характеристик сварного соединения).
Величина F является показателем, характеризующим легкость образования ферритной фазы и, как видно на фиг.2, если величина F составляет 30 или более, предпочтительно 40 или более, растрескивание может быть предотвращено, в этом случае отверждение завершается формированием единственной ферритной фазы в диапазоне температур от начала первичной кристаллизации до комнатной температуры, таким образом, полагают, что проникновение цинка к границе зерна затрудняется.
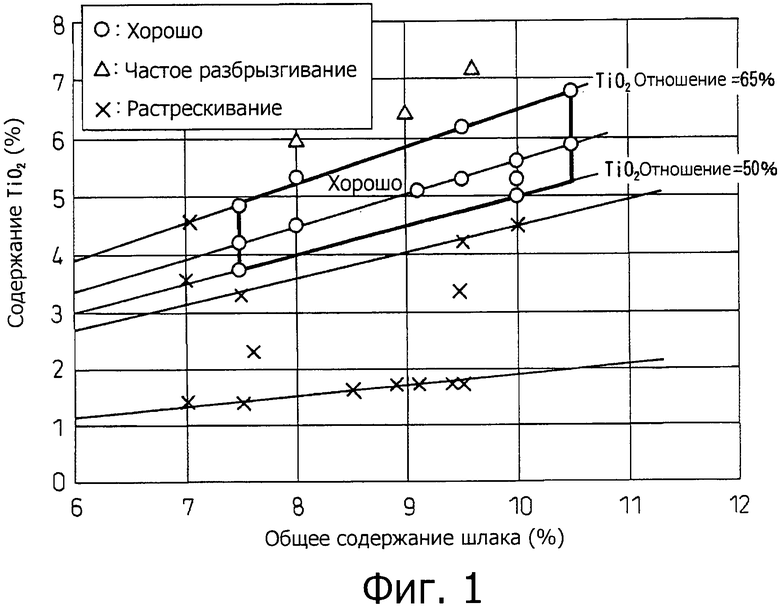
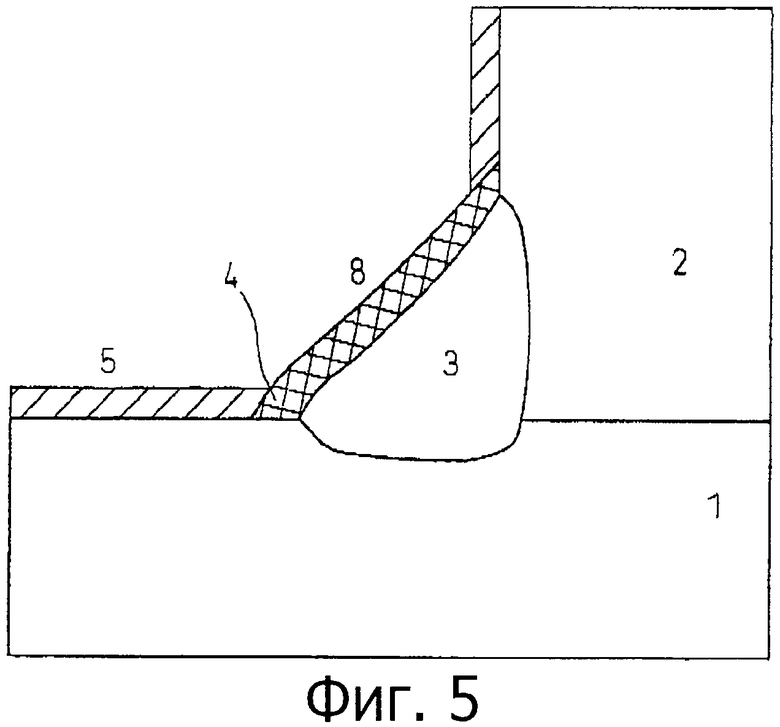
Также изобретатели изучали шлакообразующий материал сварочной проволоки для предотвращения растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла. В результате изобретатели обнаружили, что, если установить подходящее относительное содержание TiO2 в шлакообразующем материале сварочной проволоки при общем относительно большом содержании шлакообразующего материала, то растрескивание можно предотвратить. Таким образом, при рассмотрении фиг.5 становится ясно, что хорошее покрытие металла сварного шва 3 затвердевшим шлаком 8, имеющим подходящую композицию компонентов, может предотвратить проникновение расплавленного цинка 5 к границе 4 наружной поверхности сварного шва и, как следствие, может быть предотвращено растрескивание вследствие охрупчивания цинком в зоне термического влияния основного металла.
Настоящее изобретение было выполнено на основании вышеупомянутых результатов исследований и сущность изобретения представлена ниже.
[1] Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа, содержащая заполненную флюсом оболочку из нержавеющей стали,
отличающаяся тем, что общее содержание элементов, которые введены в виде металлов или в виде композиции сплавов в указанную оболочку и флюс, по отношению к общей массе сварочной проволоки, составляет, мас.%:
С: от 0,01 до 0,05%;
Si: от 0,1 до 1,5%;
Mn: от 0,5 до 3,0%;
Ni: от 7,0 до 10,0%;
Cr: от 26,0 до 30,0% и
величина F, определяемая нижеприведенной формулой (1), составляет от 30 до 50;
кроме того, указанный флюс содержит в качестве шлакообразующих материалов по отношению к общей массе проволоки, мас.%:
TiO2: от 3,8 до 6,8%;
SiO2: от 1,8 до 3,2%;
ZrO2: 1,3% или менее, включая 0%;
Al2O3: 0,5% или менее, включая 0% и
общее содержание указанных шлакообразующих материалов и других шлакообразующих материалов составляет от 7,5 до 10,5%;
кроме того, содержание TiO2 по отношению к общей массе шлакообразующих материалов составляет, мас.%:
TiO2: от 50 до 65%;
остальное в указанной оболочке и указанном флюсе составляет Fe и неизбежные примеси,
величина 
где [Cr%], [Si%], [Ni%], [C%] и [Mn%], соответственно, обозначают общее содержание Cr, Si, Ni, С и Mn в оболочке проволоки и в сварочной проволоке по отношению к общей массе проволоки.
[2] Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа, как сформулировано в [1], дополнительно содержащая Bi в виде металла или в виде композиции сплава, и общее содержание Bi в указанной оболочке и флюсе по отношению к общей массе сварочной проволоки составляет, мас.%:
Bi: от 0,01 до 0,1%.
[3] Способ дуговой сварки оцинкованных стальных листов, отличающийся тем, что покрытие на основе цинка стальных листов представляет собой сплав на основе цинка, который содержит, мас.%:
Al: от 2 до 19%;
Mg: от 1 до 10%;
Si: от 0,01 до 2% и
остальное Zn и неизбежные примеси;
оцинкованные стальные листы сваривают дуговой сваркой, применяя сварочную проволоку из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа, как сформулировано в [1] или [2].
[4] Способ дуговой сварки оцинкованного стального листа, отличающийся тем, что стальной лист изготовлен из стали, содержащей, мас.%:
С: от 0,01 до 0,2%;
Si: от 0,01 до 2,0%;
Mn: от 0,5 до 3,0%;
Р: 0,020% или менее;
S: 0,020% или менее;
Al: от 0,001 до 0,5%;
Ti: от 0,001 до 0,5%;
В: от 0,0003 до 0,004%;
N: от 0,0005 до 0,006% и
остальное Fe и неизбежные примеси;
оцинкованные стальные листы сваривают дуговой сваркой, применяя сварочную проволоку из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа, как сформулировано в [1] или [2].
[5] Способ дуговой сварки оцинкованного стального листа, как сформулировано в [4], отличающийся тем, что оцинкованный стальной лист изготовлен из стали, дополнительно содержащей один из элементов Nb, V или оба указанных элемента, и суммарное количество Nb и V составляет от 0,01 до 0,20%.
Результат изобретения
Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа и способ дуговой сварки оцинкованного стального листа с применением указанной проволоки согласно настоящему изобретению позволяют обеспечить хорошую коррозионную стойкость даже без подправления или другой последующей обработки, при этом исключается образование трещин в сварном шве, обеспечивается хорошая пластичность зоны сварного шва, а также превосходная эффективность проведения сварочных работ и, кроме того, достигается высокое качество зоны сварного шва.
В частности, ярко выраженный эффект получен при сварке стального листа, покрытого сплавом системы Zn-Al-Mg, в котором Al и Mg являются легирующими элементами. В качестве стального листа, покрытого сплавом системы Zn-Al-Mg, используется, например стальной лист "Super Dyma®", изготовленный компанией Nippon Steel Corporation, в состав покрытия которого входит Al: 11%; Mg: 3%; Si: 0,2% и остальное, главным образом, Zn; а также, например, стальной лист "ZAM®", изготовленный компанией Nisshin Steel Co., Ltd., в состав покрытия которого входит Al: 7% и Mg: 3% и остальное, главным образом, Zn и т.д.
Краткое описание чертежей
Фиг.1 - влияние зависимости между общим содержанием шлака и содержанием TiO2 в шлаке на растрескивание в зоне термического влияния основного металла и на эффективность проведения сварочных работ.
Фиг.2 - зависимость между величиной F и количеством трещин в металле сварного шва.
Фиг.3А - схематичный вид в перспективе сварного шва с трещинами в металле сварного шва.
Фиг.3В - схематичный вид сварного шва в поперечном сечении с образовавшейся трещиной в металле сварного шва.
Фиг.4А - схематичный вид в перспективе сварного шва с трещинами в зоне термического влияния основного металла.
Фиг.4В - схематичный вид сварного шва в поперечном сечении с образовавшейся трещиной в зоне термического влияния основного металла.
Фиг.5 - схематичный вид сварного шва в поперечном сечении с затвердевшим шлаком, покрывающим зону сварного шва и предотвращающим растрескивание вследствие охрупчивания цинком в зоне термического влияния основного металла.
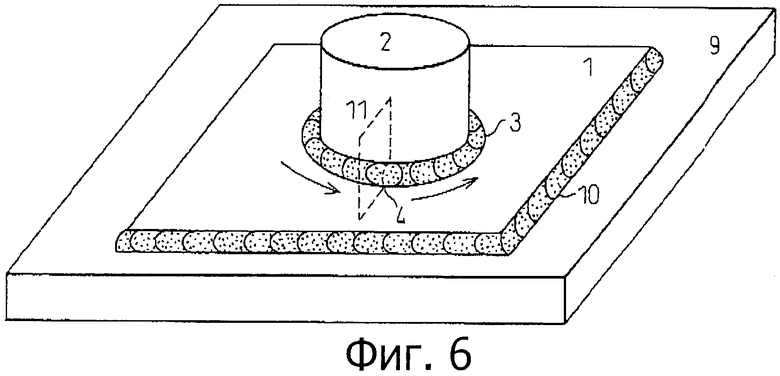
Фиг.6 - схематичный вид испытываемого образца в перспективе для оценки растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла.
Осуществление изобретения
Изобретатели приняли участие в интенсивном исследовании средств для подавления растрескивания вследствие охрупчивания цинком металла сварного шва и для обеспечения пластичности металла сварного шва при сварке оцинкованного стального листа с применением сварочного материала на основе нержавеющей стали, которые позволяют повысить коррозионную стойкость зоны сварного шва и, кроме того, подавляют растрескивание вследствие охрупчивания цинком зоны термического влияния основного металла и улучшают эффективность проведения сварочных работ.
Следует отметить, что в настоящем изобретении словосочетание «оцинкованный стальной лист» означает не только обычный оцинкованный стальной лист, но и любой стальной лист, на поверхность которого нанесено любое из перечисленных покрытий: цинковое покрытие, покрытие сплавом системы Zn-Al, покрытие сплавом системы Zn-Al-Mg или покрытие сплавом системы Zn-Al-Mg-Si, причем легирующие элементы Al, Mg, Si, и т.д. введены в покрытие для повышения коррозионной стойкости.
Прежде всего, будут описаны средства для подавления растрескивания вследствие охрупчивания цинком металла сварного шва и для обеспечения пластичности металла сварного шва. Результаты экспериментов позволили изобретателям удостовериться в том, что при поддержании соответствующего количества феррита в металле сварного шва имеется возможность, наряду с подавлением растрескивания вследствие охрупчивания цинком металла сварного шва, обеспечить пластичность. Кроме того, изобретатели установили, что легкость образования ферритной фазы во время отверждения металла сварного шва может быть охарактеризована величиной F, определяемой нижеприведенной формулой (1), которая зависит, главным образом, от соотношения в металле сварного шва ферритообразующих элементов Si и Cr и аустенитообразующих элементов С, Mn и Ni:
Величина
где [Cr%], [Si%], [Ni%], [C%] и [Mn%] соответственно обозначают общее содержание Cr, Si, Ni, С и Mn в оболочке и в сварочной проволоке по отношению к общей массе проволоки.
На фиг.2 показана зависимость между величиной F сварочной проволоки с флюсовым сердечником, применяемой для сварки оцинкованных стальных листов, и количеством трещин, возникающих вследствие охрупчивания цинком (условия сварки и т.д. являются одинаковыми, как далее поясняется в обзоре технических характеристик сварного соединения).
Когда величина F для сварочной проволоки с флюсовым сердечником не превышает 30, отверждение завершается образованием первичных кристаллов отвержденной фазы в металле сварного шва, являющейся только аустенитом, или отверждение завершается образованием первичных кристаллов отвержденной фазы, являющейся ферритом, но в середине отверждения выделяется аустенит, что приводит к образованию двухфазной структуры, состоящей из феррита и аустенита. При этом аустенитная фаза отверждается в виде столбчатых кристаллов, таким образом, в процессе сварки из цинкового покрытия к границам зерна аустенита проникает Zn и другие компоненты с низкой точкой плавления, в результате чего повышается склонность металла сварного шва к растрескиванию вследствие охрупчивания цинком. С другой стороны, было установлено, что при расчетной величине F для сварочной проволоки с флюсовым сердечником, составляющей 30 или более, в металле сварного шва образуются первичные кристаллы феррита и отверждение завершается образованием единственной ферритной фазы, поскольку ферритная фаза, полученная из отвержденных равноосных кристаллов, является более мелкой, она затрудняет в процессе сварки проникновение цинка и других компонентов с низкой точкой плавления к границам зерна, вследствие чего снижается склонность металла сварного шва к растрескиванию вследствие охрупчивания цинком. К тому же, было установлено, что при величине F, составляющей 40 или более, количество аустенита, выделяющегося в процессе охлаждения после отверждения металла сварного шва, уменьшается, благодаря чему эффект подавления растрескивания вследствие охрупчивания цинком становится более ярко выраженным.
Как будет описано далее, исходя из указанных результатов в настоящем изобретении установлено соответствующее содержание С, Si, Mn, Ni и Cr в сварочной проволоке с флюсовым сердечником, и расчетная величина F для сварочной проволоки, выраженная вышеупомянутой формулой (1), должна составлять 30 или, предпочтительнее, 40 или более, чтобы было подавлено растрескивание вследствие охрупчивания цинком металла сварного шва.
С точки зрения подавления растрескивания вследствие охрупчивания цинком, чем больше расчетная величина F для сварочной проволоки, тем лучше. Однако при расчетной величине F для сварочной проволоки, превышающей 50, отверждение металла сварного шва завершается образованием единственной ферритной фазы, при этом в процессе охлаждения до комнатной температуры значительно снижается выделение аустенита, вследствие чего содержание феррита в металле сварного шва при комнатной температуре возрастает. Для обеспечения требуемой пластичности металла сварного шва, т.е. требуемого удлинения, является необходимым определенное содержание аустенитной фазы. Чрезмерно большая величина F не является предпочтительной. В связи с этим, согласно настоящему изобретению надлежащей структурой металла сварного шва при комнатной температуре является двухфазная структура, содержащая феррит и аустенит, обеспечивающая подавление растрескивания вследствие охрупчивания цинком металла сварного шва, при этом верхний предел расчетной величины F для сварочной проволоки должен составлять 50, чтобы обеспечивалась требуемая пластичность металла сварного шва.
К тому же, изобретатели приняли участие в интенсивных исследованиях средств для предотвращения растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла и для повышения эффективности проведения сварочных работ. В результате чего изобретатели установили, что для предотвращения растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла важно использовать отвержденный шлак 8, который, покрывая металл сварного шва 3, как показано на фиг.5, предотвращает проникновение расплавленного цинка 5 к границе 4 наружной поверхности сварного шва, и для повышения эффективности проведения сварочных работ важно оптимизировать состав компонентов шлакообразующего материала.
Исходя из указанных результатов, технические решения настоящего изобретения включают:
(a) увеличение содержания TiO2 в шлакообразующем материале и формирование отвержденного шлака с достаточно высокой точкой плавления при относительном увеличении общего содержания шлакообразующих материалов, что позволяет обеспечить хорошую изоляцию металла сварного шва при высокой температуре и предотвратить проникновение расплавленного цинка к границе наружной поверхности сварного шва;
(b) ограничение верхнего предела содержания TiO2 в шлакообразующем материале и стабилизацию перемещения жидких капель с переднего конца сварочной проволоки к основному материалу стального листа для уменьшения разбрызгивания при сварке и для повышения эффективности проведения сварочных работ.
Ниже описаны средства для предотвращения растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла. Следует отметить, что в образце обычного стыкового сварного соединения или в образце сварного соединения угловыми швами нелегко воспроизвести растрескивание вследствие охрупчивания цинком в зоне термического влияния основного металла, поэтому для проведения испытаний использовали специальный сварной образец. Таким образом, как показано на фиг.6, покрытый стальной лист 1, который должен быть испытан, помещали на стандартную стальную плиту 9 толщиной 9 мм и с четырех сторон проводили сварку угловыми швами, чтобы увеличить силу фиксации покрытого стального листа. Кроме того, на покрытый стальной лист 1 помещали круглую стальную болванку 2 и по периметру проводили сварку угловыми швами, чтобы создать условия для возникновения более высоких усадочных напряжений при сварке. По окончании сварки изучали поперечное сечение 1 части кратера валика сварного шва (граница наружной поверхности сварного шва), чтобы оценить растрескивание вследствие охрупчивания цинком в зоне термического влияния основного металла.
На фиг.1 показаны результаты исследования условий возникновения растрескивания вследствие охрупчивания в зоне термического влияния основного металла при применении сварочной проволоки, содержащей TiO2, SiO2 и ZrO2 в качестве основных шлакообразующих материалов. Было установлено, что при содержании TiO2, составляющем 50% или более, и общем содержании шлакообразующих материалов, составляющем 7,5% или более, растрескивание вследствие охрупчивания цинком может быть предотвращено. Механизм предотвращения растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла, как предполагают, состоит в том, что шлак 8, отвержденный после сварки, становится барьером и препятствует проникновению расплавленного цинка 5 к зоне 1а термического влияния основного металла (границе 4 наружной поверхности сварного шва). В связи с этим предполагают, что увеличение содержания TiO2 и повышение точки плавления шлака способствует созданию прочного барьера. Кроме того, предполагают, что при увеличении общего количества шлака становится возможным плотно (очень плотно) заключить в оболочку из шлака границу наружной поверхности сварного шва, что является эффективным для предотвращения проникновения расплавленного цинка.
С другой стороны, касательно эффективности проведения сварочных работ, установлено, что при относительном содержании TiO2 более 65% часто происходит разбрызгивание при сварке. Предполагают, что при увеличении содержания введенного TiO2 слишком сильно повышается точка плавления шлака, и, как следствие, на конце сварочной проволоки трудно отделяется расплавленный шлак, характер движения жидких капель становится нестабильным и увеличивается разбрызгивание.
В связи с этим, для предотвращения растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла эффективным является содержание TiO2, составляющее 50% или более по отношению к общей массе шлакообразующего материала, однако для подавления разбрызгивания при сварке содержание TiO2 должно составлять 65% или менее.
Выше были приведены причины ограничения величины F для предотвращения растрескивания вследствие охрупчивания цинком и для обеспечения пластичности металла сварного шва, а также приведены причины ограничения общего содержания шлакообразующих материалов в сварочной проволоке и ограничения относительного содержания TiO2 для предотвращения растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла и для подавления разбрызгивания при сварке.
Кроме того, для получения требуемых свойств металла сварного шва и обеспечения высокой эффективности проведения сварочных работ во всех отношениях, необходимо ограничить содержание компонентов, вводимых в сварочную проволоку с флюсовым сердечником в виде металла или в виде сплава, и ограничить содержание шлакообразующих материалов, как будет описано ниже. Следует отметить, что в нижеследующем описании «%» означает «мас.%», если только не указано иное.
Прежде всего будут объяснены причины введения компонентов Si, Mn, Ni и Cr, формирующих композицию металла сварного шва.
С является вредным элементом с точки зрения коррозионной стойкости, но его вводят для обеспечения прочности металла сварного шва и для стабилизации дуги во время сварки и содержание С составляет 0,01% или более. С другой стороны, при содержании С более 0,05% выделяется большое количество карбидов и, как следствие, падает пластичность металла сварного шва. Поэтому содержание С, введенного в виде отдельного элемента или в виде сплава, в сварочной проволоке с флюсовым сердечником должно составлять от 0,01 до 0,05%.
Si вводят с целью улучшения отделяемости шлака и его содержание составляет 0,1% или более. С другой стороны, при содержании Si, составляющем 1,5%, выделяются оксиды на основе SiO2 с низкой точкой плавления и, как следствие, падает пластичность металла сварного шва. В связи с этим содержание Si, введенного в виде металла или в виде сплава, в сварочной проволоке с флюсовым сердечником должно составлять от 0,1 до 1,5%.
Mn вводят с целью стабилизации аустенитной фазы в структуре металла сварного шва при комнатной температуре и для получения требуемой пластичности металла сварного шва, и его содержание составляет 0,5% или более. С другой стороны, при содержании Mn, составляющем более 3,0%, отделяемость шлака ухудшается. Поэтому содержание Mn, введенного в виде металла или в виде сплава, в сварочной проволоке с флюсовым сердечником должно составлять от 0,5 до 3,0%.
Ni является аустенитообразующим элементом. Он должен вводиться с целью стабилизации аустенитной фазы в структуре металла сварного шва при комнатной температуре и для получения требуемой пластичности металла сварного шва и его содержание составляет 7,0% или более. С другой стороны, при содержании Ni, превышающем 10,0%, Ni содействует сегрегации Р, S и других примесей, ухудшающих сопротивление растрескиванию и повышающих склонность к растрескиванию вследствие охрупчивания цинком. Поэтому содержание Ni, введенного в виде металла или в виде сплава, в сварочной проволоке с флюсовым сердечником должно составлять от 7,0 до 10,0%, предпочтительно от 8,0 до 10,0%.
Cr является элементом, вносящим вклад в повышение коррозионной стойкости металла сварного шва. Кроме того, Cr является ферритообразующим элементом. Он обеспечивает в металле сварного шва при завершении отверждения образование только ферритной фазы и вносит вклад в подавление растрескивания вследствие охрупчивания цинком металла сварного шва. Согласно настоящему изобретению содержание Cr должно составлять 26,0% или более, чтобы значительно повысить коррозионную стойкость металла сварного шва. Обычно для обеспечения хорошей коррозионной стойкости в металле сварного шва из нержавеющей стали должно содержаться около 13,0% Cr, но в настоящем изобретении рассматривается применение нержавеющей сварочной проволоки для сварки оцинкованного стального листа, который не содержит Cr. В металле сварного шва необходимо получить содержание Cr, составляющее около 13%, с учетом того, что в материале основы растворяется около 50% Cr, содержащегося в сварочной проволоке. Поэтому в сварочной проволоке необходимым является содержание Cr, составляющее 26,0% или более. С другой стороны, при содержании Cr, превышающем 30,0%, облегчается выделение Cr23C6 или других карбидов или σ-фазы и не может быть получена требуемая пластичность. Поэтому содержание Cr, введенного в виде металла или в виде сплава, в сварочной проволоке с флюсовым сердечником должно составлять от 26,0 до 30,0%.
Содержание компонентов С, Si, Mn, Ni и Cr, которые вводят в виде металлов или в виде сплавов в вышеупомянутую сварочную проволоку с флюсовым сердечником (в мас.% относительно общей массы сварочной проволоки), как описывалось выше, должно быть таким, чтобы величина F, определяемая вышеупомянутой формулой (1), находилась в диапазоне от 30 до 50 для подавления растрескивания вследствие охрупчивания цинком металла сварного шва и для обеспечения хорошей пластичности металла сварного шва.
Кроме того, также вводят Bi для улучшения отделяемости отвержденного шлака и содержание Bi составляет 0,01% или более относительно общей массы проволоки. В частности, для улучшения внешнего вида зона сварного шва плакированного стального листа должна быть в значительной степени очищена от отвержденного шлака, таким образом, отделяемость шлака имеет существенное значение. Однако, если содержание введенного Bi превышает 0,1%, то в процессе отверждения металла сварного шва происходит сегрегация Bi, приводящая к образованию горячих трещин. Поэтому содержание введенного Bi по отношению к общей массе проволоки должно составлять 0,1% или менее.
Следует отметить, что в дополнение к компонентам согласно настоящему изобретению также можно добавлять в разном сочетании другие компоненты: Мо, Cu, V, Nb, N и другие легирующие элементы с целью регулирования условного предела текучести (при остаточной деформации 0,2%), предела прочности, пластичности (общего удлинения), поглощенной энергии при ударном испытании по Шарпи при температуре 0°С и других механических характеристик металла сварного шва, и для регулирования отделяемости шлака и т.д.
N ухудшает пластичность, в связи с чем предпочтительно, чтобы его содержание не превышало 0,05%. Соответственно с целью раскисления зоны сварного шва также можно дополнительно вводить Al, Mg, Ti и другие раскислители и регулировать их содержание.
Далее будут объясняться причины введения и причины ограничения содержания шлакообразующих материалов TiO2, SiO2, ZrO2 и Al2O3.
TiO2 является наиболее важным шлакообразующим материалом для предотвращения растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла. Для получения шлака с хорошей покрывающей способностью содержание TiO2 должно составлять 3,8% или более. С другой стороны, при содержании TiO2, превышающем 6,8%, наплавленный валик сварного шва становится неровным и при сварке увеличивается разбрызгивание. Поэтому содержание TiO2, который введен во флюс сварочной проволоки с флюсовым сердечником в качестве шлакообразующего материала, должно составлять от 3,8 до 6,8%. Кроме того, если рассматривать покрывающую способность шлака, включающего TiO2, при введении соответствующего количества TiO2 вместе с SiO2, который будет описываться далее, имеется возможность получить шлак, который может создать покрытие требуемой толщины на границе наружной поверхности сварного шва. Это является эффективным для предотвращения проникновения расплавленного цинка к границе наружной поверхности сварного шва.
SiO2 вводят, чтобы улучшить отделяемость шлака и получать гладкий наплавленный валик сварного шва, и его содержание составляет 1,8% или более. С другой стороны, при содержании SiO2, превышающем 3,8%, увеличивается разбрызгивание при сварке. Поэтому содержание SiO2, который вводят во флюс сварочной проволоки с флюсовым сердечником в качестве шлакообразующего материала, предпочтительно, должно составлять от 1,8 до 3,8%. Кроме того, SiO2 вводят для улучшения отделяемости шлака от наплавленного валика сварного шва, независимо от блокирования цинка.
ZrO2 может быть введен в связи с необходимостью получения хорошей отделяемости шлака, даже в том случае, когда цинк прилипает к шлаку на границе наружной поверхности сварного шва. Однако, при содержании ZrO2, превышающем 1,3%, разбрызгивание при сварке увеличивается или наплавленный валик сварного шва становится неровным. Поэтому содержание ZrO2, который вводят во флюс сварочной проволоки с флюсовым сердечником в качестве шлакообразующего материала, предпочтительно, должно составлять 1,5% или менее.
Al2O3 подавляет растрескивание вследствие охрупчивания цинком и, кроме того, может быть введен в связи с необходимостью улучшения стабильности дуги, даже в том случае, когда атмосфера дуги загрязнена цинковыми парами. Однако при содержании Al2O3, превышающем 0,5%, отделяемость шлака ухудшается. Поэтому содержание Al2O3 в качестве шлакообразующего материала в сварочной проволоке с флюсовым сердечником, предпочтительно, должно составлять 0,5% или менее.
В качестве других шлакообразующих материалов, кроме TiO2, SiO2, ZrO2 и Al2O3, силиката калия, силиката натрия и других фиксирующих веществ, которые вводятся при изготовлении связующих флюса в процессе производства сварочной проволоки, соответственно, могут быть введены Na2O, K2O, СаСО3, ВаСО3 и другие оксиды или карбонаты металлов, которые, главным образом, используются как стабилизаторы дуги, и AlF3, NaF, K2ZrF6, LiF и другие фториды, и FeO, Fe2O3 и другие оксиды железа и т.д., которые, главным образом, используются, чтобы регулировать вязкость шлака и обеспечить отделяемость шлака.
Однако при общем содержании шлакообразующего материала, превышающем 10,5%, разбрызгивание при сварке увеличивается. Поэтому общее содержание шлакообразующих материалов в сварочной проволоке с флюсовым сердечником должно составлять 10,5% или менее.
Способ изготовления сварочной проволоки из нержавеющей стали с флюсовым сердечником для оцинкованного стального листа, свариваемого согласно настоящему изобретению, конкретно не ограничен. Может использоваться любой из известных способов изготовления сварочной проволоки с флюсовым сердечником.
Например, стальной полосе (оболочке) из аустенитной нержавеющей стали, имеющей в составе металл или сплав, придавали U-образную форму, затем U-образную полость заполняли заполняющим флюсом, полученным при смешивании, перемешивании и сушке металла или сплава и шлакообразующего материала, затем из стальной полосы (оболочки) формировали трубку, которую подвергали волочению до получения проволоки требуемого диаметра.
Наряду с этим, можно выполнить роликовую сварку оболочки, которой придана форма трубки, чтобы получить сварочную проволоку с флюсовым сердечником бесшовного типа.
Кроме вышеупомянутого способа проволоку можно получить при использовании в качестве трубчатой оболочки сформированной заранее трубки, которую заполняют флюсом с использованием вибрации, и проводят волочение до получения проволоки требуемого диаметра.
Под свариваемым оцинкованным стальным листом согласно настоящему изобретению подразумевается не только обычный покрытый расплавленным цинком стальной лист по стандарту JIS G 3302, но также плакированный расплавленным сплавом Zn-5%Al стальной лист по стандарту JIS G 3317, плакированный расплавленный сплавом 55%Al-Zn стальной лист по стандарту JIS G 3321, плакированный сплавом Zn-11%Al-3%Mg-0,2%Si стальной лист (Super Dyma®), плакированный сплавом Zn-7%Al-3%Mg стальной лист (ZAM®) и покрытые другими сплавами на основе цинка стальные листы.
Следует отметить, что растрескивание вследствие охрупчивания цинком в зоне термического влияния основного металла, происходящее при сварке с применением сварочного материала на основе нержавеющей стали, в частности, облегчается, когда композиция покрытия включает Mg. Поэтому, если сварку стального листа, плакированного сплавом, содержащим Mg (стального листа, плакированного сплавом Zn-11%Al-3%Mg-0,2%Si, и стального листа, плакированного сплавом Zn-7%Al-3%Mg), проводить с применением сварочной проволоки из нержавеющей стали с флюсовым сердечником согласно настоящему изобретению, эффект подавления растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла становится ярко выраженным.
Для покрытия стального листа в качестве сплава системы Zn-Al-Mg-Si, плакирующего стальной лист, можно эффективно применять сплав на основе цинка, содержащий (в мас.%): Al: от 2 до 19%; Mg: от 1 до 10%; Cr: от 0,01 до 2% и остальное Zn и неизбежные примеси.
Если рассматривать компоненты покрытия сплава на основе цинка, то для повышения коррозионной стойкости покрывающего слоя содержание введенного Mg должно составлять от 1 до 10%. Это объясняется тем, что при содержании Mg менее 1% эффект повышения коррозионной стойкости является недостаточным, в то время как при содержании Mg, превышающем 10%, покрывающий слой охрупчивается и адгезия падает. Al препятствует охрупчиванию покрывающего слоя, которое вызывает введенный Mg, и улучшает коррозионную стойкость, содержание Al должно составлять от 2 до 19%. При содержании Al, составляющем менее 2%, его влияние на добавку Mg оказывается недостаточным, покрывающий слой охрупчивается и падает адгезия, при содержании Al, составляющем более 19%, эффект улучшения коррозионной стойкости становится насыщенным и, к тому же, взаимодействие Al и Fe в стальном листе приводит к падению адгезии. Si препятствует взаимодействию Al и Fe в стальном листе, препятствует охрупчиванию покрывающего слоя и падению адгезии, содержание введенного Si составляет от 0,01 до 2%. При содержании Si, составляющем менее 0,01%, его эффект является недостаточным и адгезия падает. При содержании Si, составляющем более 2%, наряду с насыщением эффекта улучшения адгезии, также происходит охрупчивание покрывающего слоя. Кроме того, для повышения коррозионной стойкости после окрашивания в качестве компонентов покрывающего сплава на основе цинка могут быть введены один или несколько из перечисленных элементов: Са, Be, Ti, Cu, Ni, Со, Cr, Mn.
Кроме того, в качестве стального листа, на который нанесено цинковое покрытие согласно настоящему изобретению, используется стальной лист с пределом прочности класса от 270 МПа до 590 МПа. Ниже приведены компоненты стального листа, которые являются предпочтительными, поскольку обеспечивают более ярко выраженный эффект подавления растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла.
С вводят для улучшения прокаливаемости зоны термического влияния основного металла (ниже, обозначаемой «ЗТВ») и, следовательно, для подавления растрескивания вследствие охрупчивания цинком в ЗТВ и его содержание составляет 0,01% или более. С другой стороны, введение С в избыточном количестве приводит к падению прочности стали при изгибе, усилению замедленного растрескивания из-за упрочнения ЗТВ и к облегчению растрескивания вследствие охрупчивания цинком. Поэтому верхний предел содержания С установлен 0,2%.
Si вводят для раскисления стального листа и его содержание составляет 0,01% или более. С другой стороны, введение Si в избыточном количестве приводит к чрезмерному увеличению оксидной окалины при горячей прокатке и падению пластичности, таким образом, верхний предел содержания Si установлен 2,0%.
Mn вводят для того, чтобы за счет образования MnS связать неизбежную примесь S и улучшить прокаливаемость ЗТВ, и его содержание составляет 0,5% или более. С другой стороны, введение Mn в избыточном количестве приводит к падению прочности стали при изгибе и усилению замедленного растрескивания, таким образом, верхний предел содержания Mn установлен 3,0%.
Р является примесью. Для предотвращения снижения обрабатываемости стального листа верхний предел содержания Р установлен 0,020%.
S является примесью. Чтобы предотвратить высокотемпературное растрескивание металла сварного шва и снижение обрабатываемости при горячей прокатке, верхний предел содержания S установлен 0,020%.
Al вводится в качестве раскислителя стали и его содержание должно составлять 0,001% или более, но при введении Al в избыточном количестве формируются грубые неметаллические включения, снижается ударная вязкость и другие характеристики стального материала, таким образом, верхний предел содержания Al установлен 0,5%.
Ti связывает N в стали с образованием нитридов и обладает способностью предотвращать выделение BN, содержание вводимого Ti должно составлять 0,001% или более. С другой стороны, введение Ti в избыточном количестве повышает стоимость материала, таким образом, верхний предел содержания Ti установлен 0,5%.
В вводят для того, чтобы получить снижение энергии межфазных границ зерен в ЗТВ и результирующий эффект подавления растрескивания вследствие охрупчивания цинком, и его содержание составляет 0,0003% или более. С другой стороны, введение В в избыточном количестве приводит к падению ударной вязкости зоны сварного шва и облегчается проникновение цинка к границам зерна зоны термического влияния сварного шва, благодаря чему облегчается растрескивание вследствие охрупчивания цинком, таким образом, верхний предел содержания В установлен 0,004%.
N вводят для того, чтобы вызвать осаждение В с образованием BN или другого нитрида, содержание N составляет 0,0005% или более. С другой стороны, N снижает способность В подавлять растрескивание вследствие охрупчивания цинком, таким образом, верхний предел содержания N установлен 0,006%.
Кроме того, оцинкованный стальной лист может быть изготовлен из стали, в которую введены Nb и V. Каждый из указанных элементов обладает способностью повышать прочность стального материала и связывает N с образованием карбидов, обеспечивая необходимое количество твердого раствора В для эффективного подавления охрупчивания жидким металлом. Если суммарное содержание Nb и V составляет 0,01% или более, эффект становится ярко выраженным. Однако избыточное суммарное содержание Nb и V, превышающее 0,20 мас.%, несомненно, приводит к повышению стоимости материала и снижению ударной вязкости стального материала. Поэтому верхний предел суммарного содержания Nb и V установлен 0,20%.
Далее настоящее изобретение будет подробно объясняться с помощью примеров.
Пример 1
Прежде всего, чтобы подтвердить подавление растрескивания вследствие охрупчивания цинком, изобретатели исследовали влияние сварочного материала и покрытий различных типов.
В таблице 1 приведена композиция сплава сварочной проволоки из нержавеющей стали с флюсовым сердечником, сварочная проволока из нержавеющей стали с флюсовым сердечником содержит шлакобразующие материалы, представленные в таблице 1 и таблице 3. Звездочки (*) в таблице 1 и таблице 3 обозначают присутствие неизбежных примесей. Сварочная проволока имеет диаметр 1,2 мм. На стальной лист толщиной 5 мм с пределом прочности класса 400 МПа наносили одно из покрытий на основе цинка, обозначенных ниже А-С.
А: покрытие стального листа расплавленным цинком по стандарту JIS G 3302.
В: покрытие стального листа расплавленным сплавом Zn-5%Al по стандарту JIS G 3317.
С: покрытие стального листа сплавом Zn-11%Al-3%Mg-0,2%Si.
Следует отметить, что использовался стальной лист, содержащий: С=0,08%; Si=0,02%; Mn=1,1%; Р=0,015%; S=0,007%; Al=0,02%; В=0,0015%; N=0,003% и Ti=0,01%.
Для определения технических характеристик сварного металла были проведены испытания на растяжение по стандарту JIS Z 3323 и испытания на ударную вязкость по стандарту JIS Z 3111. Изучение растрескивания вследствие охрупчивания цинком металла сварного шва и растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла проводили с использованием цветного метода капиллярной дефектоскопии. Следует отметить, что для оценки растрескивания был использован сварной испытательный образец, описанный выше, указанный сварной испытательный образец показан на фиг.6 и сварку проводили при сварочном токе от 160 до 200 А в защитном газе CO2. Эффективность проведения сварочных работ определялась методом функциональной оценки в процессе изготовления сварного испытательного образца. Полученные результаты представлены в таблице 2 и таблице 4.
В таблице 2 и таблице 4 оценка «Хорошо» в строке «Разбрызгивание» обозначает, что разбрызгивание при сварке не происходило, и эффективность проведения сварочных работ была хорошей, в то время как оценка «Плохо» обозначает, что происходило большое разбрызгивание при сварке, и эффективность проведения сварочных работ была плохой. Оценка «Хорошо» в строке «Отделяемость шлака» обозначает, что отделяемость шлака была хорошей, Оценка «Неплохо» обозначает, что отделяемость шлака была несколько хуже, и оценка «Плохо» обозначает, что отделяемость шлака была плохой. Оценка «Хорошо» в строке «Внешний вид наплавленного валика сварного шва» обозначает, что внешний вид наплавленного валика сварного шва был хорошим, в то время как оценка «Плохо»» обозначает, что форма наплавленного валика сварного шва была неровной или, иначе говоря, внешний вид наплавленного валика сварного шва был плохим. Общая оценка «Хорошо» свидетельствует о хороших результатах испытаний, в то время как общая оценка «Плохо» свидетельствует о плохих результатах испытаний.
В таблице 1 приведены примеры сварочной проволоки №1-7 согласно изобретению, в то время как в таблице 3 приведены сравнительные примеры сварочной проволоки №8-14. Кроме того, в таблице 2 приведены результаты испытаний образцов, которые изготавливали с применением сварочной проволоки согласно настоящему изобретению, в то время как в таблице 4 приведены результаты испытаний образцов, которые изготавливали с применением сварочной проволоки согласно сравнительным примерам. Следует отметить, что в таблице 2 и таблице 4 также приведены используемые типы покрытий стального листа.
Приведенные в таблице 1 образцы сварочной проволоки №1-7 согласно настоящему изобретению имели требуемую величину F, соответствующее содержание TiO2, SiO2, ZrO2, Al2O3, необходимое общее содержание шлакообразующих материалов и требуемое содержание TiO2 по отношению к общей массе шлакообразующих материалов, в результате чего растрескивание не происходило как в металле сварного шва, так и в зоне термического влияния основного металла, и эффективность проведения сварочных работ была хорошей.
С другой стороны, сравнительный образец сварочной проволоки №8 имел низкое содержание TiO2 по отношению к общей массе шлакообразующих материалов, в результате чего растрескивание происходило в зоне термического влияния основного металла.
Сравнительный образец сварочной проволоки №9 имел низкое общее содержание шлакообразующих материалов, а также низкое относительное содержание TiO2, в результате чего растрескивание происходило в зоне термического влияния основного металла.
Сравнительные образцы сварочной проволоки №10 и №11 имели низкое общее содержание шлакообразующих материалов, в результате чего растрескивание происходило в зоне термического влияния основного металла. Кроме того, в указанных сравнительных образцах проволоке было низкое содержание SiO2, в связи с этим наблюдалось некоторое ухудшение отделяемости шлака.
Сравнительный образец сварочной проволоки №12 имел большое содержание TiO2 и содержание TiO2 по отношению к общей массе шлакообразующего материала было большим, в связи с этим часто происходило разбрызгивание при сварке, и наплавленный валик сварного шва приобретал неровную форму.
Сравнительный образец сварочной проволоки №13 имел большое общее содержание шлакообразующих материалов, в связи с чем происходило разбрызгивание при сварке. Кроме того, величина F была большой, поэтому удлинение сварного металла было небольшим (подчеркнутое значение в таблице 4).
Сравнительный образец сварочной проволоки №14 имел низкое содержании SiO2 и отношение содержания TiO2 к общей массе шлакообразующего материала было большим, поэтому наблюдалась плохая отделяемость шлака и, кроме того, при сварке часто происходило разбрызгивание. К тому же, величина F была малой, в результате чего в металле сварного шва происходило растрескивание.
Пример 2
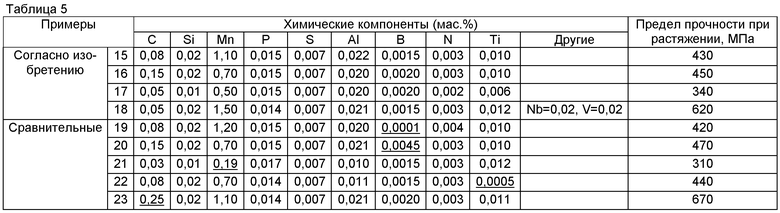
Далее изобретатели оценивали влияние компонентов основы плакированного листа на растрескивание вследствие охрупчивания цинком в зоне термического влияния основного металла. В качестве основы плакированного стального листа использовался стальной материал с пределом прочности класса от 270 МПа до класса 590 МПа. Состав компонентов стального материала представлен в таблице 5. Значения, подчеркнутые в таблице 5, находятся вне диапазона, определенного настоящим изобретением. Для стального листа применялся вариант покрытия С: Zn-11%Al-33Mg-0,2%Si, которое указано в примере 1. Применяемая сварочная проволока являлась проволокой №1, указанной в примере 1.
Для оценки растрескивания был использован сварной испытательный образец, описанный выше, указанный сварной испытательный образец показан на фиг.6. Сварку проводили при сварочном токе от 160 до 200 А в защитном газе CO2. Для оценки растрескивания вследствие охрупчивания цинком в зоне термического влияния основного металла использовали цветной метод капиллярной дефектоскопии. Следует отметить, что толщина листа составляла 2,3 мм, и оценка была выполнена в условиях, способствующих растрескиванию вследствие охрупчивания цинком.
Стальные листа №15-18 в таблице 5 в качестве основы плакированного стального листа представляют собой примеры согласно изобретению, в то время как стальные листы №19-23 в таблице 5 в качестве основы плакированного стального листа представляют собой сравнительные примеры.
При сварке плакированных стальных листов №15-18 согласно настоящему изобретению растрескивание не происходило как в металле сварного шва, так и в зоне термического влияния основного металла.
С другой стороны, при сварке плакированного стального листа №19 согласно сравнительному примеру, поскольку содержание В было низким, растрескивание происходило в зоне термического влияния основного металла.
При сварке плакированного стального листа №20 согласно сравнительному примеру, поскольку содержание В было чрезмерно большим, растрескивание происходило в зоне термического влияния основного металла.
При сварке плакированного стального листа №21 согласно сравнительному примеру, поскольку содержание Mn было низким, прокаливаемость зоны термического влияния основного металла снизилась, и поэтому растрескивание происходило вследствие увеличения термических напряжений на границе наружной поверхности сварного шва.
При сварке плакированного стального листа №22 согласно сравнительному примеру, поскольку содержание Ti было низким и возросло выделение BN, растрескивание происходило в зоне термического влияния основного металла.
При сварке плакированного стального листа №23 согласно сравнительному примеру, поскольку содержание С было чрезмерно большим, растрескивание происходило в зоне термического влияния основного металла, и был риск замедленного растрескивания вследствие упрочнения зоны сварного шва.
Список ссылочных позиций
1 - Оцинкованный стальной лист (базовый лист).
1a - Зона термического влияния основного металла.
2 - Стандартный лист (стальной лист без покрытия или покрытый стальной лист) или круглая стальная болванка.
3 - Металл сварного шва.
4 - Граница наружной поверхности сварного шва.
5 - Цинковое покрытие (расплавленный цинк).
6 - Растрескивание вследствие охрупчивания цинком в зоне термического влияния основного металла.
7 - Растрескивание вследствие охрупчивания цинком в зоне сварного шва.
8 - Отвержденный шлак, покрывающий металл сварного шва.
9 - Стальная плита для фиксации оцинкованного стального листа.
10 - Наплавленный валик сварного шва, фиксирующий оцинкованный стальной лист.
11 - Изучаемое поперечное сечение для оценки растрескивания вследствие охрупчивания цинком, происходящего в зоне термического влияния основного металла.
Изобретение относится к сварочной проволоке из нержавеющей стали с флюсовым сердечником для сварки стального оцинкованного листа. Технический результат - предотвращение растрескивания сварочного шва и повышение его коррозионной стойкости и пластичности. Проволока содержит заполненную флюсом оболочку из нержавеющей стали. Общее содержание элементов, которые введены в виде металлов или в виде композиции сплавов в указанную оболочку и указанный флюс, по отношению к общей массе сварочной проволоки составляет, мас.%: С от 0,01 до 0,05%, Si от 0,1 до 1,5%, Mn от 0,5 до 3,0%, Ni от 7,0 до 10,0%, Cr от 26,0 до 30,0% и остальное Fe и неизбежные примеси, величина F, определяемая нижеприведенной формулой, составляет от 30 до 50; F=3×[Cr%]+4,5×[Si%]-2,8×[Ni%]-84×[C%]-1,4[Mn%]-19,8, где [Cr%], [Si%], [Ni%], [С%] и [Mn%], соответственно, означают общее содержание Cr, Si, Ni, С и Mn в оболочке проволоки и в сварочной проволоке по отношению к общей массе проволоки. При этом указанный флюс содержит в качестве шлакообразующих материалов по отношению к общей массе проволоки, мас.%: TiO2 от 3,8 до 6,8%, SiО2 от 1,8 до 3,2%, ZrO2 1,3% или менее, включая 0%, Al2O3 0,5% или менее, включая 0% и общее содержание указанных шлакообразующих материалов и других шлакообразующих материалов составляет от 7,5 до 10,5%, причем содержание ТiO2 по отношению к общей массе шлакообразующих материалов составляет от 50 до 65 мас.%. 3 н. и 2 з.п. ф-лы, 6 ил., 5 табл., 2 пр.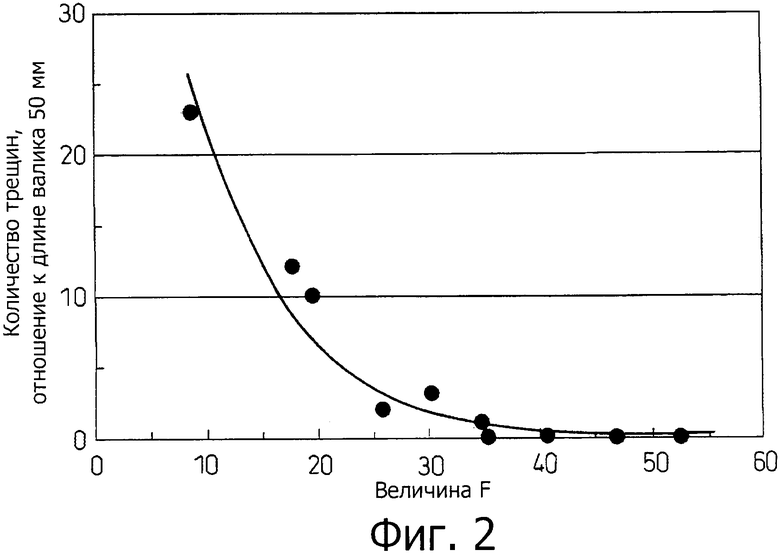
1. Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа, содержащая заполненную флюсом оболочку из нержавеющей стали, отличающаяся тем, что общее содержание элементов, которые введены в виде металлов или в виде композиции сплавов в указанную оболочку, и указанный флюс, по отношению к общей массе сварочной проволоки составляют, мас.%:
С 0,01 - 0,05
Si 0,1 - 1,5
Mn 0,5 - 3,0
Ni 7,0 - 10,0
Cr 26,0 - 30,0
Fe и неизбежные примеси остальное
причем величина F, определяемая нижеприведенной формулой (1), составляет от 30 до 50 мас.%:

где [Cr%], [Si%], [Ni%], [С%] и [Mn%] соответственно означают общее содержание Cr, Si, Ni, С и Mn в оболочке проволоки и в сварочной проволоке по отношению к общей массе проволоки,
при этом указанный флюс содержит в качестве шлакообразующих материалов по отношению к общей массе проволоки, мас.%:
TiO2 3,8 - 6,8
SiO2 1,8 - 3,2
ZrO2 1,3 или менее, включая 0
Al2O3 0,5 или менее, включая 0
общее содержание указанных шлакообразующих материалов и других шлакообразующих материалов составляет от 7,5 до 10,5%,
причем содержание TiO2 по отношению к общей массе шлакообразующих материалов составляет от 50 до 65%.
2. Сварочная проволока по п.1, дополнительно содержащая Bi в виде металла или в виде композиции сплава, причем общее содержание Bi в указанной оболочке и флюсе по отношению к общей массе сварочной проволоки составляет от 0,01 до 0,1 мас.%.
3. Способ дуговой сварки оцинкованных стальных листов, характеризующийся тем, что покрытие на основе цинка стальных листов представляет собой сплав на основе цинка, который содержит, мас.%:
Al 2 - 19
Mg 1 - 10
Si 0,01 - 2
Zn и неизбежные примеси остальное
причем оцинкованные стальные листы сваривают дуговой сваркой с применением сварочной проволоки из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа по п.1 или 2.
4. Способ дуговой сварки оцинкованных стальных листов, характеризующийся тем, что стальной лист изготовлен из стали, содержащей, мас.%:
С 0,01 - 0,2
Si 0,01 - 2,0
Mn 0,5 - 3,0
Р 0,020 или менее
S 0,020 или менее
Al 0,001 - 0,5
Ti 0,001 - 0,5
В 0,0003 - 0,004
N 0,0005 - 0,006
Fe и неизбежные примеси остальное
причем оцинкованные стальные листы сваривают дуговой сваркой с применением сварочной проволоки из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа по п.1 или 2.
5. Способ по п.4, отличающийся тем, что оцинкованный стальной лист изготовлен из стали, дополнительно содержащей Nb и/или V, при этом суммарное содержание Nb и V составляет от 0,01 до 0,20%.
| JP 2007118077 А, 17.05.2007 | |||
| СПОСОБ СОЕДИНЕНИЯ ОЦИНКОВАННЫХ ТРУБ | 2002 |
|
RU2247888C2 |
| JP 2006035293 А, 09.02.2006 | |||
| JP 2008221292 А, 17.05.2007. | |||

