Заявляемое изобретение относится к железнодорожному транспорту и касается конструкции кузовов полувагонов, в частности конструкции боковой стены универсального полувагона.
Известна конструкция железнодорожного полувагона модели 12-753, в котором установлена стена боковая [И.Ф. Пастухов, В.В. Лукин, Н.И. Жуков «Вагоны», М., Транспорт 1988г., стр. 177], содержащая металлический каркас и обшивку из гофрированных листов. Каркас стены сварен из восьми стоек – двух угловых и шести промежуточных, связанных верхней и нижней обвязками. Верхняя обвязка состоит из двух холодногнутых профилей толщиной 6 и 7 мм и имеет форму замкнутой коробки, а нижняя обвязка выполнена из прокатного уголка размерами 160х100х10 мм. Все стойки изготовлены из гнутых профилей: угловые – из специального профиля корытообразного сечения толщиной 8 мм, а шкворневые и промежуточные – из Ω-образного профиля толщиной 9 - 13 мм. Обшивка стены состоит из верхнего толщиной 4 мм и нижнего листов толщиной 5 мм. Для придания листам обшивки необходимой жесткости листы снабжены продольными периодическими гофрами глубиной 40 мм.
Одним из существенных недостатков данной конструкции является размещение промежуточных стоек боковой стены кузова, с наружной стороны кузова, занимающей часть габарита подвижного состава, в результате чего уменьшается возможная погрузочная ширина кузова при перевозке насыпных грузов и, как следствие, уменьшается погрузочный объем полувагона, при этом использование периодических гофр в обшивке не приводит к значительному увеличению погрузочного объема кузова. Также недостатком данной конструкции является сложность сборки панели обшивки, заключающаяся в необходимости совмещения гофр верхнего и нижнего листов по длине для обеспечения приварки каркаса, так как длина гофр изменяется в пределах допуска. При формировании периодических гофр происходит неравномерная утяжка металла, что приводит к образованию остаточных напряжений в углах гофр и увеличению отклонений от плоскостности профилей, которые невозможно устранить в правильных машинах, и после соединения двух профилей в неразъемную сборочную единицу отклонения от плоскостности еще больше увеличиваются, что приводит к возникновению зазоров между обшивкой и каркасом, нерегламентированных нормативными документами на сварные соединения. При устранении зазоров обшивку деформируют, ухудшая при этом внешний вид нового изделия и увеличивая остаточные напряжения в конструкции боковой стены, к тому же прямой участок между профилями стоек и периодическими гофрами на листах обшивки значительно уступает жесткости гофр и стоек. Данные недостатки приводят в процессе эксплуатации полувагона к возникновению трещин в углах периодических гофр и на прямых участках между стойкой и гофром, а также к отрыву панели обшивки от каркаса по сварным швам.
Также известна конструкция универсального восьмиосного железнодорожного полувагона модели 12-541, в котором установлена боковая стена [И.Ф. Пастухов, В.В. Лукин, Н.И. Жуков «Вагоны», М., Транспорт 1988г., стр. 173], содержащая металлическую обшивку толщиной 5 мм, подкрепленную стойками, верхней и нижней обвязками, образующими каркас. Верхняя обвязка сварена из гнутых профилей, образующих коробчатое сечение, а нижняя – из прокатного уголка размером 160х100х9 мм. Стойки выполнены из гнутых Z- и Ω-образных элементов. Угловые стойки сварены из Z- образных профилей коробчатого сечения, а шкворневые и промежуточные из Ω-образных толщиной 9 - 13 мм. Обшивка к каркасу стены приварена точечной сваркой. Для большей жесткости и увеличения вместимости кузова, листы обшивки выштампованы наружу в виде неглубоких корыт пологой формы.
Недостатком данной конструкции является то, что при изготовлении каркаса боковой стены использованы только гнутые профиля, а для обшивки штампованные листы с корыто пологой формой. Это, в свою очередь, приводит к нескольким отрицательным моментам. Для формирования конфигурации стойки из листового проката с повышенными прочностными характеристиками лист перед штамповкой необходимо термообрабатывать, что приводит к понижению показателя предела прочности. При использовании для изготовления стойки более мощного пресса, деталь можно изготовить из листового проката без термообработки, но тогда в готовой стойке возникнут большие остаточные напряжения, которые при изготовлении боковой стены или в процессе эксплуатации полувагона могут привести к различным трещинам и изломам. Кроме того, использование более мощного пресса приводит к большим затратам электроэнергии и быстрому износу штампа.
Кроме того, известна конструкция боковой стены полувагона [Патент РФ на полезную модель № 146303, опубликовано 12.12.2013], включающая верхнюю и нижнюю обвязки, угловые стойки, верхний и нижний профили обшивки, которые после соединения образуют единый продольный профиль корытной формы. Для образования промежуточных стоек в корытный профиль вварены вставки из гнутого швеллера: наружные верхняя и нижняя, а также внутренняя. Для соединения вставок с поперечными балками рамы вагона в нижнюю вставку вварена диафрагма, а торец перекрыт заглушкой. Нижняя наружная вставка усилена накладкой, перекрывающей зону соединения ее с обшивкой и внутренней вставкой. Узел соединения обшивки с угловой стойкой имеет два варианта исполнения. Первый вариант реализован посредством перекрытия торца корытного профиля обшивки двумя диафрагмами - наружной и внутренней. Второй вариант реализован посредством под штамповки концевых частей листов обшивки с предварительной просечкой до получения привалочной плоскости, соединяемой внахлестку с угловой стойкой.
Данная конструкция выбрана в качестве прототипа для заявляемого изобретения.
Основным недостатком данного технического решения является то, что основной несущий элемент каркаса боковой стены – промежуточная стойка, выполнена из трех составных частей – верней и нижней наружных, а также средней внутренней. В конструкции промежуточной стойки отсутствует целостный элемент, вокруг которого возможно установить другие добавочные элементы, повышающие прочность промежуточной стойки. Вместе с этим, вышеописанная конструкция сложна в изготовлении. При изготовлении боковой стены изначально отдельно изготавливается каркас и обшивка, после чего их посредством сварных соединений соединяют вместе. В данной конструкции, из-за отсутствия целостного элемента промежуточной стойки, не возможно сформировать каркас боковой стены (в средней его части) в прочную сборочную единицу, что при транспортировке каркаса и приварке обшивки к каркасу боковая стена приведет к деформации каркаса, и как следствие к сложности установки средней внутренней части промежуточной стойки, к большим искривлениям боковой стены, к сложности установки боковой стены в кузов полувагона. Также существенным недостатком конструкции является то, что обшивка боковой стены состоит из двух широких длинных негофрированных листов, которые образуют крайнюю наружную поверхность кузова полувагона. Данная особенность конструкции в процессе эксплуатации приводит к деформации обшивки и образованию выпуклостей, выходящих за габарит полувагона, а это недопустимо в эксплуатации. Ещё одним недостатком данного технического решения является выполнение выреза в верхней обвязке, что может привести к повреждению узла соединения верхних обвязок, а также выступание листа угловой стойки боковой стены кузова за верхнюю поверхность верхних обвязок, что увеличивает габариты полувагона.
Задачей, на решение которой направлено заявляемое изобретение, является создание конструкции боковой стены полувагона, обеспечивающей повышение жесткости и прочности стены боковой, с применением уже внедренных в производство профилей, в сочетании с увеличением погрузочного объема кузова и уменьшением массы тары полувагона, позволяющей повысить в целом грузоподъемность полувагона, а также уменьшением трудозатрат при изготовлении боковой стены.
Поставленная задача решается за счет того, что в конструкции боковой стены полувагона, обшивка боковой стены выполнена из жестко соединенных между собой трех продольных элементов, больший из которых имеет продольные гофры, при этом каждый торец обшивки жестко закреплен к уголковому профилю, который жестко закреплен к концевой стойке, вместе с этим, внешний элемент средней стойки выполнен из прокатного профиля, а внутренний элемент средней стойки выполнен из гнутого профиля.
Сущность предлагаемой конструкции заключается в том, что стена боковая железнодорожного полувагона, содержит обшивку в виде продольного сборочного профиля и каркас, состоящий из верхней и нижней обвязок, концевых и средних стоек, при этом концевые стойки выполнены из листового проката, а средние стойки выполнены из внешнего и внутреннего элементов, также обшивка боковой стены выполнена из жестко соединенных между собой трех продольных элементов, больший из которых имеет продольные гофры, каждый торец обшивки жестко закреплен к уголковому профилю, который жестко закреплен к концевой стойке, при этом, внешний элемент средней стойки выполнен из прокатного профиля, а внутренний элемент средней стойки выполнен из гнутого профиля.
Возможно исполнение, при котором каждый продольный элемент обшивки состоит из нескольких отрезков, жестко соединенных на подкладочной планке, расположенной между внешним и внутренним элементами средней стойки.
Внутренний элемент средней стойки выполнен из нескольких элементов или внутренний элемент средней стойки выполнен из двух одинаковых элементов.
Также возможно исполнение, когда внешний элемент средней стойки выполнен в средней части по высоте не менее 30 мм и не более 60 мм.
Внешний элемент средней стойки выполнен из горячекатаного швеллера.
Внутренний элемент средней стойки выполнен из гнутого профиля трапециевидной формы.
Кроме того, возможно исполнение, когда во внутренних элементах средних стоек, в местах пересечения с продольными гофрами большего элемента обшивки выполнены пазы, при этом пазы во внутренних элементах средней стойки обрамлены компенсаторами.
Сущность заявляемого изобретения поясняется чертежами:
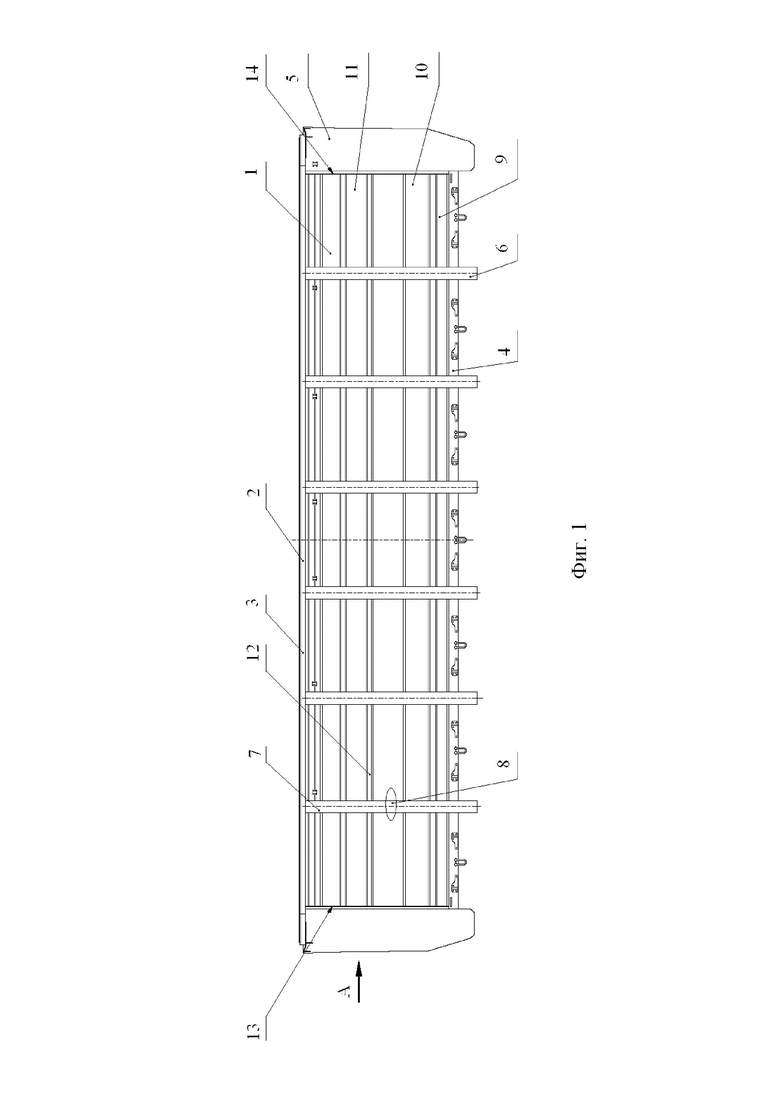
Фиг. 1 – общий вид стены боковой железнодорожного полувагона;
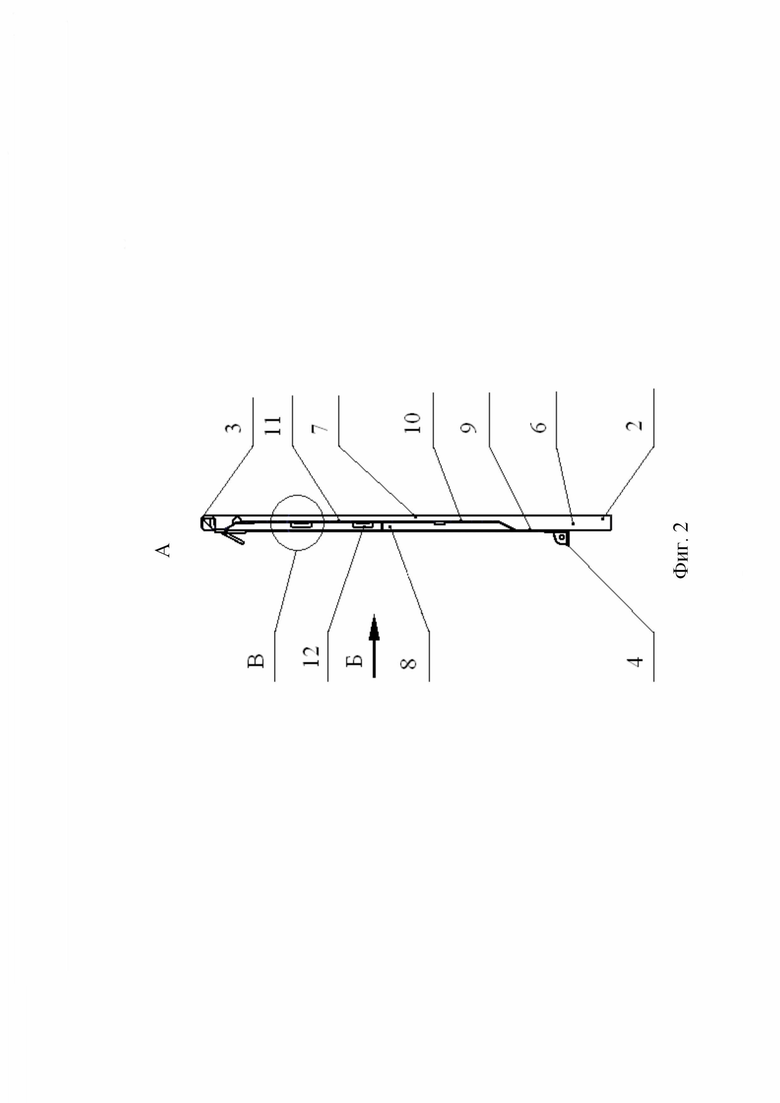
Фиг. 2 – вид А фиг. 1;
Фиг. 3 – вид Б фиг. 2;
Фиг. 4 – вид В фиг. 2;
Фиг. 5 – разрез Г-Г фиг. 3;
Фиг. 6 – разрез Д-Д фиг. 3;
Фиг. 7 – разрез Е-Е фиг. 3;
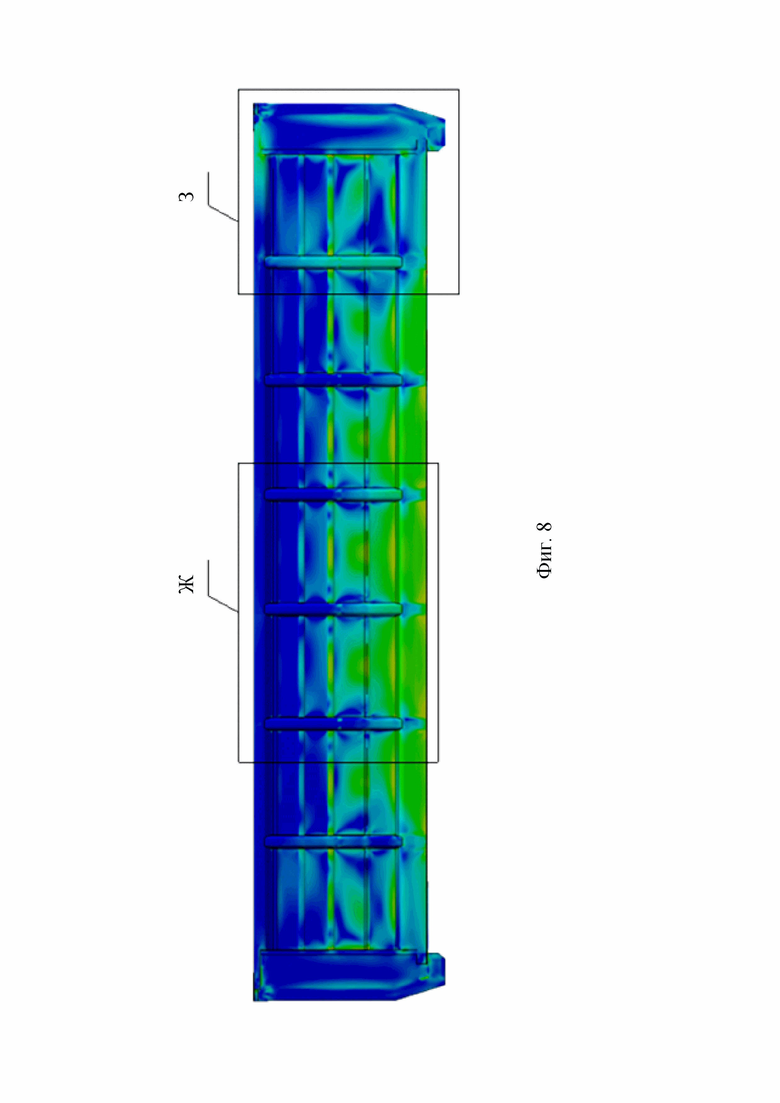
Фиг. 8 – общий вид стены боковой, эквивалентные напряжения по Мизесу при квазистатическом сжатии вагона (брутто), МПа (вид внутри кузова полувагона);
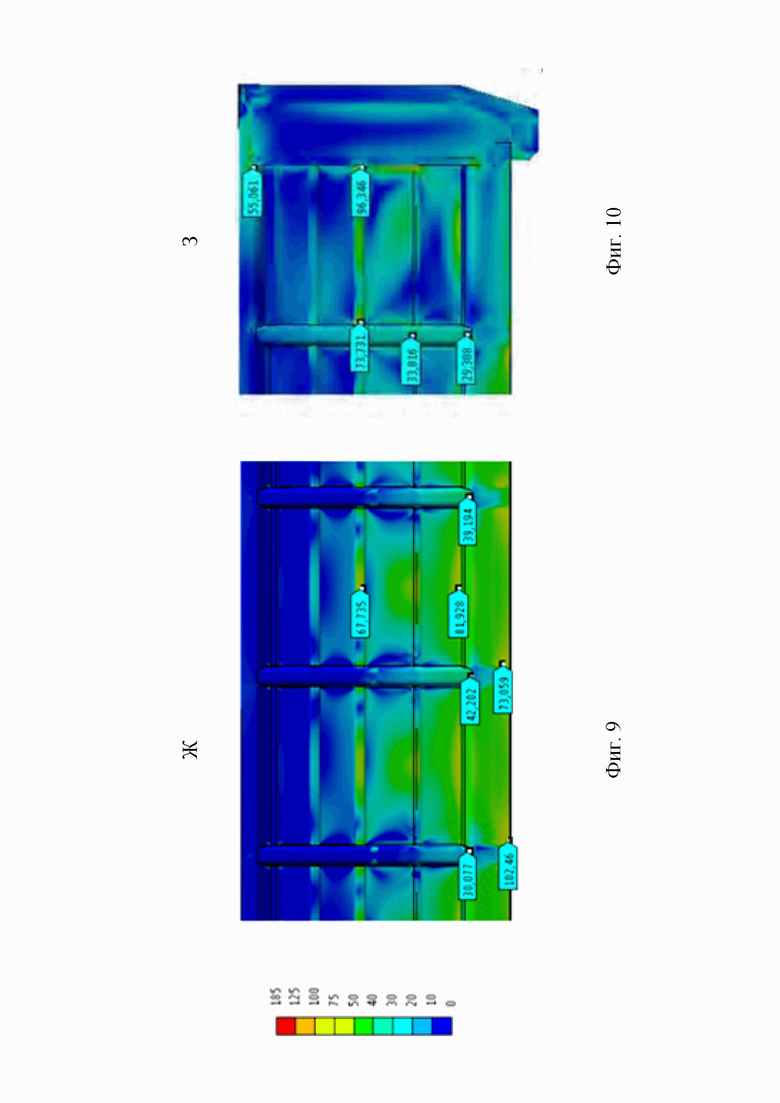
Фиг. 9 – вид Ж фиг. 8;
Фиг. 10 – вид З фиг. 8;
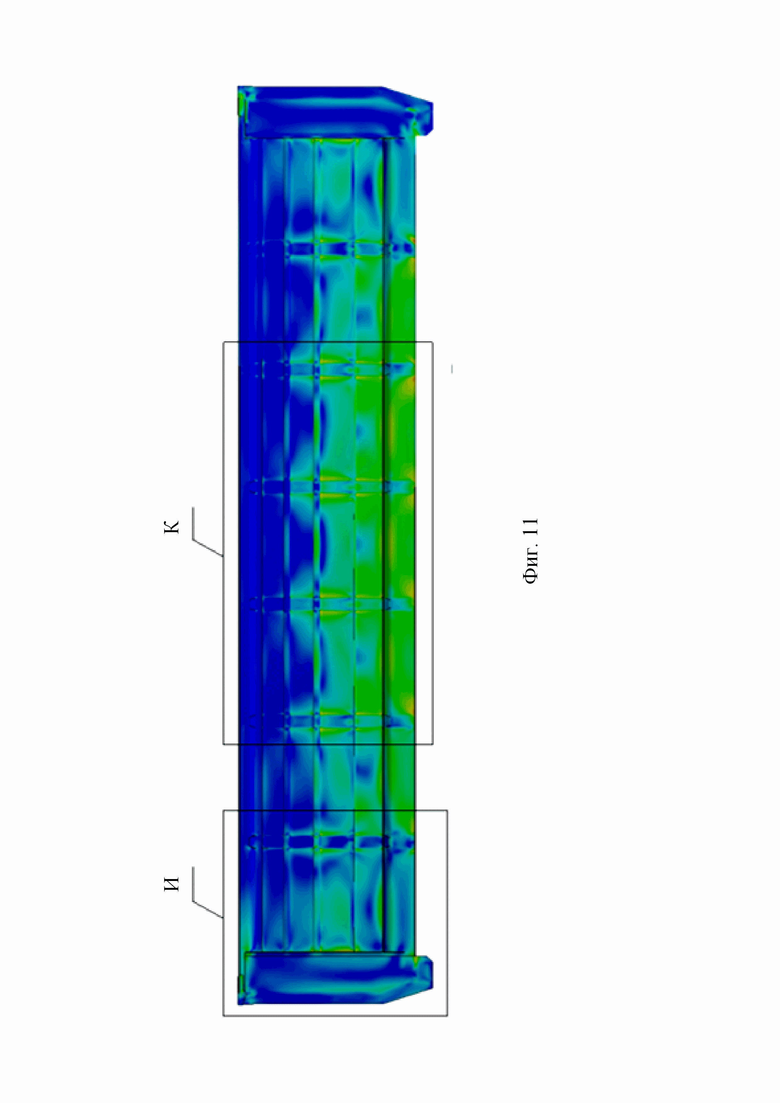
Фиг. 11 – общий вид стены боковой, эквивалентные напряжения по Мизесу при квазистатическом сжатии вагона (брутто), МПа (вид снаружи кузова полувагона);
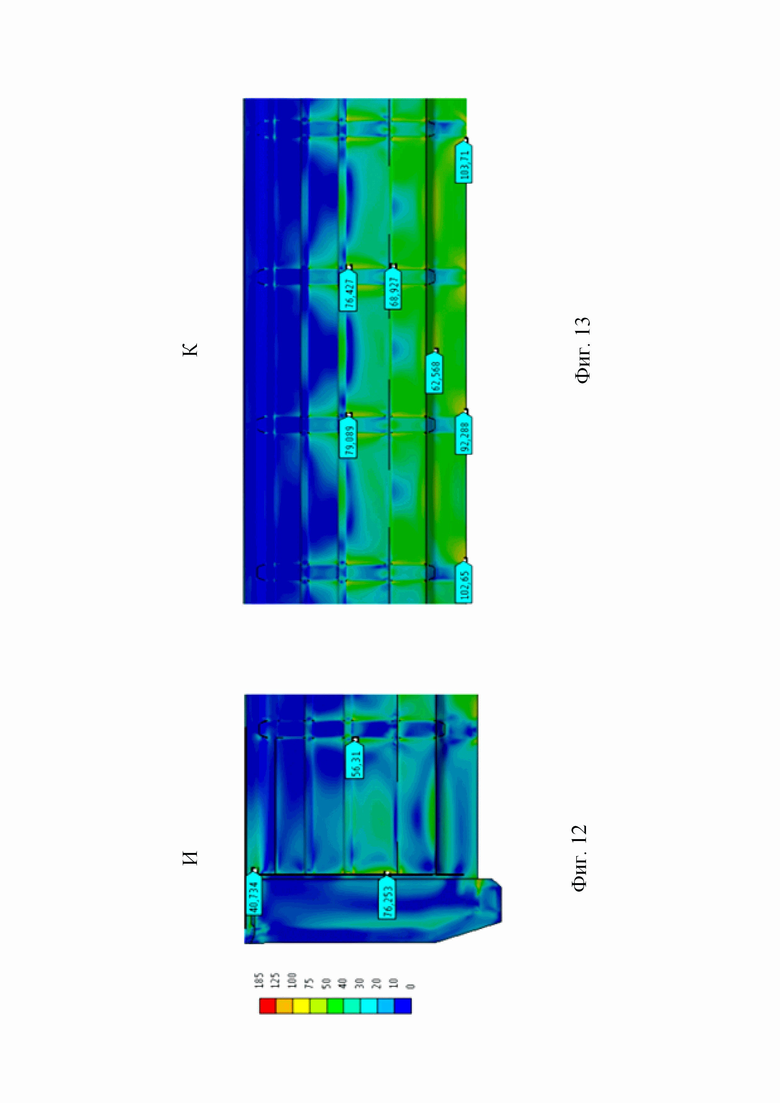
Фиг. 12 – вид И фиг. 11;
Фиг. 13 – вид К фиг. 11;
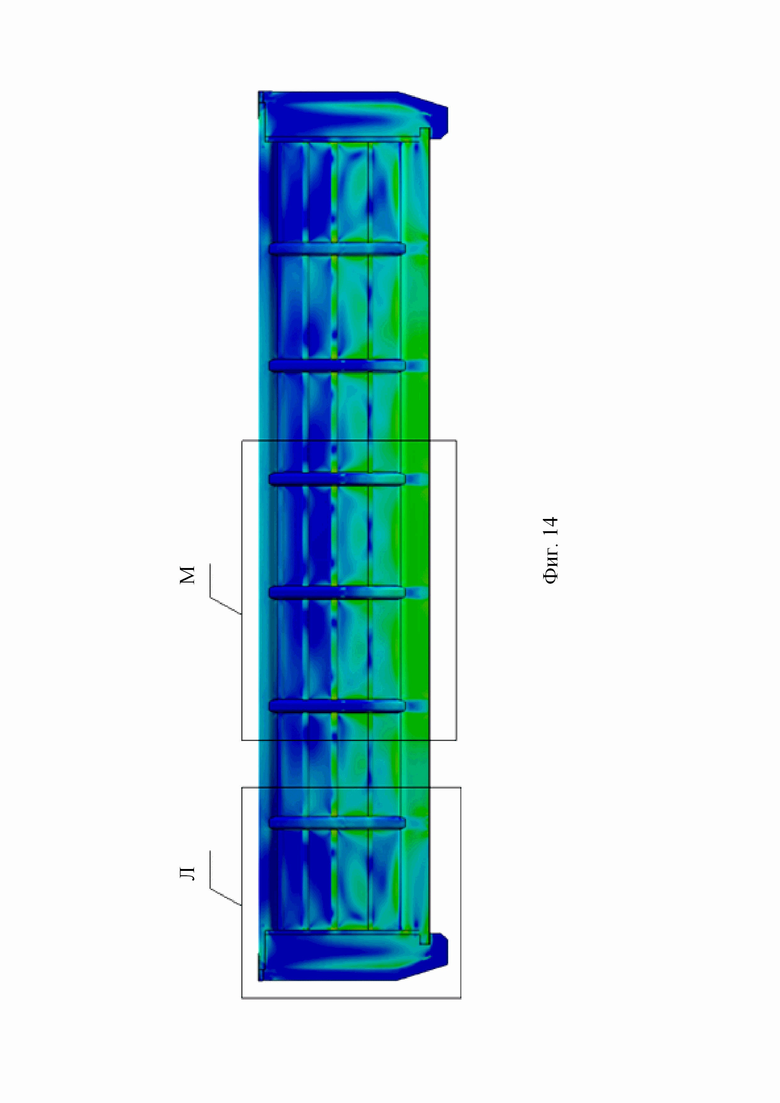
Фиг. 14 – общий вид стены боковой, эквивалентные напряжения по Мизесу при квазистатическом растяжении вагона (брутто), МПа (вид внутри кузова полувагона);
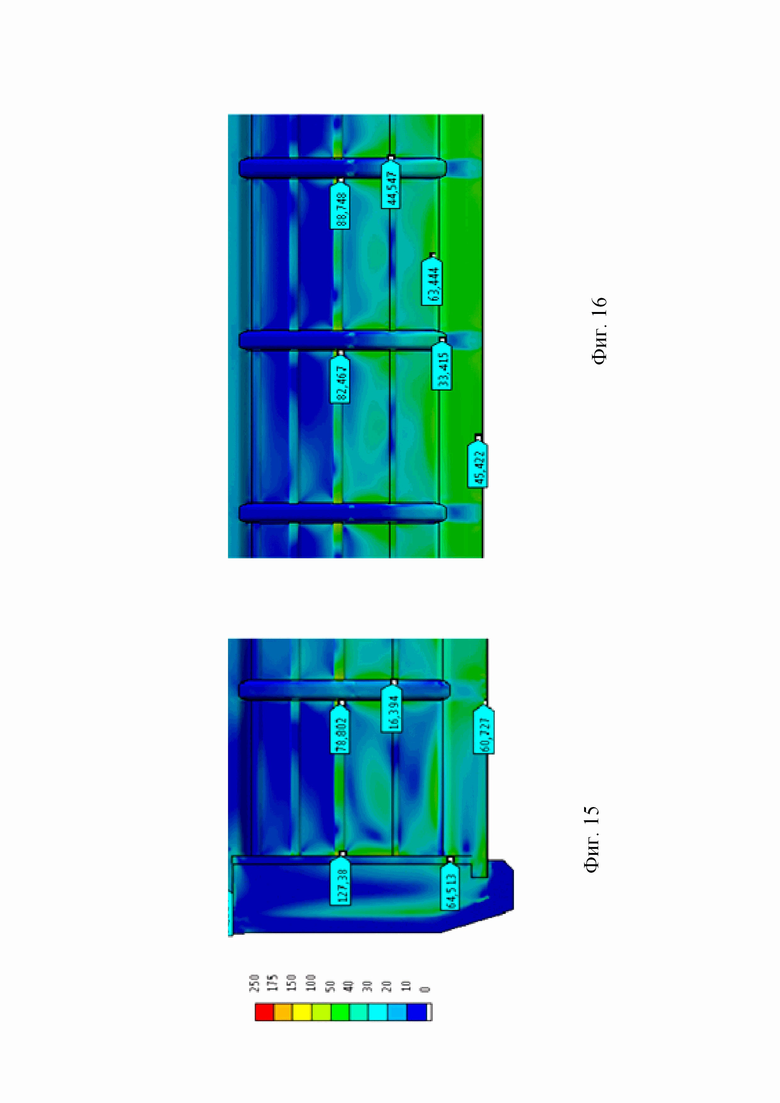
Фиг. 15 – вид Л фиг. 14;
Фиг. 16 – вид М фиг. 14;
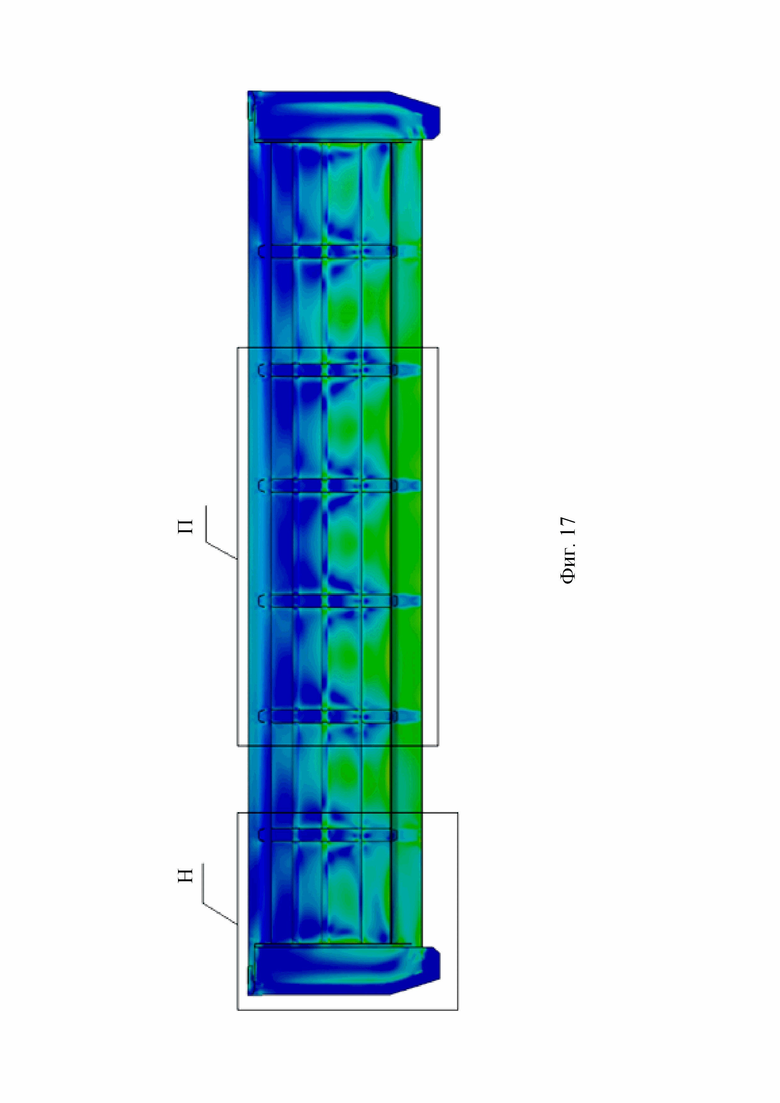
Фиг. 17 – общий вид стены боковой, эквивалентные напряжения по Мизесу при квазистатическом растяжении вагона (брутто), МПа (вид внутри кузова полувагона);
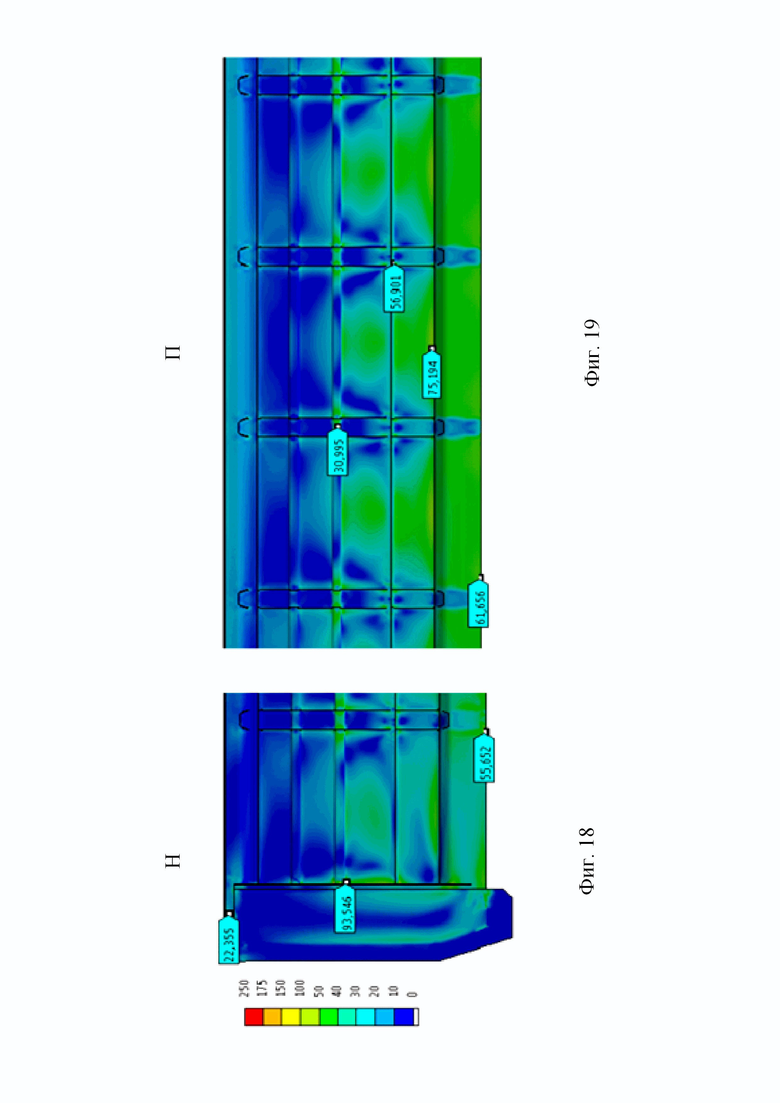
Фиг. 18 – вид Н фиг. 17;
Фиг. 19 – вид П фиг. 17.
Стена боковая железнодорожного полувагона, содержит обшивку 1 в виде продольного сборочного профиля и каркас 2. Каркас состоит из верхней 3 и нижней 4 обвязок, а также концевых 5 и средних 6 стоек. Концевые стойки 5 выполнены из листового проката. Средние стойки 6 выполнены из внешнего 7 и внутреннего 8 элементов. Обшивка 1 боковой стены выполнена из жестко соединенных между собой трех продольных элементов 9, 10 ,11. Продольный элемент 11, больший из трех продольных элементов, имеет продольные гофры 12. Каждый торец 13, 14 обшивки 1 жестко закреплен к уголковому профилю 15, который жестко закреплен к концевой стойке 5. Внешний элемент 7 средней стойки 6 выполнен из прокатного профиля 16, а внутренний элемент 8 средней стойки 6 выполнен из гнутого профиля 17.
Возможны различные исполнения в частности:
Каждый продольный элемент 9, 10, 11 обшивки 1 состоит из нескольких отрезков 9.1, 9.2, 10.1, 10.2, 11.1, 11.2 жестко соединенных на подкладочной планке 18, расположенной между внешним 7 и внутренним 8 элементами средней стойки 6.
Внутренний элемент 8 средней стойки 6 выполнен из нескольких элементов 8.1, 8.2, 8.3 или внутренний элемент 8 средней стойки 6 выполнен из двух одинаковых элементов 8.4, 8.5.
Внешний элемент 7 средней стойки 6 выполнен в средней части по высоте (а) не менее 30 мм и не более 60 мм.
Внешний элемент 7 средней стойки 6 выполнен из горячекатаного швеллера.
Внутренний элемент 8 средней стойки 6 выполнен из гнутого профиля трапециевидной формы.
Во внутренних элементах 8 средних стоек 6, в местах пересечения с продольными гофрами 12, большего элемента 11 обшивки 1 выполнены пазы 19, при этом пазы во внутренних элементах 8 средней стойки 6 обрамлены компенсаторами 20.
Технический результат заявляемого изобретения заключается в том, что выполнение обшивки боковой стены из жестко соединенных между собой трех продольных элементов, больший из которых имеет продольные гофры, а каждый торец обшивки жестко закреплен к уголковому профилю, который жестко закреплен к концевой стойке, при этом, внешний элемент средней стойки выполнен из прокатного профиля, а внутренний элемент средней стойки выполнен из гнутого профиля, позволяет создать конструкцию боковой стены, обеспечивающую повышение жесткости и прочности боковой стены при воздействии на неё эксплуатационных нагрузок, в сочетании с минимальной материалоёмкостью, что уменьшает массу тары вагона и увеличивает грузоподъемность, что подтверждается расчетом конструкции (см. Фиг. 8 - 19). Расчет выполнялся в программном комплексе ANSYS Mechanical 11.0 на основании методов конечных элементов (измерения в МПа, эквивалентные напряжения по Мизесу). При квазистатическом сжатии вагона (брутто) максимальное значение напряжения в конструкции составляет 103,71 МПа, а при квазистатическом растяжении вагона (брутто) максимальное значение напряжения в конструкции составляет 127,38 МПа, что позволяет утверждать увеличение прочности конструкции боковой стены не менее чем в 2 раза.
Выполнение каждого продольного элемента обшивки состоящего из нескольких отрезков, жестко соединенных на подкладочной планке, расположенной между внешним и внутренним элементами средней стойки, обеспечивает собираемость конструкции панели обшивки боковой стены по длине обшивки и при этом проблемный отрезок соединения отрезков обшивки укладывается между внешним и внутренним элементами средней стойки, что обеспечивает выравнивание прочностных свойств обшивки боковой стены и каркаса боковой стены в конструкции боковой стены.
Выполнение внутреннего элемента средней стойки из нескольких элементов, обеспечивает собираемость конструкции внутреннего элемента средней стойки.
Выполнение внутреннего элемента средней стойки из двух одинаковых элементов, позволяет обеспечить технологичность изготовления внутреннего элемента средней стойки из двух одинаковых штампованных деталей.
Выполнение внешнего элемента средней стойки в средней части по высоте не менее 30 мм и не более 60 мм, обеспечивает прочностные качества каркаса боковой стены. Внешний элемент средней стойки является основным несущим элементом каркаса, поэтому высота внешнего элемента средней стойки не должно быть меньше 30 мм, но увеличение высоты более 60 мм является нецелесообразным, так как уменьшает полезный объем кузова.
Выполнение внешнего элемента средней стойки из горячекатаного швеллера, также направлено на обеспечение прочностных качеств каркаса боковой стены, так как прочность горячекатаного профиля более стабильна из-за наличия в структуре металла проката однородности зерен и отсутствия в сформированном, горячекатаном профили всплесков напряжений.
Выполнение внутреннего элемента средней стойки из гнутого профиля трапециевидной формы, позволяет уменьшить трудозатраты на изготовление внутреннего элемента средней стойки, а также уменьшить количество остатков перевозимого сыпучего груза внутри кузова при выгрузке.
Выполнение пазов во внутренних элементах средних стоек, в местах пересечения с продольными гофрами большего элемента обшивки, позволяет уменьшить сварочные зазоры при выполнении сварных швов, что в свою очередь повышает прочность всей конструкции боковой стены. При этом дополнительно, для увеличения площади сечения внутреннего элемента средней стойки в районе паза, паз обрамлен компенсатором, что также повышает прочностные качества элемента.
В настоящее время на заявленное изобретение разработана конструкторская документация и проводятся всесторонние испытания опытных образцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кузов железнодорожного вагона-хоппера | 2018 |
|
RU2709520C1 |
| КУЗОВ ЖЕЛЕЗНОДОРОЖНОГО ПОЛУВАГОНА | 2006 |
|
RU2325294C1 |
| ПОЛУВАГОН С ПОНИЖЕННЫМ АЭРОДИНАМИЧЕСКИМ СОПРОТИВЛЕНИЕМ КОНСТРУКЦИИ В.В. БОДРОВА | 2016 |
|
RU2646023C2 |
| Боковая стена полувагона | 2022 |
|
RU2786906C1 |
| КУЗОВ ДВУХЭТАЖНОГО ПАССАЖИРСКОГО ВАГОНА | 2009 |
|
RU2408484C1 |
| УДАРОСТОЙКОЕ УВЯЗОЧНОЕ УСТРОЙСТВО, СТЕНА КУЗОВА ЖЕЛЕЗНОДОРОЖНОГО ПОЛУВАГОНА, КУЗОВ ЖЕЛЕЗНОДОРОЖНОГО ПОЛУВАГОНА И ЖЕЛЕЗНОДОРОЖНЫЙ ПОЛУВАГОН | 2013 |
|
RU2574675C9 |
| ПОЛУВАГОН ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2345918C1 |
| УЗЕЛ СОЕДИНЕНИЯ ВЕРХНИХ ОБВЯЗОК БОКОВОЙ И ТОРЦЕВОЙ СТЕН КУЗОВА ПОЛУВАГОНА (ВАРИАНТЫ) | 2014 |
|
RU2566799C2 |
| УДАРОСТОЙКОЕ УВЯЗОЧНОЕ УСТРОЙСТВО, СТЕНА КУЗОВА ЖЕЛЕЗНОДОРОЖНОГО ПОЛУВАГОНА, КУЗОВ ЖЕЛЕЗНОДОРОЖНОГО ПОЛУВАГОНА И ЖЕЛЕЗНОДОРОЖНЫЙ ПОЛУВАГОН | 2013 |
|
RU2554898C1 |
| Полувагон железнодорожный | 2017 |
|
RU2656795C1 |



Изобретение относится к железнодорожному транспорту и касается конструкции кузовов полувагонов. Стена боковая железнодорожного полувагона содержит обшивку (1) в виде продольного сборочного профиля и каркас (2), состоящий из верхней (3) и нижней (4) обвязок, концевых (5) и средних (6) стоек. Концевые стойки (5) выполнены из листового проката. Средние стойки выполнены из внешнего (7) и внутреннего (8) элементов. Обшивка боковой стены выполнена из жестко соединенных между собой трех продольных элементов (9, 10 ,11). Продольный элемент (11), больший из трех продольных элементов, имеет продольные гофры (12). Каждый торец (13, 14) обшивки жестко закреплен к уголковому профилю, жестко закрепленному к концевой стойке. Внешний элемент средней стойки выполнен из прокатного профиля, а внутренний элемент средней стойки выполнен из гнутого. Изобретение обеспечивает повышение жесткости и прочности боковой стены при воздействии на неё эксплуатационных нагрузок в сочетании с минимальной материалоёмкостью. 8 з.п. ф-лы, 19 ил.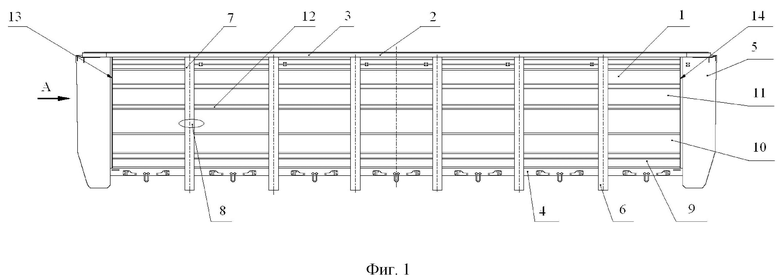
1. Стена боковая железнодорожного полувагона, содержащая обшивку в виде продольного сборочного профиля и каркас, состоящий из верхней и нижней обвязок, концевых и средних стоек, при этом концевые стойки выполнены из листового проката, а средние стойки выполнены из внешнего и внутреннего элементов, отличающаяся тем, что обшивка боковой стены выполнена из жестко соединенных между собой трех продольных элементов, больший из которых имеет продольные гофры, при этом каждый торец обшивки жестко закреплен к уголковому профилю, который жестко закреплен к концевой стойке, вместе с этим, внешний элемент средней стойки выполнен из прокатного профиля, а внутренний элемент средней стойки выполнен из гнутого профиля.
2. Стена боковая железнодорожного полувагона по п. 1, отличающаяся тем, что каждый продольный элемент обшивки состоит из нескольких отрезков, жестко соединенных на подкладочной планке, расположенной между внешним и внутренним элементами средней стойки.
3. Стена боковая железнодорожного полувагона по п. 1, отличающаяся тем, что внутренний элемент средней стойки выполнен из нескольких элементов.
4. Стена боковая железнодорожного полувагона по п. 1, отличающаяся тем, что внутренний элемент средней стойки выполнен из двух одинаковых элементов.
5. Стена боковая железнодорожного полувагона по п. 1, отличающаяся тем, что внешний элемент средней стойки выполнен в средней части по высоте не менее 30 мм и не более 60 мм.
6. Стена боковая железнодорожного полувагона по п. 1, отличающаяся тем, что внешний элемент средней стойки выполнен из горячекатаного швеллера.
7. Стена боковая железнодорожного полувагона по п. 1, отличающаяся тем, что внутренний элемент средней стойки выполнен из гнутого профиля трапециевидной формы.
8. Стена боковая железнодорожного полувагона по п. 1, отличающаяся тем, что во внутренних элементах средних стоек, в местах пересечения с продольными гофрами большего элемента обшивки выполнены пазы.
9. Стена боковая железнодорожного полувагона по п. 8, отличающаяся тем, что пазы во внутренних элементах средней стойки обрамлены компенсаторами.
| Способ выделения жирных спиртов из неомыляемых-П | 1957 |
|
SU146303A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЦИЛЬНЫХ ПРОИЗВОДНЫХ МЕРКАПТОСО ЕДИНЕНИЙ | 0 |
|
SU181127A1 |
| CN 204956491 U, 13.01.2016 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

